Как правильно делают сварку –
Содержание
- Как правильно варить электросваркой: пособие для начинающих сварщиков
- Виды электросварки
- Технология сварочных работ
- Как научиться варить сваркой
- Как подключать электрод
- Начало сварки: зажигаем дугу
- Наклон электрода
- Движения электрода
- Как правильно сваривать металл
- Как выбрать ток для сварки
- Как варить сваркой электродами для начинающих
- В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Что нужно для работы
- Сварочные аппараты
- Приспособления для сварки
- Сварочные электроды
- Средства защиты сварщика
- Настраиваем правильно аппарат и выбираем электрод
- Как подключать электрод
- Подключаем кабеля к инвертору
- Начало сварки: зажигаем дугу
- Наклон электрода
- Движения электрода
- Основные ошибки
- Советы начинающему сварщику
Как правильно варить электросваркой: пособие для начинающих сварщиков
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих – технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Электросварщик за работой
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
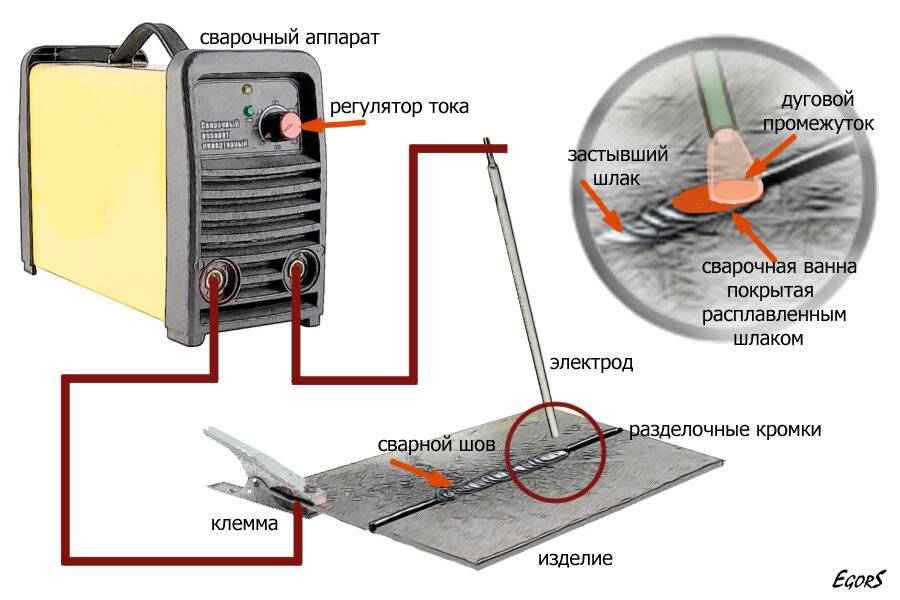
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод.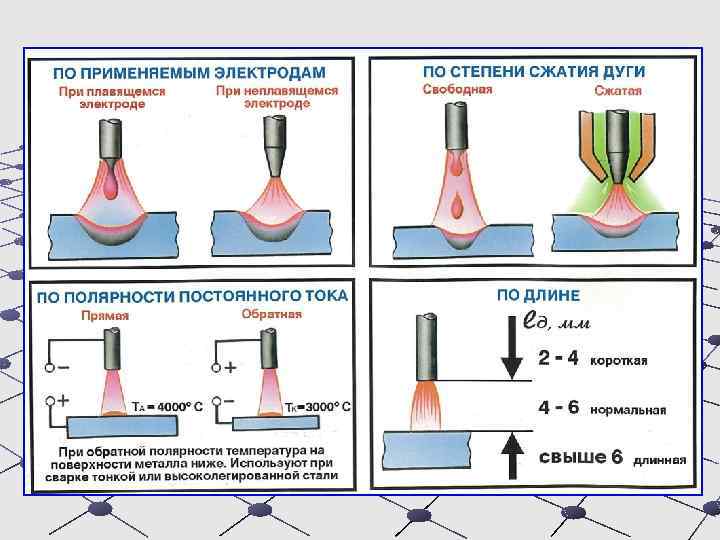 При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений.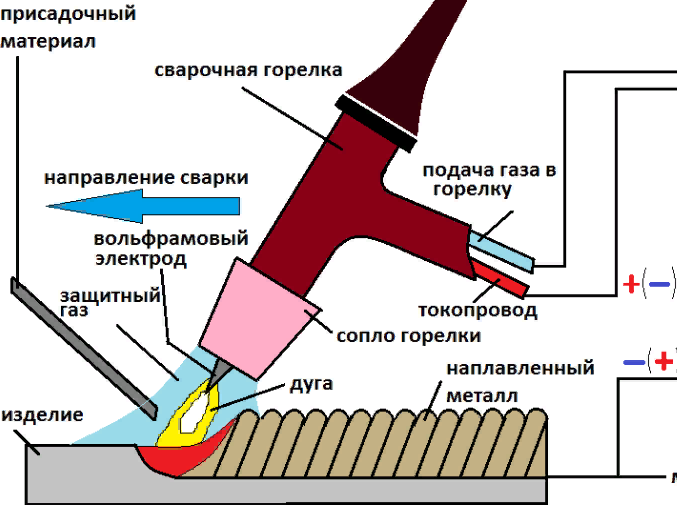 Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
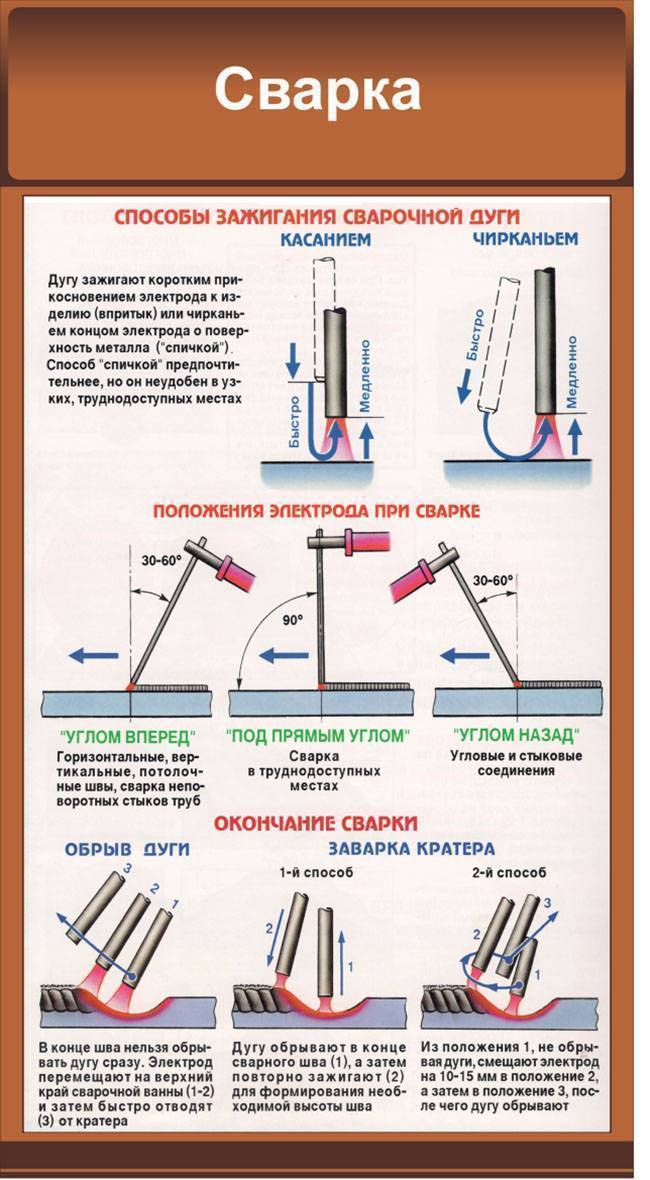
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
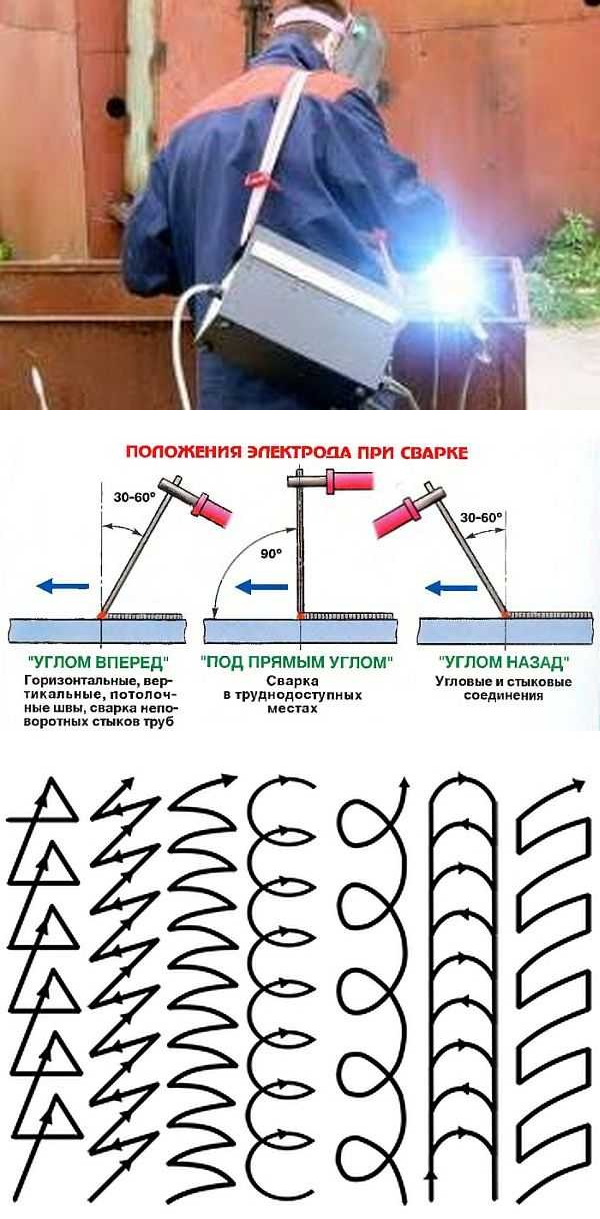
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано.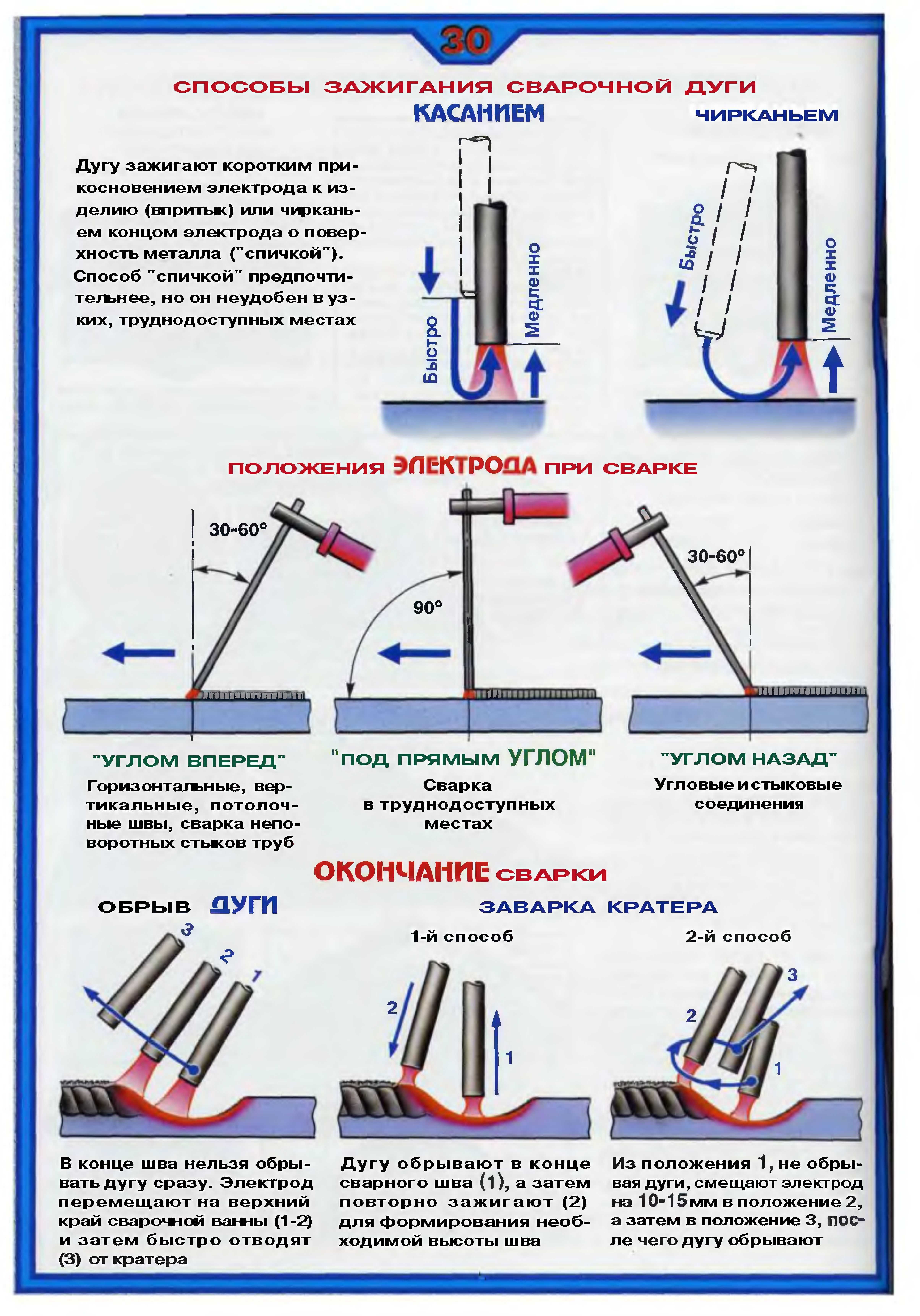 Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Источник
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться.
Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
 Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки
Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды
Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика
Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак.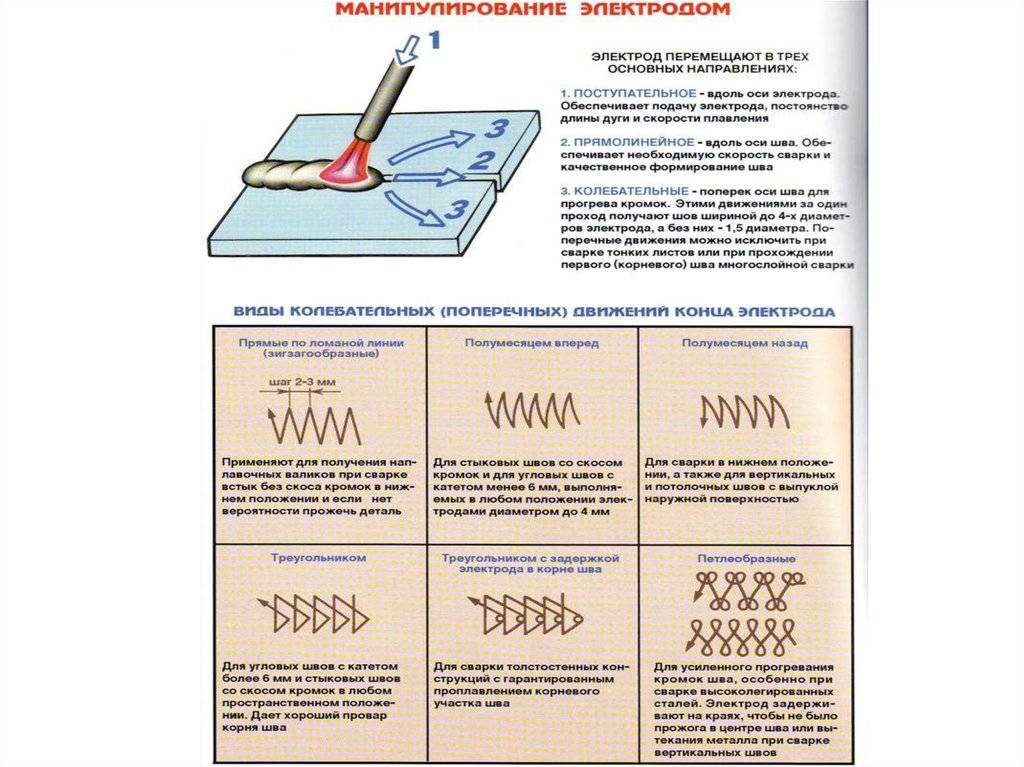 Иначе возникнут непровары.
Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Источник
Как варить сваркой – по подробнее
Как самостоятельно научиться варить электросваркой? Подобный вопрос может встать перед многими мужчинами, любящими разбираться в различных процессах и умеющими делать строительные или ремонтные работы своими руками. Умение обращаться со сварочным аппаратом может пригодиться при возведении забора, ремонте балкона, стройке на даче, и другой бытовой работе. Те, кто особенно хорошо освоил это дело, могут самостоятельно варить трубы для подачи воды или создания отопительной системы. Быстро создать крепкое соединение, лучшее чем сварной шов, не получиться. Но для того, чтобы самому научиться правильно сваривать металл, нужно исследовать азы сварки. Понимание сути процесса электродуговой технологии, этапов работы, положения электрода и различных режимов, поможет быстро научиться правильно варить сваркой.
Умение обращаться со сварочным аппаратом может пригодиться при возведении забора, ремонте балкона, стройке на даче, и другой бытовой работе. Те, кто особенно хорошо освоил это дело, могут самостоятельно варить трубы для подачи воды или создания отопительной системы. Быстро создать крепкое соединение, лучшее чем сварной шов, не получиться. Но для того, чтобы самому научиться правильно сваривать металл, нужно исследовать азы сварки. Понимание сути процесса электродуговой технологии, этапов работы, положения электрода и различных режимов, поможет быстро научиться правильно варить сваркой.
Особенности сваривания трубопровода инвертором
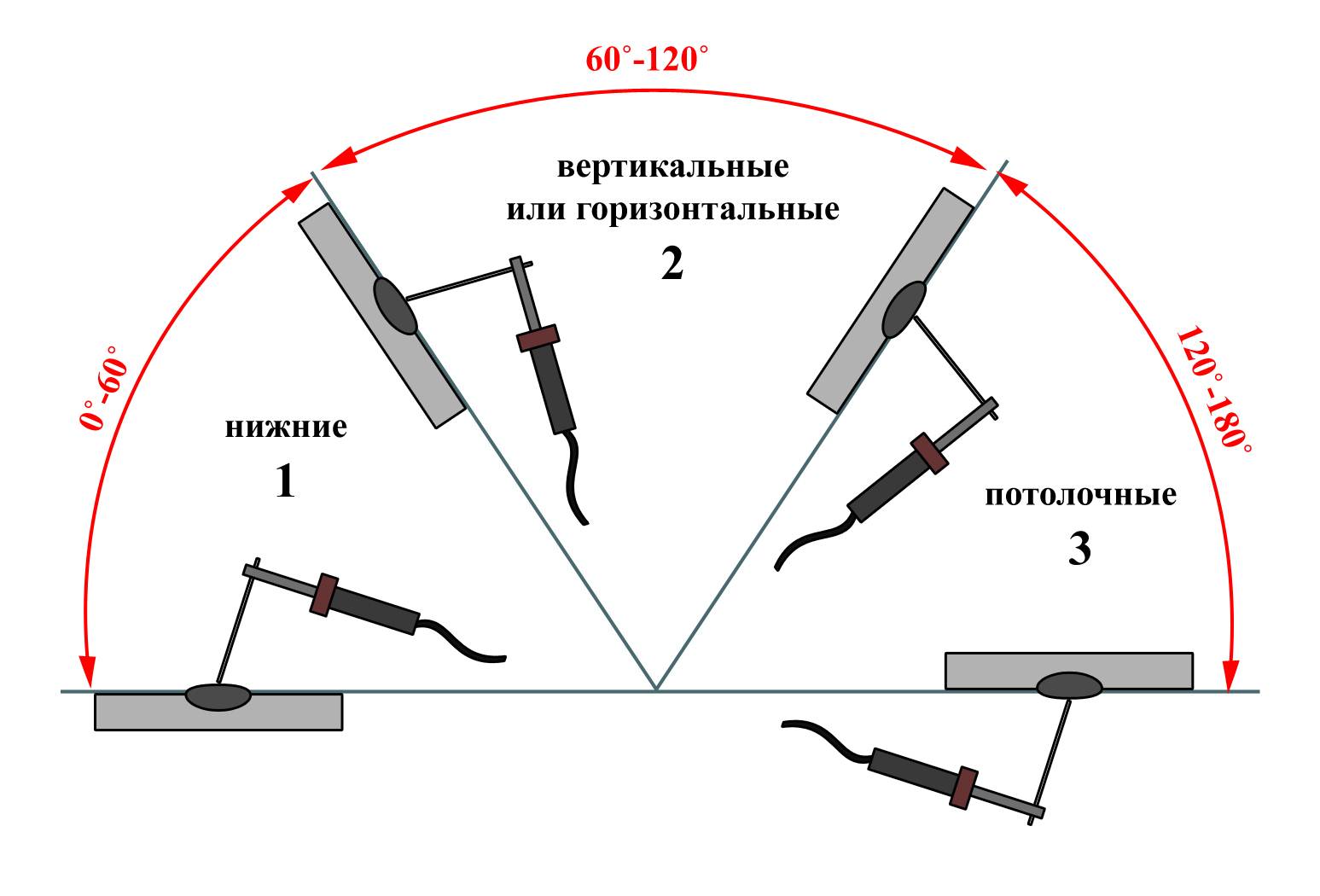
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении — смотрите Чем заняться с семьей на выходных — семейный досуг
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок.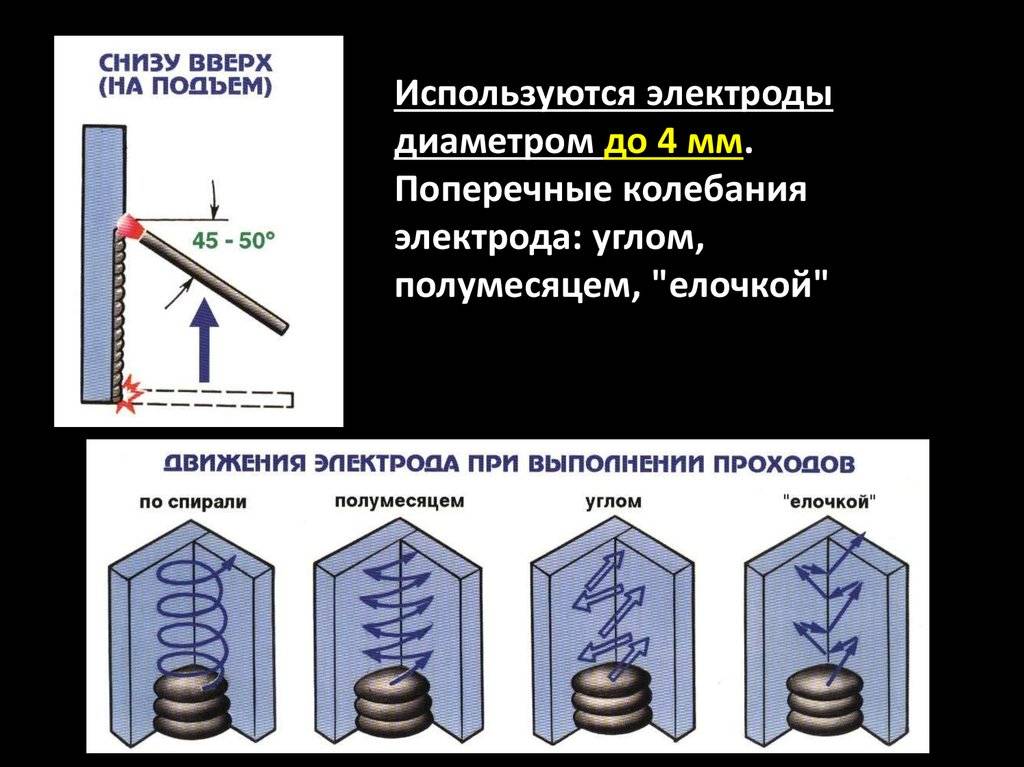 Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
Основные этапы
Если стенки имеют ширину 6–12 мм
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления
Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается
При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Как научиться быстро варить инвертором
Электроды — для сварки инвертором понадобятся электроды, предназначенные для работы на постоянном токе. Но и это еще не все. Самым главным критерием выбора электродов является их толщина. Чем толще металл, тем больше по диаметру понадобятся электроды для сварки. Чтобы варить профильную трубу и не слишком тонкий металл, вполне достаточно электродов 3 мм.
Сила тока на инверторе — сила тока подбирается в зависимости от диаметра электродов. Варить тонкий металл нужно на маленьком токе, в то время как для хорошего провара толстого металла необходим сварочный ток больше. Найти приблизительные параметра сварочного тока и используемых электродов можно в таблице.
Подключение инвертора — если сваривается тонкий металл, то целесообразно будет подсоединить инвертор в «обратной полярности». Тонкая заготовка, это когда толщина металла менее 2 мм. Поэтому подсоедините к держателю с электродом плюсовой вывод от инвертора, а к металлу минусовой. Таким образом, большая часть тепла придётся на кончик электрода, а металл не будет прожигаться.
Таким образом, большая часть тепла придётся на кончик электрода, а металл не будет прожигаться.
Сварочная дуга — здесь важно усвоить несколько правил. Во-первых, нужно удерживать сварочную дугу как можно меньше. В идеале кончик электрода до поверхности металла должен располагаться на расстоянии в 2-3 мм. Чтобы зажечь дугу нужно дотронуться до металла электродом и сразу же отвести его на указанное расстояние. В таком случае дуга будет гореть как надо и не погаснет.
Движение электродом — чтобы сварить свою первую заготовку, удерживайте сварочную дугу и начните делать движение электродом из стороны в сторону, немного захватывая кромки соединяемых заготовок. Дайте после сварки металлу остыть, а потом отбейте шлаковую корку молотком, чтобы оценить качество полученного шва.
Как видно, научиться варить инвертором не так и сложно, как это может показаться. Тем не менее, получится далеко не у всех, и самое сложное здесь, это удерживать стабильную сварочную дугу. Поэтому рекомендуется, как следует потренироваться над этим процессом, поскольку от него зависит большая часть успеха в электросварке.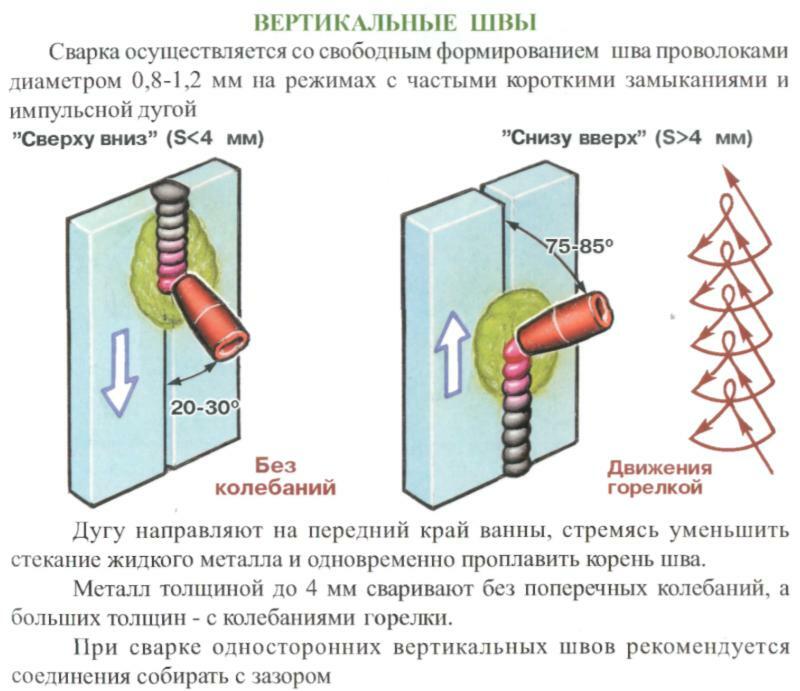
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев герметики. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла
Сварка электродом
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается.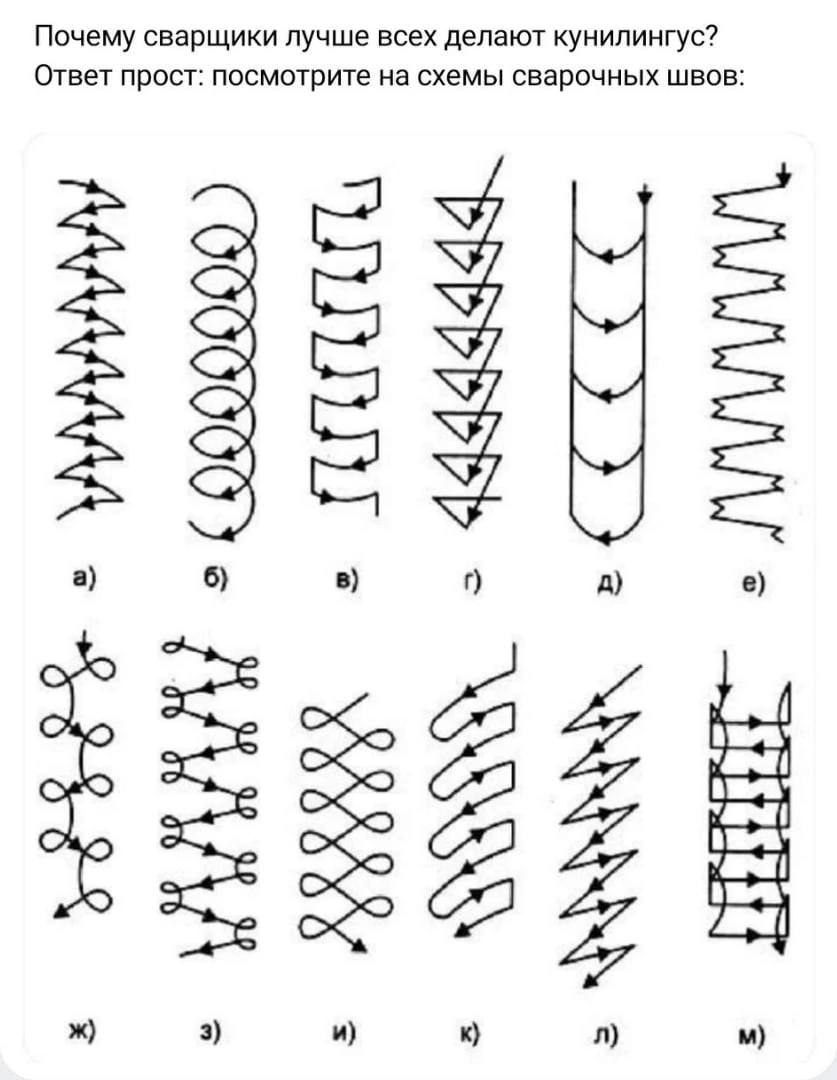 Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Учимся держать электрод
Чтобы научиться варить сваркой, необходимо правильно удерживать электрод. От этого напрямую зависит электросварочный процесс и окончательный результат. Лучше начинать с диаметра электродов в 3 мм, которые не такие длинные как 4 мм, но и плавятся медленнее, чем 2 мм. Для фиксации в держателе используется механизм двух видом. Первый тип крепления является пружинным, второй — винтовым. Для первого держателя необходимо нажать на клавишу и отвести прижимной механизм. Для второго, прокрутить рукоятку против часовой стрелки.
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как выбрать электроды
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.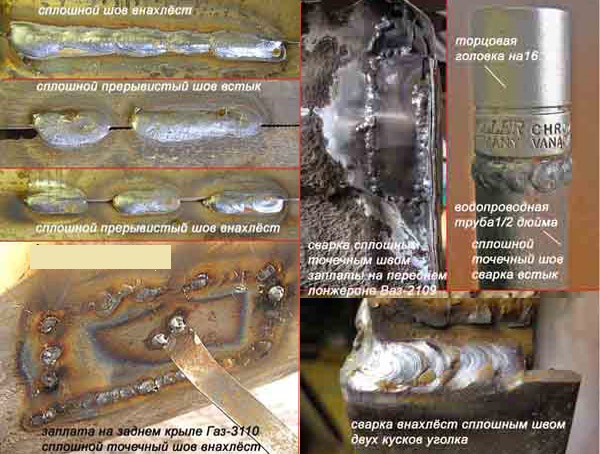
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка.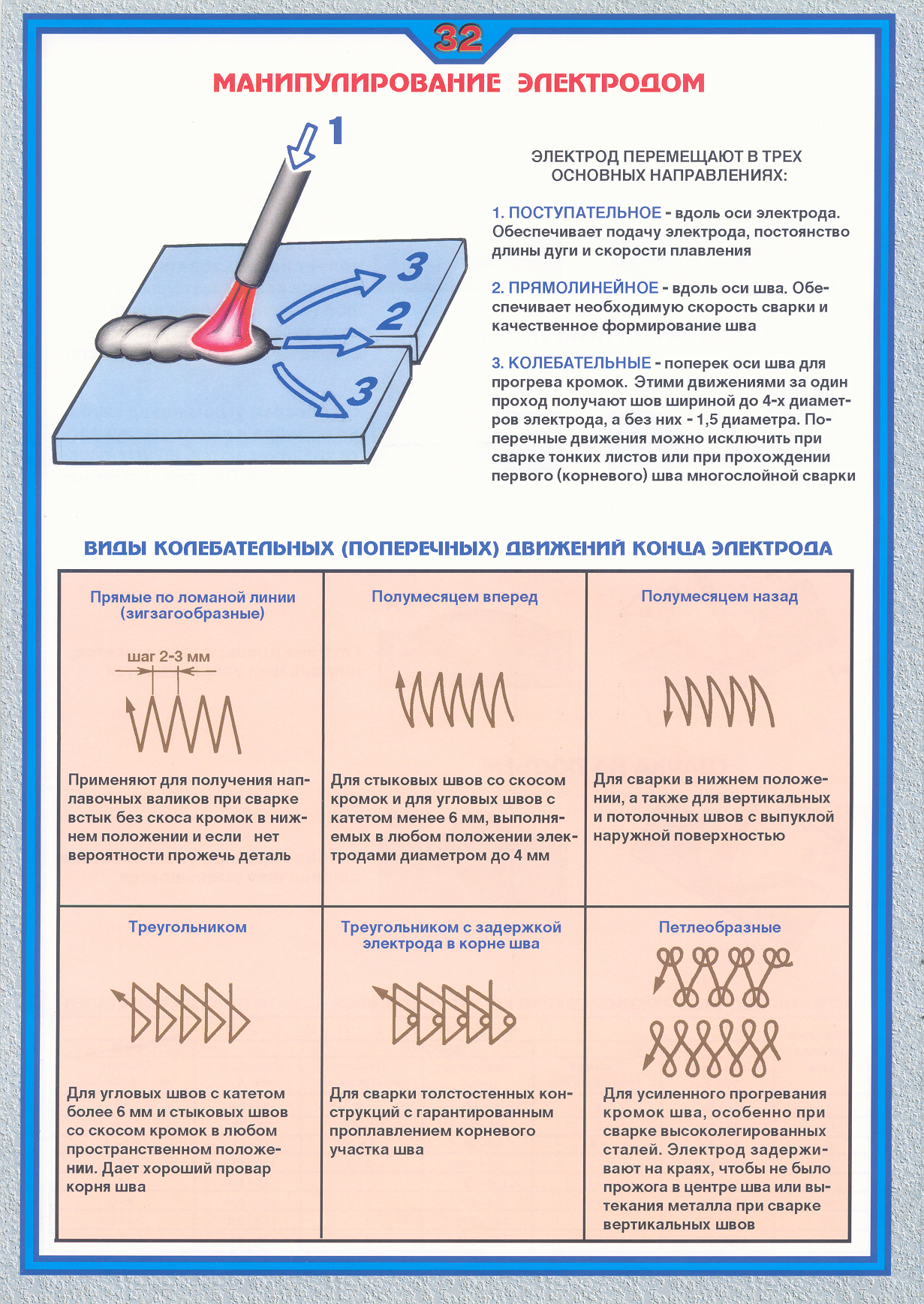 Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
Для этого требуется:
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Самоучитель по розжигу дуги
Как научиться варить электросваркой можно узнать на обучающем видео. Все начинается с разогревания электрода. Чтобы возбудить электрическую дугу между массой и концом электрода, необходимо легонько постучать последним об поверхность. Рекомендуется это сделать на отдельной пластине, чтобы не оставить следов на изделии. Разогретый электрод подносят к месту соединения, и дуга возбуждается от малейшего касания с поверхностью. Первое время, можно просто сжечь пару электродов, для того чтобы рука привыкла к дистанции и стабильном удержании дуги. Это поможет освоиться и зрительно, когда в маске перестанет все сверкать, и придет понимание происходящего процесса. Для различия расплавленного шлака и металла в сварочной ванне, стоит запомнить, что самый белый и яркий свет исходит от стали, а красноватый от шлака. Научившись различать эти составляющие можно лучше формировать швы и замечать не проваренные места.
Пошаговая инструкция выполнения сварочных работ
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ. Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Движения электродом
Невозможно варить электродами качественно, не освоив технику движения. Как самостоятельно научиться варить электросваркой и правильно формировать шов? Главный критерий в понимании особенностей технологии. Частицы со стержня электрода вплавляются туда, куда направлен конец. Поэтому умелое манипулирование электродом — залог правильной структуры и крепкого шва. Кроме миллиметрового железа, большинство свариваемых изделий соединяются многопроходными слоями. Это обеспечивает герметичность и хорошие свойства на разрыв. Первый шов называется корневым и ведется ровно, строго по месту стыка. Это позволяет расплавленному металлу заполнить щель между пластинами. Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
Периодически, опытные сварщики делают короткий рывок концом электрода назад, чтобы отогнать слой шлака, мешающий наблюдению за формированием шва.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
Далее нужно подключить сварочный инвертор.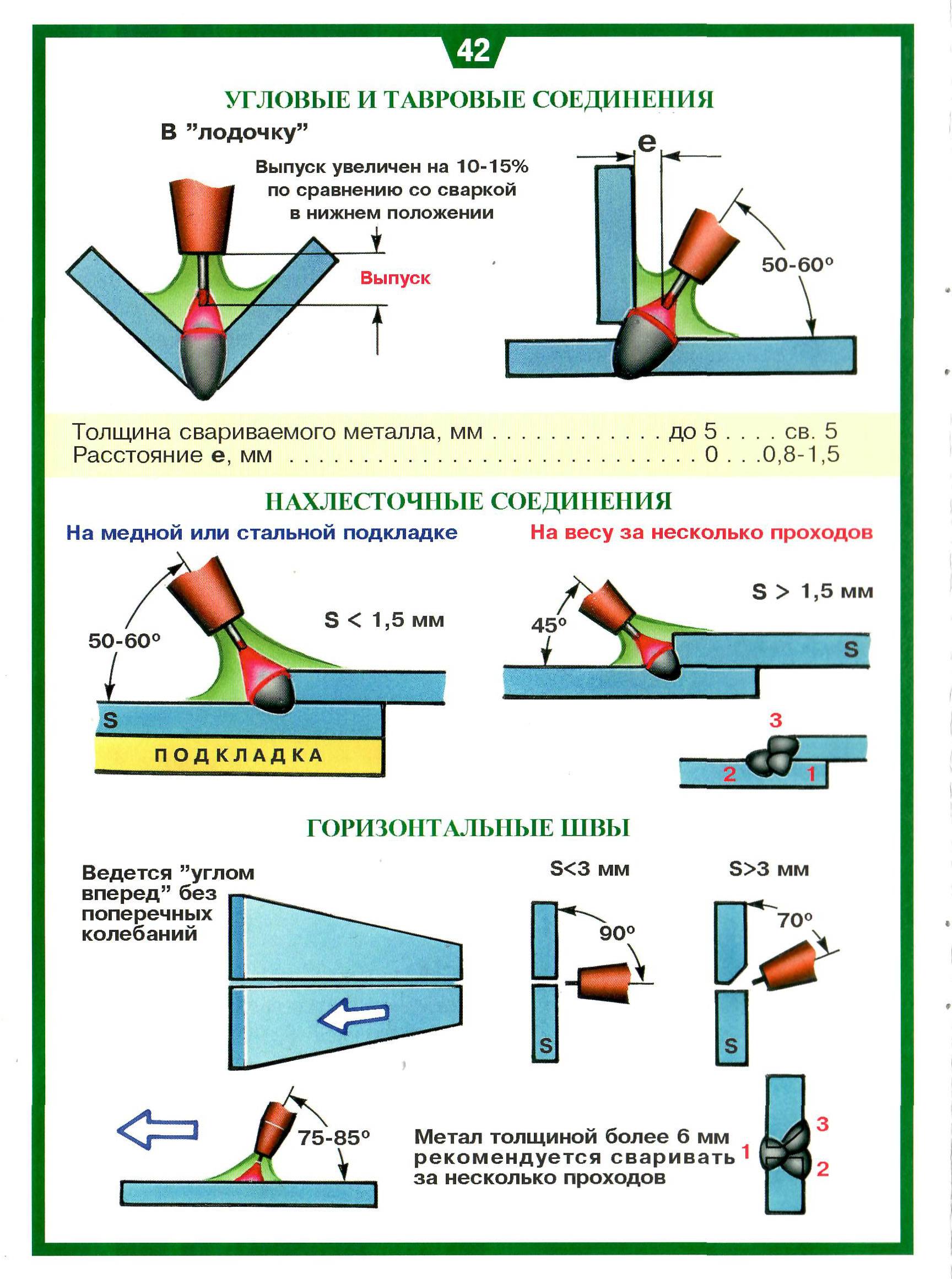 Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора. Суть процесса в следующем:
Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Технология сварочного процесса
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом. Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки, формы кромок соединяемых поверхностей, скорости движения электрода, положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой, образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов, покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.
Особенности процесса
имеет несколько явных плюсов:
К минусам дуговой электросварки металлов следует отнести наличие вредных условий и низкий коэффициент полезного действия.
Проще всего провести дуговую сварку вручную, если металлоизделия располагаются в горизонтальном положении (помощь в написании статьи предоставил 124prm. В таком случае контролировать электрод и расплавленный металл очень удобно – сила тяжести не позволяет расплаву растекаться по сторонам.
Гораздо более сложна вертикальная и потолочная дуговая сварка — подобные работы выполняют только профессионалы.
training.gov.au – MEMPE002A – Использование электросварочных аппаратов
Отображаемый контент был создан третьей стороной, хотя были предприняты все попытки сделать этот контент как можно более доступным, но это не может быть гарантировано. Если вы столкнулись с проблемами, связанными с содержимым на этой странице, рассмотрите возможность загрузки содержимого в его исходной форме
История изменений
Новое устройство — выпуск 1
Дескриптор устройства
Единица компетенции охватывает использование ручной металлической дуги, газа аппараты для дуговой и газовой дуговой сварки вольфрамовым электродом в зависимости от их наличия в учебном заведении.
Сварка не должна соответствовать никакому австралийскому стандарту. Угловые и стыковые сварные швы обычно выполняются на низкоуглеродистых/мягких сталях и алюминии, если это необходимо. Ученику будут предоставлены основные настройки сварочного аппарата и сварочных материалов.
Применение модуля
Этот модуль предназначен для использования в программе введения навыков перед трудоустройством и подходит для использования в профессиональных программах на базе учреждения. Развитие навыков будет проходить под непосредственным руководством.
Этот модуль не предназначен для использования в программах стажировки или ученичества или связанных с ними квалификациях. Он предназначен только для использования в программах подготовки к приему на работу и не дает кредита для ученичества/торговли и других видов квалификации в области производства и инженерии.
Этот блок должен быть интегрирован с работой в проектном блоке, MEMPE006A Выполнять базовый инженерный проект и развивать навыки, когда это требуется по проекту.
Лицензионная/нормативная информация
Неприменимо.
Предварительные условия
Неприменимо.
Информация о навыках трудоустройства
Этот блок содержит навыки трудоустройства.
Элементы и критерии эффективности Предварительное содержание
Элементы описывают основные результаты единицы компетенции. | Критерии производительности описывают производительность, необходимую для демонстрации достижения элемента. Там, где используется текст, выделенный жирным курсивом, дополнительная информация приводится в разделе требуемых навыков и знаний, а также в заявлении о диапазоне. Оценка эффективности должна соответствовать руководству по фактическим данным. |
Элементы и критерии эффективности
1 | Определение требований к сварке | 1. | Определить требования к сварке после консультации с инструктором/учителем/инструктором |
1,2 | Определите, какой тип сварки подходит для работы | ||
1,3 | Определить расположение сварных швов в соответствии с требованиями работы | ||
1,4 | Подтвердите места сварки с инструктором | ||
2 | Подготовка к сварке | 2. | Очистить и подготовить к сварке низко- и низкоуглеродистую сталь или аналогичную |
2,2 | Установка сварочного оборудования в соответствии с инструкциями | ||
3 | Выполнение сварочных работ | 3.1 | Используйте и носите соответствующие средства индивидуальной защиты |
3,2 | Соблюдайте безопасные методы сварки | ||
3,3 | Сварочные материалы в соответствии с рабочими требованиями | ||
3,4 | Безопасная очистка сварных швов | ||
3,5 | Сохранить выполненную работу в соответствии с инструкциями | ||
4 | Полные рабочие требования | 4. | Очистите рабочую зону от отходов и очистите в соответствии с требованиями |
4,2 | Техническое обслуживание и/или хранение машин, инструментов и оборудования в соответствии с инструкциями | ||
 1
1 1
1 1
1Необходимые навыки и знания
В этом разделе описываются навыки и знания, необходимые для этого устройства. |
Требуемые навыки |
Требуемые навыки включают:
|
| Необходимые знания |
Требуемые знания включают:
|
Справочник по доказательствам
Справочник по фактическим данным содержит рекомендации по оценке и должен быть прочитан в сочетании с критерием эффективности, необходимыми навыками и заявлением о диапазоне знаний, а также с Руководством по оценке для учебного пакета. | |
Обзор оценки | Лицо, демонстрирующее компетентность в этом подразделении, должно уметь подготавливать сварочные материалы и оборудование и сваривать металлические материалы. |
Критические аспекты оценки и доказательства, необходимые для демонстрации компетентности в этом разделе | Эксперты должны убедиться, что кандидат может:
|
Контекст и конкретные ресурсы для оценки |
|
Метод оценки |
|
Руководство по оценке | Процессы и методы оценивания должны быть уместными с культурной точки зрения и соответствовать языковым и грамотным способностям кандидата и выполняемой работе. |
Заявление о диапазоне
Заявление о диапазоне относится к единице компетенции в целом. | |
Требования к сварке | Требования к сварке могут быть определены, но не ограничиваются:
|
Тип сварки | Сварка включает использование электрических сварочных аппаратов и может включать любой или все из следующих сварочных процессов:
|
 Это позволяет использовать различные рабочие среды и ситуации, которые могут повлиять на производительность. Формулировка, выделенная жирным курсивом, если она используется в критериях эффективности, подробно описана ниже. Также могут быть включены основные рабочие условия, которые могут присутствовать при обучении и оценке (в зависимости от рабочей ситуации, потребностей кандидата, доступности предмета, а также местного отраслевого и регионального контекста).
Это позволяет использовать различные рабочие среды и ситуации, которые могут повлиять на производительность. Формулировка, выделенная жирным курсивом, если она используется в критериях эффективности, подробно описана ниже. Также могут быть включены основные рабочие условия, которые могут присутствовать при обучении и оценке (в зависимости от рабочей ситуации, потребностей кандидата, доступности предмета, а также местного отраслевого и регионального контекста).Единица Сектор(ы)
Поле компетенции | Перед трудоустройством |
Сектор единиц измерения |
Раздел пользовательского контента
Неприменимо.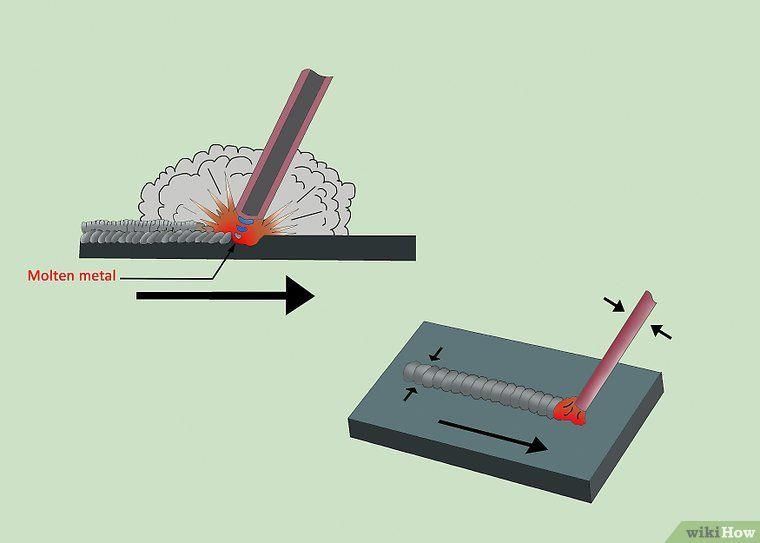
Сварка
Подпишитесь на CWD в социальных сетях
Смешайте искусство и науку и начните карьеру сварщика!
Эта неполная занятость Программа сварки подготовит вас к карьере в сварочной отрасли всего за 18 недель . Используя модель «учись, пока зарабатываешь», наш вечерний курс позволяет вам работать во время занятий. Рассмотрены общие стандартные процессы дуговой сварки металлическим электродом в среде защитного газа (SMAW-Stick), дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW-TIG) и дуговой сварки металлическим электродом в среде защитного газа (GMAW-MIG), а также плазменной дуговой и кислородно-ацетиленовой резки. Этот курс предназначен для всех, кто хочет узнать больше о сварке, для тех, кто думает о смене карьеры, и / или для тех, кто в настоящее время работает в этой области и хочет повысить свою квалификацию.
Этот курс предназначен для всех, кто хочет узнать больше о сварке, для тех, кто думает о смене карьеры, и / или для тех, кто в настоящее время работает в этой области и хочет повысить свою квалификацию.
Требования программы:
- 18 лет и старше
- Успешное прохождение вступительного экзамена TABE
- Диплом HS рекомендуется, не требуется (примечание: работодатели могут потребовать аттестат о среднем образовании)
Плата за обучение : 2295 долл. США
Даты :
- Осень: 19.09.2023 – 30.01.2024
- Весна: 13.02.2024 – 20. 06.2024 9028 4
- Для получения дополнительной информации о работе сварщика нажмите здесь.
- Доступ к консультантам по поддержке студентов, которые могут предоставить консультации по вопросам карьеры и справочные услуги 84
Как записаться?
Процедуры зачисления
Когда вы будете готовы подать заявление, регистрация на программы профессионального обучения требует успешного прохождения вступительного экзамена и удовлетворительного порядка оплаты обучения. На вашу электронную почту будет отправлено автоматическое письмо с подтверждением регистрации. Весь процесс приема должен быть завершен до подтверждения регистрации.- Заполните контактную карточку и зарегистрируйтесь для участия в тесте : после отправки контактной карточки вы получите электронное письмо (проверьте спам!). Воспользуйтесь ссылкой в письме, чтобы заполнить заявку и зарегистрироваться для участия в вступительном экзамене.
- Пройдите вступительный экзамен, чтобы определить соответствие вашей программе . Ваш балл по тесту помогает определить уровень поддержки, которая может вам понадобиться для успешного прохождения программы.
Гарантированное финансирование . Вы можете встретиться с консультантом, чтобы обсудить варианты финансирования.
Варианты помощи в обучении для этой программы включают:
- Финансовые гранты доступны через RochesterWorks! для подходящих соискателей.
- Нажмите здесь, чтобы узнать об услугах RochesterWorks для взрослых
- Чтобы получить грант RochesterWorks, вы должны подать заявку:
- Осень: 21. 06.23 – 23.08.23
- S pring: TBD
- Осень: 21.
*Другая местная помощь в обучении
Чему я буду учиться?
- Дуговая сварка в среде защитного газа (MIG)
- Плазменная дуговая резка
- Макротравление
- Дуговая сварка металлическим электродом в среде защитного газа (палка)
- Типы газов
- Неоднородности 9 0271
- Дуговая сварка с флюсовой сердцевиной (FCAW)
- Чтение чертежей
- Газовая защита
- Высокочастотная импульсная газовая дуговая сварка металлическим электродом (GMAW-P)
- Схема и конструкция базовой схемы
- Образец шлифовки
- Дуговая сварка вольфрамовым электродом в среде защитного газа (TIG)
- Сварка листового металла
- Сварка стали и алюминия
- Ацетиленовая резка 9 0270 Конструкции соединений
- Заполните контактную карточку и зарегистрируйтесь для участия в тесте : после отправки контактной карточки вы получите электронное письмо (проверьте спам!).
- Наполнительные стержни
 06.2024
06.2024Расписание занятий : вторник и четверг, 17:30 – 20:30
Программа len gth : 118 часов (включая 10 часов онлайн-курсов)
Местонахождение : Центр профессионального и технического образования BOCES 2 (WEMOCO)
3589 Big Rid ge Road, Spencerport, NY 14559
Завершено карточка контакта, чтобы связаться с консультантом, узнать больше о программе и начать процесс подачи заявки.
Заполните карточку контакта
Перспективы трудоустройства:
Поддержка студентов и академические услуги
 Воспользуйтесь ссылкой в письме, чтобы заполнить заявку и зарегистрироваться для участия в вступительном экзамене.
Воспользуйтесь ссылкой в письме, чтобы заполнить заявку и зарегистрироваться для участия в вступительном экзамене. 06.23 – 23.08.23
06.23 – 23.08.23 Успехи учащихся
Винсент, выпускник программы сертификации сварщиков
Винсент закончил свою программу сертификации сварщиков в CWD и с нетерпением ждал возможностей, которые предоставляет обучение.