Сварка металла: виды и как пользоваться
Содержание:
- Процесс сварки
- Виды сварки
- Альтернативный способ сварки
- Сфера применения сварки
В строительстве и промышленности для стыковки деталей чаще всего применяют сварку. Конструкции, обработанные таким методом, отличаются высокой надежностью и прочностью. Рассмотрим разновидности этого метода.
Процесс сварки
В процессе сварки материалы плотно соединяются между собой. Иногда технологию ошибочно относят только к соединению металлических деталей. Однако сварка позволяет скрепить керамику, графит, пластик, стекло и другие материалы.
Детали соединяются благодаря воздействию высокой температуры на межатомном уровне, деформации или при сочетании обоих способов сразу.
На физическом уровне атомы и молекулы во время сварки образуют прочные связи. Чтобы они возникли, нужно соблюсти несколько условий:
- Материал должен быть чистым, без оксидов и посторонних атомов.

- Чтобы атомы проще взаимодействовали между собой, они должны активироваться энергетически.
- Заготовки нужно разместить так, чтобы расстояние между ними можно было сопоставить с межатомным расстоянием элементов.

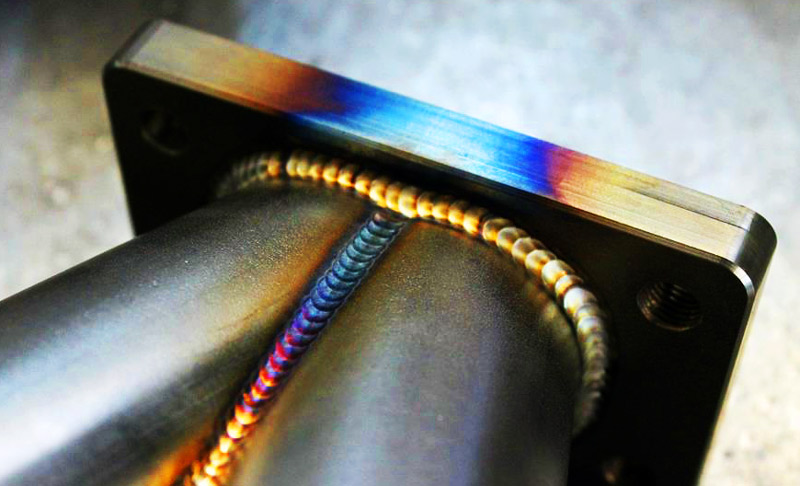
В процессе сварки на стыке материалов образуется шов.
Виды сварки
Существует 3 класса сварки в зависимости от способа воздействия на материал. Каждый класс включает несколько видов сварки. Основной критерий выделения классов — источник энергии.
Термическая сварка
В процессе работы образуется сварочная ванна при участии двух металлов — присадочного и основного. Первый — это пруток или электрод. Источником тепла является пламя горючего газа, сварочная дуга, сконцентрированный поток лучей, термит. От источника тепла зависит способ сварки.
Дуговая сварка. Самый распространенный способ. Для работы не нужны специальные инструменты и приспособления. Необходим только стабильно мощный разряд электричества в ионизированной газовой атмосфере. При зажигании дуги ионизируется дуговой промежуток. Этот процесс поддерживается на протяжении всего процесса горения.
Необходим только стабильно мощный разряд электричества в ионизированной газовой атмосфере. При зажигании дуги ионизируется дуговой промежуток. Этот процесс поддерживается на протяжении всего процесса горения.
Дуговая сварка имеет 3 подвида в зависимости от метода соединения деталей:
- Ручная сварка. Все манипуляции с электродом сварщик выполняет вручную. Для этого метода нужно использовать электроды со специальным покрытием.
- Полуавтоматическая сварка. В качестве электрода используется проволока. Она автоматически подается в зону сварки вместе с защитным активным или инертным газом и плавится под воздействием электричества.
- Автоматическая сварка. Полностью автоматизированный процесс, материалы свариваются по заданному алгоритму. Человеку контролировать операцию не нужно.
Газовая сварка. Источник тепла здесь — пламя. Оно образуется в процессе горения смеси горючих газов и кислорода. Благодаря пламени сварка возможна даже в полевых условиях и местах без электричества. Свариваемые материалы нагреваются и остывают достаточно медленно. Газовая сварка применяется для соединения тонкостенной стали, цветных металлов и для наплавки.
Благодаря пламени сварка возможна даже в полевых условиях и местах без электричества. Свариваемые материалы нагреваются и остывают достаточно медленно. Газовая сварка применяется для соединения тонкостенной стали, цветных металлов и для наплавки.
Для розжига пламени подходит ацетилен и пропан, реже используют керосин или бензин. В процессе плавления присадочного металла на стыке свариваемых материалов образуется шов.
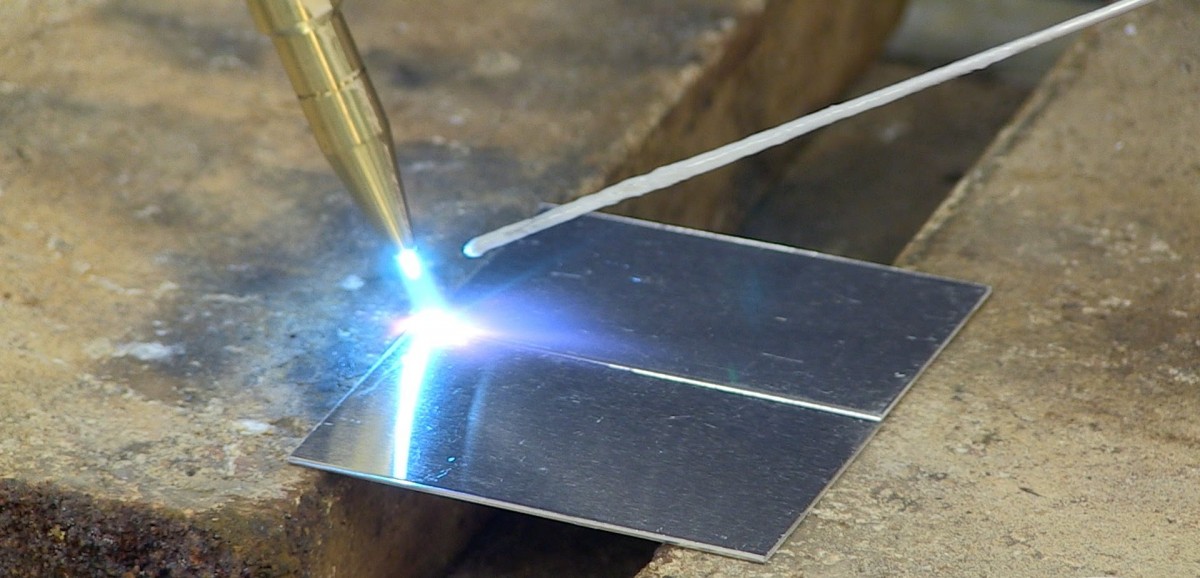
Лучевая сварка. Этот вид сварки используют для соединения радиодеталей, электронных схем и других небольших элементов. Лучевая сварка отличается от других видов тем, что в процессе необходима вакуумная камера, а также световой луч. Без камеры луч не будет рассеиваться, т.к. воздух очень плотный. Соединение микродеталей — основное преимущество этого способа. В процессе лазерной сварки образуются высокоточные аккуратные швы. При этом поверхности почти не нагреваются, из-за чего материал не деформируется в процессе соединения.
Этот способ сварки позволяет направлять энергию с помощью призмы в труднодоступные места. Благодаря этому можно соединить детали, которые не получится сварить другими методами.
Благодаря этому можно соединить детали, которые не получится сварить другими методами.
Термитная сварка. Необходимо использовать термит — специальную смесь для плавки металла. Она состоит из алюминия, магния и металлической окалины и имеет порошкообразную форму. Ее нужно засыпать в жаропрочную емкость и разжечь электрической дугой, специальным шнуром или пропастроном. Тепло, которое образуется при горении термита, расплавляет кромки деталей. Расплавленный элемент при смешивании с металлом образует неразъемное высокопрочное соединение.
Благодаря прочности полученного соединения, термитная сварка используется при стыковке труб, рельсов и наплавки больших изделий.
Электрошлаковая сварка. Это самый оптимальный метод для соединения металла толщиной от 5 до 300 см. Заготовки нужно установить вертикально и закрыть их с двух сторон. Для этого используют подвижные ползуны из меди с водяным охлаждением. На поддон нужно насыпать слой флюса (источника тепла), а под ним разжечь дугу. При плавлении флюс начинает проводить электричество и отлично плавит металл и присадочную проволоку.
При плавлении флюс начинает проводить электричество и отлично плавит металл и присадочную проволоку.
Электрошлаковая сварка подходит для обработки стали всех видов, чугуна, некоторых видов цветных металлов. Это экономически выгодный метод, поэтому он незаменим в промышленности. Причем более рационально обрабатывать сразу большую поверхность.
Термомеханический класс сварки
Термомеханическую или комбинированную сварку применяют в тех случаях, когда нельзя сделать ровный шов другим способом. Обычно с помощью комбинации теплового и механического воздействия соединяют небольшие элементы.
Кузнечная сварка
Это давно известный способ, который заключается в том, что железные заготовки соединяют с помощью наковальни и молота. Качество работы зависит от навыков кузнеца. Также перед ковкой важно тщательно очистить соединяемые поверхности. Как происходит кузнечная сварка: мастер нагревает заготовки в горне, кладет их друг на друга и соединяет ударами молота.
Такая сварка подходит только для пластичных металлов. Ее недостатки — низкая производительность и ненадежность. Сегодня металлурги иногда применяют механизированную кузнечную сварку, при которой заготовки сдавливает пресс. Название такого способа —
Контактная сварка
Сформировать сварное соединение помогает пластическая деформация металла. Контактная сварка получила такое название из-за специфики процесса, при котором поверхность иглы прилегает к изделию и нагревает материал. В точках контакта количество тепловой энергии достигает максимума. Это помогает добиться термопластичного состояния или плавления. Затем заготовки сдавливают, благодаря чему появляются дополнительные точки контакта. В результате поверхности сближаются на межатомные расстояния, т.е. происходит сварка.
Виды контактной сварки отличаются по типу соединения, оборудованию, току питания. Классификация по типу сварочного соединения:
- Стыковая сварка, при которой нагревается вся рабочая площадь.
- Точечная сварка. В таком случае заготовки соединяют в местах сдавливания с помощью тока.
- Шовная сварка, при которой используют роликовые электроды и соединяют детали внахлест.
- Рельефная сварка. В этом случае на поверхности предварительно формируют выступы, которые разглаживаются под действием тока.
Контактная сварка подходит для работы с мелкими элементами. Ее преимущества — высокая производительность и простота автоматизации. Такой способ часто применяют в сфере машиностроения.
Диффузионная сварка
В основе технологии лежит процесс диффузии, т.е. взаимного проникновения плотно прижатых атомов. Работу проводят в вакууме или в среде инертного газа. Детали закрепляют в специальной камере и подключают электроток. Поверхность заготовок нагревается до близких к плавлению температур. Высокая диффузионная способность атомов обеспечивает соединение. Иногда детали на определенное время оставляют под действием тока, чтобы скрепить их более надежно.
Диффузионная сварка подходит для плохо контрастирующих материалов. Ее применяют не так широко, как кузнечный или контактный способ.
Механическая сварка
Главная особенность этого касса сварки — механическое воздействие на металл для нагревания. Выделяемое тепло плавит металл и соединяет детали. Существует несколько способов механической сварки.
Трение. Элементы нагреваются благодаря вращению соединяемых частей. Технология сварки трением считается самой перспективной. Мастер может вращать как одну, так и обе заготовки одновременно.
Сварку трением подразделяют на:
- трение с перемешиванием;
- инерционную;
- колебательную;
- с непрерывным приводом;
- радиальную;
- орбитальную.
Во всех вариантах сила трения разогревает металлическую поверхность до температуры плавления.
К преимуществам метода относятся:
- высокое качество и прочность полученного изделия;
- низкое энергопотребление по сравнению с другими способами.
Сваркой трением можно соединять металлы, которые имеют разную температуру плавления. Процесс можно легко автоматизировать и использовать в промышленных масштабах. Таким способом часто сваривают стержневые конструкции и трубы небольшого диаметра.
Холодная сварка под давлением. Для образования неразъемного крепления мастер соединяет детали давлением: они деформируются и вдавливаются друг в друга. Холодная сварка бывает:
- шовной;
- стыковой;
- точечной.
Есть еще одна разновидность холодной сварки — высокотемпературная. С ее помощью можно соединить шины, трубы, проволоку. Чтобы получить прочное соединение, следует предварительно подготовить место стыка. Также на результат влияет степень сжатия и характер воздействия.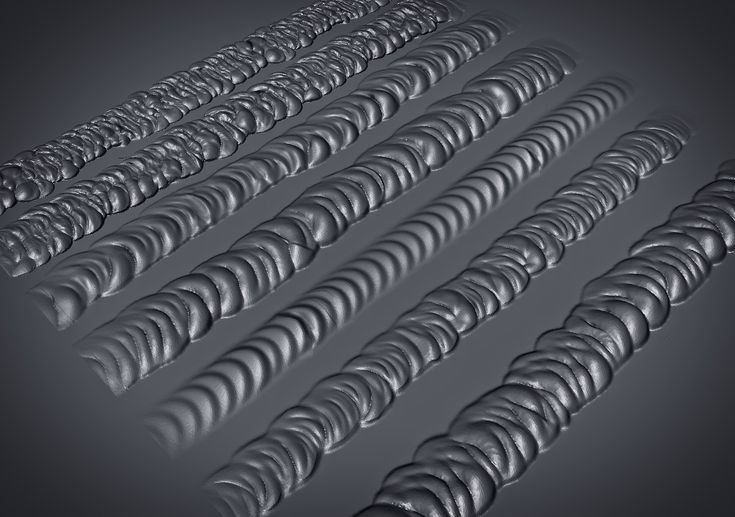
Сварка взрывом. Это самый редкий способ сварки. Детальной методики ее проведения нет.
Сначала мастер устанавливает заготовку над основным металлом. Затем на привариваемый элемент помещается детонатор. Взрыв мастер создает с помощью специального вещества, в которое входят гранулотол, аммонит, гексоген.
После взрыва подвижная деталь ударяет нижнюю пластину. В результате два металлических элемента соединяются на молекулярном уровне. Прочность сварки обеспечивает синхронная пластическая деформация деталей. Так как процесс происходит быстро, диффузия затрагивает только верхние слои металла.
Сваркой взрывом на промышленных предприятиях соединяют разнородные металлы. С ее помощью можно изготовить большие детали, например, биметаллические, или нанести износостойкий слой толщиной не больше 45 мм на заготовки из металла.
Ультразвуковая сварка. В процессе сварки возникают определенные колебания, которые сближают атомы свариваемых деталей и соединяют их в общую структуру. Ультразвуковая сварка бывает точечной, контурной или шовной. Благодаря высокому качеству соединений она очень востребована.
Ультразвуковая сварка бывает точечной, контурной или шовной. Благодаря высокому качеству соединений она очень востребована.
Перед ультразвуковой сваркой не нужно специально подготавливать поверхность. Чтобы избежать перегрева при сварке пластмассовых деталей, необходимо постоянно контролировать температуру. Ультразвук способен нагреть поверхность за доли секунды без выделения паров и газов.
Эти виды сварочных работ — одни из наиболее востребованных. Есть и другие способы сварки, с помощью которых выполняют специфические операции. Например, чтобы создать конструкцию из разнородных металлов, применяют термомеханическое соединение элементов трением, а для получения биметаллов — сварку взрывом.
Альтернативный способ сварки
Холодная сварка — это соединение металлических деталей специальным клеящим веществом. Процесс основан на диффузии заготовок и клея. Холодную сварку часто используют в быту, чтобы сделать ремонт без обращения к слесарям. Клей продается в виде двухкомпонентного состава, который напоминает пластилин.
Клей продается в виде двухкомпонентного состава, который напоминает пластилин.
Для работы понадобятся ножницы или нож. С их помощью от бруска нужно отделить кусок необходимого размера и смешать компоненты, чтобы отвердитель полностью растворился в смоле. Состав тщательно перемешивают массирующими движениями. Изначально твердый клей разогревается в руках и приобретает консистенцию пластилина. После перемешивания можно начинать работу. Состав сохраняет пластичность всего несколько минут, поэтому не стоит медлить.
Разновидность сухой сварки — водостойкие сантехнические вещества. В отличие от обычной холодной сварки, такой клей можно использовать для работы с влажными поверхностями. Некоторые производители предлагают продукцию, которая подходит для применения под водой.
Сфера применения сварки
С помощью сварки можно решить множество технологических и конструкционных задач. Среди них:
- Изготовление металлоконструкций. Сварка позволяет производить изделия любой сложности и размера, например, рамы, каркасы, корпусы автомобилей и т.д.
- Производство ворот. С помощью сварки можно сделать прочную и эстетичную конструкцию. Технология подходит для изготовления откатных и распашных ворот из профлиста — одного из наиболее востребованных строительных материалов. Использовать сварку можно не только в заводских условиях, но и непосредственно на объекте.
- Изготовление лестниц. Эвакуационные пути должны соответствовать жестким стандартам безопасности. Внутри или снаружи жилых домов, офисных и торговых центров, промышленных зданий должны быть установлены сварные пожарные лестницы. Они обеспечивают безопасность при пожаре или другом ЧП.
 Сварка позволяет производить изделия любой сложности и размера, например, рамы, каркасы, корпусы автомобилей и т.д.
Сварка позволяет производить изделия любой сложности и размера, например, рамы, каркасы, корпусы автомобилей и т.д.Сварочные работы выполняют с помощью разнообразного оборудования. Для сварки используют как компактные бытовые трансформаторы, так и автоматизированные производственные линии.
Инструкция по ручной лазерной сварке [часть 1]
Большинство изделий из нержавеющей стали производятся с помощью аргонодуговой сварки и других распространенных методов сварки. Хотя эти методы могут удовлетворить 80% потребностей производства, они оставляют дефекты во многих сварочных изделиях. Например: подрезы, неполное проплавление, плотная пористость и трещины. Это не только снижает прочность соединения, но и становится источником щелевой коррозии. Кроме того, рабочие этапы обработки после сварки выполняются очень медленно.
Хотя эти методы могут удовлетворить 80% потребностей производства, они оставляют дефекты во многих сварочных изделиях. Например: подрезы, неполное проплавление, плотная пористость и трещины. Это не только снижает прочность соединения, но и становится источником щелевой коррозии. Кроме того, рабочие этапы обработки после сварки выполняются очень медленно.
В связи с этими недостатками появился ручной лазерный оптоволоконный аппарат ручной лазерный оптоволоконный аппарат для сварки. Технология ручной лазерной сварки в основном использует лазерный луч в качестве источника энергии для воздействия на сварочное соединение для достижения цели сварки. Это новый метод сварки с хорошими сварочными характеристиками и небольшой деформацией, который широко используется в обработке и сварке различных металлов. Ручной аппарат лазерной сварки имеет преимущества простого управления, красивого сварного шва, высокой скорости сварки и отсутствия расходных материалов.
Сварка лазерным сварочным аппаратом тонких листов из нержавеющей стали, железных и оцинкованных листов, а также других металлических материалов может прекрасно заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
Ручной лазерный сварочный аппарат может быть широко использован при производстве шкафов, лестниц, лифтов, духовок, дверей из нержавеющей стали и оконных ограждений, распределительных коробок, домах из нержавеющей стали и в других отраслях промышленности со сложным нерегулярным процессом сварки.
Скорость ручной лазерной сварки высокая, в 2-10 раз выше, чем традиционная сварка. Сварочный шов после сварки получается ровным и красивым, что сокращает последующий процесс шлифовки, экономит время и затраты. Заготовка для лазерной сварки не имеет деформации, сварочных шрамов и прочной сварки. Расходных материалов для лазерной сварки меньше, и они имеют длительный срок службы.
Основные характеристики ручной лазерной сварочной машины
- Она проста в эксплуатации и может использоваться обычными работниками без больших затрат на обучение.
- Имеет преимущества высокой эффективности, большого размера сварки, быстрой скорости сварки, тонкого и красивого шва, и уменьшает последующий процесс шлифовки.
- Она может быть широко использована для сварки нержавеющей стали, железных, алюминиевых и оцинкованных пластин, а также других металлических материалов.
- Точка сварки и зона теплового воздействия мала, сварочный верстак не нужен, также нет необходимости в большой площади для размещения оборудования.

Преимущества машины для ручной лазерной сварки
Для мастерской, которая занимается мелкосерийной обработкой или сваркой в малых масштабах, ручная лазерная сварочная система является лучшим выбором.
Ключевым моментом является то, что сварочные изделия небольших мастерских разнообразны, а форма изделий гибкая. Ручная лазерная сварка может полностью удовлетворить этот спрос.
Ручной лазерный сварочный аппарат удобен не только для сварки пресс-форм, кухонной утвари и других изделий, но и для сварки на открытом воздухе. Нержавеющая сталь, алюминий, медь, золото и серебро ювелирные изделия также могут быть сварены ручным лазерным сварочным аппаратом.
Применение ручной лазерной сварочной системы
В качестве важной поддержки “зеленых” технологий, технология лазерной сварки имеет очевидные конкурентные преимущества по сравнению с традиционными методами.
Благодаря высокой скорости, высокой точности, низкому энергопотреблению и многим другим преимуществам, она широко используется в микроэлектронике и электроприборах, автомобильной и аэрокосмической промышленности, машиностроении, полиграфии и и других важных областях экономики.
Технология лазерной сварки является одним из важных применений лазерной обработки. Среди них важное применение ручной лазерной сварки сосредоточено в сложных и нерегулярных процессах сварки без приспособления, таких как листовой металл, шасси, резервуар для воды, распределительная коробка, кухонный шкаф, дверные и оконные ограждения из нержавеющей стали и т. д.
В последние годы, в связи с бурным ростом развития новых энергетических транспортных средств, было увеличено производство количество аккумуляторных батарей, и индустрия лазерной сварки достигла дальнейшего роста.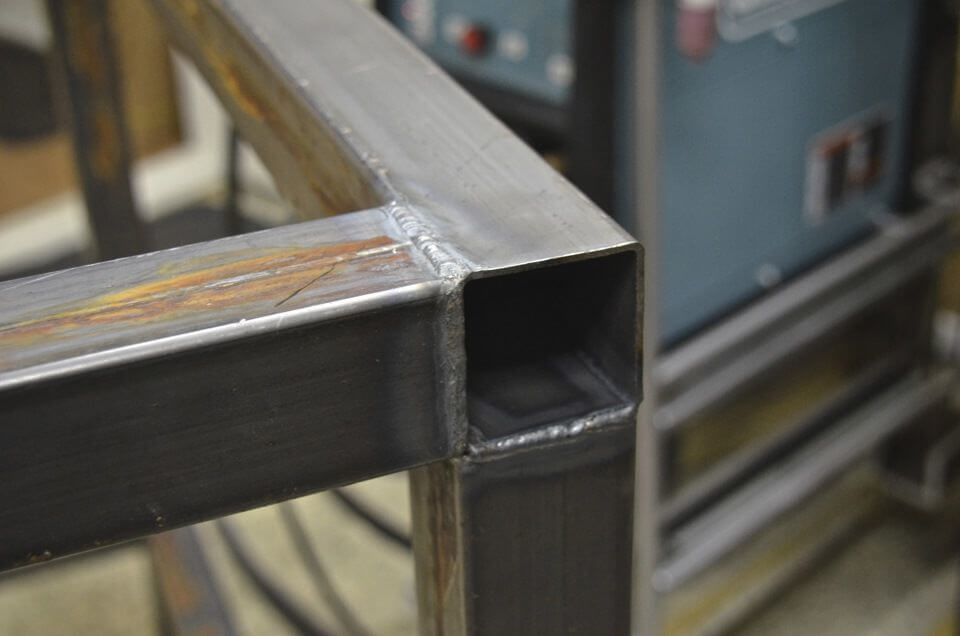
Проблемы ручной системы лазерной сварки
Несмотря на то, что ручные лазерные сварочные системы становятся все более популярными на рынке, все еще существуют некоторые проблемы.
В большинстве ручных лазерных сварочных аппаратов, предлагаемых производителями оборудования, используются непрерывные волоконные лазеры мощностью от 200 Вт, 300 Вт, 500 Вт до 1500 Вт.
В целях безопасности сварщик должен пройти строгую подготовку, а лазер ни в коем случае не должен задеть людей или окружающие предметы, иначе это может привести к серьезным ожогам или даже вызвать пожар.
Кроме того, хотя в процессе сварки лазер обращен к заготовке, он все равно будет давать отражение высокой яркости, поэтому оператор должен быть оснащен специальными светозащитными очками.
Какие проблемы решает ручная лазерная сварочная система?
1. Применение в производстве кухонной посуды
Ручной лазерный сварочный аппарат при производстве кухонной утвари может сэкономить около 80% ~ 90% электроэнергии. По сравнению с дуговой сваркой, стоимость обработки может быть снижена примерно на 30%. Он может
сваривать разнородную сталь и разнородные металлы.
По сравнению с дуговой сваркой, стоимость обработки может быть снижена примерно на 30%. Он может
сваривать разнородную сталь и разнородные металлы.
2. Применение в области обработки листового металла
В области обработки листового металла, по сравнению с традиционной аргонодуговой сваркой, лазерная сварка имеет очевидные преимущества: высокая эффективность, малая тепловая деформация, красивый внешний вид, высокая прочность, отсутствие необходимости полировки после сварки, бесшовная стыковая сварка.
3. Применение в области сварки сантехники из нержавеющей стали
В процессе сварки сантехники из нержавеющей стали, ручная лазерная сварка обеспечивает бесшовное сращивание сантехнических кранов, раковин и т.д. Для сварки под углом может быть достигнуто 360° сварки, что является простым в эксплуатации и более удобным.
Сварка на оптоволоконном лазерном аппарате для сварки металла XTW-1000 RAYCUS
 com/embed/hcpMxb1_WXw” frameborder=”0″ allowfullscreen=””>
com/embed/hcpMxb1_WXw” frameborder=”0″ allowfullscreen=””> На нашем сайте вы можете приобрести оптоволоконный аппарат для лазерной сварки металла:
Сварная и бесшовная стальная труба
По мере того, как промышленные приложения развивались и становились все более сложными, трубопроводная продукция и системы, которые их обслуживают, должны были идти в ногу со временем.
Несмотря на то, что существует множество методов производства труб, наиболее активное обсуждение в отрасли сравнивается со стальными трубами, сваренными сопротивлением (ERW), и бесшовными (SMLS).
Методы изготовления ВПВ и бесшовных стальных труб используются десятилетиями; со временем методы, используемые для производства каждого из них, усовершенствовались. Так что лучше?
Изготовление сварных труб
Сварная труба представляет собой длинную спиральную стальную ленту, называемую заготовкой. Заготовку обрезают до нужной длины, в результате чего получается плоский прямоугольный лист. Ширина более коротких концов этого листа станет внешней окружностью трубы, значение, которое можно использовать для расчета ее возможного внешнего диаметра.
Ширина более коротких концов этого листа станет внешней окружностью трубы, значение, которое можно использовать для расчета ее возможного внешнего диаметра.
Прямоугольные листы подаются через прокатную машину, которая скручивает более длинные стороны друг к другу, образуя цилиндр. В процессе ВПВ между кромками пропускается высокочастотный электрический ток, заставляющий их плавиться и сплавляться вместе.
Преимущество трубы ERW заключается в том, что не используются плавящиеся металлы, а сварной шов не виден и не ощущается. В отличие от двойной дуговой сварки под флюсом (DSAW), которая оставляет после себя очевидный валик сварного шва, который затем необходимо устранить в зависимости от применения.
Технологии производства сварных труб с годами совершенствовались. Возможно, самым важным достижением стал переход на высокочастотные электрические токи для сварки. До 1970-х годов использовался низкочастотный ток. Сварные швы, выполненные низкочастотными ВПВ, были более подвержены коррозии и разрушению шва.
Большинство типов сварных труб после изготовления требуют термической обработки.
Производство бесшовных труб
Бесшовные трубы начинаются с твердого цилиндрического куска стали, называемого заготовкой. Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента.
Некоторые типы бесшовных труб затвердевают в процессе производства, поэтому термическая обработка после изготовления не требуется. Другие требуют термической обработки. Обратитесь к спецификации типа бесшовной трубы, которую вы рассматриваете, чтобы узнать, потребует ли она термообработки.
Исторические перспективы и варианты использования сварных и бесшовных стальных труб
ВПВ и бесшовные стальные трубы сегодня существуют в качестве альтернатив во многом благодаря историческим представлениям.
Как правило, сварные трубы считались более слабыми по своей природе, поскольку они имели сварной шов. Бесшовная труба не имела этого предполагаемого структурного недостатка и считалась более безопасной. Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
Отраслевые стандарты, регулирующие производство и спецификации ВПВ и бесшовных стальных труб, по-прежнему отражают это восприятие. Например, бесшовные трубопроводы необходимы для многих применений с высоким давлением и температурой в нефтегазовой, энергетической и фармацевтической промышленности. Сварные трубопроводы (которые, как правило, дешевле в производстве и более широко доступны) используются во всех отраслях промышленности, если температура, давление и другие эксплуатационные параметры не превышают параметры, указанные в применимом стандарте.
Сварные трубопроводы (которые, как правило, дешевле в производстве и более широко доступны) используются во всех отраслях промышленности, если температура, давление и другие эксплуатационные параметры не превышают параметры, указанные в применимом стандарте.
В конструкционных применениях нет никакой разницы в производительности между ERW и бесшовной стальной трубой. Хотя они могут быть указаны как взаимозаменяемые, не имеет смысла указывать бесшовные трубы, когда более дешевые сварные трубы работают одинаково хорошо.
Надлежащая практика закупок сварных и бесшовных стальных труб
Важное примечание, которое необходимо сделать, поскольку трубопроводная продукция указана для проекта, заключается в том, что книги спецификаций (например, предоставленные ASTM, ASME, ANSI и API, среди прочих), которые инженеры используют для руководства при составлении спецификаций, которые они пишут, перечисляют только марки труб без со ссылкой на то, произведены ли они с помощью ERW или производства бесшовных труб. Не все сорта могут быть получены обоими способами.
Не все сорта могут быть получены обоими способами.
Например, возможная путаница может возникнуть, если инженер закажет сварную трубу с большим наружным диаметром и толщиной стенки, не зная, что ее невозможно изготовить. Эта ошибка, скорее всего, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
Кроме того, хорошее понимание отраслевых стандартов может привести к экономии средств. Хорошим примером являются стандарты труб из углеродистой стали A106 и A53. В этой статье мы обсудим, как труба соответствует прежним должен быть бесшовным , в то время как трубы, соответствующие последнему, могут быть как бесшовными, так и сварными. Например, если инженер должен следовать стандарту A53 в данном проекте, он или она все еще может иметь возможность выбирать, какой тип указать, исходя из специфики приложения.
Покажите нам свои характеристики, запросите предложение и быстро получите трубу
American Piping Products полностью укомплектован лучшим ассортиментом сварных и бесшовных стальных трубопроводов в отрасли. Мы поставляем наши запасы с заводов по всему миру, гарантируя, что покупатели получат необходимую трубу быстрее, независимо от каких-либо применимых законодательных ограничений.
Мы поставляем наши запасы с заводов по всему миру, гарантируя, что покупатели получат необходимую трубу быстрее, независимо от каких-либо применимых законодательных ограничений.
В нашем руководстве покупателя стальных труб мы поможем вам сориентироваться в процессе закупки труб от начала до конца, чтобы вы могли получить то, что вам нужно, как можно быстрее, когда придет время покупать. Если в ближайшем будущем вам предстоит закупка трубопроводов, запросите расценки. Мы предоставим вам тот, который доставит вам именно те продукты, которые вам нужны, и быстро.
Бесшовная стальная трубаи сварная труба: в чем разница?
Последнее обновление
С постоянно развивающимся промышленным применением трубопроводные системы и изделия стали широко использоваться во многих строительных секторах. За последнее десятилетие производители удвоили объемы производства, чтобы не отставать от требований рынка.
Формование труб может выполняться только двумя особыми методами, в результате которых получают бесшовную стальную или сварную трубу. Первым этапом является сырое сырье, такое как руда или металлический лом, отлитые в слитки. Последним этапом производственного процесса является придание формы трубам путем удлинения бесшовной трубы.
Существует тонкая грань между стальными бесшовными и сварными трубами. В этой статье будет представлен подробный обзор каждого, преимущества и недостатки, их различия, применение и когда их использовать.
Обзор бесшовной стали
Предоставлено: Jatinsanghvi, Common Wikimedia
Бесшовная стальная труба изготовлена из цельного куска металла, в отличие от сварной трубы, и на ее поверхности нет соединенной стальной трубы. Как следует из названия, бесшовная стальная труба не имеет шва (сгиба) или сварного соединения.
Бесшовные стальные трубы отличаются идеальной отделкой, безупречной и желаемой, что приводит к повышенному спросу. Они изготавливаются круглой, прямоугольной или квадратной формы, а трубы имеют трубчатую (полую) форму, поскольку в большинстве из них проходят текучие вещества, такие как газы, жидкости, взвеси и порошки.
Они изготавливаются круглой, прямоугольной или квадратной формы, а трубы имеют трубчатую (полую) форму, поскольку в большинстве из них проходят текучие вещества, такие как газы, жидкости, взвеси и порошки.
Бесшовная сталь прочная и долговечная, потому что она не сваривается и не имеет соединений; это означает, что труба имеет однородную структуру, обеспечивающую равномерное распределение прочности.
Области применения
Бесшовные стальные трубы имеют особые области применения из-за их уникальных свойств, таких как равномерное распределение прочности, несварные соединения и их способность выдерживать высокие температуры, способность выдерживать давление, высокое качество, лучший предел веса и многое другое.
Ниже приведены некоторые области применения, в которых используются стальные бесшовные трубы:
- Химические заводы
- Производство нефтегазопроводов
- Производство медицинского оборудования
- Гидравлика
- Атомные электростанции
- Водоочистные сооружения
- Приборы для высоких температур и давлений
- Чувствительные измерительные блоки
Как изготавливают бесшовные стальные трубы?
Изготовление бесшовных стальных труб из круглого и прочного куска стали, известного как заготовка. Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой.
Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой.
Бесшовные стальные трубы (ASTM и API 5L) принимают свою форму, проходя через перфорированную трубу.
На этом этапе бесшовная стальная труба формируется посредством следующего процесса:
- Горячекатаный
- Холоднокатаный
- Холодная вытяжка
Производство горячекатаных бесшовных стальных труб осуществляется путем ковки заготовок, перфорации, прокатки и формовки. Трубы изготавливаются методом промышленной экструзии и используются для изготовления толстостенных бесшовных стальных труб и труб большого диаметра.
С другой стороны, холоднотянутые бесшовные стальные трубы используют технологию холодного волочения, которая подходит для труб малого диаметра и тонкостенных, поскольку они имеют более низкую прочность материала. Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры.
Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры.
Некоторые бесшовные стальные трубы часто затвердевают в процессе производства; в таких случаях производитель не будет использовать методы термообработки.
Профи
- Тяжелые и толстостенные
- Без сварных швов
- Коррозионная стойкость
- Улучшенная овальность (круглость)
- Прочный
- Повышенная устойчивость к давлению
- Плавкие металлы не используются
- Проверка целостности сварного шва не требуется
Минусы
- Более короткая длина из-за производственных трудностей
- Ограничение размера с номинальным размером 24 дюйма или меньше
- Дорого
- Процесс экструзии делает его грубым
- Несоответствующая толщина стенки
Обзор сварных труб
Авторы и права: bbeavis, Pixabay
Сварка стальных труб — это многомиллионная отрасль. Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов.
Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов.
Стальные сварные трубы всегда доступны в большом количестве из-за их более низкой себестоимости и доступности сырья. Таким образом, это один из наиболее широко используемых металлов в мире. Его применение в различных отраслях промышленности и производстве многочисленных изделий. Примеры сварных стальных труб ASTM или API 5L включают трубы SSAW, стальные трубы ERW и трубы LSAW.
Многие путают ВПВ трубу с бесшовной сталью, потому что в ней не используются плавящиеся металлы, сварной шов не всегда виден, и его не прощупаешь. Напротив, двойная дуговая сварка под флюсом (DSAW) оставляет очевидные следы сварных швов, которые можно устранить с помощью различных процессов в зависимости от метода применения.
Области применения
Сварные стальные трубы, в отличие от бесшовных стальных труб, широко используются в нескольких отраслях промышленности, поскольку они экономически выгодны. Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Ниже приведены некоторые области применения:
- Архитектура
- Производство продуктов питания и напитков
- Автомобильная промышленность
- Аэрокосмическое строительство
- Фармацевтика
- Судоходство и рыболовство
- Строительство и добыча полезных ископаемых
- Трубопроводы
Как изготавливают сварные стальные трубы?
Большинство сварных стальных труб изготавливаются из стальных листов и стальных полос. Эти полосы и пластины изготавливаются путем перемещения стальных петель и рулонов с надлежащей толщиной, чтобы сформировать выровненный материал. Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Процесс начинается с гибки стального листа, а затем ему приваривают желаемую форму, будь то круг, прямоугольник, квадрат и многое другое, используя ряд гибочных машин или роликов. Сварка металлической трубы с использованием мощного источника энергии. Некоторые трубы также могут быть сварены вместе с присадочным материалом. Большинство сварных стальных труб должны пройти процесс термической обработки.
Самым слабым местом сварной стальной трубы всегда являются стыки. Качество сварного соединения определяет качество сварной трубы — роботизированная сварка в основном на автоматизированных производственных линиях, например, в автомобильной промышленности. В качестве альтернативы, для более прочных сварных швов стальных труб человеческий труд оказался идеальным; например, в аэрокосмическом строительстве.
Pros
- Может изготавливаться большей длины
- Дешевле
- Без ограничений по размеру
- Более гладкие поверхности
- Доступен
- Сокращенный срок поставки
- Тонкие стенки
- Легче
- Жесткий допуск
- Постоянство толщины стенки
Минусы
- Сварные швы подвержены коррозии
- Он может выдерживать лишь на 20 % меньший вес
- Необходимо проверить перед использованием
- Плохая овальность
- См. также: Что такое кузнечная сварка? Тщательное понимание
 также: Что такое кузнечная сварка? Тщательное понимание
также: Что такое кузнечная сварка? Тщательное пониманиеБесшовные стальные и сварные трубы
Процесс производства бесшовных стальных и сварных труб отличается, и у обоих есть другие свойства. Изучите приведенную ниже таблицу, чтобы определить, какую стальную трубу вы выберете, чтобы получить желаемый результат.
| Бесшовная стальная труба | Сварная стальная труба | |
| Длина | Короче из-за производственных трудностей | Может изготавливаться различных размеров и длины |
| Эконом | Дорого | Более экономичный |
| Поверхность трубы | Шероховатая поверхность в результате процесса экструзии | Более гладкие поверхности |
| Производственный процесс | Комплекс с более длительным временем изготовления и закупки | Проще с меньшими затратами времени на изготовление и закупку |
| Применение | Высокая температура, высокое давление, чувствительные блоки и агрессивная среда | Низкое давление, менее коррозионная среда, меньший бюджет |
| Испытания | Тесты не требуются | Необходимо протестировать перед использованием |
| Форма | Улучшенная овальность, круглая | Плохая овальность |
| Диаметр | Более толстый диаметр | Диаметр разбавителя |
| Прочность | Способен выдерживать очень высокое давление | Может выдерживать только на 20 % меньшую нагрузку благодаря сварным швам |
| Размер | Номинальный размер 24 дюйма или меньше | Без ограничений по размеру |
| Наличие | Меньше доступно из-за ограниченного количества сырья | Доступен из-за наличия сырья |
| Проверка внутренней поверхности | Проверка внутренней поверхности невозможна | Проверка внутренней поверхности перед производственным процессом |
| Молдинг Процесс | Может быть изготовлен один раз в процессе прокатки | Изготовлено из стальных полос и листов, свариваемых после гибки |
| Предпочтительная область применения | Производство оборудования высокого давления, промышленных котлов, | Аэрокосмическая, автомобильная, электрическая, строительная промышленность |
| Сварные швы | Без сварных швов | ВПВ, SSAW, LSAW, DSAW |
Стоимость бесшовных стальных труб по сравнению со сварными трубами
Прочность и долговечность являются одними из факторов, определяющих стоимость как сварных, так и бесшовных труб. Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости.
Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости.
С другой стороны, сварные стальные трубы проще в производстве из-за более дешевой стоимости производства и доступности сырья. Кроме того, процесс производства бесшовной стали сложен и требует много времени. Поскольку каждая из трубок имеет свои уникальные особенности, преимущества и недостатки, необходимо изучить приемлемую практику закупок, чтобы составить разумный бюджет.
Здоровая практика закупок бесшовных стальных труб и сварных труб
Хорошие покупательские привычки имеют большое значение для сокращения материальных затрат за счет сведения к минимуму отходов металлических труб. Это также гарантирует, что лучший материал завершит работу.
Вот несколько советов, которые следует помнить при следующем заказе:
- Понимание окружающей среды – Среда, которой будет подвергаться металлическая труба, должна определять, какую металлическую трубку вы приобретете. Если это менее коррозионный климат, вы можете выбрать сварную сталь, но если это очень коррозионная среда, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
- Планируйте заранее . Наличие отличного рабочего плана является ключом к экономии тысяч долларов. Простая методика поможет вам понять точное количество металлических труб со всеми их предполагаемыми размерами. Таким образом, это упрощает закупку и своевременное размещение заказов.
- Связаться со специалистом – Независимо от того, уверены ли вы в том, что хотите, или нет, всегда обращайтесь за профессиональным мнением, чтобы быть уверенным. Кто-то, кто был в этой области в течение десятилетий, имеет такой опыт, который вам понадобится, чтобы составить бюджет и купить правильную вещь. Свяжитесь с нашими офисами, чтобы узнать о сварных трубах и бесшовной стали
- Разместите свой заказ вовремя – Раннее размещение заказа позволяет вам планировать свои финансы и покупать нужные трубки.
 Если это менее коррозионный климат, вы можете выбрать сварную сталь, но если это очень коррозионная среда, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
Если это менее коррозионный климат, вы можете выбрать сварную сталь, но если это очень коррозионная среда, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.