Сварка инвертором для начинающих: пошаговая инструкция и рекомендации
Из этого материала вы узнаете:
- Базовые правила техники безопасности при сварке инвертором
- Подбор электродов для сварки инвертором для начинающих
- Выбор полярности при сварке инвертором
- Пошаговая инструкция по сварке инвертором для начинающих
- Советы начинающим сварщикам
Сварка инвертором доступна для начинающих мастеров благодаря несложной настройке оборудования и понятному рабочему процессу. Главное – выполнять все сварочные работы в соответствии с правилами техники безопасности, выбирать подходящий режим, подбирать электроды и тренироваться.
Только после 3-4 кг электродов начнет получаться хоть что-то похожее на ровный шов. Главное – не отчаиваться, не бросать дело на полпути, а продолжать обучение. Из нашего материала вы узнаете о базовых правилах сварки инвертором для начинающих.
Базовые правила техники безопасности при сварке инвертором
Подготовительные работы перед использованием инвертора
Включить сварочный инвертор первый раз (либо после его перемещения) можно только после того, как вы проверите сопротивление изоляции между токоведущими частями и корпусом, а также подсоедините последний к заземлению. Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Если же прибором долгое время не пользовались, то прежде чем приступать к сварке, следует проверить наличие внутри прибора пыли.
Чистка блоков управления и силовых элементов осуществляется с помощью сжатого воздуха, который подается под умеренным напором. Для того чтобы система принудительной вентиляции инвертора работала беспрепятственно, необходимо обеспечить вокруг него свободное пространство не менее 0,5 м.
Нельзя пользоваться инверторной сваркой в тех местах, где функционируют отрезные или шлифовальные машинки, поскольку образующаяся при их работе металлическая пыль может вывести из строя электронику и силовую часть прибора.
VT-metall предлагает услуги:
Для начинающих: если технология сварки инвертором проводится на открытом воздухе, необходимо обеспечить защиту от солнечных лучей и дождя. Сам прибор устанавливается на горизонтальной поверхности либо под углом, который не больше значения, указанного в паспорте.
Внешний осмотр
Перед началом рабочей смены сварщик должен осмотреть оборудование, проверить, в каком состоянии находятся изолирующие оболочки кабелей (сварочных, питающего) и, если необходимо, заменить их или отремонтировать.
После этого работник должен проверить зажим кабеля массы, держатель электродов, состояние гнезд и штекеров, посредством которых осуществляется подключение к инвертору. Далее осматривается панель управления, в частности, в порядке ли переключатели, тумблеры, индикаторы или кнопки. Если аппарат сильно запылился, то проводится чистка.
Использование защитных средств
Личная безопасность – это то, что должно быть на первом месте во время сварки сварочным инвертором для начинающих.
Во время сварочного процесса работник может получить удар электрическим током, ожог от разлетающихся капель расплавленного металла или поражение сетчатки глаз от светового излучения электрической дуги.
Не исключены травмы механического характера, а также попадание в дыхательные пути выделяющихся в процессе сварки газов. Это говорит о том, что сварщики, которые только начинают осваивать инверторный аппарат, должны изучить правила техники безопасности и вооружиться средствами индивидуальной защиты.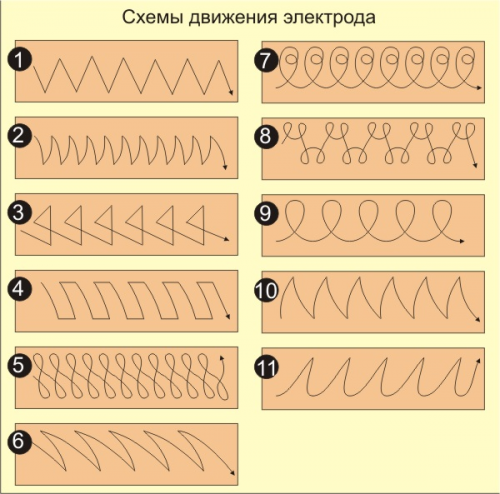
В перечень обязательных защитных средств для сварщика входят искростойкие перчатки, маска, обувь и спецовка, изготовленные из неплавящегося материала, респиратор, а также защитные очки, которые потребуются во время зачистки швов и заготовок.
При наличии этого минимального набора защитных средств вы сможете обезопасить себя от травм, особенно если сталкиваетесь с инверторной сваркой впервые. Особенно тщательно следует выбирать сварочную маску, которая позволит защитить глаза от излучения, исходящего от сварочной дуги.
Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.
Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра.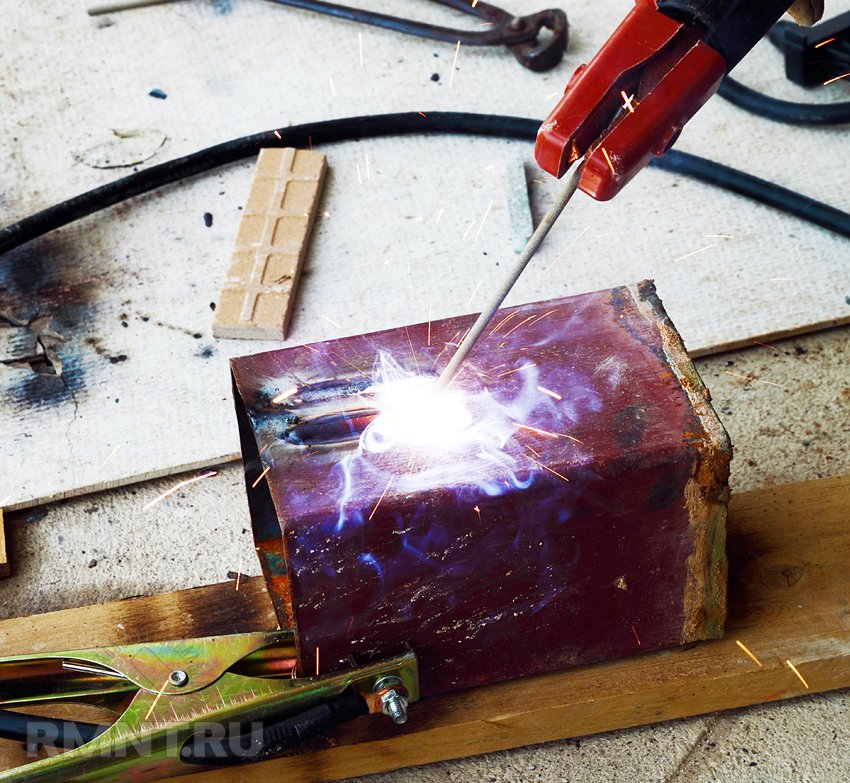 Однако это только часть того, на что следует обратить внимание при выборе.
Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.

- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.

Выбор полярности при сварке инвертором
Инвертор, использующийся для ручной дуговой сварки, выдает постоянный ток. На передней панели прибора можно найти два разъема «+» и «–» для подключения кабелей.
Для прямой полярности к «минусу» подключается держак, а к «плюсу» – «прищепка». В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
В случае с обратной полярностью, к «плюсу» цепляется держатель электрода, к «минусу» – прищепка-масса.
Если говорить о том, какой из двух вариантов выбрать, то в теории (учебных пособиях) и по мнению некоторых лучше проплавляется и прогревается металл на «прямой полярности». Однако на деле все совершенно иначе.
Больше тепла выделяется на контакте с маркировкой «+», следовательно, когда держак подключен к нему (обратная полярность), провар получается глубже. Таким образом, этот вариант отлично подходит для сварки толстостенного металла (пластин, профильных труб, уголков с толщиной 4-5 мм). Следовательно, на прямой полярности соединяется тонкий материал (максимум 1,5-2 мм), в противном случае на нем могут образоваться дырки из-за проплавления стенок.
Проверить это можно практическим путем. Для этого следует взять инвертор, установить сварочный ток на 100, присоединить массу и держатель электрода к разъемам и попробовать разрезать металлический лист 4-5 мм толщиной (арматуру или уголок).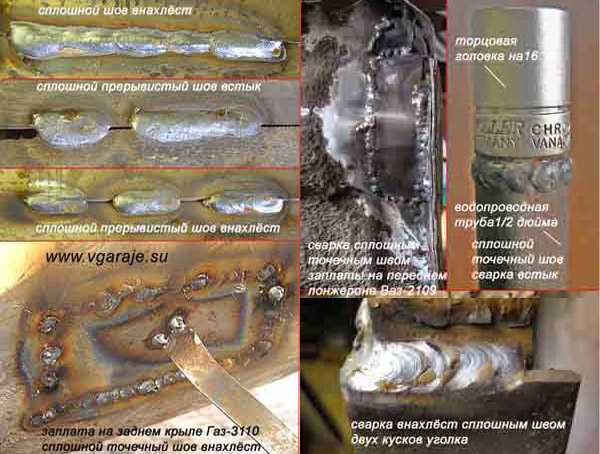 Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Сначала это нужно сделать на прямой полярности, затем на обратной, но с одинаковой силой тока и электродом (диаметр 3 мм). В результате будет видно, что во втором случае процесс идет гораздо быстрее.
Пошаговая инструкция по сварке инвертором для начинающих
Инверторная сварка для начинающих начинается с азов. Для начала необходимо изучить технологию работы и процесс использования штучных электродов. Следующее, что нужно сделать, это определить предельные возможности электрической сети помещения, где планируется работать, оборудовать место и продумать подключение силового кабеля для запитывания прибора.
Далее начинающему мастеру для сварки инвертором нужно подготовить тонкий металл (конструкционный или листовой прокат небольшой толщины), пачку электродов, диаметр основного покрытия которых составляет 2-3 мм, металлическую щетку для зачистки поверхностей обрабатываемых заготовок и швов.
Шаг 1. Настройка силы тока
Качество сварочного шва во многом зависит от того, насколько правильно подобран ток инвертора. Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.
Если вы новичок в этом деле, то лучше воспользоваться специальными таблицами, которые прилагаются к каждому прибору, где указаны значения, соответствующие диаметру электрода, толщине металла.
Устанавливается необходимая сила тока путем поворота регулятора после включения тумблера питания инвертора. На каждом устройстве шкалу значений можно найти в разных местах, у одних – на лицевой панели по дуге поворота регулятора, у других – на цифровом индикаторе.
Однако нужно помнить, что выставленная величина силы тока может быть не той, что потребуется, и при выполнении пробных сварных швов для лучшего провара ее придется подстраивать.
Шаг 2. Подключение электрода
Конец штучного электрода, то есть часть, не покрытая обмазкой (20–30 мм), фиксируется в держателе, через который подается сварочный ток. На сегодняшний день чаще всего используются «прищепки» (зажимные держатели с профилированной под стержень электрода внутренней частью губок). Они очень удобны в использовании и обеспечивают быструю замену огарков на новые электроды и жесткую фиксацию.
Шаг 3. Розжиг дуги
Сварочную дугу получают двумя способами. Первый заключается в том, что вертикально удерживаемым электродом (концом) касаются металлической поверхности и отводят его на несколько миллиметров назад. Второй называется «чирканьем», поскольку движения напоминают зажигание спички, когда головкой проводят по боковой части коробка.
В случае с инверторами розжиг электрода осуществляется гораздо проще, поскольку в них встроена функция «горячего старта». Когда происходит касание металлической поверхности, появляется импульс тока повышенной мощности, а с образованием дуги значение силы тока возвращается к номинальному.
Шаг 4. Передвижение и наклон электрода при сварке
Движение электрода вдоль поверхности при ручной и инверторной сварке ничем не отличается. Всего существует три вида наклона. Самой распространенной техникой сварки инвертором для начинающих является выполнение швов углом вперед.
Если работа осуществляется в труднодоступных местах или в ограниченном пространстве, то положение электрода, как правило, перпендикулярное. Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Однако для этого способа необходима высокая квалификация работника, поэтому для начинающих не подойдет, даже учитывая то, что функции инвертора частично компенсируют некоторые ошибки. Для стыковых сопряжений и углов сварка обычно осуществляется углом назад.
Шаг 5. Контроль промежутка дуги
Для того чтобы получить качественный и равномерный сварной шов, необходимо правильно выбрать и поддерживать величину сварочной дуги, которая образуется между плоскостью материала и торцом электрода.
Согласно рекомендациям относительно техники выполнения данного вида работ, размер ее должен быть не больше диаметра электрода. Однако поскольку достаточно сложно выдержать такое расстояние, то допускается дуга, превышающая диаметр не более чем на 1-2 мм.
Советы начинающим сварщикам
Далее представлено несколько советов относительно того, как приварить уголки к столбам, что является одной из самых распространенных сварочных операций.
Для начала нужно вооружиться бытовым сварочным инвертором:
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.

Чаще всего в быту используют электрод «тройку», хотя стандартные инверторы могут потянуть и «четверку», чего вполне достаточно. Что касается силы тока, то менять ее и подбирать необходимое значение можно в процессе сварки, выставляя оптимальный режим. Тут нужно учитывать, что если показатели будут меньше, чем нужно, то электрод прилипнет, при слишком больших значениях может образоваться дырка.
В задачи сварщика входит соединить друг с другом кромки двух деталей и сверху шва наплавить расплавленный металл стержня электрода.
Во время приваривания стального уголка к металлическому столу лучше не просить кого-либо помочь подержать заготовку, поскольку для него это может закончиться ожогами глаз (слизистой или сетчатки) и кожи от брызг расплавленного металла. Лучше всего воспользоваться магнитными уголками или струбцинами.
Для того чтобы подобрать оптимальный ток для сварки, воспользуйтесь следующим советом.
Возьмите заготовку из металла и начните варить на сильном токе. Если образуются дырки, нужно его уменьшить. Таким образом, подбирается сила тока, при которой металл не будет прожигаться. Здесь нет никаких секретов сварки инвертором, главное для начинающих – это практика и опыт, который приходит со временем.
Для тренировки можно использовать ржавые металлические куски и набивать на них руку. Возможно, достаточно будет сжечь пару электродов на прихватках по ржавчине, чтобы качественно сваривать уже хороший металл.
Прежде чем приступать к сварке, обязательно зачищайте детали, стыки от краски и ржавчины до чистой поверхности.
Рекомендуем статьи
- Виды сварочных работ: общепринятая классификация
- Автоматическая сварка под флюсом: суть процесса
- Полярность постоянного тока при сварке металла
Вертикальная сварка инвертором для начинающих сложная задача, однако если вы научитесь выполнять красивый шов в таком положении, то горизонтальный будет идеальным.
Вот несколько рекомендаций:
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).

Каждый человек, зная основы сварки инвертором для начинающих, может сделать качественные, ровные и красивые сварочные швы, главное – больше практиковаться и не бояться жечь электроды.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Несколько советов по сварке инвертором для начинающих
Электросварка для начинающих
Сварка является наиболее распространённым методом соединения двух отдельных металлических деталей между собой. На первый взгляд кажется, что сварка – это простое и интуитивное занятие. Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Как бы там не было, начинать с чего-то нужно. Сегодня многие самообучаются сварочной работе из статей в интернете. В этой статье также будет рассмотрена сварка инвертором для начинающих.
Почему инвертор?
На данный момент на рынке можно встретить различные сварочные приспособления, а также различного рода аппараты. Инвертор (аппарат электродуговой сварки) считается наиболее лёгким в управлении, поэтому он отлично подойдёт для обучения. К тому же, стоимость данных сварочных аппаратов невысока. Рекомендуем вам сварочные инверторы серии MASTER производства завода РУСЭЛКОМ.Теория дуговой сварки
Какие процессы наблюдаются при соединении двух металлических деталей между собой?
Ответом на этот вопрос послужит следующее:
• Электричество, подведённое к плавящемуся электроду и свариваемым деталям, образует дугу вследствие замыкания электрода с металлом;
• Дуга создаёт на поверхности огромную температуру (вплоть до 7000 градусов), которая способна расплавить любой металл на планете;
• При расплавлении электрода и кромок металлических деталей, две поверхности сплавляются между собой;

Электроды для сварки
Электрод служит очень важную роль – он состоит из стержня (определённого металла), а на его поверхности располагается специальный порошковый состав. Как известно, во время сварки на качество сварного шва очень сильно влияет окружающий воздух (он окисляет шов, что становится причиной его порчи). Поверхность электрода предназначена для того, чтобы не подпустить воздух ко шву. Таким образом, сварная ванна (место расплавления металла и электрода) остаётся защищённой от окисления. Кроме того, порошок поддерживает нормальное горение дуги.
Сваривать металл можно, как постоянным, так и переменным током. Говоря о сварке первым способом, следует также иметь в виду, что при данном методе существует прямая и обратная полярность.
Прямая – это когда ток на электроде отрицательный, а на свариваемой детали положительный. Такой метод обычно (и чаще всего) применяется для быстрого сваривания. В этом случае нагревается металл, а электрод остаётся холодным.
Обратная – наоборот, на электроде плюс, а на детали минус. Электрод сильно греется, а металл остаётся холодным. Используется данный метод редко.
Сварка инвертором для начинающих – трудоёмкий процесс
Маска с защитным стеклом
Для начала необходимо обзавестись светофильтром (маской с защитным стеклом). Электрическая дуга создаёт очень мощные световые лучи, с которыми не сравниться даже солнце. При взгляде на них без защиты можно заполучить «зайчик» (когда в глазах долгое время наблюдается белое пятно) либо вообще ослепнуть.
Основной проблемой любого новичка является зажигание дуги. Электрод постоянно «прилипает» к металлу, при этом дуги, как таковой, не наблюдается. Чтобы такого «прилипания» не возникало, электрод необходимо чиркать словно спичкой об поверхность, а не просто опускать его в неё.
Чиркать необходимо по тому направлению, по которому будет идти шов. Как только дуга возникнет, следует держать электрод на расстоянии в 3-4 мм над поверхностью, чтобы она не погасла.
Теперь необходимо прогреть металл. Для этого понемногу вращают электрод по кругу – 2-3 оборота достаточно. Как только металл прогрет, а на свариваемой поверхности образовалась небольшая ванночка, электрод начинают двигать по направлению предполагаемого шва.
Важным моментом при формировании шва является соблюдение постоянного зазора в 3-4 мм между электродом и поверхностью – это, пожалуй, самое сложное, чему необходимо учиться. Электрод постоянно плавиться, поэтому его нужно аккуратно и постепенно опускать.
Общие советы по формированию правильного шва
Правильный сварочный шов
Даже научившись зажигать дугу и держать постоянный зазор, сформировать хороший шов зачастую бывает сложной задачей. Это зависит от множества факторов:
• Скорость и форма (зигзагообразно, вперёд-назад и т.д.) движения электродом;
• Сила тока;
• Угол наклона электрода;
В зависимости от свариваемого металла и выбранных электродов техника сварки меняется. Электрод можно вести быстрее, можно медленнее. Чем толще свариваемый металл, тем сильнее должен быть ток. Сила тока также варьируется в зависимости от показателя свариваемости металла (это способность металла поддаваться свариванию) – эти данные можно найти в различной справочной литературе. От угла наклона электрода зависит направление и толщина шва.
Именно через такие сложности предстоит пройти всем начинающим сварщикам. Чтобы научиться хорошо варить, нужно много практиковаться и иметь терпение, однако сваривать несложные детали под силу каждому.
Сегодня в интернете можно найти массу советов от профессионалов на тему того, как должна происходить сварка инвертором. Мы же можем порекомендовать качественную сварочную продукцию завода РУСЭЛКОМ г. Кострома.
Преимущества инверторных сварочных аппаратов
18 июля, 22 13:13 · Оставить комментарий · Red-D-Arc
Если вы ищете сварочный аппарат, вы можете наткнуться на такие описания, как «трансформатор» или «инвертор». Если вы не уверены, какой из них лучше всего подходит для вашего применения, знайте хотя бы одно: трансформаторные и инверторные сварочные аппараты идеально подходят для получения высококачественных сварных швов. Однако имейте в виду, что большинство новых моделей, выпускаемых ведущими производителями, основаны на инверторах.
Трансформаторы не обязательно плохие, они просто «старой школы» по сравнению с инверторными сварочными аппаратами «новой школы». Инвертор и трансформаторный источник питания преобразуют входную мощность переменного тока в выходную мощность постоянного тока, подходящую для сварки. Но точно так же, как современный седан может обеспечить улучшенную экономию топлива за счет аэродинамики, легких материалов и усовершенствований конструкции двигателя, инверторный сварочный аппарат также может предложить сварщику преимущества за счет достижений в области электротехники.
История инвертора Источник сварочного тока на основе инвертора появился в 1980-х годах благодаря достижениям в области полупроводниковых электрических компонентов. В то время новой инверторной технологии не хватало такой же надежности, как проверенной трансформаторной технологии. Эта репутация закрепилась даже тогда, когда твердотельные технологии с большой силой тока продолжали развиваться.
В то время новой инверторной технологии не хватало такой же надежности, как проверенной трансформаторной технологии. Эта репутация закрепилась даже тогда, когда твердотельные технологии с большой силой тока продолжали развиваться.
Сегодня инверторные сварочные аппараты намного надежнее, чем когда они были впервые представлены, имеют увеличенный практический срок службы и могут выполнять операции, которые ранее не рекомендовались, такие как строжка угольной дугой в полевых условиях.
Преимущества инверторных сварочных аппаратов
С учетом требований надежности/срока службы преимущества инверторов, как правило, превосходят преимущества более громоздких, менее электрически эффективных и менее «продвинутых» сварочных трансформаторов во многих приложениях.
Повышенная эффективность
Трансформаторные источники питания высокого класса могут достигать среднего КПД 70-80%, в то время как инверторы могут обеспечивать средний КПД 80-85%. Стоимость электроэнергии обычно составляет 3-5% от общей стоимости сварки. В то время как 5%-ная экономия при 5%-ной стоимости сварки может показаться незначительной, затраты на электроэнергию могут стать значительными расходами для больших автопарков, а экономия электроэнергии, безусловно, может накапливаться в течение срока службы оборудования.
Стоимость электроэнергии обычно составляет 3-5% от общей стоимости сварки. В то время как 5%-ная экономия при 5%-ной стоимости сварки может показаться незначительной, затраты на электроэнергию могут стать значительными расходами для больших автопарков, а экономия электроэнергии, безусловно, может накапливаться в течение срока службы оборудования.
Меньшая занимаемая площадь, меньший вес
При заданной номинальной мощности трансформаторная технология является более громоздкой — и тяжелее, и физически больше — чем электроника, питающая инверторную технологию. Например, источник питания Idealarc DC-600 от Lincoln Electric (блок на основе трансформатора) весит 522 фунта, в то время как инвертор FX650XL от Red-D-Arc имеет аналогичную выходную мощность и весит всего 165 фунтов.
Уменьшение веса может быть не самым значительным преимуществом инвертора на некоторых промышленных предприятиях, где источник питания никогда не перемещается. Тем не менее, вес является критическим фактором при работе с крупными сварными конструкциями, например, в судостроении, где источник питания необходимо часто перемещать в судно и из него.
Advanced Weld Process Control
«Возможность цифрового управления характером сварочной дуги сокращает время отклика на изменения входной мощности и условий сварки для более стабильной сварочной дуги».
Инверторы сначала преобразуют переменный ток в постоянный. Затем твердотельные переключатели, которые могут управляться цифровым способом, инвертируют мощность обратно в переменный ток, но на частотах, превышающих 20 000 герц. Наконец, комбинация понижающего трансформатора и схемы фильтрации работает вместе, чтобы преобразовать этот высокочастотный ток в стабильную сварочную дугу постоянного (DC) или пригодного для использования переменного тока (AC).
Возможность цифрового управления характером сварочной дуги сокращает время отклика на изменения входной мощности и условий сварки, обеспечивая более стабильную сварочную дугу. Современное инверторное сварочное оборудование MIG сочетает это цифровое управление с программным обеспечением, чтобы обеспечить индивидуальные формы импульсных сигналов для конкретной проволоки и газа, которые помогают адаптировать характеристики сварочной дуги к области применения. Инверторы также позволили улучшить переменный ток прямоугольной формы для сварки алюминия GTAW/TIG и сварки под флюсом с высоким наплавлением.
Инверторы также позволили улучшить переменный ток прямоугольной формы для сварки алюминия GTAW/TIG и сварки под флюсом с высоким наплавлением.
Выбор лучшего сварочного инвертора
Проще говоря, рынок аренды инверторного сварочного аппарата может быть довольно большим. Чтобы разобраться во всем этом, свяжитесь с нашей командой сегодня, чтобы получить индивидуальное руководство по аренде сварочных аппаратов. А пока, вот несколько вопросов, которые вы могли бы задать, чтобы определить, какой инвертор вы хотели бы арендовать:
Какой процесс или процессы вы хотите выполнить?
Существует инверторный источник питания, позволяющий выполнять практически все стандартные процессы дуговой сварки: SMAW (палочная сварка), GTAW (TIG), GMAW (MIG), FCAW и SAW. Кроме того, несколько инверторных сварочных аппаратов имеют специальные «режимы» для строжки и резки угольной дугой (CAG/CAC). Если ваше приложение требует или выигрывает от переключения с процесса на процесс, источники питания с несколькими процессами не являются чем-то необычным. Кроме того, имейте в виду, что на рынке существуют специализированные инверторные источники питания для решения таких задач, как автоматическая орбитальная сварка GTAW сантехнических труб малого диаметра.
Кроме того, имейте в виду, что на рынке существуют специализированные инверторные источники питания для решения таких задач, как автоматическая орбитальная сварка GTAW сантехнических труб малого диаметра.
Какой максимальный выходной ток вам потребуется?
Машины с более высоким максимальным выходным током позволят вам работать с более толстым материалом за меньшее количество проходов (из-за увеличения скорости наплавки) или с меньшей подготовкой шва (из-за большего провара).
Доступны инверторные источники питания с максимальным выходным током от 150 до 1000 ампер! Помните о том, что является практичным для ваших целей по производительности, поскольку источники питания с увеличенной выходной мощностью обычно больше и дороже.
Где ты будешь сваривать?
Если вы планируете сварку в полевых условиях, у вас все еще есть инверторный источник питания, который может удовлетворить ваши потребности. Как упоминалось ранее, источники питания на основе инверторов гораздо более надежны, чем при их создании, и многие из них подходят для эксплуатации вне помещений. Когда доступ к сети затруднен, существуют инверторные сварочные аппараты с приводом от двигателя. Некоторые из них даже способны использовать передовые процессы сварки, такие как импульсная сварка MIG, с подходящими принадлежностями!
Когда доступ к сети затруднен, существуют инверторные сварочные аппараты с приводом от двигателя. Некоторые из них даже способны использовать передовые процессы сварки, такие как импульсная сварка MIG, с подходящими принадлежностями!
Заключение
Инверторы прошли долгий путь с момента их создания. Если вам нужны передовые функции и производительность сварки, вам может подойти инверторный источник сварочного тока. Даже если вы не знаете всех ответов на приведенные выше вопросы, велика вероятность, что команда экспертов Red-D-Arc поможет вам подобрать сварочный аппарат, который соответствует вашим требованиям, но при этом уложится в ваш бюджет.
Red-D-Arc
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварочных материалов и средств обеспечения безопасности из одних рук. Наша дистрибьюторская сеть, известная по всей стране, обслуживает более миллиона клиентов всех размеров, предлагая широкий ассортимент высококачественной продукции и непревзойденный опыт.
Лучший электрод для начинающих дуговых сварщиков — Baker’s Gas & Welding Supplies, Inc.
Сварщикам, которые относительно плохо знакомы со сваркой, может быть трудно определить, какой электрод использовать, когда существует так много вариантов.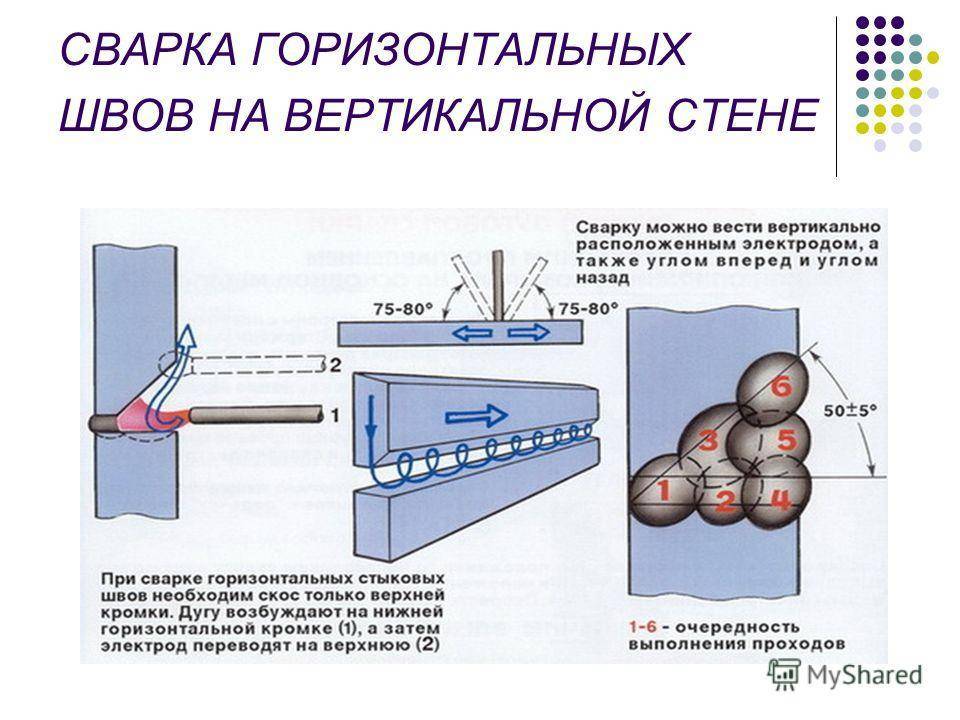 В то время как многие инструкторы по сварке рекомендуют своим ученикам практиковаться с электродом E6010, электрод E6013 редко упоминается, но очень прост в использовании.
В то время как многие инструкторы по сварке рекомендуют своим ученикам практиковаться с электродом E6010, электрод E6013 редко упоминается, но очень прост в использовании.
Относительно неопытные сварщики могут создавать отличные сварные швы с помощью электрода E6013. Кроме того, есть несколько других причин для использования этого стержня:
- Он прекрасно работает с машинами переменного и постоянного тока.
- Работает в любом положении (в том числе над головой).
- Имеет гладкий внешний вид сварного шва.
- Хорошо работает с тонкими и толстыми металлами.
Как и в случае со всеми электродами и сварочными процессами, для правильного выполнения работы требуется несколько основных компонентов:
- Правильная подготовка швов
- Установка машины, соответствующая проекту
- Основные методы сварки
Подготовка шва для E6013
С этим электродом шов должен быть чистым, хотя небольшая ржавчина не является проблемой. По крайней мере, очистите соединение проволочным кругом или шлифовальной машиной и убедитесь, что на сварном шве нет масла, влаги, краски или чего-либо еще, что может загрязнить сварной шов.
По крайней мере, очистите соединение проволочным кругом или шлифовальной машиной и убедитесь, что на сварном шве нет масла, влаги, краски или чего-либо еще, что может загрязнить сварной шов.
При заделке трещины полностью зашлифовать. В противном случае трещина вернется и снова начнет распространяться. Только помните, чем чище стык, тем легче будет сварка.
Настройка аппарата для E6013
Настройка сварочного аппарата является наиболее важной частью сварочного процесса. Потратив время на правильную настройку машины, вы облегчите сварку и в то же время получите красивый сварной шов.
Настройки сварочного аппарата для E6013 различаются в зависимости от размера электрода и толщины металла. На коробках с электродами указан рекомендуемый диапазон силы тока. Это всего лишь рекомендации, потому что каждый сварочный аппарат работает по-разному.
Чтобы настроить сварочный аппарат, ознакомьтесь с тем, что производители электродов рекомендуют в качестве диапазона силы тока, или обратитесь за рекомендацией в магазин сварочных принадлежностей. Установите сварочный аппарат на середину этого диапазона силы тока.
Установите сварочный аппарат на середину этого диапазона силы тока.
После установки потренируйтесь и отрегулируйте силу тока, пока валик не станет гладким и не впитается в металл. Электрод должен быть достаточно горячим, чтобы не прилипал, и достаточно остыть, чтобы не стал вишнево-красным. В качестве быстрого теста сварите два куска металлолома и попробуйте их сломать. Это должно дать представление о том, обеспечивают ли настройки прочный сварной шов.
Техника сварки электродом E6013
Перед началом работы установите металл в удобное положение и используйте две руки. Вот так; две руки более стабильны, чем одна. С этим электродом обычно используются методы взбивания или круговые движения. Эти методы не только помогают производить более качественный сварной шов, но и помогают контролировать скорость перемещения.
Перетащите электрод под углом от 10 до 30 градусов в направлении движения. Если есть какие-либо проблемы со сваркой, рассмотрите возможность использования электрода меньшего диаметра, который облегчит сварку.