Каких диаметров бывают электроды для сварки?
Сварка – это совокупность многих процессов, которые позволяются производить сплавление металла без переплавки всех частей изделия. На сам процесс сварки влияет ток, полярность и род тока, напряжение дуги, скорость сварки и диаметр электрода. Длина электрода, свойства покрытия самого электрода, температура металла перед свариванием и подобные процессы влияют на процесс сварки лишь частично. Поэтому при произведении сваривания Вам не обязательно следить за состоянием этих факторов.
Однако одно из самых сильных влияний на сварочный процесс оказывает диаметр электрода. Чем больше диаметр электрода, тем больше Вам нужно добавлять ток. Также чем больше диаметр, тем большую толщину металла им можно сваривать. В основном при стандартных свариваниях самым популярным диаметром электродов является 2,5 миллиметра, однако такой диаметр рассчитан средние толщины металла, то есть около 3 – 4 миллиметров.
Помимо самых популярных толщин электродов существует еще много, однако самыми популярными и теми, которые можно купить практически в каждом магазине сварочных электродов и сварочного оборудования.
Это такие диаметры: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0. Практически в каждом специализированном магазине Вы сможете это все купить. Однако если Вам нужны электроды большего диаметра, то Вы можете без проблем их заказать. Кроме этого Вам нужно еще и правильно подбирать диаметр электрода к толщине металла. Ваш выбор диаметра электрода должен зависеть не только от толщины свариваемого металла, а также еще и от свойств металла. Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами.
Помимо основы – сварочных электродов, для сварочного процесса очень важно, чтобы был правильно подобран сварочный ток, то есть он должен соответствовать диаметру данных электродов.
Узнать правильную величину сварочного тока Вы можете либо на упаковке электродов, либо на специализированных сайтах для сварщиков. В этом случае Вам нужно помнить, что слушать советов других необязательно, ведь если, к примеру, Вы имеете дело с тонким металлом, небольшое превышение сварочного тока способно испортить Ваше изделие. Поэтому Вам нужно точно узнавать, какой требуемый ток для произведения сварочного процесса. Помните, что правильный подбор тока влияет на успех сварочного процесса.
Как видите, придерживаться правил, которые требуют электроды очень важно. Правильный подбор диаметра электрода по отношению к толщине металла и правильный подбор сварочного тока позволят Вам производить сваривание нужных Вам деталей без пользования услугами профессиональных сварщиков.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Осуществление любых ответственных работ, в том числе ручной дуговой сварки, одним из обязательных условий имеет компетентный подход к подбору материалов. Неотъемлемой составляющей этой процедуры является соответствующее внимание ко всем параметрам сварочных электродов, одним из которых является их диаметр.
Диаметр сварочных электродовДиаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Согласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D – диаметр с покрытием, а d – диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d4, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1. Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Электроды сварочные 1,6 мм – в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Электроды сварочные 2 мм – согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Электроды сварочные 2,5 мм – по ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются длинной 250-300мм, допускается также длинна 350 мм, толщина свариваемых металлов от 1 до 3 мм, сила тока 70-100А;
5. Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Электроды сварочные 4 мм – широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Электроды сварочные 5 мм – электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
8. Электроды сварочные 6 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Электроды сварочные 8-12 мм – для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
Выбор режима ручной дуговой сварки
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
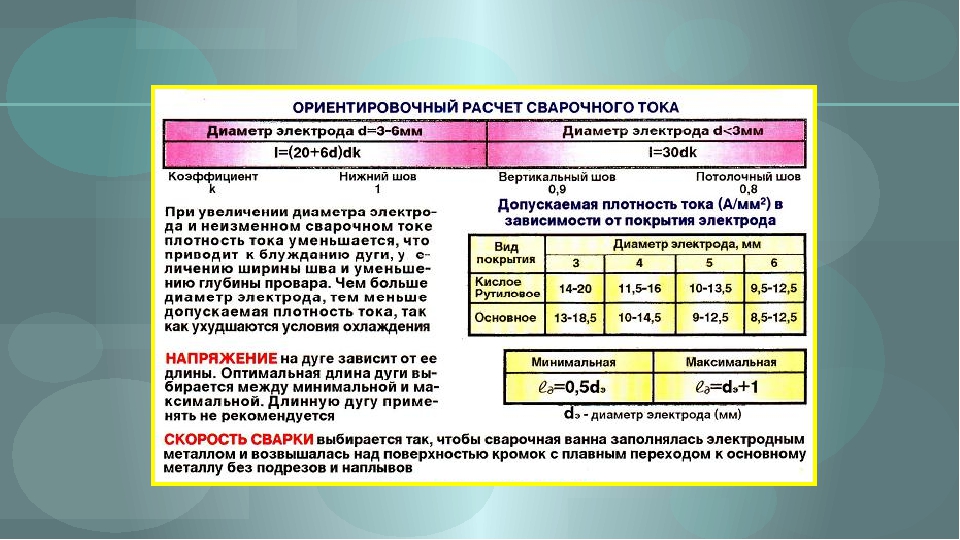
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.
 2 Напряжение дуги (длина сварочной дуги)
2 Напряжение дуги (длина сварочной дуги)После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.
 3 Скорость сварки
3 Скорость сваркиВыбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
|
|
|---|---|
Низколегированные стали – это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т. д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
| Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. | Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
|---|
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла – (чем толще металл, тем больше диаметр электрода).
- Марку стали – (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки – (нижнее, горизонтальное, нижнее тавровое, вертикальное – сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм. – 40 – 80 Ампер. «Двойка» – пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм. – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает – добавьте 5-10 Ампер, если и 80 Ампер мало – крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметр 4 мм. – 110-160 Ампер. Как видите колебание в 50 Ампер, это связанно с тем, какой у вас толщины металл и какой у вас навык работы «четверкой». Мы опять же рекомендуем пробовать с 110 Ампер и по мере необходимости добавлять силу тока.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи.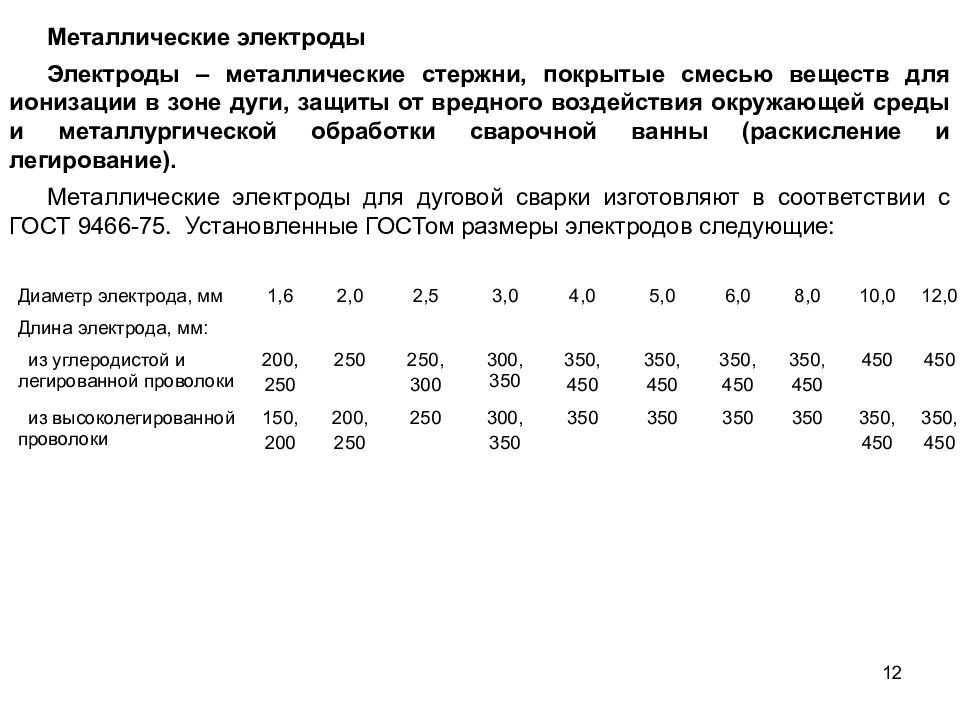 Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения.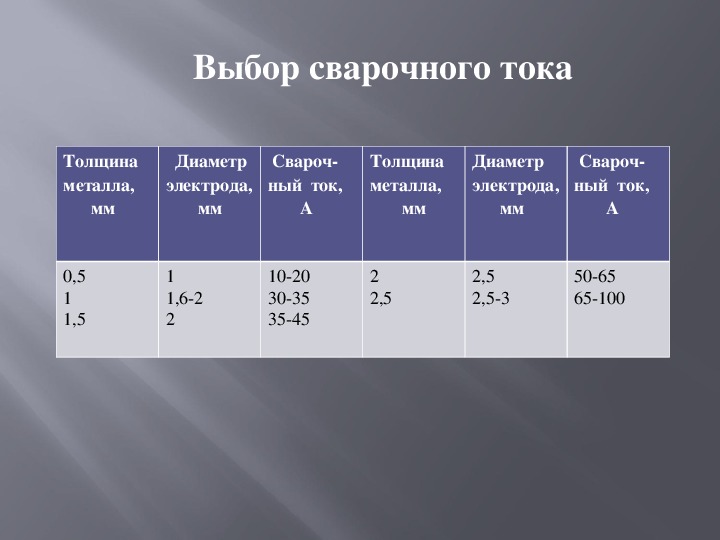 Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) – только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB – сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92. 18 (новое название OK Ni-Cl) – предназначены для сварки нетолстого чугуна (не более 3 слоев).
18 (новое название OK Ni-Cl) – предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB – им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию – это ОК 96.40. ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 |
6. 0-8.0 0-8.0 |
9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 | 5.0 |
Прямая полярность и обратная полярность.
Если электрод на “+”, а клемма на “-“, то больше плавится электрод. – это называется обратная полярность.
Если электрод на “-“, а клемма на “+”, то больше плавится свариваемый металл. – это называется прямая полярность.
Постоянный ток – это DC, переменный ток – это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Покупайте надежную технику, зарекомендовавших себя фирм, а также качественные электроды, тогда сварка будет в радость!
Подбор горелки MIG →← Обзор сварочного полуавтомата Ergomax MIG 140Размеры электродов для сварки: выбор длины и диаметра
Среди всего разнообразия электродов, которые можно встретить на современном рынке, отличия встречаются не только в различных марках, предназначенных для каждого вида металла, но и в размерах изделий. Практически все сварочные электроды, которые активно используются для промышленных и частных целей выпускаются в нескольких вариантах. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.
Сварочные электроды подходящей длины
При выборе расходного материала диаметр стержня электрода становится одним из определяющих параметров. Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Если диаметр сварочных электродов окажется выше, чем толщина заготовки, то он может перепалить его. Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Длина электрода для сварки оказывает не столь важное значение, но все же имеет свой вес. Она напрямую зависит от толщины в прямо пропорциональной зависимости. Зачастую сварщики предпочитают, чтобы она была как можно больше, так как тогда меньше нужно прерываться во время работы и длинные швы можно сделать беспрерывными. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Размеры видов электродов от различных производителей
Производители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Сварочный электрод LB-52U
АНО-21
| Диаметр, мм | 1. 6 6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Сварочные электроды АНО-21
МР-3
| Диаметра, мм | Длина, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод МР-3
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод ОЗС-12
ОК-46
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,35 |
Сварочный электрод ОК.46
УОНИ-13 45
| Величина диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Электрод для сварки УОНИ-13/45
АНО-6
| Диаметр, мм | Длина, м |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Выбор
Диаметры электродов для сварки подбираются по тому, с какой толщиной заготовок придется работать. Максимально схожий состав металла требуется не только для создания однородного соединения, но и для того, чтобы у них была одинакова температура плавления. Здесь все строится на элементарных законах физики, так как для расплавления большего объема металла требуется большая температура, создаваемая большей силой тока. Здесь нет большой разницы, какая длина электрода имеется, так как сопротивление, вызванное разницей в данном параметре, является незначительным и в расчет может не браться.
| Толщина металла, мм | Электрод, мм | Ток, А |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
«Важно!
Всегда перед использованием следует проверять состояние обмазки, чтобы она не была повреждена или на ней не оставалась влага.»
Длина сварочного электрода будет иметь значение для тех соединений, где очень нежелательно прерываться во время процесса сварки. Это может быть ремонт герметической емкости, вещей, которые работают под давлением, и так далее. В иных случаях больше обращают внимание на толщину. Иногда специально выпускают длинные и тонкие материалы для таких целей. Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
Размеры электродов для сварки
На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал. Следственно, соединительный шов будет однородным, качественным и долговечным. При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва. Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U. Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
- АНО-21. Длина может составить максимум 0,25-0,4 метра, при диаметре 1,6-5 миллиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
влияние тока на выбор размера и сравнительная таблица
В процессе сварки учитываются многие параметры, в том числе длина электрода, характеристики его покрытия, а также толщина и температура металлов, предназначенных для сваривания. При этом одним из самых важных показателей является грамотный выбор диаметра используемого электрода.
Влияние сварочного тока и толщины электродов на сварку
Сварочный ток – один из наиболее значимых в работе параметров, влияющих на основные качественные характеристики и размеры шва, а также некоторые другие принципиальные показатели получаемого сварного соединения. Даже незначительное повышение уровня сварочного тока делает более быстрым плавление заготовок и материала электрода.
Немаловажное значение в процессе работы имеет также плотность тока сварки, которая определяется соотношением таких параметров, как площадь поперечного сечения возникающей электродуги и сварочного тока (А/мм2). При увеличенном диаметре электрода снижается токовая плотность. Такая особенность объясняется более толстой и длинной электрической дугой.
Слишком низкие показатели сварочного тока отрицательно сказываются на стабильности горения дуги. В этом случае заметно возрастает риск образования непроваренных участков, постоянного прерывания процесса сварки и получения низкокачественного соединения. При очень высоких показателях быстро возникает перегревание, или образуются прожоги в области сваривания заготовок, а также может наблюдаться интенсивное разбрызгивание материала.
Электроды переменного и постоянного тока
Вне зависимости от толщины выпускаемые сегодня электроды могут быть предназначены для работы с переменными и постоянными токовыми значениями. Первый вариант является универсальным, поэтому используется в условиях постоянного и переменного напряжения. Второй – предназначен исключительно для сварки постоянным током.
| Электроды для переменного тока | Электроды для постоянного тока |
Преимущества:
| Преимущества:
|
Недостатки:
| Недостатки:
|
| Лучшие марки: ОЗС-12, МР-3, АНО-4, МР-3С, АНО-6, ОЗС-4, АНО-21 и ОЗС-6 | Лучшие марки: УОНИИ-13/45 и УОНИИ-13/55, LD-52U и ОК-53.70 |
Универсальные электроды формируют хорошую и стабильную дугу, обеспечивают высокую производительность сварки с низким риском разбрызгивания, являются экономичными и отличаются хорошим отделением шлаков.
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркетИменно такой материал предъявляет минимальные требования к профессиональным навыкам сварщика и типу оборудования, а также оптимально подходит для сварки загрязнённых и окислённых, влажных и имеющих коррозийные изменения поверхностей.
Сравнительная таблица диаметров
На современном сварочном оборудовании показатели напряжения выставляются в автоматическом режиме, поэтому данный параметр нет необходимости брать в особый расчёт. При этом важно помнить, что каждый аппарат имеет индивидуальные погрешности, и регулировка осуществляется в соответствии с заданными режимами. Для самостоятельного выбора требуемого диаметра электрода и значения сварочного тока в зависимости от толщины используемых в работе заготовок и типа соединения рекомендуется воспользоваться табличными данными, приведёнными в нормативной литературе.
| Толщина металла (мм) | Тип соединения | |||||
| Стыковое | Нахлёсточное | Тавровое | ||||
| Диаметр электрода (мм) | Сварочный ток (А) | Диаметр электрода (мм) | Сварочный ток (А) | Диаметр электрода (мм) | Сварочный ток (А) | |
| 1,0 | 2,0 | 25-35 | 2,5 | 30-50 | 2,0 | 30-50 |
| 1,5 | 2,0 | 35-50 | 2,5 | 35-75 | 2,0-2,5 | 40-70 |
| 2,0 | 2,5 | 45-70 | 2,5-3,0 | 55-85 | 2,5-3,0 | 50-80 |
| 4,0 | 3,0-4,0 | 120-160 | 3,0-4,0 | 120-180 | 3,0-4,0 | 120-160 |
| 5,0 | 3,0-4,0 | 130-180 | 4,0 | 130-180 | 4,0 | 130-180 |
| 10,0 | 4,0-5,0 | 140-220 | 4,0-5,0 | 150-220 | 4,0-5,0 | 150-220 |
| 15,0 | 4,0-5,0 | 160-250 | 4,0-5,0 | 160-250 | 4,0-5,0 | 160-250 |
| 20,0 | 4,0-6,0 | 160-340 | 4,0-6,0 | 160-340 | 4,0-6,0 | 160-340 |
Сварочный процесс невозможен без правильно подобранного сварочного тока, соответствующего диаметру используемого расходного материала (электродов для сварки). На практике силу тока определяет марка электрода. Каждым ответственным производителем такие оптимальные показатели обязательно прописываются на упаковке.
Island Supply Welding Company
ОСНОВНОЕ РУКОВОДСТВО ПО ДУГОВОЙ СВАРКЕ ЭЛЕКТРОДОВ
ВВЕДЕНИЕ
Существует много различных типов электродов, используемых в процессе дуговой сварки защищенным металлом (SMAW). Цель этого руководства – помочь с идентификацией и выбором этих электродов.ИДЕНТИФИКАЦИЯ ЭЛЕКТРОДА
Электроды для дуговой сварки идентифицируются с использованием системы нумерации A.W.S (Американского сварочного общества) и производятся в размерах от 1/16 до 5/16.Примером может служить сварочный стержень, обозначенный как электрод E6011 1/8 дюйма.Диаметр электрода составляет 1/8 дюйма
Буква «E» обозначает электрод для дуговой сварки.
Следующим будет 4- или 5-значное число, выбитое на электроде. Первые два числа из 4-значного числа и первые 3 цифры из 5-значного числа указывают минимальную прочность на растяжение (в тысячах фунтов на квадратный дюйм) сварного шва, которую будет производить стержень без напряжения. Примеры будут следующими:
E60xx будет иметь предел прочности на разрыв 60 000 фунтов на квадратный дюйм E110XX будет 110 000 фунтов на квадратный дюйм
Следующая цифра указывает на положение, в котором может использоваться электрод.
- EXX1X для использования во всех положениях
- EXX2X для использования в плоском и горизонтальном положениях
- EXX3X для плоской сварки
Последние две цифры вместе указывают тип покрытия на электроде и сварочный ток. электрод можно использовать с. Например, прямой постоянный ток, (постоянный ток -) обратный постоянный ток (постоянный ток +) или переменный ток
. Я не буду описывать типы покрытий различных электродов, но приведу примеры типов тока, с которыми каждый из них будет работать.
ЭЛЕКТРОДЫ И ТОКИ ИСПОЛЬЗУЕМЫЕ
- EXX10 DC + (обратный или DCRP) электрод положительный.
- EXX11 Отрицательный электрод переменного или постоянного тока (прямой или DCSP).
- EXX12 AC или DC-
- EXX13 AC, DC- или DC +
- EXX14 AC, DC- или DC +
- EXX15 DC +
- EXX16 AC или DC +
- EXX18 AC, DC- или DC +
- EXX20 AC, DC – или DC +
- EXX24 AC, DC- или DC +
- EXX27 AC, DC- или DC +
- EXX28 AC или DC +
ТИПЫ ТОКА
SMAW выполняется с использованием переменного или постоянного тока. Поскольку постоянный ток течет в одном направлении, постоянный ток может быть прямым постоянным током (отрицательный электрод) или обратным постоянным током (положительный электрод).При обратном постоянном токе (DC + OR DCRP) проплавление шва будет глубоким. Прямой постоянный ток (DC- OR DCSP) сварной шов будет иметь более быстрое плавление и скорость наплавки. Сварной шов будет иметь средний провар.Переменный ток изменяет свою полярность 120 раз в секунду сам по себе и не может быть изменен, как и постоянный ток.
РАЗМЕР ЭЛЕКТРОДА И ИСПОЛЬЗУЕМЫЕ УСИЛЕНИЯ
Нижеследующее будет служить в качестве основного руководства по диапазону усилителя, который может использоваться для электродов разного размера. Обратите внимание, что эти характеристики могут различаться в зависимости от производителя электродов для стержня одного и того же размера.Также тип покрытия на электроде может влиять на диапазон силы тока. По возможности, проверьте информацию производителя электрода, который вы будете использовать, на предмет их рекомендуемых настроек силы тока.
Стол электродов
ДИАМЕТР ЭЛЕКТРОДА (ТОЛЩИНА) | ДИАПАЗОН УСИЛИТЕЛЯ | ПЛИТА |
1/16 “ | 20-40 | ДО 3/16 “ |
| 3/32 “ | 40–125 | ДО 1/4 “ |
| 1/8 | 75-185 | БОЛЕЕ 1/8 “ |
| 5/32 “ | 105–250 | БОЛЕЕ 1/4 “ |
| 3/16 “ | 140–305 | БОЛЕЕ 3/8 “ |
| 1/4 “ | 210-430 | БОЛЕЕ 3/8 “ |
| 5/16 “ | 275–450 | БОЛЕЕ 1/2 “ |
Примечание! Чем толще свариваемый материал, тем выше требуемый ток и тем больше требуется электрод.
НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВ
В этом разделе кратко описаны четыре электрода, которые обычно используются для ремонтной и ремонтной сварки низкоуглеродистой стали. Есть много других электродов для сварки других металлов. Уточните у местного поставщика сварочных материалов, какой электрод следует использовать для свариваемого металла.
E6010 Этот электрод используется для сварки во всех положениях с использованием DCRP. Он обеспечивает глубокопроникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах.
E6011 Этот электрод имеет те же характеристики, что и E6010, но может использоваться как с переменным, так и с постоянным током.
E6013 Этот электрод можно использовать с переменным и постоянным током. Он обеспечивает сварной шов со средней проникающей способностью и превосходным внешним видом сварного шва.
E7018 Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током. Покрытие электрода имеет низкое содержание влаги, что снижает попадание водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средней проплавкой. (Обратите внимание, что этот электрод должен быть сухим.Если он намокнет, его необходимо просушить в стержневой печи перед использованием.)
Надеемся, что эта основная информация поможет начинающему или домашнему сварщику определить различные типы электродов и выбрать подходящий для своих сварочных проектов.
Написано Брюсом Бауэрлейном
Урок 2 – Общие процессы электродуговой сварки
Урок 2 – Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II относительно узкий.Аргон больше подходит для сварки более тонких материалов. При равной силе тока гелий производит большую дугу напряжение, чем аргон. Поскольку тепло при сварке складывается из вольт раз в амперах, гелий производит больше доступное тепло на дуге. Это делает его более подходящим для сварки тяжелых профилей металла обладающие высокой теплопроводностью, или для автоматической сварки операции с более высокими скоростями сварки необходимы. 2.3.4.3 Используются газовые смеси аргон-гелий. в приложениях, где требуется более высокая погонная энергия и желаемое требуются характеристики аргона.Аргон, будучи относительно тяжелым газом, покрывает сварной шов площадь при более низких расходах. Аргон предпочтителен для многих приложений, потому что это стоит меньше чем гелий. 2.3.4.4 Гелий, примерно в 10 раз больше легче аргона, требует расхода от 2 до 3 раз больше аргона для удовлетворительного экранирования дуги. 2.3.5 Электроды – Доступны электроды для газовой вольфрамовой дуговой сварки. в диаметрах от Диаметр от 0,010 до 1/4 дюйма, а стандартная длина колеблется от 3 до 24 дюймов.В наиболее часто используемый размеры, однако, – это диаметры 0,040 дюйма, 1/16 дюйма, 3/32 дюйма и 1/8 дюйма. 2.3.5.1. форма кончика электрода – важный фактор в газо-вольфрамовой дуге сварка. При сварке DCEN кончик должен быть заточен до точки. Включенный угол при какой наконечник заточен, зависит от применение, диаметр электрода и сварка Текущий. Узкие суставы требуют относительно небольшой включенный угол. При сварке очень тонких материал при малых токах, игольчатый точечное заземление на наименьший доступный электрод может быть необходимо для стабилизации дуги.Правильно заземленные электроды обеспечат легкость зажигание дуги, хорошо стабильность дуги и надлежащая ширина валика. 2.3.5.2 При сварке на переменном токе шлифование наконечник электрода не нужен. При правильной сварке тока, электрод будет иметь полусферический конец. Если надлежащее сварочный ток превышен, конец станет выпуклым и, возможно, оплавится загрязнять металл шва. 2.3.5.3. Американское сварочное общество опубликовало спецификацию AWS A5.12-80 для электроды для дуговой сварки вольфрамом, которые классифицирует электроды на основе их химического состава. состав, размер и отделка. Вкратце, указанные типы перечислены ниже: 1) Чистый Вольфрам (AWS EWP) Цвет Код: Зеленый Использованный для менее важных приложений. Стоимость невысока и дают хорошие результаты относительно низкие токи на различных металлах. Самая стабильная дуга при использовании переменного тока. сбалансированная волна или непрерывная высокая частота.Сварочные стержни различных размеров, о которых необходимо знать
Об электродах нужно знать гораздо больше, помимо материала, из которого они изготовлены, а также от того, расходуются они или нет.
Прежде чем я напишу о различных типах удилищ, вам необходимо знать общее значение этих чисел, чтобы вы могли легко их понять.
Проверьте наши рекомендуемые сварочные стержниПервые два числа в номере размера электрода обычно обозначают предел прочности электрода на разрыв.70, например, подразумевает, что электрод имеет предел прочности на разрыв 70000 фунтов на квадратный дюйм.
Третья цифра представляет положение, в котором вы можете использовать стержень.
Цифра 1 означает любое положение, 2 – плоское и горизонтальное положение, а 4 – положение верхнего, вертикального, горизонтального и плоского электродов.
Цифры в последнем номере обозначают использованное покрытие и, следовательно, ток, который вы можете безопасно использовать.
Сварочный пруток – это общий термин, который используется для обозначения присадочного металла или электродов, которые используются для соединения двух других основных металлов, когда сварщик выполняет дуговую сварку защищенного металла, сокращенно SMAW
Разные числа на электродах
Ниже приводится таблица с подробным описанием различных цифр на электродах и их значения в соответствии с предложением Американского общества сварки :
| Цифра | Используемое покрытие | Ток, используемый при сварке |
| 0 | Натриевая соль с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | переменного тока, постоянного тока +, постоянного тока – |
| 2 | , высокое содержание титана натрия, | переменного тока, постоянного тока – |
| 3 | Калий с высоким содержанием титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, Титания | переменного тока, постоянного тока +, постоянного тока – |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, порошок калия | переменного тока, постоянного тока +, постоянного тока – |
| 8 | Калий с низким содержанием водорода, железный порошок | переменного тока, постоянного тока +, постоянного тока – |
Штучные электроды разных размеров
Есть много размеров стержневых электродов.Они бывают разного диаметра с разным рекомендованным током, как показано в таблице ниже:
| Диаметр электрода в дюймах | Электроды | Толщина металла | |||||
| 6010 и 6011 | 6012 | 6013 | 7014 | 7018 | 7024 | ||
| 1/16 | 20-40 | 20-40 | до 3/16 дюйма | ||||
| 5/64 | 25-60 | 25-60 | |||||
| 3/32 | 40-80 | 35-85 | 45-90 | 80-125 | 70-100 | 100-145 | до ¼ ” |
| 1/8 | 75-125 | 80-140 | 80-130 | 110-160 | 115-165 | 140-190 | Более 1/8 дюйма |
| 5/32 | 110-170 | 110-190 | 105-180 | 150-210 | 150-220 | 180-250 | Более ¼ ” |
| 3/16 | 140-215 | 140-240 | 150-230 | 200-275 | 200-275 | 230-305 | Более 3/8 дюйма |
| 7/32 | 170-250 | 200-320 | 310-300 | 260-340 | 260-340 | 275-365 | |
| ¼ | 210-320 | 250-400 | 250-350 | 330-415 | 315-400 | 335-430 | Более 3/8 дюйма |
| 5/16 | 275-425 | 300-500 | 320-430 | 390-500 | 375-470 | 400-525 | Более ½ дюйма |
Как видно из приведенной выше таблицы, вы можете сказать, какой диаметр сварочного прутка вы можете использовать, а также толщину металла, с которой вы можете его использовать, для достижения наилучших результатов.
Сварочные прутки различных размеров и классификация
Обратите внимание, что чем толще свариваемый материал, тем выше требуемый ток и тем больше требуется электрод. Общие электроды включают: 6010, 6011, 6012, 6013, 7014, 7018 и 7024
.Давайте посмотрим на эти размеры ниже:
6010 ЭлектродыИх можно использовать только с питанием постоянного тока, так как они имеют покрытие из целлюлозы и натрия, имеют глубокое проникновение и могут проходить через пыльные, ржавые и маслянистые металлы, в том числе покрытые краской.
Как видно из третьей цифры 1, это всепозиционный электрод, и его можно использовать для сварки труб, поскольку он работает плавно, а его шлак легче удаляется.
Они подходят для опытных сварщиков, поскольку новичкам будет сложнее использовать их из-за того, что дуга у них плотная.
Электрод 6010 имеет множество применений, и он широко распространен среди сварщиков, хотя не всегда прост в использовании.
Может выжить при комнатной температуре в сухих условиях.Перед использованием необходимо высушить влагу, при этом следует отметить, что промывание электродов разрушает их.
Сварочный стержень Forney 31610 E6010, 1/8 дюйма, 10 фунтов- Пруток для сварки в любых положениях с дугой копания, глубокий провар на грязных, ржавых и окрашенных материалах
- Идеально подходит для соединений, требующих глубокого проплавления, таких как стыковые швы с квадратными краями, подходит для вертикальной и потолочной сварки с легким шлаком
- Требуется минимальная подготовка поверхности
- Отлично подходит для оцинкованной стали и ржавой / маслянистой стали при техническом обслуживании или ремонте, а также для сварки труб.
- Нажмите на синее имя (BY FORNEY) выше под заголовком, чтобы просмотреть наш полный каталог сварочных аппаратов, абразивных материалов, цепей / тросов, Инструменты и многое другое!
Они имеют покрытие из целлюлозы и калия, поэтому могут использовать как переменный ток (AC), так и постоянный + ток.
Как и 6010, они являются позиционными электродами и могут также глубоко прорезать ржавые, нечистые материалы, что делает их популярными среди сварщиков, в основном, для проведения ремонтных работ, когда постоянный ток (DC) недоступен.
Можно использовать с любым сварочным материалом.
Шлак, производимый этими электродами, имеет небольшой размер, но его труднее удалить по сравнению с другими электродами.
Сварочный стержень Forney 31205 E6011, 1/8 дюйма, 5 фунтов- Продукт 5LB 1/8 6011 Сварной стержень
- Прост в использовании
- Сварка во всех положениях, универсальный стержень для глубокого проплавления и быстрого замораживания грязных, ржавых и окрашенных материалов
- Плавное смачивание и распространение дуги с хорошим разбрызгиванием быстрое наплавление и более плоский контур, обеспечивающий более высокую скорость перемещения
- Требуется минимальная подготовка поверхности
Это также все позиционные электроды, которые хорошо подходят для перекрытия зазоров между стыками.Они также используются для высокоскоростных и сильноточных угловых сварных швов, выполняемых горизонтально.
В отличие от электродов 6010 и 6011, их проплавление неглубокое, не говоря уже о шлаке, образовавшемся после сварки, который требует большой очистки.
6013 ЭлектродыШатуны 6013 могут выдерживать нагрузку 60 000 фунтов на квадратный дюйм. Эти стержни совместимы с переменным, постоянным + и постоянным током.
Способность обрабатывать эти различные токи делает его очень универсальным и пригодным для использования с любым сварочным аппаратом, включая небольшие аппараты, в отличие от других сварочных стержней, для которых требуются более крупные аппараты.
Другие особенности электродов 6013 заключаются в том, что они подходят для более легких работ, таких как автомобильные проекты, они имеют умеренный и небольшой шлак, который легко удаляется.
В отличие от размеров 6012, они производят мягкие дуги с меньшим количеством брызг и могут использоваться только для сварки чистых, новых и незащищенных от ржавчины материалов для автомобильных проектов.
6013 обладает средней проникающей способностью при обработке тонких листов.
При сварке электродами 6013 перемещайте их небольшими круговыми движениями вокруг стыка.Это обеспечивает более прочные сварные швы и помогает контролировать скорость. 6013 также является врагом воды и любых влажных условий. Храните электроды 6013 в защищенном от влаги и защищенном от влаги контейнере.
Сварочный стержень Forney 30301 E6013, 3/32 дюйма, фунт- Продукт представляет собой сварочный стержень LB 3/32 6013
- Прост в использовании
- Сварка во всех положениях, стержень общего назначения для неглубокого проплавления или в условиях плохой посадки
- Отличное смачивающее действие, получение гладких и плоских валиков с устойчивой дугой с AC или DC
- Низкое разбрызгивание и отличное удаление шлака, практически самоочищение в вертикальных галтелях вниз
Эти электроды имеют такое же проплавление швов, что и 6012, и подходят для использования на углеродистой и низколегированной стали.В них много порошка железа, что увеличивает скорость осаждения.
Они могут выдерживать более высокую силу тока по сравнению с электродами 6012. Они используются для строительного оборудования, сельскохозяйственной техники, барж, металлических приспособлений и автомобильных запчастей.
7018 ЭлектродыЭто самые простые в использовании электроды, они имеют толстый флюс и высокое содержание порошка. У них минимальное проплавление, что дает плавную и тихую дугу с меньшим количеством брызг.
Конечно, все они позиционные стержни, которые могут выдерживать нагрузку 70 000 фунтов на квадратный дюйм. Они имеют покрытие из железного порошка с низким содержанием водорода, что означает, что они могут использоваться как с переменным, так и с постоянным + током.
Низкое содержание водорода в них обеспечивает гладкие и прочные сварные швы. Секрет получения этих гладких и прочных сварных швов заключается в том, чтобы тянуть стержень по поверхности металла, а также слегка перемещать его из стороны в сторону.
Однако стержни с низким содержанием водородаимеют свои недостатки, например, необходимость специального хранения, чтобы они служили вам в течение более длительного периода времени.
Они не допускают попадания воды или любой влаги. Вы можете хранить их в духовке при температуре 250 градусов по Фаренгейту. Если вы сможете купить их самостоятельно, тем лучше. Электроды 7018 популярны, потому что электроды 7018 популярны, поскольку они могут сваривать толстые материалы, такие как сталь, и дают прочные сварные швы.
Они идеально подходят для сварки конструкций, атомных электростанций, напорных труб и больших мостов. Они также известны как «тяговые удилища» или «удилища высокого-низкого уровня».
Forney 30681 E7018 Сварочный стержень переменного тока, 3/32 дюйма, 5 фунтов- Продукт представляет собой сварочный стержень 5LB 3 / 327018AC
- Прост в использовании
- Сварка во всех положениях, стержень с низким содержанием водорода для общих применений на переменном токе, требующих малого проплавления, также может использоваться на постоянном токе +
- Превосходный контур валика, легкое разбрызгивание и шлак часто самоочищается
- Хорошая производительность с источниками питания OCV с низким напряжением холостого хода
Содержание порошка в них также велико, что увеличивает скорость осаждения.Они используются в плоских и горизонтальных положениях, так как имеют большую горячую лужу с флюсом, заставляющим металл медленно затвердевать.
Электроды7024 хорошо подходят для стальных листов толщиной четверть дюйма или более, а также подходят для металлов толщиной более полутора дюймов.
Для этих электродов не требуется стержневая печь, они накладывают много сварочного металла, делают гладкие сварные швы и образуют шлак, который легко очищать.
Кроме того, они не дорогие. Однако они требуют использования большого количества тепла, что представляет опасность для сварщика.
Какие факторы вы учитываете при выборе размера сварочного стержня?
Хорошо, выбранный сварочный стержень должен соответствовать вашим потребностям в сварке. Факторы, которые следует учитывать, включают:
- Предел прочности
Минимальная прочность на разрыв электрода должна соответствовать прочности основного металла. Как вы уже знаете, предел прочности электрода на разрыв можно определить, проверив его первые две цифры, которые обычно напечатаны на его стороне.
Например, если первые две цифры равны 60, скажем, для электрода 6011, он имеет предел прочности на разрыв 60 фунтов на квадратный дюйм и лучше всего будет работать с металлом соответствующей прочности. Такой подбор прочности предотвратит появление трещин при сварке и другие неудобства.
- Используемый ток
Определите, можно ли подключить электрод, который вы собираетесь использовать, к источнику питания переменного или постоянного тока или к обоим.
Из приведенной выше таблицы видно, что некоторые электроды совместимы с любым из двух и, следовательно, могут использоваться с любым источником питания, который у вас есть.Используемый ток также влияет на уровень проникновения.
- Положение сварного шва
Оцените положение сварного шва, посмотрев на третью цифру в классификации. Например, электрод с цифрой 1 в качестве третьего числа может свариваться в любом положении, будь то плоское, вертикальное, потолочное или горизонтальное, в то время как электрод с цифрой 2 может использоваться только для плоского и горизонтального положений.
- Основной металл
Также следует учитывать толщину основного металла, подгонку соединения и форму.Толстые материалы хорошо работают с электродом с высокой пластичностью и низким содержанием водорода, поскольку это предотвращает растрескивание электрода.
Электроды, которые можно использовать с толстыми материалами, включают электроды, оканчивающиеся цифрами 15, 16 или 18.
Для более тонких материалов нужен электрод, такой как 6013, который создает мягкие дуги, и электроды, обеспечивающие неглубокое проплавление, чтобы предотвратить горение материалов.
Если конструкция соединения или подгонка не скошены, то хорошим выбором будет такой электрод, как 6010 или 6011, с глубоким проникновением.Для широких отверстий такой электрод, как 6012, поможет перекрыть зазоры и выполнить сварные швы с разделкой кромок.
- Полярность
Полярность – это направление, в котором ток течет в цепи. В случае прямой полярности электрод отрицательный, а деталь положительный. Следовательно, электроны текут к заготовке.
При обратной полярности электроды текут к электроду, потому что деталь отрицательная, а электрод положительный.
Для электродов, которые могут выдерживать переменный ток, полярность не является проблемой, но с электродами, которые используют постоянный ток, можно сваривать как с обратной, так и с прямой полярностью.
- Необходимость сокращения выбросов загрязняющих веществ в окружающей среде
Тип используемого электрода также зависит от внешнего вида вашего металла. Он новый и чистый или ржавый и ржавый?
Для нового и чистого металла используйте электроды, такие как электроды 6013, а для нечистых металлов используйте электроды 6010 и 6011.
- Технические условия
Тип используемого электрода будет зависеть от условий, в которых будет храниться сварка. Если он будет храниться или использоваться в условиях высокой или низкой температуры, использование водородного электрода снижает вероятность растрескивания.
Специальные сварочные спецификации, требующие использования определенных типов электродов, доступны для использования в критических проектах, таких как изготовление котлов.
Часто задаваемые вопросыКак выбрать лучшую силу тока для сварки?
Все, что вам нужно сделать, это использовать таблицу силы тока для разных электродов, а также их диаметров.Используйте силу тока в пределах диапазона, указанного для данного электрода. См. Подробную информацию в таблице 2 выше.
Как выбрать электрод наилучшего размера?
Выбор электрода зависит от многих факторов, таких как толщина свариваемого материала. Тонкий электрод для тонкой пластины и толстый электрод для толстой пластины.
ЗаключениеЧтобы выбрать правильный размер электрода, необходимый для реализации вашего проекта, вы должны понимать, какие размеры сварочных стержней доступны, когда и как их можно использовать.
Для одного проекта может быть даже несколько вариантов. Используя факторы, которые необходимо учитывать, вы легко сможете определить, какой из различных размеров сварочных стержней подходит для вашего использования. (На основе таких факторов, как источник питания и положение сварки.)
Знакомство с размерами сварочных стержней 7018, 6013, 6011 и 6010 (+ таблица!)
Если вы провели исследование и прочитали нашу статью о различных типах сварочных стержней, вы могли подумать, что вы уже знаете все об этих электродах.Однако если немного углубиться в детали, вы обнаружите, что нужно гораздо больше, чем просто понять, является ли электрод расходным материалом или нет.Давайте подробнее рассмотрим сварочные стержни 7018, 6013, 6011 и 6010 – четыре самых распространенных и основных размера сварочных стержней, с которыми вы, вероятно, столкнетесь, – чтобы попытаться понять каждый из них более подробно.
Краткое описание классификации сварочного стержня
Для начала, взглянув на классификацию сварочных стержней, вы уже многое узнаете о типе используемого электрода.Первые два числа относятся к пределу прочности на разрыв или к тому, какое напряжение может выдержать сварной шов. Например, если классификация начинается с ’60’, это означает, что сварочный стержень может выдерживать 60 000 фунтов на квадратный дюйм. В результате, чем выше число, тем сильнее электрод.
Третья цифра указывает на положения, в которых можно использовать сварочный стержень. На всех сварочных стержнях, которые мы рассматриваем сегодня, вы увидите, что цифра «1». Другими словами, все четыре электрода – это все-позиционные электроды.
Окончательное число немного сложнее. Для сварки SMAW используются электроды, покрытые различными химическими веществами, которые защищают стыки во время процесса сварки. Последняя цифра в классификации используется для обозначения покрытий, нанесенных на электроды, и для обозначения того, какой ток следует использовать. Мы рассмотрим все это индивидуально для каждого сварочного стержня.
Сварочный стержень 7018
Изучив классификацию, мы уже знаем, что сварочный стержень 7018 представляет собой универсальный стержень, который производит сварные швы, способные выдерживать нагрузку 70 000 фунтов на квадратный дюйм.Последняя цифра – при чтении вместе с предпоследней цифрой – указывает, что он имеет покрытие из железного порошка с низким содержанием водорода, поэтому его можно использовать с переменным и постоянным + токами.
Тот факт, что покрытие имеет очень низкое содержание водорода, означает, что оно дает очень прочные и гладкие сварные швы. Это также объясняет, почему вы также можете иногда слышать, что эти электроды называют стержнями «низкий высокий»!
Хотя стержни с низким содержанием водорода имеют свои преимущества, их нужно хранить гораздо осторожнее, чем большинство других стержней, чтобы продлить срок их службы.С этими электродами вы не можете позволить любой воде или влаге вступать в контакт с ними вообще . Лучший способ предотвратить это – хранить сварочный стержень 7018 в стержневой печи при температуре 250 ° F, если вы не планируете использовать его дольше нескольких часов. Профессиональная специализированная печь для сварочной проволоки идеально подходит, если позволяет ваш бюджет, но если нет, вы всегда можете попробовать самодельную печь.
Это очень универсальный сварочный стержень, вероятно, поэтому он один из первых, с которым вы столкнетесь при обучении сварке.Благодаря своей прочности он отлично подходит для сварки конструкций, в том числе на атомных электростанциях, трубах высокого давления и больших мостах. Ключом к достижению самых гладких и прочных сварных швов на любом из этих проектов (и других) является перетаскивание его по поверхности металла, хотя вы также можете немного перемещать его из стороны в сторону. В любом случае вы обнаружите, что брызги минимальны.
Сварочный стержень 6013
Опять же, 6013 – это универсальный сварочный пруток, но на этот раз вы можете увидеть, что сварные швы могут выдерживать нагрузку в 60 000 фунтов на квадратный дюйм.Не так много, как 7018, но все же довольно внушительно и более чем достаточно для большинства проектов. Здесь две последние цифры – ’13’ – говорят нам о том, что на электроде имеется покрытие с высоким содержанием диоксида титана и калия, поэтому он совместим с переменным, постоянным током + и постоянным током. Это обеспечивает огромную универсальность, поскольку вы можете использовать его при низком напряжении и практически с любым сварочным аппаратом, даже если он работает только на переменном токе. Такой уровень универсальности отличает сварочный стержень 6013 от всех остальных, которые мы рассматриваем сегодня.
Новички, вероятно, сначала познакомятся с несколькими другими сварочными стержнями, включая 6010, но это электрод, на который часто не обращают внимания, поскольку он столь же прост в использовании. Одно из основных отличий заключается в том, что они обычно работают в паре с небольшими сварочными аппаратами начального уровня, тогда как некоторые другие сварочные стержни обычно используются с немного более продвинутыми аппаратами.
Поскольку сварочный стержень 6013 не такой прочный, как предыдущий, он лучше подходит для небольших работ, таких как автомобильные проекты.Он обеспечивает среднее проникновение на более тонкие металлические листы, хотя стоит отметить, что его следует использовать только с новыми чистыми металлическими листами . Этот сварочный пруток производит немного больше брызг, чем 7018 (но в целом это все еще впечатляюще мало), и любой шлак можно удалить быстро и легко. В результате сварные швы получаются чистыми и визуально привлекательными.
Лучше всего при сварке этим электродом перемещать его небольшими круговыми движениями по стыку.Это не только помогает получить прочные сварные швы, но и позволяет контролировать скорость.
Как и в случае с большинством электродов, вы должны стараться не допускать контакта 6013 с какой-либо водой. Его следует хранить во влагонепроницаемом контейнере, а если он по какой-либо причине станет влажным, то перед использованием его следует тщательно высушить в теплой печи для сварочных электродов.
Сварочный стержень 6011
Сварочные стержни 6011 и 6010 очень похожи, поэтому многие люди задаются вопросом, в чем преимущества одного из них перед другим.Классификация сварки говорит о том, что они оба могут выдерживать нагрузку 60 000 фунтов на квадратный дюйм, и оба являются сварочными стержнями для всех положений. На первый взгляд, между ними не так много общего, но на самом деле классификация – это то, на чем сходство заканчивается …
Последняя цифра классификации – одно из ключевых различий между этими двумя электродами – и еще один фактор, который твердо стоит в пользу 6011. ’11 ’означает, что он имеет покрытие с высоким содержанием целлюлозы и калия, которое (как и 7018) может использоваться как с переменным, так и с постоянным + током.В результате вы обнаружите, что можете использовать его практически с любым сварочным аппаратом, даже начинающим.
6011 очень прост в использовании, но при этом обеспечивает глубокое проплавление сварных швов. В отличие от 6013, вам не нужно прикасаться к чистому металлу с помощью этого электрода, поскольку он может легко прорезать грязный или корродированный металл. В результате это отличный выбор для сварщиков, выполняющих ремонтные работы.
Этот сварочный пруток действительно производит небольшое количество шлака, но его немного сложнее удалить, чем шлак с других сварочных прутков, включая 6010.В основном это сводится к личному выбору, но если вы не хотите тратить слишком много времени и усилий на скалывание шлака, то, возможно, 6011 не стоит на первом месте в вашем списке.
Сварочный стержень 6010
Как мы уже установили, легко сравнить, насколько электрод 6010 похож на электрод 6011. Электрод 6010 такой же прочный, и его также можно использовать во всех положениях.
Однако у него есть один существенный недостаток по сравнению с 6011. 6010 имеет покрытие с высоким содержанием натриевой целлюлозы (на что указывает ’10’ в его классификации), поэтому его можно использовать с током DC + только для только .Это означает, что сварочный стержень 6010, каким бы блестящим он ни был для множества различных применений, становится бесполезным, если у вас есть сварочный аппарат, работающий только на переменном токе.
Кроме того, 6010 – очень распространенный сварочный стержень, но это не значит, что его легко использовать. Фактически, многим новичкам сложно освоить этот электрод из-за того, что он дает очень плотную дугу. Если у вас нет навыков контролировать тугую дугу, вы даже не сможете начать делать прочные и чистые сварные швы, что может деморализовать и расстраивать.
Тем не менее, если у вас есть навыки и правильный сварочный аппарат для использования 6010, то он может производить отличные сварные швы. Как и 6011, он отлично подходит для глубокого проникновения и резки грязного, ржавого или ржавого металла, что делает его идеальным для технического обслуживания. Этот электрод также является одним из наиболее популярных вариантов для корневых проходов на трубах из-за того, что он движется заметно более плавно, чем электрод 6011, а также потому, что шлак легче снимается.
По большей части этот сварочный пруток можно хранить при комнатной температуре при условии, что он сухой.Если он все же будет контактировать с влагой в течение нескольких часов или более, то перед использованием его необходимо тщательно высушить. Как и большинство электродов, вам придется выбросить 6010, если он намокнет.
Сварочные стержни в целом
Надеюсь, к настоящему времени должно быть ясно, что выбор правильного сварочного стержня – это гораздо больше, чем кажется на первый взгляд. Важно овладеть искусством использования четырех основных и наиболее распространенных сварочных стержней, так как это значительно упростит понимание принципов и свойств других, когда ваша сварка станет более сложной.
Все четыре сварочных стержня, которые мы рассмотрели, являются стержнями для любых положений, что обеспечивает большую универсальность; все, кроме 6010, можно использовать с переменным и постоянным + токами. В этом смысле сварочный стержень 6010 немного более специализирован, поскольку для его использования требуются специальные инструменты и более высокий уровень навыков.
Вот почему 6011, вероятно, лучший выбор для начинающих, особенно для тех, кто будет работать с грязными металлами. Он дает немного более грязные сварные швы, чем 6010, хотя его легче использовать.Оба обеспечивают глубокие сварные швы, что делает их идеальными для более сложных ремонтных и ремонтных работ.
Электрод 6013 стоит отдельно от двух других электродов, которые также могут выдерживать нагрузку 60 000 фунтов на квадратный дюйм, так как его можно использовать практически с любым сварочным аппаратом. Вместо того, чтобы использовать этот электрод для ремонта и обслуживания, этот электрод лучше подходит для кузовных работ и других автомобильных проектов. Его следует использовать с чистыми новыми листами металла, но при условии, что вы отметите этот флажок, это отличный и простой в использовании сварочный стержень, который определенно стоит попробовать.
С учетом всех обстоятельств сварочный стержень 7018 определенно является старшим братом трех других. Он прочнее и ровнее, чем остальные, что делает его идеальным для сварных швов под высоким напряжением. Когда он не используется, его нужно держать в сухом состоянии, но это небольшая осторожность, которую нужно приложить для достижения отличных результатов.
Ниже вы найдете небольшую таблицу сварочных стержней, в которой сравниваются все различные характеристики этих электродов (и нескольких других распространенных типов), которую вы можете использовать в качестве краткого справочного руководства, которое поможет вам в мастерской.
Таблица сварочных стержней
У всех четырех сварочных стержней есть свои качества, сильные и слабые стороны. Выберите неправильный, и ваши сварные швы получатся слабыми и грязными, но выберите правильный электрод для работы, и сварка будет легкой!
Размеры сварочных стержней– полное руководство
Сварочные стержни играют важную роль в прочном и надежном соединении металлов. Итак, независимо от того, являетесь ли вы новичком или профессиональным сварщиком, вам потребуются не только большие навыки, но и подходящие сварочные стержни.
Мало того, вам также необходимо знать о разновидностях сварочных стержней, их функциях и применении. Неправильные стержни могут ослабить сварной шов, что приведет к тяжелой работе с веной. Следовательно, всегда будьте осторожны, выбирая правильный, прежде чем приступить к работе.
Но есть много типов сварочных стержней размером , чтобы вы достаточно запутались. Также у вас может возникнуть несколько вопросов по сварочным стержням.
Итак, мы здесь, чтобы избавить вас от вашего замешательства.Поэтому давайте рассмотрим всю статью, чтобы узнать подробности.
Что означают цифры на сварочных стержнях?
Когда вы покупаете сварочные стержни, вы можете заметить цифры, напечатанные на электродах. Теперь вы можете спросить, что обозначают цифры на сварочных стержнях? Что ж, у этих чисел есть определенные значения.
Прежде всего, первые два числа обозначают предел прочности стержня на растяжение, что означает, что они показывают стойкость к давлению, которое он может выдержать.Например, если вы умножите две цифры на 1000, вы получите сварочные фунты давления на квадратный дюйм или фунты на квадратный дюйм стержней.
Однако третья цифра указывает положение стержней для сварки. В основном используется три числа для третьей цифры, например 1, 2 и 4. Цифра 1 указывает, что стержни могут работать во всех положениях, 2 представляет плоское или горизонтальное положение, а цифра 4 означает вертикальное, горизонтальное, или положение над головой.
Наконец, последняя цифра обозначает материал покрытия и соответствующий ему ток, который будет использоваться.Потому что в зависимости от материала покрытия требуются разные токи. (Подробнее о сварочных стержнях 1/8 и 3/32).
Какой самый распространенный размер сварочного стержня?
При покупке сварочных стержней вам может прийти в голову, что самый распространенный размер сварочного стержня? Что ж, обычно 1/8 дюйма – это сравнительно более распространенный размер сварочного стержня, чем другие. И здесь 5/32 дюйма, а также 3/16 дюйма – также некоторые распространенные размеры.
Ну, обычно на месте или вне помещения, сварка прутком не используется, за исключением «полевых работ» и заменяется процессами подачи проволоки.Это потому, что они не требуют особых навыков и просты в использовании. Но если вам нужно сделать массивную сварку, то вам нужно прибегнуть к помощи больших сварочных стержней.
Чем больше объем сварочных работ, тем больше требуется сварочного стержня. Но если он должен быть больше 3/16 дюйма, то работу следует проводить в сварочных цехах.
Таблица размеров сварочных стержней
Чтобы дать вам четкое представление о размерах, мы подготовили таблицу размеров сварочных стержней ниже. В таблице вы можете указать размеры сварочного стержня и номера для лучшего понимания.Мы также включили толщину металла электродов в соответствии с их размерами.
Итак, из приведенной выше таблицы вы можете легко понять, для какого типа стержня интегрирована толщина и соответствующий диаметр. Таким образом, в конечном итоге вы сможете правильно использовать их в соответствующих сварочных работах.
Как узнать, сварочный стержень какого размера мне нужен?
Теперь, когда вы узнали размеры и номера электродов, а также значение этих чисел, вы можете спросить, как мне узнать, сварочный стержень какого размера мне нужен? Ну, размер сварочного стержня обычно зависит от глубины металла, который нужно сварить.
Например, для металлической пластины толщиной 2,0 мм для сварочного задания используется сварочный стержень 2,5 мм. И, конечно, иногда также используется электрод 3,2 мм, а также 4,0 мм. Некоторые другие распространенные размеры стержней – 2,0 мм, 3,2 мм и 5,0 мм.
Итак, перед покупкой проверьте толщину металлической пластины, которую вы собираетесь сваривать. Таким образом, вам не придется беспокоиться о каких-либо ошибках в процессе сварки.
Какие особенности следует учитывать при сварке стержней?
Возможно, вы захотите узнать, какой сварочный стержень лучше всего использовать? Что ж, для надлежащего опыта сварки вам необходимо знать факторы, которые могут соответствовать вашим требованиям к сварке.
Во-первых, вам необходимо согласовать предел прочности сварочного стержня на разрыв с основным металлом. В результате вы можете получить прочный и надежный результат сварки. После этого проверьте совместимость с источниками питания электрода. Цифра 4 -я в номере электрода представляет источник тока, показывающий, работает ли он от переменного или постоянного тока, или от того и другого.
Затем найдите положение сварки, которое можно узнать по 3 -й цифре номеров электродов.Таким образом, вы можете узнать, в каком количестве направлений вам нужно сваривать. Затем обратите внимание на отличные характеристики проплавления для получения идеальной дуги.
Всегда проверяйте характеристики стержней, так как для конкретной сварки требуется электрод определенного типа. Например, уровень температуры или условия окружающей среды и т. Д., Поскольку в критических случаях некоторые электроды могут быть неподходящими для сварки.
Тем не менее, если вы новичок в этой работе и задаетесь вопросом, какой сварочный стержень лучше всего подходит для новичка? Тогда я бы посоветовал вам использовать сварочные стержни 6013 и 6011.Это потому, что они могут не только глубоко врезаться, но и могут выполнять большинство сварочных задач.
Когда использовать электрод с высоким напылением?
Если вы спешите или вам нужно быстрее выполнить свою работу, то вам следует выбрать стержневой электрод для высокого наплавления. Кроме того, они предлагают множество некритичных функций, когда требуется простой сварочный процесс.
Но, если вам нужно выполнить обязательную или критическую работу, этот электрод не следует выбирать.Потому что они не выдерживают таких применений, как производство сосудов высокого давления или котлов, где сварка требует чрезмерных напряжений.
Фактически, дополнительный железный порошок электрода для осаждения создает избыточную жидкость, которая вызывает прилипание и разбрызгивание, разрушающее весь процесс сварки.
Итак, лучше знать, когда и как их правильно использовать.
Какова цель флюсового окружения?
Флюс – это в основном внешнее покрытие электродов, которое служит многим целям.Функция различных типов электродов фактически зависит от их флюса или покрытия.
Однако стабильность дуги зависит от ионизирующих элементов флюса. Итак, когда вы начинаете зажигать дугу, флюс плавится и создает последовательный сплав химических реакций.
В результате элементы флюса предохраняют сварочную ванну от загрязнения за счет выпуска защитного газа. После этого, чтобы предотвратить окисление металла шва, при понижении температуры образуется шлак.
Флюс также является причиной пластичности, а также прочности на разрыв сварочных стержней. Более того, он может увеличить скорость осаждения электрода, если он высококонцентрирован с железным порошком. Итак, можно ясно увидеть, как окружающий поток эффективно служит многим целям.
Как правильно хранить и повторно сушить стержневые электроды?
Для получения наилучших результатов от электродов необходимо, чтобы все электроды были сухими, а также вдали от влаги и влажности.В противном случае влажность электродов может привести к пористости или растрескиванию. Некоторые электроды не нуждаются в особом уходе, тогда как некоторые должны храниться при соответствующей температуре, чтобы они оставались сухими.
Например, электродам с низким содержанием водорода требуется температура 250-300 градусов по Фаренгейту и 1-2 часа предварительной сушки, чтобы предотвратить окисление и растрескивание. Поэтому перед использованием электродов с низким содержанием водорода всегда старайтесь их высушить, разложив внутри духовки. А для восстановления используйте температуру 500-800 градусов по Фаренгейту, чтобы удалить излишнюю влагу из стержней.
С другой стороны, что касается электродов с низким содержанием водорода, попробуйте нагреть их в шкафах при температуре 100–120 градусов по Фаренгейту или просто храните их при комнатной температуре. В конце концов, всегда проверяйте предложения производителя по лучшему хранению. (Подробнее о сварочных стержнях 6011 против 6013).
Заключение
Наконец-то мы узнали и узнали так много о размерах сварочных стержней и других важных факторах, связанных со сварочными стержнями. В основном сварочные работы или электроды зависят от вашего уровня работы или серьезности проекта.И разные стержни используются для разных целей.
Итак, помня о стандартных размерах сварочных стержней , , приступайте к работе и выполняйте ее с терпением.
Тип, размер и сила тока – Weldpundit
Выбор сварочного электродаможет вызвать затруднения как у начинающих, так и у домашних сварщиков. Что нужно знать о выборе правильного типа электрода? Кроме того, как насчет правильного размера и тока электрода?
Это руководство поможет вам понять основы выбора сварочного электрода.Вы можете узнать о:
- Факторы выбора сварочного электрода.
- Применение наиболее популярных электродов.
- Как определиться с размером электрода.
- Как выставить силу тока электрода под рукой.
- Примеры выбора электродов.
Большая часть статьи посвящена электродам (или стержням) из низкоуглеродистой стали и металлам, поскольку они наиболее популярны.
Обзор электродов для стержневой сварки
В двух словах, электроды для низкоуглеродистых и низколегированных сталей имеют обозначение, которое указывает:
- Прочность на разрыв (Википедия), которая представляет собой тянущее усилие, которое металл может выдержать перед разрушением.
- Сварочные позиции : плоское, горизонтальное, вертикальное (вверх или вниз) и над головой.
- Флюс типа , покрывающий стержень:
- Целлюлозный . Подходит для открытых корневых швов и загрязненных металлов. Стержни с таким покрытием из флюса – это E6010 и E6011.
- Рутил . Проста в использовании и подходит для обработки тонких металлов. Стержни с таким покрытием из флюса – это E6012, E6013, E7014 и E7024.
- Основной или с низким содержанием водорода .Для тяжелых работ. Стержни с таким покрытием из флюса – это E7016, E7018 и E7028.
- Если в обозначении есть суффикс , это дает информацию о дополнительных легирующих элементах и / или содержании водорода в стержне.
Например, обозначение маловодородного стержня E7018-1:
- 70 означает, что стержень имеет минимальную прочность на разрыв 70 000 фунтов на квадратный дюйм.
- 1 , что он сваривает во всех положениях.
- 8 , что он имеет основное (или щелочное) флюсовое покрытие с добавлением порошка железа и низким содержанием водорода.
- -1 , что в нем больше марганца, чем в обычном E7018.
Обозначения стержней других металлов, таких как нержавеющая сталь или чугун, указывают на химический состав.
Например, обозначение стержня из нержавеющей стали E316L-15:
- 316 указывает количество хрома и никеля и общую коррозионную стойкость металла окончательного сварного шва.
- L , что металл шва имеет пониженное содержание углерода для улучшения свариваемости.
- Суффикс -15 указывает на то, что стержень имеет основное флюсовое покрытие.
Уже есть статья Weldpundit о электродах для сварки штангой, чтобы с ними можно было ознакомиться.
На что следует обратить внимание при выборе типа стержня для стержневой сварки?
При выборе лучшего сварочного стержня для выполняемой работы вы учитываете множество факторов.Некоторые факторы легко выяснить, например положение при сварке. Однако некоторые другие, например, не идентифицируют тип металла.
Давайте начнем с вашего опыта и любых ограничений, накладываемых вашим сварочным аппаратом.
Ваш опыт в сварке
Если вы новичок в сварке приклеиванием (SMAW), для ваших первых тренировочных швов и первых сварочных работ будет более полезным выбрать рутиловые стержни, например, E6013 и E7014. Эти удилища прощают много ошибок по сравнению с другими удилищами.
Когда вы станете более уверенными, вы сможете сваривать стержнями из целлюлозы, например, E6011, и стержнями с низким содержанием водорода, например, E7018. С ними труднее сваривать, но они более полезны.
Род тока, который выдает сварщик
Большинство аппаратов для ручной сварки вырабатывают переменный ток (AC) или постоянный ток (DC). Некоторые сварщики могут предоставить и то, и другое. В соответствии с этим у вас могут быть ограничения на удочки, которые вы можете использовать.
Если у вас есть сварочный аппарат, вырабатывающий переменный ток, вы можете использовать самые популярные низкоуглеродистые стержни, кроме E6010.
Если у вас есть современный инверторный источник питания постоянного тока, вы все равно не сможете использовать стержни E6010. Старые сварочные аппараты постоянного тока, которые больше и тяжелее, могут без проблем сжечь E6010.
Некоторые популярные стержни для нержавеющей стали, алюминия, чугуна или наплавки работают только с постоянным током.
DC всегда дает лучшие результаты, чем AC. За исключением случаев сварки намагниченных металлов.
Сколько напряжения холостого хода (OCV) может выдать ваш сварщик
OCV – это напряжение между стержнем и рабочим зажимом (или зажимом заземления) до возникновения дуги.Проверьте обратную сторону сварщика или руководство, чтобы узнать, сколько OCV он предлагает.
Доступные сварочные аппараты мощностью не более 50В. Это напряжение низкое, и вы можете использовать только рутиловые стержни. Если OCV больше 70В, можно сжечь основные и целлюлозные стержни.
Кроме того, для работы большинства стержней из нержавеющей стали, чугуна и т. Д. Требуется высокий OCV.
Диапазон силы тока, который может выдавать сварщик
Еще одно соображение при выборе стержней – это диапазон силы тока сварочного аппарата, который должен быть в состоянии покрыть диапазон силы тока стержня.
Диапазон силы тока стержня зависит не только от диаметра стержня, но и от типа флюса.
Например, со сварочным аппаратом, который выдает 50-200 ампер, вы не можете использовать стержень E6013 1/16 дюйма (1,6 мм), который имеет диапазон 20-40 ампер. Ни 3/16 ″ (4,8 мм) стержня E7018, который имеет диапазон 200-275 ампер.
Какой металл будешь сваривать
Тип металла, который вы хотите сваривать, – это самое важное, что нужно учитывать при выборе прутка. Если вы не знаете, с каким типом металла имеете дело, Weldpundit предлагает подробную статью об идентификации металла.
Определить металл непросто, если вы новичок. Если вы сделаете ошибку и воспользуетесь неправильным стержнем, у вас будут дефекты сварки и сварной шов, который может сломаться в будущем.
Если у вас есть сомнения, вам следует обратиться за помощью к опытному сварщику, другому слесарю или поставщику для идентификации.
Однако, если вам нужно сварить незнакомые металлы, для этой работы есть стержни, которые будут описаны позже в статье.
Основные типы металлов, которые можно сваривать клеем:
- Низкоуглеродистая сталь (или низкоуглеродистая сталь).Этот металл на сегодняшний день является наиболее распространенной, доступной и свариваемой сталью. Чтобы выбрать стержень для низкоуглеродистой стали, вам необходимо соответствовать имеющемуся у него пределу прочности на разрыв. Можно использовать все обычные низкоуглеродистые стержни, например E6011, E6013 и E7014. Но вы также можете использовать обычные стержни с низким содержанием водорода, например, E7018.
- Нержавеющая сталь. Выбирая стержень для нержавеющей стали, вы делаете это в соответствии с его химическим составом. Прочность на растяжение вторична и не входит в обозначение стержня.
- Углеродистые стали с содержанием углерода более 0,40% . Здесь вы выбираете стержень по прочности на разрыв, но вы используете только сухие стержни с низким содержанием водорода. Если вы используете обычные стержни или стержни с низким содержанием водорода, которые подвергаются воздействию влаги, захваченный водород приведет к растрескиванию сварного шва, если он подвергнется напряжению.
- Стали низколегированные. Эти металлы являются низкоуглеродистыми сталями, но с дополнительными легирующими элементами. Для низколегированных сталей вы подбираете для каждого типа предел прочности на разрыв и условия эксплуатации.Стержни из низколегированного сплава представляют собой стержни с низким содержанием водорода с необходимыми легирующими элементами во флюсовом материале. Например, E7018-A1 имеет молибден для высокой термостойкости.
- Чугун. С чугуном все усложняется, ведь нужно правильно идентифицировать каждый тип и учитывать условия его эксплуатации. Сваривать чугун можно прутками, которые могут относиться к разным категориям. Например, чугунные стержни или стержни для никелевых сплавов.
- Алюминий. Этот металл плохо поддается сварке прилипанием даже для очень опытных сварщиков.Если вы хотите получить стержень для алюминия, он должен соответствовать серии, к которой относится заготовка.
Предел прочности металла
При выборе стержней для углеродистой стали самое важное, что нужно сделать правильно, – это обеспечить соответствие прочности металла на разрыв. В стержнях из углеродистой стали указывается предел прочности при растяжении с помощью первых двух, а иногда и трех цифр в обозначении.
Наиболее распространенными металлами являются низкоуглеродистые стали с пределом прочности на разрыв около 60 000 фунтов на квадратный дюйм (или 60 фунтов на квадратный дюйм) в зависимости от марки.
В большинстве сварочных стержней упоминается, что они имеют предел прочности на разрыв 60 фунтов на квадратный дюйм, но они имеют гораздо больше, около 10% или даже больше. В результате они могут охватывать большинство марок низкоуглеродистой стали, поэтому вам не о чем беспокоиться.
Однако некоторые марки мягкой стали могут иметь более высокий предел прочности на разрыв, который стержни E 60 XX не могут покрыть. Это обычное дело для холоднокатаной низкоуглеродистой стали. Для этих металлов вы выбираете стержни с пределом прочности на разрыв 70 фунтов на квадратный дюйм (в действительности около 80 фунтов на квадратный дюйм).
Назначение сварной конструкции
Если вы хотите сварить дома, которые будут выдерживать статические веса, например, сварочные тележки, столы или полки, рутиловых стержней более чем достаточно.Даже если металлы толстые и тяжелые.
Если сварная деталь предназначена для более сложных условий. Например, он подвергается воздействию низких температур или сильных ударов, для его сварки нужны стержни с низким содержанием водорода.
Металл сварного шва стержней с низким содержанием водорода обладает более высокими механическими свойствами, например пластичностью. Пластичность – это то, на сколько металл сварного шва может растягиваться без разрушения.
Особые условия эксплуатации
Если сварная деталь работает в очень суровых условиях, вам понадобится стержень с низким содержанием водорода и легирующими элементами, соответствующими этим условиям.
Например, вы хотите сваривать оборудование, подвергающееся воздействию очень низких температур, например, на открытом воздухе при -40 ° F (-40 ° C). Пруток E7018-1 с низким содержанием водорода позволяет наносить металл сварного шва, подходящий для таких условий.
Если вы используете целлюлозные или, что еще хуже, рутиловые стержни, металл сварного шва станет хрупким и сломается при ударе.
Сварочное положение
Если вы хотите сваривать в вертикальном или верхнем положении, вам понадобится стержень с цифрой «1» в обозначении, например, E70 1 8.
Чаще всего стержневые стержни свариваются во всех положениях, но большинство из них не подходят для сварки вертикально вниз, даже если они указывают на сварку во всех положениях.
Все основные стержни не подходят для вертикальной сварки вниз. Рутиловые прутки толщиной 1/8 дюйма и более тонкие можно сваривать вертикально вниз, а более толстые – нет. Чтобы быть уверенным, проверьте их упаковку, позволяют ли они вертикально вниз.
Если обозначение стержня имеет цифру «2», например E70 2 4, сварку можно выполнять в плоском положении. Эти стержни можно использовать для угловых швов (2F) в горизонтальном положении, но не для сварных швов с разделкой кромок (2G).
Если вам нужны настоящие универсальные удилища, способные вертикально спускаться вниз, выбирайте стержни из целлюлозы.
Состояние поверхности заготовки
Если на заготовке (или основном металле) есть покрытия, например оцинкованная сталь, краска, ржавчина или другие загрязнения, вы должны их удалить.
Однако, если вам нужно сваривать металлы, не очищая их, вы должны использовать стержни с самой сильной дугой. Целлюлозные стержни создают самую сильную дугу. Эти стержни могут эффективно сжигать покрытия и проникать в корродированный металл.
Рутиловые или даже более простые стержни имеют проблемы с покрытыми или грязными поверхностями, и для их хорошей работы требуется чистый металл.
Толщина заготовки
Рутиловые стержни больше подходят для сварки тонких металлов, например, менее 1/8 дюйма (3,2 мм), потому что они создают мягкую дугу, которая не проникает глубоко. Таким образом вы предотвратите продувание металла.
Низкоуглеродистая сталь толщиной более 0,75 дюйма (19 мм) больше не является низкоуглеродистой сталью. Для его сварки всегда следует использовать сухие стержни с низким содержанием водорода.
Подгонка стыка
Если вы свариваете стыки с плотной посадкой, например квадратные стыки без корневого зазора или фаски, лучше подходят стержни из целлюлозы. Эти стержни обеспечивают на 60-70% более глубокое проникновение, чем рутиловые или основные стержни.
Используйте рутиловые стержни, если стык имеет большой или неравномерный зазор. Их мягкая дуга не прожигает металл, а закрывает зазор.
Вы можете использовать базовые стержни, если заготовка большая и тяжелая, со сложным или ограниченным соединением.Основные стержни создают пластичные сварные швы, которые могут выдерживать большие нагрузки.
Ожидаемые искажения
Сварка выделяет много тепла и вызывает деформацию, приводящую к деформации заготовки. При сварке тонких металлов, например, листового металла, очень трудно избежать деформации.
Для таких ситуаций будет лучше, если у вас будет удочка не с сильной дугой, а с очень гладкой. Это означает рутиловые стержни вместо целлюлозных или основных стержней.
Рутиловые стержни также могут работать с DC-.Этот тип тока фокусирует тепло на стержне, а не на заготовке. Это поможет уменьшить искажения.
Внешний вид сварного шва
Если важен внешний вид сварного шва, то вот стержни с низким содержанием углерода от лучших к худшим.
- Быстро заполняемые стержни , например, E7024 и E7028. Эти стержни создают очень толстое шлаковое покрытие, препятствующее быстрому охлаждению расплавленного металла. Это самые красивые бусины. Кроме того, шлак легко удалить без особых усилий.
- Стержни Fill-freeze, например E7018, E7014 и E6013. Их шлаковое покрытие достаточно толстое, чтобы обеспечить красивый внешний вид, и его легко удалить без особых усилий.
- Быстрозамораживаемые стержни , например, E6010 и E6011. Эти стержни создают на валике тонкий шлак. Из-за этого расплавленный металл замерзает, прежде чем сможет получить гладкую поверхность. Кроме того, шлак не удаляется без многократного использования отбойного молотка, который ухудшит внешний вид борта.
Производительность и количество сварочных проходов
Сварка палкой – медленный процесс. Если у вас много работы, стержни с добавлением железа во флюсе могут ускорить процесс. Например, вместо E6013 вы можете выбрать E7014 или, что еще лучше, E7024.
Если вы хотите выполнить многопроходную сварку, целлюлозные стержни могут замедлить работу. Они производят шлак, который нелегко удалить и который требует тщательной очистки между проходами. Кроме того, они не содержат большого количества железного порошка во флюсе.
Для этих сварных швов лучше всего использовать стержни из целлюлозы только для корневого прохода. После этого используйте другие стержни с высоким содержанием железного порошка для заполнения стыка.
Стоимость сварки
Вы всегда должны выбирать стержень, который отвечает требованиям проекта, но при этом наиболее эффективен по затратам и времени.
Например, если вы используете низкоуглеродистую сталь для сварки простой конструкции, вы можете использовать простой E6013 вместо E7018 с низким содержанием водорода. Да, E7018 сильнее, но дополнительные силы тратятся на такую работу, она стоит немного дороже, и новичку будет сложно запустить и перезапустить дугу.
Другой пример – использование прутка E316 для сварки заготовки из нержавеющей стали 304. Стержень из стали 316 обеспечивает превосходную коррозионную стойкость, которая теряется на заготовке из 304. Удилища 308 более чем достаточно, его легче найти и он стоит дешевле.
Кроме того, стержни с тонкими диаметрами 1/16 ″ и 5/64 ″ дороже, чем стержни обычного диаметра.
Стержнис быстрой загрузкой, такие как E7024, обеспечивают высокую производительность и могут сэкономить много времени, если у вас много работы с более толстыми металлами.
Какие штучные электроды наиболее распространены для домашней сварки?
Наиболее распространенными электродами для стержневой сварки являются E6011, E6013, E7024 и E7018 для углеродистой стали. Эти стержни могут удовлетворить практически все потребности домашнего сварщика.
Теперь давайте посмотрим, как в основном используются эти стержни для начинающих и домашних сварщиков.
E6011
Штанга E6011 используется для сварки низкоуглеродистых сталей, для которых требуется дуга с глубоким проплавлением, когда металл не является чистым и металл шва должен быстро замерзнуть.
Пруток E6011 часто выбирают домашние сварщики и идеально подходят для сварки:
- Открытые корневые суставы.
- Соединения с плотной посадкой.
- Вертикально-нижнее положение.
- Грязный металл.
- Быстрое и надежное обслуживание уличного оборудования.
Однако сильная дуга затрудняет использование E6011 для начинающих. Кроме того, быстро замораживающийся металл сварного шва не дает хорошего вида валикам.
Есть также удочка E6010, которая похожа на E6011, но лучше.Однако, как уже упоминалось, большинство домашних сварочных аппаратов не могут с ним работать.
E6013
Штанга E6013 используется для сварки низкоуглеродистых сталей для некритических работ с очень удовлетворительными результатами. E6013 идеально подходит для сваривания самых разных домашних вещей.
УдочкиE6013 популярны, потому что:
- Они очень просты в использовании.
- Легко найти.
- Все сварочные аппараты могут их сжечь, потому что им для работы требуется низкий OCV.
- Они поддерживают как постоянный, так и переменный ток.
- Может сваривать очень тонкий металл.
- Они производят красивый бисер.
- Их легко хранить, достаточно беречь от излишней влаги.
Однако штанги E6013 не обеспечивают хорошей видимости лужи и склонны к включению шлака.
E7024
Пруток E7024 используется для наплавки большого количества металла шва на толстую низкоуглеродистую сталь в плоском положении. Их высокое металлическое напыление экономит много времени.
E7024 представляет собой рутиловый стержень, аналогичный E6013 и E7014, но он содержит больше порошка железа во флюсе. Не менее 50% флюса составляет железный порошок.
Добавленное железо делает E7024 быстро заполняющимся стержнем и может осаждать большое количество сварочного металла в стыке. Кроме того, он предлагает самые красивые бусинки и прост в использовании.
Однако этот стержень нельзя использовать для вертикальных, потолочных или горизонтальных стыковых швов. Кроме того, он не подходит для тонкого металла, например, тоньше 3/16 дюйма (4.8 мм).
Наконец, вам нужен сварочный аппарат, который может выдавать большую силу тока для работы со стержнями E7024.
E7018
Штанга E7018 используется для сварки низкоуглеродистых, низколегированных и некоторых трудно свариваемых сталей. E7018 также сваривает соединения, которые должны выдерживать нагрузки, которые другие типы стержней не могут выдержать.
Сварочные пруткиE7018 являются основными (или с низким содержанием водорода) и подходят для тяжелых работ. Вы можете использовать их в трудных для сварки ситуациях, например, в следующих:
- Сталь с более высоким содержанием углерода, чем низкоуглеродистая сталь.
- Стали простые низколегированные. За исключением случаев, когда для их состава требуется более подходящий стержень.
- Низкокачественная сталь с высоким содержанием серы. Основной флюсовый материал E7018 может справиться с этим.
- Сварные детали, которые подвергаются продолжительным или сильным ударам.
- Сварные швы, которые должны выдерживать удары при очень низких температурах.
- Большие стыки сложной конструкции или узкие стыки, которые могут треснуть, если их сварить целлюлозными или рутиловыми стержнями.
Основной флюс стержня E7018 защищает металл шва от неметаллических включений, вызванных кислородом.Эти включения ослабляют металл шва. Базовый флюс также борется с примесями в стали низкого качества, такими как сера, которые могут привести к горячему растрескиванию.
Полученный металл шва обладает высокой пластичностью, способной выдерживать сильные остаточные напряжения, сильные удары, низкие температуры и т. Д.
Ручная сварка с низким содержанием водорода
Уникальное преимущество E7018 заключается в том, что он содержит низкий уровень водорода. Водород внутри зоны термического влияния (HAZ) закаленной стали может вызвать растрескивание, если подвергнется сильному напряжению.HAZ – это обесцвеченная область рядом с буртиком.
Низкоуглеродистая сталь не может стать достаточно твердой для водородного растрескивания, за исключением случаев, когда она толще 0,75 дюйма (19 мм). Все другие углеродистые стали с повышенным содержанием углерода или легирующих элементов могут стать твердыми при сварке и требуют стержней с низким содержанием водорода.
Однако сварка с низким содержанием водорода – это строгий процесс. Вы должны использовать стержни с низким содержанием водорода в течение 4 часов с момента открытия упаковки. После этого необходимо их повторно просушить в специальных печах для сварки прутков.Эти печи очень дороги.
Для сварки с низким содержанием водорода также необходимы правильный предварительный и последующий нагрев основного металла, безупречная техника сварки и т. Д. Одним словом, сварка с низким содержанием водорода – это профессиональная работа.
Вы можете использовать стержни E7018 дома для более прочных, чем обычные сварные швы общего назначения, но не для критически важных работ с низким содержанием водорода. Критическая работа – это когда сустав ломается, и результатом становятся травмы и повреждение тяжелого оборудования, например, ремонт прицепов.
Сравнительная таблица самых популярных электродов для стержневой сварки для низкоуглеродистой стали
Вот сравнительная таблица наиболее известных сварочных стержней для быстрого ознакомления.
| E6011 | E6013 | E7014 | E7024 | E7018 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Источник питания совместимость | 4 | 10 | 9 | 900 | 6 | 10 | 10 | 10 | 7 | ||
| Проникновение | 10 | 5 | 6 | 5 | 7 | ||||||
| Все позиции | 10 | 782 | 900– | 8 | |||||||
| Грязные металлы | 9 | 4 | 5 | 4 | 3 | ||||||
| Листовой металл | 7 | 10 | 8 | – | 382 | 900Тонкий металл | 7 | 9 | 8 | 6 | 4 |
| Толстый металл al | 8 | 8 | 8 | 8 | 10 | ||||||
| Трудносвариваемые металлы | 5 | 3 | 3 | 4 | 10 | ||||||
| Внешний вид | 4 | 9 | 10 | 8 | |||||||
| Скорость осаждения | 4 | 5 | 6 | 10 | 6 | ||||||
| Высокие дымы | 9 | 5 | 6 7 | ||||||||
| Easy Storage | 9 | 7 | 7 | 7 | 2 |
Как выбрать правильный размер электродов для стержневой сварки?
После выбора правильного типа стержня вы выбираете правильный размер.
Правильный размер стержня для стержневой сварки – это наибольший размер, который подходит для соединения, чтобы обеспечить надлежащее проплавление и сплавление в сочетании с большим наплавлением металла. Выбрав максимально возможный размер стержня, вы будете сваривать быстро, избегая при этом чрезмерного нагрева стыка.
Если размер стержня слишком мал, он может не обеспечить глубокого проникновения и сплавления с основным металлом. Включения шлака, которые застревают в металле шва, чаще встречаются в стержнях, которые слишком тонкие для работы.
Для заполнения стыка потребуется сварить дополнительные проходы. Помимо того, что на это нужно тратить время, основной металл может деформироваться из-за чрезмерного тепла, которое попадает в стык. Будет лучше, если вы будете ждать между каждым проходом, чтобы температура снизилась.
Если стержень слишком толстый для соединения, дуга не достигнет корня. Вместо этого он прыгнет на ближайший металл.
В результате проникновение корней уменьшается или вообще отсутствует. Также под металлом шва могли быть включения шлака.
Общая толщина стержня стержня и диаметра проволоки
Диаметр стержня – это диаметр проволоки без покрытия из флюса. Толщина флюса зависит от количества шлака, который образует флюс, и добавленного порошка железа.
Прутки разных типов могут иметь одинаковый диаметр проволоки, но разную общую толщину.
Электроды для ручной сварки с одинаковым диаметром проволоки, но разной общей толщинойСтержни быстрой заливки имеют большое отношение флюса к диаметру проволоки, затем стержни засыпки и замораживания являются средними, и, наконец, стержни быстрого замораживания имеют меньший флюс по сравнению с проволокой.
Например, стержень E7014 1/8 дюйма толще, чем E6013 1/8 дюйма, и намного толще, чем E6010 1/8 дюйма. Но он тоньше стержня 1/8 ″ E7024. Каждый по-разному подходит к одному и тому же стыку.
Выбор толщины основного металла и размера стержня
Как правило, для односторонних однопроходных стыковых швов толщиной металла до 3/16 ″ вы выбираете сварочный стержень, который на шаг тоньше основного металла. Например, если основной металл составляет 1/8 дюйма, вы выбираете стержень 3/32 дюйма.
Однако общее правило гибкое. Вы можете выбрать стержень, который примерно вдвое меньше основного металла, и это даст хорошие результаты. Если стержень тоньше этого, вы можете сваривать, но скорость наплавки металла неудовлетворительна.
Вы можете выбрать стержень той же толщины, что и основной металл, но используйте его с осторожностью. Тепло, которое проникает в основной металл, может продуть металл и вызвать чрезмерное коробление.
Неправильно выбирать стержень толще основного металла.В этой ситуации тепло, которое попадает в основной металл, слишком велико, что делает сварку невозможной для начинающих.
Единственным исключением из этого правила является сварка очень тонких металлов, например, листового металла 17 калибра (1,4 мм), в то время как самый тонкий стержень составляет 1/16 дюйма (1,6 мм).
Но сварка палкой очень тонких металлов – дело жесткое и требует большого опыта, но дает плохие результаты.
Если основной металл толще 3/16 ″ и для достижения полного проплавления при односторонней сварке, это поможет скосить стык, например, создав одно V-образное стыковое соединение.Затем вы свариваете стык, используя стержни обычного размера. Пример следует позже.
Выбор положения сварки и размера стержня
Положение сварки также важно при выборе размера стержня.
При сварке в вертикальном или верхнем положении вы выбираете меньший размер стержня, чем в плоском положении. Для вертикального опускания вы выбираете такой же, а иногда даже более толстый размер, чем в горизонтальном положении.
Стержни меньшего размера образуют лужу меньшего размера, которую легче контролировать.
Примеры выбора размера стержня рукояти
Вот два примера выбора размера стержня для стыковых швов. Размеры стержней указаны для стержней для замораживания наполнения, таких как E7018 и E6013.
Квадратное стыковое соединение с открытым корнемДопустим, вы хотите сварить квадратное стыковое соединение в плоском положении, при этом толщина основного металла составляет 1/8 дюйма (3,2 мм). Вы можете оставить корневую щель размером в половину толщины металла 1/16 дюйма (1,6 мм), но не более. Затем для сварки используйте пруток 3/32 дюйма (2,4 мм).
Соединение встык одинарное VЕсли вы хотите сварить металл толщиной 1/4 дюйма (6,4 мм), вы делаете фаски под углом 30 градусов. Затем оставьте корневую поверхность (или землю) длиной 3/32 дюйма и корневую щель длиной 1/16 дюйма. Это одинарный V-образный стык.
Вы привариваете корень стержнем 3/32 дюйма. После этого вы можете заполнить оставшуюся часть стыка стержнями 1/8 ″ (3,2 мм) или 5/32 ″ (4 мм).
Если вы используете целлюлозные стержни, предпочтительно оставлять тонкую корневую щель, как в предыдущем примере, поскольку они проникают больше. С другими стержнями вы можете оставить корневой зазор, равный поверхности корня, но не более.
Каковы наиболее распространенные размеры стержней для стержневой сварки?
Наиболее распространенные размеры стержней для стержневой сварки – 3/32 дюйма (2,4 мм), 1/8 дюйма (3,2 мм) и 5/32 дюйма (4 мм). Этих размеров достаточно, чтобы сваривать наиболее распространенные объекты сваркой штучной сваркой.
Стержни малого диаметра, например, 1/16 ″ (1,6 мм) и 5/64 ″ (2 мм), сваривать сложнее, чем стержни обычного размера.
Это потому, что вы используете эти диаметры для заготовок тоньше, чем 1/8 дюйма (3,2 мм), что является наименьшим рекомендуемым размером для сварки с помощью процесса сварки штангой.
Кроме того, стержни малого диаметра имеют тенденцию к вибрации на конце и требуют очень устойчивых рук. Наконец, их труднее найти и они более дорогие.
Штанги 3/16 ″ и больше используются для очень толстых и больших заготовок, которые редко встречаются и требуют большого опыта для сварки. Они образуют большую лужу, которую трудно контролировать.
Кроме того, для больших стержней вам понадобится сварочный аппарат с большой силой тока. Возможно трехфазное электроснабжение.
Наконец, с увеличением диаметра стержня опасность сварки также возрастает. Вы будете иметь дело с большим количеством тепла, УФ-лучей, сварочного дыма, брызг, шума и т. Д.
Как выбрать силу тока для сварочного электрода?
После того, как вы выбрали правильный тип и размер, вы выбираете правильную силу тока для стержневого электрода.
Вы выбираете силу тока стержня для стержневой сварки, устанавливая ее достаточно высоко, чтобы обеспечить наилучшее проплавление и сварку для выполняемой работы, всего за один шаг до того, как слишком большое количество тепла приведет к дефектам.
При сварке необходимо обеспечить наилучшее проплавление и сплавление металлов, с которыми вы работаете. Для достижения этих результатов вы устанавливаете высокую силу тока, чтобы выделять достаточно тепла, чтобы расплавить стержень, металлы и смешать их.
Тип материала флюса влияет на силу тока, необходимую для расплавления стержня, и больше всего на дополнительный железный порошок. В сочетании с диаметром стержня существует диапазон силы тока, в котором стержень может работать эффективно.
Например, 3/32 ″ E7018 имеет диапазон силы тока 70–110 А, а 3/32 ″ E6011 имеет диапазон силы тока 60-90 А.
Если установить силу тока ниже указанного диапазона, дуга будет только искрой, а стержень будет прилипать к металлу.
Если сила тока выше указанного диапазона, дуга будет действовать и звучать слишком агрессивно, флюс будет поврежден до того, как он загорится, и стержень станет красным во время сварки.
Что является хорошей отправной точкой для выбора силы тока стержневого стержня?
Поскольку вы выбрали правильный тип и размер стержня для основного металла, давайте посмотрим, что может стать хорошей отправной точкой при выборе силы тока для обычных сварных швов.
Предположим, вы привариваете угловой элемент в горизонтальном положении (2F), и установите силу тока равной среднему диапазону силы тока стержня. Если вы выполняете стыковой сварной шов в плоском положении (1G), вы устанавливаете силу тока несколько ниже.
Например, 1/8 ″ E7014 имеет диапазон силы тока 100–150. Идеальная начальная сила тока этого стержня для сварного шва 2F составляет 125 А.
Эта сила тока предохранит стержень от прилипания, скорость плавления будет высокой, а тепла будет более чем достаточно для хорошего плавления.При этом не будет побочных эффектов от слишком большого количества тепла.
Следуя этому общему правилу, вы точно настраиваете силу тока, учитывая следующие факторы.
Размер основного металла и выбор силы тока стержня
Тонкие и маленькие заготовки не переносят большого количества тепла, поскольку оно пропитывает металл и приводит к деформации. Даже если размер стержня правильно входит в соединение, вы хотите снизить силу тока.
Если у вас очень большая и толстая заготовка, она будет быстро поглощать тепло.Это приведет к плохому проникновению и включению шлака. По этим причинам вы устанавливаете большую силу тока.
Выбор температуры основного металла и силы тока стержня
Если температура основного металла очень низкая, это похоже на сварку с меньшей силой тока. Дуга не зажжется легко, и стержень будет прилипать к основному металлу. Чтобы этого не произошло, установите силу тока немного выше или предварительно нагрейте основной металл.
Если температура основного металла слишком высока по сравнению с предыдущей сваркой, это похоже на сварку с большей силой тока.Основной металл перегреется и станет красным, особенно когда вы дойдете до конца соединения. Чтобы этого избежать, уменьшите силу тока.
Выбор положения при сварке и силы тока стержня
Как и в случае выбора размера стержня, положение сварки имеет важное значение при установке силы тока. Вы используете разную силу тока для разных положений сварки при одинаковом размере стержня.
Следует обратить внимание на то, что при точной настройке силы тока вы не получаете больше или меньше тепла. Вы пытаетесь добиться того же тепла, что и в плоском положении.
Когда вы свариваете в позиции , расположенной на потолке , тепло увеличивается и концентрируется на металле. Это похоже на сварку с большей силой тока. Лужа станет слишком жидкой, и она не останется в стыке. В верхнем положении вы уменьшаете силу тока примерно на 5%.
В положении вертикально вверх тепло передается к верхнему концу основного металла во время сварки. Верх перегреется, покраснеет и, наконец, растает. Чтобы предотвратить это, вы уменьшите силу тока примерно на 10% или более при сварке в вертикальном верхнем положении.
При сварке вертикально вниз вы устанавливаете силу тока выше примерно на 10-15%. Это потому, что вам нужна высокая скорость сварки, а стержень должен плавиться достаточно быстро.
Тип соединения и подгонка для выбора силы тока стержня
При сварке угловых швов требуется более высокая сила тока, чем при сварке стыковых швов.
В зависимости от корневого зазора и размеров торца, а также размера стержня сила тока может быть на 10-20% ниже, чем обычно для сварных швов с открытым корнем. Таким образом вы избежите продувания металла.Любые дополнительные проходы требуют типичной силы тока для стержня.
Для соединений с плотной подгонкой требуется более высокая сила тока, а для соединений с очень широкой или неравномерной подгонкой – меньшая сила тока.
Тип тока и выбор силы тока стержня
Если вы выполняете сварку на переменном токе, вы устанавливаете силу тока немного выше, чем постоянный ток. Это потому, что переменный ток постоянно меняет направление, и между каждым циклом наблюдается перепад тепла.
Выбор силы дуги и силы тока стержня
Современные инверторные сварочные аппараты поддерживают функцию, называемую дугой или копанием.Если вы установите высокое значение силы дуги, источник сварочного тока увеличит силу тока, если длина дуги укорачивается.
Сила дуги полезна, потому что она предотвратит прилипание стержня к основному металлу, если вы вставите стержень в соединение.
Однако использование силы дуги похоже на сварку с большей силой тока. Поэтому, если вы устанавливаете высокое значение силы дуги, вы должны учитывать это при выборе силы тока стержня.
Как определить слишком низкую или высокую силу тока при сварке электродом?
Во-первых, имейте в виду, что значения силы тока в статьях, видео и диаграммах являются приблизительными, чтобы дать вам хорошее начало.
Большая проблема в том, что все сварщики по-разному отображают силу тока. Более дорогие машины надежнее.
Например, вы установили для одного сварщика 100А, но на самом деле он дает вам 85А. Вы устанавливаете еще один на 100А, и он дает вам 95А.
Кроме того, многие сварочные аппараты с двойным напряжением выдают разную силу тока в зависимости от напряжения, которое вы их подключаете.
Например, вы устанавливаете ручку управления сварочного аппарата на 150 А, но сварочный аппарат будет выдавать 120 А при подключении к 120 В и 160 А при подключении к 240 В.Ознакомьтесь с руководством сварщика или обратитесь к производителю по этому поводу.
Только надежный амперметр (Википедия) может показать вам действительную силу тока. Если вы хотите использовать его со сварочным аппаратом постоянного тока, убедитесь, что амперметр может работать с постоянным током.
Кроме того, все сварочные аппараты используют разное напряжение дуги для одинакового размера стержня и силы тока. Напряжение дуги не влияет на тепло напрямую, как сила тока, но напрямую влияет на температуру.
Наконец, вы можете неправильно рассчитать коэффициент выбора силы тока и получить неверную силу тока.
Вы должны сразу понять, если вы выполняете сварку с неправильной силой тока, чтобы избежать дефектов.
Обладая достаточным опытом, вы можете быть уверены в правильной силе тока для выполняемой работы.
Вы узнаете правильную силу тока по внешнему виду и поведению лужи в сочетании со звуком дуги.
При сварке с малым током
- Вам будет труднее запустить дугу.
- Пруток прилипает во время сварки.
- Дуга выглядит тусклой и слабой.
- Звук дуги будет слабым и непостоянным.
- Лужа будет узкой, маленькой и плохо смачивается.
- Расплавленный шлак будет темнее обычного.
- Скорость движения ниже оптимальной.
- Последний борт будет высоким и узким с плохой сваркой.
При сварке с большой силой тока
- Дуга будет хаотично звучать и будет выглядеть очень яркой.
- Лужа будет слишком широкой, жидкой, и ее будет труднее контролировать.
- Расплавленный шлак будет иметь более длинный хвост и более красный, чем обычно.
- Скорость движения выше оптимальной.
- У вас будет больше брызг.
- Бортик будет слишком широким и плоским с небольшим подрезом.
Полезный совет для новичков – проверить силу тока на аналогичном металлоломе, чтобы определить правильную силу тока. После этого можно без дефектов сваривать заготовку.
Таблица с диапазоном силы тока популярных электродов для стержневой сварки
Полезная таблица с размерами и диапазоном силы тока популярных электродов для стержневой сварки.Диапазон силы тока стержня каждого производителя немного отличается. Вы всегда должны проверять упаковку удилища, чтобы точно знать диапазон.
| Штанга рукояти | 1/16 ″ 1,6 мм | 5/64 ″ 2,0 мм | 3/32 ″ 2,4 мм | 1/8 ″ 3,2 мм | 5/32 ″ 4,0 мм | 3/16 ″ 4,8 мм |
|---|---|---|---|---|---|---|
| E6010 и E6011 | – | – | 60-90 | 75-130 | 120-165 | 160-195 |
| E6013 | 25-50 | 40-70 | 65-95 | 85-135 | 125-175 | 175-215 |
| E7014 | – | – | 75-105 | 100- 150 | 135-200 | 185-240 |
| E7018 | – | – | 70-110 | 90-160 | 130-220 | 170-270 |
| E7024 | – | – | – | 130-160 | 165-225 | 210-290 |
| – | 25-55 | 50-85 | 70-115 | 95-145 | 135-180 | |
| ENiFe-CI | – | – | 70-85 | 85-110 | 110-140 | 120-160 |
| E4043 | – | – | 50-80 | 70-120 | 110-150 | – |
Примеры выбора стержня для измерения силы тока
А теперь несколько примеров выбора силы тока.Сила тока указана для угловых швов. Для стыкового шва с открытым корнем уменьшите силу тока, чтобы избежать продувки металла.
Для сварки заготовки толщиной 3/16 ″ с помощью стержня 1/8 ″ E6011
- Для горизонтального использования 100A.
- Для вертикального опускания используйте 115 А и более высокие скорости.
- Для вертикального подъема используйте более тонкий стержень 3/32 ″ и 65A.
Для сварки заготовки толщиной 3/32 ″ со стержнем 3/32 ″ E6013 (они имеют одинаковую толщину)
- Для горизонтального использования 65A.
- Для вертикального вниз используйте 75A.
- Для вертикального подъема используйте более тонкий стержень 5/64 ″ и 40A.
Для сварки заготовки толщиной 3/16 ″ со стержнем 3/32 ″ E7018
- Для горизонтального использования 95A. Или вы можете использовать более толстый пруток 1/8 дюйма и ток 130 А, чтобы сваривать быстрее.
- Для вертикального подъема используйте 80A.
- Этот пруток не допускает сварки вертикально вниз.
В двух словах
Выбор сварочного стержня для палочки немного сложен для новичков.Вот резюме.
E6013, E6011 и E7018 – это стержни, которые вы будете использовать для сварки низкоуглеродистой стали в качестве новичка. Убедитесь, что у вас есть сварочный аппарат, способный работать с двумя последними.
Всегда следует выбирать стержень на размер тоньше основного металла. Убедитесь, что размер стержня соответствует размеру сустава, чтобы обеспечить глубокое проникновение в корень. Однако размер стержня также должен обеспечивать удовлетворительное осаждение металла.
Установите большую силу тока, всего на шаг до того, как это может вызвать побочные эффекты в виде лужи или беспорядочный звук дуги.
Другие статьи Weldpundit
Какой сварочный стержень использовать для чугуна? Полное руководство.
Какой самый простой в использовании стержень для стержневой сварки?
Что такое прокатная окалина для горячекатаной стали: и как через нее сваривать
Сварка палкой – легко или сложно научиться? и сколько времени это займет
Какой сварочный респиратор нужен для домашней сварки?
Почему сварочные стержни остаются прилипшими? и что с этим делать
Можете ли вы сварить дома? Основные соображения
5 вещей, которые нужно знать, чтобы выбрать правильный сварочный стержень – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Выбор правильного сварочного стержня может оказаться головной болью, поскольку универсального электрода для сварки в любых условиях точно не существует. Мы избавили вас как минимум от нескольких головных болей, создав подробное руководство по выбору сварочных стержней.Как выбрать правильный сварочный стержень?
Чтобы выбрать правильный сварочный стержень, вам необходимо:
- Определить основной металл (металлы), который вы будете сваривать
- Знать ток и полярность
- Знать предел прочности металлов на растяжение
- Знать о положениях сварки
- Ознакомьтесь с системой нумерации электродов
В этом руководстве по выбору сварочного стержня вы найдете упрощенное объяснение системы нумерации, которая используется для описания сварочные электроды.Вы также найдете руководство по выбору сварочного стержня, который лучше всего подходит для сварки различных металлов, включая чугун, стальное литье, низкоуглеродистую сталь.
Кроме того, поскольку вы знакомитесь с информацией о том, как правильно выбрать сварочный стержень, вам следует выделить время, чтобы правильно их хранить. Сделайте себе одолжение и ознакомьтесь с рекомендациями по хранению сварочного стержня здесь.
Вы выполняете сварку на аппарате переменного тока?
Перед началом сварки очень важно подумать о полярности. Когда вы включаете сварочный аппарат, создается электрическая цепь с отрицательным и положительным полюсами.
Обеспечение правильной полярности – это разница между формированием прочного, однородного сварного шва и образованием плохого сварного шва, характеризующегося отсутствием однородности и чрезмерным разбрызгиванием, согласно Tulsa Welding School .
Сварочные аппараты, работающие на переменном токе (AC), работают с током, который постоянно меняется между отрицательной и положительной полярностью, следуя движению синусоидальной волны.
Сварочные аппараты переменного тока предназначены для начинающих , потому что эти аппараты имеют низкую стоимость.
Существуют также обстоятельства, при которых имеет смысл использовать сварочный аппарат переменного тока, независимо от уровня квалификации оператора.
Сварочные аппараты переменного тока часто используются в:
Какие виды сварочных стержней работают с переменным током?
Выбор сварочного электрода будет зависеть от того, собираетесь ли вы использовать переменный ток . Есть электроды, которые можно использовать как с постоянным, так и с переменным током. Однако электроды , 6010 можно использовать только с постоянным током.
При использовании переменного тока, один электрод, вы можете использовать – электрод 6011. Сварочный пруток этого типа создает дугу, способную прорезать корродированные или нечистые металлы, что делает его популярным выбором для тех, кто выполняет работы по техническому обслуживанию / ремонту.
Вы свариваете с помощью аппарата постоянного тока?
Сварочные аппараты постоянного тока (DC) работают с током, имеющим одинаковую полярность на протяжении всего процесса. Результатом сварки постоянным током является более стабильная дуга, характеризующаяся меньшим разбрызгиванием вдоль сварного шва.Конечный продукт намного более гладкий.
Некоторые даже говорят, что научиться сварке постоянным током легче, хотя переменный ток обычно используется начинающими сварщиками из-за стоимости оборудования.
Какие виды сварочных стержней подходят для аппаратов постоянного тока?
Электроды 6010 совместимы исключительно с постоянным током. Часто можно найти электроды, совместимые с постоянным током, просто выполнив поиск в Интернете по запросу «Сварочные стержни постоянного тока», поскольку электроды часто продаются таким образом.
Обратите внимание на материал покрытия сварочного стержня. Если электрод изготовлен из натриевой целлюлозы, его можно использовать только с DCEP (постоянный ток, положительная полярность), как видно из этого руководства Miller Electric.
Рекламные объявления Между тем вы можете использовать электроды с покрытиями, состоящими из оксида титана , калия или порошка железа, оксида титана с переменным и постоянным током любой полярности. Я подробно расскажу о выборе сварочных стержней для конкретных целей в следующих разделах этой статьи.
Сварочный стержень какого размера мне следует использовать?
Обычно толщина сварочного стержня должна соответствовать толщине металла, с которым вы работаете, в соответствии с рекомендациями Summit College.
Вы можете найти измеритель толщины металла брелка, например, изготовленный YESWELDER, который поможет определить толщину металла, с которым вы планируете работать.
YESWELDER Круглый двусторонний датчик для металлического листа и толщиномер для металлического листа 2 шт. Измеритель для сварки проволоки из нержавеющей стали- В комплект входит – 1 шт. Двусторонний датчик для круглой проволоки + 1 шт. Измеритель толщины металлического листа
- Высококачественный материал – Изготовлен из нержавеющей стали сталь, обладает антикоррозийными и антикоррозийными свойствами.Он прочный, не ржавеет в сухой среде, его легко хранить. Вы можете использовать его в течение длительного времени, не меняя его часто, компактный и легкий, удобный для переноски.
- Полезный удобный инструмент – использование этих датчиков для определения толщины материала перед работой с целью экономии времени и материала. Действительно полезные подручные инструменты
- Простота использования – просто прижмите зубья к объекту, чтобы он соответствовал контуру, а затем обведите нужную форму; экономит ваше время, чтобы отметить точный разрез, легко читаемый
- Широкое применение: двусторонний калибр для круглой проволоки: калибровка немелованного листа, листового чугуна и стали; кожа, бумага, дерево, болт и многое другое; Измеритель толщины проволоки / металлического листа: Проверка размера металлической проволоки перед сваркой или работой.
Сила тока, которую может безопасно выдержать сварочный стержень, зависит от его диаметра.
В Интернете вы можете найти таблицы размеров сварочных стержней, которые показывают взаимосвязь между диаметром сварочного стержня и силой тока, включая тот, который произведен Firepower.
Из таблицы видно, что сварочные стержни имеют размер от 5/64 дюйма в диаметре до 5/32 дюйма в диаметре.
В таблице также показана соответствующая рекомендуемая толщина листа основного металла, который вы будете сваривать.
Рекламные объявления Помните, что это всего лишь пример диаграммы от одной компании, чтобы показать вам взаимосвязь между диаметром сварочного стержня и требуемой силой тока.
В этой таблице, составленной компанией Island Supply Welding, можно заметить, что существуют сварочные стержни диаметром от 1/16 дюйма до 5/16 дюйма. Их диаграмма выглядит примерно так:
| ДИАМЕТР ЭЛЕКТРОДА (ТОЛЩИНА) | ДИАПАЗОН АМП | ПЛАСТИНА |
| 1/16 ″ | 20-40 | ДО 3/16 ″ |
| 3/32 ″ | 40-125 | ДО 1/4 ″ |
| 1/8 | 75 – 185 | БОЛЕЕ 1/8 ″ |
| 5/32 ″ | 105 – 250 | БОЛЕЕ 1/4 ″ |
| 3/16 ″ | 140 – 305 | БОЛЕЕ 3/8 ″ |
| 1/4 ″ | 210 – 430 | БОЛЕЕ 3/8 ″ |
| 5/16 ″ | 275–450 9010 0 | БОЛЕЕ 1/2 ″ |
Диапазоны силы тока во второй таблице аналогичны диапазонам в первой.Общая тенденция такова: электроды с малым диаметром будут способны выдерживать только небольшой ток (сила тока).
Когда дело доходит до выбора электродов, это еще не все. Я рассмотрю еще несколько факторов, которые необходимо учитывать.
Что означают номера сварочных стержней?
Американское сварочное общество (AWS) разработало систему нумерации сварочных стержней для классификации сварочных стержней и упрощения выбора электрода для катания.
При покупке электродов для сварки вы заметите четырехзначное или пятизначное число, за которым следует буква, например:
E6013
- E означает «электрод для дуговой сварки»
- Первые две цифры “ 60 ”показывают, что сварочный стержень имеет предел прочности на растяжение 60000 фунтов на квадратный дюйм.
- Следующая цифра указывает на положение сварки,« 1 »- на сварочный стержень во всех положениях
- Последняя цифра указывает на материал покрытия, цифра «3», состоит из калия с высоким содержанием диоксида титана
Как выбрать электрод?
Существует множество факторов, влияющих на то, какой электрод лучше всего подходит для работы.
Выбор электрода для сварки зависит от:
- Предел прочности на разрыв
- Пластичность
- Коррозионная стойкость
- Основной металл (сталь, алюминий и т. Д.)
- Ток и полярность
- Положение сварного шва
Растяжение Прочность
Прочность на растяжение означает максимальное напряжение, которое может испытывать материал при растяжении или растяжении до разрушения или разрушения, как это определено колледжем Санта-Роса.
Часто измеряется в фунтах на квадратный дюйм (psi).
Минимальный предел прочности электрода на растяжение должен соответствовать минимальному пределу прочности на растяжение основного металла, чтобы избежать разрывов сварных швов, таких как растрескивание.
В большинстве случаев используются сварочные электроды серии 6000 или 7000. Например, E6011 имеет предел прочности на разрыв 60 000 фунтов на квадратный дюйм. Сварочный пруток серии E60 соответствует пределу прочности на разрыв низкоуглеродистой стали согласно Miller Welds.
Позиция сварки
Вы также должны учитывать положение сварки при выборе используемого электрода. Положение при сварке относится к направлению, в котором сварочный валик выкладывает бурильщик.
Наиболее часто используемые сварочные стержни – это сварочные стержни во всех положениях. Есть 4 основных положения сварки.
- Плоский
- Горизонтальный
- Вертикальный
- Накладной
Большинство продаваемых сварочных стержней представляют собой электроды во всех положениях, но все же стоит смотреть на четырех- или пятизначное число на электроде, когда вы работаете с оборудование, которое вы не покупали.
Материал покрытия
Существует 8 различных типов покрытий, используемых на сварочных стержнях, которые включены в систему классификации Американского общества сварки (AWS).
Базу на этом я коснулся чуть раньше. Материал покрытия будет определять, какой тип тока, AC, DC + или DC-, который вы будете использовать. В качестве примера, покрытия с высоким содержанием диоксида титана-натрия и с высоким содержанием диоксида титана-калия совместимы с переменным током, но если вы используете DC- (постоянный ток, отрицательная полярность), вам потребуется использовать натрий-диоксид титана с высоким содержанием диоксида титана.
Натрий с высоким содержанием целлюлозы
Сварочные прутки с высоким содержанием целлюлозы и натрия можно использовать только с постоянным током +. Он разработан специально для укладки корневого валика на внутреннюю часть трубы (см. Электрический столб Lincoln здесь).
E6010 производит самую проникающую дугу среди всех электродов и эффективен при сварке через масло, грязь, ржавчину и краску.
Сварочные прутки с высоким содержанием целлюлозы и калия
Сварочные прутки с высоким содержанием целлюлозы и калия совместимы со всеми типами тока.E6011 – популярный выбор среди тех, кто работает со старым металлом, который также может быть ржавым и грязным. Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для выполнения работ по техническому обслуживанию и ремонту.
Сварочные прутки с высоким содержанием диоксида титана и калия
Сварочные прутки с высоким содержанием диоксида титана и калия создают дуги, которые легче и мягче, чем сварочные прутки с высоким содержанием целлюлозы, натрия и калия. Благодаря этому они подходят для использования с тонкими материалами, такими как чистый новый листовой металл .Они также будут производить меньше брызг, чем другие электроды.
Низкое содержание водорода
Сварочные прутки с низким содержанием водорода классифицируются AWS как электроды с последней цифрой 5,6 или 8. Электроды с низким содержанием водорода имеют высокую скорость наплавки в соответствии с журналом Производство и металлообработка .
Причина, по которой вам нужны электроды с низким содержанием водорода, заключается в том, что они содержат меньше влаги в покрытии электрода. Они являются основным выбором в проектах, требующих дополнительных мер безопасности от дефектов сварных швов, и чаще всего используются при дуговой сварке защитного металла (SMAW).
Электрод E7018 настоятельно рекомендуется Miller Welds для оборудования, которое будет часто использоваться при экстремальных температурах и в условиях ударных нагрузок.
Электрод E6016, состоящий из покрытия с низким содержанием водорода и калия, рекомендуется, если вы работаете с углеродистой сталью (см. Статью Университета Пердью здесь).
Какой пруток легче всего сваривать?
Если вы только начинаете заниматься дуговой сваркой или хотите научить кого-нибудь дуговой сварке, ищите электрод, который не производит слишком много брызг и совместим как с постоянным, так и с переменным током.
Сварочный пруток E6013 рекомендуется как самый простой в сварке по ряду причин.
Электрод E6013:
- Имеет предел прочности на разрыв 60000 фунтов на квадратный дюйм: , что делает его хорошо подходящим для использования с низкоуглеродистой сталью.
- Является электродом во всех положениях: Этот электрод можно использовать в плоских, горизонтальное, вертикальное и потолочное положение
- Имеет покрытие из высокопрочного диоксида титана и калия: совместимо с переменным и постоянным + током
Большинство сварочных аппаратов начального уровня работают с переменным током.Найти сварочный стержень, совместимый с переменным током, несложно, так как 6 из 8 материалов для сварочного покрытия работают с переменным током. Еще одна причина того, что электроды E6013 просты в использовании, заключается в том, что электроды создают мягкую дугу, способную производить меньше шлака, чем электрод E6011.
Дуга E6013 также не проникает через основной металл так же легко, как E6011, оставляя некоторую возможность для ошибки оператору, который еще не почувствовал, насколько близко нужно удерживать дугу от основной металл.
Какой пруток для универсальной сварки лучше всего?
Сварочный пруток E7018 – самый универсальный электрод. Этот универсальный электрод покрыт смесью порошка калия и железа с низким содержанием водорода.
Сварочный пруток E7018 универсален, потому что он:
- Совместим с токами переменного, постоянного и постоянного тока
- Эффективен даже для трудно свариваемых металлов
- Полученный шов будет более однородным
- Произведенный сварной шов может выдерживать экстремальные колебания температуры, в том числе отрицательные температуры
Электрод E7018 также способен формировать стойкие к трещинам сварные швы в среднеуглеродистых и высокоуглеродистых сталях и сварные швы в легированных сталях, требующие минимума предел прочности на разрыв 70 000 фунтов на квадратный дюйм или больше. Этот электрод также предлагает пользователю высокую скорость осаждения, примерно вдвое большую, чем у электрода E7018. Шлак в зоне сварного шва хоть и тяжелый, но легко удаляется.
В промышленности существует множество правил сварки, которые требуют использования электродов с низким содержанием водорода, чтобы избежать растрескивания под действием водорода.
Какой сварочный стержень самый прочный?
Сварочный стержень, который считается самым прочным сварным швом, действительно зависит от вашего определения прочного сварочного стержня.Можно использовать прочный сварочный стержень, который дает самый прочный валик, или это может быть даже самый прочный электрод из всех имеющихся в мастерской.
Если вы ищете универсальный сварочный стержень, обеспечивающий прочный валик, не найдет ничего, кроме стержня E7018. Этот электрод известен тем, что производит настолько прочные сварные швы, что его даже используют для сварки деталей на электростанциях и морских буровых установках.
Электрод E7018 также часто используется в судостроении. Сварные швы, полученные с помощью этого электрода, также устойчивы к повреждениям от влаги и выдерживают сварку при низких температурах.сварка судового гребного винта
К сожалению, электроды E7018 трудно хранить при хранении, поскольку они представляют собой электроды с низким содержанием водорода. Их нужно хранить в теплых и сухих местах, чтобы они не повредились.
Электроды E6010 и E6011 сами по себе прочные . Сами электроды легче повредить, чем электроды с низким содержанием водорода, упомянутые выше.
Они также являются наиболее часто используемыми сварочными прутьями при ежедневном ремонте низкоуглеродистой стали. Эти электроды образуют глубокие проникающие дуги, которые прорезают ржавые и нечистые материалы, такие как масло. С электродами E6010 и E6011 вам не нужно беспокоиться о чистоте основного металла, который вы собираетесь сваривать.
Какой сварочный пруток лучше всего подходит для чугуна?
Чугуны относятся к семейству железоуглеродистых сплавов с высоким содержанием углерода, обычно в диапазоне 2-4%.
Сваривать их может быть сложно, потому что они значительно менее ковкие, чем сталь и кованое железо. Они также не растягиваются и не деформируются при нагревании, как другие металлы.
Под воздействием тепла или напряжения чугун действительно начинает трескаться.
Свариваемость чугуна зависит от того, серый ли это чугун или белый чугун. Серый чугун действительно можно сваривать, а белый чугун сваривать практически невозможно.
Электроды из никелевого сплава, включая сварочный стержень WeldingCity ENiFe-C1, рекомендуются для сварки недрагоценных металлов.
Электрод ENiFe-C1:
- Создает высокопрочный сварной шов
- Является электродом во всех положениях
- Имеет предел прочности на растяжение 84000 фунтов на квадратный дюйм
- Совместим с токами постоянного и переменного тока
Электрод из никеля-55, перечисленный выше, более доступен по цене, чем электрод из никеля-99, и по-прежнему хорошо подходит для сварки чугуна друг с другом, соединения чугуна с низкоуглеродистой сталью и ремонта отливок.
Pinnaclealloys.com рекомендует предварительно нагреть чугун перед сваркой. В противном случае чугун может потрескаться. Предпочтительной процедурой является предварительный нагрев чугуна до температур от 500 до 1200 градусов по Фаренгейту, если это вообще возможно.
Какой сварочный пруток лучше всего подходит для алюминия?
Алюминий имеет репутацию чрезвычайно сложного для сварки. Это связано с тем, что температура плавления алюминия составляет 1220 градусов по Фаренгейту по сравнению с точкой плавления стали, которая составляет 2600 градусов по Фаренгейту.
Алюминий также имеет оксидный слой, который служит для защиты алюминия от коррозии и истирания. Температура плавления оксидного слоя алюминия составляет 3700 градусов по Фаренгейту (подробнее см. На thefabricator.com).
Алюминий трудно сваривать, потому что оксидный слой резервуара действует как изолятор во время процесса сварки, , как описано в журнале The Fabricator . Если вы хотите сварить алюминиевую деталь посредством сварки штангой, то рекомендуемым сварочным стержнем является электрод для дуговой сварки E4043 с алюминиевым покрытием.
Электрод E4043:
- Имеет предел прочности на растяжение 40000 фунтов на квадратный дюйм, соответствующий пределу прочности алюминия на разрыв 45000 фунтов на квадратный дюйм
- Предназначен для использования только с постоянным током + (постоянный ток положительный)
Алюминий можно сваривать только с помощью сильного сварочного аппарата постоянным током, как описано здесь. Это оборудование дает операторам-любителям / самоделкам и небольшим цехам по изготовлению металлов возможность сваривать основной металл из алюминия.
Какой сварочный пруток лучше всего подходит для нержавеющей стали?
Рекомендуемым сварочным стержнем для нержавеющей стали является сварочный электрод для нержавеющей стали E309L-16.
Электрод E309L-16:
- Имеет предел прочности на разрыв 59 500 фунтов на кв. Дюйм
- Имеет флюсовое покрытие, обеспечивающее плавный перенос дуги
- Образует легко удаляемый шлак
- Можно использовать во всех положениях сварки, кроме вертикального вниз
- Совместим с переменным и постоянным током
Электрод E309L-16 обычно используется для соединения нержавеющей стали с низкоуглеродистой или низколегированной сталью. Эти сварочные стержни, безусловно, являются наиболее часто рекомендуемыми сварочными стержнями для нержавеющей стали, но они требуют обучения, как описано в этом видео. НАПОМИНАНИЕ: ПОЖАЛУЙСТА, НОСИТЕ РЕСПИРАТОР
При использовании этого сварочного стержня необходимо следить за чистотой основного металла. В противном случае влага в области сварного шва может привести к пористости, которая может ослабить сварной шов. Электроды из нержавеющей стали абсолютно необходимо хранить в теплом и сухом месте. По возможности храните их в оригинальном контейнере, в котором они были.
Какой сварочный пруток лучше всего подходит для литой стали?
В то время как чугун часто содержит 2% углерода, литая сталь будет содержать 0,1-0,5% углерода. Сварочный пруток, который вы используете для стального литья, должен иметь высокий предел прочности на разрыв.
E8018-C3 – это рекомендуемый сварочный стержень, если вы свариваете стальное литье. Этот сварочный пруток подходит для сварки металлов с высоким пределом прочности.
E8018-C3:
- Совместим с переменным и постоянным током
- Является универсальным электродом
- Образует малое разбрызгивание и легко удаляет шлак
- Имеет высокий Скорость наплавки
Этот сварочный пруток также разработан для применений, требующих 1% никеля.
Какой сварочный пруток лучше всего подходит для низкоуглеродистой стали?
Низкоуглеродистую сталь часто называют «низкоуглеродистой сталью». Низкоуглеродистая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.
Низкоуглеродистая сталь обычно намного более ковкая и поддается сварке, чем другие типы стали. Он также имеет более низкий предел прочности на разрыв, чем высокоуглеродистые и легированные стали. Предел прочности на разрыв мягкой стали составляет около 63 800 фунтов на квадратный дюйм.
Любой сварочный стержень из серии электродов 6000 подходит для сварки низкоуглеродистой стали.В частности, электрод E6011 рекомендуется для сварки низкоуглеродистой стали.
Электрод E6011:
- Имеет предел прочности на разрыв 60000 фунтов на кв. Дюйм
- Совместим с переменным и постоянным + током
- Является электродом во всех положениях
- Считается электродом быстрого замораживания
Электрод E6010 также хороший кандидат для сварки низкоуглеродистой стали, но его можно использовать только с постоянным током + ток. Многие сварочные аппараты начального уровня работают с переменным током, что делает электрод E6011 несколько более полезным в этом случае.
И E6010, и E6011 классифицируются как сварочные стержни с «глубоким проникновением», что означает, что сплавление на конце сварочного стержня распространяется дальше в основной металл, чем на некоторые другие сварочные стержни.
Единственным потенциальным недостатком является тот факт, что сварочные стержни E6011 и E6010 также считаются электродами с высоким содержанием водорода. Это означает, что сварной шов, произведенный этими электродами, будет более подвержен растрескиванию под действием водорода.
Однако E6011 и E6010 лучше проникают в основной металл, чем электрод E7018.К ним также предъявляются менее строгие требования к хранению.
Какой сварочный пруток лучше всего подходит для оцинкованной стали?
Сварка оцинкованной стали требует более строгих требований безопасности, чем сварка других сталей. Это связано с тем, что защитное цинковое покрытие, также известное как «гальванический слой», довольно легко расплавляется во время процесса.
Несмотря на то, что пары оксида цинка не токсичны и не канцерогены, они могут вызвать у сварщика кратковременное заболевание, известное как «металлическая лихорадка» (подробнее об этом читайте здесь).Это кратковременное заболевание характеризуется симптомами, схожими с симптомами любого другого желудочного гриппа, и не вызывает особого удовольствия.
Американская ассоциация гальванизаторов предлагает удалить слой цинкования с предполагаемой зоны сварного шва перед тем, как приступить к сварке. Так вам будет проще избежать испарений.
Электрод E6011 также считается отличным электродом для сварки оцинкованной стали (подробнее об этом см. Здесь). Это связано с его проникающей способностью и совместимостью с переменным током, которые есть у многих сварочных аппаратов начального уровня.
Однако в профессиональной среде, где вы свариваете оцинкованные трубы, вам может подойти электрод E7018 , если вы используете сварку штучной сваркой.