Выбор и сечение сварочного кабеля
Искать…
Чтобы сварочные работы проходили гладко и без проблем, важно выбрать не только качественный сварочный аппарат, но и дополнительное оборудование, в частности, сварочные кабели. Кабели для сварочного аппарата – неотъемлемая его часть, без которой работать устройство не сможет. Сегодня мы расскажем, какие провода выбрать, и какое сечение сварочного кабеля нужно для комфортной работы.
Сварочный кабель конструктивно устроен таким образом, чтобы сварочный ток без проблем проходил от аппарата к месту сварки. И, чем конструктивность продуманнее, лучше и качественнее, тем будет лучше и результат сварки. Внутри сварочного кабеля располагается токопроводящая округлая жила. Состоит она из медных проводов, сплетенных в определенном порядке между собой. Сечение проводов эквивалентно 16 кв. мм. В прослойке между внешней оболочкой и сердцевиной располагается слой из специальной, синтетической плёнки. Но, в некоторых моделях проводов она может отсутствовать.
Как правило, сварочные провода комплектуются вместе со сварочным аппаратом. Причём, у этих проводов есть штекеры для подключения к самому аппарату, а на другом конце держатель для электродов и зажим на массу. Однако если кабели не были предусмотрены комплектацией, или по какой-то причине их следует заменить новыми, следует знать, какого сечения нужны. В случае с заменой старых кабелей всё несколько проще – достаточно взглянуть на старый кабель и найти на нём информацию с содержанием основных параметров, в том числе сечения.
Если никаких данных нет, следует руководствоваться следующей информацией:
- для токовой нагрузки до 189 А, необходимое сечение кабеля равно 1х16 кв. мм, при этом, наружный диаметр кабеля составлять 11,5 мм;
- для токовой нагрузки до 240 А, сечение кабеля 1х25 кв.
 мм, и 13,5 мм наружного диаметра;
мм, и 13,5 мм наружного диаметра; - для 289 А сечение кабеля должно быть 1х35 кв. мм, и 15,5 мм наружного диаметра;
- для 362 А сечение 1х50 кв. мм, наружный диаметр 17,8 мм;
- для 437 А сечение 1х70 кв. мм, наружный диаметр 21,1 мм;
- для 522 А сечение 1х95 кв. мм, наружный диаметр 23,8 мм.
 мм, и 13,5 мм наружного диаметра;
мм, и 13,5 мм наружного диаметра;Также выбирайте сварочный кабель в зависимости от того, в каких условиях он будет эксплуатироваться. Для сварки под водой, в холодных климатических условиях или даже в космосе будет применяться разный тип кабеля. Поэтому перед выбором ознакомьтесь с его возможностями, например, к отражению механических повреждений, для работы при разной температуре и так далее.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT – пневматическая маркировка
- ECKERT – сверление
- ECKERT – система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q
 Сварка TIG горячая проволока
Сварка TIG горячая проволокасечение, маркировка сварочного провода для аппарата (инвертора) 220В, таблица, длинна
Хотите правильно выбрать сварочный кабель, его марку, сечение и материал. В нашей статье Вы найдете ответы на все эти вопросы, потому что правильный выбор изделия важен, для достижения результата в работе.
Содержание
- Сварочные кабеля для инвертора — виды кабелей
- Одножильный
- Двужильный
- Трехжильный
- Марки сварочного кабеля и их характеристики
- Описание гибкого сварочного кабеля КГ
- Кабель для сварочных работ КОГ1
- Сварочный кабель КГН
- КГ ХЛ
- Сварочный кабель КПЭС
- КВС
- Сварочный кабель марки КГТ
- Модель КРПТ
- Кабель для сварочного аппарата – как правильно выбрать
- Какой должна быть жила
- Сечение кабеля для сварочного аппарата
- Требования к гибкости кабеля
- Длина кабеля для сварки
- Сборка устройства
- Электродержатель
- Силовые кабеля или провода
- Зажим массы
- Клемма (Вилка) кабельная
- Можно ли удлинить сварочный кабель
- Правила подключения и использования
- Основные требования по безопасной эксплуатации
Сварочные кабеля для инвертора — виды кабелей
Сварочный кабель работает при повышенных параметрах нагрузок: внутри через него проходит высокое напряжение, а снаружи воздействуют температурные перепады, сила трения и другие условия.
Эксплуатационные характеристики:
- Ток постоянный при напряжении до 1000 В или переменный – до 600 В.
- Частота не более 400 Гц.
- Работает от сети 220 и 380 В.
В магазинах представлен товар в ассортименте.
Одножильный
Изготовлен из меди, поэтому отлично проводит ток. Провод гибкий и эластичный. Предназначен для инверторных устройств с невысокой мощностью.
Двужильный
Изделия выполнены для проведения импульсной электросварки, в них имеются катод и анод. Изготавливаются из медной проволоки или проволоки из сплавов, в состав которых входит медь.
Трехжильный
В маркировке содержаться технические характеристики, которые следует учитывать при выборе товара:
- КС – это изделие, предназначенное для всех видов работ.
- П – это сварочные провода, покрытые полимером, обеспечивающим дополнительную защиту. Если при маркировке прописывается цифра, то она указывает на количество жил.
- ВЧ – изделие, рассчитанное на высокочастотное напряжение.

Трехжильные сварочные провода — кабели этого типа изготовлены для технически сложного оборудования. По условиям техпроцесса шов должен получаться идеальным.
Полезная статья — А вы знаете сколько весит кислородный баллон и какой его объем
Марки сварочного кабеля и их характеристики
Сварочные провода во время подвергаются повышенным нагрузкам, поступающим от оборудования и от окружающих факторов. От правильного выбора зависим срок службы сварочного кабеля. Сварочный кабель маркируется цифровыми и буквенными обозначениями. В помощь, какой кабель подобрать, приведены описания ниже.
Описание гибкого сварочного кабеля КГ
Расшифровка букв «КГ» в маркировке обозначают – кабель гибкий. Это распространенный вид продукции. Эксплуатируется при постоянном токе с показателем напряжения до 1000 В, при переменном – не превышающем 600 В, при частоте, не более 400 Гц. Подключается от сети 220 или 380 В или при соединении держака и зажима.
Подключается от сети 220 или 380 В или при соединении держака и зажима.
Кабель для сварочных работ КОГ1
Для изготовления изделия используют жилы с диаметрами малого сечения. Это пригождается при образовании швов в недоступных местах. Чтобы по сторонам не торчали петли кабель можно использовать, намотанным на руку. Это удобно при выполнении работ на высоте.
Рассчитан на эксплуатацию под напряжением 220 В и частоту 50 Гц.
Сварочный кабель КГН
КГН, буква «Н» обозначает, что провод несгораемый. Изоляционный слой изготовлен из жаростойкого состава и выдерживает температуру более 200 0С. Этот кабель можно использовать не только для сварки, но для резки (плазменной или электродом), к примеру, для неотложных работ при возникновении нештатных ситуаций.
Провод при соприкосновении с подогретым металлическими изделиями плавиться, не будет.
КГ ХЛ
В индексе товара содержиться обозначения «ХЛ», то есть его можно эксплуатировать при морозах. В нем содержится каучук, который выдерживает холод. Гибкость сохраняется при температурных режимах до -60 0С, в связи с этим провода идеально подходят для северных районов. Если работы проводятся на открытой местности, то внимание стоит заострить на данную продукцию.
В нем содержится каучук, который выдерживает холод. Гибкость сохраняется при температурных режимах до -60 0С, в связи с этим провода идеально подходят для северных районов. Если работы проводятся на открытой местности, то внимание стоит заострить на данную продукцию.
Сварочный кабель КПЭС
Изделие предназначено для наплавления швов полуавтоматом или это кабель для сварочного инвертора. В этой разновидности вместо жил использованы спиралевидные трубки. Чтобы цепь была замкнута и возбудилась электродуга, внутри шнура пропущена проволока, которая может быть трех видов:
- цельной;
- трубчатой;
- с флюсом.
Стоимость зависит от величины внутреннего диаметра. Если конструкция полая, то срок службы сокращается на полтора года. В электромагистрали подается напряжение от 42 до 48 В при постоянном или переменном токе. При температурном режиме до -10 0С применяется низковольтная линия.
Полезная статья — Все что нужно знать про клей поксипол, чтобы обойтись без сварки
КВС
В составе изоляционного слоя использован поливинилхлорид. Изделие не поддается истиранию и идеально подходит, когда рабочему требуется постоянно перемещаться, волоча за собой кабель. Сердечник сохраняется за счет надежной изоляции. Работает под нагрузкой 127 или 220В, при температурном режиме от -40 до +400С, не гибкий. Сварочные провода для инвертора используются для подключения к розетке.
Изделие не поддается истиранию и идеально подходит, когда рабочему требуется постоянно перемещаться, волоча за собой кабель. Сердечник сохраняется за счет надежной изоляции. Работает под нагрузкой 127 или 220В, при температурном режиме от -40 до +400С, не гибкий. Сварочные провода для инвертора используются для подключения к розетке.
Сварочный кабель марки КГТ
Продукция рассчитана на высокие температуры. Эксплуатация изделия возможна при +850С. Изделие подойдет для эксплуатации во влажном климате.
Модель КРПТ
Этот провод гибкий с жилами. Жилы изготовлены из меди. Оболочка и изоляция изготовлены из резины. Кабель для сварки изготовителем выполнен для работы со следующими показателями:
- При напряжении 660 В переменного тока и 110 В при постоянном токе.
- Допускаемая токовая нагрузка от 3 до 20А/мм2.
- Температурный режим от -60 до +500С.
Сечение у сварочного кабеля зависит от числа и сечения жил – от 8 до 69 мм. Продукция не поддается возгоранию.
Продукция не поддается возгоранию.
Кабель для сварочного аппарата – как правильно выбрать
Как маркируется продукция известно. Главное правильно выбрать изделие, чтобы оно соответствовало параметрам сварочного аппарата и иным характеристикам.
Какой должна быть жила
Разновидности кабеля:
Одножильный.
Применяется для присоединения инвертора к держаку и массе. Маркировка 1х16 расшифровывается: «1» — это 1 сердечник, не разделенный на несколько проводов под одной оболочкой. При работе уменьшается нагревание и ускоряется передача напряжения.
Многожильный.
Маркировка 11х30 расшифровывается: 11 – количество жил. Применяются для промышленного оборудования, работающего под напряжением более 500 В. Жила изготавливается из алюминия или меди. В комплекте с аппаратами поставляются алюминиевые кабеля, они дешевле. Их, как правило, приобретают начинающие рабочие.
Для профессионалов предлагается приобрести медные изделия, так как показатель удельного сопротивления меньше в 7 раз, по сравнению с алюминием. При этом снижаются потери тока.
При этом снижаются потери тока.
Если производитель медного кабеля — Китай, то такая продукция лучше подойдет для применения в бытовых целях, а не для производственных нужд, так как они рассчитаны на невысокое сопротивление.
Сечение кабеля для сварочного аппарата
Если изделие по сечению выбрать неправильно, то риск износа оборудования увеличивается. Возможно возникновение возгорания или неэффективной работы вследствие короткого замыкания. Если сечение провода не достаточное, то потребуется повышенный уровень тока для режима сварки. Держатель будет труднее перемещать при создании шва по вертикали или на потолке.
В таблице указана зависимость тока от сечения.
Требования к гибкости кабеля
Сварочные провода для инвертора применяются в работе с гибкостью выше 4 класса. При выборе тяжелых проводов сварщику будет сложнее их перегибать или наматывать.
При выборе шнура КГ, который относят к 5-му классу по гибкости с диаметром 0,41 мм. Если продукция с маркированием КОГ, то она относится по гибкости к 6 классу. Гибкость 0,21 мм — повышенная.
Гибкость 0,21 мм — повышенная.
Полезная статья — 9 основных видов сварочных аппаратов применяемых повсеместно
Длина кабеля для сварки
Если необходимо перемещение вдоль габаритных конструкций, то к аппарату нужно подсоединить длинный кабель, чтобы не переносить инвертор. Если работа выполняется на одном месте, то достаточно приобрести 2 м на массу, и на держатель 3 м. На производства рекомендуется покупать по 5 метров провода на массу и на держак.
Удлинение изделия без причин приводит к снижению силы тока вследствие повышения сопротивления.
Длина сварочного кабеля не должна превышать расчетных показателей. Показатель максимального тока нужно разделить на 100.
Например:
160 /100= 1,6
Получился делитель, на который нужно разделить значение сечения провода. То есть, если сечение 1х25 мм2, то
25/1,6=15 м.
Длина получилась максимальной, ее нужно поделить на подсоединения к массе и держаку: 5 и 10 метров.
При подсоединении более длинного изделия сила тока, выдаваемого аппаратом, понизится. Для наращивания дополнительного провода используется медная опрессовка, а также наращивать кабель можно сваркой или спайкой, но запрещено на скрутки. Соединение на скрутки создает увеличение сопротивления, поэтому их делать не допускается.
Сборка устройства
В комплекте поставки для ручного режима дуговой сварки два провода:
- для держателя;
- для массы.
Это стандартный набор, которым комплектуется недорогой аппарат. При покупке отдельного комплекта качеству бюджетных моделей тоже не стоит доверять. Если приобрести набор по самой высокой цене, то стоимость будет мало отличаться от стоимости инвертора. Поэтому лучше выполнить сборку устройства самостоятельно.
Электродержатель
Это самое важное устройство, на котором не стоит экономить. От него зависит качество выполняемых работ.
Всего три вида изделия:
- Пружинные. Для работы они удобны.
- Вилочные. Это наиболее надежные, но не удобны в работе и в большинстве случаев не заизолированы. Изготавливаются рабочими.
- Винтовые. Электрод фиксируется надежно под нужным углом. Качество отличное, цена приемлемая. Особенно подходят для новичков.

Сечение сварочного кабеля зависит от размера держака.
Силовые кабеля или провода
Эти элементы относят ко вторым по значимости в конструкции. От качества силового кабеля зависит максимальный показатель тока и поджиг дуги. При работе с недорогим аппаратом это особенно актуально, если устройство выдает силу тока до 130 А, то сварочные швы можно уверенно выполнять 3 мм электродами.
Зажим массы
Существует несколько типов зажимов:
«Крокодил». Или прищепка.
Крепиться напрямую к детали. Соединение надежное, удобное, закрепляется быстро, выдает минимальное сопротивление, хорошо раскрывается. Фиксируются детали разных конфигураций. К недостаткам можно отнести низкий уровень прочности из-за пружины в устройстве, используется только когда изделие необходимо закрепить. Модели клемм в продаже на 300, 200 или 500 А. Выбор зависит от модели аппарата.
Модели клемм в продаже на 300, 200 или 500 А. Выбор зависит от модели аппарата.
Магнитная.
Зажим можно закрепить на любом основании, конструкция рассчитана на длительную эксплуатацию, выдерживает скачки напряжения и не перегорает, используется в труднодоступных местах, закрепляется надежно. К недоставкам относят ненадежное крепление на небольших участках, периодическая очистка от грязи и пыли, перегревание не допускается, так как возможно размагничивание.
Струбцина.
Это зажимы с высокой степенью надежности крепежа, фиксируются винтом с шестигранной головкой, плавный переход тока обеспечивается за счет хорошего контакта. К недостаткам относят сложное строение и большие размеры клемм.
Клемма (Вилка) кабельная
Чтобы быстро и надежно подцепить кабель к источнику питания, нужна разъемная клемма (вилка). Это изделие может применяться для соединения отрезков проводов.
Клемма аппарата (вилка) изготовлена из меди или латуни высокого качества круглого профиля.
Технологическое отверстие с обратной стороны клеммы служит для закрепления кабеля. Конусная муфта выполнена из резины, поэтому хорошо защищает от механических повреждений. В комплекте с вилкой поставляется медная гильза. Установка провода производится в муфту, а затем в гильзу и в корпус из латуни. Фиксация производится на винт, плотно затянутый.
При выборе изделия нужно обратить внимание:
- Сечение провода. Наиболее востребованными считаются кабели и провода с площадью 10, 25, 30, 35, 50 и 100 мм2.
- Соединение фиксируется, поэтому при сильном натяжении проводов цепь не разрывается.
- Вилка должна соответствовать размеру аппарата (существуют 2 основных типоразмера на 10-25 мм и 35-50 мм)
Можно ли удлинить сварочный кабель
Длина у сварочного кабеля не должна превышать 3 м. С таким изделием работать сложно, особенно на высоте. Дополнительно наращивать длину производители не рекомендуют.
Какие негативные ситуации могут сложиться:
- Резкое падение тока.
- Повышение напряжения из-за ЭДС самоиндукции.
- Могут быть пробиты выходные электроды.

Чтобы этого избежать на аппаратах применялся дроссель. Изделие устанавливалось для накопления энергии, и ее отдача для образования дуги при закрытии транзисторов и отсутствии тока в первичной обмотке. Многие производители не комплектуют товар этими устройствами, потому что цена оборудования возрастает.
Наращивание кабеля не рекомендуется, это связано с тем, что он обладает реактивным и активным сопротивлением. В связи с этим падает выходное напряжение и ток.
При изменении длины провода может нарушиться работа всей системы и даже выйти из строя оборудование.
На практике установлено, что увеличение длины до 5 м приемлемо при соответствии сечения сварочного кабеля.
Правила подключения и использования
Чтобы выполнить правильное подключение нужно знать следующие правила:
- Для подсоединения сварочника с одной стороны находятся разъемы и наконечники, закрепленные на спайку вилки аппарата.
- Сварочные кабели соединяются друг с другом с помощью опрессовки. Соединения обязательно нужно изолировать.
- Подключение производится к силовым разъемам аппарата, электрод вставляется в держак, закрепленный на другом конце провода. Главное знать правила полярности.
- Требования к сварочным аппаратам и требования кабелям должны полностью соответствовать всем техническим нормам, в том числе номинальной мощности.

Основные требования по безопасной эксплуатации
Все устройства, работающие от электрического тока, попадают под повышенные требования охраны труда.
Перечень основных требований:
- Жила должна быть с сечением, выдерживающим нагрузку от электрического тока.
- Провод должен выдерживать нагрузки от ударов и негативное влияние от агрессивных сред.
- Оплетка сварочных проводов для инвертора должна остаться эластичной и упругой, несмотря на скручивание проводов.
- За провод не допускается подтягивание аппарата.
- Сварщик должен работать в соответствующей одежде, обуви с обязательной защитой головы.
- Если нет в наличии спецодежды и надежной защиты от тока, то к работе не следует приступать.

Выбор кабеля и шунта — расходные материалы для контактной сварки
В отделе производственной инженерии мы понимаем, насколько важно для вас выбрать правильный тип кабеля и получить качественную деталь для вашего оборудования для контактной сварки.
Мы поставляем качественные сварочные кабели и шунты, так что вам не придется беспокоиться об их преждевременном выходе из строя. Мы стремимся быстро удовлетворить ваши требования. При необходимости мы будем хранить ваши сварочные кабели для немедленной доставки, чтобы вы не потеряли производство из-за простоя оборудования.
Типы кабелей:
- Кабели с воздушным охлаждением
- Кабели с водяным охлаждением
- Кабели без ключа
- Ламинированные шунты
Увеличение срока службы кабелей для контактной сварки
Внимание к вторичным кабелям окупается
by Ed Langhenry Jr.
Для выполнения надлежащей контактной сварки требуется ряд компонентов. В то время как трансформаторы, элементы управления и сварочный аппарат, безусловно, выглядят более гламурно, легко упускаемые из виду кабели для контактной сварки, также известные как вторичные кабели, играют важную роль в процессе контактной сварки. Практически любой согласится, что стоимость вторичного кабеля минимальна по сравнению со стоимостью незапланированного простоя. Всем известно, как дорого стоит останавливать производственную линию без предупреждения. Вторичные кабели обычно являются последним элементом, о котором думают, но при некотором планировании они могут сэкономить время и деньги сварщиков.
Минимальные стандарты
Кабели для контактной сварки классифицируются как кабели с воздушным или водяным охлаждением. Независимо от того, какой тип используется, они должны быть высокого качества. Кабели, в которых используются медные жилы и клеммы из материала C11000, обладают самым высоким потенциалом проводимости. Обычно рекомендуется скрутка 30-го калибра; в некоторых случаях, однако, для гибкости или простоты установки более уместна скрутка 36 калибра. Аналогичное внимание следует уделить наружным покрытиям шлангов. Должны использоваться только непроводящие материалы с номинальным напряжением 300 вольт переменного тока (AC).
Обычно рекомендуется скрутка 30-го калибра; в некоторых случаях, однако, для гибкости или простоты установки более уместна скрутка 36 калибра. Аналогичное внимание следует уделить наружным покрытиям шлангов. Должны использоваться только непроводящие материалы с номинальным напряжением 300 вольт переменного тока (AC).
Неопреновые чехлы внахлест, пропитанные хлопчатобумажной оплеткой, хорошо изнашиваются, так же как и нитриловые чехлы для использования со скруткой 36 калибра. Эти основные, общие компоненты должны быть минимальными стандартами этики.
Соображения по типу кабеля
С воздушным охлаждением Все кабели изнашиваются или изнашиваются из-за термических и механических условий. Минимизация этих условий повысит долговечность.
К сожалению, кабели с воздушным охлаждением постоянно окисляются. Посеребренная клемма (внутри и снаружи) может помочь замедлить процесс окисления, что снижает уровень сопротивления, что приводит к меньшему накоплению тепла и, следовательно, меньшему количеству обрывов жил. Использование изношенных или окисленных тросов приведет к получению некачественных сварных швов.
Использование изношенных или окисленных тросов приведет к получению некачественных сварных швов.
Бюллетень 16 Ассоциации производителей контактной сварки (RWMA) включает таблицы выбора с рекомендациями по размеру кабеля.
С водяным охлаждением
Хотя на кабели с водяным охлаждением воздействуют тепловые и механические условия, окисление не является фактором, поскольку кабель с водяным охлаждением (как одножильный, так и двухжильный) представляет собой паяное соединение, в то время как большинство кабелей с воздушным охлаждением имеют сжатое соединение. Кроме того, кабель с водяным охлаждением заключен в шланг с оправкой, что обеспечивает минимальное воздействие воздуха на медную жилу.
Очевидно, что для кабелей с водяным охлаждением важна вода. Важность чистой воды с хорошим водотоком невозможно переоценить. В норме городская вода с низким содержанием минералов является удовлетворительной, и решающим фактором становится расход воды. На самом деле поток воды более важен для срока службы кабеля, чем любой другой фактор.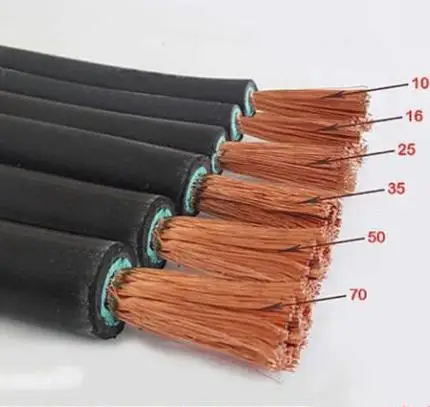
Если можно контролировать как расход, так и температуру, срок службы кабеля можно увеличить. Два галлона в минуту для одиночных проводников и 2 ½ галлона в минуту для двойных проводников являются минимальными целями. Любое большее количество, чем минимум, только поможет.
Перекручивание внешнего шланга приведет к недостатку воды, что означает сокращение срока службы кабеля. Производители кабелей могут указать минимальные радиусы изгиба для своих кабелей с водяным и даже воздушным охлаждением. Любые ненужные изгибы ухудшат работу кабеля, поэтому их следует устанавливать с максимально возможным радиусом изгиба.
Общие рекомендации
Помимо этих конкретных рекомендаций по обслуживанию кабелей с воздушным и водяным охлаждением, можно принять дополнительные меры для продления срока службы кабеля.
Монтажные поверхности (терминалы) должны быть очищены от грязи и масла. Чистые и сухие поверхности обеспечивают хороший контакт. Болты из нержавеющей стали с тарельчатыми шайбами являются хорошим выбором. Гайки должны быть изготовлены из разнородного материала.
Гайки должны быть изготовлены из разнородного материала.
Достаточно диапазона крутящего момента от 40 до 60 фут-фунтов. Со временем из-за расширения болтов под воздействием тепла гайки ослабнут. Плотные, надежные соединения будут иметь значение и сведут к минимуму искрение.
Кабели должны иметь правильное сечение, чтобы иметь максимальный срок службы. Четыре фактора, которые следует учитывать:
- Время сварки.
- Количество сварок в минуту.
- Количество ампер на сварку.
- Длина кабеля.
Обратите внимание, что «время включения» — это время, в течение которого ток протекает через сварной шов. «Время работы» делится на количество циклов (1/60 секунды) «доступного времени» (обычно считается за 1-минутный период времени) и определяет рабочий цикл.
Как правило, чем короче кабель, тем лучше. Более длинные кабели увеличивают сопротивление, поэтому, если кабель не подвергается механическим нагрузкам из-за слишком коротких радиусов изгиба, рекомендуется использовать более короткий кабель.
Понимание этих факторов позволит определить правильный «круговой стан тысячных долей (MCM)», необходимый для кабелей. Поставщики кабелей являются хорошими источниками для определения правильного размера, необходимого для контактной сварки.
Незаметно, но важно
Кабели для контактной сварки могут показаться неинтересными, но они необходимы для работы контактной сварки. Трансформаторы, элементы управления и другие элементы, безусловно, важны для операции контактной сварки, но пользователи не должны упускать из виду важность вторичных кабелей. Уделение вторичным кабелям такого же внимания при планировании, как и другим компонентам, продлит срок службы кабелей.
Эд Лангенри-младший является представителем по продажам и маркетингу компании Watteredge, Inc., ведущего производителя кабелей для контактной сварки и члена Ассоциации производителей сварочных аппаратов для контактной сварки (RWMA). RWMA устанавливает стандарты контактной сварки.
Перепечатано с разрешения из выпуска журнала «Практическая сварка сегодня» за март/апрель 1999 года.
50-футовый кабель для сварки и аккумулятора 2/0 Сделано в США
Количество:
Добавление в корзину… Товар добавлен
- Описание
- Технические характеристики
Применение в сварочных кабелях
- Используется в качестве кабелей питания от источника сварочного тока к электродам
Токопроводящие жилы
- Тросовая скрутка 30 A-WG многожильный 90 A-WG многожильный0017
Voltage Rating
Separator
- Wrapped paper separator
Insulation & Jacket
- Jacketed with proprietary low-smoke, halogen-free EPDM compound
Resistance Properties
- Устойчив к истиранию, аккумуляторной кислоте, дизельному топливу, охлаждающей жидкости двигателя, моторному маслу, этанолу, экстремальным температурам, пламени, бензину, жидкости для гидроусилителя руля и трансмиссионной жидкости
Диапазон температур
- -50 ° C (от -58 ° F) до 105 ° C (221 ° F)
Отрабония отрасли
- SAE J1127 (#6 до 250 мкм)
- SAE J1127.
- NEC, статья 630 (электросварщики)
- Подходит для работы от аккумуляторов согласно UL 558 и 583
- Соответствует требованиям REACH, RoHS, CMRT и Prop 65
Размер AWG Датчик скрутки Скрутка проводника Толщина стенки
(номинальная)Внешний диаметр
(номинальный)Вес кабеля
(на 1000 футов)в мм в мм фунтов кг #2 30 шт. 624 .060 1,52 .428 10,87 238 108 1 / 0 30 шт. 975 .080 2,03 .533 13,54 369 167 2 / 0 30 шт.


