коэффициент наплавки, температура прокалки, диаметры и проч.
Электрод представляет собой металлический или неметаллический стержень с обмазочным покрытием. Данный материал является важной составляющей для проведения сварочных работ. Наиболее актуальной классификацией является разделение расходников на марки. Благодаря наличию схожих свойств существует разграничение на типы, каждый из которых имеет собственное назначение использования. В этой статье мы рассмотрим подробности про сварочные электроды: описание и характеристики, которые напрямую влияют на проведение сварочных работ.
Технические характеристики электродов
Электроды и их характеристики представляют собой перечень параметров, каждый из которых напрямую влияет на выбор сварочных материалов. Ниже представлены наиболее весомые свойства.
Химический состав металла
Одним из определяющих факторов при выборе сварочных материалов является химический состав свариваемого металла или сплава. Потому как в зависимости от состава разнятся механические свойства: временное сопротивление разрыву, ударная вязкость, относительное удлинение, угол изгиба. Данные черты определяют “поведение” металла во время сварочных работ. Поэтому перечисленные характеристики необходимо учитывать при выборе конкретной марки электрода, а определяются они в значительной степени видом покрытия.
Потому как в зависимости от состава разнятся механические свойства: временное сопротивление разрыву, ударная вязкость, относительное удлинение, угол изгиба. Данные черты определяют “поведение” металла во время сварочных работ. Поэтому перечисленные характеристики необходимо учитывать при выборе конкретной марки электрода, а определяются они в значительной степени видом покрытия.
Химический состав покрытия электродов
Выделяют четыре основных вида покрытия, в зависимости от химического состава:
1. Основой для рутиловых электродов служит минерал рутил, остальными компонентами являются кремнезем, карбонат магния или кальция, а также ферромарганец.
2. Целлюлозное покрытие может включать в состав органические смолы, тальк, целлюлозу и разные ферросплавы.
3. В состав электродов с основным видом обмазки входят карбонаты магния и кальция.
4. Кислое покрытие включает оксиды железа и марганца.
Химический состав оказывает влияние на следующие важные факторы:
- стабильность электрической дуги;
- вязкость расплавленного металла и шлака;
- особенности поведения металла во время проведения работ.
Коэффициент наплавки при ручной дуговой сварке
Одной из основных характеристик является коэффициент наплавки электродов. Данный параметр выражается в виде величины расплавленного металла электрода, которая пошла на формирование сварного шва, без потерь. Фактически, отвечая на вопрос “что называется коэффициентом наплавки”, можно сказать – это величина производительности или эффективности работ.
К сведению! Данная характеристика помогает грамотному сварщику выбрать оптимальное пространственное положение для сварки; определить, какое количество материалов понадобиться для осуществления сварочного процесса, а также заранее знать приблизительное время выполнения определенного объема работ.
Говоря о коэффициенте наплавки невозможно не упомянуть другую индивидуальную характеристику электродов – коэффициент расплавления. Это та часть массы прутка, которая под воздействием тока переходит в расплавленный металл за интервал горения дуги в один час. При этом следует учитывать, что не вся масса идет на формирование соединения. Во время сварки происходят такие явления, как разбрызгивание, испарение и выгорание металла. Данный параметр зависит от состава обмазки и проволоки, полярности и плотности тока сварного соединения.
Сварочные электроды «УОНИ-13/55» в упаковке.
Чаще всего сварщиков интересует коэффициент наплавки сварочных материалов УОНИ-13/55. Данная марка является одной из самых востребованных благодаря наличию целого спектра достоинств и оптимальным характеристикам. Также распространенными среди мастеров сварочного дела являются электроды типа Э42. С их помощью можно проводить сварку во всех положениях, что значительно упрощает работу специалиста.
[ads-pc-2][ads-mob-2]Диаметр
Важной характеристикой при выборе сварочных материалов является диаметр стержня электрода. При определении данного значения нужно, прежде всего, учитывать толщину свариваемых деталей, марку металла и его состав, разновидность сварного соединения, форму кромок и т.д.
Проанализировав предложения производителей и продавцов, можно понять какого диаметра бывают электроды. Здесь также важна величина длины прутка. Каждый изготовитель разрабатывает и предлагает свой выбор размеров. Несмотря на общую схожесть, в сетке величин каждого бренда имеются свои нюансы в соотношении. Более того, для избежания возможных проблем во время выполнения работ, следует точно знать какого диаметра бывают сварочные электроды определенной марки.
В процессе выбора можно ориентироваться на следующие данные:
- Расходники диаметром 1 мм. применяются для сваривания изделий толщиной 1,5 мм.; сила тока не более 25А.

- Диаметр 1,6 мм. и длина 20-25 см. предназначены для работы с деталями не более 2 мм.; сила тока – 20-25А.
- Прутки диаметром 2 мм. выпускаются длиной 25 или 30 см. используются для сварки конструкций толщиной 2 мм.; сила тока – 70А.
- Изделия диаметром 2,5 мм. могут иметь длину 25-30 см. С их помощью варят металл до 3 мм.; сила тока – 70-100А.
- Наиболее востребованы расходники диаметром в 3 мм., их длина может составлять 30, 35 и 45 см. Применяются для работы со сталями толщиной до 50 мм.; сила тока – до 140А.
- Электроды диаметром 4 мм. подходят как для бытовых сварочных аппаратов, так и для профессионального оборудования; длина – 35 и 45 см. Толщина изделий не должна превышать 1 см.; сила тока – 220А.
- Сварочные материалы диаметром от 5 до 12 мм. применяются исключительно при работе с мощным специализированным оснащением.

Ознакомившись с вышеперечисленными сведениями, специалист любого уровня легко сможет определить какие бывают электроды для сварки и при каких условиях они применяются.
Температура прокалки
Процедура прокаливания представляет собой процесс, главной целью которого является уменьшение количества влаги в обмазке электрода. Прокалка важна для комфортного проведения сварочного процесса и для получения качественного изделия. Проводить её можно несколькими способами.
Большинство мастеров предпочитают использовать печи. В данном случае качество просушки не вызывает нареканий. С помощью термостата, которым оборудована печь, устанавливается точная температура прокалки электродов.
Некоторые специалисты в области сварки выбирают “народные” методы прокаливания. Такие способы используются, когда сварка носит бытовой характер. Потому как при обработке в домашних условиях, сложно настраивается необходимая температура сушки электродов.
Два основных параметра: продолжительность и температура прокаливания электродов – могут значительно различаться, но они всегда указываются на упаковке сварочных материалов.
Масса наплавленного металла при сварке
Масса наплавленного металла – это величина, помогающая определить расход материалов на один метр сварного шва. Рассчитывается данный параметр по следующей формуле:
Рассчитывается данный параметр по следующей формуле:
N = G * K,
G – масса наплавленного металла сварного шва, длина которого равна 1 метру;
где
N – норма расхода сварочных материалов на один метр сварного шва;
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки.
Временное сопротивление разрыву
Временное сопротивление разрыву или предел прочности является одним из механических свойств металла шва, определяется следующим образом – сопротивление материала деформации и разрушению. Воспринимая данное понятие в рамках сварочного процесса, можно сказать, что это свойство металлов воспринимать воздействие электрического тока, не разрушаясь.
Каждый вид материала имеет собственно значение предела прочности, которое прописано в государственных стандартах. Однако, на практике реальные величины могут иметь другие значения из-за множества факторов. При выборе электродов данный параметр играет немаловажную роль.
Каждый тип расходников предназначен для работы с определенными сталями, которые обладают конкретными величинами прочности. В качестве примера рассмотрим маркировку электродов типа Э42. Две стоящие следом за буквой “Э” цифры обозначают минимальное временное сопротивление разрыву, измеряемое в кгс/мм2.
[ads-pc-3][ads-mob-3]Ударная вязкость электродов
Ударная вязкость является ещё одним из механических свойств металла сварного соединения. Ударной вязкостью принято считать способность металлов (или других материалов) поглощать энергию нагрузки, которая на него оказывается. Данная характеристика должна учитываться при выборе сварочных расходников, потому как именно она является одним из показателей прочности всего сваренного изделия. То есть параметр показывает надежность готового изделия.
Относительное удлинение
Относительное удлинение является третьим механическим свойством и характеризует пластические свойства металла при статических нагрузках.
Материал стержня электрода
Стержень электрода является его основным элементом, на производство которого идет сварочная проволока диаметром от 1,6 мм. до 12 мм. Стержень расплавляется от дуги и заполняет ванну, в результате чего и получается сварной шов.
Марки проволоки делятся на три основные группы:
- углеродистая содержит не более 0,12% углерода, предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
- легированные используются для сварки низколегированных, конструкционных, теплостойких сталей; проволока изготавливается из соответствующих марок легированной стали;
- высоколегированные применяются для сварки хромистых, хромоникелевых, нержавеющих и других легированных сталей.

Химический состав сварочной проволоки должен соответствовать составу свариваемого металла.
Плотность
Физические свойства шлаков, образующихся во время сварочных работ, оказывают значительное влияние как на сам процесс сварки, так и на формирование соединения. Во всех электродных покрытиях при их плавлении плотность шлака должна быть ниже плотности металла, что обеспечит его всплывание из сварочной ванны.
Фасовка
В качестве тары для упаковки могут использоваться:
- пластмассовые коробки;
- коробки из металлических сплавов с функцией герметизации;
- картонные коробки; для сохранности стержней данный вид тары упаковывается в полиэтиленовую или термоусадочную пленку;
- коробки или пачки из картона также оборачиваются упаковочной или мешочной влагопрочной бумагой;
- для повышенной герметичности возможно упаковывание материалов в пачки, завернутые в бумагу, а затем упаковывающиеся в полиэтилен.

Пачки и коробки имеют следующие формы фасовки: 1 кг.; 5 кг. Для них существует несколько вариантов упаковки:
- ящики из тарного или гофрированного картона;
- ящики из древесноволокнистых плит;
- деревянные ящики;
- многооборотные ящичные металлические поддоны закрытого типа;
- крупногабаритные деревянные ящики.
Каждый параметр расходников влияет на размеры упаковки и на ее вместительность. Также все это зависит ещё и от производителя, который самостоятельно занимается формированием тары.
Важно! При покупке сварочных электродов необходимо точно рассчитывать то количество прутков, которое понадобится для осуществления определенного объема работ. В случае значительного превышения необходимой величины, некоторое количество электродов останется невостребованным. Их придется долго хранить и, они могут впитать влагу. Тогда придется проводить процедуры прокаливания, количество прокалок ограничено. Срок годности зависит от условий хранения.
Срок годности зависит от условий хранения.[ads-pc-4][ads-mob-4]
Упаковка
Каждая коробка или пачка должна быть снабжена этикеткой или маркировкой, на которой указана следующая обязательная информация:
- изображение Государственного знака качества;
- наименование (товарный знак) предприятия-производителя;
- номер партии и дата изготовления;
- тип, марка и диаметр электродов;
- масса нетто партии;
- марка сварочной проволоки электродных стержней;
- рекомендуемые режимы сварочного тока;
- фактический химический состав наплавленного металла;
- фактические значения показателей механических и специальных свойств металла шва, наплавленного металла или сварного соединения, являющихся приемо-сдаточными характеристиками электродов конкретной марки.
Данный перечень может включать другие дополнительные сведения.
Внешний вид упаковки может помочь покупателю распознать контрафактные сварочные материалы. Рассмотрим пример упаковки настоящих и поддельных электродов LB-52U.
Рассмотрим пример упаковки настоящих и поддельных электродов LB-52U.
QR-код оригинальных расходников имеет мелкие элементы, бело-песочного оттенка. В коде содержится техническая информация о данной партии, которая должна совпадать со стоящей на пачке маркировкой.
QR-код поддельных прутков крупный, ярко-белого цвета. В коде нет технических сведений, только ссылка на сайт.
Под QR-кодом расположен логотип, рядом с которым расположена надпись: на оригинальных материалах здесь указано “MADE IN JAPAN”; на поддельных – китайские иероглифы.
После осмотра коробки, открываем упаковку и изучаем внешний вид электродов.
На оригинальных сварочных прутках печать марки хорошо различима, легко читаема и нанесена строго поперек.
Поддельные стержни имеют нечеткие надписи на обмазке, со смещением по окружности.
Маркировка краской находится на одном уровне и выполнена без наплывов, что характеризует оригинальные электроды.
Наплывы и разный уровень маркировки означает, что перед мастером подделка.
Качественная и герметичная упаковка позволяет сохранять электроды от попадания влаги и других отрицательных влияний. При содержании сварочных материалов в оптимальных условиях, срок их годности практически неограничен. Если сварочные материалы подверглись воздействию неблагоприятных факторов, то следует провести необходимую процедуру прокаливания.
Технические характеристики электродов для сварки конструкционных сталей
Таблица 24. Технические характеристики электродов для сварки конструкционных сталей
Производственная марка электродов | Тип электродов по ГОСТ 9467—60 | Механические свойства | Коэффициент наплавки в га/час | Потери на разбрызгивание и угар в. % | Коэффициент расхода электродов | |||
металла шва | сварочного соединения | |||||||
предел прочности в кг/мм’ | относительное удлинение в % | ударная вязкость в кгм/с мг | угол загиба в градусах | |||||
ОММ-5 |
| 42—50 | 18—30 | 8—16 | 180 | 7,25 | 20 | 1,75—1,85 |
МЭЗ-04 |
| 45—53 | 20—30 | 10—14 | 120—180 | 8,4—9,0 | 15—25 | 1,75—2,10 |
ЦМ-7 |
| 48,9 | 20,9—28,2 | 9,5—10,6 | — | 11 | 10 | 1,70—1,80 |
ЦМ-7С |
| 48,4 | 24,2 | 10,8 | — | 11—12,5 | 5—10 | 1,8—2,0 |
ЦМ-7СМ |
| 45,5 | 26,8 | 12,5 | — | 11—12,5 | 5—10 | 1,8—2,0 |
ЦМ-8 |
| 49,0 | 27,о | 11,1 | — | 10,5—11,0 | — | — |
ОМА-2 |
| 40—50 | 18—20 | — | 180 | 9—10 | — | — |
ЦНИЛСС-Э42 | Э42 | 44—51 | 18—32 | 9,5—16,0 | 180 | 9,71 | — | — |
ЦНИЛСС-УКД |
| 44—47,8 | 94 7—35 3 | 12,3—16,0 | 180 | 10,3 | 9 | 1,70—1,75 |
ЭПС-3 |
| 46—48 | 20—25 | 10—12 | — | 9—9,5 | — | — |
ЭПС-4 |
| 49,7 | 23,5 | 11,3 | — | 12,1 | 7 | — |
ЭПС-45 |
| 49,0 | 24,0 | 16,3 | — | — | — | — |
ЭПС-6 |
| 47—50 | 22—27 | 10—12 | 160 | 12—14 | — | — |
УОНИ-13/45 |
| 43—45 | 28—32 | 25—30 | 180 | 8 | 3 | 1,50—1,60 |
УОНИ-13/3/45 |
| 45—47 | 20—26 | 18—25 | — | — | — | — |
ЦЦ-1 |
| 49—53 | 28—29 | 15—16,1 | 180 | 10,4 | 7,0 | 1,35—1,45 |
УП-1/45 | Э42А | 43,5—46,2 | 28—33,7 | 28,5—31,4 | — | 9,8—10,3 | 2—7 | — |
УП-2/45 |
| 42,3—48,7 | 27,9—35,6 | 27,7—33,1 | — | 9,7—9,9 | 4—8 | — |
СМ-11 |
| 46—53 | 25—34 | 16—32 | 180 | 9,5—10 | — | — |
ВСР-50* |
| 50,1 | 28,4 | 16—2 | 180 | 9,5 | 6—9 | 1,5—1,6 |
К-5** | Э50 | 50—55 | 18—24 | 9—13 | 120—180 | 10,1 | 7-10 | 1,50—1,60 |
Таблица 24 (окончание)
Производственная марка электродов | Тип элек- тродов по ГОСТ 9467—60 | Механические свойства | Коэффициент наллавки в г/а-час | Потери на разбрызгивание и угар в % | Коэффициент расхода электродов | |||
металла шва | сварного соединения | |||||||
предел прочности в кг/мм1 | относительное удлинение в % | ударная вязкость в кгм/см* | угол загиба в градусах | |||||
УОНИ-13/55 |
| 50—55 | 25—30 | 25—30 | 180 | 8 | 3 | 1,50—1,60 |
УОНИ-13/3 55 |
| 50—55 | 18—23 | 14—18 | — | — | — | — |
У-340/55 |
| 50—55 | 25—30 | 18—24 | — | 8,23 | — | — |
ЦУ-1 |
| 53—58 | 27—29 | 22—26 | 160—180 | 10,8 | 3,4 | 1,50—1,55 |
ЦУ-1СХ | Э50А | 56,7 | 30 | 20 | — | 10,8 | 2 | 1,45—1,55 |
ЦУ-2СХ |
| 53,4 | 26,8 | 18,3 | — | 10,5 | 6 | 1,50—1,60 |
УП-1/55 |
| 53,8—56,3 | 28,3—34,1 | 28—32,4 | — | 10 | 3—6 | — |
УП-2/55 |
| 53,8—58,3 | 29,2—31,9 | 27,7—33,1 | — | 9. | 4—8 | — |
ЦЛ-23-А |
| >50 | >16 | > 13 | — | — | — | — |
ДСК-50 |
| 50 | 28 | 18 | 180 | 11 | 9,5 | 1,65—1,75 |
УОНИ-13/65 |
| 60—65 | 20—25 | 18—23 | — | 8 | 3 | 1,50 |
УОНИ-13/3/65 | Э60А | 60—65 | 15—20 | 14—18 | — | — | — | — |
У-340/65 |
| 60—65 | 23—28 | 15—17 | — | 8,74 | 13 | 1,70—1,85 |
УОНИ-13/85 |
| 85—90 | 12—20 | 9—10 | — | — | 2 | 1,45 |
ЦЛ-18 | Э85 | 77,6 | 8 | 11,4 | — | 8,55 | 13 | 1,65—1,70 |
ЦЛ-18М0 |
| 84. | 7,7 | 9,8 | — | 8,75 | 11 | 1,65—1,70 |
ЦЛ-19 |
| 80,8 | 13,6 | 5,3 | — | 9 | 10 | 1,65—1,70 |
У-340/105 | Э100 | 100—105 | 10—12 | 7—10 | — | 8,07 | — | — |
*Если вес покрытия составляет 39% и выше от веса стержня, то электроды ВСР-50 удовлетворяют требованиям, предъявляемым ГОСТ 9467-60 к электродам типа Э50А. ** Наряду с электродами К- 5 применяются электроды К-5А, обеспечивающие за счет использования проволоки марки Св-08А получения механических свойств металла шва и сварного соединения, соответствующих электродам типа Э50А по ГОСТ 9467-60. | ||||||||
 7
7 1
1Марка электрода | Покрытие | Род, полярность тока | Коэффициент наплавки, г/А?ч | Положение в пространстве |
“Комсомолец-100” | П | = ( + ) | 14,0 | |
Для сварки и наплавки изделий из технически чистой меди М1, М2, М3. Возможна сварка меди со сталью. Сварка с предварительным местным подогревом до 300-700°С | ||||
АНЦ/ОЗМ-2 | П | = ( + ) | 17,5 | |
Для сварки и наплавки изделий из технически чистой меди с содержанием кислорода не более 0,01%. Сварка при толщине более 10 мм с предварительным подогревом до 150-350°С | ||||
АНЦ/ОЗМ-3 | П | = ( + ) | 16,5 | |
Для сварки и наплавки технически чистой меди (кислорода не более 0,01%). Возможна сварка со сталью. Сварка при толщине до 10 мм короткой дугой без подогрева и без разделки кромок одно или двусторонним швом с небольшими колебаниями электрода | ||||
ОЗБ-2М | Б | = ( + ) | 14,0 | |
Для сварки и наплавки бронз, заварки дефектов бронзового и чугунного литья. | ||||
ОЗБ-3 | П | = ( + ) | 12,5 | |
Для наплавки при изготовлении и восстановлении электродов машин контактной точечной сварки, в том числе для сварки стержневой арматуры | ||||
 Чтобы этого избежать, применяют только хорошо раскисленную медь и тщательно прокаленные электроды. Сварку выполняют по зачищенным до металлического блеска кромкам.
Чтобы этого избежать, применяют только хорошо раскисленную медь и тщательно прокаленные электроды. Сварку выполняют по зачищенным до металлического блеска кромкам. )
) Возможна сварка и наплавка латуней
Возможна сварка и наплавка латунейУгольные электроды для сварки – характеристики и применение
Электроды этой группы используется реже, чем аналоги на основе металлических стержней. И все- таки в ряде случаев угольные электроды просто незаменимы. Когда ими лучше вести сварку, в чем специфика их применения – статья поможет детально разобраться со всеми особенности продукции.
Что представляет собой угольный электрод?
Это стержни круглого профиля, сечение которых варьируется в диапазоне (мм) 6 – 25, а длина – от 25 до 300. Исходным сырьем в производстве служат кокс, уголь, а также различные добавки в виде вяжущих (смолы, иногда деготь) и усиливающих компонентов (металлические стружка или порошок). Технология изготовления включает этапы подготовки исходной смеси, формовки стержней и последующей термической обработки заготовок.
Технология изготовления включает этапы подготовки исходной смеси, формовки стержней и последующей термической обработки заготовок.
Не стоит путать электроды угольные и графитовые. Разница между ними и по составу, и по стоимости, и по специфике использования.
Сфера применения угольных электродов отличается многообразием и операций, которые можно выполнять, и обрабатываемых материалов. С их помощью производится резка, подготовка отверстий, напайка (наплавка), а также сварка. Причем сортамент скрепляемых (раскраиваемых) образцов значительно больше, чем при использовании металлических аналогов одного типа. С этой точки зрения угольные электроды, безусловно, отличаются универсальностью применения.
С чем можно работать?
- Сталь. Причем самая разная – нержавейка, низколегированные сорта, малоуглеродистые и так далее.
- Тяжелые и легкие сплавы (к примеру, чугун, бронза). Для такой работы конец электрода затачивается на 65º.
- Цветные металлы. Профессионалы при скреплении медных проводников сварку угольными электродами (с углом заточки 30º) предпочитают традиционной пайке. Такая технология однозначно позволяет добиться большей прочности соединения. А если учесть, что времени понадобится значительно меньше, чем при работе паяльником, припоем и кислотой, то преимущество налицо.
 Профессионалы при скреплении медных проводников сварку угольными электродами (с углом заточки 30º) предпочитают традиционной пайке. Такая технология однозначно позволяет добиться большей прочности соединения. А если учесть, что времени понадобится значительно меньше, чем при работе паяльником, припоем и кислотой, то преимущество налицо.
Профессионалы при скреплении медных проводников сварку угольными электродами (с углом заточки 30º) предпочитают традиционной пайке. Такая технология однозначно позволяет добиться большей прочности соединения. А если учесть, что времени понадобится значительно меньше, чем при работе паяльником, припоем и кислотой, то преимущество налицо.На рисунке показаны возможные типы соединений.
Особенность сварки угольными электродами состоит в том, что источник переменного тока подключается крайне редко. В основном, в промышленных сварочных установках-автоматах. Главная причина – неустойчивость дуги, которую нивелировать довольно сложно. На производстве для этого используются мощные соленоиды, создающие компенсирующее магнитное поле. При сварке ручной частично стабилизировать дугу можно нанесением вдоль линии реза специальных флюсов или паст.
При работе угольными электродами основным источником питания служит аппарат постоянного тока, причем способ подключения – прямая полярность («+» – на образце, «–» – на стержне). Достаточно 4±1 А, чтобы получить устойчивую электрическую дугу длиной до 5 см.
Достаточно 4±1 А, чтобы получить устойчивую электрическую дугу длиной до 5 см.
А вот полярность обратная (при неправильном подключении) приводит к тому, что температура электрода резко повышается, причем по всей его длине, происходит интенсивное выгорание угольной массы, снижается качество работы. Последнее объясняется тем, что изначально заточенный кончик стержня притупляется. Кроме того, длина дуги ограничена (не более 1,2 см), начинает «играть», а в металле образца повышается концентрация углерода.
Существенный плюс угольных электродов в том, что выгорание массы вещества (при прямом включении) происходит медленно, и стержень практически не прилипает к обрабатываемой поверхности даже при нарушении правил резки (сварки). Именно поэтому они рекомендуются к использованию как в процессе начального обучения, так и приобретения профессиональных навыков. Освоив все тонкости работы с ними, можно легко перейти на иные технологии.
Как правило, при возможности выбора методики сварка угольными стержнями ведется, если по местным условиям работать нужно лишь одной рукой, то есть без подачи в рабочую зону присадочной проволоки. Если производится сварка образцов толщиной не более 3 мм, то скорость работы резко повышается. Эта особенность технологии и учитывается при определении оптимального способа соединения заготовок в каждом конкретном случае.
Если производится сварка образцов толщиной не более 3 мм, то скорость работы резко повышается. Эта особенность технологии и учитывается при определении оптимального способа соединения заготовок в каждом конкретном случае.
Вольфрамовый электрод WL-15 2.4х150мм (золотой) МТL: характеристики, отзывы, фото, инструкция, цена
Электроды из вольфрама WL-15 золотого цвета, в составе электрода присутствует оксид лантана на 1,5%.Характеристики:
Вольфрамовый электрод WL, предназначен для аргонодуговой сварки TIG при переменном и постоянном токе (AC/DC) с прямой полярностью. Он сохраняет свою твердость, даже когда раскален, так как вольфрам самый тугоплавкий из известных металлов. Во время сварки расходуется незначительно: сотые доли грамма на 1 метр сварного шва. В чистый вольфрам вводят различные оксиды для улучшения сварочно-технологических свойств.
Универсальный электроды марки WL-15 имеют очень легкий первоначальный запуск дуги, отличную характеристику повторного зажигания, а также низкую склонность к прожигам. Электрод содержит легирующий элемент 1,8-2,2% La2O3 (оксид лантана). Лактановые электроды по сравнению с электродами из чистого вольфрама (марка WP), более долговечны (их износ меньше на 50%) и меньше загрязняют шов. Электрод длительное время сохряняет первоначальную заточку.
Электрод содержит легирующий элемент 1,8-2,2% La2O3 (оксид лантана). Лактановые электроды по сравнению с электродами из чистого вольфрама (марка WP), более долговечны (их износ меньше на 50%) и меньше загрязняют шов. Электрод длительное время сохряняет первоначальную заточку.
Согласно международным стандартам все электроды на основе вольфрама имеют специальную маркировку, показывающую тип и состав. Первая буква в списке – «W», т.е. вольфрам. Вторая обозначает оксид элемента, который используется в качестве легирующей добавки. Среди легирующих оксидов используются:
оксид церия, обозначается буквой «С»;
оксид циркония, обозначается на маркировке буквой «Z»;
оксид лантана – буквой «L»;
оксид тория – «Т»;
чистый вольфрам, который не имеет никаких легирующих добавок, на маркировке обозначается буквой «Р».
После второй буквы идет цифра, которая показывает процент вещества, добавляемого при легировании. Цифра 15 показывает, что в состав входит 1,5% легирующего вещества. Через дефис прописывается второе число – это длина, которая выражается в миллиметрах. Чаще всего используется длина в 175 мм, но встречаются и значения в 50, 75 и 150 мм. Диаметр вольфрамовые электроды могут иметь различный, на 1, 1.6, 2, 2.4, 3, 3.2, 4, 4.8, 5.6, 6.4 мм.
Через дефис прописывается второе число – это длина, которая выражается в миллиметрах. Чаще всего используется длина в 175 мм, но встречаются и значения в 50, 75 и 150 мм. Диаметр вольфрамовые электроды могут иметь различный, на 1, 1.6, 2, 2.4, 3, 3.2, 4, 4.8, 5.6, 6.4 мм.
Применение:
Главными областями применения вольфрамовых электродов WL является сварка нелегированных и высоколегированных сталей, алюминия, титана, никеля, меди и магниевых сплавов. Другое применение вольфрамовых лантанированных электродов – это микроплазменная сварка. Оксид лантана улучшает воспламеняемость дуги. Это дает электродам WL неоспоримое преимущество при автоматической сварке. Существует три основных марки электродов WL: WL-10 (цвет маркировки — черный), WL-15 (цвет маркировки- золотистый) и WL-20 (цвет маркировки – синий).
Стержневые электроды для сварки ММА — EWM AG
При выборе стержневых электродов следует принимать во внимание свойства материалов и технические вопросы сварки.
Краткий обзор
Универсальный стандартный электрод, капельный переход осуществляется каплями малого и среднего диаметра, хорошие механические свойства, положения сварки PA, PB, PC, PE, PF (PG частично)
Рутилово-основной
Используется как универсальный электрод для достижения высоких показателей вязкости. Повышенные требования к навыкам сварщика и доработке шва
Повышенные требования к навыкам сварщика и доработке шва
Применяется для достижения улучшенных механических свойств, капельный переход осуществляется каплями от среднего до крупного размера, плохо отделяющийся шлак, возможно применение в любых положениях, соблюдать время сушки электрода, если он подвергся воздействию влаги
Рутилово-целлюлозный
Применяется в качестве альтернативы рутиловым электродам для надежной сварки в положении PG, незначительное количество шлака, повышенные требования к навыкам сварщика и доработке шва
Преимущественно используются для заварки корневых слоев в трубных соединениях (сварка трубопроводов) в положении PG, хорошие механические свойства, практически без шлака
Выбор с точки зрения технологии сварки
У каждого типа электродов есть особые сварочные характеристики, поэтому их используют для решения конкретных специальных задач.
Электрод с целлюлозным покрытием (C)
Из-за хорошей пригодности к сварке вертикальных швов (поз. PG) электрод с целлюлозным покрытием (C) используют при сварке круглых швов труб большого диаметра. При этом предпочтительной сферой применения является прокладка трубопроводов. По сравнению с вертикальной сваркой снизу вверх (PF) здесь уже для корневого слоя можно использовать относительно толстые электроды (4 мм). Это обеспечивает экономическую выгоду. Особенное преимущество рутилово-кислого смешанного типа (RA) заключается в отведении шлака в узких швах, в которых компактный шлак зажимается и с трудом отделяется. Шлак типа RA отличается пористостью и под ударами молотка распадается на маленькие кусочки, которые потом можно легко убрать.
PG) электрод с целлюлозным покрытием (C) используют при сварке круглых швов труб большого диаметра. При этом предпочтительной сферой применения является прокладка трубопроводов. По сравнению с вертикальной сваркой снизу вверх (PF) здесь уже для корневого слоя можно использовать относительно толстые электроды (4 мм). Это обеспечивает экономическую выгоду. Особенное преимущество рутилово-кислого смешанного типа (RA) заключается в отведении шлака в узких швах, в которых компактный шлак зажимается и с трудом отделяется. Шлак типа RA отличается пористостью и под ударами молотка распадается на маленькие кусочки, которые потом можно легко убрать.
Рутиловый электрод (R, RR)
Особые свойства рутилового электрода (R, RR), а именно хорошая способность к повторному зажиганию, простота удаления шлака и хороший внешний вид шва определяют сферы его применения. Это сварка прихватками, а также сварка угловых швов таврового соединения и верхних слоев, когда требуется полное удаление шлака и хороший внешний вид шва.
Рутилово-целлюлозный тип (RC)
Рутилово-целлюлозный тип (RC) можно использовать во всех позициях, включая вертикальный шов сверху вниз. Поэтому он универсален, особенно в условиях монтажа. В этой связи вариант с толстым покрытием, соответствующий более серьезным требованиям к внешнему виду шва, используется в универсальных целях, в первую очередь, на небольших предприятиях.
Рутилово-основной электрод (RB)
Рутилово-основной электрод (RB) благодаря более тонкому покрытию и особенной характеристике хорошо подходит для сварки корневых слоев, а также сварки в позиции PF. Предпочтительной сферой применения является прокладка трубопроводов малого и среднего диаметра.
Основной электрод (B)
Основной электрод (B) пригоден для сварки во всех позициях. Специальные типы подходят даже для сварки вертикальных швов сверху вниз. В любом случае, внешний вид шва несколько хуже по сравнению с другими типами. Однако внутренние характеристики свариваемого материала достаточно хороши. Из всех типов основные электроды обладают лучшими характеристиками вязкости и наилучшей стойкостью к образованию трещин в свариваемом материале. В этой связи они используются там, где имеются сложные условия, связанные с пригодностью основных материалов к сварке, например, при сварке сталей, ограниченно пригодных к сварке или большой толщины. Кроме того, они подходят для сварки в ситуациях, в которых требуется большая вязкость соединения, например, в строительных конструкциях, которые впоследствии будут подвергаться воздействию низких температур. Благодаря низкому содержанию водорода этот тип хорошо подходит для сварки высокопрочных сталей.
Из всех типов основные электроды обладают лучшими характеристиками вязкости и наилучшей стойкостью к образованию трещин в свариваемом материале. В этой связи они используются там, где имеются сложные условия, связанные с пригодностью основных материалов к сварке, например, при сварке сталей, ограниченно пригодных к сварке или большой толщины. Кроме того, они подходят для сварки в ситуациях, в которых требуется большая вязкость соединения, например, в строительных конструкциях, которые впоследствии будут подвергаться воздействию низких температур. Благодаря низкому содержанию водорода этот тип хорошо подходит для сварки высокопрочных сталей.
Выбор с точки зрения свойств материалов
Характеристики прочности и вязкости наплавленного металла, как правило, должны соответствовать основному материалу. Для облегчения выбора электродов с этой точки зрения в полном обозначении стержневого электрода по EN ISO 2560-A содержатся сведения о минимальном пределе текучести, пределе прочности при растяжении и вязкости наплавленного металла и о некоторых сварочных свойствах.
Например, краткое обозначение E 46 3 B 42 H5 значит следующее: стержневой электрод для ручной сварки (E) с пределом текучести мин. 460 Н/мм2, пределом прочности при растяжении 530-680 Н/мм2 и минимальным удлинением 20 % (46). Энергия удара 47 Дж достигается при температуре до -30 °C (3). На электрод нанесено основное покрытие (B). После этого следуют необязательные сведения о выходе и виде применяемого тока. Электрод в данном примере имеет выход от 105 до 125 % и может использоваться только с постоянным током (4) во всех позициях кроме вертикального шва сверху вниз (2). Содержание водорода в наплавленном металле составляет менее 5 мл/100 г/наплавленного металла (H5). Если наплавляемый металл содержит другие легирующие компоненты кроме марганца, они указываются перед обозначением типа покрытия вместе с обозначением химических элементов и, возможно, с числовым обозначением содержания в процентах (напр. 1Ni).
Низкое содержание водорода важно при сварке сталей, в которых под действием водорода могут образовываться трещины, например, высокопрочных сталей. Соответствующие сведения содержатся в обозначении содержания водорода.
Соответствующие сведения содержатся в обозначении содержания водорода.
Схожие системы обозначений имеются также для высокопрочных (EN ISO 18275), жаростойких (EN ISO 3580-A) и нержавеющих электродов (EN ISO 3581-A). У жаростойких и нержавеющих электродов помимо характеристик прочности у наплавляемых металлов и основных материалов должны совпадать свойства жаростойкости и коррозии. Таким образом, наплавляемый металл должен быть по возможности таким же, как и основной материал, или несколько более высоколегированным.
Стержневые электроды в магазине
Загрузить справочник по сварочным расходным материалам
Электроды Э42: ГОСТ, технические характеристики, аналоги
Электросварка на сегодня — самый популярный способ создания неразъемных соединений металлических деталей и конструкций. Существует много различных методов сварки и предназначенного для них оборудования. Наиболее простым в использовании и доступным по стоимости является метод ручной сварки плавящимся электродом. Их производители предлагают на рынке множество типов изделий, сотни различных марок и диаметров. Электроды типа Э42 популярны как среди начинающих сварщиков, так и среди профессионалов. Они отличаются отличным соотношением «цена/качество».
Их производители предлагают на рынке множество типов изделий, сотни различных марок и диаметров. Электроды типа Э42 популярны как среди начинающих сварщиков, так и среди профессионалов. Они отличаются отличным соотношением «цена/качество».
Технические характеристики
Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.
Сварка электродами
По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
- С — 0,08%;
- Mn7%;
- Si1%;
- S035%;
- P035%.

Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см2.
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.
Аналоги электродов Э42
Область применения
Электроды типа Э42 различных диаметров широко применяются для сварки конструкционных низко углеродистых сталей. Кроме того, ими можно варить и легированные сплавы 14Г2 и 09Г2.
Они популярны как среди домашних мастеров, так и при монтаже индустриальных металлических конструкций.
Кроме того, ГОСТ допускает их применение для сварки тонкостенных труб и резервуаров низкого давления.
Сварка нержавейки
Существуют следующие ограничения по применению:
- Не подходят, если дуговая сварка выполняется в вертикальном положении (сверху вниз).
- Не подходят для применения по нержавейке, по меди и другим цветным металлам.
- Несовместимы с высоколегированными сталями.
- Не подойдут для чугуна.
Скачать ГОСТ 9467-75
Кроме того, недопустимо пытаться варить отсыревшими электродами.
Отличительные особенности и специфика применения
Тип Э42 представляет собой универсальное изделие массового применения. Однако для него можно отметить некоторые особенности электродов Э42:
- Получаемое в результате применения сварное соединение выходит прочным и пластичным, обладает высокой стойкостью к нагрузкам на излом.
- Образующаяся корка шлака легко отделяется от шовного материала.
- Соединение отличается высокой однородностью структуры, низкой пористостью и отсутствием каверн.
- Изделие не требует высокой квалификации и наработки опыта для успешного применения, достаточно точно соблюдать режимы сварки и технологию выполнения шва.
- Легкий розжиг дуги.
- Низкий расход материала на килограмм шва.
- Широкий ассортимент флюсовых обмазок.
- Широкий выбор диаметров – до 12 мм.
- Отличное соотношение цена/качество и цена/функциональность.

Электроды небольших диаметров успешно применяют для сварки конструкций в домашних условиях, как инверторным сварочным аппаратом, так и устаревшими громоздкими сварочными трансформаторами и выпрямителями. При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.
Электроды Э42 диаметр 5,0 мм
Диаметры 6-12 мм применяются в основном в промышленных условиях, вместе с профессиональными высокопроизводительными сварочными постами, развивающими рабочий ток до 600-800 ампер. Электроды Э42 диаметром 8 мм позволяют сваривать детали толщиной свыше 8 мм за один проход, что делает их конкурентоспособными по производительности с полуавтоматическими аппаратами, использующими сварочную проволоку.
Э42 не рекомендованы для работы по высоколегированным сплавам, по нержавейке, по цветным сплавам, по чугуну.
Ограничения по применению
Существуют и ограничения по применению. Главное из них — непригодность электрода для выполнения вертикальных соединений в направлении «сверху вниз», особенно больших диаметров. На это указывает цифра «2» в обозначении типа. При вертикальном перемещении сварочной ванны часть расплавленного металла будет затекать в пространство не проваренного шва. Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Также электроды данного типа непригодны для сваривания нержавеющих и высоколегированных сталей, чугунов и сплавов цветных металлов.
Важно также правильно подбирать электрод по диаметру, исходя из толщины свариваемых заготовок.
Кроме того, недопустимо пытаться варить отсыревшими электродами. Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.
Наплавка
Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.
 Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.
Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Требования ГОСТ
Требования к электродам типа Э42 изложены в ГОСТ-9567-75-Э42. В нем определены такие параметры, как линейные размеры стержня и покрытия, ряд диаметров, вес, расход материала на 1 кг шва, ударная вязкость шва и относительное удлинение, перечисленные в начале статьи.
Кроме того, в ГОСТ 9467-75-Э42А выдвинуты повышенные требования к шовному материалу, прежде всего к ударной вязкости и относительному удлинению. К временному сопротивлению на разрыв повышенные требования не выдвигаются, ряд диаметров также остается без изменений. Таким образом, шов с применением типа Э42А получится столь же прочным, но более тягучим и гибким. Повышены также требования к процентной доле серы, фосфора и их соединений.
Придерживайтесь основ – Производительность сварки
Рекомендации по повторной сушке стержневого электрода с низким содержанием водорода. Различные стержневые электроды с низким содержанием водорода используются в качестве присадочного металла при дуговой сварке защищенным металлом (SMAW). С низким содержанием водорода – самый популярный тип стержневых электродов, используемых в Северной Америке. Будь то опытный сварщик или новичок, полезно понимать, как работают электроды с низким содержанием водорода и почему они используются.
Будь то опытный сварщик или новичок, полезно понимать, как работают электроды с низким содержанием водорода и почему они используются.
Штанговые электроды с низким содержанием водорода имеют гладкую дугу, легкое удаление шлака, хорошую форму валика, более высокую скорость наплавки, и большинство из них могут использоваться во всех положениях сварки.Они используются в различных отраслях промышленности, связанных со сваркой. Хорошими примерами являются строительство мостов и зданий, морское бурение, сосуды под давлением, трубопроводы и производство электроэнергии.
Любая сварка с использованием чувствительных основных материалов, таких как высокопрочные стали, фиксированные соединения или те, которые подлежат более строгим правилам сварки, вероятно, будет включать использование присадочного металла с низким содержанием водорода.
Для правильной работы электроды с низким содержанием водорода должны быть сухими. Поглощение влаги может ухудшить качество сварки по нескольким причинам. Избыточная влажность может вызвать пористость сварного шва, которая может быть видимой пористостью на поверхности сварного шва или может быть только под поверхностью, и для ее обнаружения требуется какой-либо тип неразрушающего или разрушающего контроля. Высокая влажность покрытия электрода также может привести к чрезмерной текучести шлака, шероховатости поверхности сварного шва и затрудненному удалению шлака. Наконец, чрезмерная влажность в электродах с низким содержанием водорода приводит к повышенным уровням диффундирующего водорода, что, в свою очередь, может привести к вызванному водородом растрескиванию сварных швов и проблемам с растрескиванием под валиком.
Избыточная влажность может вызвать пористость сварного шва, которая может быть видимой пористостью на поверхности сварного шва или может быть только под поверхностью, и для ее обнаружения требуется какой-либо тип неразрушающего или разрушающего контроля. Высокая влажность покрытия электрода также может привести к чрезмерной текучести шлака, шероховатости поверхности сварного шва и затрудненному удалению шлака. Наконец, чрезмерная влажность в электродах с низким содержанием водорода приводит к повышенным уровням диффундирующего водорода, что, в свою очередь, может привести к вызванному водородом растрескиванию сварных швов и проблемам с растрескиванием под валиком.
Водород естественным образом абсорбируется жидким металлом (т. Е. Расплавленной сварочной ванной) и естественным образом выходит из твердого металла (т. Е. Затвердевшего металла шва). Сталь выше температуры плавления естественным образом поглощает водород. Когда сталь охлаждается ниже температуры плавления и снова затвердевает (замерзает), водород, который задерживается внутри металла шва, затем хочет мигрировать или диффундировать наружу, и со временем это происходит. Однако, когда начальные уровни диффузионного водорода внутри металла шва повышаются, существует больший потенциал для индуцированного водородом растрескивания, которое обычно происходит в зоне термического влияния (HAZ).
Однако, когда начальные уровни диффузионного водорода внутри металла шва повышаются, существует больший потенциал для индуцированного водородом растрескивания, которое обычно происходит в зоне термического влияния (HAZ).
Растрескивание ЗТВ возникает не только из-за повышенных уровней диффундирующего водорода. Кроме того, основной материал должен иметь более чувствительную микроструктуру, например, высокоуглеродистые и высокопрочные низколегированные стали, которые более подвержены растрескиванию из-за более высокого содержания углерода и сплава. Кроме того, должны присутствовать более высокие внутренние сварочные напряжения, например, при использовании более толстых стальных секций или стесненных пластин. Например, плиты на большом корабле скованы и не могут двигаться, создавая напряжение.
В поисках источника
Откуда во время сварки берется водород? Один из источников – загрязнения основного материала. Краска, масло, грунтовка, прокатная окалина и ржавчина на поверхности стали – все это потенциальные источники углеводородов. Они могут производить водород в результате химических реакций, поскольку они расходуются в тепле сварочной дуги и, таким образом, вводят водород в металл сварного шва. Поэтому материал должен быть максимально чистым.
Они могут производить водород в результате химических реакций, поскольку они расходуются в тепле сварочной дуги и, таким образом, вводят водород в металл сварного шва. Поэтому материал должен быть максимально чистым.
Второй источник водорода – из окружающей атмосферы – из влаги в воздухе.Сварка в очень влажных условиях потенциально может привести к увеличению количества водорода в металл шва.
Третий источник водорода – это конденсация влаги на покрытии электрода. В стержне стержневых электродов расположен токопроводящий стальной стержень, который плавится и становится присадочным металлом. Этот стержневой сердечник покрыт флюсом, который также плавится, защищая дугу и образуя защитный шлак, покрывающий сварной шов. Если позволить влаге конденсироваться на этом внешнем флюсе, она становится связанной с пористым флюсом, вводя водород в металл шва.
Пример стержневой печи для хранения электродов с низким содержанием водорода. Следует отметить, что поддержание определенного уровня диффузионного водорода является проблемой только для электродов с флюсом, таких как стержневые электроды, флюсы подводной дуги и порошковые проволоки (конденсация на внутреннем флюсе происходит через влагу через шов проволоки) .
Однако водород не является проблемой для стальных стержней для сварки TIG, проволоки MIG или проволоки для сварки под флюсом, поскольку они не имеют флюса. Влага может оставаться на присадочном металле из-за конденсации, но она не связывается со сталью или медным покрытием стального электрода.Он просто испаряется, когда нагревается дугой. Поэтому все стержни для сварки TIG, проволока MIG и проволока для дуговой сварки под флюсом считаются электродами с низким содержанием водорода, что некоторые могут не осознавать.
Штанговые электроды с низким содержанием водорода кондиционируются в процессе производства, чтобы минимизировать уровень водорода в их покрытиях, тем самым уменьшая возможность осаждения диффундирующего водорода в металл сварного шва. Штучный электрод с низким содержанием водорода идентифицируется обозначением типа покрытия в его классификационном номере.Он также может иметь дополнительный указатель максимального диффузионного водорода после его классификационного номера, как это определено Американским обществом сварки (AWS).
Обозначения «HX» обозначают максимальное количество диффузионного водорода в миллилитрах на 100 грамм наплавленного металла шва. h5, H8 и h26 – типичные обозначения. Для стержневых электродов обозначение h26 или ниже считается с низким содержанием водорода, но технология продвинулась до такой степени, что большинство стержневых электродов с низким содержанием водорода теперь имеют обозначение H8 или ниже.
Рекомендации по повторной сушке стержневого электрода с низким содержанием водорода.Как обращаться
Несмотря на то, что стержневые электроды с низким содержанием водорода начинаются с завода с покрытием с низким содержанием водорода, они могут быстро собирать дополнительный водород от конденсации, если не хранить и не обращаться с ними должным образом. Именно поэтому они обычно поставляются в герметично закрытой или герметичной таре, где их можно хранить неограниченное время.
После открытия контейнера стандартные электроды с низким содержанием водорода должны находиться на открытом воздухе не более четырех часов. После этого электроды необходимо хранить в герметичном контейнере с регулируемой температурой и выдерживать при повышенной температуре в соответствии с рекомендациями производителя присадочного металла. Это предотвращает образование конденсата на покрытии.
После этого электроды необходимо хранить в герметичном контейнере с регулируемой температурой и выдерживать при повышенной температуре в соответствии с рекомендациями производителя присадочного металла. Это предотвращает образование конденсата на покрытии.
Lincoln Electric рекомендует хранить открытые банки и незакрепленные электроды в герметичных контейнерах при температуре от 250 до 300 ° F (от 120 до 150 ° C) для своих продуктов с низким содержанием водорода. Наиболее распространенные емкости для электродов с низким содержанием водорода называются стержневыми печами.
Некоторые стержневые электроды с низким содержанием водорода производятся с влагостойким покрытием и обозначаются добавлением буквы «R» к обозначению максимального диффузионного водорода AWS (например,г., E7018-h5R). В то время как время воздействия на открытом воздухе электродов с низким содержанием водорода ограничено примерно четырьмя часами, электроды с обозначением R потенциально могут подвергаться воздействию до девяти часов. И это важно, потому что их можно не использовать в стержневой печи в течение всей рабочей смены. Однако некоторые требования кодов могут определять пределы воздействия, отличные от этих рекомендаций.
И это важно, потому что их можно не использовать в стержневой печи в течение всей рабочей смены. Однако некоторые требования кодов могут определять пределы воздействия, отличные от этих рекомендаций.
Электроды с низким содержанием водорода, которые не запечатаны или не хранятся должным образом и которые превысили свои пределы воздействия на открытом воздухе, могут быть восстановлены (повторно просушены) перед использованием.Это достигается путем повышения температуры в стержневой печи до определенного уровня и сушки электродов в течение одного часа при этой температуре. Их следует разложить в духовке, чтобы каждая из них достигла температуры сушки. Производитель присадочного металла дает конкретные рекомендации по температуре восстановления (см. Таблицу 1).
Электроды с низким содержанием водорода не следует повторно сушить при температурах выше рекомендованных, а также в течение нескольких часов при температурах ниже рекомендованных. Кроме того, электроды с низким содержанием водорода, такие как электроды из целлюлозы и рутила, не следует хранить или повторно сушить при тех же температурах, что и электроды с низким содержанием водорода.
Низколегированные электроды с низким содержанием водорода не подлежат ремонту более трех раз. Любой электрод с низким содержанием водорода, будь то углеродистая или низколегированная сталь, следует выбросить, если из-за чрезмерной повторной сушки покрытие становится хрупким, отслаивается или отслаивается во время сварки или если имеется заметная разница в характеристиках дуги.
Пример типовых рабочих процедур.Советы по технике
Помимо нанесения наплавки с минимальным количеством диффундирующего водорода, успех стержневых электродов с низким содержанием водорода также сводится к использованию правильной техники.Это включает использование определенного типа электрода с низким содержанием водорода в предполагаемом положении для сварки, сварку при соответствующем уровне тока для данного типа и диаметра электрода и использование правильной скорости движения. Это также включает использование правильного угла электрода, длины дуги и так далее.
Рекомендуемые настройки тока по диаметру и полярности обычно можно найти в документации производителя присадочного металла. Ток измеряется в амперах или амперах. В качестве отправной точки сварщики должны выбрать значение тока посередине диапазона.
Ток измеряется в амперах или амперах. В качестве отправной точки сварщики должны выбрать значение тока посередине диапазона.
Еще одно практическое правило для настройки тока с электродами со средним покрытием, такими как E7018, – умножать каждую тысячу дюйма диаметра электрода на один ампер. Например, 1/8 дюйма. Электрод в десятичной форме для разряда тысяч составляет 0,125 дюйма. Таким образом, устройство должно быть установлено около 0,125 x 1000 или 125 ампер. И наоборот, 5/32 дюйма. Электрод должен быть установлен примерно на 0,156 x 1000 или 156 ампер. Если сила тока слишком мала для данного диаметра, возникновение и поддержание дуги может быть затруднено.Кроме того, валик сварного шва будет неровным. Если сила тока слишком велика, это может преждевременно разрушить покрытие и вызвать дефекты сварного шва (см. Таблицу 2).
При изготовлении бусинок стрингеров стержневые электроды обычно имеют оптимальную скорость перемещения, которая обеспечивает лучший контроль образования луж и форму валика. Размер сварного шва увеличивается с увеличением диаметра электрода (см. Таблицу 3).
Размер сварного шва увеличивается с увеличением диаметра электрода (см. Таблицу 3).
При работе с электродами с низким содержанием водорода сварщики всегда должны использовать угол рабочего хода, оставляя шлак позади лужи, и поддерживать короткую длину дуги.Они должны всегда держать электрод близко к ванне и не допускать «длинную дугу» электрода, так как это может привести к нестабильности дуги и пористости сварного шва.
Рекомендуемые скорости движения для различных диаметров E7018 при средних значениях тока.Обратите внимание, что при сварке в нерабочем положении электродами из целлюлозы (например, E6010) сварщики часто вынимают электрод из лужи, а затем возвращают его обратно. Этот метод взбивания и образования длинной дуги позволяет слегка покрытой шлаком луже замерзнуть перед нанесением большего количества сварочного металла.Однако этот метод взбивания не следует использовать с электродами с низким содержанием водорода.
Обычно сварщики должны делать бусинки стрингера или использовать прямую прогрессию. Для более крупных сварных швов несколько небольших многопроходных бортов стрингера обычно обеспечивают лучшие механические свойства, особенно ударную вязкость, по сравнению с меньшим количеством проходов больших и широких валиков. Однако в некоторых ситуациях может потребоваться, чтобы сварщики манипулировали лужей, используя технику плетения, стараясь не переплетать более 3/4 дюйма.широкий.
Для более крупных сварных швов несколько небольших многопроходных бортов стрингера обычно обеспечивают лучшие механические свойства, особенно ударную вязкость, по сравнению с меньшим количеством проходов больших и широких валиков. Однако в некоторых ситуациях может потребоваться, чтобы сварщики манипулировали лужей, используя технику плетения, стараясь не переплетать более 3/4 дюйма.широкий.
Согласно статье, написанной Джозефом Коласой, инструктором Lincoln Electric Welding School, и Джозефом Мурлином, менеджером по расходным материалам SMAW, первое, что сварщики должны сделать перед началом сварки, – это удерживать дугу очень короткой длины. Большая длина дуги значительно увеличивает вероятность возникновения дуги пористости.
Также не следует устанавливать слишком высокий контроль горячего старта (на сварочных аппаратах с этой функцией). Это может привести к возникновению дуги большой длины и преждевременному расплавлению покрытия электрода, создавая недостаточную защиту и, в конечном итоге, пористость в сварном шве.
Распространенная проблема с повторным запуском дуги при сварке вертикально вверх – это «забивание» покрытия (т.е. когда одна сторона покрытия выгорает дальше, чем другая, что может вызвать проблемы с пористостью). Это происходит, когда сварщики используют слишком большой угол вверх. Многие сварщики перезапускают сварной шов слишком высоко, а затем тянутся к кратеру. Они могут избежать этих сценариев при перезапуске стержневого электрода, начав примерно на 1/4 – 1/2 дюйма выше предыдущего сварного шва. Они должны направлять электрод непосредственно в соединение, используя угол проталкивания не более 5 ° или 10 °.
Повторный запуск частично израсходованного электрода с низким содержанием водорода после охлаждения наконечника может быть затруднен. На конце электрода естественным образом образуется шар из шлака. Этот твердый, хрупкий шлак действует как изолятор, затрудняя возникновение дуги. Большинство сварщиков хотят поместить электрод в электрододержатель и стучать им по пластине, как молотком. Это может повредить покрытие электрода. Вместо этого им следует вынуть электрод из держателя и грубо потереть его концом о поверхность сварочного стола, пока они не коснутся стального сердечника.Это обеспечивает хорошее электрическое соединение для зажигания дуги без повреждения покрытия.
Это может повредить покрытие электрода. Вместо этого им следует вынуть электрод из держателя и грубо потереть его концом о поверхность сварочного стола, пока они не коснутся стального сердечника.Это обеспечивает хорошее электрическое соединение для зажигания дуги без повреждения покрытия.
Многие сварщики предпочитают использовать стержневые электроды с низким содержанием водорода из-за их гладкой дуги, легкого удаления шлака, хорошей формы валика и более высокой скорости наплавки. Их также выбрали потому, что они могут выполнять сварку во всех положениях. Однако лучшее понимание того, почему, где и как использовать электроды с низким содержанием водорода, а также способы их хранения и обращения с ними, также может сделать сварщиков еще умнее.Поскольку использование электродов с низким содержанием водорода продолжает расти, эти знания и навыки сделают любого сварщика еще более ценным для отрасли.
Типы низководородных электродов
Расшифровка классификационных номеров электродов.
Обычный классификационный номер с низким содержанием водорода AWS – E7018-h5R. Определенный классификационный номер для конкретного электрода рассказывает об этом. Ключ к этим числам проиллюстрирован в Таблице 4.
Первые две или три цифры в номере обозначают минимальную прочность на разрыв металла сварного шва.Электрод с низким содержанием водорода из углеродистой стали (низкоуглеродистой стали) имеет минимальный предел прочности на разрыв 70 тыс. Фунтов на квадратный дюйм, в то время как большинство низколегированных электродов с низким содержанием водорода имеет минимальный предел прочности на разрыв от 80 до 120 тыс. Фунтов на квадратный дюйм. За исключением нескольких электродов из целлюлозы 80 тыс. Фунтов на квадратный дюйм, все низколегированные электроды также являются электродами с низким содержанием водорода.
Вторая и последняя цифра в номере указывает на рекомендуемое положение сварки. «1» означает все положение (плоское, горизонтальное, вертикальное и над головой), «2» означает в положении (только плоское и горизонтальное), а «4» означает только вертикальное положение вниз. Электроды, которые могут свариваться не в нужном положении или против силы тяжести, имеют систему быстро замерзающего шлака, бывают меньшего диаметра и имеют более низкую скорость осаждения. Принимая во внимание, что электроды, которые можно использовать только в положении или под действием силы тяжести, имеют более медленную систему замораживания шлака, бывают большего диаметра и имеют более высокую скорость осаждения.
Электроды, которые могут свариваться не в нужном положении или против силы тяжести, имеют систему быстро замерзающего шлака, бывают меньшего диаметра и имеют более низкую скорость осаждения. Принимая во внимание, что электроды, которые можно использовать только в положении или под действием силы тяжести, имеют более медленную систему замораживания шлака, бывают большего диаметра и имеют более высокую скорость осаждения.
Последняя цифра в номере указывает тип покрытия электрода и рекомендуемую полярность сварного шва. Электроды, оканчивающиеся на «5» (на основе натрия), «6» (на основе калия) и «8» (на основе калия с добавлением порошка железа), являются электродами с низким содержанием водорода.Все они также имеют «основное» покрытие – по сравнению с покрытиями на основе целлюлозы (органических), рутила (диоксида титана) или оксида железа.
Примеры различных типов электродов с низким содержанием водорода. Из трех типов покрытие «8» является самым популярным. Электрод типа «28», установленный только на месте, содержит 50% порошка железа, добавленного в его покрытие для максимальной скорости осаждения, и будет считаться электродом с толстым покрытием. Добавление порошка железа увеличивает скорость осаждения этих электродов, поскольку порошок железа в покрытии плавится и становится частью металла сварного шва вместе со стержнем сердечника.
Добавление порошка железа увеличивает скорость осаждения этих электродов, поскольку порошок железа в покрытии плавится и становится частью металла сварного шва вместе со стержнем сердечника.
Электрод типа «18» во всех положениях содержит 30% порошка железа, добавленного в его покрытие, и может считаться электродом со средним покрытием. Несмотря на то, что он по-прежнему имеет систему быстрого замораживания шлака, дополнительные 30 процентов порошка железа в покрытии обеспечивают максимальную скорость осаждения электрода при сварке в нерабочем положении. Кроме того, поскольку электрод «18» имеет тяжелую шлаковую систему, он не рекомендуется для вертикального движения вниз, так как шлак может опередить лужу и застрять под ней.В вертикальном положении электрод «18» следует использовать только при вертикальном движении вверх.
Таблица 5 включает примеры различных типов электродов с низким содержанием водорода с их конкретным классификационным номером AWS и описанием, а также типичные области применения.
6013 VS 7018 Сварочные электроды по сравнению с
Коротко: Сварочные электроды 6013 VS 7018
Электроды – очень популярные электроды, используемые для сварки, например, в судостроении, строительстве, производстве и техническом обслуживании.Наиболее важным различием между ними является то, что 613 может сваривать различные загрязнения, такие как ржавчина или грязь. Однако 7018 обеспечивает лучшее качество сварки и простоту использования, поскольку позволяет работать только на чистых поверхностях. 7018 также имеет лучшие характеристики прочности и удлинения по сравнению с 6013.
Сварочная проволока – это металлический стержень, который используется для получения нагретой дуги с целью соединения металлов в процессе сварки.
Эти проволоки представляют собой газовые электроды с рядом характерных механических и химических свойств, поведения дуги, качества и стоимости.
Провода также бывают разных диаметров и обычно выбираются в зависимости от используемого сварочного аппарата и материала, из которого выполняется работа.
В следующих разделах представлена важная информация по обоим продуктам.
Обзор электродных стержней 6013
Электрод 6013 – универсальный сварочный электрод из низкоуглеродистой стали, который может использоваться во всех положениях сварочного процесса. Электрод обеспечивает плавную дугу со средней проникающей способностью.
Электрод может использоваться с небольшими источниками питания переменного тока, имеющими также низкое напряжение холостого хода.
Модель 6013 находит свое применение в транспортных средствах, судостроении и ремонте, производстве листового металла, наращивании чрезмерно обработанных и изношенных поверхностей из низкоуглеродистой стали и в общем легком производстве.
Модель 6013 также обеспечивает тихую дугу, которая легко поддерживается с минимальными потерями от разбрызгивания. Образующийся в процессе шлак легко поднимается и обеспечивает мелко волнистый контур валика.
Быстро замерзающий шлак электрода обеспечивает оптимальную производительность при сварке в вертикальном нижнем положении. Электрод в основном используется для сварки чистого нового листового металла.
Электрод в основном используется для сварки чистого нового листового металла.
Проволока представляет собой электрод из мягкой стали, покрытый титаном с высоким содержанием калия. Покрытие способствует образованию дуги распылительного типа, что приводит к сварке с глубоким проплавлением. Проволока имеет низкое удлинение по сравнению с другими в этой категории.
С пределом прочности на растяжение и текучести 60 000 фунтов на квадратный дюйм и 48 000 фунтов на квадратный дюйм, соответственно, проволока обеспечивает высокое качество сварных швов.
| Параметры | Подробности |
|---|---|
| Материал | Низкоуглеродистая сталь |
| Покрытие проволоки | Высокий диоксид титана, калий |
| Прочность на растяжение | 60000 фунтов на кв. Дюйм |
| Предел текучести | 48000 фунтов на кв. Дюйм |
| Относительное удлинение | 17% |
| Позиция | Все позиции |
Плюсы
- Отличное качество сварки
- Электрод универсальный
- Быстрозамороженный шлак обеспечивает оптимальную производительность
Минусы
- Нижние прочностные характеристики
Обзор электродных стержней 7018
Источник: Миллер
Электрод 7018 представляет собой всепозиционный электрод постоянного тока, который в основном используется, когда сварщику требуется высокий уровень полировки сварных швов на трудно плавящихся металлах. Это электрод с высоким наплавлением, подходящий для низко- и среднеуглеродистых сталей.
Это электрод с высоким наплавлением, подходящий для низко- и среднеуглеродистых сталей.
Электрод представляет собой электрод из железного порошка с низким содержанием водорода и выдающимися механическими свойствами, которые делают проволоку устойчивой к растрескиванию и обеспечивают сварные швы рентгеновского качества.
Модель 7018 обеспечивает однородные сварные швы на металле и обладает лучшими ударными свойствами при отрицательных температурах.
Именно поэтому 7018 используется для строительства корпусов судов, сосудов высокого давления, котлов, трубопроводов, тяжелого оборудования, технического обслуживания, производства или изготовления.
Проволока используется для работ, требующих небольшого проплавления и обеспечивающих тихую дугу без брызг.
Электрод считается больше «тяговым» стержнем, 7018 также широко известен как стержень с низким содержанием водорода или «низкий-высокий» в полевых условиях.
Ряд строительных магазинов, сварщиков и любителей дома часто не имеют надлежащего запаса стержней 7018. Электрод представляет собой стержень с низким содержанием водорода, для него требуется среда, свободная от влаги, чтобы флюс оставался защищенным от нее.
Электрод представляет собой стержень с низким содержанием водорода, для него требуется среда, свободная от влаги, чтобы флюс оставался защищенным от нее.
Флюс содержит очень мало водорода, и электрод дает гладкие сварные швы, которые по своей природе пластичны.
Это причина, по которой 7018 также широко используется при сварке конструкций, например, в торговых комплексах, атомных или других электростанциях, заводах, электростанциях, плотинах и мостах.
| Параметр | Подробности |
|---|---|
| Материал | Низкоуглеродистая сталь |
| Покрытие проволоки | Низкое содержание водорода калий Железный порошок |
| Сварочный ток | AC, DC + или DC- |
| Предел прочности при растяжении | 70000 фунтов на кв. Дюйм |
| Предел текучести | 58000 фунтов на кв. Дюйм |
| Удлинение (в 2 дюйма) | 22% |
Плюсы
- Более тихая работа
- Дуга без брызг
- Стабильная дуга
- Высокое качество сварки
Минусы
- Низкое проникновение
- Требуется дополнительное хранилище
Ключевые различия между 6013 и 7018
Хотя оба провода можно использовать в таких сферах, как строительство, техническое обслуживание, производство, изготовление, судостроение или строительство, сварщикам следует помнить об определенных ключевых моментах.
Хотя обе проволоки изготовлены на основе мягкой стали, покрытие на обеих сильно различается, 7018 имеет покрытие с низким содержанием водорода и калия, тогда как покрытие на 6013 – это покрытие с высоким содержанием титана и калия.
Электроды также различаются по текучести и прочности на разрыв, 7018 имеет более высокие характеристики в обоих случаях. 7018 также имеет большее удлинение – 22 процента на 2 дюйма.
| 7018 | 6013 | |
|---|---|---|
| Материал | Низкоуглеродистая сталь | Низкоуглеродистая сталь |
| Покрытие проволоки | Низкое содержание водорода, калий Железный порошок | Высокий диоксид титана, калий |
| Сварочный ток | AC, DC + или DC – | AC, DC + |
| Прочность на растяжение | 70000 фунтов на кв. Дюйм | 60000 фунтов на квадратный дюйм |
| Предел текучести | 58000 фунтов на кв. Дюйм Дюйм | 48000 фунтов на квадратный дюйм |
| Относительное удлинение (в 2 дюйма) | 22% | 17% |
Сводка
Во время сварки 6013 имеет более глубокое проникновение, чем 7018, на поверхность работы, над которой работает пользователь.С 6013 труднее работать, но он оставляет значительно меньше шлака по сравнению с 7018.
6013 также не требует подготовки с использованием печи для запекания электродов при 300 градусах по Фаренгейту, как 7018. 7018 должен иметь чистую поверхность для корневого прохода.
С другой стороны, модель 7018 гораздо более доступна в использовании и обеспечивает стабильное качество сварных швов.
Предпочтительно использовать 7018, когда основной металл легко доступен.7018 обеспечивает гораздо более стабильную дугу и не требует значительных колебаний.
Электрод: значение, характеристики и применение
Прочитав это, вы узнаете об электроде: – 1. Значение электрода 2. Электроды с толстым покрытием 3. Функции покрытия электрода 4. Спецификация электродов 5. Покрытие электродов 6. Типы электродов с покрытием 7. Материалы сердечника проволоки (электроды) 8. Использование электродов в промышленности 9.Не следует использовать поврежденные электроды 10. Влияние влаги на электрод и его хранение.
Значение электрода 2. Электроды с толстым покрытием 3. Функции покрытия электрода 4. Спецификация электродов 5. Покрытие электродов 6. Типы электродов с покрытием 7. Материалы сердечника проволоки (электроды) 8. Использование электродов в промышленности 9.Не следует использовать поврежденные электроды 10. Влияние влаги на электрод и его хранение.
Электрод состоит из проволоки с металлическим сердечником и изолирующим покрытием (покрытым флюсом). При дуговой сварке металла используются металлические и углеродные электроды в виде отрезанного (стержневого) стержня определенной длины и диаметра, в то время как электроды для автоматической и полуавтоматической сварки используют неизолированную проволоку в бухтах.
В процессе ручной дуговой сварки (MMAW) или SMAW (дуговая сварка металлическим электродом) используются плавящиеся электроды с флюсовым покрытием для выработки тепла за счет дуги, а также для подачи присадочного материала в зону сварки. Металлические и углеродные электроды в основном используются при ручной сварке стали, легированной стали, конструкционных сталей, жаропрочной стали, наплавки (наплавленного металла), чугуна, мягкой стали и других металлических сплавов.
Металлические и углеродные электроды в основном используются при ручной сварке стали, легированной стали, конструкционных сталей, жаропрочной стали, наплавки (наплавленного металла), чугуна, мягкой стали и других металлических сплавов.
Металлические электроды бывают трех типов:
(1) Электрод неизолированный;
(2) Электрод с покрытием; и
(3) Электрод с толстым покрытием.
Электроды без электродов имеют ограниченное применение для сварки кованого железа и низкоуглеродистой стали. При использовании неизолированного электрода, когда глобулы металла переходят от электрода к изделию, они подвергаются воздействию кислорода и азота из окружающего воздуха, что снижает прочность и пластичность металла.
Если в качестве электрода используется неизолированная проволока, то дугу трудно контролировать, поток дуги блуждает по ванне расплава. В результате сварной шов становится пористым и хрупким.При использовании электродов с неизолированной проволокой много металла теряется в результате испарения, превращаясь в пар.
С другой стороны, покрытые электроды уменьшают потери. Покрытые электроды имеют много преимуществ. Электрод с покрытием – это присадочный стержень из углеродистой стали, покрытый флюсовым материалом той же формы. Композиции покрытия наносятся на проволоку для стабилизации дуги и улучшения свойств металла сварного шва.
Материал покрытия электродов для позиционной сварки: в основном бура, аммиак, сера, целлюлоза, карбид кальция, доломит, рутил, слюда, глина, кремний, диоксид марганца, железный порошок, ферросилиций, силикат натрия, силикат калия и т. Д.На рис. 6.1 показан электрод с покрытием.
Это все раскислители. Покрытие, нанесенное на электродную проволоку, во многом определяет прочность металла сварного шва. Дугой можно легко управлять, а поглощение атмосферных газов сведено к минимуму за счет «экранирования» дуги.
Под воздействием тепла дуги химические соединения в покрытии электрода также вступают в реакцию с образованием жидкого шлака, который легче расплавленного металла. Он поднимается на поверхность, охлаждается и затвердевает, образуя защитное покрытие над горячим металлом, охлаждая его и защищая от атмосферных воздействий металла шва.
Он поднимается на поверхность, охлаждается и затвердевает, образуя защитное покрытие над горячим металлом, охлаждая его и защищая от атмосферных воздействий металла шва.
Покрытие электрода обычно плавится при более высокой температуре, чем сердечник проволоки, поэтому оно немного выходит за пределы сердечника и направляет поток дуги, делая дугу стабильной и более простой в управлении.
Электроды с толстым покрытием :Электроды с толстым покрытием или экранированные дуговые электроды используются для получения металла сварного шва высокого качества, сравнимого с основным металлом с точки зрения механических свойств и даже превосходящего его. Промышленные производители производят большое количество электродов с толстым покрытием, разработанных различными исследовательскими учреждениями и промышленными лабораториями.
Покрытия сварочных электродов служат нескольким целям:
(1) Облегчает установку и обслуживание дуги;
(2) Защищайте расплавленный металл от кислорода и азота воздуха, создавая газовую защиту вокруг дуги и сварочной ванны;
(3) Обеспечьте слой шлака на сварном шве, чтобы снизить скорость охлаждения;
(4) Обеспечьте средство для введения легирующих элементов, не содержащихся в сердечнике проволоки.
Перед нанесением покрытия сердечник проволоки проходит через очистку, резку и правку проволоки. Провод очищают от грязи и жира, промывая его в горячей воде, содержащей 5% кальцинированной соды. Затем он режется и выпрямляется на станках со скоростью до 300 электродов в минуту. Затем нарезанные кусочки сушат нагреванием до 80 ° C-90 ° C, оголенные стержни сортируют и хранят в сухом помещении.
Электроды с покрытием погружением сушат на воздухе или в хорошо вентилируемых помещениях при комнатной температуре (70 ° F / 21 ° C) в течение 12-20 часов до окончательного затвердевания покрытия.Покрытые электроды обжигаются в горшочных печах и вентилируются в сушильных шкафах или шкафах с электрическим обогревом.
Функции покрытия электрода :(1) Стабилизируйте дугу;
(2) Обеспечивает защитную атмосферу или предотвращает окисление;
(3) Удаление оксидов и примесей;
(4) Влияние на форму бусинки;
(5) Контроль скорости плавления;
(6) Образует шлак на сварном шве;
(7) Сгладьте образование волн или сварочную рябь на поверхности профиля сварного шва.
Очень важно знать характеристики электродов и их применение в промышленности. Электроды необходимо выбирать в зависимости от толщины металла, характера работ, свариваемых материалов и, после этого, отрегулированного тока для сварки. В сварочной технике широко используются электроды. Хороший выбор электродов обеспечивает хорошее соединение.
Подробная информация приведена в прилагаемой таблице:
Композиции для покрытий, которые были разработаны для достижения этих результатов, можно разделить на органические и неорганические.Неорганические покрытия можно подразделить на флюсовые и шлакообразующие (на рис. 6.1 показаны типы электродов). Эти три элемента, то есть размер, тип и сила тока, которые уже упоминались выше, являются основными факторами, определяющими время сварки.
После определения времени сварки обычные процедуры во многом соответствуют литературным данным по данной теме, то есть умножают это время на коэффициент, зависящий от типа сварного шва, положения сварного шва, типа работы и т. Д.Этот коэффициент называется рабочим циклом и используется для охвата всех вспомогательных элементов, которые слишком различаются для детальной оценки.
Д.Этот коэффициент называется рабочим циклом и используется для охвата всех вспомогательных элементов, которые слишком различаются для детальной оценки.
Далее, элементы времени сварки, обычно связанные как факторы времени плавления и имеющие прямое отношение к скорости наплавки, следующие:
(1) Эффективность времени плавления электродов;
(2) Замена электрода;
(3) Удаление шлаков;
(4) Инспекция;
(5) Объем сварного шва;
(6) Армирование;
(7) Совершенство;
(8) Расслабление; личное разрешение.
Можно сказать, что эти факторы являются непосредственной частью сварочного цикла.
Покрытие электрода:Это материал, наносимый вокруг проволоки для стабилизации дуги и улучшения свойств металла шва.
В качестве материала электродного покрытия для позиционной сварки используются, в основном, Borux, аммиак, сера, целлюлоза, карбид кальция, плавиковый шпат, доломит, рутил, полевой шпат, слюда, глина, кремнезем, диоксид марганца, оксид железа, железный порошок, ферросилиний, ферросиликат. марганец, силикат натрия, силикат калия и т. д.Все они известны как раскислители.
марганец, силикат натрия, силикат калия и т. д.Все они известны как раскислители.
Типы электродов с покрытием :
A. Низкоуглеродистая сталь (промышленный стандарт: IS-2825):
(1) Целлюлозный
(2) Рутил
(3) Железный порошок
(4) Низкое содержание водорода
(5) Низколегированный водородом
(6) Наплавка
B. Сварка из нержавеющей стали:
C. Чугун:
(1) Обрабатываемая (с покрытием из чистого никеля)
(2) Необрабатываемый – монель (70% никеля; 30% меди)
(3) Необрабатываемый – ферро-никель (Ni 55%; Fe 45%)
Д. Электрод из инконеля — никелевого типа.
Функции покрытия:
Покрытие выполняет следующие функции:
1. Обеспечивает защитную атмосферу, т.е. предотвращает окисление.
2. Стабилизирует дугу.
3. Удаляет оксиды и загрязнения.
4. Влияет на форму бусины.
5. Ускоряет процесс за счет увеличения скорости плавления или управления скоростью плавления.
6. Облегчает верхнее положение и положение сварки.
7. Образует шлак на сварном шве. Шлак
(a) Защищает расплавленный металл от загрязнения дугой.
(б) Уменьшает скорость покрытия сварного шва.
(c) Сгладьте волны или сварочную рябь на поверхности сварного шва.
Защита металла сварного шва:Покрытие, нанесенное на электродную проволоку, во многом определяет качество получаемого металла шва.
Существует два различных типа защиты:
Во-первых, это образование легкоплавкого шлака. Если бы это было идеально, он бы покрыл каждую каплю металла сварного шва пленкой, непроницаемой для атмосферных элементов.
Во-вторых, это использование химически восстанавливающей газовой оболочки, которая полностью окружает дугу. Если шлак не относится к подходящему химическому типу, может произойти химическая реакция шлака, контактирующего с металлом шва, в ущерб последнему. Электродное покрытие расходуется в дуге медленнее, чем скорость осаждения электродного металла.
Электродное покрытие расходуется в дуге медленнее, чем скорость осаждения электродного металла.
В результате покрытие выходит за пределы металлической сердцевины электрода и служит для направления и концентрации дугового потока. Действие дуги на покрытие электрода приводит к образованию шлака, который плавает поверх расплавленного металла шва и защищает его от окружающей атмосферы во время охлаждения.
Н.Б. S.W.G. означает стандартный калибр проволоки, измерение диаметра сердечника электрода.
Классификация электродов:В покрытии он состоит из букв «ПРЕФИКС» и «СУФФИКС».
Буквы префикса:
«A» и «M» используются для полуавтоматической или автоматической сварки «A», а «M» – для ручной дуговой сварки металла.
Буквы суффикса:
‘H’, T, ‘K’, ‘P’
‘H’ – Контроль водорода.
‘J’ – Покрытие из железного порошка, обеспечивающее извлечение металла от 110% до 130% включительно.
«К» – Железный порошок, обеспечивающий извлечение металла более 130%.
‘P’ – Для глубокого проникновения.
Кодовый номер (электрод):
1. 1-я цифра Тип покрытия.
2. 2-е «Сварочное положение.
3. 3-я «Состояние сварочного тока.
4. 4-й знак Предел прочности наплавленного металла на разрыв.
5. 5-я «Процент относительного удлинения наплавленного металла при испытании на растяжение.
6. 6 «Проверить стоимость наплавленного металла.
Тип покрытия :Тип 1:
Покрытие данного типа содержит не менее 50% целлюлозного материала. Электроды этого класса характеризуются глубоким проникновением и быстрым выгоранием.
Тип 6:
Электрод с низким содержанием водорода :
Электроды этого типа иногда называют «известковыми железными», известковыми плавиковыми шпатами, ферритовыми или основными типами.Наплавленный металл имеет высокую стойкость к горячему и холодному растрескиванию и менее чувствителен к изменению качества пластины, чем у другого электрода.
Электроды особенно подходят для сварки сталей с высокой прочностью на разрыв, где требуются высочайшие физические свойства. Они также используются для сварки сталей с более высоким содержанием углерода и серы, чем в обычных конструкционных сталях, и для сварки сталей неизвестного состава. При использовании этих электродов для сварки необходимо использовать короткую дугу для достижения максимальной прочности наплавленного металла.
Электрод глубокого проникновения :
В покрытии для электрода используется «суффиксная» буква «P», если электрод был изготовлен в соответствии с требованиями испытаний для электродов с глубоким проникновением, как указано в IS 814-1963.
Электрод с покрытием как электрод с глубоким проплавлением означает, что электрод подходит для стыковой сварки с глубоким проплавлением в плоском положении и для угловой сварки с глубоким проплавлением в плоском и горизонтально-вертикальном положении.
Материалы сердечника провода (электрод) : Материалы сердечника проволоки бывают разного содержания элементов. Стандарт определяет калибры проводов, технические условия, правила приемки, методы испытаний, упаковку и маркировку. Стандарт предусматривает от 50 до 100 типов сварочной проволоки.
Стандарт определяет калибры проводов, технические условия, правила приемки, методы испытаний, упаковку и маркировку. Стандарт предусматривает от 50 до 100 типов сварочной проволоки.
Электроды для ручной и автоматической дуговой сварки низкоуглеродистых, среднеуглеродистых и низколегированных сталей в основном изготавливаются из проволоки, содержат не более 0.1 процент углерода и 0,35-0,6 процента марганца. Некоторые содержат больше марганца, а также марганца и кремния.
Избыток кремния в сварочной проволоке приводит к сильному разбрызгиванию и газообразованию в сварочной ванне.
Углеродная сварочная проволока также содержит до 0,2% хрома и не более 0,3% никеля.
Содержание серы и фосфора – оба являются вредными примесями.
Электроды изготавливаются на следующих производствах:
(1) Подготовка жилы.
(2) Приготовление ингредиентов для покрытия.
(3) Дозирование.
(4) Нанесение покрытия.
(5) Сушка покрытых электродов.
(6) Качество контроля покрытых электродов.
(7) Сортировка и упаковка.
Электроды имеют сертификаты (ISI), в которых указывается название производителя, тип и размер классификации электродов, номер партии, марка сердечника, номер стандарта или химического анализа сердечника, дата изготовления и результаты испытаний. и т.п.
Контроль качества на производстве электродов должен проверять их дозирование и смешивание, процедуры нанесения, содержание влаги и условия сушки. Кроме того, проводится химический анализ сердечника проволоки, измеряется толщина покрытия, а электроды испытываются на пробных пластинах.
Готовые электроды с покрытием сортируются, заворачиваются в вощеную бумагу и массово упаковываются в деревянные ящики. Перед упаковкой концы проводов (жил) электродов окрашиваются в международные цвета для идентификации.
Использование электродов в промышленности : Различные типы электродов используются для обработки различных металлов, например, чугуна; Мягкая сталь; Стали; Углеродистая сталь; Высокая углеродистая сталь; Нержавеющая сталь и др.
В современной сварочной практике некоторые цветные металлы можно сваривать дуговой системой. Для этой цели при пайке, сварке латуни и алюминия и его сплавов используются некоторые специальные типы электродов.
В настоящее время мы можем легко сваривать два разных металла.Это называется сваркой разнородных металлов. Часть чугуна можно сваривать с низкоуглеродистой сталью. Этот тип электродов изготавливается из обоих металлов. Сваривать очень дорого.
Электроды общего назначения используются в промышленности для сварки в средних и тяжелых конструкционных работах, в судостроении, в железнодорожных вагонах, резервуарах для хранения нефти, котлах, мостах, кранах, трубопроводах, корпусах вагонов и в общем производстве.
Не следует использовать поврежденные электроды :1.Всегда храните электроды в сухой печи или в сухом месте.
2. Электрод без покрытия образует «воздушный карман» (дутье) в зоне сварки, что является дефектом сварки.
3. Используйте и сжигайте эти поврежденные электроды при черновой работе, но не при сварке.
Не сгибайте электроды :
Часто некоторые сварщики или стажеры сгибают электроды для облегчения работы – для уменьшения длины; ЭТО НЕ ВЕРНО! Дискредитация сварщиков или стажеров. Покрытие электродов повреждается из-за изгиба.
Всегда избегайте повреждения электрода :
Часто некоторые сварщики используют электрод с поврежденным покрытием. Им следует избегать этих электродов. Это вредно для сварочной прочности. Вот поврежденный электрод, которым пользовались некоторые сварщики.
Влияние влаги на электрод и его хранение : Влага – это водянистые частицы вещества, плавающие в воздухе. Эта влага часто влияет на электроды.Из-за того, что электроды длительное время находятся во влажном состоянии, покрытие отслаивается; но когда атмосфера влажная, влага откладывается во влаге покрытия электродов.
Содержимое флюса не гигроскопично и делает электроды бесполезными. Когда электрод остается во влажном состоянии в течение длительного периода, вода, застрявшая в порах покрытия, вызывает ржавчину проволоки. Эта ржавчина начинает распространяться – такой электрод не даст устойчивой «дуги» и гладкого шва.
Хранение электродов во избежание попадания влаги :
Электроды для дуговой сварки требуют особой осторожности при обращении и хранении, чтобы флюсовое покрытие могло сохранять свою первоначальную прочность при посадке в течение длительного периода и обеспечивать удовлетворительные сварные швы при использовании.
(1) В сезон дождей, когда ожидается, что складские помещения будут очень влажными, рекомендуется нагреть и поддерживать температуру в помещении, по крайней мере, на 10–20 ° C выше, чем температура наружного воздуха.
(2) Влага удаляется, когда влажность воздуха падает, если складское помещение отапливается.
Самая ценная вещь в промышленности, которая используется на заводах и в учебных центрах.
СМОТРЕТЬ! Это новый электрод (рис. 6.4).
Вот сгоревший электрод, который сварщики часто бросали на пол.
Это неправильно:
(а) Позор сварщикам.
(б) Большая потеря промышленности.
(c) Бонус за потерю участия в прибылях.
(d) Большие производственные потери.
И это правильно:
(а) Кредит сварщикам.
(b) Больше добычи и больше прибыли.
(c) Помогает росту промышленности.
(d) Меньше потерь времени на замену электродов.
(e) И ваше мастерство – ваша заслуга.
Урок 3 – Покрытые электроды для сварки низкоуглеродистой стали
Урок 3 – Покрытые электроды для сварки низкоуглеродистой стали © АВТОРСКИЕ ПРАВА 2000 ГРУППА ЭСАБ, ИНК.УРОК III троды. Стоимость электр.
мощность также является фактором в меньшей степени. Безусловно, самый крупный
Фактор – труд и накладные расходы.
ж) Сварщик
Обращение – Обращение сварщика определенно важно,
хотя этот фактор не должен
может подчиняться другим более важным критериям.3.4.1
Типичный
Использование электрода
сваркой
Классификация 3.4.1.1
E6010
и классификация E6011
электроды, скорее всего, будут использоваться для сварки
соединение из низкоуглеродистой стали в вертикальном положении с открытым корнем. Если здесь
только источники питания переменного тока
В наличии, выбор между этими двумя должен быть тип E6011. Много раз
возникновение дуги
при сварке постоянным током. Применение электродов E6011 на альтернативных
ток исключает возникновение дуги.3.4.1.2.
Электроды классификации E6012
сегодня широко используются при ремонте и сварке
критические конструкции. Углеродистые стали с небольшим количеством ржавчины можно сваривать.
с этим типом электрода.
Его можно использовать для перекрытия или сварки широких зазоров.
Стоимость электр.
мощность также является фактором в меньшей степени. Безусловно, самый крупный
Фактор – труд и накладные расходы.
ж) Сварщик
Обращение – Обращение сварщика определенно важно,
хотя этот фактор не должен
может подчиняться другим более важным критериям.3.4.1
Типичный
Использование электрода
сваркой
Классификация 3.4.1.1
E6010
и классификация E6011
электроды, скорее всего, будут использоваться для сварки
соединение из низкоуглеродистой стали в вертикальном положении с открытым корнем. Если здесь
только источники питания переменного тока
В наличии, выбор между этими двумя должен быть тип E6011. Много раз
возникновение дуги
при сварке постоянным током. Применение электродов E6011 на альтернативных
ток исключает возникновение дуги.3.4.1.2.
Электроды классификации E6012
сегодня широко используются при ремонте и сварке
критические конструкции. Углеродистые стали с небольшим количеством ржавчины можно сваривать.
с этим типом электрода.
Его можно использовать для перекрытия или сварки широких зазоров. Использование этого
электрод, однако,
значительно уменьшилась за последние несколько лет. До появления низких
водородные электроды
и других сварочных процессов, электрод E6012 составляет 60% от общего
изготовление электродов.Сегодня,
это составляет около 6% от общего объема производства в США.
Состояния. 3.4.1.3
E6013
классификация покрытых электродов из низкоуглеродистой стали была первоначально разработана
иметь низкое проникновение дуги и плоское
гладкие сварные швы. Эти особенности позволили электроду
для сварки листового металла. Сегодня многие
6013 электродов используются вместо 6012 электродов, потому что
более гладкой дуги, меньшего разбрызгивания и более однородной поверхности сварного шва.
3.4.1.4.
E7014 классификация крытых
электроды из мягкой стали, как указывалось ранее, имеют железные
порошок добавлен в состав покрытия электродов E6013.Это дополнение
позволяет электрод
сваривать при более высоких токах, что приводит к более высокой скорости наплавки и наплавке.
Использование этого
электрод, однако,
значительно уменьшилась за последние несколько лет. До появления низких
водородные электроды
и других сварочных процессов, электрод E6012 составляет 60% от общего
изготовление электродов.Сегодня,
это составляет около 6% от общего объема производства в США.
Состояния. 3.4.1.3
E6013
классификация покрытых электродов из низкоуглеродистой стали была первоначально разработана
иметь низкое проникновение дуги и плоское
гладкие сварные швы. Эти особенности позволили электроду
для сварки листового металла. Сегодня многие
6013 электродов используются вместо 6012 электродов, потому что
более гладкой дуги, меньшего разбрызгивания и более однородной поверхности сварного шва.
3.4.1.4.
E7014 классификация крытых
электроды из мягкой стали, как указывалось ранее, имеют железные
порошок добавлен в состав покрытия электродов E6013.Это дополнение
позволяет электрод
сваривать при более высоких токах, что приводит к более высокой скорости наплавки и наплавке. эффективность. Приложения
для E7014 аналогичны электродам для E6013.
3.4.1.5.
Электроды из низкоуглеродистой стали с покрытием E7016
являются, как указывалось ранее, с низким содержанием водорода с
основная шлаковая система. Эта комбинация атрибутов позволяет электроду
использоваться для сварки
некоторые из сталей с более высоким содержанием углерода и некоторые из низколегированных сталей.Этот электрод
уменьшился
в использовании из-за более низкой скорости осаждения и более низкой эффективности осаждения
чем больше
современный электрод Э7018. 3.4.1.6
E7018
Классификация – электрод с низким содержанием водорода на железном порошке. Принято-
приемлемое количество железного порошка в
покрытие и несколько более тяжелое покрытие на
сердечник позволяет использовать электроды при более высоких токах, чем те, которые используются с
в
эффективность. Приложения
для E7014 аналогичны электродам для E6013.
3.4.1.5.
Электроды из низкоуглеродистой стали с покрытием E7016
являются, как указывалось ранее, с низким содержанием водорода с
основная шлаковая система. Эта комбинация атрибутов позволяет электроду
использоваться для сварки
некоторые из сталей с более высоким содержанием углерода и некоторые из низколегированных сталей.Этот электрод
уменьшился
в использовании из-за более низкой скорости осаждения и более низкой эффективности осаждения
чем больше
современный электрод Э7018. 3.4.1.6
E7018
Классификация – электрод с низким содержанием водорода на железном порошке. Принято-
приемлемое количество железного порошка в
покрытие и несколько более тяжелое покрытие на
сердечник позволяет использовать электроды при более высоких токах, чем те, которые используются с
вСварочные материалы – Welders Universe
Как правильно выбрать стержни, проволоку, вольфрам, стержневые электроды и сжатый газ для сварочных работ При сварке расходные материалы – это те материалы, которые быстро изнашиваются и нуждаются в замене. А поскольку существует множество линий продуктов и множество систем классификации, заказ этих товаров может быть чем-то вроде приключения. Тем не менее, в процессе выбора будут учитываться несколько важных переменных:
А поскольку существует множество линий продуктов и множество систем классификации, заказ этих товаров может быть чем-то вроде приключения. Тем не менее, в процессе выбора будут учитываться несколько важных переменных:
- Вид свариваемого металла (сталь, алюминий и др.)
- Свариваемые предметы (трубы, пластины и т. Д.)
- Тип и размер сварного шва (паз, угловой и т. Д.)
- Нормы и требования к конструкции
- Положение при сварке (вертикальное, потолочное и т. Д.)
- Окружающая среда размещения (сильный холод, под водой и т. Д.)
- Доступные размеры соответствующего стержня / проволоки / электрода
Американское общество сварщиков (AWS), Американское общество инженеров-механиков (ASME) и другие отраслевые ассоциации пытались упростить работу сварщика по выбору правильных расходных материалов путем создания различных классификаций продукции. Следование этим стандартам должно гарантировать выбор правильного продукта, соответствующего требованиям правил сварки. Хотя производители выпускают свои собственные запатентованные марки и модели продуктов, они, тем не менее, имеют идентификацию соответствующей отраслевой классификации. Так что всегда ищите эту информацию, когда делаете покупки.
Хотя производители выпускают свои собственные запатентованные марки и модели продуктов, они, тем не менее, имеют идентификацию соответствующей отраслевой классификации. Так что всегда ищите эту информацию, когда делаете покупки.
Из-за множества вариантов выбора опытный сварщик, техник, покупатель или инженер по сварке ведет подшивку или базу данных, содержащую текущие линейки продуктов от различных производителей и поставщиков. Эти справочные материалы должны также включать спецификации продукта, в которых подробно описаны свойства каждого элемента и его соответствие кодам AWS и ASME (если таковые имеются).Если вы студент, вы сэкономите время и избавитесь от головной боли, если создадите собственную папку для бумаг, основанную на работе, которую вы выполняете в школе.
Сварщики начального уровня на рабочем месте должны разбираться в стандартных классификациях присадочных прутков, проволоки и электродов, используемых компаниями, в которых они работают; в противном случае на исследования может быть потрачено много времени. Например, вас могут попросить принести расходные материалы из складского помещения или поехать в местный магазин сварочных материалов, чтобы приобрести расходные материалы для работы, которую необходимо завершить в ближайшее время.Так что освоение лабиринта продуктов просто необходимо.
Например, вас могут попросить принести расходные материалы из складского помещения или поехать в местный магазин сварочных материалов, чтобы приобрести расходные материалы для работы, которую необходимо завершить в ближайшее время.Так что освоение лабиринта продуктов просто необходимо.
Если вы новичок в этой профессии, возможно, вас немного смущает разница между электродом и присадочным стержнем. При сварке штангой присадочный пруток и электрод – это одно и то же. Электроэнергия, подаваемая сварочным аппаратом, питает стержень, который прикреплен к металлическому зажиму. (См. Фото ниже.) Возникает электрическая дуга, выделяющая сильное тепло. При этом кончик стержня плавится в ванне расплава в соединении на основном металле.
Братья Хобарт Сварка труб палкой – один из самых сложных процессов для освоения, но как только вы освоите его, вы получите право на множество высокооплачиваемых работ по всему миру.
(Если вы все еще не понимаете, что такое сварочные процессы, прочтите раздел «Навыки, которым нужно научиться».)
Классификация стержневых электродовШтучные электроды продаются для следующих металлов:
- Низкоуглеродистая сталь
- Нержавеющая сталь
- Сталь низколегированная
- Чугун
- Алюминий
AWS классифицирует стержневые электроды по нескольким кодам в зависимости от типа металла.Одним из наиболее распространенных является AWS A5.1 / A5.1M: Спецификация для электродов из углеродистой стали для дуговой сварки экранированного металла . E-7018 и E-6010 – примеры стержней, используемых сварщиками труб. Вот что означают цифры:
E – электрод
70 – Предел прочности при растяжении металла сварного шва, измеряется в фунтах на квадратный дюйм (PSI). Примечание: в некоторых странах фунт / кв. Дюйм заменяется метрической единицей.
Дюйм заменяется метрической единицей.
1 – Это однозначное число указывает на наиболее сложное положение сварки, в котором можно использовать электрод (1 = любое положение, 2 = горизонтальное и плоское; 3 = только плоское; 4 = верхнее, горизонтальное, вертикальное, нижнее и плоское)
8 – Поскольку эта последняя цифра иногда объединяется с третьим числом для получения информации об электроде, это может вызвать некоторую путаницу.Цель здесь – сообщить флюс / раскислители и другие ингредиенты, используемые в покрытии электрода. Покрытия предназначены как для полярности источника питания, так и для положения сварки. Таким образом, вы должны прочитать две цифры вместе, чтобы узнать, что находится в покрытии. В таблице ниже приведены рецепты для сварки во всех положениях (1) и горизонтально / плоско (2), а также текущие типы / полярности, доступные для каждого обозначения стержня.
Иногда вы также можете встретить такие числа, как E-8018-C1.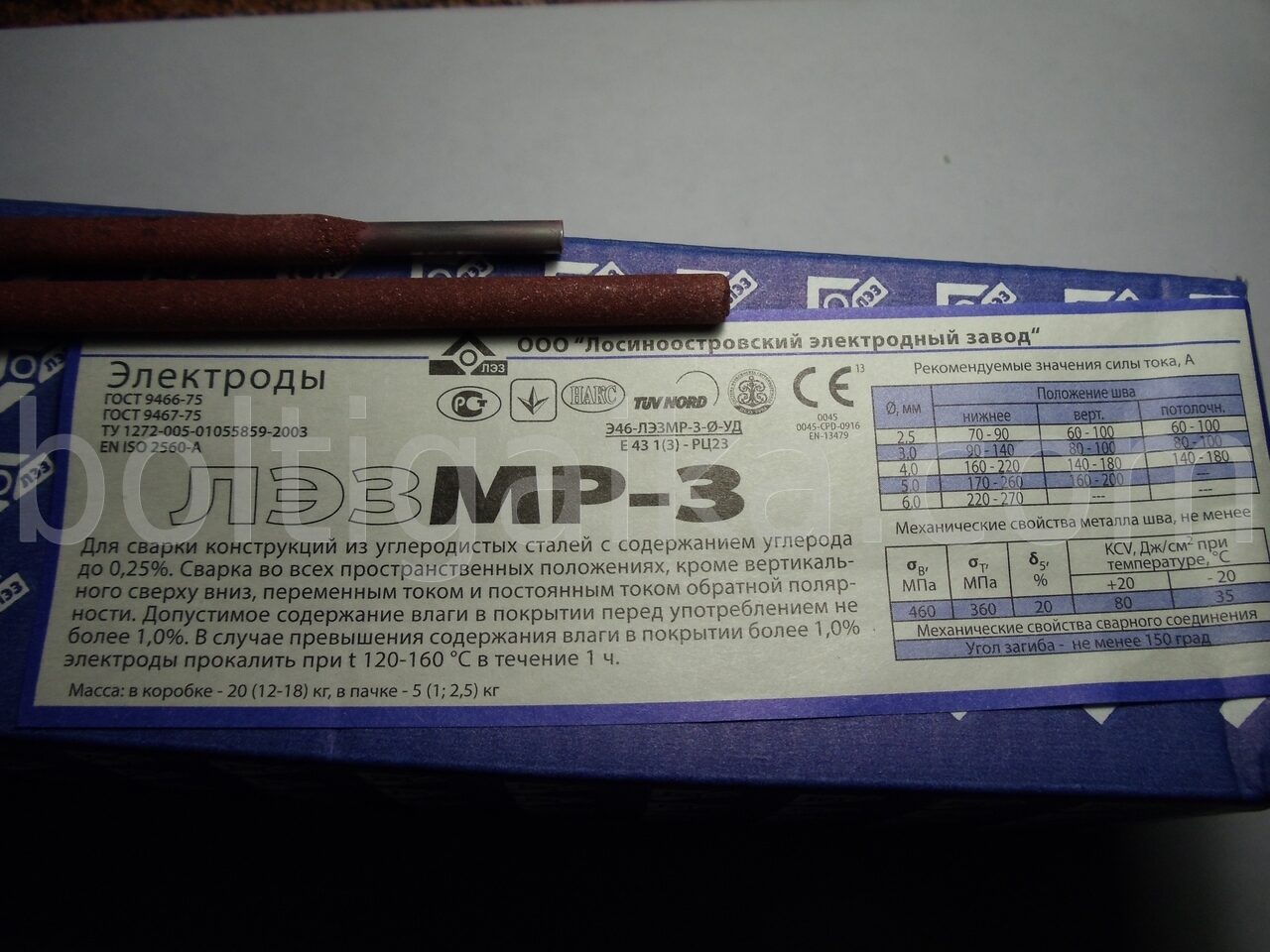 Суффикс в конце обычно указывает на то, что в электрод были добавлены сплавы. Наиболее распространены молибден, хром и никель. Вот несколько примеров:
Суффикс в конце обычно указывает на то, что в электрод были добавлены сплавы. Наиболее распространены молибден, хром и никель. Вот несколько примеров:
A1 – Угольно-молибденовый
B1 – 1/2 CR, 1/2 MO
B2 – 1-1 / 4 CR, 1/2 MO
B3 – 1-1 / 4 CR, 1 MO
C1 – 2-1 / 2 Никель
C2 – 3-1 / 2 Никель
C3 – 1 Никель
D1 – 1-1 / 2 MN, 1/4 MO
D2 – 1 MN, 1 / 4MO
M – соответствует военным спецификациям.
Вот таблица с описанием шести стандартных электродов, используемых для сварки низкоуглеродистой стали:
Обратите внимание, как ингредиенты покрытия стержня влияют на осаждение присадочного металла в сварном шве, а также на полярность, требуемую от источника питания.(Кстати, металл шва в центре стержня у всех этих изделий одинаковый.)
В сварочном бизнесе штучные электроды также делятся на четыре основные группы. Они основаны на химических добавках, предназначенных для защиты сварочной ванны, не только для предотвращения окисления, пористости или некоторых других потенциальных дефектов сварного шва, но и для соответствия требованиям положения сварщика:
Fast Freeze (0,1) – Используется для сварки над головой
Fill Freeze (2,3,4)
Fast Fill (21-27) – Ограничено плоским и горизонтальным положением
Low Hydrogen (18, 28) – Ограничивает пористость
Студентам-сварщикам сначала нелегко понять эти четыре категории, возможно, из-за недостатка творчества в правилах присвоения имен. Тем не менее, полезно ознакомиться с терминологией и помнить, что не все удилища подходят для каждой ситуации.
Тем не менее, полезно ознакомиться с терминологией и помнить, что не все удилища подходят для каждой ситуации.
Еще одно сбивающее с толку понятие касается полярности при сварке. Обратите внимание на двух диаграммах, показанных ранее, что есть три варианта выбора в разделе «Текущий». Переменный ток представляет собой знакомый переменный ток, который является приемлемым вариантом для всех перечисленных здесь электродов, кроме E-6010. Два других варианта, которые относятся к DC (постоянному току), требуют небольшого пояснения.
DCEP или DC + « E lectrode P ositive» – это также известно как «обратная полярность» и используется в большинстве случаев сварки штангой. Хотя электроны неизбежно проходят через цепь от отрицательной стороны к положительной, вы можете эффективно изменить направление тока, переключив соединения держателя электрода и рабочего зажима. (В настоящее время на большинстве промышленных аппаратов для сварки наклеиванием DCEP либо является настройкой по умолчанию, либо достигается путем манипулирования элементами управления, чтобы выбрать AC, DCEP или DCEN.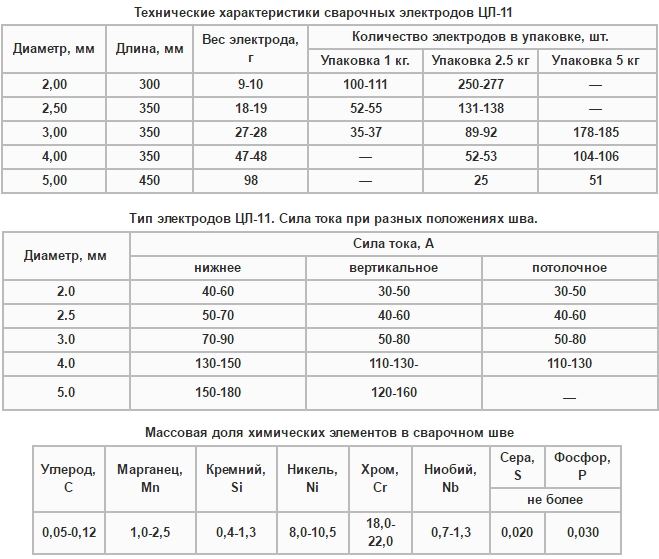
Целью использования DCEP является отвод 70% тепла (генерируемого электрической дугой) на кончик электрода, который может расплавить его с удвоенной силой в соединение. Остальные 30% распределяются по детали.
DCEN или DC- «Отрицательный электрод» – это «прямая полярность». Теперь 70% тепла фокусируется на рабочих пластинах и только 30% достигает кончика электрода. Такая ситуация желательна при работе с тонкой металлической заготовкой или соединением, не требующим глубокого проплавления.DCEN также является выбором полярности для большинства сварки TIG металлов, кроме алюминия, для которой в качестве полярности тока используется переменный ток.
Осторожно, DCEN и DCEP вызывают большую путаницу. Если у вас возникнут вопросы, обратитесь к авторитетному источнику, например, на веб-сайтах Miller или Lincoln Electric, или прочтите учебник по этой теме. Как правило, TIG любит DCEN, а Stick Welding любит DCEP.
Хотя сварка штангой в основном используется для углеродистой стали, вы можете приобрести прутки для сварки некоторых нержавеющих сталей и алюминия. Наиболее распространенным стержнем для нержавеющей стали является стержень 308 , который подходит для неблагородных металлов, которые классифицируются как 304 или 308 по стандарту AISI. Как вы узнаете из других разделов этого веб-сайта, металлический сплав, известный как нержавеющая сталь, имеет множество классификаций, основанных на смеси используемых металлов. Каждая смесь нержавеющей стали классифицируется трехзначным числом, большинство из которых находится в диапазоне 200, 300 и 400. Таким образом, стержневые электроды из нержавеющей стали частично обозначаются этими же номерами.
Наиболее распространенным стержнем для нержавеющей стали является стержень 308 , который подходит для неблагородных металлов, которые классифицируются как 304 или 308 по стандарту AISI. Как вы узнаете из других разделов этого веб-сайта, металлический сплав, известный как нержавеющая сталь, имеет множество классификаций, основанных на смеси используемых металлов. Каждая смесь нержавеющей стали классифицируется трехзначным числом, большинство из которых находится в диапазоне 200, 300 и 400. Таким образом, стержневые электроды из нержавеющей стали частично обозначаются этими же номерами.
, с другой стороны, обозначается номерами серий AISI 4000, 5000 и 6000. Например, общий стержень – 4043 .
Чтобы узнать больше об общих системах классификации металлов, щелкните здесь.
Хиллкрест ИнжинирингСварка алюминия штангой стержнем E4043.
После того, как сварщик выбрал подходящий электрод, остается еще два решения. Какой размер (диаметр) электрода следует использовать? И какой диапазон тока подходит для этого диаметра?
Какой размер (диаметр) электрода следует использовать? И какой диапазон тока подходит для этого диаметра?
Компании, продающие расходные материалы, обычно предоставляют таблицу с допустимой силой тока в зависимости от диаметра стержня, чтобы помочь вам сделать выбор.Вот пример:
Вот более общий диапазон настроек тока для различных сварочных стержней. Обратите внимание, что в таблице рекомендуется меньший ток при сварке в вертикальном или верхнем положении.
Что касается выбора правильного диаметра стержня, это зависит от типа создаваемого сварного шва и толщины основного металла. (Покрытие вокруг электрода не учитывается как часть его диаметра, только металл сварного шва внутри.) Поскольку электроды большего диаметра обеспечивают сварные швы большего диаметра, вы не захотите использовать стержень 3/16 дюйма на листовом металле. это 1/8 дюйма толщиной.Соединения внахлестку, как вы узнаете в школе, требуют гораздо меньшего провара и образования наплавленного металла, чем соединения со скошенной канавкой. Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Это особенно актуально для сварки нержавеющей стали, алюминия и других сплавов.
Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Это особенно актуально для сварки нержавеющей стали, алюминия и других сплавов.
Ознакомьтесь с руководством по расходным материалам Lincoln Electric (PDF), чтобы узнать больше о брендах, спецификациях и других характеристиках.
Уход и хранение электродов
Для стержневых электродов с низким содержанием водорода (например, E-7018) требуются особые условия хранения из-за их покрытия. Сварщики должны держать эти стержни в сухом состоянии, так как влага содержит водород.
До тех пор, пока стержни остаются запечатанными внутри коробки, в которой они были изначально упакованы, никакого специального обращения не требуется. Но если печать сломана, нужно проявлять особую осторожность. На складе или в полевых условиях их обычно нагревают в стержневой печи при температуре 250 градусов от 30 минут до часа перед использованием. Кроме того, сварщик должен доставать из печи только несколько теплых стержней за один раз, помещая их в мешочек для электродов, чтобы они оставались в тепле, пока не придет время приступить к работе. (Имейте в виду, что эти стержни нельзя нагревать в духовке более трех раз, поэтому наполняйте духовку только тем, что, по вашему мнению, необходимо каждый день.)
Кроме того, сварщик должен доставать из печи только несколько теплых стержней за один раз, помещая их в мешочек для электродов, чтобы они оставались в тепле, пока не придет время приступить к работе. (Имейте в виду, что эти стержни нельзя нагревать в духовке более трех раз, поэтому наполняйте духовку только тем, что, по вашему мнению, необходимо каждый день.)
Далее: MIG Wire
Направляющая для сварочного электрода MMA (стержневой)
Типы флюса / электродов
На стабильность дуги, глубину проплавления, скорость осаждения металла и особенности положения в значительной степени влияет химический состав флюсового покрытия на электроде.Электроды можно разделить на три основных типа:
• Основные • Целлюлозный
• Рутил
Основные сварочные электроды
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие – оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварки, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварки, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Характеристики:
Металл шва с низким содержанием водорода
Требуются высокие сварочные токи / скорости
Плохой профиль валика (выпуклый и грубый профиль поверхности)
Затрудняется удаление шлака
Когда эти электроды подвергаются воздействию влаги из воздуха вверх быстро. Из-за необходимости контроля содержания водорода эти электроды следует тщательно высушить в сушильном шкафу с регулируемой температурой. Обычно время высыхания составляет один час при температуре примерно от 150 ° C до 300 ° C, но перед использованием вы всегда должны проконсультироваться с данными производителя.
После контролируемой сушки основной и основной / рутиловый электроды необходимо выдержать при температуре от 100 ° C до 150 ° C, чтобы защитить их от повторного поглощения влаги покрытием. Эти условия могут быть достигнуты путем переноса электродов из основной сушильной печи в раздаточную печь или нагретый колчан на рабочем месте.
Эти условия могут быть достигнуты путем переноса электродов из основной сушильной печи в раздаточную печь или нагретый колчан на рабочем месте.
Электроды из металлического порошка
Электроды из металлического порошка содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока.Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Обычно шлак легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы воспользоваться преимуществами более высоких скоростей наплавки. Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Покрытие из флюса не должно иметь сколов, трещин или, что более важно, намокать. Электроды изготавливаются с разными типами покрытия и требуют разного обращения.
Качество сварного шва зависит от стабильной работы электрода. Покрытие из флюса не должно иметь сколов, трещин или, что более важно, намокать. Электроды изготавливаются с разными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и быстрым выгоранием, что обеспечивает высокую скорость сварки.Наплавленный наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
• Глубокое проникновение во все позиции • Пригоден для сварки вертикально вниз. • Достаточно хорошие механические свойства. • Высокий уровень образования водорода – риск растрескивания в зоне термического влияния (HAZ)
Эти электродные покрытия предназначены для работы с определенным количеством влаги в покрытии. Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат высокую долю оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами.Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Характеристики:
• Умеренные механические свойства металла шва. • Хороший профиль валика за счет вязкого шлака. • Возможна позиционная сварка жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
Рутиловые покрытия могут выдерживать ограниченное количество влаги, и покрытия могут разрушиться, если они пересохнут.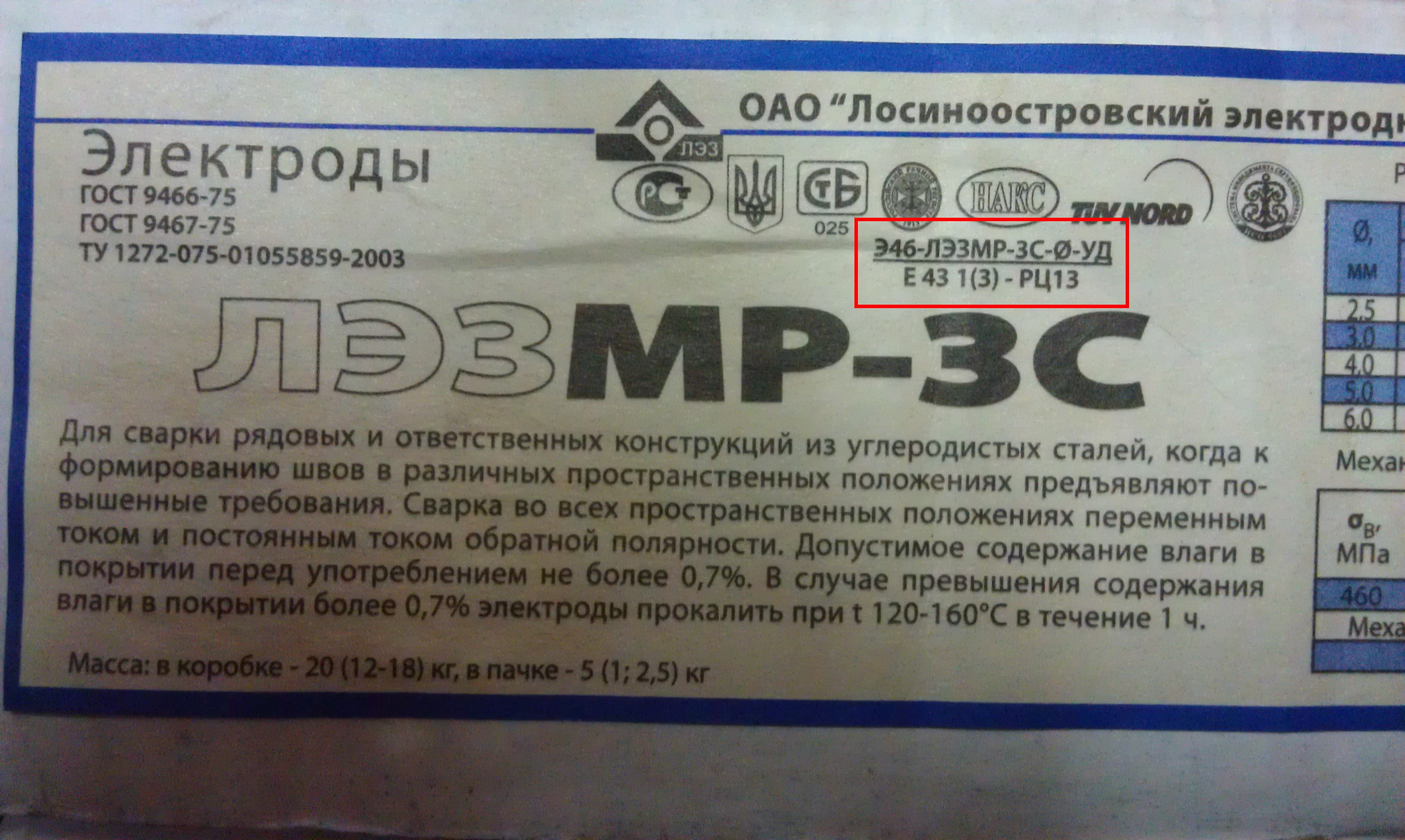 Перед использованием всегда сверяйтесь с данными производителя.
Перед использованием всегда сверяйтесь с данными производителя.
Электроды для твердоизнашивающейся / наплавочной сварки
Электроды для твердосплавной наплавки или износостойкие электроды используются в основном для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и общая область их использования – ремонт изнашиваемых поверхностей, таких как зубы, на землеройном и горнодобывающем оборудовании.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электродов.Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Плоские электроды постоянного тока
Они сконструированы так же, как электроды постоянного тока с медным покрытием, но без медного покрытия. При использовании они расходуются быстрее, чем покрытые медью.
При использовании они расходуются быстрее, чем покрытые медью.
Электроды с покрытием переменного тока
Эти электроды сконструированы путем смешивания и обжига углерода, графита и специального связующего с добавлением редкоземельных материалов для стабилизации дуги.Они покрыты медью. В этом процессе используется сжатый воздух под давлением 80-100 фунтов на квадратный дюйм на держателе электрода.
Повышение давления воздуха не приводит к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда следует хранить в сухом и хорошо вентилируемом помещении. Рекомендуется укладывать пакеты электродов на деревянные поддоны или стеллажи на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, следует хранить так, чтобы они не подвергались воздействию влаги, чтобы восстановить влагу.
Хорошие условия хранения: на 10 ° C выше температуры наружного воздуха. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, запасы электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически неограничен. Современные электроды теперь доступны в герметичных упаковках, которые устраняют необходимость в сушке. Однако при необходимости неиспользованные электроды необходимо повторно высушить в соответствии с инструкциями производителя.
Сушка электродов
Сушка обычно выполняется в соответствии с рекомендациями производителя, и требования будут зависеть от типа электрода.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные упаковки избавляют от необходимости сушить электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор электрода
Выбор диаметра электрода зависит от толщины заготовки, положения сварки, формы соединения, сварочного слоя и т. Д.
Уровень сварочного тока определяется размером электрода – нормальный рабочий диапазон и ток рекомендуются производители. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице. Таблица выбора сварочных электродов
Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице. Таблица выбора сварочных электродов
Электроды должны быть сухими и использоваться в соответствии с инструкциями.Это уменьшит водород в ванне расплава и сварном шве, избегая образования пузырей и холодных трещин.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это вызовет нестабильное горение дуги, большое количество брызг, проникновение света, поднутрение, образование пузырей и т. д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
При сварке стержневыми электродами длина дуги обычно составляет 0,5 ~ 1,0 диаметра электрода.Длина дуги основного электрода не превышает диаметра электрода, поэтому предпочтительна сварка короткой дугой. При использовании кислотных электродов длина дуги равна диаметру электрода.
Основы дуговой сварки экранированных металлов
Основы дуговой сварки экранированных металлов
Объясняются основы этого давно используемого и универсального процесса
При дуговой сварке защищенным металлом (SMAW) дуга между покрытым электродом и сварочной ванной используется для выполнения сварного шва. Поскольку сварщик непрерывно подает покрытый электрод в сварочную ванну, разложение покрытия превращается в газы, которые защищают ванну. Процесс используется без приложения давления и с присадочным металлом из покрытого электрода. Металл прочного сварного шва, наплавленный с помощью этого процесса, используется как для соединения, так и для нанесения функциональной поверхности на металлические изделия.
Поскольку сварщик непрерывно подает покрытый электрод в сварочную ванну, разложение покрытия превращается в газы, которые защищают ванну. Процесс используется без приложения давления и с присадочным металлом из покрытого электрода. Металл прочного сварного шва, наплавленный с помощью этого процесса, используется как для соединения, так и для нанесения функциональной поверхности на металлические изделия.
Из-за множества возможных вариаций в составе электродного покрытия и большого выбора химического состава сердечника проволоки, процесс может производить широкий спектр наплавленных металлических покрытий с желаемыми механическими и физическими свойствами, обеспечивая при этом гладкую дугу и однородный металл. передаточные характеристики и простота эксплуатации.Это один из старейших и простейших сварочных процессов, который до сих пор широко используется.
Простота процесса распространяется на количество и характер необходимых компонентов схемы, а именно:
1. Источник питания соответствующего номинального тока и рабочего цикла
2. Электрод SMAW, совместимый с выходом источника питания
Электрод SMAW, совместимый с выходом источника питания
3. Сварочный кабель подходящего размера
4. Электрододержатель
5. Кабель массы.
Основы процессов
Отличительной особенностью SMAW является физическое наличие покрытия / покрытия, которое окружает сердечник провода расходуемого электрода.Покрытый стержень называется электродом, потому что он действует как вывод, с которого электрический поток переходит от проводящего твердого тела к проводящей плазме сварочной дуги.
Для любого конкретного применения электрод должен соответствовать следующим трем критериям:
1. Он должен защищать дугу и металл шва.
2. Он должен добавлять металл в сварной шов.
3. Он должен выдерживать сварочную дугу.
Составляющие покрытия выполняют эти функции. При достаточном нагревании ингредиенты покрытия делают следующее:
1.Разлагаются на газы и вытесняют воздух в месте сварки, обеспечивая защиту дуги и металла шва;
2. Ионизируйте плазму дуги;
Ионизируйте плазму дуги;
3. Расплавить расплавленный металл и при остывании образовать на сварном шве защитный шлаковый покров.
Покрытие также может содержать металлические порошки, которые увеличивают вклад металла электрода в сварочную ванну.
Принципы работы
В процессе SMAW используется электрическая цепь, поддерживающая сварочную дугу, для преобразования энергии линии электропередачи или топлива в тепло.Тепло от сварочной дуги интенсивное и чрезвычайно концентрированное. Он сразу же расплавляет часть заготовки и конец электрода. Сварщик поддерживает длину дуги, удерживая постоянное пространство между электродом и сварочной ванной, образующейся на заготовке. Когда дуга убирается, жидкость плавится, и расплав затвердевает в сплошной металл.
Элементы типовой сварочной схемы для дуговой сварки в экранированном металле.
Как показано на схеме на рис.1 источник питания включен в цепь последовательно с электродом и заготовкой. Сварочный кабель, используемый в цепи, электрододержатель и соединение между кабелем и заготовкой также являются важными элементами схемы. Источник питания имеет две отдельные выходные клеммы. От одной клеммы производится подключение к электроду. При использовании постоянного тока (DC) правильная клемма для подключения электрода определяется полярностью, необходимой для этого типа электрода.При использовании переменного тока (AC) электрод можно подключать к любой клемме. Цепь между заготовкой и электродом разомкнута.
Сварочный кабель, используемый в цепи, электрододержатель и соединение между кабелем и заготовкой также являются важными элементами схемы. Источник питания имеет две отдельные выходные клеммы. От одной клеммы производится подключение к электроду. При использовании постоянного тока (DC) правильная клемма для подключения электрода определяется полярностью, необходимой для этого типа электрода.При использовании переменного тока (AC) электрод можно подключать к любой клемме. Цепь между заготовкой и электродом разомкнута.
Пока электрод SMAW удерживается вдали от заготовки, цепь
остается разомкнутой, и можно использовать вольтметр для измерения падения напряжения между держателем электрода
и заготовкой для этого состояния разомкнутой цепи (предварительной сварки).
Покрытые электроды
Все электроды SMAW имеют покрытие с компонентами, которые облегчают процесс сварки, и добавляют легирующие элементы, которые придают сварному шву полезные свойства. Без покрытия было бы очень трудно поддерживать дугу, наплавленный слой был бы хрупким из-за растворенного кислорода и азота, валик сварного шва был бы тусклым и имел неправильную форму, а заготовка была бы подрезанной.
Без покрытия было бы очень трудно поддерживать дугу, наплавленный слой был бы хрупким из-за растворенного кислорода и азота, валик сварного шва был бы тусклым и имел неправильную форму, а заготовка была бы подрезанной.
Производители электродов наносят покрытие на электроды SMAW путем экструзии или погружения. Экструзия
широко используется и достигается путем смешивания сухих компонентов с жидкими силикатами. Процесс погружения используется в основном для электродов SMAW, используемых для сварки чугуна, а также для некоторых специальных электродов со сложным сердечником.
Покрытие содержит большую часть стабилизирующих, защитных, флюсовых, раскисляющих и шлакообразующих материалов, необходимых для процесса. Помимо поддержания дуги и подачи присадочного металла для наплавки, разрушение покрытия электрода приводит к появлению других ключевых материалов в дуге или вокруг нее, или и в том, и в другом. В зависимости от типа используемого электрода покрытие электрода обеспечивает следующее:
1. Газ для защиты дуги и предотвращения чрезмерного атмосферного загрязнения расплавленного металла;
Газ для защиты дуги и предотвращения чрезмерного атмосферного загрязнения расплавленного металла;
2.Раскислители для реакции и снижения уровня растворенных газообразных элементов, которые могут вызвать пористость;
3. Флюсы для ускорения химических реакций и очистки сварочной ванны;
4. Покрытие из шлака для защиты горячего металла шва от воздуха и улучшения механических свойств, формы валика и чистоты поверхности металла шва;
5. Легирование элементов для достижения желаемой микроструктуры;
6. Элементы и соединения для контроля роста зерна;
7. Легирующие материалы для улучшения механических свойств металла шва;
8.Элементы, влияющие на форму сварочной ванны;
9. Элементы, влияющие на смачивание заготовки и вязкость жидкого металла шва; и
10. Стабилизаторы, помогающие установить желаемые электрические характеристики электрода и минимизировать разбрызгивание.
Химические соединения в покрытии в сочетании с составом сердечника проволоки создают уникальные механические свойства сварного шва и улучшают сварочные характеристики, такие как стабильность дуги, тип переноса металла и шлак. Различные типы электродов разработаны не только для сварки различных металлов, но и для оптимизации определенных характеристик процесса и получения преимущества в конкретной области применения
Различные типы электродов разработаны не только для сварки различных металлов, но и для оптимизации определенных характеристик процесса и получения преимущества в конкретной области применения
.
Дуговое экранирование
Экранирующее действие процесса, показанного на рис. 2, по существу одинаково для всех электродов SMAW, но конкретный метод защиты и объем образующегося шлака варьируются от одного типа электрода к другому.
Как показано на Рис.2, работают два механизма для предотвращения вредного воздействия на сварочную ванну газов, содержащихся в воздухе. Первый – это насильственное вытеснение воздуха газами, возникающими в результате горения и разложения покрытия электрода. Во-вторых, защитное действие флюса или шлака, которое предотвращает диффузию компонентов воздуха в жидкий металл. Электродные покрытия различаются в зависимости от этих двух механизмов для обеспечения наиболее благоприятного экранирующего действия для конкретного сварного шва.
Технологические преимущества
Основным преимуществом SMAW является большое разнообразие металлов и сплавов, которые можно сваривать. Доступны процедуры и электроды для сварки углеродистых и низколегированных сталей, высоколегированных сталей, сталей с покрытием, инструментальных и штамповых сталей, нержавеющих и жаропрочных сталей, чугунов, меди и медных сплавов, а также никелевых и кобальтовых сплавов.
Ниже приведены другие преимущества процесса:
1. Оборудование относительно простое, недорогое и портативное.
2. Электрод SMAW обеспечивает как защитный, так и присадочный металл, обеспечивая прочную сварку.
3. Дополнительная газовая защита или гранулированный флюс не требуется.
4. Этот процесс менее чувствителен к ветру и тяге, чем процессы дуговой сварки в среде защитного газа.
5. Размеры электродов SMAW идеальны для работы в местах с ограниченным доступом (электроды можно гнуть, а с помощью зеркал накладывать в слепые зоны).
6. Процесс подходит для большинства широко используемых металлов и сплавов.
7. Этот процесс является гибким и может применяться к различным конфигурациям стыков и положениям сварки.
8. Быстро и надежно можно получить оптимальные результаты.
Ограничения процесса
1. Металлы с низкими температурами плавления, такие как свинец, олово и цинк, и их сплавы не свариваются методом SMAW. Эти металлы имеют относительно низкие температуры кипения, и сильное нагревание дуги SMAW немедленно вызывает их испарение из твердого состояния. Дуговая сварка защищенным металлом также не подходит для химически активных металлов, таких как титан, цирконий, тантал и ниобий, поскольку обеспечиваемая защита недостаточно инертна для предотвращения загрязнения сварного шва.
2. Этот процесс дает более низкие скорости наплавки, чем процессы газовой дуговой сварки (GMAW) и дуговой сварки порошковой проволокой (FCAW). Скорость наплавки ниже, потому что максимальный полезный ток ограничен.
3. Если электрод слишком длинный или если ток слишком высокий, количество тепла, генерируемого внутри электрода SMAW, будет чрезмерным. После начала сварки температура покрытия в конечном итоге повысится до диапазона, который приведет к преждевременному разрушению покрытия. Этот пробой, в свою очередь, вызывает ухудшение характеристик дуги и снижает уровень защиты.Следовательно, сварка должна быть остановлена до того, как электрод полностью разрядится. Следовательно, величина тока, которую можно использовать, ограничена диапазоном, который предотвращает перегрев электрода и разрушение покрытия. Ограниченный полезный ток обычно приводит к более низким скоростям наплавки, чем те, которые можно получить с помощью GMAW или FCAW.
4. Потеря шлейфа – еще один недостаток. Заглушка – это конец выбрасываемого электрода SMAW. Он состоит из сердечника проволоки в захвате держателя электрода и небольшой части покрытой длины.Потери на шлейфах влияют на эффективность наплавки, а не на скорость наплавки. Более длинные потери в шлейфах напрямую приводят к снижению эффективности наплавки.
5. Фактор оператора – время дуги в процентах от общего рабочего времени сварщика – для SMAW обычно ниже, чем полученный при непрерывном электродном процессе, таком как GMAW или FCAW.
Когда для сварки требуется большой объем присадочного металла, сочетание низких скоростей наплавки и
более низкого фактора оператора отвлекает от использования SMAW.В этих случаях скорость завершения сварки может быть слишком низкой, а стоимость сварки относительно высокой.
На основе информации из Руководства по сварке, 9-е издание, Том 2, Сварочные процессы, часть 1, и Ежедневного карманного справочника по дуговой сварке экранированных металлов (SMAW), Американское сварочное общество,
Майами, Флорида,