Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
СОДЕРЖАНИЕ
- Общие определения сварных швов
- Как варить вертикальный шов
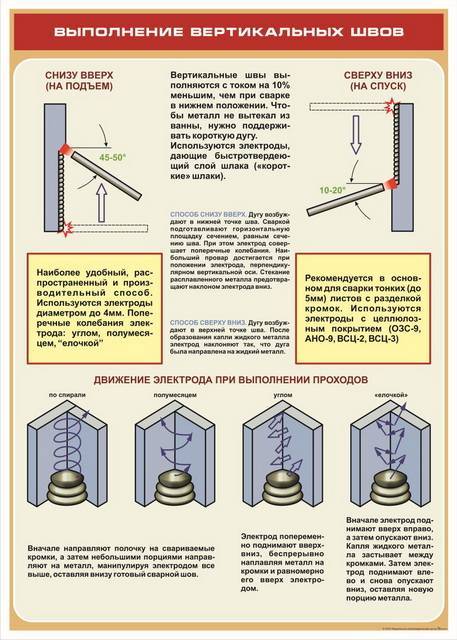
- Техника сварки снизу вверх
- Техника сварки сверху вниз
- Технология сварки горизонтального шва
- Управление электродом
- Перемещение электрода и сила тока
- Инструкция начинающего сварщика
- Выводы
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Читайте также: Обозначение сварных швов на чертежах по ГОСТу
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
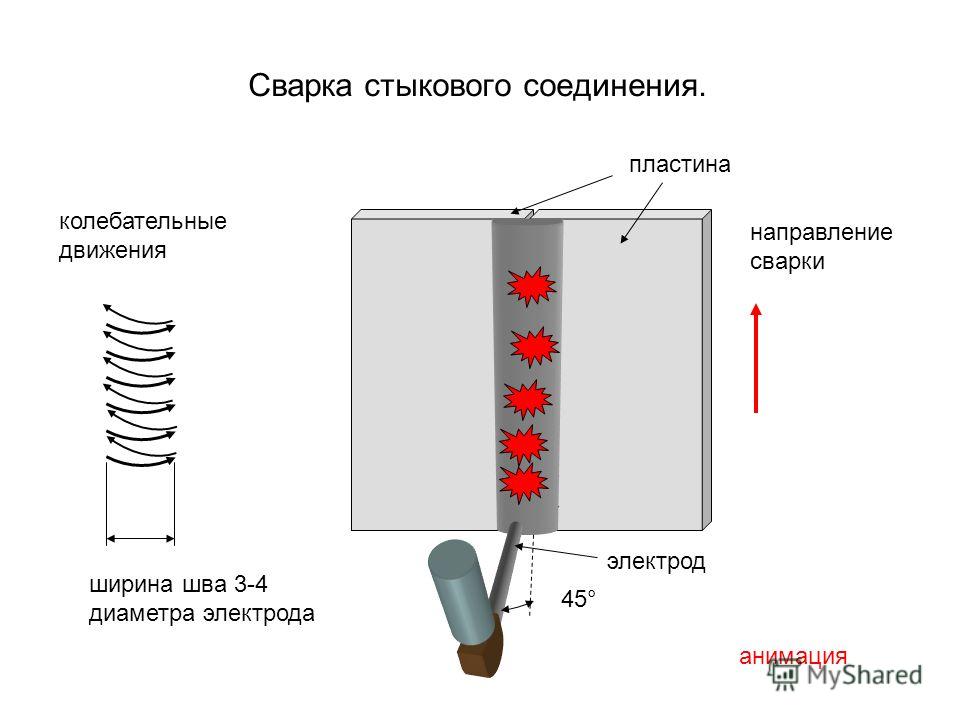
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.


Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
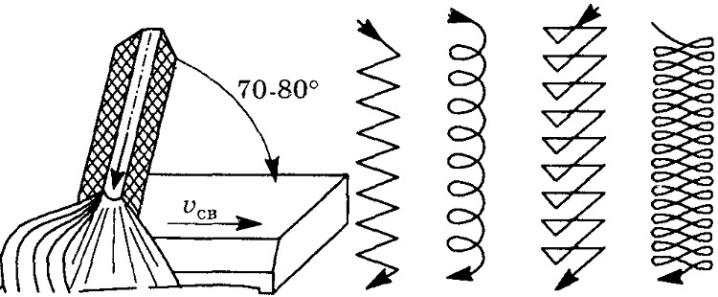
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.

О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
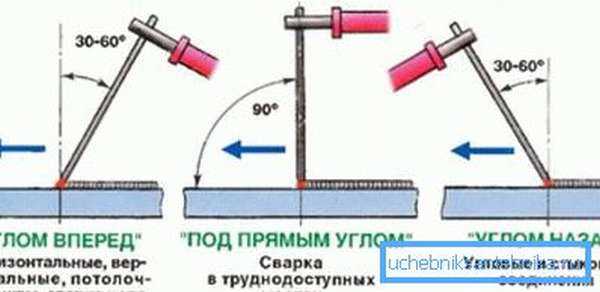
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину.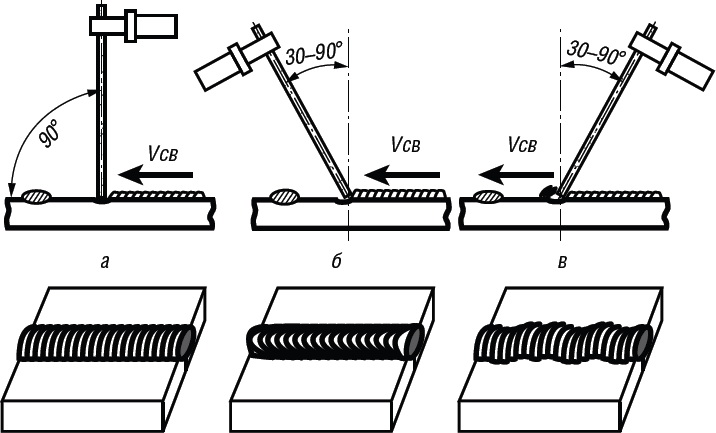 В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами.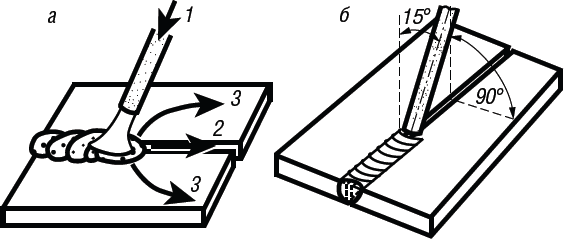 Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Как правильно варить вертикальный шов электросваркой или дуговым (электродуговым) инвертором для начинающих: как сваривать вертикалы сварочным электродом
06Дек
Содержание статьи:
- Особенности сваривания вертикала
- Общие определения и требования
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и ручной электродуговой (дуговой) сваркой, какие проблемы встречаются в работе и как с ними справляться.
Особенности сваривания вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основные сложности:
- На расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
- Чтобы упростить переход электрода в кратер, специалисты рекомендуют делать швы короткой дугой.
- Для кристаллизации металла и создания нужного соединительного элемента важно своевременно отводить стержень и дать материалу остыть.
- Чтобы добиться лучшего результата, необходимо пользоваться точечной техникой, обеспечивающей низкое крепление комплектующих.
При учете всех пунктов, вы сможете создать качественные швы.
| Диаметр электрода (см) | Полярность | Тип тока | Сварочная дуга в вертикальное положении |
| 0,4 | обратная | постоянный | 110-140 |
| 0,3 | 85-100 | ||
| 0,25 | 65-80 |
Общие определения и требования
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложится аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения 2 частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.

Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы жестко фиксируются. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длится дольше. При увеличении ширины заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии. Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не нужна |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два откоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
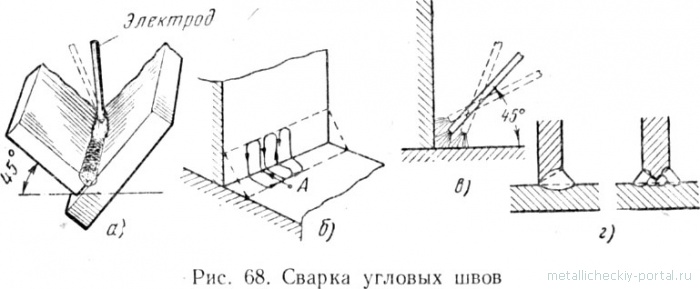
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовке расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взят неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу. Избежать этого легко. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник необходимо постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу.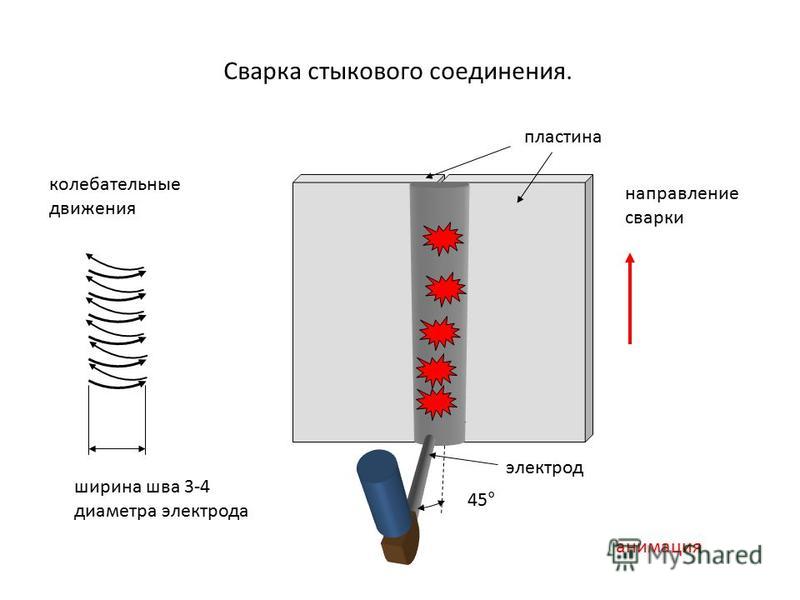 Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Полуавтомат
Технология имеет несколько нюансов:
- Расплавленный материал должен быстро застывать, чтобы капли не стекали вниз. Это можно отрегулировать с помощью уменьшения размера сварочной дуги.
- Направление движения при работе — снизу-вверх. Только так удастся сварить ровный шов без подтеков. В обратном случае для качественного результата необходимо использовать короткую дугу, располагать электрод перпендикулярно плоскости, на которой вы работаете, а также соблюдать острый угол между материалом и механизмом.
Полуавтоматом можно варить в техниках треугольник, елочка и лестница.
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее направление – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
- Начинать работу лучше всего перпендикулярно поверхности, подвергающейся обработке.
- Чтобы уменьшить количество металла, который стекает при нагревании, можно увеличить показатель силы тока и ускорить перемещение электрода (в этом случае дуга, как и ширина шовного соединения, станет больше).
Перемещается несколькими способами:
- Используя колебательные движения перпендикулярно стыковой части.
- Применяя возвратно-поступательные колебания параллельно стыку.
- Прямым действием.

Но не всегда каждый из принципов может быть реализован. Бывают ситуации, когда нужно изменить не только силу нажатия или положение, но и направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом. Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод направляется вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой. Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо осуществлять поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75. Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Возвратно-поступательные движения (для рутиловых электродов)
Актуальны для сварки корневых проходов, тонких составных частей (до 0,5 см) и деталей из нержавеющей стали. Техника следующая:
- В первую очередь проваривается участок длиной 5-10 мм.
- Электрод возвращается на 1/3 проваренного шва.
- Нагревательный элемент перемещается по стыку еще на 10-15 мм. Пункты повторяются до завершения работы.
Елочка
Такой тип сварки швов реализуется следующим образом:
- В основании создается порожек, препятствующий вытеканию материала из полости.
- Электрод уводится до упора вверх и вправо до угла.
- Следом нагревательный элемент смещается в верхнюю часть и влево.

Последние 2 пункта повторяются до завершения работы. Чтобы шов получился качественным, важно соблюдать одну скорость, контролировать силу нажатия и не допускать стекания капель на проваренную часть.
Треугольник
Применяется для сварки деталей, имеющих большую толщину. В результате получается широкий шов. Технология:
- В первую очередь прогревается металлическая поверхность.
- В нижней части будущего шва создается порожек для задержки капающего металла.
- Процесс начинается с центра с небольшой задержкой — это необходимо для плавности перехода.
- Поочередно электрод перемещается от левой к правой кромке, задерживаясь на 0,5 секунд.
- Далее элемент возвращается в центральную часть и повторяет движения до завершения работы.
Полумесяц и Z-образные перемещения
Техника исполнения:
- Наплавляется порожек, удерживающий капли металла, внизу шва.
- Металлическая поверхность прогревается перед обработкой.
- Электрод передвигается от левого края к правому до конца работы.

Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства. Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу. Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.
Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
 Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу. Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для закрепления материала посмотрим видеоролик:
Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для закрепления материала посмотрим видеоролик:
Руководство для начинающих по сварочным позиционерам и принципам их работы Red-D-Arc Welderentals
12 декабря, 22 9:33 · Оставить комментарий · Peter Germanese
Сварка — это процесс, в котором электричество используется для выработки сильного и локализованного тепла для расплавления металла и его сплавления. Расплавленный металл представляет собой расплавленную жидкость, хотя и временно, что может вызвать проблемы.
Одна из самых серьезных проблем сварки, которую вы можете не учитывать, если вы новичок, это позиция , в котором вы свариваете. «Стандартный» сварной шов горизонтальный и плоский. Вы можете перемещать сварочный пистолет по тщательно расположенному металлу для максимального удобства доступа.
Что произойдет, если вам нужно сварить боковую поверхность или даже потолочную?
При сварке в нерабочем положении могут возникнуть всевозможные проблемы. Прежде всего, это гравитация. При вертикальной сварке сварочная ванна может провиснуть, что приведет к потере присадочного материала, неровным швам, потекам и слабости готового изделия.
Потолочная сварка еще хуже. Мало того, что сварочная ванна может капать, она также может быть опасной, если она находится над вами и расплавленный металл капает на вас. Это одна из многих причин, по которым надлежащее защитное оборудование на 100% необходимо для любой сварки, которую вы можете выполнять.
При сварке в вертикальном или потолочном положении необходимо учитывать множество факторов. Специальные сварочные электроды не работают в вертикальном или надземном положении; например, они создают слишком жидкую сварочную ванну, которая будет стекать с места.
Иногда это невозможно. Яркими примерами являются судостроение и различные сварочные работы в строительстве.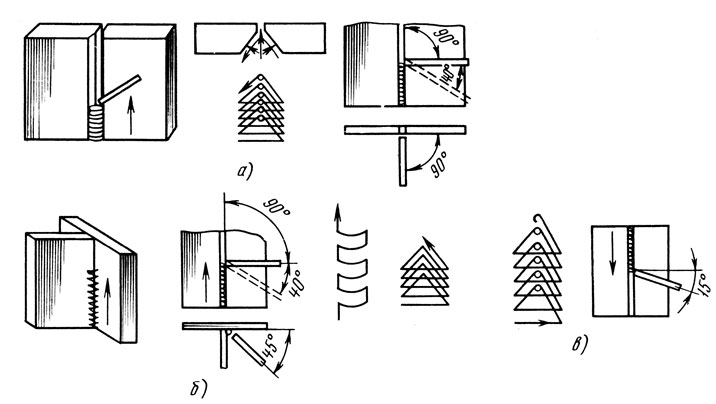 Это не значит, что вы можете вращать корабль, чтобы сварить корпус. Верно?
Это не значит, что вы можете вращать корабль, чтобы сварить корпус. Верно?
В большинстве случаев первым шагом в сварочном проекте является максимально удобное расположение заготовок. Это означает вращение, перемещение и изменение положения деталей, которые необходимо сварить, чтобы они оказались в нужном месте.
В зависимости от задания и масштаба материалов, с которыми вы работаете, это может быть простым или сложным. Большие, тяжелые куски металла требуют ручного перемещения, что может потребовать более одного человека для перемещения кусков. Доступ к области, которую вам нужно сварить, может потребовать времени и усилий, даже после того, как детали были повернуты.
К счастью, современные технологии далеко продвинулись в решении этих проблем. Вот где сварочный позиционер вступает в игру.
Что такое сварочный позиционер? Сварочные манипуляторы — это специальные инструменты, помогающие маневрировать, поворачивать и перемещать свариваемые детали, чтобы поставить их в идеальное положение, независимо от того, насколько они большие или громоздкие.
Позиционер не следует путать со сварочным столом. Сварочные столы обычно представляют собой тяжелые металлические столы, высоту которых можно регулировать для удобства сварки. Вы можете прикрепить рабочие детали к столу, часто используя магнитные зажимы, но для этих деталей есть только одно положение.
Сварочный позиционер более совершенен. Как и сварочный стол, сварочные позиционеры имеют металлическую поверхность, которую можно использовать с магнитами для соединения деталей, которые вы собираетесь сваривать. В отличие от сварочного стола, их можно наклонять и поворачивать, удерживая рабочие материалы.
С помощью позиционера вы можете прикреплять к ним рабочие детали, поворачивать и наклонять их, чтобы сварка в горизонтальном и плоском положении была быстрее, проще и безопаснее:
- Сначала закрепите заготовку на столе и убедитесь, что она является стабильным и безопасным.
- Затем включите систему привода и задайте скорость вращения, угол наклона и другие параметры по мере необходимости.
- После того, как ваши детали будут установлены, используйте сварочный пистолет для сварки.
- После завершения сварки выключите систему привода и снимите заготовку со стола.

Сварочные позиционеры — это удобные инструменты для различных сварочных работ. Они могут сэкономить время и силы сварщиков, гарантируя, что им нужно будет только переместить сварочную горелку, а не перемещать всю заготовку несколько раз. Кроме того, использование сварочного позиционера может значительно повысить точность сварных швов, что приведет к получению более качественных результатов с меньшим количеством ошибок.
Сварочные позиционеры бывают различных размеров и конфигураций; наличие одного из подходящих размеров для проектов, за которые вы обычно беретесь, может быть чрезвычайно полезным для вашей мастерской.
Какие существуют типы сварочных позиционеров? Как и все в этом мире, сварочные позиционеры бывают разных форм.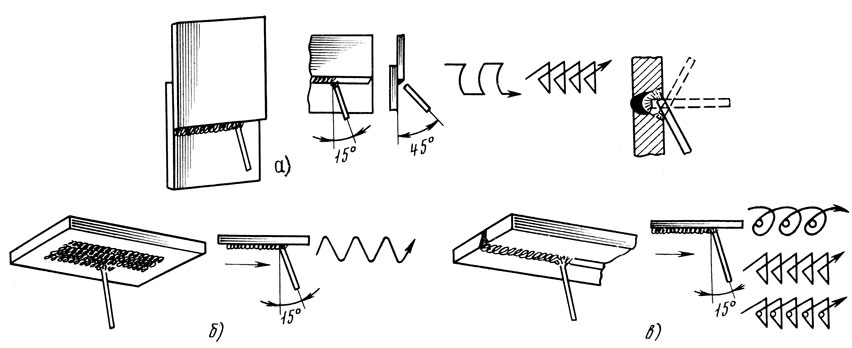
К простейшим сварочным позиционерам относятся стойки, зажимы и крепления. Они позволяют подвешивать, регулировать, поворачивать и размещать материалы, которые вы планируете сваривать, но требуют ручной регулировки деталей, а не самого стола. Они могут быть похожи на домкраты или крепления для рук, с двумя или около того частями сочленения, чтобы максимально точно расположить рабочую поверхность с помощью простых механизмов.
Чуть более продвинутые сварочные позиционеры представляют собой столы для тяжелых условий эксплуатации с прочными механизмами, часто использующие зубчатую передачу, а не ручную регулировку и изменение положения.
Иногда для крепления материалов проекта можно использовать встроенные зажимные механизмы. В других случаях вам понадобятся магнитные зажимы. В любом случае, эти позиционеры имеют большую грузоподъемность, что позволяет легко размещать и сваривать материалы весом от 300 фунтов до 300 фунтов. до 10 000 фунтов.
Очевидно, что при более высоких весах вы больше не используете ручное управление для управления своим проектом; сварочный позиционер обычно имеет моторизованное управление.
Самые современные сварочные манипуляторы больше не являются столами или рабочими поверхностями. Наоборот, это большие и сложные машины. Эти машины больше похожи на установки в мастерской, чем на инструменты рабочего пространства. Тем не менее, они обеспечивают множество ценных функций, таких как вращение и движение, управляемые компьютером, и даже автоматическую сварку, которую вы можете запрограммировать в машине. Эти функции позволяют создавать более сложные сварные швы вокруг поверхностей, которые необходимо вращать, а также высокоточные ровные сварные швы.
Автоматизация сварки часто используется для очень больших, очень сложных или часто повторяющихся проектов, и это немного выходит за рамки сегодняшнего поста, поэтому мы пока не будем вдаваться в подробности.
Каковы преимущества использования сварочного позиционера? Сварочные позиционеры имеют много потенциальных преимуществ, о некоторых из которых вы, возможно, и не подозреваете на первый взгляд.
- Сварочные позиционеры облегчают сварку. Вы когда-нибудь слышали фразу «работай умнее, а не усерднее»? Сварочные позиционеры — отличный инструмент для более эффективной работы.
- Они позволяют быстрее и проще перемещать свариваемые детали.
- Они упрощают сварку по всей поверхности без необходимости изменения положения.
- Они сводят к минимуму риск приваривания из горизонтального положения, что является более сложной задачей.
Вместо опасной балансировки или фиксации деталей в неудобном положении перед сваркой сварочный позиционер позволяет сварщику настроить рабочую поверхность для максимального удобства использования.
- Сварочные позиционеры также делают сварку более безопасной. Чем больше вы искривляетесь или держите неловкое положение для сварки, тем опаснее это. То же самое касается сварки в закрытых помещениях, под неудобными углами или там, где сварочная ванна может опасно капать сверху. Сварочный позиционер устраняет почти все эти риски при правильном использовании.
- Сварочные позиционеры облегчают доступ к инструментам и процессам. Поскольку некоторые виды сварки не могут выполняться в потолочном или вертикальном положении, а многие сварочные присадки, электроды и другие типы сварочного оборудования не могут использоваться в вертикальном или потолочном положении, использование позиционера позволяет выполнять более широкий спектр известных и «более простых» операций. ” варианты создания соединения.
 Сварочный позиционер устраняет почти все эти риски при правильном использовании.
Сварочный позиционер устраняет почти все эти риски при правильном использовании.Многие начинающие сварщики тренируются почти исключительно на горизонтальной сварке, так что они будут тем, с чем вы, вероятно, лучше всего знакомы. Использование сварочного позиционера позволяет вам регулировать свариваемые детали, чтобы гарантировать, что вы работаете с горизонтальным валиком, даже если вы будете располагать готовое изделие вертикально или над головой.
- Сварочные позиционеры снижают нагрузку на сварщика. Сварка может быть тяжелой работой. Смотреть на исключительно яркие дуги электричества, позиционировать себя над материалом и удерживать осторожное положение, двигаться с постоянной скоростью и точностью — все это очень сложно поддерживать в течение нескольких минут (или дольше) за раз. Это еще более сложно, если вы свариваете под неудобным углом или каким-либо образом в другом положении.
 Сварка может быть тяжелой работой. Смотреть на исключительно яркие дуги электричества, позиционировать себя над материалом и удерживать осторожное положение, двигаться с постоянной скоростью и точностью — все это очень сложно поддерживать в течение нескольких минут (или дольше) за раз. Это еще более сложно, если вы свариваете под неудобным углом или каким-либо образом в другом положении.
Сварка может быть тяжелой работой. Смотреть на исключительно яркие дуги электричества, позиционировать себя над материалом и удерживать осторожное положение, двигаться с постоянной скоростью и точностью — все это очень сложно поддерживать в течение нескольких минут (или дольше) за раз. Это еще более сложно, если вы свариваете под неудобным углом или каким-либо образом в другом положении.Опять же, хотя в некоторых ситуациях это может быть неизбежно, в идеале следует использовать сварочный манипулятор, чтобы свести к минимуму места деформации тела и разума при сварке, что позволит вам сваривать больше, дольше и с более высоким средним уровнем качества.
- Сварочные позиционеры повышают производительность. Все вышеперечисленное в совокупности делает сварку более управляемой и быстрой. Это означает, что каждый сварщик может работать быстрее, точнее и дольше, не делая ошибок из-за усталости. Эти преимущества делают его отличным дополнением, особенно для производственных компаний и производителей, но оно также может принести пользу любителям и художникам.
- Сварочные позиционеры могут обеспечивать автоматизацию. Как упоминалось выше, сварочные позиционеры также могут быть подключены к компьютеризированным системам и использоваться для облегчения автоматизации сварки. Независимо от того, означает ли это полностью автоматизированную систему, которая постоянно выполняет сварку самостоятельно каждый раз, или просто компьютеризированный набор углов, поворотов и положений для ручной сварки, это упрощает весь процесс.
Со всеми этими преимуществами неудивительно, что многие предприятия, фабрики и другие объекты, которым обычно требуется сварка материалов, будут инвестировать в сварочные позиционеры.
Есть ли недостатки у сварочных позиционеров?Использование сварочных позиционеров имеет несколько относительно небольших недостатков, хотя большинство из них на самом деле не являются недостатками, а просто соображениями.
- В первую очередь это цена. В то время как базовый настольный сварочный позиционер стоит несколько сотен долларов, громоздкие, высокопроизводительные или компьютеризированные сварочные позиционеры могут стоить тысячи или десятки тысяч долларов. Полностью автоматизированные сварочные системы «под ключ» — это вершина технологии сварки.
- Второе соображение касается всего дополнительного пространства , которое занимает сварочный позиционер. Все сварочные позиционеры, кроме самых маленьких, являются большими и часто тяжелыми машинами. Они должны быть тяжелыми, чтобы удерживать большие и неудобные куски металла, чтобы сваривать их на месте, не шатаясь и не падая.
 Полностью автоматизированные сварочные системы «под ключ» — это вершина технологии сварки.
Полностью автоматизированные сварочные системы «под ключ» — это вершина технологии сварки.Некоторым магазинам требуется место на полу или на столе для сварочного позиционера. Те, кто может найти место, часто находят это достойным компромиссом, так что, опять же, это не просто недостаток, а просто соображение, о котором следует помнить. Конечно, оборудование, необходимое для перемещения материалов для сварки без позиционера, часто занимает еще больше места, так что позиционер может в некоторых случаях увеличить площадь помещения.
- Чем более компьютеризирована и автоматизирована сварочная система, тем более специализированной будет операция машины. Если вы сварщик, привыкший к ручной сварке, и вы не связываетесь с компьютеризированными системами, для правильной работы может потребоваться крутая кривая обучения.
 Если вы сварщик, привыкший к ручной сварке, и вы не связываетесь с компьютеризированными системами, для правильной работы может потребоваться крутая кривая обучения.
Если вы сварщик, привыкший к ручной сварке, и вы не связываетесь с компьютеризированными системами, для правильной работы может потребоваться крутая кривая обучения.С другой стороны, автоматизированная система не имеет себе равных по объемной сварке и стабильной производительности.
Как правильно использовать сварочный позиционерХотя каждый сварочный позиционер уникален и имеет свое руководство пользователя, есть несколько общих советов, которые помогут вам максимально эффективно использовать свои инструменты.
Вот наши советы для начинающих пользователей сварочных позиционеров:
- Во-первых, всегда обращайте внимание на центр тяжести при сварке. Сварочные позиционеры, как правило, имеют большой вес и низкий центр тяжести, поэтому большие и громоздкие сварные детали по-прежнему уравновешиваются или уравновешиваются, чтобы оставаться на месте. Однако особенно большие, тяжелые или громоздкие сварные детали могут вызвать проблемы, если они еще не отбалансированы должным образом на сварочном позиционере.
- Точно так же запомните грузоподъемность — как вертикальную, так и горизонтальную, если необходимо — для сварочного позиционера, который вы используете. Некоторые из них имеют небольшую грузоподъемность, например, несколько сотен фунтов, поэтому их перегрузка может привести к провисанию или даже к внезапной катастрофической поломке.
- Убедитесь, что вы также правильно прикрепляете сварную деталь . Многие сварочные позиционеры выполнены из металла и могут принимать магнитные зажимы, но они также имеют механические зажимы и монтажные отверстия для дополнительной поддержки. Перед началом сварки убедитесь, что сварной шов надежно зафиксирован.
- Наконец, убедитесь, что правильно используете сварочный позиционер с оборудованием, которое вы используете . Например, вам может понадобиться заземлить сварочный аппарат определенным образом. Ваш сварочный позиционер может иметь специальное место для заземления; аналогичным образом, закрепление его в неправильном месте может привести к повреждению двигателей или электронных компонентов, обеспечивающих работу позиционера.

Подходит ли сварочный позиционер для вашего проекта? Если это так, у нас есть широкий выбор позиционеров всех форм и размеров, доступных для продажи, аренды или аренды. В зависимости от ваших потребностей, в нашем каталоге каждый найдет что-то для себя.
Кроме того, если вам нужна помощь в том, что вам нужно, не стесняйтесь обращаться к нам и обсуждать это с нами. Наши специалисты всегда готовы помочь по телефону . Нужен ли вам небольшой позиционер для любительских проектов или промышленное, автоматизированное готовое решение для приведения завода в рабочее состояние, мы здесь, чтобы помочь.
Портативные системы лазерной сварки и очистки
Light
WELD Непревзойденные преимущества- FAST: до В 4 раза быстрее , чем TIG
- УНИВЕРСАЛЬНОСТЬ: широкий спектр материалов – до 1/4 дюйма (6,35 мм)
- EASY: оптимизированные предустановки сокращают время обучения
- ПОСЛЕДОВАТЕЛЬНОСТЬ: высококачественные воспроизводимые результаты
- ГИБКОСТЬ: простые и сложные приложения
- PRODUCTIVE: возможность очистки до и после сварки
Узнайте больше — загрузите брошюру LightWELD
Light
WELD — Ручные системы лазерной сварки и очистки «под ключ»- Регулируемая мощность лазерной сварки до 1500 Вт
- Предустановленные и определяемые пользователем режимы оптимизируют сочетания толщины материала
- Управление сваркой с колебанием для дополнительной ширины сварного шва 5 мм
- На задней панели расположены интуитивно понятные соединения для управления питанием, технологическим газом и внешними аксессуарами
- Пиковая мощность очистки до 2500 Вт для повышения качества сварки и чистовой обработки
ОПЫТ Light
СВАРИТЕ САМИ!- Быстрая и простая установка
- Встроенные предустановки для оптимизированных сварных швов
- Сварка стали, алюминия, меди, титана, никелевых сплавов
- Очистка до и после сварки
- Живые вопросы и ответы
ЗАПИСАТЬСЯ НА ДЕМО СЕЙЧАС
Посмотрите, как Пол Саблески из Weld. com демонстрирует функции, возможности и простоту Light WELD XC предназначен для настройки и работы с «молниеносной скоростью».
com демонстрирует функции, возможности и простоту Light WELD XC предназначен для настройки и работы с «молниеносной скоростью».
Пол использует Light WELD XC для быстрого создания:
Посмотреть обзорное видео
Light
WELD — Меньше тепла и искажений для большей производительности и гибкости| Традиционные методы сварки | Light WELD Лазерная сварка и очистка | |
Скорость | Средний | До 4 раз быстрее , чем TIG |
| Качество | Зависит от опыта пользователя | Стабильно высокое качество результатов |
| Кривая обучения | Крутой | Быстро и просто |
| Гибкость материала | Ограничено заменой расходных материалов | Широкий диапазон без настройки |
| Искажение и деформация | Высокий | Очень низкая |
| Зона термического влияния | Большой | Маленький |
| Виляющая сварка | № | Да – дополнительная ширина шва до 5 мм |
| Очистка до и после сварки | № | Да – путь очистки до 15 мм |
Сварка ВИГ — это трудоемкий метод сварки двумя руками, для которого требуется опытный высококвалифицированный оператор.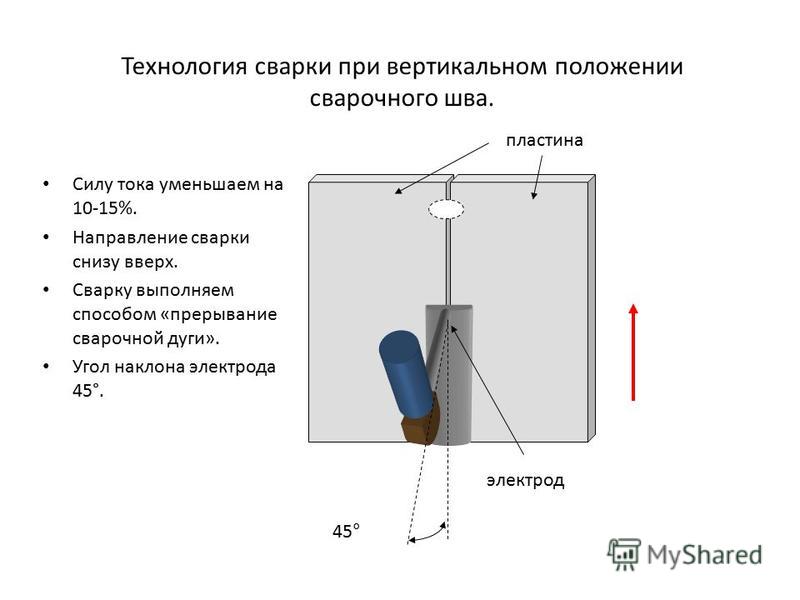 Сварка TIG может генерировать сильное тепло, которое деформирует тонкие материалы, приводит к плохому внешнему виду, затруднена при сварке меди и ограничена при сварке металлов разной толщины.
Сварка TIG может генерировать сильное тепло, которое деформирует тонкие материалы, приводит к плохому внешнему виду, затруднена при сварке меди и ограничена при сварке металлов разной толщины.
MIG сварка требует расходуемой проволоки, предварительной очистки материала и скошенных стыков для толстых металлов для полного провара. Углы перемещения и работы ограничены, а вертикальные положения чрезвычайно сложны.
Light WELD обеспечивает значительно более быструю сварку, прост в освоении и эксплуатации и обеспечивает более качественные и стабильные результаты для более широкого диапазона материалов и толщин, чем MIG или TIG, с минимальным искажением, деформацией, подрезом или прожогом.
Низкое тепловложение и широкий выбор материалов и толщин повышают производительность, повторяемость и улучшают качество сварки для операторов всех уровней квалификации. Light WELD легко сваривает разнородные металлы различной толщины и создает эстетичные высокопрочные соединения с минимальным расходом проволоки или без нее.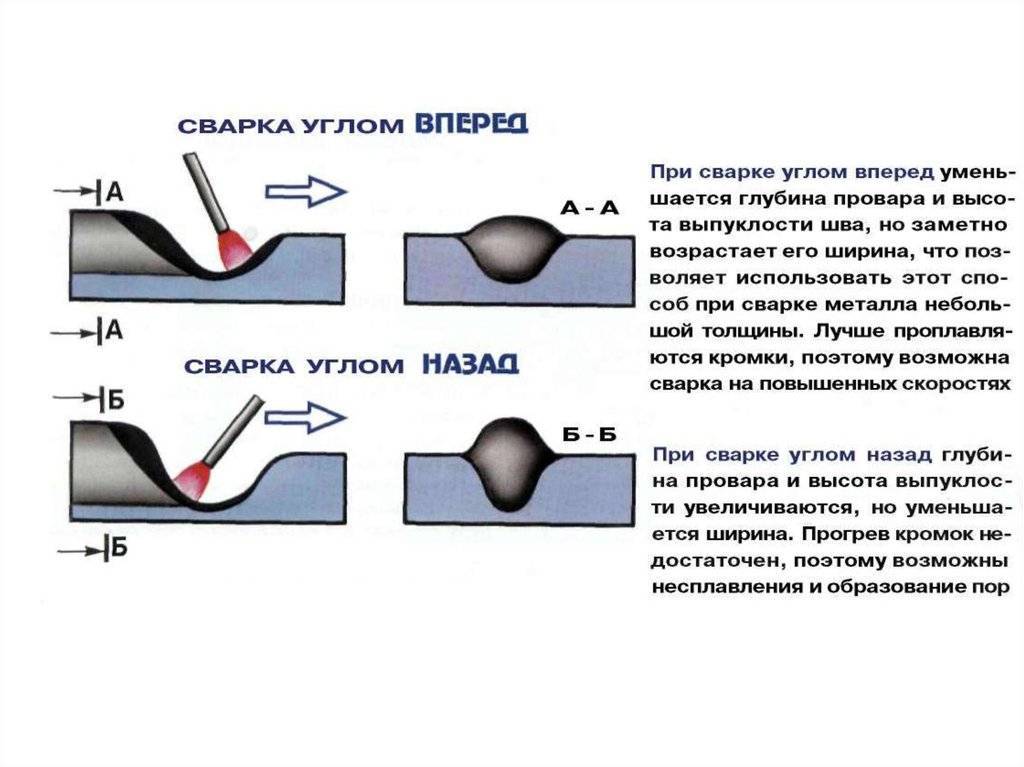 Кроме того, Light WELD XC и Light WELD XR предлагают встроенную пред- и послесварочную очистку, которой нет ни в одной традиционной системе.
Кроме того, Light WELD XC и Light WELD XR предлагают встроенную пред- и послесварочную очистку, которой нет ни в одной традиционной системе.
«За 41 год работы в этом бизнесе я ни разу не видел сварщика, который позволял бы новичкам делать сварные швы, как бывалым профессионалам!»
Light
WELD — Заводские настройки обеспечивают оптимизацию сварных швов и очистки- Простой выбор настроек обеспечивает неизменно высокое качество лазерной сварки и очистки
- Предварительные настройки включают функцию сварки с вихлянием для выполнения более широких швов и для деталей с плохой подгонкой
- Операторы могут мгновенно переключаться между предустановками для обработки нескольких комбинаций толщины материала
- Опытные операторы могут настраивать предустановки, сохранять их для использования в будущем и могут использовать операторы-новички для получения тех же результатов
- Начинающим операторам требуется меньше обучения, что снижает трудозатраты при сохранении качества, повышении производительности и снижении брака
Light
WELD — быстрая и простая установка- Эргономичный, компактный и зарекомендовавший себя как самый удобный и простой в использовании лазерный пистолет со встроенной функцией сварки с вихлянием.
- 2-ступенчатый пусковой механизм и датчик контакта с деталью повышают безопасность оператора
- Специальные насадки для различных типов сварных соединений, а также для очистки перед и после сварки
- Быстрое переключение со стандартной лазерной сварки на сварку проволокой и с лазерной сварки на лазерную очистку
- Один кабель от устройства обеспечивает питание лазера, газ и соединения управления с пистолетом

Быстрая и простая установка
- Четко обозначенные разъемы на задней панели упрощают и ускоряют начало работы
- Просто подключите кабель питания и газовое соединение, прикрепите зажим к рабочей поверхности, и система готова к работе.
- Мощность лазера, газ и управление пушкой передаются по одному кабелю.
- Подключение к компьютеру по сети Ethernet обеспечивает доступ к расширенным настройкам параметров для точной настройки и сохранения параметров процесса.
Light
WELD Средства безопасности оператора- Ключевой переключатель для защиты системы от несанкционированного доступа
- Кнопка аварийной остановки для немедленного отключения
- Защитная блокировка проверяет целостность подачи лазера к сварочной горелке
- 2-ступенчатый курок сварочного пистолета, активация и затем запуск, для преднамеренной работы
- Электрическая блокировка контакта с деталью отключает мощность лазера, если сварочная головка не соприкасается со свариваемыми деталями
- Цепи блокировки дверного выключателя отключают лазер, если кто-либо, кроме оператора, неожиданно входит в зону сварки
Light WELD — это лазерная система класса IV, требующая соблюдения мер предосторожности.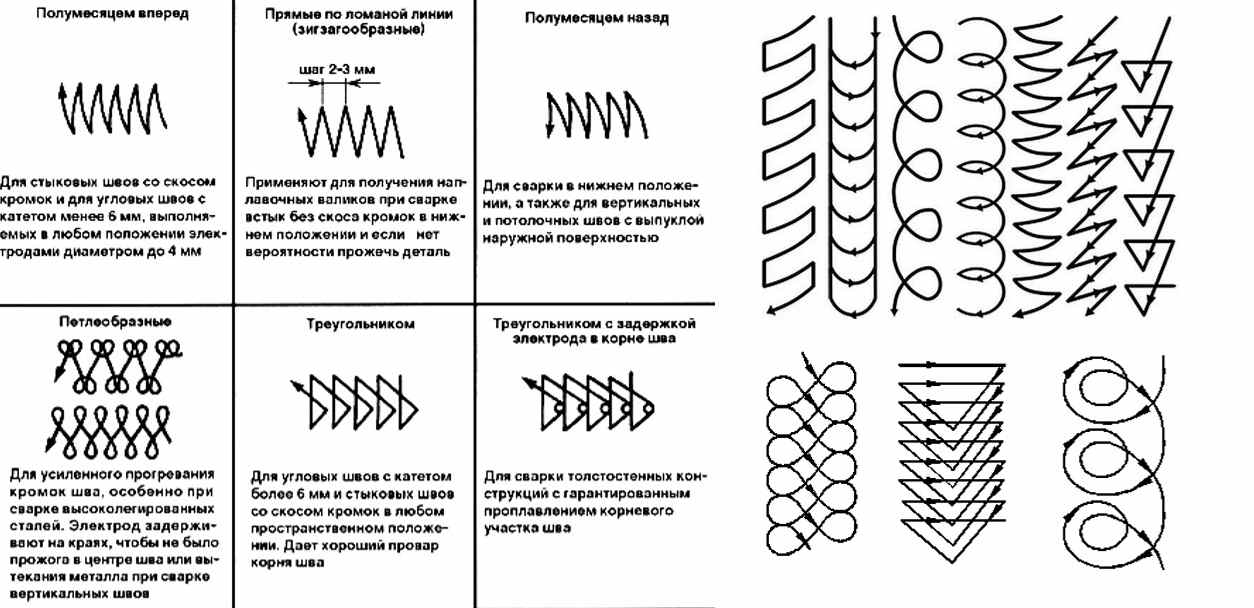 Требуется защитное оборудование оператора, включая сварочные перчатки, сварочный щиток и очки, защищающие от лазерного излучения с длиной волны 1070 нм.
Требуется защитное оборудование оператора, включая сварочные перчатки, сварочный щиток и очки, защищающие от лазерного излучения с длиной волны 1070 нм.
Light
WELD Материал и толщина Диапазон сварки Сварка толстых, тонких, отражающих и разнородных металлов без проволоки, которая
затруднительна или невозможна традиционными методами, плюс сварка материалов с различной электропроводностью
- Высокоскоростная сварка различных материалов различной толщины
- Низкое тепловложение для минимального искажения или деформации детали
- Встроенные заводские настройки для всех материалов и толщин
Нержавеющая сталь | до 6,35 мм | до 4 мм |
Оцинкованная сталь | до 6,35 мм | до 4 мм |
Мягкая сталь | до 6,35 мм | до 4 мм |
Алюминий | до 6,35 мм | до 4 мм |
Алюминий | до 3 мм | — |
Никелевые сплавы | до 5 мм | — |
Титан | до 5 мм | — |
Медь | до 2 мм | — |
Light
WELD Очистка перед сваркойLight WELD XC и Light WELD XR обеспечивают предварительную очистку для более прочного и качественного сварного шва
4 целостность сварного шваLight
WELD Послесварочная очисткаLight WELD XC и Light WELD XR обеспечивают послесварочную очистку, улучшают внешний вид отделки, удаляют следы сажи и загрязнения после сварки
- -900 локальное отопление
- Значительно сокращает время, затраты и количество отходов
- Создание визуально привлекательных сварных швов без дополнительной шлифовки
- Регулируемая ширина очистки до 15 мм за один проход
Light
WELD предлагает сварку и очистку в одной системеLight WELD XC и Light WELD XR могут переключаться со сварки на очистку наконечников и наконечников специальной конструкции за считанные секунды
любая конфигурация соединения
“Скорость передвижения и разнообразие материалов
, который можно сварить, просто невероятен”
Встроенная сварка с колебанием для повышения производительности
Дополнительный комплект подачи проволоки
- Возможность сварки проволокой расширяет область применения лазерной сварки плохо подогнанных деталей
- Используется для низкоуглеродистой стали, нержавеющей стали, алюминия и цветных металлов и сплавов
- Диапазон скорости подачи проволоки 40–600 см/мин (15–230 дюймов в минуту)
- Диаметр проволоки от 0,8 до 1,6 мм (0,035–0,063 дюйма)
- Наконечники механизма подачи проволоки: 0,8 мм, 0,9 мм, 1,2 мм, 1,6 мм
- 2 V-образных ролика и стальные направляющие для жесткой проволоки, 2 U-образных ролика и тефлоновые направляющие для мягкой проволоки
- Комплект включает блок подачи проволоки, электрические соединения, узел сопла и программное обеспечение IPG Process Mode
Light
WELD Системы лазерной сварки и очисткиПростота в освоении
Встроенные заводские настройки для сварки и очистки сокращают время обучения, новые сварщики могут быть обучены в течение часа, а опытные сварщики получают немедленное повышение производительности
Высокая производительность
Высокоскоростная сварка, которая в 4 раза быстрее, чем TIG, с простой подготовкой материала и минимальной последующей чистовой обработкой, а также сварка с вилянием и варианты подачи проволоки для неизменно высокого качества результатов
Высокая производительность
Простая сварка и очистка толстых, тонких и отражающих металлов с низким тепловложением от < 0,040 дюйма (1,0 мм) до 1/4 дюйма (6,35 мм) с минимальным искажением детали, улучшенным внешним видом и повышенное общее качество деталей
| LightWELD Ручная лазерная сварка | LightWELDXCРучная лазерная сварка и очистка | LightWELDXRРучная лазерная сварка и очистка с расширенным диапазоном |
Тип лазера (режим сварки) | Иттербиевый лазер непрерывного действия с воздушным охлаждением, длина волны 1070 нм, волоконный лазер | ||
Мощность лазера | Средняя мощность 1500 Вт, пиковая мощность 2500 Вт Красный направляющий луч класса 1 | ||
Выход лазера | — | 2500 Вт Пиковая мощность | |
Пупочный кабель | Комплект утилит от базового блока до головки, включая: подачу волоконного лазера, технологический газ, управляющие сигналы технологической головки и схемы защитной блокировки — длина: 5 м (16 футов), опционально 10 м (32 фута) | ||
Охлаждение | С воздушным охлаждением — внешний охладитель не требуется | ||
Сварочная головка | Ручная качающаяся сварочная головка Коллиматорная длина 40 мм, фокусное расстояние 120; Размер пятна 150 мкм Включает датчики контроля безопасности и лазерный индикатор Сменные насадки для сварки плоских, внутренних и внешних углов | Ручная качающаяся сварочная головка Коллиматорная длина 50 мм, фокусная длина 120; Размер пятна 60 мкм Включает датчики контроля безопасности и лазерный индикатор Сменные насадки для сварки плоских, внутренних и внешних углов
| |
Форсунки для очистки сварочной головки | — | Набор из трех насадок для широкоугольного сканирования | |
Точечный размер | 150 мкм | 60 мкм | |
Длина колебания | Регулируется до 5 мм | ||
Длина сканирования очистки | — | Регулируется до 15 мм | |
Технологический газ | Аргон, азот, смесь аргона + CO2 | ||
Пользовательский интерфейс | Элементы управления мощностью лазера, режимом, длиной и частотой колебаний на передней панели: (поворотные ручки с цифровым дисплеем). Переключатель включения/выключения лазера, кнопка E-Stop. – Световые индикаторы состояния | ||
Подключение к компьютеру | Ethernet-соединение с интерфейсом веб-страницы, позволяющим просматривать/настраивать параметры режима процесса, состояние системы и аварийный сигнал | ||
Безопасность | Лазерное устройство класса 4. Клиент несет ответственность за стандартные меры безопасности ANSI Z136.1. Системные функции включают ключ для включения/выключения лазера, 2-ступенчатый триггер работы лазера (включение и срабатывание), схема защиты от прикосновения к части головы, схема блокировки двери помещения | ||
Операционная среда | Температура хранения от -20 до 60 °C. | ||
Легкость сварки алюминия | Умеренный | Легко | |
Возможность односторонней однопроходной сварки материалов | Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 4 мм | Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 6,35 мм, медь до 2 мм | |
Требования к помещениям | Электропитание: 220 В, 1 фаза, 50/60 Гц, < 30 А | ||
Базовый блок для сварки (Ш x Г x В ) | 316 x 641 x 534 мм (12,4 x 25,2 x 21 дюйм) | ||
Вес модуля сварки | 53 кг (118 фунтов) | ||
Принадлежности | Защитные очки, разъем питания, кабель Ethernet | ||
 30 фунтов на кв. дюйм)
30 фунтов на кв. дюйм)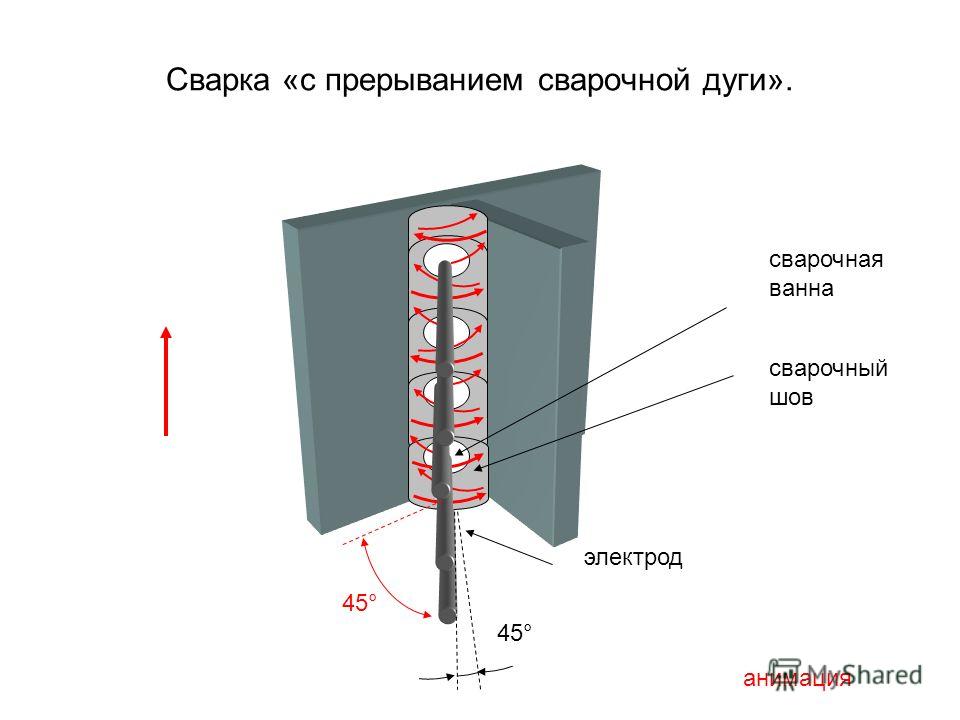 Рабочий диапазон от +5 до 35 °C
Рабочий диапазон от +5 до 35 °CLight
WELD Поддержка и обслуживаниеСвяжитесь с нашей специальной службой поддержки Light WELD по телефону, электронной почте или через форму на этой странице:
- Ответьте на ваши вопросы
- Запрос службы
- Заказать запасные части
Телефон: +1 508. 506.2877
506.2877
Эл.
Доступ к сайту поддержки
Light
WELD Отдел продажСвязаться с отделом продаж:
- Электронная почта: [email protected]
Связаться со службой поддержки
LightWELD Часто задаваемые вопросы (FAQ)
Действительно ли LightWELD быстрее сварки MIG и TIG?
Да, Light WELD Скорость перемещения в четыре раза выше, чем при традиционных методах, крепление проще или не требуется, а послесварочная шлифовка или шлифование не требуются или значительно сокращаются — все это повышает производительность при минимальных доработках.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которых может занять всю жизнь, Light WELD быстро осваивается, позволяя новым пользователям выполнять высококачественные сварные швы всего за несколько часов.
Элементы управления выглядят запутанными. Откуда мне знать, что нужно отрегулировать?
Light WELD поставляется с предварительно загруженными оптимизированными параметрами сварки для наиболее распространенных материалов и толщин. Вы можете увеличивать или уменьшать мощность в соответствии со скоростью движения и желаемой проникающей способностью, а также сохранять эти настройки и вызывать их по мере необходимости.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь, нержавеющую сталь или алюминий, а также детали различной толщины для всех типов сварных соединений: тройник, стык, угол, нахлест и кромка.
Какова максимальная толщина свариваемого материала?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и алюминия можно выполнять одностороннюю сварку до 4 мм и двустороннюю до 10 мм – медь одностороннюю до 1 мм и двустороннюю до 2 мм.
Как насчет вертикальной сварки или сварки вверх ногами?
Легкий WELD отлично подходит как для вертикальной, так и для перевернутой сварки, поскольку обычно не требует расходных материалов и образует минимальное количество брызг, что делает его безопасным и простым при сварке в любом положении.
Является ли лазерный луч постоянным или может быть импульсным?
Light WELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывная волна — лазер постоянно включен для максимального проникновения и скорости перемещения
- Импульсный режим — лазерные импульсы производят меньше энергии для более медленной сварки с меньшим подводом тепла
- Режим прихватки — для создания идентичных прихваточных швов
- Режим стежка — используется для повторных прихваток или сварки внахлест
- Режим высокой пиковой мощности — короткие импульсы высокой мощности, используемые для проникновения в отражающие металлы
Каков рабочий цикл?
Вы можете использовать Light WELD при 100% рабочем цикле при максимальной мощности лазера 1500 Вт.