Электродные полосы для сварки натяжных потолков
В процессе изготовления натяжных потолков производят сварку полотен натяжного потолка и приваривание гарпуна к полотну. Для выполнения этих операций используют прямолинейные электродные полосы нескольких конфигураций. Выбор той или иной конфигурации зависит от используемого оборудования ТВЧ и предпочтений производителей потолков. Как говорится, дело привычки.При выборе электродов для сварки швов надо учитывать дифференциал покупаемого электрода. Мы предлагаем электроды с оптимально подобранным дифференциалом 2/10.
Электроды для станков ТВЧ (электродные полосы) используемые для сварки швов и приваривании гарпуна достаточно долговечны, но держать их в запасе будет совсем не лишним. Сейчас в основном используются итальянские электродные полосы, которые мы вам и предлагаем.
прайс-лист на электроды (электродные полосы)
скачать
прайс-лист на диэлектрик (электрокартон)
скачать
Электродные полосы с обрезной кромкой (сварка + обрезка)
Предназначены для сварки полотен натяжного потолка.
электрод № 6
дифференциал 2/10
толщина полосы: 1,50 мм
высота: 23 мм; длина: 67 мм
электрод № 6SP
дифференциал 2/10
толщина полосы: 1,50 мм
высота: 23 мм; длина: 67 мм
электрод № 7
дифференциал 2/10
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм
электрод № 7SP
дифференциал 2/10
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм
Электродные полосы без обрезной кромки (сварка)
Предназначены для приварки гарпуна к полотну натяжного потолка.
электрод рельефный № 45/0
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм
электрод рельефный № 45
толщина полосы: 3,0 мм
высота: 23 мм; длина: 67 мм
электрод рельефный № 54
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм
электрод рельефный № 32TC
толщина полосы: 3,0 мм
высота: 23 мм; длина: 67 мм
электрод плоский № 2С
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм
электрод плоский № 2E
толщина полосы: 3,0 мм
высота: 23 мм; длина: 67 мм
Диэлектрик для станков ТВЧ (электрокартон, электроизолятор)
При покупке станка ТВЧ его комплектуют начальным количеством диэлектрика (электрокартона), в – дальнейшем его необходимо будет покупать самостоятельно.
В качестве диэлектрика можно использовать электрокартон, прессшпан, тефлоновые ленты и тефлоновые полотна. Мы используем на своём производстве тефлоновые ленты с самоклеющейся основой, это облегчает замену и использование диэлектрика.
Мы используем позиционер для гарпуна шириной 5 см и поэтому для него выбрали тефлоновую ленту аналогичной ширины. На сварке швов мы используем тефлоновые ленты японской компании «
Тефлоновые ленты поставляются в рулонах, а тефлоновые полотна можно приобрести необходимой длины при ширине 1,0 метр.
Электродные полосы ТВЧ. Компания Polistan.ru
Главная » Электродные полосы
В компании ООО “Полистан” вы можете приобрести электродные полосы ТВЧ для сварки, вырубки и тиснения пластиков. Предлагаемые нами шинки могут использоваться в изготовлении натяжных потолков, декоративной контурной резке тонких полимерных полотен, нанесении логотипов и надписей на изделия из ПВХ, картона и синтетической кожи.
Электроды для сварки
В нашем каталоге в широком ассортименте представлены электродные полосы для сварки ПВХ плёнки любой толщины. Эти насадки для ТВЧ оборудования служат проводником энергии, обеспечивают разогрев, сдавливание, молекулярную спайку и охлаждение полимерных материалов. Именно через электроды на линию сварки подаётся ток высокой частоты, именно через них отводится тепло от готового шва.
Технология сварки
Для формирования неразрывного соединения скрепляемые пластики зажимаются между двумя электродами. Образуется высокочастотная энергия. Молекулы разгоняются, в результате чего полимерный материал разогревается изнутри и переходит в вязко-текучее состояние. Молекулы двух материалов перемешиваются, образуя единый шов.
Электроды для вырубки
Если вам нужны электродные полосы ТВЧ для одновременной сварки и вырубки, выбирайте модели с режуще-сварными кромками.
Технология сварки-вырубки
Сварка с одновременной обрезкой полимерного материала по контуру осуществляется на ТВЧ станке с прессом. Своими кромками электроды продавливают вязко-текучий термопластичный материал насквозь. Если пластик недостаточно термопластичен, продавливается только верхний слой, а нижний вырубается позже механическим способом.
Электроды для тиснения
Нанесение рельефных надписей и изображений на изделия из пластика, а также формирование декоративных загибов и швов осуществляется с помощью тех же электродных полос ТВЧ для резки ПВХ. Правда, используемые в этом случае шинки имеют ещё и определённый рисунок на сварной части.
Электродные полосы ТВЧ применяются исключительно для тиснения методом фольгирования. На запечатываемые изделия наносится металлизированное изображение.
Дифференциал электродных полос
|
|||||||||||||||||||||||||
| S – сварка TS – резка -сварка STS – сварка – резка – сварка Т – резка под углом 45 или 60 градусов S.  G – сварка надувных изделий G – сварка надувных изделий TS.IN – резка – сварка тонким краем | |||||||||||||||||||||||||
Резка / сварка |
Резка / сварка тонким краем |
||||||||||||||||||||||||
Для надувных изделий |
Сварка / резка кругов, овалов |
||||||||||||||||||||||||
Электроды фирмы “Фондерия”, карта оттисков
| Закругленные углы |
|||
| Отверстия, сварка + обрезка |
|||
| Отверстия, обрезка |
|||
| Ручки для подвешивания |
|||
| Овальные отверстия, обрезка |
| Сварка + обрезка | |||
| 5/0 | 18 | ||
| 5N | 19 | ||
| 6 | 21 | ||
| 7 | 22 | ||
| 7 esp | 23 | ||
| 7a | 24 | ||
| 7b | 25 | ||
| 8 | 35 | ||
| 8a | 36 | ||
| 9 | 57 | ||
| 9a | 58 | ||
| 10 | W9 | ||
| 12 | W11 | ||
| 13 | 79 | ||
| 14 | 80 | ||
| 15 | 81 | ||
| 16 | 82 | ||
| Сварка | |||
| 1 | 55 | ||
| 1a | 56 | ||
| 2 | 59 | ||
| 2a | 60 | ||
| 2b | 61 | ||
| 2c | 63a | ||
| 2d | 63b | ||
| 2e | 63c | ||
| 2f | 63d | ||
| 2g | 63e | ||
| 2h | 64a | ||
| 2i | 64b | ||
| 2l | 64c | ||
| 2m | 64d | ||
| 3 | 64e | ||
| 4 | 65a | ||
| 5 | 65b | ||
| 5a/0 | 65c | ||
| 5b/0 | 65d | ||
| 5c/0 | 65e | ||
| 5a/N | 66a | ||
| 5b/N | 66b | ||
| 5c/N | 66c | ||
| 16m | 66d | ||
| 18d | 66e | ||
| 18m | 67a | ||
| 30 | 67b | ||
| 31 | 67c | ||
| 32 | 67d | ||
| 32TC | 67e | ||
| 32TL | 68a | ||
| 33 | 68b | ||
| 34a | 68c | ||
| 34b | 68d | ||
| 34c | 68e | ||
| 34d | 69a | ||
| 34e | 69b | ||
| 34f | 69c | ||
| 45/0 | 69d | ||
| 45 | 69e | ||
| 46 | W12 | ||
| 46a | W14 | ||
| 46b | 70 | ||
| 46c | 71 | ||
| 47a | 72 | ||
| 47 | 73 | ||
| 48 | 74 | ||
| 49 | 75 | ||
| 50 | 76 | ||
| 51 | 77 | ||
| 52 | 78 | ||
| 53 | 83 | ||
| 54 | |||
SUPRA – Высокочастотные сварочные аппараты для натяжных потолков
Высокочастотный сварочный аппарат SUPRA PRO имеет универсальное применение как для сварки пленки ПВХ, так и для сварки гарпуном с использованием специального запатентованного IAW™ инструмента формы «перевернутое крыло самолета». Дополнительный вакуумный рабочий стол и лазерные направляющие позволяют работать с тонкими пленками и точно позиционировать для быстрой настройки производства и сварки.
Дополнительный вакуумный рабочий стол и лазерные направляющие позволяют работать с тонкими пленками и точно позиционировать для быстрой настройки производства и сварки.
Высокочастотный сварочный аппарат SUPRA PRO с подвижной головкой имеет выходную мощность 4 кВт, сенсорный экран HMI, пневматический пресс, автоматическое рулевое управление с ПЛК – электрическая система движения с электронным счетчиком перемещений, контролирующим длину, пройденное расстояние и количество циклов сварки. Станок ВЧ перемещается вдоль стола по специальным прецизионным рельсам, что обеспечивает плавное движение и точный контроль движения/расстояния. Машина предназначена для ПВХ-пленок среднего размера, где требуется циклическая/точечная или точная непрерывная сварка.
Машина может быть легко модернизирована и преобразована (при необходимости) в стандартную высокочастотную сварочную машину для прямой сварки, рекламный баннер/рекламный щит, высокочастотную сварочную машину или производственную машину Keder с использованием специального приспособления и электрода.
- Прецизионное линейное перемещение с преобразователем частоты
- Программируемые автоматические циклы линейной сварки
- Высокая эффективность сварки ВЧ и скорость производства
- Универсальное применение для сварки ПВХ-пленки и гарпунной сварки
- Сенсорный экран HMI и программируемый ПЛК
- SafeDOWN™ система защиты от раздавливания
- Длина рабочего стола до 25 м с опциональной вакуумной системой
- Удобный стол для позиционирования материала с лазерными направляющими
- Прочная конструкция с С-образной рамой для превосходной эргономики работы
- ATS™ Система автонастройки и сверхбыстрый ограничитель ARC
- Плавные настройки выходной мощности
- Weld Check System, WCS™ — проверка и сигнализация заданных параметров сварки HF/RF.

- Сетчатый фильтр
- Выключатели безопасности
- ЭМ защита
ДОСТУПНО: тестирование на соответствие ЭМС на месте
Полное диагностическое тестирование и сертификация параметров ЭМС/ЭМС местного завода в соответствии с последними рекомендациями, требуемыми стандартами CE и UL. У нас есть собственный сертифицированный ISO 17025 контроль производства и лаборатория ЭМС, обеспечивающая валидацию всех необходимых параметров процесса и всего технологического цикла производства.
- Система управления с интуитивно понятным графическим интерфейсом
- Сохранение/чтение рецептов
- Графическая запись процесса сварки
- Память до 1000 рецептов циклов сварки
- Сервисное меню
- Удаленное обновление через VPN
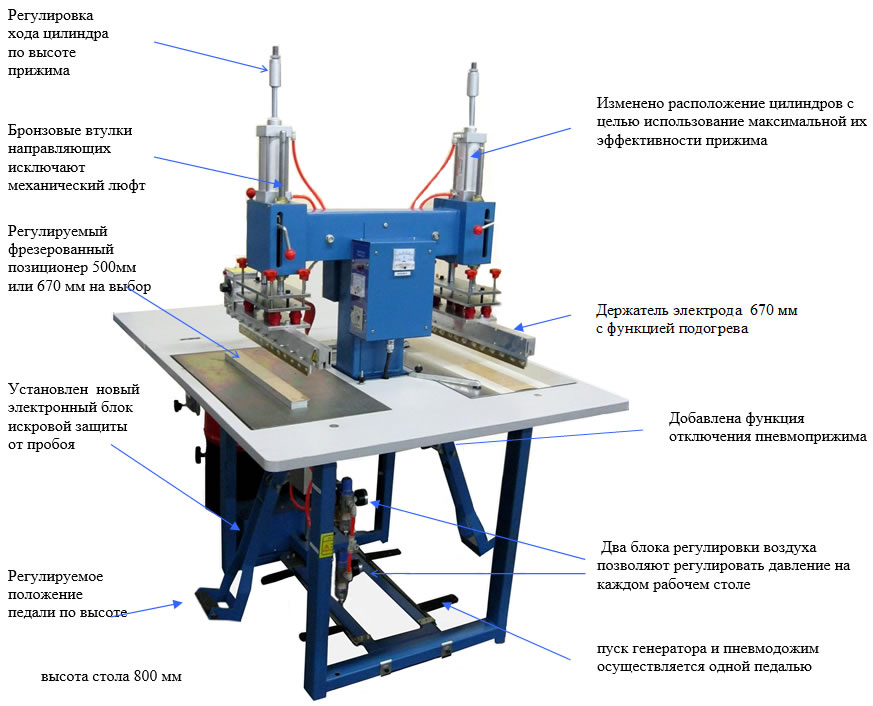
ВЧ-КОМПЛЕКС SARWELT 5.
 1 — Saros Design
1 — Saros DesignSARWELT 5.1
ВЧ КОМПЛЕКС ОБОРУДОВАНИЯ ВКЛЮЧАЕТ ДВА КОМПОНЕНТА: ВЧ СВАРОЧНЫЙ АППАРАТ И БЛОК НАГРЕВА И ПОДАЧИ ГАРПУНА
регулируемая стопорная гайка электрода
датчик положения электрода
9 0002пневматический привод
кнопки пуска/остановки сварки
Индикатор сварочного тока
Индикатор системы защиты от сверхтока/пробоя
Индикатор воздушного охлаждения генератора
таймер сварки
таймер давления
выключатель
позиционер электрода
9 0005
сменный гарпунно-фальцевой инструмент
гарпунный нагреватель и ящик для подачи
терморегулятор
Регулятор сварочного тока
Прижимная механическая педаль
Выключатель нагревателя
Винт регулировки тормоза катушки
ВЧ ОБОРУДОВАНИЕ SARWELT 5. 1 ДЛЯ ПРОИЗВОДСТВА НАТЯЖНЫХ ПОТОЛКОВ РАЗРАБОТАНО СПЕЦИАЛИСТАМИ КОМПАНИИ САРОС НА ОСНОВЕ МНОГОЛЕТНЕГО ОПЫТА ИСПОЛЬЗОВАНИЯ РАЗЛИЧНЫХ СВАРОЧНЫХ АППАРАТОВ
1 ДЛЯ ПРОИЗВОДСТВА НАТЯЖНЫХ ПОТОЛКОВ РАЗРАБОТАНО СПЕЦИАЛИСТАМИ КОМПАНИИ САРОС НА ОСНОВЕ МНОГОЛЕТНЕГО ОПЫТА ИСПОЛЬЗОВАНИЯ РАЗЛИЧНЫХ СВАРОЧНЫХ АППАРАТОВ
ДВУХСТУПЕНЧАТЫЙ ПРИВОД ЭЛЕКТРОДА Сварочный аппарат оснащен двухступенчатым приводом электрода
УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ГАРПУНА Специальный механический гарпунный зажим (в отличие от ручной подачи) обеспечивает его раскрытие и запирание во время сварки, что повышает производительность операции и качество сварки ЭКСПЛУАТАЦИОННАЯ ГИБКОСТЬ Быстрая смена режимов гарпун/шов (заменой инструмента и переустановкой сварочных электродов) позволяет использовать один станок на две |
ТОЧНОСТЬ РЕГУЛИРОВКИ И КОНТРОЛЯ Реле времени позволяет установить требуемое время сварки и время прессования для выполнения сварки в заданном режиме. Машина быстро адаптируется к толщине листа ПВХ и типу гарпуна путем изменения БЕЗОПАСНОСТЬ Сварочный аппарат оснащен тремя основными системами защиты |
ЯЩИК ДЛЯ НАГРЕВАНИЯ И ПОДАЧИ ГАРПУНА Нагрев и подача гарпуна – обязательный |