цена за штуку, характеристики, фото
Проволока сварочная, флюсовая предназначена для полуавтоматической сварки во всех пространственных положениях низколегированных и высокопрочных сталей. Сварка проходит без использования газа. Рекомендована в автомобилестроении, машиностроении.
Детали
Документы:
pdfскачать
Характеристики
Артикул
770-384
Тип товара
Проволока сварочная
Бренд
Quattro Elementi
Тип сварки
MIG/MAG
Диаметр проволоки, мм
0,8
Страна-производитель
Китай
Вес, кг
0,56
Отзывы покупателей
Сначала показывать
Дмитрий
Санкт-Петербург 13 ноября 2022
Хорошая проволока. Перешёл на неё после того, как не смог пользоваться аналогом, которая просто брызгалась и разрывала дугу без причины (выкинул в итоге). Проволока Кваттро элементи, как и предыдущая, конечно сделана в Китае. И конечно на ней даже не указана рекомендуемая полярность и т п. На прямой полярности и токе 55-60А варит легко даже тонкий (1,5-2мм) металл. Качество стабильное. Варю профильные трубы и др чёрный металл на даче. Опыт небольшой, но с этой проволокой при правильной настройке полуавтомата чувствуешь себя королём сварки в “любых пространственных положениях” ))) По крайней мере, 10 катушек подряд качество стабильное. В сильный ветер на улице можно работать не задумываясь о скорости потока защитного газа. Баллон с аргоном отставил пока в сторонку. И таки да, брызг конечно больше, чем с газом, но если держать короткую дугу, как положено, то всё путём! 😉Достоинства: Стабильное качество. Приемлемая цена. Всегда в наличии.Недостатки: Нет рекомендаций по применению. Маленькая катушка (0.45 кг), быстро заканчивается. Неточное описание (Указано, что аналог СВ-08ГА, попробуйте найти в интернете, что это. Зато “рекомендована в машиностроении” )))
И конечно на ней даже не указана рекомендуемая полярность и т п. На прямой полярности и токе 55-60А варит легко даже тонкий (1,5-2мм) металл. Качество стабильное. Варю профильные трубы и др чёрный металл на даче. Опыт небольшой, но с этой проволокой при правильной настройке полуавтомата чувствуешь себя королём сварки в “любых пространственных положениях” ))) По крайней мере, 10 катушек подряд качество стабильное. В сильный ветер на улице можно работать не задумываясь о скорости потока защитного газа. Баллон с аргоном отставил пока в сторонку. И таки да, брызг конечно больше, чем с газом, но если держать короткую дугу, как положено, то всё путём! 😉Достоинства: Стабильное качество. Приемлемая цена. Всегда в наличии.Недостатки: Нет рекомендаций по применению. Маленькая катушка (0.45 кг), быстро заканчивается. Неточное описание (Указано, что аналог СВ-08ГА, попробуйте найти в интернете, что это. Зато “рекомендована в машиностроении” )))
Санкт-Петербург 27 декабря 2021
Отличная проволока из представленных на общем рынке России. Варю ей более 10 лет (автомобили). Проволока предназначена для мобильности использования. Шов не вздувается, да брызгает, но не так как остальные. Хотите варить без брызг, купите углекислоту. Но не пишите что плохая! И да, смотрите на свой аппарат, предназначен ли он для сварки флюсовой проволокой. У меня телвин 180, меняю полюсность для безгазовой проволоки. И вес на ней четко написан 450 гр. В общем, всегда покупал и буду покупать только кватро элемент!
Варю ей более 10 лет (автомобили). Проволока предназначена для мобильности использования. Шов не вздувается, да брызгает, но не так как остальные. Хотите варить без брызг, купите углекислоту. Но не пишите что плохая! И да, смотрите на свой аппарат, предназначен ли он для сварки флюсовой проволокой. У меня телвин 180, меняю полюсность для безгазовой проволоки. И вес на ней четко написан 450 гр. В общем, всегда покупал и буду покупать только кватро элемент!
Гатчина 06 декабря 2021
Зарядил в аппарат wester 140i после той, что шла в комплекте. Впечатления ужасные, брызгает очень сильно, прожигает 2мм металлДостоинства: НетНедостатки: Брызги
Максим
Санкт-Петербург 13 сентября 2019
В описании товара полная хрень. Не указано – сколько метров в рулоне, на этикетке производитель Италия, в описании Китай…чему верить? Чего 5 шт.в упаковке, если рулон один?Достоинства: Проволока, как проволокаНедостатки: В описании товара полная хрень.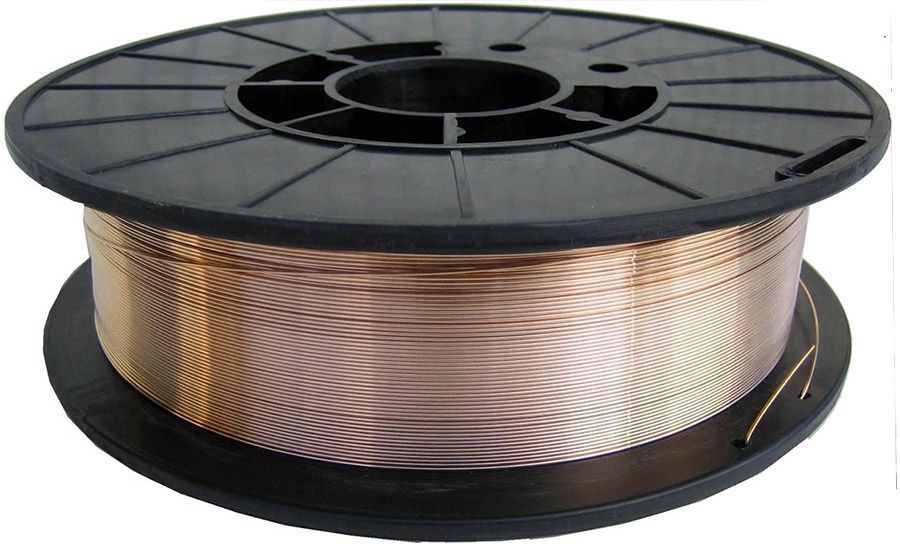 Не указано – сколько метров в рулоне, на этикетке производитель Италия, в описании Китай…чему верить? Чего 5 шт.в упаковке, если рулон один?
Не указано – сколько метров в рулоне, на этикетке производитель Италия, в описании Китай…чему верить? Чего 5 шт.в упаковке, если рулон один?
Анатолий
Санкт Петербург 24 июля 2019
На м. Удельная рот огромный , такая провалка стоит 1300 , объясняют тем что производитель другой ! Там видимо с добавлением кусочками золота!
Вопросы и ответы
Степан
06 сентября 2018
Можно варить без газа?Ответить
- Защита лица, глаз, головы
- Сварочные принадлежности
- Электроды сварочные
- Защита рук
- Демисезонная спецодежда
- Киянки, молотки, кувалды, кирки
- Корщетки, щетки
- Товары для уборки
- Струбцины, тиски, стусло
- Плоскогубцы, бокорезы, клещи
685155
Доставим
Сегодня
111 шт
Привезем в партнерские пункты выдачи
28/03 после 10:00
при заказе до 26/03 до 11:59
Смотреть на карте
Очки защитные Исток (ОЧК012) закрытые с откидными светофильтрами
Цена за шт
За баллы:
81
В корзину
Проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар проволока сварочная Quattro Elementi (770-384) флюсовая d0,8 мм 0,45 кг действительны в Санкт-Петербурге.
Какая сварочная проволока лучше – омедненная, из флюса, из алюминия?
Среди сварочных аксессуаров представлена проволока из самых разных материалов – алюминия, меди, нержавеющей стали, с легирующими элементами. От чего же зависит выбор и в чем особенности различных модификаций? В каких случаях можно следовать универсальным рекомендациям, а когда лучше довериться советам профессионалов?
Для сварки титана чаще всего используется порошковая проволока с флюсом
Секрет популярности омедненной проволоки
Неслучайно в число наиболее востребованных входит расходный материал с медным покрытием. Именно ему сварочный шов обязан способностью легко переносить механические нагрузки и усилия на разрыв, перепады температур и не только…
Именно ему сварочный шов обязан способностью легко переносить механические нагрузки и усилия на разрыв, перепады температур и не только…
- По сравнению с другими медные сплавы вызывают меньшее количество брызг, что объясняет их экономичный расход. В некоторых случаях экономия может достигать 40 %, при этом герметичность и качество шва остаются на уровне – никаких неровностей, непроваренных мест и наплывов!
- Идеальная поверхность гарантирует ровную дугу при любых режимах и легкий повторный поджиг – отличное решение для механизированной работы.
- Чаще всего эта продукция реализуется в катушках с последовательной намоткой. Отсутствие перехлестов повышает скорость подачи металлической нити.
О проволоке с флюсом замолвим словечко…
Если варить газом по каким-то причинам невозможно, например из-за порывистого ветра, на помощь приходит этот «расходник». В отличие от других, со сплошной конструкцией, он состоит из металлической оболочки, заполненной флюсом специального состава. Преимуществ у такого решения несколько.
Преимуществ у такого решения несколько.
- Для работы нужно минимум оборудования: нет необходимости в устройствах для подачи газа и флюса.
- В отличие от обычных электродов, рассчитанных примерно на 20 А/мм 2, эта «конструкция» позволяет применять сверхвысокие показатели тока – до 200 А/мм2. Неудивительно, что стальной сердечник плавится быстро и производительность увеличивается.
- Благодаря режиму открытой дуги оператор может следить за происходящим и принимать активное участие в процессе практически в любых направлениях.
- Технология обеспечивает идеально ровный наплавочный шов с таким химическим составом, добиться которого в обычных условиях невозможно.
В зависимости от способа и объекта сваривания используют порошковую проволоку разного диаметра: для наплавления открытой дугой – 2-3 мм, под флюсом – 3,6 мм, крупногабаритных конструкций – 5 мм.
Когда не обойтись без алюминия
Проволока из нержавеющей стали с хромом и никелем формирует шов с улучшенными антикоррозийными характеристиками
Для полуавтоматической сварки и наплавки алюминия и его сплавов применяется металлическая нить из чистого алюминия или вариации, в составе которых в небольших количествах присутствует марганец, магний, кремний или медь.
Три правила выбора
- Ориентируйтесь на материал заготовки. Так, для работы с низкоуглеродистой сталью лучше остановиться на наиболее востребованном варианте – с медным покрытием, например СВ-08Г2С диаметром 0,8 или 1 мм.
- Помните о том, что разный диаметр рассчитан на разные показатели силы тока и определенное оборудование. Так, для полуавтоматов предлагаются товары в диапазоне 0,6-1,6 мм, а для сваривания с помощью присадочных прутков и электродов – до 5 мм.
- Обращайте внимание на толщину заготовки: для 3-5 мм понадобится модификация 2 мм, а для обработки листов до 25 мм не обойтись без «расходника» в 7 мм.
Все это универсальные рекомендации, следовать которым можно в обычных условиях. Когда же речь заходит о решении специфических задач, только эксперт сможет грамотно подобрать расходные материалы под выбранную технологию и сварочный режим, и экспериментам тут не место.
Когда же речь заходит о решении специфических задач, только эксперт сможет грамотно подобрать расходные материалы под выбранную технологию и сварочный режим, и экспериментам тут не место.
Знакомство с проволокой Fluxcore
Порошковые проволокидоступны в самозащитных и газозащитных вариантах для сварки основных материалов, включая мягкую сталь, низколегированную сталь, нержавеющую сталь и никелевые сплавы. На этом рисунке подробно показано их действие.
Ни один присадочный металл не подходит для каждой работы. Механические и химические свойства основного материала, требуемое положение сварки, доступное оборудование и набор навыков сварщика, среди прочих соображений, являются факторами, влияющими на наилучший выбор.
Когда вы стремитесь повысить производительность за счет более высоких скоростей наплавки, порошковая проволока часто является подходящим вариантом. Эти проволоки известны своими высокими эксплуатационными характеристиками и качеством сварки в различных отраслях промышленности, от общего изготовления и производства до строительства, оффшорного и судостроения.
Порошковая проволока обладает уникальными сварочными характеристиками и требованиями, преимуществами и ограничениями. Знание этого может помочь вам определить, являются ли они правильным выбором.
Применение, типы и характеристики проволоки с флюсовым сердечником
Порошковая проволока бывает самозащитной и газозащитной, некоторые из них предназначены для сварки во всех положениях (например, E71T-1C Американского общества сварщиков [AWS]) или для плоской и горизонтальной сварки (E70T -1С). Оба типа являются газозащитными и производят шлак, который помогает защитить жидкий металл шва во время охлаждения, но этот шлак необходимо удалять после сварки и между проходами.
Эти проволоки доступны для различных основных материалов, включая мягкую сталь, низколегированную сталь, нержавеющую сталь и никелевые сплавы. Для сварки стали они доступны с пределом прочности на растяжение 70 KSI для низкоуглеродистой стали, а также от 80 до 120 KSI и выше для сварки высокопрочной низколегированной стали.
Самозащитные порошковые проволоки (FCAW-S) производят свой собственный защитный газ при зажигании дуги, что устраняет необходимость во внешнем газовом баллоне и делает их пригодными для использования в портативных и удаленных устройствах. Эти проволоки, как правило, производят несколько более высокий уровень дыма и брызг, чем порошковые проволоки в защитных газах, но многие классификации обеспечивают хорошую ударную вязкость даже при более низких температурах.
Самозащитные порошковые проволоки часто используются вместо электродов для дуговой сварки металлическим электродом (SMAW) в качестве средства повышения производительности, поскольку они подаются непрерывно и не требуют повторных простоев для замены. Как правило, они доступны в диаметрах от 0,035 до 7/64 дюйма 9.0003
Для газозащитных порошковых проволок (FCAW-G) требуется внешний защитный газ, состоящий либо из 100% CO2, либо из смеси аргона и CO2. Они, как правило, более привлекательны для оператора, а это означает, что ими легче управлять и использовать для получения эстетически приятного сварного шва.
Эти проволоки, как правило, диаметром от 0,035 до 7/64 дюйма, могут использоваться вместо сплошных проволок для повышения производительности за счет более высоких скоростей наплавки; операторы сварки могут добавить больше металла шва в соединение за меньшее время, особенно при работе в нерабочем положении.
В зависимости от фунта проволоки FCAW-G обычно дешевле, чем разновидности FCAW-S, которые содержат дополнительные материалы сердцевины и легирующие элементы, но не требуют дополнительных затрат на защитный газ. Провода FCAW-S также имеют более низкий КПД, около 65 процентов, по сравнению с проводами FCAW-G, эффективность которых составляет от 75 до 85 процентов. Эти КПД также ниже, чем у сплошной проволоки, потому что часть проволоки теряется в шлакообразующих веществах, которые выбрасываются в процессе сварки.
Для достижения наилучших результатов при использовании порошковых проволок в такой же степени важен правильный выбор проволоки, как и наличие надлежащего оборудования и обучение работе с ней. Для достижения наилучших результатов важно знать правильные параметры и методы сварки.
Оба типа проводов классифицируются по обозначениям удобства использования, определенным AWS, — числам от 1 до 14 или буквам G или GS, которые указывают на полярность провода и рабочие характеристики.
Защитные газы FCAW-G
Проволока FCAW-G имеет различные требования к защитному газу, и каждый тип имеет свои характеристики. Провода с обозначением «C» в их классификации AWS — например, E70T-1C H8 — работают только с CO2. Те, у кого обозначение «M», например, E71T-1M, требуют смеси защитного газа CO2 и аргона, обычно в соотношении 75/25 процентов.
Некоторые проволоки считаются двухгазовыми и имеют обозначения «C/M», что позволяет использовать их с обоими типами газов.
Следует соблюдать осторожность при замене защитного газа. Хотя проволока может работать с любым защитным газом, изменение газа считается важным переменным изменением, которое может потребовать новых процедур сварки и испытаний перед использованием.
Проволока, работающая со 100-процентным содержанием CO2, обеспечивает большее проникновение в сварной шов, но также имеет тенденцию к большему разбрызгиванию, в то время как проволока для смешанных газов имеет меньшее количество брызг и дыма, а также более гладкий валик. Опять же, стоит взвесить стоимость при выборе между двумя типами классификаций и защитными газами. CO2 менее дорог, но, вероятно, приведет к образованию сварного шва, который потребует больше времени и труда для удаления брызг. И наоборот, смешанные газы дороже, но сварные швы требуют меньше очистки после завершения.
Требования к оборудованию для сварки порошковой проволокой
Для получения наилучших результатов при использовании порошковой проволоки необходимо правильно выбрать проволоку для работы, а также иметь надлежащее оборудование и пройти обучение работе с ней. И FCAW-S, и FCAW-G работают со стандартным источником питания постоянного напряжения (CV), настроенным на прямую полярность (отрицательный электрод постоянного тока, или DCEN) или обратную полярность (положительный электрод постоянного тока, или DCEP), в зависимости от формулировка провода.
И FCAW-S, и FCAW-G работают со стандартным источником питания постоянного напряжения (CV), настроенным на прямую полярность (отрицательный электрод постоянного тока, или DCEN) или обратную полярность (положительный электрод постоянного тока, или DCEP), в зависимости от формулировка провода.
Распространенной ошибкой при настройке оборудования для работы FCAW-S является выбор неправильной полярности сварочного источника питания. В то время как многие процессы сварки проволоки работают с использованием DCEP, большинство проволок FCAW-S предназначены для работы с DCEN. Всегда обращайтесь к рекомендациям производителя присадочного металла по эксплуатации.
Провода FCAW-S часто соединяются с механизмом подачи проволоки, чувствительным к напряжению. Сварщик может установить напряжение на источнике питания, но затем контролировать скорость подачи проволоки (и, следовательно, силу тока) на механизме подачи. Эта функция полезна на крупных сайтах по поиску работы; меньшее количество поездок к источнику питания позволяет увеличить время сварки. В случае, если сварщик изменяет расстояние от контактного наконечника до изделия (CTWD), механизмы подачи проволоки с датчиками напряжения также могут помочь регулировать последующие изменения напряжения.
В случае, если сварщик изменяет расстояние от контактного наконечника до изделия (CTWD), механизмы подачи проволоки с датчиками напряжения также могут помочь регулировать последующие изменения напряжения.
Для обоих типов проволоки требуются приводные ролики с V-образной накаткой в механизме подачи проволоки, чтобы обеспечить плавную подачу проволоки и стабильное качество сварки. Порошковая проволока мягче сплошной проволоки и может легко деформироваться или сломаться при использовании неправильных приводных роликов.
Надлежащая техника
В процессе сварки сварщики должны использовать технику сопротивления. Хороший угол сопротивления для плоского, горизонтального положения и положения над головой составляет от 15 до 45 градусов. Для сварки вертикальным швом вверх хорошо подходит угол горелки от 5 до 15 градусов. Постоянная и достаточно высокая скорость перемещения не позволяет сварочной ванне опережать дугу, что может привести к шлаковым включениям.
Для приложений, в которых компании стремятся повысить производительность за счет более высоких скоростей наплавки, порошковая проволока часто является приемлемым вариантом. Эти провода доступны в самозащитном и газозащитном вариантах для использования в полевых условиях и в магазине.
Эти провода доступны в самозащитном и газозащитном вариантах для использования в полевых условиях и в магазине.
Сварщики, использующие порошковую проволоку, должны использовать правильный вылет или удлинение электрода; самоэкранированные провода особенно чувствительны к этой переменной. В зависимости от диаметра и типа проволоки рекомендуемый производителем вылет может превышать 2 дюйма; проверьте требования для каждого провода.
Неправильный вылет может вызвать такие проблемы, как обратное прожигание, червячный след, неполное покрытие шлаком и затрудненное удаление шлака. Вылет также имеет решающее значение, поскольку он обеспечивает уровень резистивного нагрева проволоки, что помогает увеличить скорость наплавки. Увеличение сопротивления позволяет меньшему току проходить через дугу, позволяя использовать более высокие скорости подачи проволоки и, таким образом, увеличивая скорость наплавки.
Требования к хранению
Как и любой присадочный металл, важно хранить проволоку FCAW-G и FCAW-S в чистом и сухом месте. Повреждение от влаги или других загрязняющих веществ может привести к ухудшению качества сварки и аннулированию гарантии на изделие.
Повреждение от влаги или других загрязняющих веществ может привести к ухудшению качества сварки и аннулированию гарантии на изделие.
В зоне хранения рекомендуется поддерживать такую же температуру, как и в зоне сварки. Перемещение проволоки из холодного помещения в более теплую сварочную камеру может привести к образованию конденсата на проволоке. Эта конденсация может привести к ржавчине проволоки и потенциально вызвать пористость и проблемы с подачей проволоки. Если поддержание одинаковой температуры в обоих помещениях невозможно, дайте проволоке акклиматизироваться к температуре сварочной камеры в течение 24 часов перед сваркой.
Также важно хранить провода в оригинальной вакуумной или герметичной упаковке до тех пор, пока они не будут готовы к использованию. Для проволоки, которая уже используется, примите меры предосторожности: снимите катушку с механизма подачи проволоки, поместите ее в пластиковый пакет и храните надлежащим образом. Не забудьте удалить все провода внутри пистолета, если это оборудование не будет использоваться в течение длительного периода времени. Порошковая проволока, особенно во влажном климате, может ржаветь внутри горелки, что требует снятия и замены всего корпуса сварочной горелки.
Порошковая проволока, особенно во влажном климате, может ржаветь внутри горелки, что требует снятия и замены всего корпуса сварочной горелки.
Заключительные мысли о порошковой проволоке
Обучение имеет ключевое значение при использовании любого типа присадочного металла. Сварщикам, впервые использующим порошковую проволоку, может потребоваться дополнительное обучение и/или сертификация для их конкретного применения, например, при переходе с электрода SMAW на проволоку FCAW-S для конструкционного применения.
Другим примером может быть переход с провода FCAW-G на FCAW-S. Хотя обе проволоки известны как порошковые, они относятся к разным классификациям AWS, и это изменение потенциально может потребовать дополнительных испытаний и квалификации.
Всегда соблюдайте требуемые рабочие процедуры и рабочие параметры для данного применения и порошковой проволоки. Сочетание правильной технологии и эксплуатации может привести к повышению качества сварки и производительности, а также к сокращению дорогостоящих простоев.
0,030 и 0,035 порошковая проволока
Нет большой разницы между порошковыми проволоками 0,030 и 0,035. Но каждый больше подходит для конкретных приложений.
Эти различия в основном связаны с толщиной материала, возможностями сварочного аппарата и конкретными вариантами использования, когда один может быть лучше другого.
В этой статье вы узнаете, какой провод лучше в определенных ситуациях. В качестве бонуса вы даже можете узнать кое-что о порошковой проволоке в целом.
Что такое порошковая проволока?
Порошковая проволока представляет собой трубку, заполненную флюсом в сердцевине. Это как электрод, вывернутый наизнанку. Этот флюс представляет собой сложную смесь сплавов и раскислителей, что позволяет пользователям сваривать более грязный металл и использовать его в ветреных условиях.
Флюс образует защитные газы при сварке с флюсовой сердцевиной, которые защищают расплавленную сварочную ванну от кислорода и азота и стабилизируют дугу.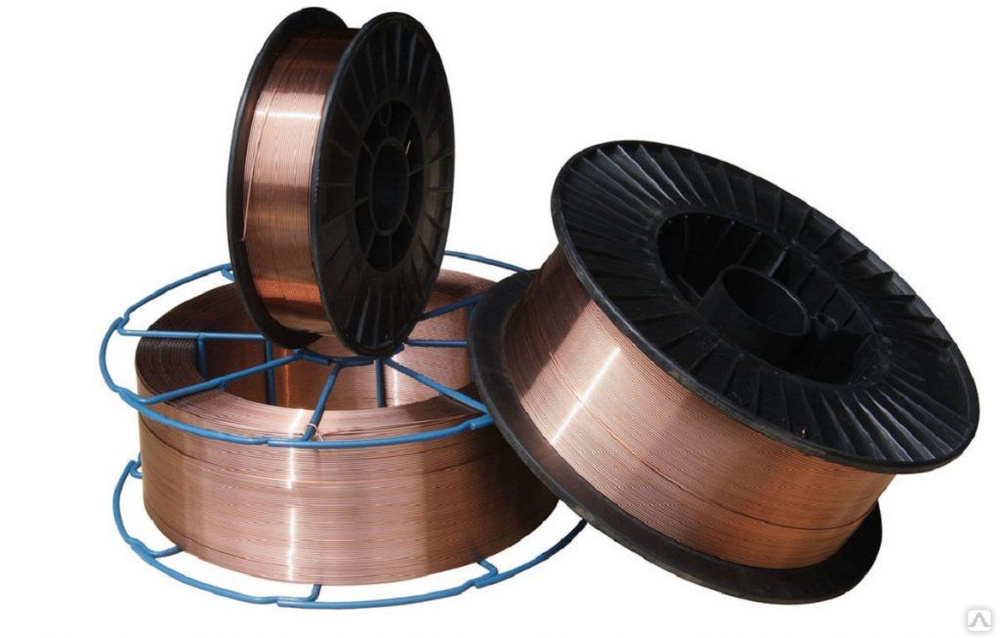 Он также собирает примеси в слое шлака поверх валика, который откалывается после остывания сварного шва.
Он также собирает примеси в слое шлака поверх валика, который откалывается после остывания сварного шва.
Раскислителями, присутствующими в порошковой проволоке, обычно являются алюминий и магний. При воздействии атмосферных газов раскислители образуют оксид алюминия, нитрид алюминия и оксид магния. Эти новообразованные соединения быстро затвердевают на поверхности сварного шва и защищают валик от атмосферного загрязнения.
Подробнее : Что такое флюс в сварке и для чего он используется?
По сути, два типичных загрязнителя сварки (кислород и азот) превращаются в защитные составы. Вот почему при использовании порошковой проволоки защитный газ не требуется. Это относится только к самозащитным порошковым проволокам (FCAW-S), которыми пользуется большинство людей.
Эти проволоки доступны в различных диаметрах, включая 0,030” и 0,035”. Кроме того, их можно использовать во всех положениях или только в плоском/горизонтальном положении.
Порошковая проволока обычно изготавливается путем скручивания тонкой стальной полосы в форме буквы «U». В полость заливается флюс, и шов плотно закатывается. Шов может быть как внахлест, так и встык. Соединение внахлест несколько более защищено от попадания влаги.
Внешняя трубка проволоки называется «оболочкой» или «оболочкой», а смесь внутри называется «флюсовой сердцевиной».
Поперечное сечение порошковой проволокиБольшинство порошковых проволок предназначены для работы с отрицательным электродом постоянного тока (DCEN), что противоположно сплошным стальным проволокам MIG. Таким образом, при переходе на порошковую проволоку вам придется поменять полярность между горелкой MIG и зажимом заземления.
0,030 против 0,035 – какой из них следует использовать?+
Наглядное сравнение
Давайте сравним эти два диаметра порошковой проволоки, используя некоторые общие показатели. Трудно сравнивать продукты реального мира, потому что большинство из них не предоставляют необходимых данных.
| 0,030 дюйма | 0,035” | |
|---|---|---|
| Диапазон толщины материала Однопроходная (мягкая сталь) | Калибр 22 (0,031 дюйма) – Калибр 14 (0,078 дюйма) | Калибр 20 (0,037 дюйма) – 3/16 дюйма (0,188 дюйма) |
| Требуемый диапазон напряжения ** | 17 – 20 В | 18 – 24 В |
| Диапазон скорости подачи проволоки ** | 170–215 изображений в минуту | 170 – 350 изображений в минуту |
| Количество дыма и брызг | Меньше | Подробнее |
| Количество защитного флюса | Меньше | Подробнее |
| Выступ провода | Короткий | Длиннее |
** Каждый сварочный аппарат немного отличается.
Давайте копнем немного глубже, чтобы изучить различия между этими двумя толщинами порошковой проволоки на реальных примерах.
Я объясню оба провода в общих чертах. Но имейте в виду, что отдельные бренды могут давать разные результаты. Химические соединения и производственные процессы различаются на разных производственных предприятиях.
0,030 Порошковая проволока
Порошковая проволока диаметром 0,030 дюйма — это типичная проволока любительского уровня, предназначенная для более тонкого металла. Он в основном используется для легких сварочных работ на открытом воздухе или людьми, которые не хотят возиться со всей установкой защитного газа MIG.
Сварит все, что имеет толщину от 22 до 14 калибра. Можно даже попробовать 24 калибр, но это может привести к прожогу. Сварка толще 14 калибра возможна в несколько проходов, но только в том случае, если проволока для этого предназначена.
Этот провод лучше всего работает, если вы используете его с входом 210 В. Он также отлично работает при 120 В, но вы должны использовать более высокое напряжение, чтобы прожечь его горячим и получить лучшее проникновение.
Итак, давайте взглянем на Lincoln Innershield NR-211MP (AWS — E71T-11), одну из лучших стандартных порошковых проволок диаметром 0,030 дюйма для сварки во всех положениях.
Первое, что следует отметить, это то, что в его спецификациях прямо указано, что все диаметры менее 0,045 дюйма не могут быть сварены выше 5/16 дюйма. Это означает, что вы не можете сваривать толще 0,035 дюйма. Если вы потратите несколько часов на чтение различных документов Lincoln Electric на их веб-сайте, вы обнаружите, что это происходит из-за выделяемого тепла.
При сварке металла большей толщины, чем рекомендуется, скорость охлаждения сварного шва будет слишком высокой для данной конструкции проволоки. Высокая теплопроводность более толстого основного металла вызывает быстрое охлаждение, что приводит к трещинам из-за хрупкости, вызванной закалкой сварного шва.
Однако проволока диаметром 0,030 дюйма производит меньше дыма и брызг благодаря меньшему количеству флюса. Кроме того, более тонкий флюс и стенки из трубчатой стали требуют меньшей силы тока и напряжения для максимального нагрева. Таким образом, более слабая машина будет работать с ними немного лучше, чем 0,035”.
Таким образом, более слабая машина будет работать с ними немного лучше, чем 0,035”.
Допустим, ваш сварочный аппарат не очень мощный. В этом случае 0,030” будет лучше проводить напряжение, а дуга будет иметь более стабильное поведение. Порошковые провода очень чувствительны к колебаниям напряжения.
И наоборот, провод 0,035” требует немного большего напряжения, которое, если его не обеспечить, приведет к укорочению дугового конуса и уменьшению ширины валика. Это может привести к прожогу или плохому проплавлению в зависимости от металла и силы тока вашего сварочного аппарата.
Диаметр 0,030 дюйма также является хорошим выбором при сварке в узких углах, так как вы будете наплавлять меньше металла и сможете лучше видеть сварочную ванну. Это также дешевле и дает вам больше длины проволоки на фунт.
0,035 Порошковая проволока
Порошковая проволока диаметром 0,035 дюйма обеспечивает немного большую мощность сварки, более высокий подвод тепла к металлу и лучшее проникновение.
По сравнению с 0,030 дюйма этот более толстый диаметр используется в аналогичных условиях. Но с более высоким содержанием флюса он может лучше противостоять ветру. Вот почему проволока диаметром 0,035 дюйма дает лучшие результаты при сварке снаружи. В зависимости от силы ветра и качества дуги проволока диаметром 0,030 дюйма может не полностью защитить кислород и азот от загрязнения сварного шва.
Эта проволока может сваривать сталь толщиной не более 3/16 дюйма и не более 20 калибра. Поскольку к металлу прикладывается больше тепла, вы вряд ли сможете сварить что-либо тоньше рекомендуемого калибра 20.
Чтобы получить максимальную отдачу от этого диаметра, вы должны использовать машину с входным напряжением 250 В. Он может хорошо работать и при меньшем напряжении. Но плохие кабельные соединения, длинные силовые кабели, кабели меньшего размера, плохие сварочные зажимы и номинальная мощность сварочного аппарата — все это сведет на нет доступное напряжение. Итак, если вы хотите запустить его в горячем режиме для максимального проникновения, ему нужен вход высокого напряжения.
Если мы посмотрим на порошковую проволоку Hobart E71T-11 диаметром 0,035 дюйма, то увидим, что они не обладают таким количеством характеристик, как Lincoln. В таких случаях лучше придерживаться рекомендуемой толщины, о которой я говорил выше.
Проволока Хобарта позволяет выполнять многопроходную сварку, сварку оцинкованных стальных конструкций и сварку во всех положениях, как у Линкольна.
Но эта проволока имеет более высокое содержание алюминия и более низкое содержание марганца, что делает проволоку Линкольна лучшим выбором. Более высокое содержание марганца улучшает микроструктуру сварного шва и способствует образованию игольчатого феррита. Исследование от 1980 Американского общества сварщиков (AWS) обнаружил, что повышенное содержание марганца увеличивает как предел прочности при растяжении, так и предел текучести.
Однако то же исследование показало, что старение при деформации значительно влияет на ударную вязкость при наличии более высокого содержания марганца. Это означает, что любой дефект в сварном шве, такой как надрез или трещина, с меньшей вероятностью выдержит напряжение под нагрузкой, когда используется эта проволока Хобарта.
Это означает, что любой дефект в сварном шве, такой как надрез или трещина, с меньшей вероятностью выдержит напряжение под нагрузкой, когда используется эта проволока Хобарта.
Таким образом, несмотря на то, что проволока Lincoln немного лучше, ей нужен идеальный сварной шов из-за высокого содержания марганца, чтобы иметь значение.
0,035” производит больше дыма и сварочных брызг из-за дополнительного содержания флюса и стали. Поэтому, если вы ищете более чистый сварной шов, вам следует использовать 0,030 дюйма, когда это возможно. Но в отличие от 0,030 дюйма, 0,035 дюйма наплавляют больше металла и делают его более предпочтительным при сварке зазоров.
Проволока меньшего диаметра требует меньшего вылета, поэтому 0,035 дюйма лучше, если вы все еще учитесь. Наличие большего вылета дает вам больше контроля над валиком, потому что кончик не так близок к сварочной ванне.
Таблица выбора проволокиОборачиваем
Как только что было сказано, между этими двумя «разновидностями» порошковой проволоки есть тонкие различия.