особенности, материалы и оборудование, технология, способы
Для соединения металлических труб небольшого диаметра (до 100-150 мм) при монтаже чаще всего используют газовую сварку.
Содержание
- 1 Что собой представляет газовая сварка
- 2 Особенности применения при работе с трубами
- 3 Материалы и оборудование
- 4 Технология
- 5 Подготовка труб
- 6 Способы газосварки
Что собой представляет газовая сварка
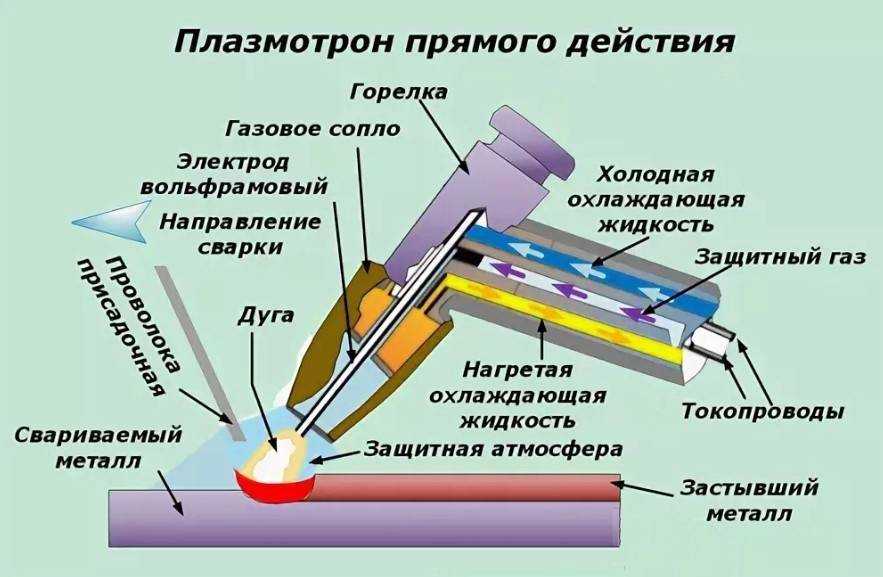
Основой газовой сварки является разогрев срезов металла пламенем, образующимся при горении смеси кислорода с горючим газом, и затем заполнение стыка между свариваемыми элементами расплавленным металлом. Прочность сварного шва при газовой сварке ниже, чем в результате других видов сварки (например, электродуговой), но при монтаже труб небольшого диаметра (до 150 мм) или с тонкими стенками (менее 3,5 мм) это единственный возможный способ их соединения.
Особенности применения при работе с трубами
Трубопроводы чаще всего предназначены для транспортировки жидкости или газа. Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Газовая сварка труб осуществляется одним слоем и за один проход. Допустимая выпуклость стыкового шва не более 1-3 мм.
Шов должен быть гладким, без пропусков и неровностей, с постепенным переходом к металлу свариваемых частей.
Материалы и оборудование
При газовой сварке применяются материалы:
- Кислород. Обеспечивает процесс горения.
- Горючее вещество (газ). Используются ацетилен (чаще всего), пропан, метан, пары керосина. Для соединения труб из цветных металлов или легированной стали применяют аргон.
- Присадочный материал – сварочная проволока. Ее состав зависит от состава свариваемого материала.
- Флюсы.
 Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
 Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.Оборудование для газосварочных работ:
- Баллоны с кислородом и горючим веществом.
- Горелка.
- Газовые редукторы для регулирования давления на выходе газа из баллона.
- Генератор ацетилена (если ацетилен не в баллоне).
Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Затем следует механическая обработка деталей – при толщине металла более 3,5 мм на кромках делают скосы под углом около 45º.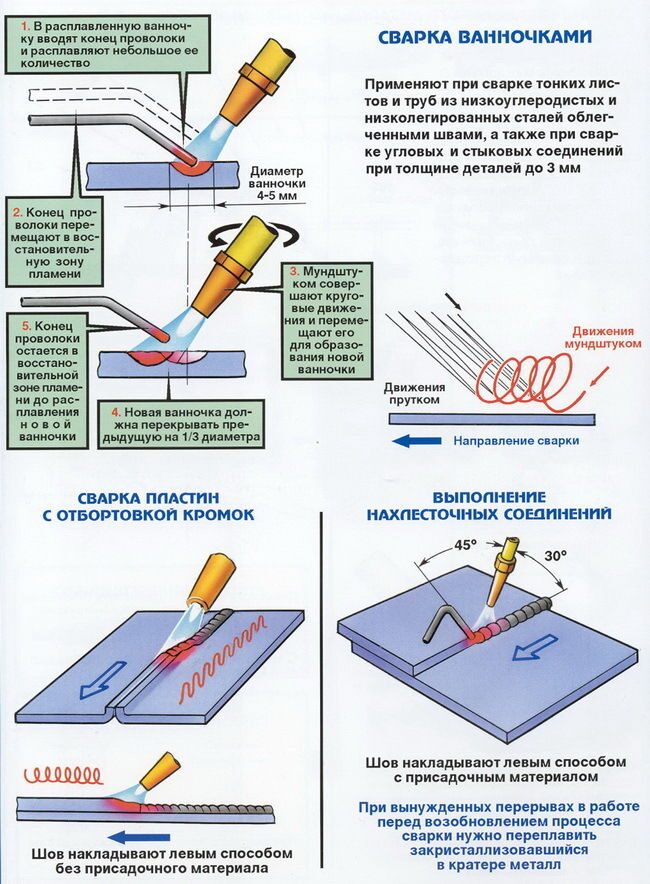 Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
- с подкладным кольцом, без скосов кромок;
- со вставным кольцом и раструбом;
- с выполнением внутренней вытачки в трубах для их центровки.
Перед началом газосварочных работ трубы центруют и прихватывают в разных местах с равным интервалом. Количество прихваток зависит от диаметра.
Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
Способы газосварки
Сварка труб осуществляется двумя способами:
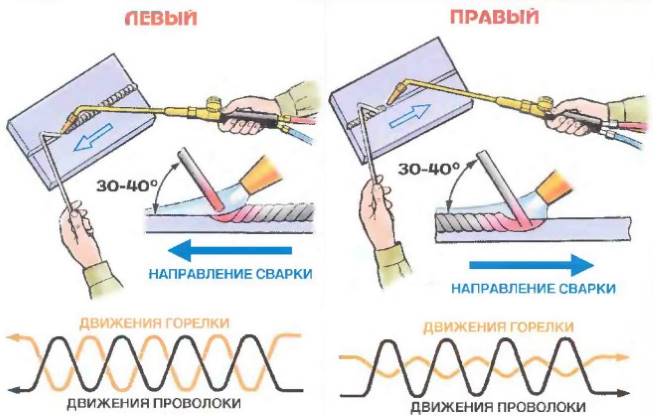
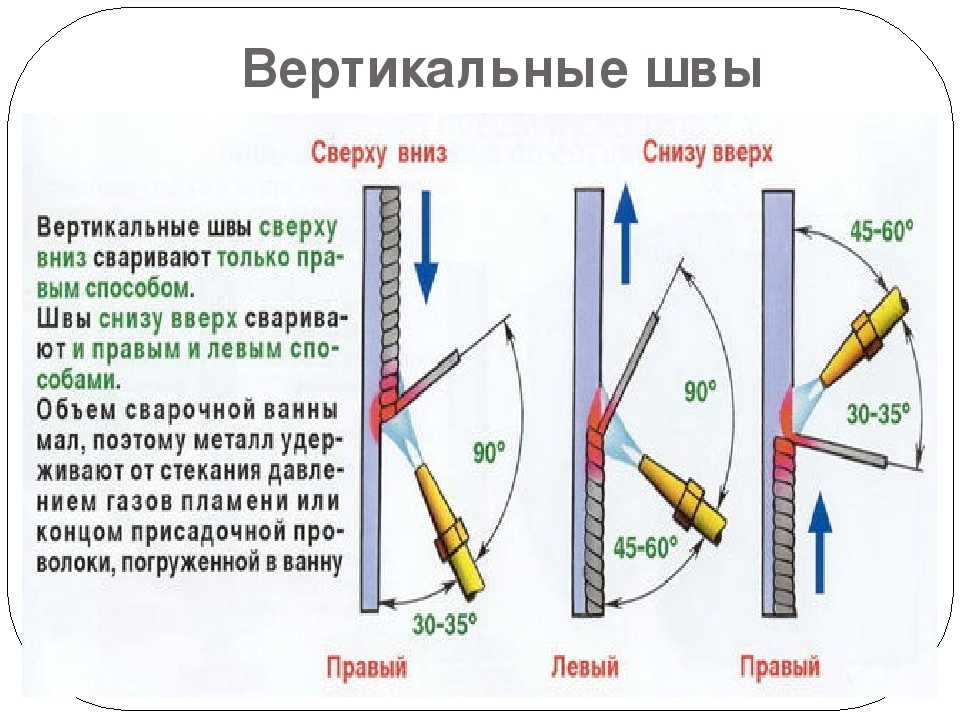
- Шов выполняется слева направо (правый способ). Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
- Проложение шва справа налево (левый способ). Таким образом свариваются тонкостенные элементы. При этом пламя горелки направлено вперед – на еще несваренные стыки, сварочная проволока располагается перед горелкой. Сварщик хорошо видит рабочую поверхность. Это более трудоемкий способ, но в результате получается более аккуратный шов, равномерный и красивый.
 Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.Если объект в процессе сварки можно повернуть, то работу производят в нижнем положении. Если стык неповоротный, то работу осуществляют поэтапно нижним, вертикальным и потолочным швом. Это наиболее сложный вариант газосварочных работ. Если диаметр не превышает 150 мм, выполняется сначала нижняя половина шва, затем верхняя в обратном направлении.
 Более широкие трубы (до 300 мм и больше) свариваются по четырем участкам окружности.
Более широкие трубы (до 300 мм и больше) свариваются по четырем участкам окружности.После проведения сварочных работ швы очищаются от шлаков и окалины и проверяются на наличие дефектов: трещин, отверстий, подрезов. Выпуклость шва должна быть 1-3 мм, но не больше 40% толщины металла, ширина не должна превышать толщину стенки трубы больше, чем в 2,5 раза. Поверхность должна быть ровной и гладкой. Если шов имеет дефекты, его необходимо исправить.
достоинства и недостатки, методы, оборудование
Главная » Обработка металла » Сварка » Особенности газовой сварки
На чтение 6 мин
Содержание
- Суть процесса
- Достоинства и недостатки
- Особенности газовой сварки
- Область применения
- Технология и способы газовой сварки
- Оборудование
- Этапы сварки труб
- Техника безопасности
Существуют разные способы соединения металлических деталей. Наиболее эффективной технологией является термообработка, включающая несколько методов. Одним из популярных считается газовая сварка.
Наиболее эффективной технологией является термообработка, включающая несколько методов. Одним из популярных считается газовая сварка.
Суть процесса
Суть способа газовой сварки заключается в том, что через специальное сопло на рабочие поверхности подаётся раскалённая струя газа. Она нагревает кромки деталей до критических температур, плавит присадочный материал, который закрепляется на сопле или подаётся на место нагрева с другой стороны.
Газ вытесняет воздух с места разогрева. Поэтому не образуется оксидной плёнки. Постепенно металл остывает, детали объединяются воедино. Перед проведением работ, необходимо научиться выбирать газы для сварки:
- Наиболее популярная смесь — кислород с ацетиленом.
- Пропан с кислородом.
- Водород с кислородом.
- Метан с кислородом.
Для сварки металлических деталей можно использовать любой горючий газ с добавлением кислорода. Однако лучшим вариантом является ацетилен.
 Связано это с рабочей температурой, которую может обеспечить этот газ — до 3400 градусов по Цельсию. У пропана этот показатель доходит до 2800 градусов.
Связано это с рабочей температурой, которую может обеспечить этот газ — до 3400 градусов по Цельсию. У пропана этот показатель доходит до 2800 градусов.Любой технологический процесс по соединению металлов имеет ряд сильных и слабых сторон. Особенность сварки — сварочный газ медленно нагревает рабочую зону. Это нельзя назвать однозначным плюсом или минусом.
Преимущества:
- Плавный, равномерный нагрев, который нужен для плавки цветных металлов.
- Не нужен мощный источник электроэнергии.
- Возможность контролировать мощность раскалённой струи.
- Наличие дополнительных контроллеров для переключения режимов работы.
Недостатки:
- Низкий КПД из-за большого рассеивания тепла при нагревании металла газом.
- Большая зона нагрева. Невозможно проводить точные работы.
- Затрачиваемый газ дороже, чем расходуемая электроэнергия для проведения той же работы.
- Баллоны, резаки, соединительные шланги не удобно транспортировать.
- Требуется несколько раз попрактиковаться, чтобы научиться делать качественные швы.

Большинство резаков представляют собой ручное оборудование, которое невозможно автоматизировать. Сложности с автоматизацией процесса можно отнести к недостаткам.
Особенности газовой сварки
Газовая сварка металлов имеет ряд нюансов, которые относятся к работе с разными материалами:
- Для того чтобы соединить детали из низкоуглеродистой стали можно использовать любые газы. Дополнительно важно использовать присадочный материал (стальную проволоку), который содержит малое количество углерода.
- Чтобы варить чугун, требуется использовать науглероживающее пламя. Оно исключает образование хрупких частиц белого чугуна, которые негативно влияют на показатели прочности, твердости материала.
- Прежде чем варить легированные стали, требуется разобраться с их составом. Если это жаропрочные материалы, нужно использовать присадочную проволоку. Она должна содержать никель, хром. Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
- Чтобы соединять медные детали, нужно использовать пламя повышенной мощности. Важно учитывать, что медь имеет высокий показатель текучести. Из-за этого требуется выставлять минимальный зазор между заготовками. Дополнительно используется защитный флюс, медная проволока в качестве присадочного материала.
- Сваривать бронзовые заготовки нужно на восстанавливающем режиме пламени. Важно использовать присадочных материал похожего состава.
- При работе с латунными заготовками, важно добавлять больше кислорода к горючему газу. Так можно избежать улетучивания олова из состава материала.
 Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.Важно учитывать состав свариваемых материалов, чтобы сделать качественный шов.
Газовая сварка медной трубыОбласть применения
Чтобы понимать, где применяется технология термического соединения металлов, требуется разобраться с тем, какие материалы можно сваривать этим способом:
- Тонкие листы стали, жести (до 5 мм).
- Чугун.
- Цветные металлы.
- Инструментальная сталь.

Технология и способы газовой сварки
Прежде чем начинать проведение сварочных работ, требуется подготовить рабочие поверхности. Они зачищаются от ржавчины, грязи, налёта. Далее мастеру нужно выбрать технологию газовой сварки. Каждый из отдельных методов имеет определённые особенности выполнения. Способы газовой сварки:
- Левый способ. Применяется при работе с цветными металлами, легкоплавкими сплавами. Сопло должно перемещаться справа налево.
- Правый способ. Применяется для легкоплавких металлов. Присадочную проволоку требуется двигать вслед за пламенем.
- Сквозной валик. Изначально необходимо закрепить листы металла вертикально зазору. Горелкой оплавить кромки. После того как получится отверстие, расплавить его со всех сторон, чтобы получился шов.
- Многослойная сварка. Чтобы сделать качественный шов, понадобится затратить большое количество газа.
- Соединение ванночками. Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.
 Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.
Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.Важно ответственно относится к выбору рабочей смеси. Это может быть смесь кислорода с:
- Метаном.
- Пропаном.
- Ацетиленом.
- Водородом.
Чтобы варить металлические листы толщиною более 5 мм, необходимо использовать двойной валик. Горелка ведётся правым способом.
Водород для сваркиОборудование
Виды оборудования для газовой сварки:
- Бензино-кислородные.
- Ацетилено-кислородные.
- Керосино-кислородные.
- Пропано-кислородные.
К другим ключевым элементам газосварочного аппарата относятся:
- Предохранительный затвор. Это деталь обеспечивает безопасность при работе.
- Баллоны для газов. По ГОСТу они должны быть покрашены в определённый цвет, зависимо от того, что находится внутри.
- Вентиль устанавливаемый на баллон. Должен изготавливаться из латуни.
- Редуктор — ключевой элемент оборудования. Обеспечивает надёжное соединение горелки с баллоном.
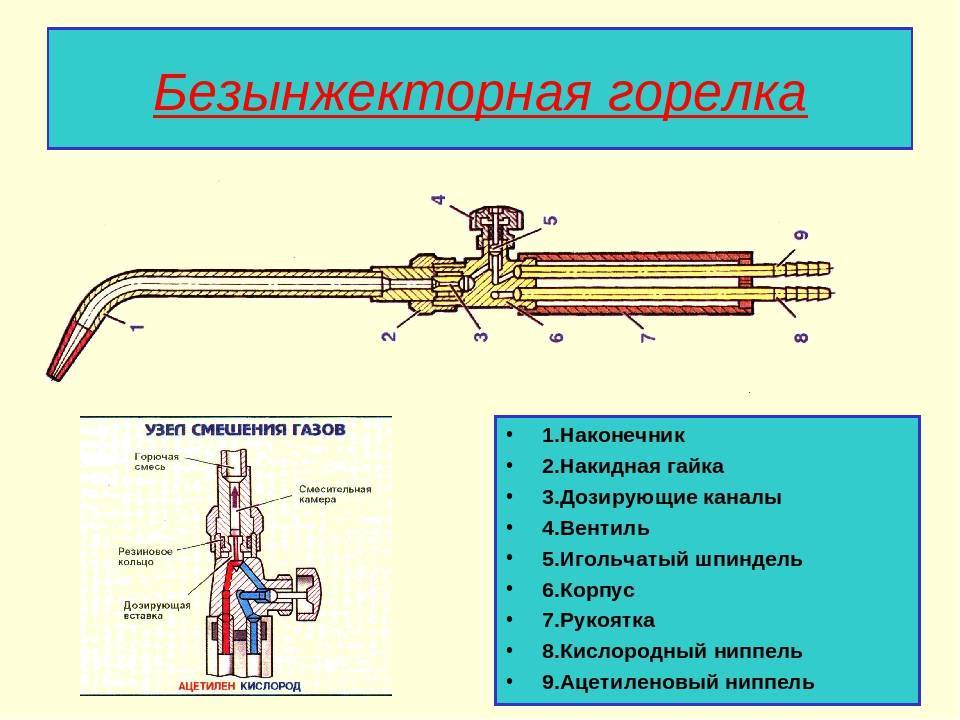
- Горелка для подачи рабочей смеси. Существует два вида — ацетиленовая, пропановая. Представляет собой рабочую часть оборудования, на которой располагаются вентили для регулировки подачи газов. Они смешиваются с помощью системы трубок, которые расположены на горелке.

На выходе с резака установлено сопло, через которое готовая смесь подаётся на рабочую поверхность.
Этапы сварки труб
После выбора газа для сварки сварщик должен подготовить оборудование, проверить работоспособность отдельных элементов. Далее начинается проведения работ. Техника газовой сварки представляет собой несколько этапов, которые должны идти последовательно:
- Подготовка рабочих поверхностей. Они размечаются, зачищаются от налёта, грязи, ржавчины.
- Начинать соединение отдельных металлических элементов необходимо прихватить их сварочным аппаратом.
- Выставить заготовки относительно друг друга. Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
 Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.С помощью резака можно разделять металлические заготовки на части.
Зачистка металлической поверхностиТехника безопасности
Прежде чем начинать работать, важно изучить правила техники безопасности и придерживаться их:
- Не использовать оборудование рядом с легковоспламеняющимися веществами, жидкостями.
- Работать только в хорошо проветриваемом помещении. Если же здание не проветривается, делать перерывы во время работы, чтобы сварщик мог подышать свежим воздухом. Желательно использовать респиратор.
- Важно проверять чтобы элементы оборудования не были испачканы маслом.
- Для охлаждения сопла рядом должна находиться ёмкость с холодной водой.
- Подготавливать рабочую зону до начала сварки. Помехи при работе могут привести к травмам, браку заготовок.
- Использовать защитные очки, специальный сварочный костюм, перчатки.
 Помехи при работе могут привести к травмам, браку заготовок.
Помехи при работе могут привести к травмам, браку заготовок.До начала работ проверять насколько надёжно подключены соединяющие шланги. Не должно быть утечки газа.
( Пока оценок нет )
Поделиться
Сварка MIG с использованием защитного газа 100% Co2
Смеси углекислого газа (CO2) и аргона являются наиболее распространенными защитными газами для сварщиков MIG. Итак, зачем использовать чистый CO2 вместо смеси аргона и CO2?
Любителям сварки в домашних условиях использование чистого CO2 позволяет сэкономить деньги.
Но 100% CO2 повлияет на ваши сварные швы, со своими плюсами и минусами. Таким образом, понимание преимуществ и недостатков является обязательным.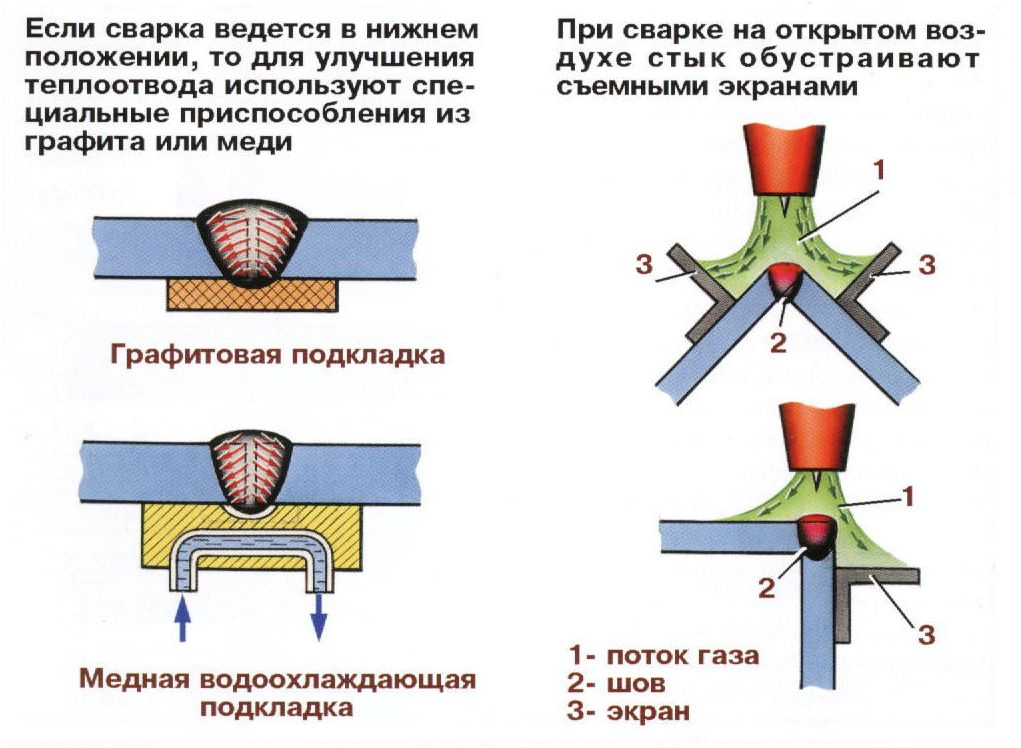
Без этих знаний вы рискуете качеством сварки при использовании чистого CO2.
Зачем использовать чистый CO2?
Да, CO2 более экономичен. Но это общее смелое утверждение, и вы, возможно, спросите, насколько это рентабельно?
Рад, что вы спросили. Давайте разберем это…
C100 против C25
| 20# чистого CO2 | 80CF C25 | |
|---|---|---|
| Высота x Ширина | 26 дюймов x 8 дюймов | 35 дюймов x 7 дюймов |
| Полный вес | 45 фунтов | 56 фунтов |
| Том | 175 в сравнении с | 80 см |
| Время работы при 20cfh | 8,8 часа. | 4,0 часа. |
| Начальный $ | 150 долларов (пустой) | $311 (полный) |
| Начальный $/час | 21 долл. США (включая начальное пополнение) | $78 |
| Пополнение $ | $35 | $75 |
| Пополнение $/час | $4 | $19 |
Чтобы провести справедливое сравнение затрат, мы добавили первоначальную заправку резервуара CO2 к первоначальным затратам, чтобы рассчитать первоначальные эксплуатационные расходы в долларах США в час (цистерны C25 поставляются полными).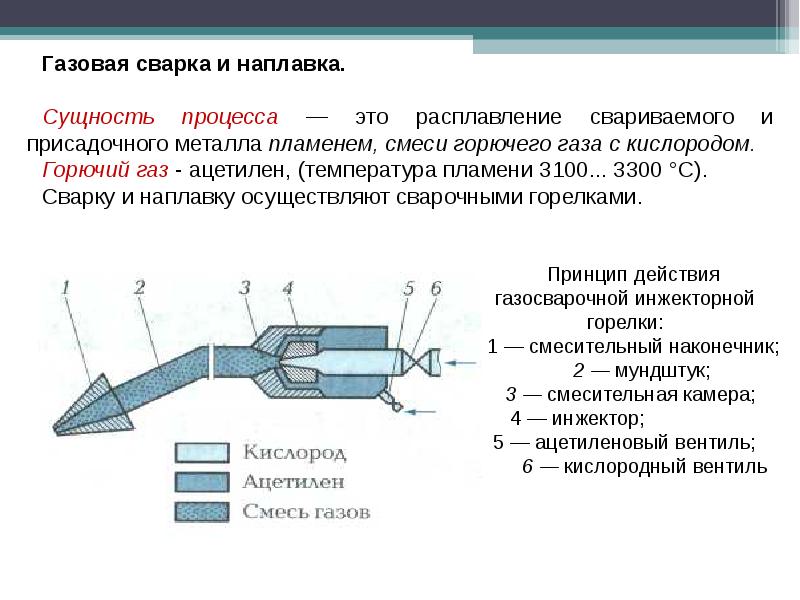
Эта разбивка свидетельствует об экономии за счет использования чистого CO2.
Исходя из затрат на заправку, эксплуатационные расходы составляют менее ¼ от C25 $/час. А первоначальные инвестиции составляют ½ первоначальных затрат в долларах в час.
Это означает; Значительная экономия реальна при использовании C100 в качестве защитного газа.
Читайте также : Сварка GMAW – что это такое?
Плюсы и минусы
Баллоны CO2 отправляются пустыми. Это связано с тем, что CO2 существует в виде жидкости под высоким давлением внутри резервуара, которую нельзя безопасно перевозить полностью.
Итак, помните о первой афере при использовании CO2; вам нужно будет заполнить новый бак, чтобы использовать его .
Портативность
В баллоне C25 представляет собой сжатый газ и может перевозиться полным. Это немного усложнило наш первоначальный расчет $/час. Но это также означает, что C25 нужны большие баки, чтобы вмещать меньше.
Мы включили размеры именно для того, чтобы показать, что бак C25 больше, с меньшим CF газа. Что это означает для сварщиков; C100 занимает меньше места для хранения.
Итак, CO2 более портативный, чем с меньшими баками. Но вы также можете довести это до крайности, поскольку CO2 доступен в размерах менее 20 фунтов.
На самом деле, вы можете найти настоящие маленькие баллоны с CO2, используемые для пейнтбольных ружей (таких как эти) и домашних производителей газировки. Вы жертвуете временем работы, но можете сохранить компактность и легкость для мобильных работ, не требующих много времени на сварку.
Связанное чтение : Размеры сварочных баллонов и время сварки
Заправки
Поскольку CO2 используется не только для сварки, у вас есть больше возможностей для заправки баллонов CO2 . Кроме того, некоторые варианты пополнения более удобны для потребителей. Вы даже можете найти некоторые открытые по выходным и в нерабочее время.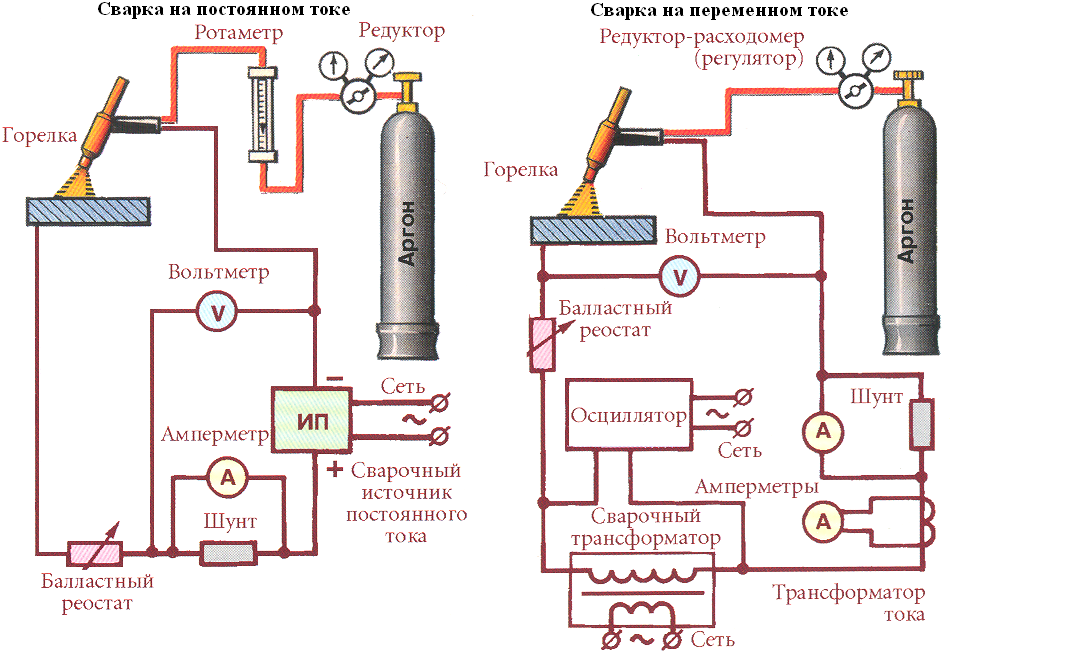
Некоторые места, помимо центров сварки, где вы можете заполнить баллон CO2, включают:
- Магазины домашнего пивоварения
- Спортивные магазины (в которых продается снаряжение для пейнтбола, например Dick’s Sporting Goods)
- Центры обслуживания огнетушителей
- Принадлежности для аквариума
Связанное чтение : Сколько стоит сварочный газ?
Соображения по оборудованию
Газ CO2
Конечно, ваши баллоны должны быть заполнены. Но имейте в виду, когда вы идете, чтобы заполнить баллон с углекислым газом, вы найдете CO2 промышленного и пищевого качества.
Пищевой немного чище, но не обязателен для сварки. Промышленный сорт обычно немного дешевле и будет работать нормально, если это то, что вы можете получить.
Сварочный аппарат MIG
Всегда возникает один вопрос… Нужна ли мне специальная машина для использования CO2?
Нет, приличные сварочные аппараты MIG с надлежащим контролем работают с CO2.
Однако, чем больше у вас настроек, тем лучше. Улучшенные устройства обеспечивают дополнительные элементы управления и могут помочь настроить оптимальные параметры при использовании чистого CO2.
Например, контроль наклона может помочь сгладить дугу. (его также можно назвать контролем индуктивности). Примером может служить Lincoln 210, предлагающий любителям большой контроль при использовании газа C100.
Вы платите больше за сварочный аппарат с улучшенным управлением. Но они более универсальны.
Если вы планируете использовать 100% CO2, возможно, стоит заплатить немного больше за сварочный аппарат.
Регулятор
Переходник CGA-320 на CGA-580Резьба регулятора, используемого для смесей аргона/CO2, отличается от резьбы регулятора CO2.
Кроме того, большинство регуляторов CO2 обычно отображают только давление.
Но вам нужен регулятор, который сообщает вам расход газа. Итак, у вас есть два варианта.
- Используйте адаптер для подключения существующего регулятора аргона/CO2 или
- Купите качественный регулятор CO2 с индикатором расхода (как этот).
Имейте в виду, что если вы используете существующий аргоновый регулятор для чистого CO2, убедитесь, что он рассчитан на это. Не все регуляторы аргона могут работать с CO2. Холод и мороз от CO2 могут повредить некоторые регуляторы.
Приведенный выше связанный регулятор аргона (т. е. резьба CGA580) поставляется со шкалами расхода как для аргона, так и для CO2. Таким образом, вы можете использовать его в любом случае, если у вас есть адаптер баллона с CO2 (например, резьба CGA320 на CGA580).
Расходные материалы
Стандартные расходные материалы MIG работают с чистым защитным газом CO2.
Однако повышенное окисление из-за CO2 может увеличить пористость сварного шва. Поэтому выбирайте сварочную проволоку для сварки MIG с мощными раскислителями, например, некоторые изделия из твердой проволоки ER70S-6.
Хотя найти его немного сложно, вы также можете найти провода с флюсовой сердцевиной и газовой защитой (например, этот).
Это означает, что вы можете защитить сварочную ванну от атмосферных газов и обеспечить защиту от окисления CO2, вызывающего пористость сварного шва.
Сварка с защитным газом 100 % CO2
При сварке с использованием 100 % CO2 имеются заметные отличия, поскольку при высоких температурах сварки CO2 из инертного газа превращается в активный газ.
Это означает лучшее сцепление по сравнению с аргоновыми смесями, и в целом чистый CO2 имеет:
- Лучшее проникновение в швы.
- Более высокая скорость сварки.
- Агрессивное чистящее действие.
Эти свойства означают , что вы можете сваривать более толстый металл с помощью сварочного аппарата MIG, иметь более высокую скорость перемещения и легче резать ржавчину и прокатную окалину при использовании чистого углекислого газа.
Но это также означает, что тонкий металл будет трудно сваривать . Увеличение скорости перемещения при сварке помогает, но на очень тонком металле это будет сложно.
Родственные : Сварочные газы: различные типы и применение
Воздействие на дугу
Несомненно, низкое качество дуги является самым большим недостатком использования 100% CO2.
Электропроводность углекислого газа ниже, чем у аргона. Когда его добавляют к добавленному аргону, до 25%, это помогает стабилизировать дугу.
Но чистый CO2 дает грубую, непостоянную дугу, и вы видите больше брызг. Тем не менее, можно найти золотую середину, и когда вы это сделаете, дуга станет лишь «немного» более непостоянной.
Однако добиться нужного результата с помощью настроек довольно сложно. Но когда вы это сделаете, возможны хорошие сварные швы. Кроме того, вы можете уменьшить длину дуги, чтобы уменьшить разбрызгивание.
Можно ожидать передачи короткого замыкания при малых токах и шаровидной передачи при более высоких токах. При использовании чистого CO2 перенос распылением невозможен.
Все это означает, что вам придется немного поэкспериментировать. Но со временем вы сможете определить, какие настройки нужны вашему сварочному аппарату для стабильной дуги.
Если вы помните, мы упоминали, что сварочный аппарат с большим количеством элементов управления действительно имеет значение для C100. И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
Прочтите также : Причины разбрызгивания при сварке и как его уменьшить
Настройка сварочного аппарата
Обычно производители сварочных аппаратов рекомендуют настройки для прямого CO2. Как правило, для данной настройки скорости подачи проволоки (“WFS”) напряжение будет выше.
Таким образом, вы можете уменьшить подачу проволоки в соответствии с желаемой скоростью подачи газа. Или вы можете увеличить напряжение для работы с предпочитаемой скоростью провода.
Но имейте в виду, что зона наилучшего восприятия узка. Потребуется некоторое время, чтобы найти его для вашей установки.
Кроме того, если у вас есть возможность регулировать индуктивность (или управление наклоном), ее увеличение поможет стабилизировать дугу.
[welder101]
Внешний вид сварного шва
Газ 100% CO2 проникает лучше и образует широкий шов с глубоким проникновением. Так у вас получится широкая, плоская бусина.
Так у вас получится широкая, плоская бусина.
Это означает, что машины меньшего размера могут сваривать более толстый металл, но более тонкий металл становится проблемой.
Читайте также : Как сваривать тонкий листовой металл
Кроме того, вы можете получить больше брызг.
Таким образом, если вам нужна чистая, презентабельная отделка, вам, вероятно, потребуется выполнить некоторую очистку после завершения сварки.
Часто задаваемые вопросы
Когда мой баллон с CO2 пуст?
Поскольку CO2 находится в баллоне в жидком состоянии, падение давления не является хорошим индикатором того, сколько газа осталось. Вес является лучшим показателем. Однако, когда PSI падает примерно до 200 фунтов на квадратный дюйм, вам необходимо получить пополнение.
Разгон бутылки до 0 фунтов на квадратный дюйм может создать проблемы. Он пропускает воду и загрязняющие газы внутрь бака.
Почему CO2 замерзает на регуляторе?
CO2 расширяется и претерпевает фазовые переходы по мере того, как вытекает из резервуара. Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Добавляет ли защитный газ 100% CO2 углерод?
Углекислый газ состоит из углерода и кислорода. Таким образом, в сварной шов можно добавить небольшое количество углерода. Но это нормально для мягкой стали. Однако на низколегированные металлы влияет небольшое количество добавок, и использование защитного газа CO2 может создать проблему.
Резюме
Использование чистого CO2 экономит ваши деньги на газе. Но дуга получается более неустойчивой, и вам необходимо определить, какие настройки сварочного аппарата MIG работают лучше всего. Для многих это стоит усилий, чтобы реализовать экономию по сравнению с аргоновыми смесями.
Вы получаете проникающую способность, что позволяет работать с более толстым металлом. Кроме того, ваша скорость возрастает, а CO2 лучше удаляет ржавчину, прокатную окалину и загрязнения.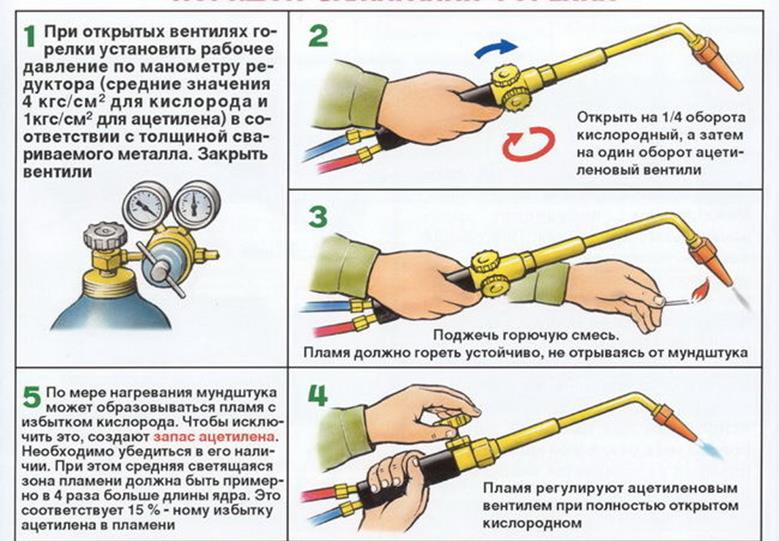 Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Суть в том, что если CO2 дает вам больше времени на сварку, используйте его. Улучшение ваших навыков происходит только с опытом. Чем больше времени вы сварите, тем лучше у вас получится. Таким образом, вы очень мало жертвуете, используя чистый CO2, чтобы получить больше знаний в области сварки.
Читайте также:
Сварка МИГ со 100 % аргоном
Лучшие газы для сварки ТИГ
Что использовать (с таблицей)
Наиболее распространенный газ, используемый для сварки МИГ, представляет собой 75 % аргона, 25 % CO 2 смесь . Но это не единственный газ, который вам может понадобиться. Несколько других газов также важны. Например, вы можете увидеть гелиевые смеси, используемые для сварки толстого алюминия.
Выбор защитного газа существенно влияет на качество сварки, поведение дуги, производительность и затраты. Таким образом, очень важно выбрать правильный газ для работы.
Но не волнуйтесь. Защитные газы для сварки MIG просты, и наш гид ответит на все ваши вопросы.
Читайте также : Обзор процесса GMAW
Наиболее распространенные газы, используемые при сварке MIG
При сварке MIG обычно используются четыре защитных газа. Два реактивных: кислород (O 2 ) и углекислый газ (CO 2 ). Два из них инертны: аргон (Ar) и гелий (He). Эти газы имеют разные характеристики, и еще больше различий обнаруживается, когда эти газы смешиваются.
Аргон при сварке MIG
Аргон плотнее воздуха и оседает над сварным швом, чтобы защитить сварочную ванну от загрязнения атмосферными газами. Кроме того, аргон легко ионизируется, поэтому он хорошо выдерживает длинную дугу при низких напряжениях.
Но использование чистого аргона для сварки стали (включая нержавеющую) не идеально…
Внешние края дуги остаются слишком холодными, и вы получаете узкий, уменьшенный провар с меньшим проплавлением. Кроме того, присадочный материал остается поверх стали, в результате чего получается «высокий» борт. Поэтому вместо этого сварщики обычно используют смесь Ar и CO 9 .0338 2 или смесь Ar и O 2 , которую мы скоро рассмотрим.
Кроме того, присадочный материал остается поверх стали, в результате чего получается «высокий» борт. Поэтому вместо этого сварщики обычно используют смесь Ar и CO 9 .0338 2 или смесь Ar и O 2 , которую мы скоро рассмотрим.
С другой стороны, 100% аргон создает благоприятные условия в сварочной ванне для сварки цветных металлов, таких как алюминий, магний, титан, медь и никель. Катодное очищающее действие аргона удаляет поверхностные оксиды с полярностью DCEP, что делает его незаменимым при сварке алюминия.
CO
2 для сварки MIGУглекислый газ является единственным реактивным газом, который можно использовать без добавления инертного газа. Однако 100% CO 2 создает менее стабильную дугу и больше брызг. Но это самый доступный газ и часто выбирают любители.
Невозможно сваривать цветной металл с СО 2 или смесями с СО 2 , поэтому используйте его только со сталью. Чистый углекислый газ — идеальный выбор для сварки толстых профилей, поскольку он улучшает проплавление. Однако работа со 100% CO 2 ограничена режимом сварки с коротким замыканием и переносом металла.
Однако работа со 100% CO 2 ограничена режимом сварки с коротким замыканием и переносом металла.
Кислород при сварке MIG
В зависимости от свариваемого металла кислород может быть смешан с CO 2 или Ar. Небольшая добавка кислорода резко влияет на сварной шов, а максимальное содержание кислорода составляет 9% от смеси защитного газа.
Поскольку оксид железа притягивает дугу при использовании 100% Ar, при сварке стали чистым аргоном могут возникать неровности дуги. Так, небольшое добавление кислорода значительно улучшает стабильность дуги.
Кислород также улучшает проплавление, текучесть сварочной ванны и стабильность дуги при сварке низколегированных, низкоуглеродистых и нержавеющих сталей. Но, поскольку кислород вызывает окисление металлов, его ни в коем случае нельзя использовать с алюминием, медью и магнием.
Гелий в сварке MIG
Гелий — инертный газ, подобный аргону, но он намного легче и обладает более высоким потенциалом ионизации. Благодаря небольшому весу он легко уплывает из сварочной ванны.
Благодаря небольшому весу он легко уплывает из сварочной ванны.
Поэтому при его использовании необходимо удвоить расход защитного газа. Это не самый экономичный вариант, так как гелий дорог, а поток надо крутить.
Читайте также : Каким должно быть давление газа при сварке MIG?
Однако благодаря лучшей ионизации гелий дает значительно более горячую дугу. Это улучшает проплавление сварного шва и полезно при сварке толстого алюминия или магния. Смешивание гелия с аргоном может сделать сварку с использованием этого легкого инертного газа более доступной.
Хотя гелий обычно используется для сварки цветных металлов, иногда его добавляют в аргон и CO 2 для сварки нержавеющей стали.
Смеси
Хотя полный список смесей, используемых при сварке MIG, может быть очень длинным, вам следует знать некоторые из них.
- 75% Ar + 25% CO 2 – Обеспечивает наилучший баланс стабильности дуги, уменьшения разбрызгивания, контроля сварочной ванны и провара при сварке углеродистой и нержавеющей стали.
- Ar + 1 %, 2 % или 3 % O 2 – Оптимальное управление дугой, но встречается реже, чем 75/25 Ar/CO 2 . Как правило, 2-3% кислорода стабилизирует дугу при сварке углеродистой и низколегированной стали, а 0,5-1% необходимо для нержавеющей стали, чтобы предотвратить образование тугоплавкой окалины оксида хрома.
- 10 % Ar + 85–90 % He + 2–5 % CO 2 – часто лучшая трехкомпонентная смесь защитного газа для сварки MIG нержавеющей стали.
- Ar + 25 %, 50 % или 75 % He – лучшая смесь для сварки толстых слоев алюминия, магния, меди и никеля. Чем выше содержание гелия, тем горячее дуга и тем толще можно сваривать.
- Ar + CO 2 + O 2 – Используется для сварки низколегированных сталей и некоторых нержавеющих сталей в режимах сплошного переноса.

Выбор идеального защитного газа для сварки MIG для работы
Теперь, когда мы рассмотрели основы, давайте посмотрим, как тип металла, толщина и стоимость влияют на выбор защитного газа.
Welded Metal
Давайте углубимся в передовой опыт использования защитного газа и обсудим подводные камни, которых следует избегать при сварке металлов.
Углеродистая сталь
Ранее я отмечал, что для углеродистой стали не следует использовать газообразный 100% Ar. Это связано с тем, что катодное действие газообразного аргона заставляет оксид железа, присутствующий в стали, притягивать дугу. Оксид железа испускает электроны, заставляя дугу следовать за ними.
Но поскольку оксиды железа распределены по поверхности стали неравномерно, дуга движется по неравномерному пути, что приводит к неравномерному наплавлению.
Добавление небольшого количества кислорода или углекислого газа повышает стабильность дуги. Эти смеси аргона создают равномерную пленку оксида железа на поверхности стального соединения и обеспечивают легкий путь для дуги.
Кислород требует небольших добавок, поскольку он является более сильным окислителем, чем углекислый газ. Но вы также должны использовать сварочную проволоку MIG с большим количеством раскислителей, чтобы улавливать свободный кислород и предотвращать пористость.
Использование смеси углекислого газа и аргона обеспечивает более глубокое проникновение. Лучшее сочетание — 75 % Ar и 25 % CO 2 . Поскольку CO 2 обладает высокой теплопроводностью, для поддержания стабильной дуги требуется большее напряжение, улучшающее провар.
Но если вам нужно меньше проникновения, вы должны уменьшить содержание CO 2 в смеси. Для стабильной дуги требуется минимум 5% CO 2 .
A 100% CO 2 защитный газ не обеспечивает хорошей стабильности дуги. Но он обеспечивает максимальное проплавление и позволяет работать на высоких скоростях сварки. Для некоторых это хороший выбор.
Однако не следует использовать чистую двуокись углерода в качестве защитного газа для сварки MIG тонкого металла. Светильник легко прожечь и исказить лист.
Светильник легко прожечь и исказить лист.
Для сварки толстых стальных профилей можно использовать 100% углекислый газ. Если ваш аппарат для сварки MIG имеет индукционную настройку, хорошо включить ее. Более высокая индуктивность при использовании чистого CO 2 обеспечивает более мягкую дугу и улучшает смачивание кромок сварного шва.
Алюминий
Для сварки алюминия методом MIG необходимо использовать 100% аргон или смесь Ar/He. Не используйте смеси с CO 2 или O 2 . это разрушительно для алюминия и создает катастрофические соединения. Любой химически активный газ является большим запретом для сварки алюминия.
Гелий действует на алюминий так же, как углекислый газ на сталь. Добавление гелия улучшает проплавление и скорость сварки. Но гелий немного снижает стабильность дуги. Если вы свариваете алюминий толщиной более 1/4 дюйма, рассмотрите возможность использования смесей Ar/He для улучшения провара. В противном случае придерживайтесь чистого аргона.
Также хорошо добавить немного гелия в аргон, если ваш сварочный аппарат не рассчитан на большую силу тока. Вы можете максимизировать потенциал проплавления вашего сварочного аппарата MIG, используя смесь He/Ar. Но имейте в виду, что процесс сварки MIG становится все более шаровидным по мере увеличения содержания гелия. Таким образом, держите гелий ниже 50%, если вы не хотите переноса шаровой дуги.
Однако большинству людей для сварки алюминия методом MIG не требуется ничего, кроме баллона с чистым аргоном. Если алюминиевая деталь толстая, вы можете предварительно нагреть ее максимум до 250°F, чтобы не покупать гелиевую смесь только для одной работы. Но профессионалам выгодно использовать смеси Ar/He для создания наилучших алюминиевых сварных швов на более толстых деталях.
Подробнее : Как сваривать алюминий MIG
Подача проволоки и защитный газ
Существует три способа подачи алюминиевой проволоки для сварки MIG:
- Система подачи проволоки аппарата и стандартная горелка MIG (вероятнее всего, приведет к застреванию проволоки)
- Пистолет для катушки
- Пистолет двухтактный
Независимо от способа подачи проволоки в качестве защитного газа вам потребуется чистый аргон или смесь Ar/He.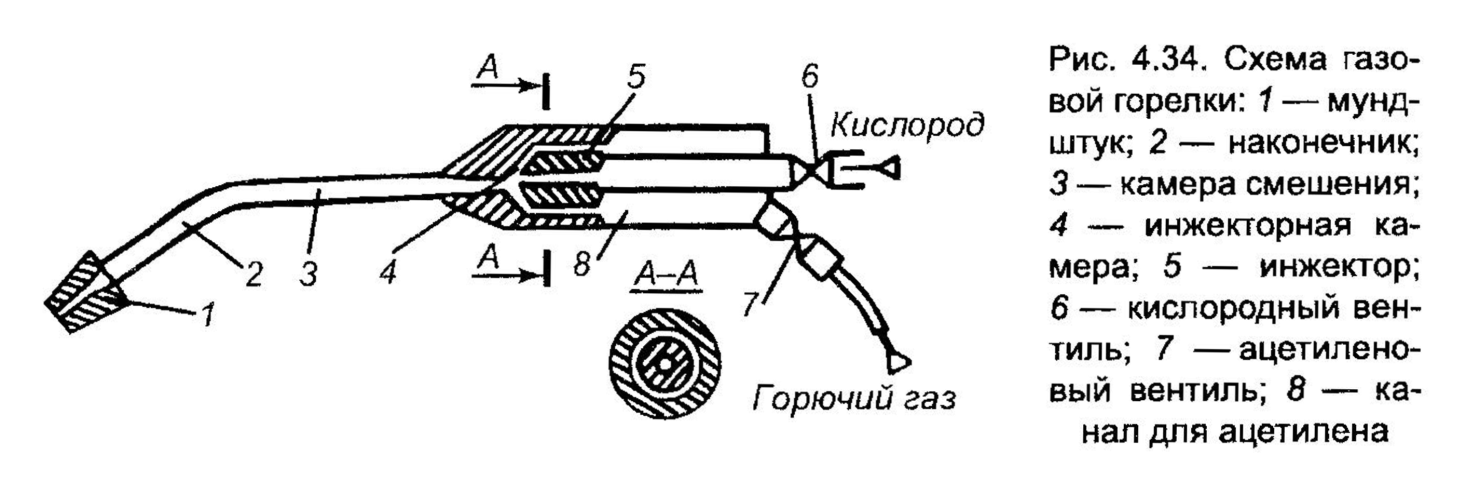
Но имейте в виду, что шпульные пистолеты обычно рассчитаны на любительское применение и имеют ограниченный рабочий цикл для высокой выходной мощности. Таким образом, увеличив теплоту дуги за счет добавления гелия, вы можете быстрее перегреть шпульный пистолет. Для работы в тяжелых условиях лучше всего приобрести шпульный пистолет с высоким рейтингом, такой как тот, который поставляется с Hobart Ironman 240, или двухтактный пистолет.
Нержавеющая сталь
Нержавеющая сталь — сложный металл для сварки, и выбор защитного газа непрост. Но, чтобы сделать это как можно проще, давайте обсудим выбор газа, который подходит большинству людей, особенно домашним любителям.
Смесь двух газов
Вы можете сваривать нержавеющую сталь («нержавеющую сталь») с типичным газом 75/25 Ar/CO 2 , и он подходит для большинства людей. Однако это далеко не идеальный защитный газ для SS. Использование 25% углекислого газа в смеси приводит к слишком большому количеству углерода в суставе.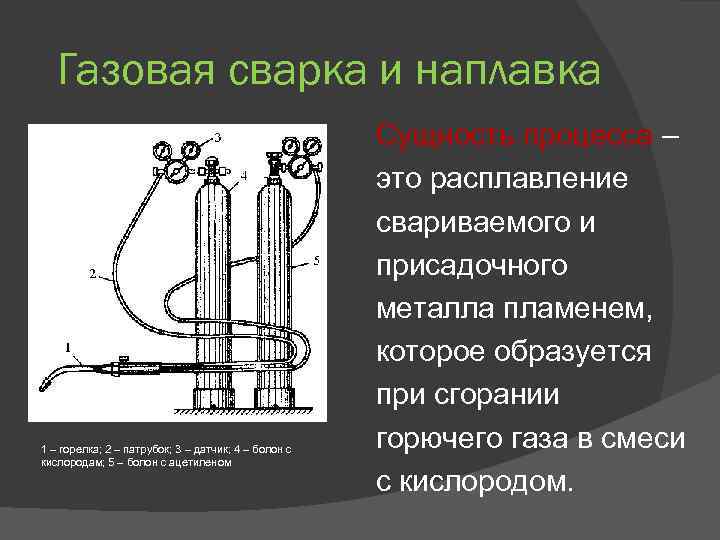 В результате нержавеющая сталь может потерять некоторую коррозионную стойкость.
В результате нержавеющая сталь может потерять некоторую коррозионную стойкость.
Если вы хотите придерживаться смеси Ar/CO 2 , поддерживайте содержание CO 2 ниже 5%, чтобы сохранить коррозионную стойкость нержавеющей стали. Но, если вы работаете с любителем, работающим над некритическим соединением, смесь 75/25 приемлема. Вам не придется приобретать еще один бензобак только для того, чтобы снизить процентное содержание углекислого газа в смеси. Но риск коррозии будет выше.
Используйте смесь аргона с 2% максимум 2% кислорода для поддержания коррозионной стойкости нержавеющей стали. Эта смесь также повышает скорость перемещения, позволяя сваривать быстрее, чем с 5% CO 9.0338 2 мы упоминали выше.
Смеси Tri-Mix
Наконец, смесь трех газов He/Ar/CO 2 является лучшим защитным газом для сварки нержавеющей стали. Использование 10 % аргона с 85–90 % гелия и 2–5 % двуокиси углерода обеспечивает значительно более высокую скорость перемещения, чем любые двухкомпонентные смеси. С этим тройным миксом вы можете добиться отличного проплавления, формы валика, стабильности дуги и контроля деформации тонкого металла. Однако эта газовая смесь не всегда может быть лучшим выбором.
С этим тройным миксом вы можете добиться отличного проплавления, формы валика, стабильности дуги и контроля деформации тонкого металла. Однако эта газовая смесь не всегда может быть лучшим выбором.
Как мы упоминали ранее, выбор защитного газа для SS непрост. Существует множество марок нержавеющей стали и множество типов (аустенитная, ферритная, мартенситная и дуплексная). Для разных сплавов требуются разные защитные газы, и выбор газа влияет на конечные характеристики соединения. Таким образом, для профессионального применения вам может понадобиться другая формула тримикс.
Толщина металла
Толщина металла также может играть роль при выборе защитного газа. Тем не менее, зачастую наиболее рентабельно получить защитный газ, который подходит для многих толщин.
Например, можно использовать 75/25 Ar/CO 2 для сварки малоуглеродистой стали почти любой толщины.
Получение специальной смеси экономически целесообразно только в том случае, если вы часто свариваете детали определенной толщины или вам требуется наилучший сварной шов.
Бюджет
Выбор защитного газа влияет на эффективность и стоимость сварочного цеха. Но самодельщикам также не следует тратить больше денег, чем необходимо, на защитный газ и бак.
Есть два способа приобрести газовые баллоны: купить или взять напрокат газовый баллон. При покупке резервуара вы можете выбрать между одноразовыми и многоразовыми бутылками. Итак, давайте посмотрим, какой вариант для вас лучший.
Покупка одноразовых или многоразовых баллонов
Одноразовые газовые баллоны более распространены в Великобритании, но их также можно купить в США. Тем не менее, мы бы не рекомендовали одноразовые баллоны с защитным газом, если только вам не нужно сделать несколько мелких сварных швов или сварить на ходу.
Гораздо выгоднее купить многоразовый газовый баллон.
Многоразовые газовые баллоны бывают разных размеров, но наиболее часто продаваемыми являются три: 40, 80 и 125 кубических футов («CF»). Если вы любитель и свариваете только изредка, лучше всего купить бензобак на 40 или 80CF. Однако, если вы часто свариваете или управляете сварочным цехом, баки 125CF — это норма.
Однако, если вы часто свариваете или управляете сварочным цехом, баки 125CF — это норма.
Чтобы узнать больше, прочтите наше полное руководство по размерам газовых баллонов для сварки.
Имейте в виду, что заправлять больший бак дешевле. Кроме того, если вы купите слишком маленький для ваших нужд баллон, вы будете совершать частые поездки в центр газоснабжения, что еще больше увеличит затраты и время простоя.
Если он слишком большой, вы потратите больше денег на бак и потеряете больше места для хранения. Кроме того, перемещение большого танка — это боль. Хотя это звучит очевидно, в идеале у вас должен быть не слишком маленький и не слишком большой бензобак.
Аренда многоразовых баллонов
Сварочные мастерские и требовательные сварщики часто сдают в аренду большие газовые баллоны. Эти бутылки обычно выше 125 CF, но также можно арендовать меньшие размеры.
Условия аренды многоразовых газовых баллонов сильно различаются в зависимости от региона, и зачастую это не самый рентабельный способ приобретения газового баллона.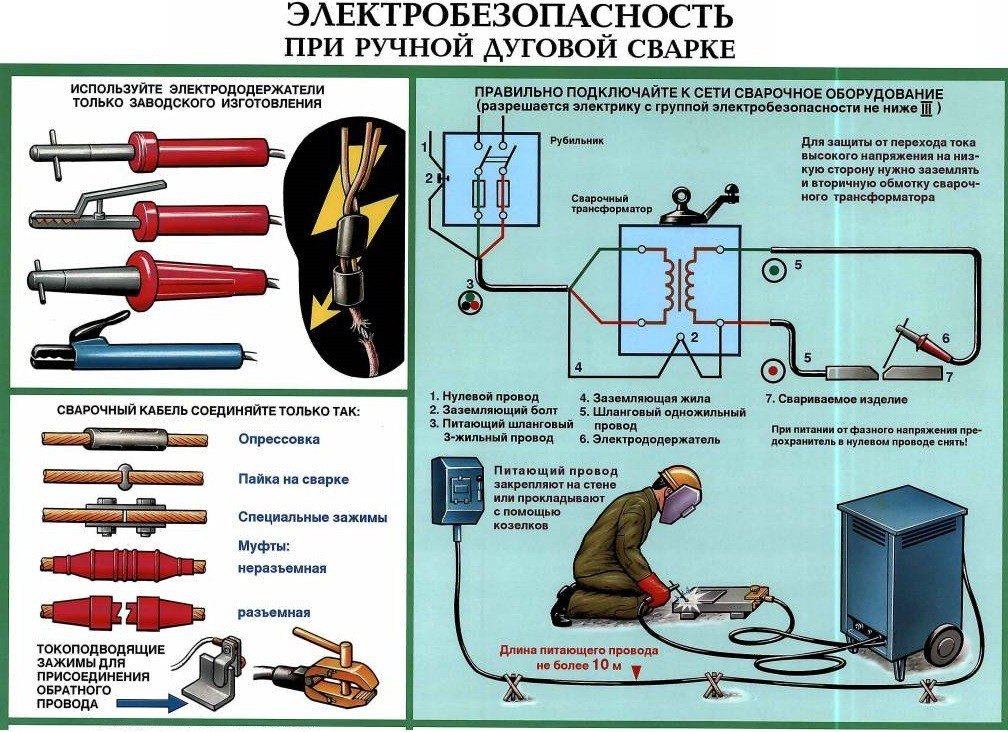 Я бы не рекомендовал его, если только вам не нужно много бутылок для крупномасштабной операции и вы не пытаетесь сэкономить деньги заранее. Хотя покупка бензобака немного дороже, в долгосрочной перспективе это дешевле.
Я бы не рекомендовал его, если только вам не нужно много бутылок для крупномасштабной операции и вы не пытаетесь сэкономить деньги заранее. Хотя покупка бензобака немного дороже, в долгосрочной перспективе это дешевле.
Стоимость
Первоначальная стоимость баллона с защитным газом и цена заправки во многом зависят от вашего местного поставщика газа. Тем не менее, мы составили таблицу ниже, чтобы обеспечить некоторое базовое сравнение.
Аргон обычно дороже двуокиси углерода, а стандартная смесь 75/25 Ar/CO 2 по цене аналогична 100% Ar.
Что касается 100% CO 2 , убедитесь, что вы получаете углекислый газ промышленного, а не пищевого качества, потому что он не нужен и стоит дороже.
100% Argon Tank Costs
| Size | Initial Cost (full) | Refill | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 40CF | $230 to $260 (example) | $45 to $60 | ||||||||||||
| 80CF | $ 290 до 320 долл. США США (пример) | $ 55 до $ 65 | ||||||||||||
| 125CF | $ 350 до 390 (пример) | долл.Tank Costs
Related : Where to buy Welding Gas & What Does it Cost? Краткая таблица Выбор сварочного газа в первую очередь зависит от металла, который вы свариваете. |
