Электроды для сварки проводов: угольные и графитовые
Главная » Сварка » Сварочные Материалы
Сварочные МатериалыАвтор admin На чтение 3 мин. Просмотров 9.3k. Опубликовано
Среди нескольких способов соединения проводов наиболее прочным является их сваривание между собой. Когда заходит речь о сварке проводов, то подразумевается работа с медными проводами, так как алюминий сейчас стараются вообще не использовать.
Для работы используют сварочные инверторы, которые являются универсальными аппаратами, позволяющими регулировать величину сварочного тока в зависимости от диаметра электрода и условий работы. Электроды для сварки проводов используют графитовые или угольные.
Сварка медных проводов электродом обеспечивает соединению следующие преимущества:
- Более прочный контакт между проводами.

- Сопротивление проводов, по которым будет протекать электроток, в месте сварки будет минимальным.
- Обеспечивается наилучший контакт между проводами.
- Безопасность соединения, исходящая из его надежности.

Содержание
- Электроды для сварки медных проводов
- Графитовые электроды
- Угольные электроды
- Технология сваривания проводов
Электроды для сварки медных проводов
Почему для сварки подходят графитовые или угольные электроды? Дело в том, что температура их плавления составляет более 3800 градусов, тогда как у меди данный показатель равен 1080 градусов. Это дает возможность использовать такие электроды многократно.
Также можно отметить еще некоторые преимущества данного типа электродов:
- Их можно приобрести повсеместно, в любом строительном магазине.
- В процессе работы материал электрода, который не является металлом, не прилипает к металлическим проводам.
- Графит и уголь очень быстро нагреваются до температуры, при которой легко плавится медный провод.
- 5-10 А считаются достаточной силой тока для получения устойчивой электрической дуги.

При выполнении работы рекомендуется устанавливать сварочный ток таким, чтобы он соответствовал диаметру используемого электрода.
Графитовые электроды
Электроды из графита легко отличить от других видов электродов. Они имеют темно-серый окрас с металлическим отблеском. Изготавливаются электроды из кристаллического углерода, который обладает повышенной стойкостью к окислению.
Сварка медных проводов графитовым электродом является наиболее востребованной.
Графит обеспечивает создание устойчивого к коррозии и термостойкого соединения. Электроды являются очень экономичными и долговечными. Помимо этого, графитовые электроды не имеют склонности к образованию трещин в процессе использования.
Стоимость их невелика, что повышает их популярность у населения.
Угольные электроды
Электроды имеют черную поверхность и состоят из электротехнического угля. Концы электродов обычно затачиваются под различными углами. Даже при малом сварочном токе на конце угольного электрода создается очень высокая температура. Это свойство используют в тех случаях, когда сварить провода другим электродом затруднительно. Но это же накладывает на сварщика дополнительную ответственность, так как слишком высокая температура может привести к оплавлению изоляции проводов.
Концы электродов обычно затачиваются под различными углами. Даже при малом сварочном токе на конце угольного электрода создается очень высокая температура. Это свойство используют в тех случаях, когда сварить провода другим электродом затруднительно. Но это же накладывает на сварщика дополнительную ответственность, так как слишком высокая температура может привести к оплавлению изоляции проводов.
Сварка проводов угольным электродом имеет свои особенности:
- Полученные соединения обладают невысокой пластичностью и склонны к окислению, а само место сварки может иметь пустоты.
- «Массу» аппарата следует подключать к электроду. В противном случае электрод сильно греется, обладает большим расходом, а качество сварного соединения ухудшается.
- Работать угольными электродами следует только после значительной практики, так как работа в значительной степени отличается от сварки обычным электродом.
Технология сваривания проводов
Процесс сваривания медных проводов производится в следующей последовательности:
- Провода очищаются от изоляционного слоя на длину около 5 см.
- Оголенные жилы скручиваются плоскогубцами между собой.
- На скрутку, ближе к изоляции, устанавливается медный зажим. Он необходим для отвода тепла от медных проводов и сохранения целостности изоляции.
- Туда же, на скрутку (при использовании графитового электрода) цепляется «масса» сварочного инвертора.
- Сварочный инвертор подключается к сети.
- Держатель с электродом подносится к концу скрутки.
- Производится расплавление меди с образованием на конце скрутки небольшого медного шарика. Время проведения работы ограничено 2 секундами. Если продолжить сварку более длительное время, то это может привести к расплавлению изоляционного слоя проводов.
- После остывания место сварки изолируется.

Таким способом быстро и надежно соединяют медные провода. Полученные соединения во много раз превышают по своей надежности паяные или просто скрученные соединения.
сварка графитированным электродом медных проводов

Созданные таким образом швы характеризуются высокой прочностью, отменным показателями электропроводимости, отвечают нормам и требованиям безопасности, служат долгие годы. Для сварки проводов мастера используют графитовые электроды, обладающие неоспоримыми достоинствами.
Содержание
- Достоинства и недостатки графита
- Применение стержней и особенности работы с ними
- Регулирование силы тока
- Сварка алюминиевых проводов
- Как правильно сделать и сварить скрутку?
- Требования техники безопасности при сварке графитом
- Подведем итоги
Графитированные способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
- доступная стоимость, широка распространенность;
- экономичный расход;
- материал, из которого создают стержень, не прилипает к соединяемым деталям;
- способность быстро разогреваться до температуры плавления металла;
- для разжигания дуги при работе инвертором потребуется ток в 5-10 А.
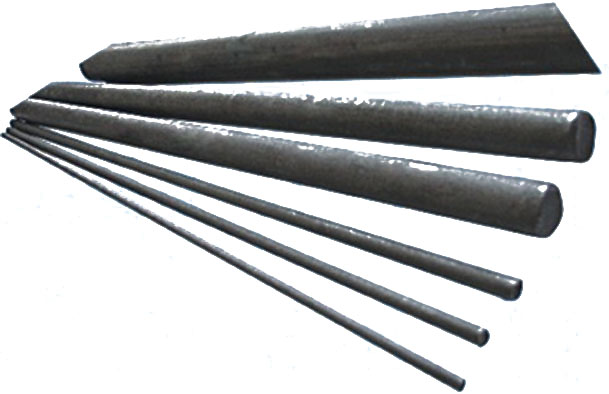
Таблица режимов сварки графитовыми электродами.Также следует отметить, что сварной шов на медных проводах, изготовленный с применением графитовых электродов своими руками, получается стойким к коррозии, высоким температурам, но сама проволока при этом не склонна к образованию трещин при выполнении работы.
- соединение сваркой с применением графитовых стержней отличается сложностью, поскольку они имеют маленький диаметр ‒ 6 мм;
- эксплуатационные параметры соединяемых деталей могут ухудшиться в связи с повышенной концентрацией углерода в металле, которую провоцирует применение графитовых стержней;
- электроды из графита с определенным видом наконечника нужны для выполнения узкого списка операций, поэтому важно подбирать разные виды такой детали для стержней при выполнении разных видов работ;
Применение стержней и особенности работы с ними
Графитовый электрод нашел применение не только для выполнения сварных соединений проводов: его используют в гораздо более большом перечне операций.
Графитовые сварные стержни необходимы для предварительного обрабатывания металлических поверхностей перед сварочными работами, а также иными видами обработки, резки заготовок из металла, зачистки кромок металла и т.п. Не только металлургия активно использует электроды данного типа, но и судопроизводство.
Сварка угольной дуги.Электроды для сварки из графита позволяют оперативно и с высокой долей эффективности срезать заклепки, прошивать элементы из легированной, углеродистой стали.
Они также актуальны при плавлении стали и , а также некоторых сплавов в электротермических печах. А благодаря наличию ниппелей, такие стержни можно соединять между собой, что позволяет наладить непрерывную подачу расходного материала для сварки в печи.
На заметку! Практика показывает, что применение графитовых стержней для сварки медных проводов и для дуговой резки металла позволяет снизить количество брака и дефектов сварных швов. Главное, при работе графитом сварщику важно соблюдать технологию и придерживаться правил безопасности.
Графитовые стержни также актуальны для выполнения иных операций:
- сварные операции с изделиями из цветных металлов, элементов из тонкого металла;
- заварка дефектов, которые появились при нарушении технологии литья;
- наплавка твердосплавных деталей к металлической основе.
Часто графитовые электроды используются для сварки вместе с присадкой, подающейся в процессе выполнения операции или укладывающегося заранее в место расположения шва.
Стоит напомнить, что работа с графитом и сварочным аппаратом имеет свои особенности, которые непременно стоит учитывать для получения долговечных, максимально прочных и надежных сварных соединений:
- Для экономии расхода сварного стержня и поддержания дуги на стабильном уровне при длительной сварке следует использовать прямую полярность.
То есть, подавать минус нужно именно на электрод. - Сварные процессы важно осуществлять с учетом воздействия внешних факторов на стабильность дуги, это позволит добиться лучшего результата.
- При работе с графитовыми электродами значение КПД ниже, чем при работе с плавящимися электродами.
- Сварные соединения при сварке графитом характеризуются средними показателями пластичности.
Также швы могут иметь пустоты, что влияет на их долговечность.

По этим причинам сварку графитом должен выполнять квалифицированный мастер, а новичкам в данных вопросах стоит предварительно хорошенько потренироваться.
Чертеж сварочных работ с применением угольного электрода.Существует два технологических приема, актуальных для работы с графитовыми стержнями:
- Материал подают прямо в пламя дуги.
При этом сварную проволоку размещают между элементом из металла и электродом под углом 30 градусов и подают несколько раньше, нежели сам электрод. Угол подачи стержня ‒ 70 градусов, что позволяет значительно ускорить процесс выполнения работы. - Мастер наплавляет валик основного металла с применением электрода, после чего в него подается присадка.
Основное отличие данной технологии заключается в том, что первым подается стержень и только после этого проволока.

Опасность применения данного технологического приема для неопытного сварщика состоит в большой вероятности прожога металла, хотя скорость работы при этом очень повышается. По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
На заметку! Электролиз с использованием графита осуществляется исключительно при стабильном токе с прямым подключением.
При работе с электродами из графита важно помнить следующее: определяющий параметр при их использовании – плотность используемого тока. Если максимальное значение данного параметра превышается по каким-либо причинам, графит может испортиться.
Чтобы продлить эксплуатационный срок изделий, с обеих сторон можно вкрутить специальные ниппели для удлинения электрода. Такое решение позволит повысить надежность графитовых электродов и сэкономит денежные средства на приобретение новых стержней.
Регулирование силы тока
Регулировку тока для проводов осуществляют в приделах 30-120 ампер, именно такой диапазон характерен для большинства инверторных сварочных агрегатов.
Схема сварки в среде защитного газа.Точный ток сварки в любом варианте сварщику приходится определять опытным путем, в связи со следующими факторами:
- любая модель инвертора характеризуется определенными особенностями, поэтому крайне важно внимательно прочесть инструкцию к конкретному прибору;
- напряжение сети конкретного строения может не соответствовать 220 Вольтам;
- в медные жилы проводов входят разные по составу компоненты, если они изготовлены разными производителями;
- опыт мастера во многом определяет результаты сварной операции с использованием графитовых стержней.

Важно знать значения силы тока, при достижении которой можно производить эффективное соединение жил проводов с различным сечением при сварке графитовым электродом:
- при сваривании жил диаметром 1,5 мм2, инвертор настраивают на 70 ампер;
- три проводка с таким же сечением следует сваривать при токе 81-91 ампер;
- сила тока для соединения трех жил с диаметром 2,5 мм2 путем сварки должна достигать 81-101 ампер;
- четыре жилы 3 мм2 свариваются с силой тока в пределах 101-121 ампер.
Сварка алюминиевых проводов
Графитовым электродом осуществляют точечную сварку медных, а также алюминиевых проводов. Операции проводят под флюсом. Это специальный порошок внутри , который расплавляется и продуцирует защитный газ.
Последний предостерегает сварные кромки от контакта с кислородом и окисления вследствие этого.
Актуальное значение силы тока выставляют с помощью регулятора. Ток выпрямляют посредством применения диодного моста и фильтра пульсаций.
Хотя отметим, что опытные мастера могут соединить провода сваркой даже при переменном токе и без регулировки путем выжидания нужного времени удержания дуги. Но выполнение сварочных работ переменным током дает менее качественный результат.
Как правильно сделать и сварить скрутку?
Важно не допустить плавления изоляционного материала провода, для чего потребуется присоединить радиатор из металла к месту выхода скрутки из изоляции. Чаще остальных подбирают медный вариант, потому что этот характеризуется высокой теплопроводностью.
Большая площадь контакта улучшает процесс теплообмена и отводит тепло от скрутки.
Перед началом сварки жил проводов следует осуществить подготовительные работы. Очистите от изоляции и лакового покрытия, если оно присутствует. Скрутку делают максимально плотно, дабы витки тесно контактировали друг с другом.
Очистите от изоляции и лакового покрытия, если оно присутствует. Скрутку делают максимально плотно, дабы витки тесно контактировали друг с другом.
Оптимальная длина скрутки ‒ 5-6 см. При этом концы проводов отрезают на одинаковом расстоянии, дабы они попали в зону действия сварки.
В месте фиксации радиатора к проводам потребуется присоединить зажим массы агрегата, а после ‒ поднести графитовый электрод к обрезанным краям. Контакт для сварки должен быть максимально кратковременным.
Оптимальное время – 1 секунда, по истечении которой на конце скрутки сформируется участок расплавленной меди в виде шара. Таким же образом поддают сварке с помощью графитовых электродов остальные скрутки жил проводов.
Требования техники безопасности при сварке графитом
Графитовый электрод позволяет создавать надежные соединения деталей разного рода , но сварку крайне важно осуществлять с учетом норм безопасности.
Опишем их подробно:
- ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
- операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
- место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
- после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
- чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
- скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.
Если не придерживаться требований безопасности, описанных выше, при выполнении сварочных работ с графитовыми стержнями, можно получить ожог кожи, сетчатки глаз и т. п.
п.
Подведем итоги
Графитированный электрод ‒ популярный расходный материал, применяемый для выполнения сварных соединений проводов из разных металлов: меди, алюминия, стали, чугуна и т.п.
Работать с графитовыми стержнями непросто, но при достаточном уровне мастерства сварные швы получаются долговечными, стойкими к коррозии, высоким температурам, иным негативным факторам извне.
Многоразовая графитовая форма для экзотермической сварки кабеля с заземляющим стержнем
Основной контент начинается здесьBlackburn by ABB
Производитель: ABB – Монтажные изделия
№ производителя: CR2-4-7504/0
UPC: 783786144945
Артикул №: 206049
ABB – Монтажные изделия
№ MFR: CR2-4-7504/0
UPC: 783786144945
Артикул №: 206049
Доступность
| Местоположение | В наличии Кол-во |
|---|---|
| В наличии | Доступно для заказа |
Описание
Многоразовая графитовая форма для экзотермической сварки для соединения кабеля с заземляющим стержнем. Тип CR2 – Сращивание проводников с верхней частью стержня, размер провода 4/0 AWG с номинальным диаметром стержня 3/4 дюйма, фактический диаметр хвостовика. 0,678 дюйма, размер порошка заварки 115РТБ, тип струбцины ручки ХКПК4
Тип CR2 – Сращивание проводников с верхней частью стержня, размер провода 4/0 AWG с номинальным диаметром стержня 3/4 дюйма, фактический диаметр хвостовика. 0,678 дюйма, размер порошка заварки 115РТБ, тип струбцины ручки ХКПК4
Технические характеристики
| Каталожный номер | CR2-4-7504/0 |
| Производитель | ABB – Монтажные изделия |
| Марка | Блэкберн от ABB |
| Суббренд | ЭЗГРАУНД |
| Страна происхождения | США |
| Сделано в США | Да |
| Материал | Графит |
| СКП | 783786144945 |
| Тип изделия | Кабель к заземляющему стержню |
Fronius MIG LINER ГРАФИТ 2,4 ММ
Номер детали Linde: FRN40-0001-0055 | Номер детали производителя: 40-0001-0055 /
кликните сюда Проверьте в других местах Проверить замены
Позвоните 1. 800.225.8247 для заказа
800.225.8247 для заказа
- 1-800-225-8247
-
 MatrixInfo.ParentOptionsViewModel.CurrencyCode”/>
MatrixInfo.ParentOptionsViewModel.CurrencyCode”/> - 1-800-225-8247
$ 0,00 / Метров
- Корабль
 model.FreightOption == ‘Carrier'” ng-controller=”storeLocationInformation_controller as locationInformation” ng-init=”locationInformation.initialize({controlID:’ctl00-PublicWrapper-C017′, currentPageUrl:’https://www.lindedirect.com/store/product-detail’})”>
изменить местоположение Забрать в изменить местоположение
model.FreightOption == ‘Carrier'” ng-controller=”storeLocationInformation_controller as locationInformation” ng-init=”locationInformation.initialize({controlID:’ctl00-PublicWrapper-C017′, currentPageUrl:’https://www.lindedirect.com/store/product-detail’})”>
изменить местоположение Забрать в изменить местоположение
 model.DisplayPriceInformation && productContent.model.DisplayGasItemInfo && productContent.model.product.IsMatrixProduct && productContent.model.MatrixDisplayMode == ‘Multiple’ && productContent.model.MatrixInfo.ParentOptionsViewModel.BasePrice > 0 && productContent.model.MatrixInfo.ParentOptionsViewModel.Saving > 0″>
Список цен:
model.DisplayPriceInformation && productContent.model.DisplayGasItemInfo && productContent.model.product.IsMatrixProduct && productContent.model.MatrixDisplayMode == ‘Multiple’ && productContent.model.MatrixInfo.ParentOptionsViewModel.BasePrice > 0 && productContent.model.MatrixInfo.ParentOptionsViewModel.Saving > 0″>
Список цен:Экономия:
 model.product.IsMatrixProduct || (productContent.model.product.IsMatrixProduct && productContent.model.MatrixDisplayMode != ‘Multiple’))”>
Список цен:
model.product.IsMatrixProduct || (productContent.model.product.IsMatrixProduct && productContent.model.MatrixDisplayMode != ‘Multiple’))”>
Список цен: 0,00
Экономия: 0,00
 model.product.HasPriceBreak || productContent.model.MatrixInfo.ParentOptionsViewModel.PriceBreakErrorCode.Equals(‘2’))”>
model.product.HasPriceBreak || productContent.model.MatrixInfo.ParentOptionsViewModel.PriceBreakErrorCode.Equals(‘2’))”>