Электроды для сварки проводов: угольные и графитовые
Главная » Сварка » Сварочные Материалы
Сварочные Материалы
Автор admin На чтение 3 мин. Просмотров 6.1k. Опубликовано
Среди нескольких способов соединения проводов наиболее прочным является их сваривание между собой. Когда заходит речь о сварке проводов, то подразумевается работа с медными проводами, так как алюминий сейчас стараются вообще не использовать.
Для работы используют сварочные инверторы, которые являются универсальными аппаратами, позволяющими регулировать величину сварочного тока в зависимости от диаметра электрода и условий работы. Электроды для сварки проводов используют графитовые или угольные.
Сварка медных проводов электродом обеспечивает соединению следующие преимущества:
- Более прочный контакт между проводами.

- Сопротивление проводов, по которым будет протекать электроток, в месте сварки будет минимальным.
- Обеспечивается наилучший контакт между проводами.
- Безопасность соединения, исходящая из его надежности.

Содержание
- Электроды для сварки медных проводов
- Графитовые электроды
- Угольные электроды
- Технология сваривания проводов
Электроды для сварки медных проводов
Почему для сварки подходят графитовые или угольные электроды? Дело в том, что температура их плавления составляет более 3800 градусов, тогда как у меди данный показатель равен 1080 градусов. Это дает возможность использовать такие электроды многократно.
Также можно отметить еще некоторые преимущества данного типа электродов:
- Их можно приобрести повсеместно, в любом строительном магазине.
- В процессе работы материал электрода, который не является металлом, не прилипает к металлическим проводам.
- Графит и уголь очень быстро нагреваются до температуры, при которой легко плавится медный провод.
- 5-10 А считаются достаточной силой тока для получения устойчивой электрической дуги.
При выполнении работы рекомендуется устанавливать сварочный ток таким, чтобы он соответствовал диаметру используемого электрода.
Графитовые электроды
Электроды из графита легко отличить от других видов электродов. Они имеют темно-серый окрас с металлическим отблеском. Изготавливаются электроды из кристаллического углерода, который обладает повышенной стойкостью к окислению.
Сварка медных проводов графитовым электродом является наиболее востребованной.
Графит обеспечивает создание устойчивого к коррозии и термостойкого соединения. Электроды являются очень экономичными и долговечными. Помимо этого, графитовые электроды не имеют склонности к образованию трещин в процессе использования.
Стоимость их невелика, что повышает их популярность у населения.
Угольные электроды
Электроды имеют черную поверхность и состоят из электротехнического угля. Концы электродов обычно затачиваются под различными углами. Даже при малом сварочном токе на конце угольного электрода создается очень высокая температура. Это свойство используют в тех случаях, когда сварить провода другим электродом затруднительно. Но это же накладывает на сварщика дополнительную ответственность, так как слишком высокая температура может привести к оплавлению изоляции проводов.
Концы электродов обычно затачиваются под различными углами. Даже при малом сварочном токе на конце угольного электрода создается очень высокая температура. Это свойство используют в тех случаях, когда сварить провода другим электродом затруднительно. Но это же накладывает на сварщика дополнительную ответственность, так как слишком высокая температура может привести к оплавлению изоляции проводов.
Сварка проводов угольным электродом имеет свои особенности:
- Полученные соединения обладают невысокой пластичностью и склонны к окислению, а само место сварки может иметь пустоты.
- «Массу» аппарата следует подключать к электроду. В противном случае электрод сильно греется, обладает большим расходом, а качество сварного соединения ухудшается.
- Работать угольными электродами следует только после значительной практики, так как работа в значительной степени отличается от сварки обычным электродом.
Технология сваривания проводов
Процесс сваривания медных проводов производится в следующей последовательности:
- Провода очищаются от изоляционного слоя на длину около 5 см.
- Оголенные жилы скручиваются плоскогубцами между собой.
- На скрутку, ближе к изоляции, устанавливается медный зажим. Он необходим для отвода тепла от медных проводов и сохранения целостности изоляции.
- Туда же, на скрутку (при использовании графитового электрода) цепляется «масса» сварочного инвертора.
- Сварочный инвертор подключается к сети.
- Держатель с электродом подносится к концу скрутки.
- Производится расплавление меди с образованием на конце скрутки небольшого медного шарика. Время проведения работы ограничено 2 секундами. Если продолжить сварку более длительное время, то это может привести к расплавлению изоляционного слоя проводов.
- После остывания место сварки изолируется.

Таким способом быстро и надежно соединяют медные провода. Полученные соединения во много раз превышают по своей надежности паяные или просто скрученные соединения.
Сварка медных проводов инверторным аппаратом с использованием угольных и графитовых электродов
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Содержание
- 1 Какое оборудование потребуется для сварки медных проводов
- 2 Применяемые электроды
- 3 Особенности использования угольных электродов
- 4 Сварочные электроды из графита
- 5 Инверторы
- 6 Рекомендованные режимы сварочного тока для разных проводников
- 7 Подготовительные работы
- 8 Алгоритм сварки проводов
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
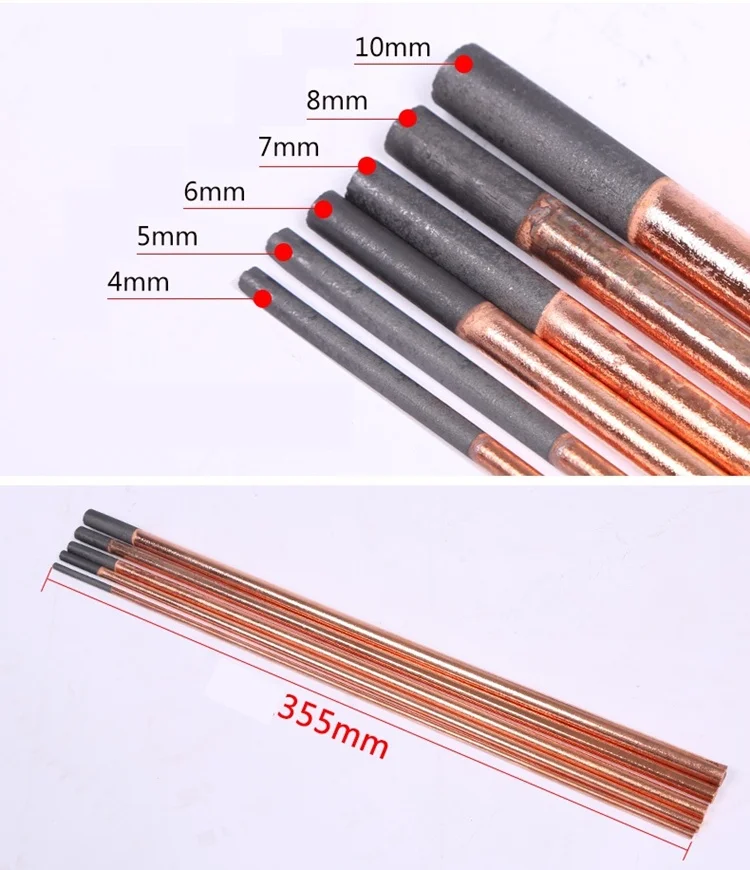
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.

Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
 маркет
маркетСварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Примерная стоимость графитовых электродов на Яндекс.маркетГрафитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.

Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Примерная стоимость инверторов для сварки на Яндекс.маркетРекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками.
 Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка.
 Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
 youtube.com/embed/590RFbENVcw?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/590RFbENVcw?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Сварка графитового электрода с медной проволокой铜焊丝|北京金鹰五矿焊接材料有限公司
Преподаватель: г-н Бай Цзиньшэн, заместитель директора/главный эксперт Центра специальных сварочных услуг Китайской национальной оборонной технологии и промышленности, заслуженный профессор/профессионал руководитель Тяньцзиньского китайско-германского университета прикладных технологий. 1. Постановка вопроса Энергетический институт Тяньцзиньского китайско-германского университета прикладных технологий разработал китайское специальное оружие и оборудование и столкнулся с механическим соединением между графитовым электродом и медной проволокой. Из-за длительной сильной вибрации существовала скрытая опасность ослабления соединения, чего нельзя было допускать. Графитовый электрод – неметалл, медная проволока – металл. До этого они не могли быть постоянно сплавлены вместе. После изучения многих отечественных и зарубежных материалов не было найдено никаких записей об этой технологии сварки. С развитием The Times и прогрессом науки и техники, форсируя технологию сварки от сварки металлов до развития сварки неметаллов. Мы изобретаем. Осмельтесь быть первым, а затем приступить к усилиям по сварке металлов и неметаллов и постоянно расширять новые технологии сварки. 2: трудности сварки 2.1: Ни в стране, ни за рубежом не было найдено соответствующей технической информации о сварке. 2.2: Нет ссылки на основные данные, только окисление поверхности графита на воздухе 200 °, не только сварка непростая, но и непростая склеивание. 3: Бросьте вызов невозможному Мы собрали большое количество актуальной информации, после неоднократных экспериментов, смелость исследовать инновации. В обычном эксперименте: графитовый электрод и любой металл не могут быть сварены, для явления окисления графита 200 ° мы обнаружили при температуре 1000 ℃ выше, в условиях вакуума или защите инертным газом: графитовый электрод появился инфильтрация, есть возможность металлической и неметаллической интеграции.
До этого они не могли быть постоянно сплавлены вместе. После изучения многих отечественных и зарубежных материалов не было найдено никаких записей об этой технологии сварки. С развитием The Times и прогрессом науки и техники, форсируя технологию сварки от сварки металлов до развития сварки неметаллов. Мы изобретаем. Осмельтесь быть первым, а затем приступить к усилиям по сварке металлов и неметаллов и постоянно расширять новые технологии сварки. 2: трудности сварки 2.1: Ни в стране, ни за рубежом не было найдено соответствующей технической информации о сварке. 2.2: Нет ссылки на основные данные, только окисление поверхности графита на воздухе 200 °, не только сварка непростая, но и непростая склеивание. 3: Бросьте вызов невозможному Мы собрали большое количество актуальной информации, после неоднократных экспериментов, смелость исследовать инновации. В обычном эксперименте: графитовый электрод и любой металл не могут быть сварены, для явления окисления графита 200 ° мы обнаружили при температуре 1000 ℃ выше, в условиях вакуума или защите инертным газом: графитовый электрод появился инфильтрация, есть возможность металлической и неметаллической интеграции.
 Сравнение проводимости: проводимость графита 6,5, проводимость меди 57, проводимость серебряной стали (57-63). 6. Заключение Наша новая технология сварки графитовым электродом и стальной проволокой является первой в своем роде в мире и заполняет нишу в мире. Это, когда-то считавшееся невозможным, было успешно оспорено нами, которые внесли особый вклад в строительство национальной обороны и экономическое развитие Китая. Сварочные стержни для пайки с покрытием
Сравнение проводимости: проводимость графита 6,5, проводимость меди 57, проводимость серебряной стали (57-63). 6. Заключение Наша новая технология сварки графитовым электродом и стальной проволокой является первой в своем роде в мире и заполняет нишу в мире. Это, когда-то считавшееся невозможным, было успешно оспорено нами, которые внесли особый вклад в строительство национальной обороны и экономическое развитие Китая. Сварочные стержни для пайки с покрытиемКитайский производитель сварочных электродов, сварочная проволока, поставщик разъемов для печатных плат RJ45
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Сварочный электрод
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Разъем RJ45
Видео
Свяжитесь сейчас
Видео
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Трансформатор
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Деловой диапазон: | Одежда и аксессуары, Электрика и электроника, Легкая промышленность и повседневное использование, Освещение и . .. .. | |
| Основные продукты: | Сварочные электроды , Сварочные проволоки , Разъем для печатной платы RJ45 , Силовой трансформатор | |
| Зарегистрированный капитал: | 10000000 юаней | |
| Площадь завода: | >2000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 |
Wenzhou Tianyu Electronic Co.