Все, что нужно знать о газовой сварке
Процесс газовой сварки основывается на плавлении металла. Для плавления могут использоваться различные горючие смеси и газы. Учитывая это, сварка может быть бензиново-кислородной, кислородно-водородной. Однако чаще всего используется ацетиленокислородная газовая сварка. Имеются и другие разновидности данного вида, которые применяются как массово, так и разово. Но всем этим разновидностям присуща одна особенность. В процессе газосварки происходит плавный, равномерный и более медленный разогрев металла.Для получения сварочной дуги и осуществления сварки используется газовое пламя. В этом и состоит основная особенность газосварки. Применение газового пламени обладает преимуществами и имеет негативные черты.
Газосварка используется при выполнении таких работ:
- для сварки стали сечением 0,2-5 мм;
- при соединении деталей из цветных металлов;
- при работе с любыми металлами, когда требуется равномерный и плавный нагрев материала и медленное остывание;
- при работе с металлами, когда необходим предварительный прогрев материала.
 Это характерно для чугуна и цветных металлов;
Это характерно для чугуна и цветных металлов; - для осуществления твердой пайки;
- при необходимости наплавки металла и прочих наплавочных манипуляций.
 Это характерно для чугуна и цветных металлов;
Это характерно для чугуна и цветных металлов;Сварочное производство
Плазменная резка Позитивными особенностями газовой сварки можно считать простоту самого процесса в сравнении с другими способами. Кроме того, можно отметить портативность и мобильность оборудования, что обуславливает популярность самого способа сварки. Узким местом данного способа является медленный нагрев свариваемого металла, что снижает КПД процесса сварки. Учитывая это, при толщине металла в пределах 8-10 мм такой метод сварки становится экономически неоправданным, хотя теоретически возможно использовать газосварку для работы с металлом сечением 30-40 мм. При длительном нагреве металла околосварочная область может испытывать деформацию и терять свои первоначальные свойства. Поэтому в медленном нагреве металла есть и позитив, и негатив.

Важным технологическим моментом есть правильная регулировка газовой горелки, которая производится при нормальном пламени. Процесс сваривания начинают после настраивания горелки на определенную толщину металла и только потом активируют сварочное пламя. Учитывая это, главной задачей сварщика есть выбор уровня работы горелки в соответствии с сечением свариваемого металла. Кроме этого, берут во внимание давление газов, выбирают необходимое удаление горелки от поверхности сварки, а также угол наклона горелки.
Газовая сварка металлов. Технология газовой сварки. Техника газовой сварки.
Газовая сварка
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
Газовая сварка — сварка плавлением, при которой нагрев кромок соединяемых частей деталей производится пламенем газов, сжигаемых на выходе из горелки для газовой сварки. При газовой сварке заготовки 1 и присадочный материал 2 в виде прутка или проволоки расплавляют высокотемпературным пламенем 4 газовой горелки 3 (рисунок 1).
Рисунок 1 — Газовая сварка схема
Технология газовой сварки
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%). В качестве горючих газов используют ацетилен, водород, метан, пропан, пропанобутановую смесь, бензин, осветительный керосин.
Рисунок 2 — Распределение температуры по оси нормального газового пламени
Газовое сварочное ацетиленокислородное «нормальное» пламя имеет форму, схематически показанную на рисунке 2.
Во внутренней части ядра пламени 1 происходит подогрев газовой смеси, поступающей из сопла до температуры воспламенения. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся, четко выделяя очертания оболочки ядра (температура газов в ядре невелика и не превышает 1500 0С).
Зона 2 является наиболее важной частью сварочного пламени (сварочной зоной). В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура. Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура. Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения в газовой смеси подаваемой в горелку кислорода и ацетилена называется коэффициентом β.
Рисунок 3 — Строение ацетиленокислородного пламени
При β = 1,1 … 1,2 пламя нормальное (см. рисунок 2). При увеличении этого соотношения, т.е. относительном увеличении содержания кислорода (окислительное пламя), форма и строение пламени изменяются (рисунок 3). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается). С уменьшением β, т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается). С уменьшением β, т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально подобно ацетиленокислородному и имеет три зоны. В отличие от углеводородных газов во-дородно-кислородное пламя светящегося ядра не имеет (нет светящихся частиц углерода).
Одним из важнейших параметров, определяющих тепловые, а значит и технологические свойства пламени, является его температура. Она различна в различных его участках как по длине вдоль его оси (рисунок 2), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 … 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Она различна в различных его участках как по длине вдоль его оси (рисунок 2), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 … 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т.
При использовании водорода максимальная температура в пламени 2100 0С. Нагрев металла пламенем обусловлен лучистым, и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении от пламени ее растекающийся поток образует на поверхности металла симметричное относительно центра пятно нагрева. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева впереди ядра выше, чем позади его.
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление).
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны, содержащей, в основном, СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Состав газовой фазы определяется соотношением кислорода и горючего газа в газовой смеси, температурой пламени и различен в ее различных зонах. От этого зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе (окислительное и науглероживающее пламя), температуры взаимодействия и свойств оксида. При сварке сталей основное взаимодействие газовой фазы происходит с железом, т.е. образование его оксидов или восстановление. Элементы, имеющие большее сродство к кислороду, чем железо (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться тогда, когда реакций окисления железа не проходит.
 Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 … 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.
Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 … 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.Зона термического влияния состоит из тех же характерных участков, как и при дуговой сварке. Однако ее ширина значительно больше (до 30 мм при сварке стали больших толщин) и зависит от режима газовой сварки.
Техника газовой сварки
В процессе сварки происходит расплавление основного и присадочного металлов. Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами. Газовой сваркой выполняют сварные соединения различного типа.
Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами. Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или, что лучше, с отбортовкой кромок без присадочного металла. Металл толщиной 2 … 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками. При сварке металла свыше 5 мм используется V- или Х-образная разделка кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30 … 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов прихваток.
Рисунок 4 — Способы газовой сварки
Направление движения горелки и наклон ее к поверхности металла оказывает большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рисунок 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 … 150 меньше, чем при левом. Угол наклона мундштука также может быть на 10 … 150 меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рисунок 5).
Различают два способа сварки: правый и левый (рисунок 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 … 150 меньше, чем при левом. Угол наклона мундштука также может быть на 10 … 150 меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рисунок 5).
Рисунок 5 — Применяемые углы наклона горелки в зависимости от толщины металла
БзЮВ процессе сварки горелке сообщаются колебательные движения и конец мундштука описывает зигзагообразный путь. Горелку сварщик держит в правой руке. При использовании присадочного металла присадочный пруток держится в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рисунок 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом.
Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рисунок 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом.
Рисунок 6 — Движения горелки и проволоки
а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов;
1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
При необходимости использования флюса он наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс). Флюсы могут использоваться и в газообразном виде при подаче их в зону сварки с горючим газом.
газовая сварка – это… Что такое газовая сварка?
- газовая сварка
- га́зовая сва́рка
-
соединение деталей с нагревом (плавлением) мест сварки газовым пламенем, получаемым при сжигании различных горючих веществ в кислороде. Различают водородно-кислородную, бензино-кислородную, ацетилено-кислородную и другие виды сварки. Наибольшее промышленное применение получила ацетилено-кислородная сварка. В отличие от электрической дуги или других источников энергии, газовое пламя нагревает материал медленнее и более плавно. Это определяет целесообразность применения газовой сварки для соединения деталей из чугуна, инструментальных сталей, когда нужны подогрев или медленное охлаждение в процессе соединения металла. Для газовой сварки не требуется сложного оборудования (используются сварочные горелки и газ из баллона), поэтому этот способ сварки часто применяется при ремонтных работах. Разновидностью газовой сварки является газопрессовая сварка, производимая с осадкой (сдавливанием) после нагрева соединяемых частей – труб, рельсов и т. п.
Сварочная горелка для газовой сварки:
1 – кислород; 2 – горючий газ; 3 – регулятор подачи кислорода; 4 – регулятор подачи горючего газа
Энциклопедия «Техника».
— М.: Росмэн.
2006.
 — М.: Росмэн.
2006.
— М.: Росмэн.
2006.
.
- газобетон
- газовая турбина
Смотреть что такое “газовая сварка” в других словарях:
газовая сварка — Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] газовая сварка Сварка плавлением, при… … Справочник технического переводчика
ГАЗОВАЯ СВАРКА — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Современная энциклопедия
Газовая сварка — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.
) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Иллюстрированный энциклопедический словарьГАЗОВАЯ СВАРКА — см. Сварка. Технический железнодорожный словарь. М.: Государственное транспортное железнодорожное издательство. Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров. 1941 … Технический железнодорожный словарь
ГАЗОВАЯ СВАРКА — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Большой Энциклопедический словарь
Газовая сварка — Устройство газового резака … Википедия
Газовая сварка — 32. Газовая сварка Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки Источник: ГОСТ 2601 84: Сварка металлов.
Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документациигазовая сварка — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Энциклопедический словарь
газовая сварка — dujinis suvirinimas statusas T sritis chemija apibrėžtis Neišardomas metalinių detalių sujungimas dujų liepsna. atitikmenys: angl. gas welding rus. газовая сварка ryšiai: sinonimas – autogeninis suvirinimas … Chemijos terminų aiškinamasis žodynas
ГАЗОВАЯ СВАРКА — сварка плавлением, при к рой для нагрева используется теплота пламени смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом, сжигаемой с помощью горелки сварочной. Наибольшую темп ру (ок.
3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарьгазовая сварка — [gas welding] сварка плавлением, при которой свариваемые поверхности нагреваются газовым пламенем, питание газами горелок при газопламенной сварке осуществляется от баллонов (О2 и С2h3 ) и непосредственно от генераторов горючих газов. Такие газы … Энциклопедический словарь по металлургии
 ) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Иллюстрированный энциклопедический словарь
) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Иллюстрированный энциклопедический словарь Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации 3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарь
3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарьот принципа действия до техники применения
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
В число этих процессов входит и газовая сварка плавлением. При такой сварке кромки соединяемых частей деталей нагревает пламя газов, сжигаемых на выходе из горелки для газовой сварки.
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%).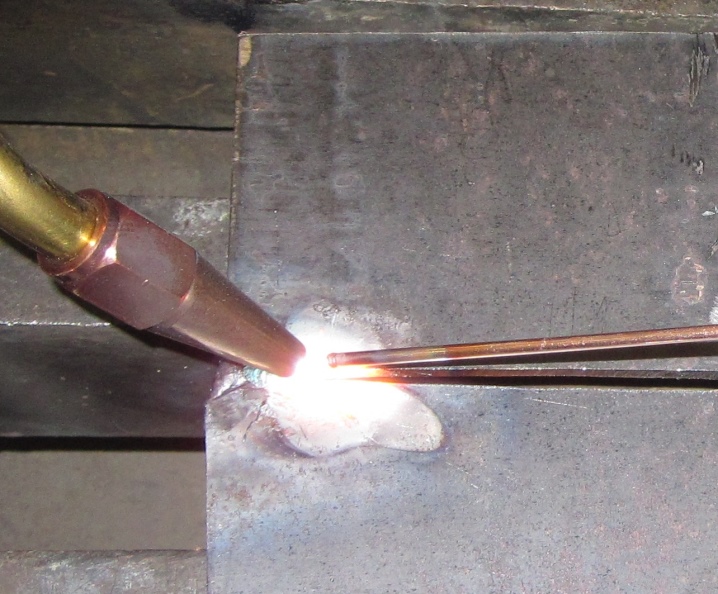 В качестве горючих газов используют ацетилен, водород, метан, пропан, пропано-бутановую смесь, бензин, осветительный керосин.
В качестве горючих газов используют ацетилен, водород, метан, пропан, пропано-бутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени
Зоны газового сварочного пламени
Газовое сварочное ацетилено-кислородное «нормальное» пламя по форме похоже на схему с рисунка 1.
Поступающая из сопла газовая смесь подогревается до температуры воспламенения во внутренней части ядра пламени 1. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся и четко выделяют очертания оболочки ядра — температура газов в ядре невелика и не превышает 1500 °С.
Зона 2 или сварочная зона — наиболее важная часть сварочного пламени. В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона. Поэтому здесь развивается максимальная температура. Газы в сварочной зоне обладают восстановительными свойствами по отношению к оксидам многих металлов, включая оксиды железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени газы догорают за счет кислорода воздуха. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. зона является окислительной. Вид ацетилено-кислородного пламени зависит от соотношения кислорода к ацетилену в подаваемой в горелку газовой смеси. Такое соотношение называется коэффициентом β.
Рис. 2. Строение ацетилено-кислородного пламени
При β = 1,1… 1,2 пламя нормальное (см. рис. 1). При увеличении этого соотношения — т.е. относительном увеличении содержания кислорода (окислительное пламя) — форма и строение пламени изменяются (рис. 2). Реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. Тогда сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер — содержание углерода в металле шва уменьшается, выжигается.
При уменьшении коэффициента β — т.е. увеличении содержания ацетилена в газовой смеси — реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При сильном избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей — содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально похоже на ацетилено-кислородное и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя не имеет светящегося ядра, поскольку в нем нет светящихся частиц углерода.
Температура пламени при газовой сварке
Один из важнейших параметров, определяющих тепловые и технологические свойства пламени, — его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов.
Наивысшая температура наблюдается по оси пламени и достигает максимума в сварочной зоне на расстоянии 2… 3 мм от конца ядра. Это основная сварочная зона для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это происходит из-за увеличения скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1), наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена дешевле и не дефицитны. Но их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже.
Поэтому газы-заменители применяют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени: сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т.д. Например, при использовании пропана и пропано-бутановых смесей максимальная температура в пламени 2400… 2500 0С. Такие смеси используют при сварке стали толщиной до 6 мм; сварке чугуна, некоторых цветных металлов и сплавов; наплавке, газовой резке и т. д.
д.
При использовании водорода максимальная температура в пламени 2100 °С. Нагрев металла пламенем обусловлен лучистым и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении пламени его растекающийся поток образует на поверхности металла пятно нагрева, симметричное относительно центра. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева перед ядром выше, чем за ним.
При газовой сварке ввод тепла в изделие происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. Из-за обширной площади разогрева основного металла околошовная зона — зона термического влияния — имеет большие размеры. Это приводит к образованию повышенных деформаций сварных соединений (короблению).
Воздействие газовой фазы на металл сварочной ванны
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны. Газовая фаза содержит в основном СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Ее состав определяет соотношение кислорода к горючему газу в газовой смеси, а также температура пламени. В разных зонах фазы состав тоже различен.
Газовая фаза содержит в основном СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Ее состав определяет соотношение кислорода к горючему газу в газовой смеси, а также температура пламени. В разных зонах фазы состав тоже различен.
От состава зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе — окислительное и науглероживающее пламя, — температуры взаимодействия и свойств оксида.
При сварке сталей газовая фаза в основном взаимодействует с железом, т.е. происходит образование его оксидов или восстановление. Элементы с большим сродством к кислороду по сравнению с железом (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и в виде легирующих добавок, причем чем выше их содержание, тем окисление интенсивнее.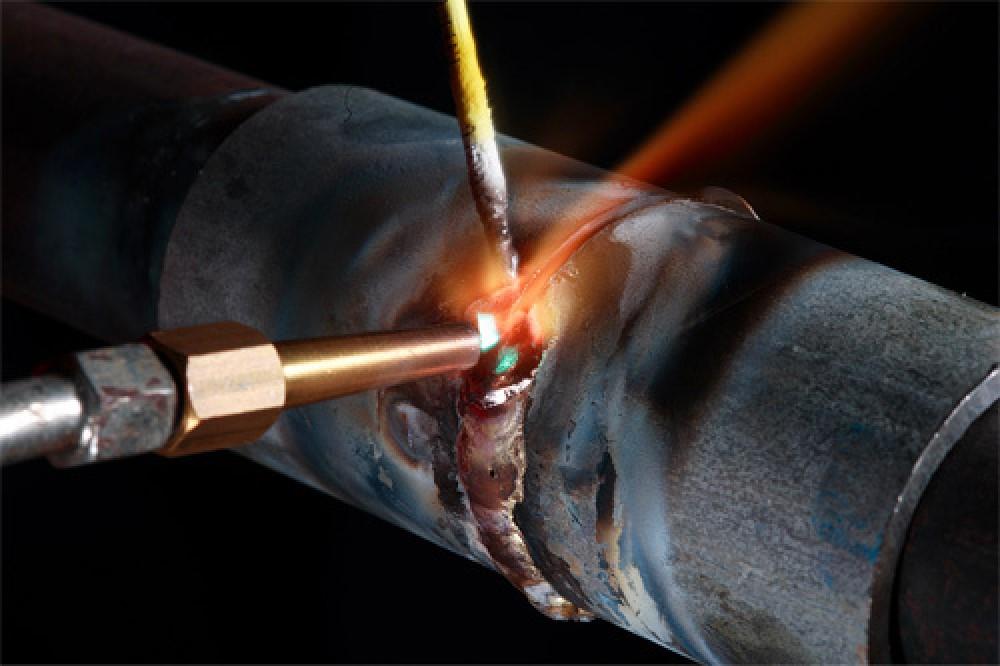 Окисление таких элементов, как Al, Ti, Mg, Si, полностью исключить не удается. Для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Окисление таких элементов, как Al, Ti, Mg, Si, полностью исключить не удается. Для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Раскисление и структура металла при газовой сварке
Защитное и восстановительное действие пламени относительно невысоко. Поэтому раскисление металла в сварочной ванне при сварке сталей достигают путем ввода в нее марганца, кремния и других раскислителей через присадочную проволоку.
Раскислители образуют жидкотекучие шлаки, способствующие самофлюсованию сварочной ванны. То есть на поверхности сварочной ванны образуются шлаки, которые защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Иначе не избежать негативных последствий. Например, содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха, образует в нем нитриды.
Структурные превращения в металле шва и околошовной зоне при газовой сварке носят такой же характер, как при других способах сварки плавлением. Но из-за медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. При сварке сталей с содержанием 0,15… 0,3 углерода и быстром охлаждении в нем может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить как можно быстрее.
Зона термического влияния состоит из тех же характерных участков, что и при дуговой сварке. Но ее ширина значительно больше — до 30 мм при сварке стали больших толщин — и зависит от режима газовой сварки.
Типы соединений газовой сваркой
В процессе сварки происходит расплавление основного и присадочного металлов. Степень их расплавления определяют мощность горелки, толщина металла и его теплофизические свойства. Газовой сваркой выполняют сварные соединения различного типа.
Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или — в идеале — с отбортовкой кромок без присадочного металла.
Металл толщиной 2… 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками.
При сварке металла свыше 5 мм используют V- или Х-образную разделку кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30… 50 мм механическими способами или газовым пламенем. Детали сварного соединения закрепляют перед сваркой в сборочно-сварочном приспособлении или собирают с помощью коротких швов прихваток.
Левый и правый способы сварки
Направление движения горелки и ее наклон к поверхности металла оказывают большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рис. 3).
Различают два способа сварки: правый и левый (рис. 3).
Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм левый способ сварки также более производителен из-за предварительного подогрева кромок.
Но угол скоса кромок правым способом сварки на 10… 150 меньше, чем левым — при большой толщине металла и сварке с разделкой кромок. Угол наклона мундштука также может быть на 10… 150 меньше. В результате производительность сварки повышается. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 3. Способы перемещения горелки (способы газовой сварки)
Рис. 4. Углы наклона горелки в зависимости от толщины металла
Техника газовой сварки
Во время сварки горелке сообщаются колебательные движения. Конец мундштука описывает зигзагообразный путь. Сварщик держит горелку в правой руке, а в левой при использовании присадочного металла сжимает присадочный пруток. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 5).
Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 5).
Газовая сварка может проходить в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» удобнее вести процесс левым способом, а при сварке горизонтальных и потолочных — правым способом.
Рис. 5. Движения горелки и проволоки: а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов; 1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
Если нужно использовать флюс, его следует наносить на свариваемые кромки или вносить в сварочную ванну оплавляемым концом присадочного прутка. Флюсы можно использовать и в газообразном виде при подаче их в зону сварки с горючим газом.
Технология и процессы газовой сварки
ГАЗОВАЯ СВАРКА
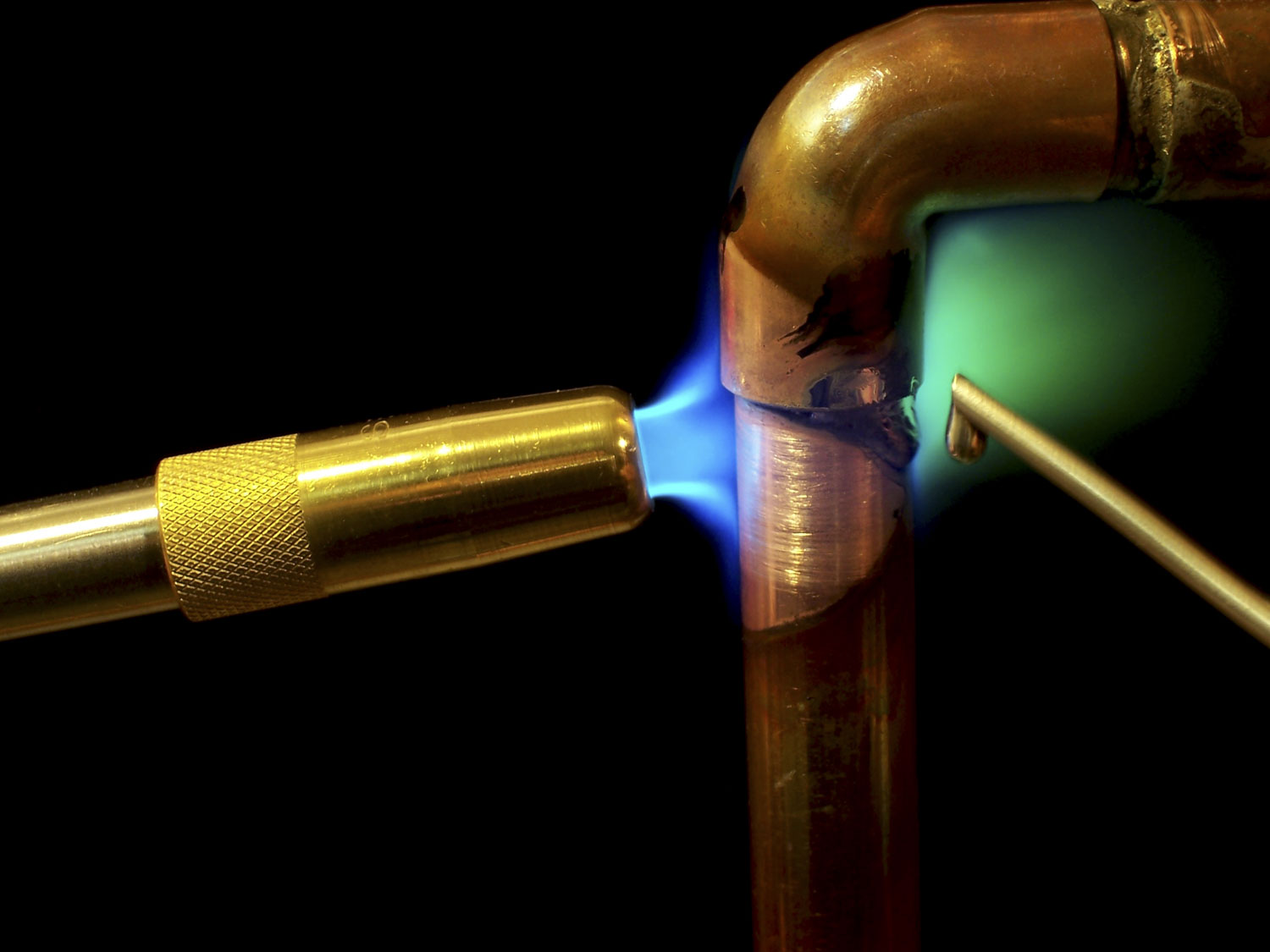
Газопламенная обработка металлов – это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
Газовая сварка. Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов в технически чистом кислороде (чистота не ниже 98,5 %). При горении горючих газов с использованием воздуха температура газового пламени низкая (не выше 2000 °С), так как много теплоты расходуется на нагрев азота, содержащегося в воздухе. В качестве горючих газов используют ацетилен, водород, метан, пропан, пропанобутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени: 1 – ядро; 2 – восстановительная зона; 3 – факел
Газовое сварочное ацетиленокислородное “нормальное” пламя имеет форму, схематически показанную на рис. 1 [1]. Во внутренней части ядра (зона 1) пламени происходит подогрев газовой смеси, поступающей из сопла до температуры воспламенения. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся, четко выделяя очертания оболочки ядра (температура газов в ядре невелика и не превышает 1500 °С).
Зона 2 (восстановительная зона) является наиболее важной частью сварочного пламени (сварочной зоной). В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура.
Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно. В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха, что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения кислорода и ацетилена (β) в газовой смеси, подаваемой в горелку.
Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно. В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха, что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения кислорода и ацетилена (β) в газовой смеси, подаваемой в горелку.
Рис. 2 Строение ацетиленокислородного пламени: а – нормальное; б – окислительное; в – науглероживающее
При β = 1,1 … 1,2 пламя нормальное (рис. 2, а). Ядро пламени резко очерченное, цилиндрической формы с плавным закруглением, ярко светящейся оболочкой, четко выражены все три зоны.
При увеличении этого соотношения (например β = 1,5), т.е.- относительном увеличении содержания кислорода (окислительное пламя), форма и строение пламени изменяются (рис.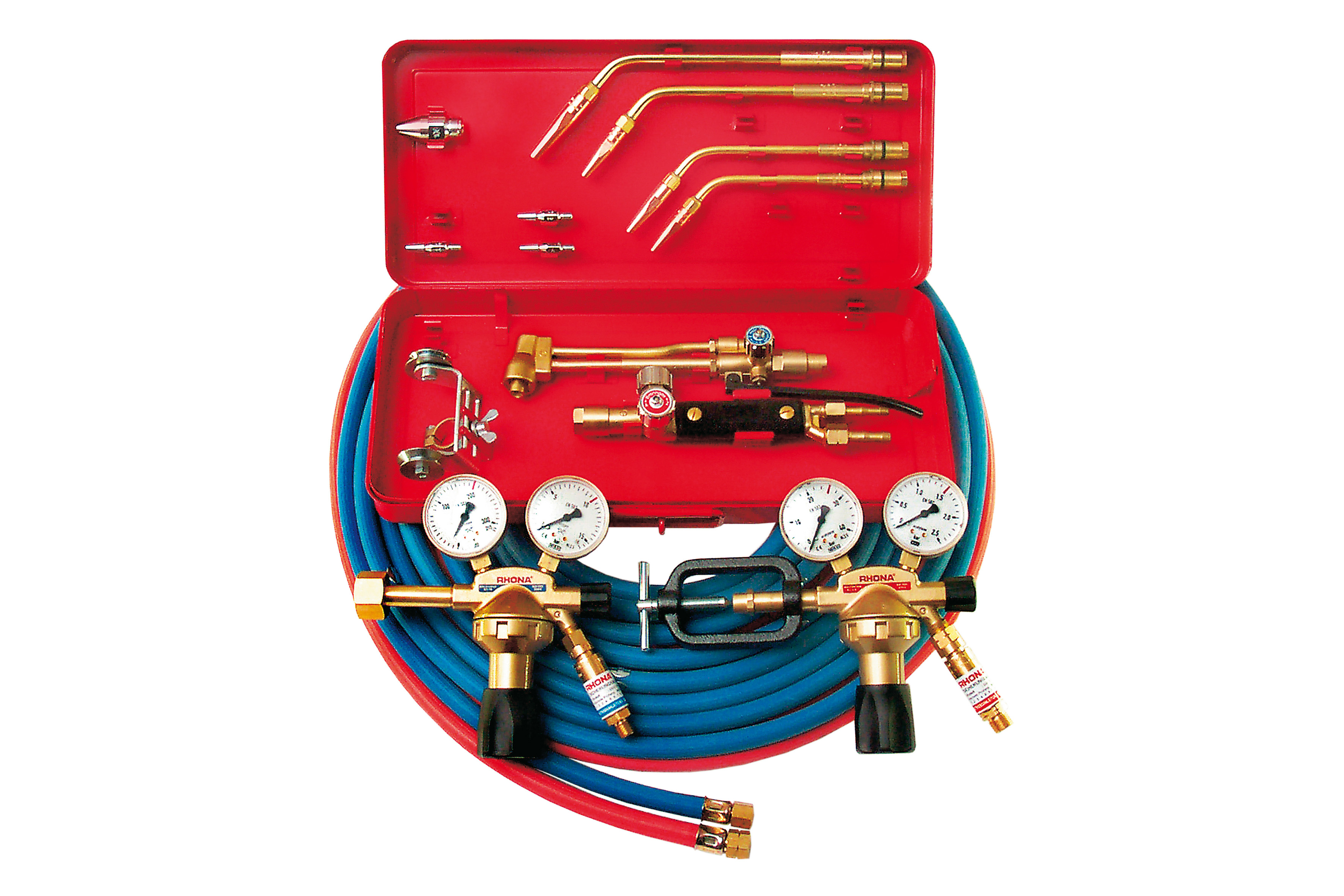 2, б). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается).
2, б). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается).
С уменьшением β (например, β = 0,5), т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется и его очертания становятся размытыми (рис. 2, в). Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально подобно ацетиленокислородному и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя светящегося ядра не имеет (нет светящихся частиц углерода).
Одним из важнейших параметров, определяющих тепловые, а значит и технологические свойства пламени, является его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов (рис. 3) [1]. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 … 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Рис. 3. Изменение температуры пламени различных видов
Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца, пайка, сварка тонколистовой стали, газовая резка и т.д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 … 2500 °С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца, пайка, сварка тонколистовой стали, газовая резка и т.д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 … 2500 °С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С.
Нагрев металла пламенем обусловлен лучистым, и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении от пламени ее растекающийся поток образует на поверхности металла симметричное относительно центра пятно нагрева. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева впереди ядра выше, чем позади его.
Интенсивность нагрева впереди ядра выше, чем позади его.
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление).
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны, содержащей, в основном, СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Состав газовой фазы определяется соотношением кислорода и горючего газа в газовой смеси, температурой пламени и различен в ее различных зонах. От этого зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке – это окисление и восстановление.
Основные реакции при сварке – это окисление и восстановление.
Направление реакции зависит от концентрации кислорода в газовой фазе (окислительное и науглероживающее пламя), температуры взаимодействия и свойств оксида. При сварке сталей основное взаимодействие газовой фазы происходит с железом, т.е. образование его оксидов или восстановление. Элементы, имеющие большее сродство к кислороду, чем железо (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться тогда, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и находясь в виде легирующих добавок, причем чем их содержание выше, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si и некоторых других вообще исключить не удается и для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Ввиду относительно невысокого защитного и восстановительного действия пламени раскисление металла в сварочной ванне при сварке сталей достигается введением в нее марганца, кремния и других раскислителей через присадочную проволоку. Их действие основано на образовании жидкотекучих шлаков, способствующих самофлюсованию сварочной ванны. Образующиеся на поверхности сварочной ванны шлаки защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Их действие основано на образовании жидкотекучих шлаков, способствующих самофлюсованию сварочной ванны. Образующиеся на поверхности сварочной ванны шлаки защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 … 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.
Поэтому сварку следует производить с максимально возможной скоростью.
Зона термического влияния состоит из тех же характерных участков, как и при дуговой сварке. Однако ее ширина значительно больше (до 30 мм при сварке стали больших толщин) и зависит от режима газовой сварки.
В процессе сварки происходит расплавление основного и присадочного металлов. Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами.
Газовой сваркой выполняют сварные соединения различного типа. Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или, что лучше, с отбортовкой кромок без присадочного металла.
Металл толщиной 2 … 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками. При сварке металла свыше 5 мм используется V- или Х-образная разделка кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин. Свариваемые кромки зачищают от загрязнений на 30 … 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов – прихваток.
При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин. Свариваемые кромки зачищают от загрязнений на 30 … 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов – прихваток.
Направление движения горелки и наклон ее к поверхности металла оказывает большое влияние на эффективность нагрева металла, производительность сварки и качество шва.
Различают два способа сварки: правый и левый (рис. 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 … 15° меньше, чем при левом. Угол наклона мундштука также может быть на 10 … 15° меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Угол наклона мундштука также может быть на 10 … 15° меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 4. Правый и левый способы газовой сварки
Рис. 5. Применяемые углы наклона горелки в зависимости от толщины металла
В процессе сварки горелке сообщаются колебательные движения и конец мундштука описывает зигзагообразный путь. Горелку сварщик держит в правой руке. При использовании присадочного металла присадочный пруток держится в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла.
Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов “на подъем” процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом. ≥α
При сварке вертикальных швов “на подъем” процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом. ≥α
Рис. 5 Движения горелки и проволоки: а – при сварке стали толщиной более 3 мм в нижнем положении;б – при сварке угловых валиковых швов; 1 – движение проволоки; 2 – движение горелки; 3 – места задержек движения
При необходимости использования флюса он наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс). Флюсы могут использоваться и в газообразном виде при подаче их в зону сварки с горючим газом.
Список литературы
1. Лосев В.А., Юхин Н.А. Иллюстрированное пособие сварщика. М.: Изд-во «Соуэло», 2000. 60 с.
Какая сварка лучше: газовая или электрическая?
Какая сварка лучше: газовая или электрическая?
Сегодня мы хотим разобраться, в чем особенности каждого метода. И можно ли ответить на вопрос, какой из них лучше? Они существенно отличаются по принципу работы, инструментарию, сфере применения и другим параметрам. Давайте остановимся на каждом типе поподробнее.
И можно ли ответить на вопрос, какой из них лучше? Они существенно отличаются по принципу работы, инструментарию, сфере применения и другим параметрам. Давайте остановимся на каждом типе поподробнее.
Электрическая
Ее также называют электродуговой. Она соединяет металлы путем расплавления и скрепления частей под влиянием электрической дуги. Помогает в этом специальный электрод, который, расплавляясь, выполняет функцию клея.
При работе с популярным аргоном используется вольфрамовый электрод. Аргон вытесняет кислород из рабочей ванны, то есть защищает место сварки от нежелательных примесей и газов. Кислород плохо воздействует на качество шва. Поэтому используется аргонодуговая сварка, так как этот газ тяжелее воздуха на 38%.
Электросварка может происходить под воздействием переменного или постоянного токов. Чтобы работать с переменным током, нужен сварочный трансформатор. Он выдает мощный электрический ток для стабилизации дуги.
Газовая
В отличие от электрической, газовая сварка происходит благодаря струе сгорающего газа из специальной горелки или резака. Чтобы начать варить, к горелке подсоединяют 2 баллона с разными газами: тем, который будет гореть (может быть пропан, бутан или метан) и окислителя (кислорода). А иногда лучше использовать ацетилен, который «работает в одиночку».
Чтобы начать варить, к горелке подсоединяют 2 баллона с разными газами: тем, который будет гореть (может быть пропан, бутан или метан) и окислителя (кислорода). А иногда лучше использовать ацетилен, который «работает в одиночку».
Плюсы и минусы сварочных методов
Оба варианта обладают своими достоинствами и недостатками. К особенностям электросварки можно отнести следующие моменты:
- электрической сваркой лучше пользоваться там, где есть хорошие электросети, которые могут выдержать огромные напряжения аппарата;
- аппарат для электросварки намного компактнее газового;
- нагревается небольшой участок и очень быстро.
Но при этом электродуговая сварка опасна, так как может произойти сильный удар током. Одновременно с этим при другом типе соединения металлов необходимо постоянно следить за возможной утечкой газа, чтобы избежать взрыва. Кроме того, газосварка имеет и такие особенности:
- Позволяет выполнять работы даже там, где нет электричества, либо напряжение слишком мало. Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.
- Газ не так негативно сказывается на зрении.
- Нагревается большой участок, причем медленно. Сложно однозначно сказать, хорошо это или плохо. Некоторые металлы как раз лучше нагревать не спеша.
- При увеличении толщины металла производительность падает.
- При газовой сварке нужно постоянно заправлять и возить баллоны, а это не всегда удобно.
 Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.
Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.Подводя итог, мы можем сказать, что однозначно определить, какая сварка лучше — газовая или электрическая — объективно просто невозможно. Они обе небезопасны и требуют высококвалифицированного исполнителя. В зависимости от ситуации и состава соединяемого материала лучше оказывается тот или иной способ.
специфика технологии, ее преимущества и недостатки
Целью сварочного процесса является нагрев материалов до температуры плавления, при котором место их контакта приобретает однородную структуру. Одним из вариантов соединения металлических изделий выступает газовая сварка, когда при сгорании смеси газов выделяется большое количество тепла, что способствует повышению температуры обрабатываемой поверхности до 2500-3000 °C.
Одним из вариантов соединения металлических изделий выступает газовая сварка, когда при сгорании смеси газов выделяется большое количество тепла, что способствует повышению температуры обрабатываемой поверхности до 2500-3000 °C.
Газосварка стала применяться в промышленности с начала 20-го века и до сих пор не утратила свою актуальность, несмотря на появление более прогрессивных сварочных технологий. Сегодня этот способ плавления и соединения металлов активно используется в строительно-монтажных работах. В частности, с его помощью удобно создавать различные металлоконструкции и осуществлять прокладку труб в системе отопления и водоснабжения.
Основные компоненты газосварочного оборудования
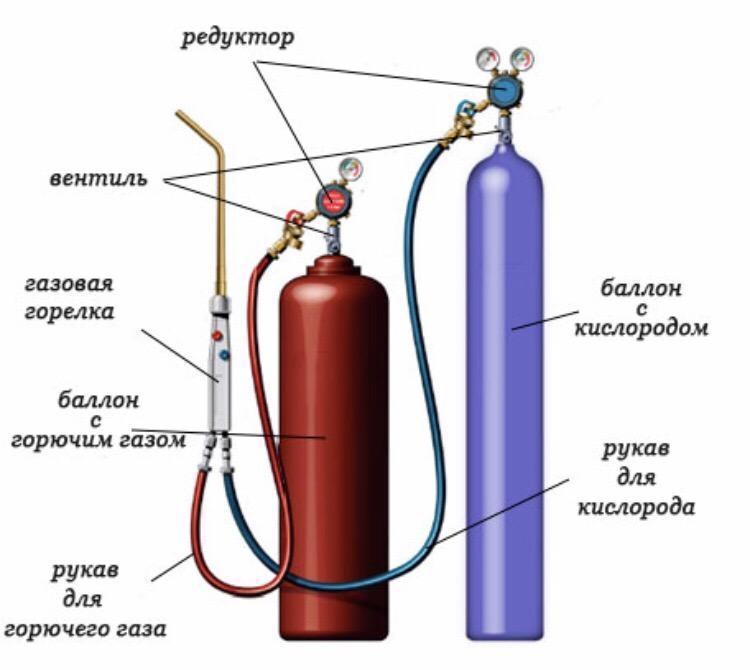
Технология газовой сварки отличается своей простотой. Для реализации сварочного процесса используются следующие компоненты:
- Баллон с кислородом.
Кислород является необходимой средой для окисления (горения) горючих газов. Чтобы окислительная реакция осуществлялась максимально эффективно, применяют технический O2 с показателем чистоты не менее 98,5%. - Баллон с горючим газом (обычно ацетиленом).
Ацетилен – это основной горючий газ, который чаще всего применяется при газосварке. Температура пламени кислородно-ацетиленовой смеси достигает 3150-3300 °C, тем самым обеспечивая высокую производительность рабочего процесса. - Редукторы.
Каждый баллон оснащается редуктором, который понижает давление выходящего газа до рабочей величины. В целях безопасности газовые редукторы дополнительно комплектуют клапаном сброса, который срабатывает в случае превышения допустимого давления в баллоне.
 Чтобы окислительная реакция осуществлялась максимально эффективно, применяют технический O2 с показателем чистоты не менее 98,5%.
Чтобы окислительная реакция осуществлялась максимально эффективно, применяют технический O2 с показателем чистоты не менее 98,5%.Кислородный редуктор для газовой сварки
- Горелка.
В горелке осуществляется смешивание кислорода с ацетиленом и выпуск из мундштука струи с оптимальным давлением. В зависимости от объема сгораемого ацетилена горелки бывают малой мощности (0,025 – 0,4 м³/ч), средней мощности (0,4 – 2,8 м³/ч) и большой мощности (2,8 – 7 м³/ч).

Газовая горелка
- Шланги.
Соединение газовых баллонов с горелкой производится посредством специальных рукавов (шлангов), предназначенных для работы с горючими веществами. Гибкая магистраль имеет многослойную структуру, основным компонентом которой является техническая резина, стойкая к агрессивному воздействию проходящих газов и жидкостей. - Защита от обратной тяги.
Опасность обратной тяги, когда пламя распространяется не в сторону нагреваемого металла, а в сторону баллона с горючей смесью, вынуждает устанавливать в разрыв цепи «баллон-горелка» специальный предохранительный элемент – огнепреградительный клапан. Подробно о таких средствах защиты можно прочитать в статье: Огнепреградительные клапаны: назначение, конструкция и варианты монтажа.
На видео представлен обзор оборудования:
А здесь можно наглядно увидеть весь технический процесс
 youtube.com/embed/mit_Mham2X8?&showinfo=0&theme=dark” frameborder=”0″/>
youtube.com/embed/mit_Mham2X8?&showinfo=0&theme=dark” frameborder=”0″/>
Особенности процесса
Газовая сварка без ацетилена – какие возможны альтернативы
Ацетилен является идеальным компонентом для газосварки, поскольку с его помощью можно сваривать практически все виды металлов. Долгое время кислородно-ацетиленовое пламя было единственным вариантом для подобных работ. Однако с учетом того, что ацетилен со второй половины 20-го века стал активно использоваться для производства различных пластических материалов, появился некоторый дефицит данного газа, а, следовательно, возросла его цена. Поэтому возникла необходимость в поиске альтернативы ацетилену, в качестве которой чаще всего выступают пропан-бутан, пары керосина или бензина, метан и водород.
Заменители ацетилена дешевле и не столь дефицитны, но их теплотворная способность (основной показатель сварки) существенно ниже. К примеру, при сжигании пропана-бутана температура пламени достигает 2400-2500 °C, а при эксплуатации водорода нагрев происходит до 2100 °C. Поэтому такие варианты имеют ограниченную сферу применения и используются в техпроцессах, которые не требуют высокотемпературного воздействия, например: сварка тонколистовой стали (до 6 мм), чугуна, алюминия, магния, свинца и т.д.
Поэтому такие варианты имеют ограниченную сферу применения и используются в техпроцессах, которые не требуют высокотемпературного воздействия, например: сварка тонколистовой стали (до 6 мм), чугуна, алюминия, магния, свинца и т.д.
Плюсы и минусы газосварки по сравнению с электродуговой технологией
Главными преимуществами газовой технологии являются простота оборудования и независимость от электросети. При строительстве новых объектов, которые еще не подключены к электричеству, газосварка позволяет осуществлять монтаж металлоконструкций без применения ресурсоемких генераторов. Кроме того, постепенный нагрев материала, а также возможность изменения тепловложения за счет удаления горелки от изделия, дает возможность избегать прожогов, что особенно актуально для тонких листов металла.
Вместе с тем, газопламенная сварка не может конкурировать с электродуговой в плане производительности, что связано с недостаточной скоростью прогрева металла. Широкая зона воздействия пламени является причиной слабой концентрации тепла в месте соединения деталей – это приводит к менее качественному шву и лишним расходам газа. Поэтому в условиях стабильного серийного производства газосварка, как правило, уступает место электросварке в среде защитного газа. Подробнее о видах и ценах на защитные сварочные смеси можно узнать здесь.
Поэтому в условиях стабильного серийного производства газосварка, как правило, уступает место электросварке в среде защитного газа. Подробнее о видах и ценах на защитные сварочные смеси можно узнать здесь.
видов газовой сварки | Sciencing
Газовая сварка включает использование газовой горелки для нагрева металлической заготовки и присадочного материала для создания сварного шва. Газ обычно представляет собой смесь топливного газа и кислорода для создания чистого горячего пламени. В качестве топлива для газовой сварки можно использовать множество различных газов, и для питания сварочной системы не требуется электричество, что обеспечивает гибкий и портативный способ изготовления. Все методы газовой сварки требуют наличия соответствующего защитного оборудования для сварщика и хранения сварочных газов.
Кислородно-ацетиленовая сварка
Кислородно-ацетиленовая сварка использует смесь газообразного ацетилена и газообразного кислорода для питания сварочной горелки. Кислородно-ацетиленовая сварка – это наиболее часто используемый метод газовой сварки. Эта газовая смесь также обеспечивает самую высокую температуру пламени из доступных топливных газов, однако ацетилен обычно является самым дорогим из всех топливных газов. Ацетилен – нестабильный газ и требует особых процедур обращения и хранения.
Кислородно-ацетиленовая сварка – это наиболее часто используемый метод газовой сварки. Эта газовая смесь также обеспечивает самую высокую температуру пламени из доступных топливных газов, однако ацетилен обычно является самым дорогим из всех топливных газов. Ацетилен – нестабильный газ и требует особых процедур обращения и хранения.
Кислородно-бензиновая сварка
Бензин под давлением используется в качестве топлива для сварки, где затраты на изготовление являются проблемой, особенно в местах, где нет баллонов с ацетиленом.Бензиновые горелки могут быть более эффективными, чем ацетиленовые, для резки толстых стальных листов. Бензин можно откачивать вручную из баллона под давлением, что является обычной практикой для ювелиров в бедных районах.
MAPP Газовая сварка
Метилацетилен-пропадиен-нефтяной (MAPP) – это газовая смесь, которая намного инертнее других газовых смесей, что делает ее безопаснее для любителей и сварщиков-любителей использовать и хранить. MAPP также можно использовать при очень высоких давлениях, что позволяет использовать его при резке в больших объемах.
MAPP также можно использовать при очень высоких давлениях, что позволяет использовать его при резке в больших объемах.
Сварка бутана и пропана
Бутан и пропан – аналогичные газы, которые можно использовать отдельно в качестве топливных газов или смешивать вместе. Бутан и пропан имеют более низкую температуру пламени, чем ацетилен, но они менее дороги и их легче транспортировать. Пропановые горелки чаще используются для пайки, гибки и нагрева. Пропан требует использования наконечника горелки другого типа, чем наконечник инжектора, потому что это более тяжелый газ.
Водородная сварка
Водород можно использовать при более высоких давлениях, чем другие горючие газы, что делает его особенно полезным для процессов подводной сварки.Некоторое водородное сварочное оборудование работает за счет электролиза, расщепляя воду на водород и кислород, которые используются в процессе сварки. Этот тип электролиза часто используется для небольших горелок, например, используемых в процессах изготовления ювелирных изделий.
Газовая сварка: принцип, работа, оборудование, применение, преимущества и недостатки
Сегодня мы узнаем о принципе, работе, оборудовании, типах, применении, достоинствах и недостатках газовой сварки. Газовая сварка – это тип процесса сварки в жидком состоянии, при котором горючие газы сгорают для выделения тепла.Это тепло далее используется для расплавления поверхностей раздела сварочных пластин, которые удерживаются вместе, образуя соединение. В этом процессе в качестве топливного газа в основном используется кислородно-ацетиленовый газ. Этот процесс может быть выполнен с помощью или без использования присадочного материала. Если используется присадочный материал, он подается непосредственно в зону сварки вручную.
Газовая сварка:
Принцип:
Газовая сварка является наиболее важным процессом сварки . Это происходит путем сжигания топливных газов с помощью кислорода, который образует концентрированное пламя высокой температуры.Это пламя попадает прямо в область сварного шва и плавит поверхность шва и присадочный материал. Расплавленные части сварочных пластин диффундируют друг в друга и после остывания образуют сварной шов. Этот метод сварки можно использовать для соединения большинства обычных металлов, используемых в повседневной жизни.
Расплавленные части сварочных пластин диффундируют друг в друга и после остывания образуют сварной шов. Этот метод сварки можно использовать для соединения большинства обычных металлов, используемых в повседневной жизни.Оснащение:
Сварочная горелка:
Сварочные горелки – важнейшая часть газовой сварки. И топливный газ, и кислород под подходящим давлением подают по шлангам к сварочной горелке. Для каждой газовой горелки есть клапаны, регулирующие поток газов внутри горелки.Оба газа там смешиваются и образуют горючую смесь. Эти газы воспламеняются и горят на сопле. Пламя огня проходит через сопло и ударяется о сварочные пластины. Толщина сопла зависит от размера сварочных пластин и свариваемого материала.
Кислородный баллон:
Для правильного сжигания топлива требуется соответствующее количество кислорода. Этот кислород подается кислородным баллоном. Черная линия используется для обозначения кислородного баллона.
Баллон топливного газа:
Газовый баллон заполнен кислородно-ацетиленовым газом, газообразным водородом, природным газом или другим горючим газом. Выбор топливного газа зависит от сварочного материала. В основном кислородно-ацетиленовый газ используется для всех видов сварки. Обычно на этих цилиндрах есть бордовая линия для обозначения этого. Топливные газы проходят через него.
Выбор топливного газа зависит от сварочного материала. В основном кислородно-ацетиленовый газ используется для всех видов сварки. Обычно на этих цилиндрах есть бордовая линия для обозначения этого. Топливные газы проходят через него.
Регулятор давления:
И кислород, и горючие газы заправляются в цилиндр под высоким давлением. Эти газы не могут использоваться при таком высоком давлении для сварочных работ, поэтому в перерывах между потоками используется регулятор давления. Он подает к сварочной горелке кислород с давлением около 70–130 кН / м2 и газ с давлением 7–103 кН / м2.
Очки и перчатки:
Используются для обеспечения безопасности сварщика. Он защищает глаза и руки от радиации и пламени огня.
Рабочие:
Процесс газовой сварки намного проще по сравнению с дуговой сваркой . В этом процессе все оборудование подключается аккуратно. Баллон газовый и кислородный баллонподключен к сварочной горелке через регуляторы давления.
 Теперь регулируем давление газа и кислорода, подаваемого в горелку, где они должным образом смешиваются.Пламя зажигается ударником. Следите за тем, чтобы кончик резака был направлен вниз. Теперь пламя регулируется через клапаны, расположенные в сварочной горелке. Пламя устанавливается на естественное пламя, науглероживающее или окисляющее пламя в зависимости от условий сварки. Теперь сварочная горелка двигалась вдоль линии, на которой должен быть создан стык. Это расплавит интерфейсную часть и соединит их навсегда.
Теперь регулируем давление газа и кислорода, подаваемого в горелку, где они должным образом смешиваются.Пламя зажигается ударником. Следите за тем, чтобы кончик резака был направлен вниз. Теперь пламя регулируется через клапаны, расположенные в сварочной горелке. Пламя устанавливается на естественное пламя, науглероживающее или окисляющее пламя в зависимости от условий сварки. Теперь сварочная горелка двигалась вдоль линии, на которой должен быть создан стык. Это расплавит интерфейсную часть и соединит их навсегда.Приложение:
- Используется для соединения тонких металлических пластин.
- Может использоваться для соединения как черных, так и цветных металлов.
- Газовая сварка в основном используется при производстве листового металла.
- Широко используется в автомобилестроении, и авиастроении.
Преимущества и недостатки:
Преимущества:
- Он прост в эксплуатации и не требует высокой квалификации оператора.
- Стоимость оборудования низкая по сравнению с другими сварочными процессами, такими как MIG , TIG и т. Д.
- Может использоваться на сайте.
- Аппараты более портативны, чем другие сварочные аппараты.
- Может также использоваться как газовая резка.

Недостатки:
- Обеспечивает низкую чистоту поверхности. После сварки этот процесс требует доработки.
- Газовая сварка имеет большую зону термического влияния, которая может вызвать изменение механических свойств основного материала.
- Повышенная безопасность из-за открытого пламени высокой температуры.
- Подходит только для мягких и тонких листов.
- Низкая скорость соединения металлов.
- Отсутствие экранирующей зоны, вызывающей более дефектов сварки .
Это все о принципе газовой сварки, оборудовании, работе, применении, преимуществах и недостатках. Если у вас есть какие-либо вопросы относительно этой статьи, задавайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей. Спасибо, что прочитали.
Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей. Спасибо, что прочитали.
Источник изображения: http://www.technologystudent.com/equip_flsh/acet1.html
Газовая сварка – Как это работает
Газовая сварка или кислородно-ацетиленовая сварка стала возможной, потому что некоторые газы горят при очень высоких температурах.В этом процессе кислород, а также ацетилен подаются из сборных резервуаров в горелку, а затем, когда это необходимо, воспламеняются. Эта комбинация создает газ, который горит невероятной температурой 5500 градусов по Фаренгейту. Впервые этот процесс начали использовать в начале 1900-х годов. Сварщик держит стержень присадочного металла в одной руке, а горелку – в другой, и с помощью сильного тепла на конце горелки плавит присадочный металл в соединение, которое соединяет два куска металла вместе.
Этот процесс можно использовать для соединения труб или ремонта трещин. Это особенно полезно для труб диаметром менее 2 дюймов. Его также можно использовать для работы с листовым металлом, а также практически с любым металлом, который используется в промышленности. Газовая сварка выполняется немного медленнее, чем при дуговой сварке, но также видно, что она дает сварщику гораздо больший контроль над работой, которую он пытается выполнить.
Это особенно полезно для труб диаметром менее 2 дюймов. Его также можно использовать для работы с листовым металлом, а также практически с любым металлом, который используется в промышленности. Газовая сварка выполняется немного медленнее, чем при дуговой сварке, но также видно, что она дает сварщику гораздо больший контроль над работой, которую он пытается выполнить.
При работе с газовой сваркой следует помнить о некоторых вещах, которые необходимо учитывать в целях безопасности.
- В целях безопасного хранения баллоны с кислородом и другими газами должны храниться отдельно, на расстоянии не менее 20 футов между ними, или они могут быть разделены соответствующей перегородкой.
- Баллоны легко воспламеняются, поэтому рекомендуется хранить их вдали от горючих и легковоспламеняющихся материалов.
- Храните баллоны в местах хранения, где посторонние не могут добраться до них, чтобы вскрыть их, вдали от источников тепла и во избежание их повреждения.
- Цилиндры всегда следует поддерживать в вертикальном положении и, по возможности, скреплять цепями, чтобы удерживать это положение даже при толчке.
- Перед перемещением цилиндров всегда проверяйте клапаны, чтобы убедиться, что они закрыты.
- Всегда имейте на месте регуляторы и защитные колпачки.
- Никогда не тяните за цилиндры. Вместо этого катите их по нижнему краю, когда необходимо передвигать.
- Во время транспортировки уменьшите перемещение цилиндров, обвив их цепями, чтобы предотвратить падение и резкое движение.

Кислородно-ацетиленовая смесь – это типичная комбинация, используемая при газовой сварке, и ее обычно выбирают для общих работ по резке и сварке, включая работы по ремонту трещин и разрывов в металле.Каждый газ содержится в собственном баллоне и объединяется с помощью отдельных шлангов, ведущих от регуляторов, прикрепленных к верхней части баллонов. Эти шланги затем ведут к горелке, где они прикрепляются для создания смеси, необходимой для создания интенсивного нагрева для работы с металлами.
Регуляторы необходимы для контроля потока газов, а также обратный клапан необходим для предотвращения возможности детонации баллона с ацетиленом. Этот клапан является частью проверок, необходимых для правильного и безопасного использования кислородно-ацетиленовой газовой сварки.
Другое оборудование, необходимое для работы с кислородно-ацетиленовой газовой сваркой, – это обратный клапан, сварочная горелка, резак, горелка с розеткой и горелка для инжектора. Все это оборудование выполняет различные типы газовой сварки и позволяет пользователю делать правильные разрезы или стыки, необходимые для выполняемой работы.
OFW: Советы и методы кислородно-топливной сварки
Oxy WeldingКислородно-топливная сварка (OFW) – это группа процессов сварки, которые соединяют металлы путем их нагрева пламенем топливного газа или факелов с приложением давления или без него, а также с использованием присадочного металла или без него.
Сварка кислородным топливом включает в себя любые сварочные операции, в которых в качестве теплоносителя используется топливный газ в сочетании с кислородом.
Процесс включает плавление основного металла и присадочного металла, если он используется, с помощью пламени, образующегося на наконечнике сварочной горелки.
Сварочный топливный газ Oxy Fuel и кислород смешиваются в надлежащих пропорциях в смесительной камере, которая может быть частью узла сварочного наконечника.
Расплавленный металл с краев пластины и присадочный металл, если он используется, смешиваются в общей ванне расплава.При охлаждении они сливаются, образуя сплошной кусок.
Процессы OFW
В группе OFW есть три основных процесса:
- кислородно-ацетиленовая сварка
- кислородно-водородная сварка,
- газовая сварка под давлением.
Существует один процесс, имеющий незначительное промышленное значение OFW, известный как сварка ацетилена на воздухе, при котором тепло получается при сгорании ацетилена с воздухом.
Сварка газом метилацетон-пропадиен (газ MAPP) также является кислородно-топливной процедурой.
Преимущества
Сварка OFW имеет три основных преимущества:
- Контроль нагрева – Одним из преимуществ этого процесса сварки является контроль, который сварщик может осуществлять над скоростью подводимого тепла, температурой зоны сварки и окислительным или восстановительным потенциалом сварочной атмосферы.
- Контроль сварного шва – Размер, форма и вязкость сварочной ванны также контролируются в процессе сварки, поскольку присадочный металл добавляется независимо от источника сварочного тепла. Сварка
- OFW идеально подходит для сварки тонких листов, труб и труб малого диаметра. Также используется для ремонтной сварки. Сварные швы толстого сечения, за исключением ремонтных работ, неэкономичны.
Оборудование и комплекты
Оборудование, используемое для кислородно-топливной сварки, недорогое, обычно портативное и достаточно универсальное, чтобы его можно было использовать для различных связанных операций, таких как гибка и правка, предварительный нагрев, последующий нагрев, сварка поверхности, пайка твердым припоем и пайка горелкой.
При относительно простой замене оборудования можно выполнять ручную и механизированную кислородную резку. Металлы, обычно свариваемые кислородным топливом, включают стали, особенно низколегированные стали, и большинство цветных металлов. Этот процесс обычно не используется для сварки тугоплавких или химически активных металлов.
Кислородно-топливные газы
Коммерческие топливные газы имеют одно общее свойство: всем им требуется кислород для поддержания горения. Чтобы газ был пригоден для сварочных работ, при сжигании кислородом он должен иметь следующие характеристики:
- Высокая температура пламени.
- Высокая скорость распространения пламени.
- Соответствующее теплосодержание.
- Минимальная химическая реакция пламени с основным и присадочным металлами.
Среди многих причин, по которым сварщики используют кислородно-ацетиленовое газовое пламя (OFW), являются высокие рабочие температуры (5 589 градусов по Фаренгейту) и способность плавить многие обычные металлы.
Среди имеющихся в продаже сварочных топливных газов OFW, Oxy Fuel, ацетилен (комбинация водорода и углерода) наиболее точно отвечает всем этим требованиям.
Другие газы, топливо, такое как газ MAPP, пропилен, пропан, природный газ и патентованные газы на их основе, имеют достаточно высокие температуры пламени, но обладают низкой скоростью распространения пламени.
Пламя сварочного газа OFW чрезмерно окисляет при достаточно высоком соотношении кислорода и топливного газа, чтобы обеспечить приемлемую скорость теплопередачи. Устройства для удержания пламени, такие как расточки на наконечниках, необходимы для стабильной работы и хорошей теплопередачи даже при более высоких передаточных числах.
Однако эти сварочные газы OFW используются для кислородной резки.Они также используются для пайки горелкой, пайки и многих других операций, где требования к характеристикам пламени и скорости теплопередачи не такие же, как при сварке.
Регулировка пламени Oxy AcetelyneТипы пламени
Сварочное пламя Oxy Acetelyne. Фотографии типов оксиацетиленового пламени (науглероживающий, нейтральный, окислительный)
Фотографии типов оксиацетиленового пламени (науглероживающий, нейтральный, окислительный)При помощи оксиацетилена (OFW) можно создать три типа сварочного пламени. Каждого можно отличить по цвету, размеру и форме.Каждое пламя можно создать с помощью уникальной смеси ацетилена и кислорода.
- Науглероживание : используется смесь большего количества ацетилена по сравнению с кислородом. Используется для пайки, сварки, пайки твердым припоем и серебряной пайки.
- Нейтральный : наиболее распространенный тип. Он создан из сбалансированной смеси кислорода и ацетилена. Вызывает медленное таяние. Создает меньше искр и не кипит. Он защищает сталь от окисления, и стык не горит. В результате получаются прочные сварные швы.
- Окисляющий : как следует из названия, использует более богатую смесь кислорода, чем ацетелин.Этот тип пламени не подходит для сварки. Это может вызвать такие проблемы, как упрочнение сварного шва, слабость и хрупкость сварного шва.

Подготовка основного металла
Грязь, масло и оксиды могут вызвать неполное плавление, включения шлака и пористость сварного шва. Загрязнения необходимо удалить по стыку и по бокам основного металла.
Корневой проем для металла данной толщины должен позволять без труда перекрыть зазор, но при этом он должен быть достаточно большим, чтобы обеспечить полное проникновение.Необходимо точно соблюдать спецификации для корневых отверстий.
Толщина основного металла в месте стыка определяет тип подготовки кромки под сварку. Тонкий листовой металл легко полностью расплавляется пламенем. Таким образом, кромки с квадратными гранями можно стыковать и сваривать.
Этот тип соединения ограничен материалом толщиной менее 4,8 мм (3/16 дюйма). Для толщины от 3/16 до 1/4 дюйма (от 4,8 до 6,4 мм) для полного проникновения необходимо небольшое отверстие в корне или канавка, но для компенсации отверстия необходимо добавить присадочный металл.
Края стыка толщиной 1/4 дюйма (6,4 мм) и более должны быть скошены.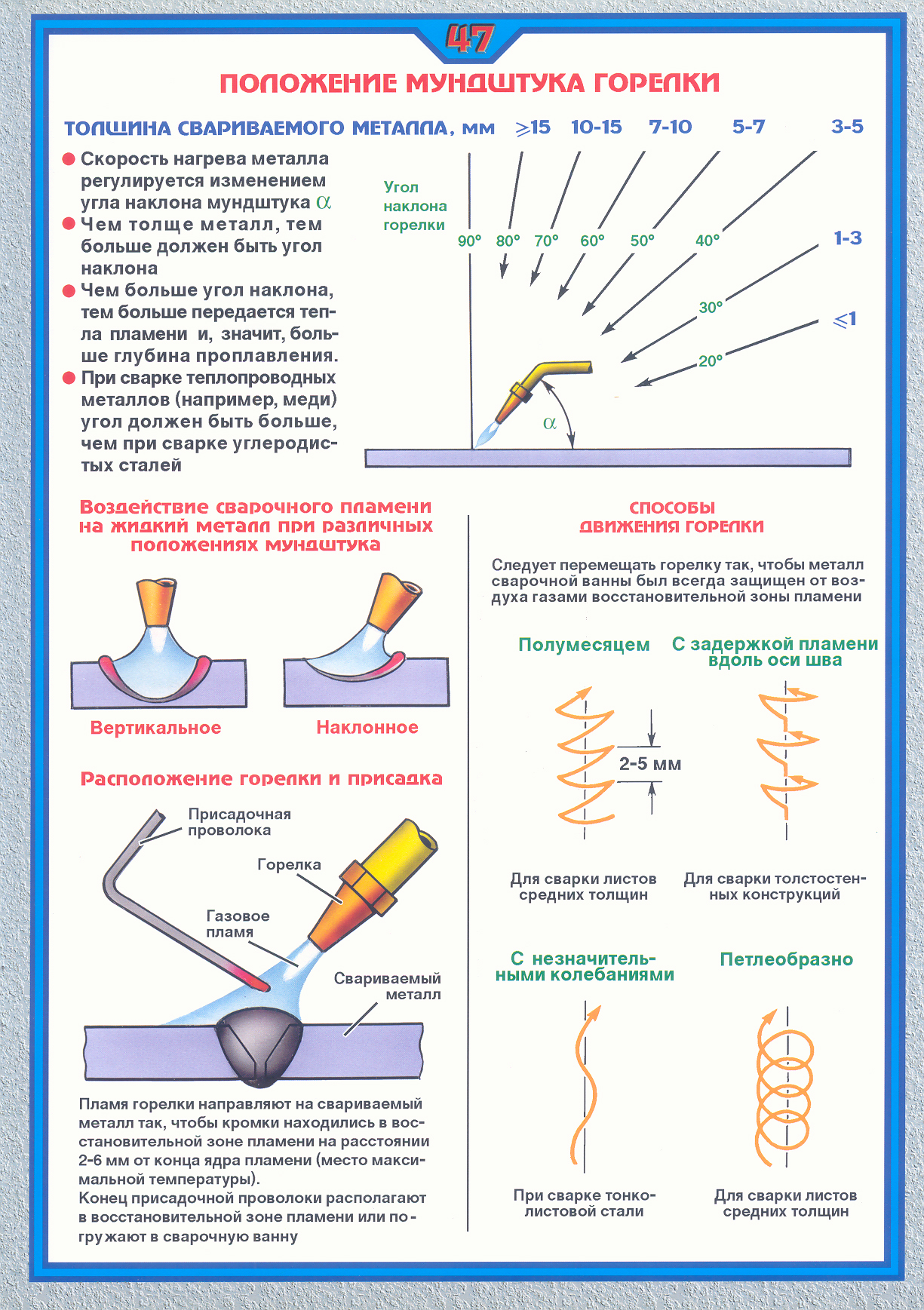 Скошенные кромки на стыке образуют бороздку для лучшего проплавления и плавления по бокам.
Скошенные кромки на стыке образуют бороздку для лучшего проплавления и плавления по бокам.
Угол скоса при кислородно-ацетиленовой сварке варьируется от 35 до 45 градусов, что эквивалентно изменению угла наклона стыка от 70 до 90 градусов, в зависимости от области применения.
Лицевая поверхность корня шириной 1/16 дюйма (1,6 мм) является нормальным явлением, но иногда используются опушенные кромки. Толщина пластины 3/4 дюйма.(19 мм) и выше имеют двойной скос, если сварка может выполняться с обеих сторон. Поверхность корня может варьироваться от 0 до 1/8 дюйма (от 0 до 3,2 мм).
Снятие фаски с обеих сторон снижает количество необходимого присадочного металла примерно наполовину. Также снижается расход газа на единицу длины сварного шва.
Подготовить кромку канавки под квадрат проще всего. Эта кромка может быть обработана, сколота, шлифована или обработана кислородом. Тонкое оксидное покрытие на поверхности, обработанной кислородом, не нужно удалять, потому что оно не ухудшает сварочные операции или качество соединения.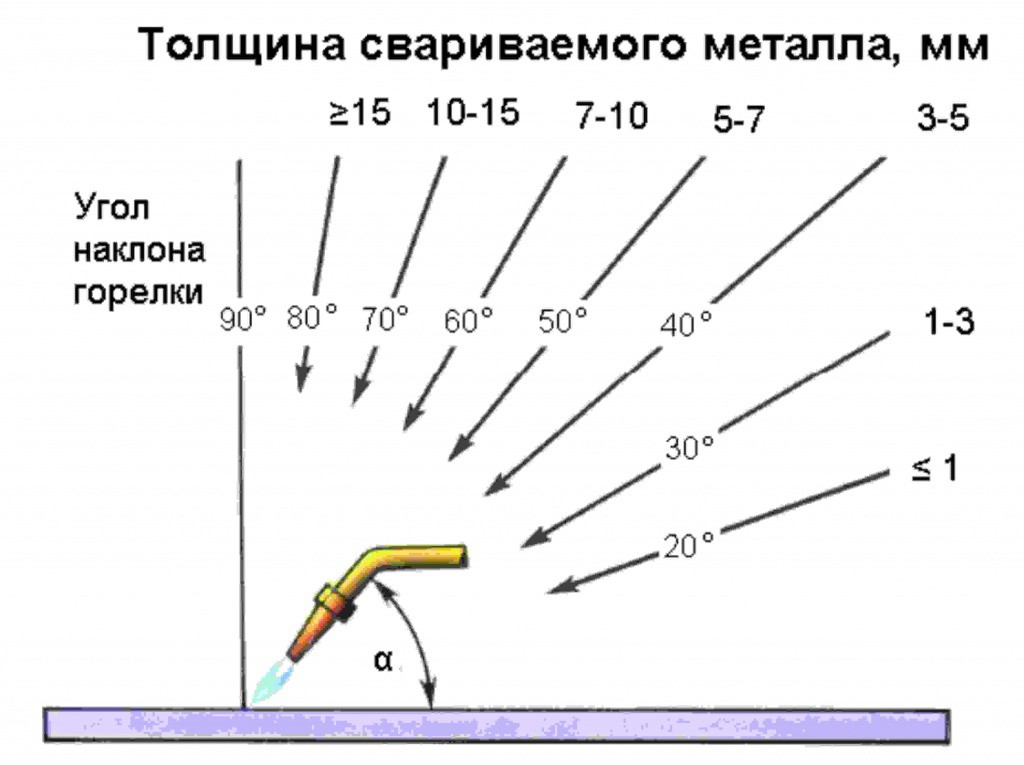 Угол скоса можно резать кислородом.
Угол скоса можно резать кислородом.
Многослойная сварка
Многослойная сварка используется, когда требуется максимальная пластичность стального шва в состоянии после сварки или без напряжения, или когда требуется несколько слоев при сварке толстого металла.
Многослойная сварка выполняется последовательным нанесением присадочного металла вдоль стыка до его заполнения. Поскольку площадь, покрываемая каждым проходом, мала, сварочная ванна уменьшается в размере.
Эта процедура позволяет сварщику получить полное проплавление шва без чрезмерного провара и перегрева во время наплавки первых нескольких проходов.Лужу меньшего размера легче контролировать. Сварщик может избежать образования оксидов, включений шлака и неполного сплавления с основным металлом.
Измельчение зерна в нижележащих проходах по мере их повторного нагрева увеличивает пластичность наплавленной стали. Последний слой не будет иметь такого улучшения, если не будет добавлен и удален дополнительный проход или если горелка не пройдет по стыку, чтобы довести последний слой до нормализующей температуры.
Качество сварки
Внешний вид сварного шва не обязательно указывает на его качество.Визуальный осмотр изнаночной стороны сварного шва позволит определить, есть ли проплавление полностью или есть чрезмерные шарики металла.
Недостаточный провар шва может быть вызван недостаточной скосом кромок, слишком широкой поверхностью основания, слишком большой скоростью сварки или плохим обращением с горелкой и сварочным стержнем.
Легко наблюдаются сварные швы с увеличенным или меньшим размером. Доступны калибры сварного шва, чтобы определить, имеет ли сварной шов чрезмерное или недостаточное усиление.Подрез или перекрытие на сторонах сварных швов обычно можно обнаружить при визуальном осмотре.
Хотя другие неоднородности, такие как неполное плавление, пористость и растрескивание, могут быть или не быть очевидными, чрезмерный рост зерен или наличие твердых пятен невозможно определить визуально.
Неполное плавление может быть вызвано недостаточным нагревом основного металла, слишком быстрым перемещением или включениями газа или грязи. Пористость является результатом захваченных газов, обычно монооксида углерода, чего можно избежать путем более осторожного обращения с пламенем и адекватного флюсования там, где это необходимо.Твердые пятна и растрескивание являются результатом металлургических характеристик сварного изделия.
Пористость является результатом захваченных газов, обычно монооксида углерода, чего можно избежать путем более осторожного обращения с пламенем и адекватного флюсования там, где это необходимо.Твердые пятна и растрескивание являются результатом металлургических характеристик сварного изделия.
Рабочее давление для сварочных работ
Требуемое рабочее давление OFW увеличивается по мере увеличения отверстия наконечника. Соотношение между номером наконечника и диаметром отверстия может различаться у разных производителей. Однако меньшее число всегда означает меньший диаметр. Примерное соотношение между номером наконечника и требуемым давлением кислорода и ацетилена см. В таблицах 11-1 и 11-2.
Стержни для кислородно-топливной сварки
Сварочный пруток, вплавленный в сварное соединение, играет важную роль в качестве готового сварного шва. Хорошие сварочные стержни предназначены для обеспечения свободно текучего металла, который легко соединяется с основным металлом для получения прочных, чистых сварных швов правильного состава.
Сварочные прутки изготавливаются для различных типов углеродистой стали, алюминия, бронзы, нержавеющей стали и других металлов для твердой наплавки.
Флюсы для кислородно-топливной сварки
Оксиды всех обычных коммерческих металлов имеют более высокие температуры плавления, чем сами металлы и сплавы (кроме стали).Обычно они пастообразные, когда металл достаточно жидкий и при надлежащей температуре сварки.
Эффективный флюс соединяется с оксидами с образованием легкоплавкого шлака. Точка плавления шлака будет ниже, чем у металла, поэтому он улетит из зоны непосредственного воздействия. Он соединяется с оксидами неблагородных металлов и удаляет их. Он также поддерживает чистоту основного металла в зоне сварки и помогает удалить оксидную пленку с поверхности металла.
Зона сварки должна быть очищена любым способом.Флюс также защищает расплавленный металл от атмосферного окисления.
Химические характеристики и температуры плавления оксидов разных металлов сильно различаются. Не существует единого флюса, подходящего для всех металлов, и нет национального стандарта для флюсов для газовой сварки. Они классифицируются в зависимости от основного ингредиента флюса или основного металла, для которого они будут использоваться.
Не существует единого флюса, подходящего для всех металлов, и нет национального стандарта для флюсов для газовой сварки. Они классифицируются в зависимости от основного ингредиента флюса или основного металла, для которого они будут использоваться.
Флюсы обычно бывают в виде порошка. Эти флюсы часто наносятся путем втыкания стержня горячего присадочного металла во флюс.К стержню будет прилипать достаточное количество флюса, чтобы обеспечить надлежащее флюсование, поскольку присадочный стержень плавится в пламени.
Другие типы флюсов представляют собой пастообразную консистенцию, которую обычно наносят на присадочный стержень или на свариваемую деталь.
Также доступны сварочные стержни с покрытием из флюса. Флюсы можно приобрести в компаниях, поставляющих сварочные изделия, и их следует использовать в соответствии с прилагаемыми к ним инструкциями.
Температура плавления флюса должна быть ниже, чем у металла или образовавшихся оксидов, чтобы он был жидким. Идеальный флюс имеет точно необходимую текучесть при достижении температуры сварки. Флюс защитит расплавленный металл от атмосферного окисления. Такой флюс будет оставаться близко к области сварного шва, а не течь по всему основному металлу на некотором расстоянии от сварного шва.
Идеальный флюс имеет точно необходимую текучесть при достижении температуры сварки. Флюс защитит расплавленный металл от атмосферного окисления. Такой флюс будет оставаться близко к области сварного шва, а не течь по всему основному металлу на некотором расстоянии от сварного шва.
Флюсы различаются по своему составу в зависимости от металлов, с которыми они будут использоваться. При сварке чугуна на поверхности лужи образуется шлак. Флюс разрушает это. Хорошее соединение для этой цели составляют равные части карбоната соды и гидрокарбоната соды.Цветные металлы обычно требуют флюса.
Медь также требует присадочного стержня, содержащего достаточно фосфора для получения металла, не содержащего оксидов. Расплавленная и измельченная в порошок бура часто используется в качестве флюса для медных сплавов.
Для алюминия требуется хороший флюс, поскольку образовавшийся тяжелый шлак имеет тенденцию смешиваться с расплавленным алюминием и ослаблять сварной шов. Для сварки листового алюминия принято растворять флюс в воде и наносить его на стержень. После сварки алюминия следует удалить все следы флюса.
После сварки алюминия следует удалить все следы флюса.
Раскрой
Если железо или сталь нагревают до температуры возгорания (не менее 1600ºF (871ºC)), а затем приводят в контакт с кислородом, они очень быстро сгорают или окисляются.
При реакции кислорода с железом или сталью образуется оксид железа (Fe3O4) и выделяется значительное количество тепла. Этого тепла достаточно, чтобы расплавить оксид и часть основного металла; следовательно, больший объем металла подвергается воздействию потока кислорода. Эта реакция кислорода и железа используется в процессе кислородно-ацетиленовой резки.Струя кислорода прочно закрепляется на металлической поверхности после того, как она нагрета до температуры растопки. Чугун реагирует с кислородом, выделяя больше тепла и плавясь. Расплавленный металл и оксид уносятся быстро движущимся потоком кислорода. Реакция окисления продолжается и дает тепло для плавления еще одного слоя металла. Таким образом продвигается резка.
Теоретически тепла, создаваемого горящим железом, было бы достаточно, чтобы нагреть соседнее железо докрасна, так что после начала резки можно было продолжать бесконечно долго только с кислородом, как это делается с кислородным копьем. На практике, однако, чрезмерное поглощение тепла поверхностью, вызванное грязью, окалиной или другими веществами, заставляет поддерживать пламя предварительного нагрева горелки горящим на протяжении всей операции.
На практике, однако, чрезмерное поглощение тепла поверхностью, вызванное грязью, окалиной или другими веществами, заставляет поддерживать пламя предварительного нагрева горелки горящим на протяжении всей операции.
Резка стали и чугуна
Генерал. Обычные углеродистые стали с содержанием углерода не более 0,25 процента можно резать без особых мер предосторожности, кроме тех, которые необходимы для получения резки хорошего качества. Некоторые стальные сплавы обладают высокой стойкостью к действию режущего кислорода, что затрудняет, а иногда и делает невозможным продвижение пореза без использования специальных методов.Эти методы кратко описаны в (2) и (3), которые следуют ниже:
Высокоуглеродистые стали. Воздействие резака на эти металлы аналогично процессу закалки в пламени, в котором металл, прилегающий к зоне резания, упрочняется за счет нагрева резаком выше своей критической температуры и закалки за счет прилегающей массы холодного металла. Это условие можно свести к минимуму или преодолеть, предварительно нагревая деталь от 500 до 600ºF (от 260 до 316ºC) перед выполнением резки.
Пластина из легированной стали
Режущее действие на легированной стали, которую трудно разрезать, можно улучшить, плотно прижав пластину из низкоуглеродистой стали к верхней поверхности и прорезав обе толщины.Этот метод с размывающей пластиной приведет к заметному улучшению режущего действия, поскольку расплавленная сталь разбавляет или снижает содержание легирующих элементов в основном металле.
Хромированные и нержавеющие стали
Эти и другие легированные стали, которые раньше можно было резать только плавлением, теперь можно резать путем быстрого окисления путем введения порошка железа или специального неметаллического порошкового флюса в поток кислорода для резки. Этот железный порошок быстро окисляется и выделяет большое количество тепла.Эта высокая температура плавит тугоплавкие оксиды, которые обычно защищают легированную сталь от воздействия кислорода. Эти расплавленные оксиды смываются с режущей поверхности струей кислорода. Кислород для резки может продолжать свою реакцию с железным порошком и прорезать себе путь сквозь стальные пластины. Неметаллический флюс, вводимый в поток кислорода для резки, химически соединяется с тугоплавкими оксидами и образует шлак с более низкой температурой плавления, который вымывается или вымывается из реза, подвергая сталь воздействию кислорода для резки.
Чугун
Чугун плавится при более низкой температуре, чем его оксиды. Следовательно, при резании железо имеет тенденцию плавиться, а не окисляться. По этой причине струя кислорода используется для вымывания и эрозии расплавленного металла при резке чугуна. Чтобы это действие было эффективным, чугун необходимо предварительно нагреть до высокой температуры. Глубоко в порезе должно выделяться много тепла. Это делается путем регулировки пламени предварительного нагрева таким образом, чтобы был избыток ацетилена.Обратите внимание, что использование мягкого железного флюса для поддержания высокой температуры в более глубоких углублениях реза также эффективно.
Резка с помощью газа Mapp
Для качественной резки с использованием газа MAPP требуется надлежащий баланс между регулировкой пламени предварительного нагрева, давлением кислорода, расстоянием соединения, углом резака, скоростью перемещения, качеством пластины и размером наконечника.
ГазMAPP похож на ацетилен и другие горючие газы в том, что он может быть использован для образования науглероживающего, нейтрального или окислительного пламени. Нейтральное пламя – это регулировка, которая, скорее всего, будет использоваться для газовой резки.
После зажигания резака медленно увеличивайте количество кислорода для предварительного нагрева до тех пор, пока исходное желтое пламя не станет синим, с некоторыми желтыми перьями, остающимися на концах конусов предварительного нагрева.
Это слегка науглероживающееся пламя. Небольшой поворот кислородного клапана приведет к исчезновению перьев. Конусы предварительного нагрева будут темно-синего цвета и будут четко очерчены. Это регулировка нейтрального пламени, и она останется таковой даже при небольшом дополнительном количестве подогретого кислорода.
Это регулировка нейтрального пламени, и она останется таковой даже при небольшом дополнительном количестве подогретого кислорода.
Еще один небольшой поворот кислородного клапана заставит пламя внезапно изменить цвет с темно-синего на светло-синий.Также будет отмечено усиление звука, и конусы предварительного нагрева станут длиннее. Это окислительное пламя. На окисляющее пламя легче смотреть из-за его слабой яркости.
Конусы предварительного нагрева газа MAPP как минимум в полтора раза длиннее, чем конусы предварительного нагрева ацетилена, если они изготовлены с использованием того же основного типа наконечников.
Ситуация обратная для горелок, работающих на природном газе, или для горелок с двухкомпонентным наконечником. Конусы газового пламени MAPP намного короче, чем пламя предварительного нагрева на двухкомпонентном наконечнике природного газа.
Регулировка нейтрального пламени используется в большинстве случаев резки. Пламя науглероживания и окисления также используется в особых случаях. Например, регулировка пламени науглероживания используется при резке штабелями или там, где требуется очень квадратный верхний край. «Слегка науглероживающий» факел используется для штабелирования разрезанного легкого материала, поскольку образование шлака сводится к минимуму. Если используется сильно окисляющее пламя, в пропиле может образоваться достаточно шлака, чтобы сварить пластины вместе. Пластины, сваренные шлакосваркой, часто не могут быть отделены после завершения резки.
Например, регулировка пламени науглероживания используется при резке штабелями или там, где требуется очень квадратный верхний край. «Слегка науглероживающий» факел используется для штабелирования разрезанного легкого материала, поскольку образование шлака сводится к минимуму. Если используется сильно окисляющее пламя, в пропиле может образоваться достаточно шлака, чтобы сварить пластины вместе. Пластины, сваренные шлакосваркой, часто не могут быть отделены после завершения резки.
«Умеренно окисляющее» пламя используется для быстрого пуска при резке или пробивке. Это дает немного более высокую температуру пламени и более высокую скорость горения, чем нейтральное пламя. Окислительное пламя обычно используется с устройством «высокий-низкий». Большое «высокое» окислительное пламя используется для быстрого запуска. Как только резка началась, оператор опускается в «низкое» положение и продолжает резку с нейтральным пламенем.
«Сильно окисляющее» пламя не следует использовать для быстрого запуска. Чрезмерно окисляющее пламя фактически увеличит время пуска. Дополнительный поток кислорода не способствует горению, а только охлаждает пламя и окисляет поверхность стали.
Чрезмерно окисляющее пламя фактически увеличит время пуска. Дополнительный поток кислорода не способствует горению, а только охлаждает пламя и окисляет поверхность стали.
Следует использовать давление кислорода на горелке, а не на каком-либо удаленном регуляторе. Поместите на кончик слабое мягкое пламя. Затем включите режущий кислород и измените давление, чтобы найти лучшую струю кислорода (видимую режущую струю).
Низкое давление
Низкое давление дает очень короткие жала от 20 до 30 дюймов.(От 50,8 до 76,2 см) в длину. Жала низкого давления распадается в конце. По мере увеличения давления жало внезапно станет связным и длинным. Это правильное давление кислорода для резки для данного наконечника. Длинное жало останется в довольно широком диапазоне давления. Но по мере того, как давление кислорода увеличивается, жало возвращается к короткой сломанной форме, которую оно имело при низком давлении.
Высокое давление кислорода
Если давление кислорода слишком высокое, на поверхности реза часто появляется вогнутость. Слишком высокое давление кислорода также может вызвать образование надрезов на поверхности среза. Высокоскоростной поток кислорода выдувает металл и шлак из пропила так быстро, что рез начинается непрерывно. Если используется слишком низкое давление, операция не может работать с адекватной скоростью. Это приводит к чрезмерному сопротивлению и образованию шлака, и часто в нижней части пропила образуется широкий пропил.
Слишком высокое давление кислорода также может вызвать образование надрезов на поверхности среза. Высокоскоростной поток кислорода выдувает металл и шлак из пропила так быстро, что рез начинается непрерывно. Если используется слишком низкое давление, операция не может работать с адекватной скоростью. Это приводит к чрезмерному сопротивлению и образованию шлака, и часто в нижней части пропила образуется широкий пропил.
Кислород резки и скорость перемещения
Кислород для резки, так же как и скорость движения, также влияет на склонность шлака прилипать к основанию разреза.Эта тенденция усиливается по мере увеличения количества металлического железа в шлаке. Два фактора вызывают высокое содержание железа в шлаке: слишком высокое давление кислорода при резке приводит к тому, что скорость кислорода через пропил достаточно высока, чтобы выдувать расплавленное железо до того, как металл окислится; а слишком высокая скорость резания приводит к недостаточному времени для полного окисления расплавленного чугуна с тем же результатом, что и высокое давление кислорода.
Расстояние сцепления
Расстояние сцепления – это расстояние между концом конусов пламени и заготовкой.Длина пламени зависит от топлива, и пламя регулируется по-разному. Следовательно, расстояние между концом конусов предварительного нагрева и заготовкой является предпочтительной мерой. При резке листов обычной толщины до 2–3 дюймов (5,08–7,62 см) с помощью газа MAPP держите конусы подогрева на расстоянии от 0,16 до 0,32 см от поверхности листа. Работа. При прокалывании или при очень быстром запуске дайте конусам предварительного нагрева касаться поверхности. Это даст более быстрый предварительный нагрев. По мере увеличения толщины листа более 6 дюймов(15,24 см) увеличьте расстояние соединения, чтобы получить больше тепла от вторичного конуса пламени. Пламя вторичного газа MAPP будет предварительно нагревать толстую пластину далеко перед разрезом. При резке материала толщиной 12 дюймов (30,48 см) или более используйте расстояние соединения от 3/4 до 11/4 дюйма (от 1,91 до 3,18 см) в длину.
Угол горелки
Резак или угол опережения – это острый угол между осью резака OFW и поверхностью заготовки, когда резак направлен в направлении резки. При резке тонкой стали (до 1/4 дюйма.(0,64 см) угол резака от 40 до 50 градусов позволяет значительно увеличить скорость резки, чем если бы резак был установлен перпендикулярно пластине. На пластине толщиной до 1/2 дюйма (1,27 см) скорость движения можно увеличить с помощью угла опережения резака, но этот угол больше, примерно от 60 до 70 градусов. Небольшая польза от резки пластины толщиной более 1/2 дюйма (1,27 см) с острым углом наклона. Пластину этой толщины следует резать резаком перпендикулярно поверхности заготовки.
Угловой резак
Угловой резак быстрее режет материал меньшей толщины.Пересечение пропила и поверхности представляет собой лезвие, которое легко воспламеняется. Как только плита горит, разрез легко переносится на другую сторону работы. При резке толстого листа резак должен располагаться перпендикулярно поверхности заготовки и параллельно начальному краю заготовки. Это позволяет избежать проблем, связанных с резкой без выпадения, неполной резкой на противоположной стороне более толстой пластины, надрезов в центре пропила и подобных проблем.
Скорость резания
Для каждой работы предусмотрена оптимальная скорость резки.На пластине толщиной примерно до 2 дюймов (5,08 см) высококачественный рез будет получен, если из резака будет издаваться устойчивый «мурлыкающий» звук, а искровой поток под пластиной имеет угол опережения 15 градусов. Это угол между искрами, выходящими из нижней части разреза в том же направлении, что и резак. Если искры идут прямо вниз или даже назад, это означает, что скорость движения слишком высока.
Качество резки
Различия в качестве реза могут быть вызваны различным состоянием поверхности заготовки или составом листа.Например, ржавые или масляные пластины требуют большего предварительного нагрева или более медленных скоростей движения, чем чистые пластины. Большинство отклонений от идеального состояния чистого плоского листа из низкоуглеродистой стали имеют тенденцию замедлять резание.
Один из методов, который можно использовать для очень ржавой пластины, – это установить на горелке как можно большее предварительное пламя, а затем пропустить пламя вперед и назад по линии, которую нужно разрезать. Дополнительные проходы предварительного нагрева делают несколько вещей. Они отслаивают большую часть окалины, которая в противном случае помешала бы резанию; проходы приводят к дополнительному предварительному нагреву листа, что обычно способствует повышению качества и скорости резки.
При работе с высокопрочными низколегированными пластинами, такими как сталь ASTM A-242, или полными легированными пластинами, такими как ASTM A-514, резайте немного медленнее. Также используйте низкое давление кислорода, потому что эти стали более чувствительны к образованию надрезов, чем обычные углеродистые стали.
Пластины из углеродистого сплава, углеродистой нержавеющей стали или низкоуглеродисто-высокоуглеродистые пластины требуют более низкого давления кислорода и, возможно, более низкой скорости перемещения, чем прямая низкоуглеродистая сталь. Убедитесь, что сторона из низкоуглеродистой стали находится на той же стороне, что и резак.Покрытие из легированного или более углеродистого материала не будет гореть так же легко, как углеродистая сталь. Если нанести покрытие снизу, а углеродистую сталь сверху, режущее действие аналогично порошковой резке. Сверху низкоуглеродистая сталь легко горит и образует шлак. Когда железосодержащий шлак проходит через высокоуглеродистую или высоколегированную оболочку, он разбавляет ее. Факел, по сути, все еще горит низкоуглеродистую сталь. Если плакированная или высокоуглеродистая сталь находится на верхней поверхности, резак требуется для резки материала, который трудно окисляется и образует тугоплавкие шлаки, которые могут остановить режущее действие.
Размер и стиль наконечника
Любая стальная секция имеет соответствующий размер наконечника, обеспечивающий наиболее экономичную работу с определенным топливом. Конечно, любое топливо OFW сгорит в любом наконечнике. Но топливо не сгорит эффективно и может даже перегреться и оплавить наконечник или вызвать проблемы при резке.
Например, газ MAPP не будет работать с максимальной эффективностью в большинстве ацетиленовых наконечников, потому что отверстия предварительного нагрева недостаточно велики для MAPP. Если газ MAPP используется с наконечником, работающим на природном газе, наконечник может перегреваться.Наконечники также будут подвержены обратному миганию. Наконечник для природного газа можно использовать с газом MAPP в аварийной ситуации, сняв юбку. Точно так же можно использовать ацетиленовый наконечник, если неэффективное горение допустимо в течение короткого времени.
Причины для разработки разных наконечников для разных топливных газов сложны. Но цель состоит в том, чтобы спроектировать наконечник, чтобы он соответствовал скорости горения, скорости порта и другим отношениям для каждого типа газа и размера отверстия, а также для получения оптимальной формы пламени и свойств теплопередачи для каждого типа топлива.
Правильные режущие наконечники стоят так мало, что затраты на переоборудование незначительны по сравнению с экономией средств за счет эффективного использования топлива, улучшенного качества резки и увеличенной скорости движения.
Для дополнительного чтения OFW
Что такое газовая сварка, ее преимущества и недостатки?
Сегодня я расскажу, что такое газовая сварка, достоинства и недостатки. Ранее я изучал, что такое сварка трением? – его применения, преимущества и недостатки и принципы работы.Большой вопрос сегодня …
Что такое процесс газовой сварки?
Газовая сварка – это процесс соединения металлов, при котором горючие газы (бензин) и кислород используются для сварки и резки металлов. Это также процесс соединения металлов, в котором кромочные детали металла, требующие соединения, нагреваются на их границе раздела, вызывая слияние с одним или несколькими газовыми пламенами, такими как кислород и ацетилен. сварочный процесс может свариваться с применением присадочного материала или без него.
Газовая сварка также известна как кислородно-топливная сварка, кислородно-ацетиленовая сварка, кислородная сварка. Он был разработан в 1903 году некоторыми французскими инженерами Эдмоном Фушем и Шарлем Пикаром. Они используют чистый кислород для повышения температуры пламени вместо воздуха. Это пламя помогает плавить металлы и сплавы, например. стали.
Кислород и ацетилен горит примерно 3773k (3500 градусов Цельсия). Основные две операции кислородно-ацетиленовой сварки включают сварку и резку; Операция сварки выполняется, когда два основных металла нагреваются до температуры, при которой образуется общая ванна расплавленного металла.Охлаждает и образует стык. Иногда в шов добавляют наполнители. Он улучшает прочность соединения и делает соединение более прочным, чем основной металл. При кислородно-ацетиленовой резке используется специальное пламя для резки (получаемое путем выпуска газообразного кислорода, чем ацетилен, в клапан горелки). Горелка используется для нагрева металла до температуры возгорания. он достигает стадий, на которых металл выгорает до расплавленного оксида, когда он вытекает из пропила в виде шлака. Он содержит смесительную камеру, которая помогает смешивать кислород и ацетилен до того, как он высвободится в виде пламени.
Преимущества
Газовая сварка имеет больше преимуществ, чем недостатков. Ниже приведены преимущества кислородно-ацетиленовой сварки.
- Способность сваривать черные и цветные металлы
- Нейтральное пламя используется для сварки и резки черных и цветных металлов, кроме латуни.
- Оборудование и оснастка недорого
- Не требует электричества для работы
- Аппаратура газосварочная переносная
- Не требует специального труда
Недостатки
Несмотря на большие преимущества газовой сварки, она имеет некоторые недостатки, которые можно не заметить.Это включает;
- Медленное охлаждение, ведущее к замедлению производства
- Не подходит для сварки высокопрочной стали
- Невозможно достичь температуры дуговой сварки
- Не подходит для сварки толстых профилей
Также проверьте:
Вот и все, что такое газовая сварка, достоинства и недостатки. Свободно задайте вопрос в моем поле для комментариев или ответьте на вопрос ниже, чтобы уверить меня, что вы понимаете. Спасибо за чтение и поделитесь!
Вопрос : объясните, как вы понимаете, процесс газовой сварки.
Руководство по газовой сварке для новичков
Если вы серьезно относитесь к сварке, я уверен, что вы уже знаете все тонкости газовой сварки. Для тех, кто этого не делает, газовая сварка – это не только один из самых плохих видов сварки, но и один из самых полезных.
Это дешевый, мобильный и гибкий способ сварки, не требующий электрического оборудования и способный резать, сваривать и паять большинство металлов. В этой статье мы дадим вам полное руководство по основам газовой сварки.
Безопасность
Как мы обсуждали в нашей статье Основы: Сварка для начинающих , безопасность на рабочем месте нельзя переоценить. Специально для начинающих сварщиков. И снова мы настоятельно рекомендуем прочитать Типовой свод правил безопасности Австралии по сварочным процессам .
Он дает вам все, что вам нужно знать о стандартах безопасности, гарантируя, что вы получите идеальный сварной шов, а не кучу пепла, которая могла быть вашей мастерской.
Если вы уже это читали, вот несколько советов перед началом работы с газовой сваркой:
- Для газовой сварки требуется оборудование, безопасное для кислорода и ацетилена
- Никогда не используйте ацетилен при давлении выше 100 кПа
- Всегда открывать сначала кислородные или топливные баллоны
- Всегда имейте под рукой огнетушитель при работе
- Откройте вентиль баллона с ацетиленом только на 1 1/2 оборота и удерживайте его гаечным ключом.
Оборудование и принцип его работы
Газосварочные работы состоят из трех важных частей: сварочных наконечников, смесителей и выдувной трубы.
Изображение предоставлено: technologystudent.com
При использовании кислород и горючий газ поступают через дутьевую трубку и смешиваются, выходя через сварочные наконечники. Регуляторы используются для управления давлением, когда каждый газ прокачивается через выдувную трубу и производит пламя, когда встречается с кремнем.
При газовой сварке существует множество различных газов для разных случаев. Для большинства применений кислородно-ацетиленовый (C2h3) – это все, что вам действительно нужно, и он отлично подходит для сварки, резки и пайки металлов.Он также легко воспламеняется и является самым горячим коммерчески доступным топливным газом, температура которого достигает 480 ° C, что также является температурой поверхности Венеры.
Установка для газовой сварки
После того, как все поля отмечены, следующим шагом будет удаление любого загрязнения, которое может повредить или вызвать возгорание. Для этого нужно осторожно приоткрыть и закрыть вентиль баллона, причем делать это вдали от любого источника воспламенения. Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они затянуты достаточно плотно, чтобы предотвратить любые утечки.
Теперь прикрепите другой конец шланга к паяльной трубке. Рядом с ручкой должны быть штамп и наклейка, указывающие, какой шланг и куда идет. Как только это будет сделано, важно еще раз проверить утечки, прежде чем зажигать.
Закройте клапаны нагнетательной трубы и проверьте, нет ли утечек в клапане кислорода и топливного газа. Медленно открывайте каждый клапан, удерживая открытым только один, и установите регулятор на показание примерно 100 кПа. Если есть утечки, манометр изменится, и вам нужно будет нанести раствор для проверки герметичности клапана, чтобы закрыть утечку.Проверьте еще раз, и все будет хорошо.
Освещение
Кредит изображения: amazonaws.com
Чтобы зажечь паяльную трубку, откройте кислородный клапан и отрегулируйте его регулятор до достижения необходимого давления. После этого и перед зажиганием дайте газу немного потечь, чтобы он смог очистить систему от воздуха. Закройте клапан и повторите процедуру для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
А теперь пришло время для того, чего мы все ждали, (безопасно) зажечь паяльную лампу.Слегка откройте вентиль топливного газа и воспользуйтесь кремневой зажигалкой, чтобы зажечь газ, этого нельзя делать при манометрическом давлении выше 100 кПа.
Затем медленно откройте кислородный клапан на дутьевой трубке, пока не появится нейтральное пламя. Для большинства сварочных работ достаточно нейтрального пламени.
Методы газовой сварки
Иногда ваша паяльная лампа пытается поговорить с вами, открывая огонь (небольшой взрыв на кончике паяльной трубки). В этом случае поток газа может быть недостаточным для наконечника, наконечник может быть слишком горячим и требует перерыва, или внутри наконечника могут застрять частицы углерода или металла (требующие очистки).
Удерживание струи в передней части обычно кажется более естественным, и ее лучше всего использовать под углом 60-76 градусов к работе. При этом это может варьироваться в зависимости от размера наконечника и толщины металла, например, для металлов, отличных от мягких сталей, требуется 30-45 градусов.
Перемещение паяльной трубки круговыми движениями также является обычной практикой, но никогда не выходите за пределы сварочной ванны, а кончик трубы должен быть на 2-3 мм выше металла.
По мере того, как сварочная ванна перемещается по шву, следите за ее диаметром.Больший диаметр означает большее проплавление и, следовательно, лучший сварной шов. Лужа также подскажет вам, нужно ли вам регулировать скорость движения или размер пламени и может потребоваться наполнитель.
В большинстве случаев вы будете сваривать присадочный материал или пруток, чтобы укрепить и придать форму сварному шву. При использовании присадочного стержня начните с создания лужи в том месте, где вы хотите, чтобы начался сварной шов. Стержень должен находиться примерно на 10 мм внутри пламени паяльной трубы и на 2-3 мм над лужей.Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда понадобится дополнительный металл.
Хороший сварной шов трудно добиться, и он получится, если вы привыкнете обращаться с дутьевой трубкой и присадочным стержнем. Для новичков сварка внешних угловых швов отлично подходит для практики и может выполняться без присадочных стержней. Убедитесь, что сварной шов не заходит ни на одну из плоских поверхностей, и сварной шов должен быть равномерным проплавлением вдоль шва.
Завершение работы
Работа выполнена? Пора безопасно выключить паяльную лампу.Начните с закрытия ацетиленового клапана на выдувной трубке, а затем кислородного клапана. Повторите этот шаг для клапана баллона. После того, как все клапаны будут закрыты, откройте кислородный клапан на выдувной трубке, чтобы дать стечь оставшемуся газу – вы узнаете, когда это будет сделано, когда манометр регулятора опустится до нуля. Повторите этот шаг для соответствующих ацетиленовых клапанов.
Отсюда, , необходимо немного больше узнать о таких вещах, как понимание толщины металла, размера наконечника, давления оксиацетилена и скорости потребления газа.Все эти темы являются углубленными и являются еще одной ступенькой в понимании газовой сварки и газосварочного оборудования.
Мы рекомендуем прочитать это подробное руководство, предоставленное BOC Gas & Gear, чтобы получить полное представление о газовой сварке. Он распространяется даже на более сложные области применения газовой сварки, такие как пайка, газокислородная резка и нагрев пламенем.
Требуется новое сварочное оборудование? Просмотрите наше доступное новое и бывшее в употреблении сварочное оборудование здесь.
Разъяснение разницы между сваркой пайкой и газовой сваркой
Разъяснение разницы между сваркой пайкой и газовой сваркой
Работать с металлами непросто, потому что они реагируют на тепло.Эти металлы преобразуются в различные формы с использованием различных технологий. Сварка является одним из таких методов, при котором металлы плавятся под действием давления и тепла, а также с присадочным материалом. Эта техника развивалась с годами, и сегодня используются различные методы сварки. Этот пост посвящен двум таким важным сварочным технологиям – газовой сварке и сварке твердым припоем.
Обзор сварки припоем
Сварка припоем, иногда также называемая сваркой бронзы, почти напоминает сварку плавлением.Раньше было ограничено только изготовление прочных соединений из бронзы; однако теперь он также используется для изготовления превосходных соединений чугуна, стали, меди, а также сплавов на основе меди. Ниже приведены некоторые важные особенности сварки пайкой, которые отличают ее от газовой сварки или газовой сварки ацетилена, как ее обычно называют.
- Температура плавления присадочного и основного металла разная. Обычно выбирается присадочный металл, потому что он имеет более низкую температуру плавления, чем основной металл.Низкокипящая бронза является обычным присадочным металлом, используемым для сварки пайкой.
- Согласно Американскому сварочному обществу, используемый присадочный металл должен иметь температуру плавления выше 425 ° C (800 ° F).
- Часто сварку пайкой путают с пайкой; однако обе эти техники во многом различаются. В процессе пайки присадочный металл вводится в герметичное соединение за счет капиллярного действия; однако при сварке пайкой присадочный металл осаждается многими другими способами, кроме капиллярного действия.
- В этом процессе расплавленный наполнитель течет на подготовленные поверхности сплавов или металлов с более высокой температурой плавления, образуя прочную молекулярную связь. Температура основного металла повышается до такой степени, что присадочный металл образует гладкую пленку на поверхности соединения.
- Сварка пайкой используется в основном для соединения различных типов сталей. Однако при этом используются более низкие температуры, чем при сварке плавлением, и в основном используется кислородно-ацетиленовый процесс.
- Сильное тепло, производимое кислородно-ацетиленовым пламенем, быстро увеличивает температуру основного металла до точки образования пленки.В этом процессе сварщик может легко контролировать температуру основного металла, состояние пламени, а также температуру плавления присадочного стержня.
Краткое объяснение процесса газовой сварки
Газовая сварка – это общий термин, используемый для обозначения группы сварочных процессов, в которых плавление происходит из-за нагрева металлов, подлежащих плавлению. Нагрев осуществляется газовым пламенем, с приложением давления или без него, с присадочным металлом или без него.Следующие пункты помогут вам лучше понять этот процесс:
- Основа и присадочный металл (если используется) плавятся вместе с помощью пламени, создаваемого сварочной горелкой. В основном во время плавления используется наконечник горелки.
- Расплавленные металлы – основной металл и присадочный металл – смешиваются вместе и плавятся при охлаждении, образуя прочную бесшовную деталь.
- Если присадочный металл не используется, основной металл, а также металл, подлежащий плавлению, плавятся до определенной температуры.
- Присадочные металлы в основном используются для металлов, имеющих толщину более 3/16 дюйма.
- В основном используется для сварки различных типов сталей, свариваемая стальная поверхность очищается перед процессом. Это делается для того, чтобы на поверхности не было жира, масла, окалины, ржавчины или любых других загрязнений, которые могут повлиять на качество сварного шва.
- Кислородно-ацетиленовое топливо рекомендуется для газовой сварки, поэтому этот метод кислородно-топливной сварки также называют ацетиленовой сваркой.
Зная конкретные процессы, связанные с сваркой твердым припоем, пайкой и газовой сваркой, вы легко сможете выбрать правильный тип. Важно использовать подходящую кислородно-ацетиленовую горелку для обоих процессов. Если вы планируете передать сварку на аутсорсинг, важно, чтобы вы связались с надежным поставщиком услуг. Rexarc International Inc. – ведущий поставщик оборудования для наполнения ацетиленовых баллонов и коллекторов для распределения всех типов газов.