Форсаж сварочной дуги. Что это такое и как его использовать
Автор: Михаил Щербаков. Рубрика: инвертор
Форсаж сварочной дуги — помощник новичкам
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги«, и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна?
Возможные проблемы без этого режима
Качество шва и скорость его наложения зависят от способности сварщика сохранять постоянное расстояние между концом электрода и линией соединения. Чем выше дуга, тем большее рассеивание получает напряжение, и раскаленный металл труднее формировать в сварочной ванне для создания шва. Чем зазор между электродом и изделием меньше, тем четче можно подавать «порции» присадки и руководить всем процессом.
Чем зазор между электродом и изделием меньше, тем четче можно подавать «порции» присадки и руководить всем процессом.
Оптимальным расстоянием считается 3-5 мм. У опытных сварщиков рука автоматически «чувствует» этот зазор и поддерживает его по мере сгорания электрода. Но на тонком металле (0,8 — 1,2 мм) этого расстояния может оказаться недостаточно. При сварке пластин малой толщины приходится значительно снижать силу тока. Чтобы поддерживать горение дуги, конец электрода приходится вплотную подводить к изделию. Это вызывает следующие проблемы:
- прилипание электрода;
- нарушение обмазки при неудачном отрыве;
- замедление скорости из-за повторных розжигов;
- непровары.
Если увеличить силу сварочного тока, то электрод будет прилипать реже, но появятся прожоги и сильные наплывы металла с обратной стороны поверхности. Чтобы уменьшить дискомфорт при сварке на тонких изделиях предусмотрена функция форсирования сварочной дуги.
Польза режима «форсаж сварочной дуги»
Использование функции «Arcforce» в инверторе решает две проблемы.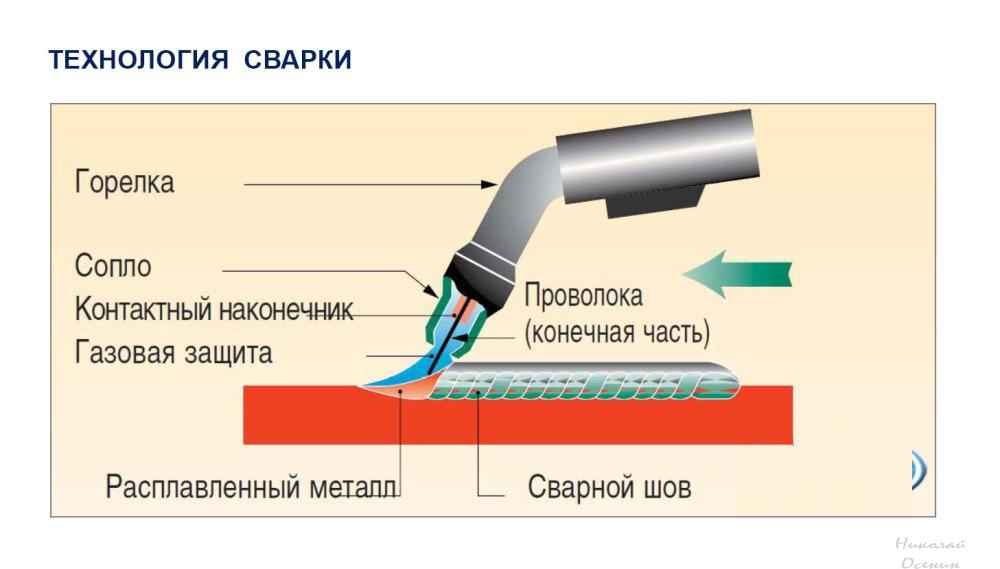 Во-первых, это облегчает розжиг нового электрода. Нет необходимости в чирканье вставленного электрода о черновую поверхность для распаливания и последующего переноса на изделие. Инвертор сразу подает увеличенную силу тока и электрод зажигается.
Во-первых, это облегчает розжиг нового электрода. Нет необходимости в чирканье вставленного электрода о черновую поверхность для распаливания и последующего переноса на изделие. Инвертор сразу подает увеличенную силу тока и электрод зажигается.
Во-вторых, при ведении шва на тонком металле, аппарат обеспечивает сварку на выставленных настройках, но в случае угрозы затухания дуги, автоматически подает компенсирующий ток, возобновляющий горение. Даже, если пытаться намеренно вызвать залипание — этого не получится.
В результате, функция позволяет:
- варить плавно;
- точно формировать шов;
- без чрезмерных наплывов и прожогов;
- на минимальном токе;
- без залипания электрода.
Этот режим очень полезен сварщикам-новичкам, которые только учатся видеть сварочную ванну и различать металл и шлак в расплавленном виде, и забывают при этом следить за расстоянием между изделием и укорачивающимся электродом.
Настройки сварочного аппарата
Настройка функции производится поворотным регулятором на передней панели инвертора. Начинающим сварщикам желательно устанавливать ее на максимум, чтобы мысли об электроде не мешали освоению навыков по формированию шва. Но это при условии достаточно толстого металла, на котором не возникает прожогов.
Начинающим сварщикам желательно устанавливать ее на максимум, чтобы мысли об электроде не мешали освоению навыков по формированию шва. Но это при условии достаточно толстого металла, на котором не возникает прожогов.
Когда появится некоторый опыт и уверенность, можно переходить к сварке тонких материалов, а настройку выставлять по ситуации: если липнет — добавить по шкале форсаж, если прожигает — убавить. Зависит показатель настройки и от выбора расходных материалов. Рутиловые электроды требуют всего 30% положения регулятора, а целлюлозные хорошо функционируют на максимальном.
Ещё по теме:
Почему прилипает электрод и что с этим делать
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Как правильно варить электросваркой самостоятельно (как научиться)
Чтобы научится хорошо варить сваркой, следует много практиковаться
Моментов, когда требуется варить сваркой, существует неимоверное количество, причем это может потребоваться дома, на даче, в квартире, в гараже, в любом высотном здании, в частности, в таких сферах деятельности, как строительство или ремонт в домашних условиях, а также в сантехническом обслуживании, прокладывании водоснабжения и водоотведения и не только. Нанимать специалистов, чтобы провести сварочные работы, удовольствие не из дешевых, а потому многие предпочитают самостоятельно отварить необходимые элементы. Как сделать это правильно? Научиться работать электросваркой с нуля не просто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести самоучитель для чайников или же, воспользоваться советами, представленными ниже.
Нанимать специалистов, чтобы провести сварочные работы, удовольствие не из дешевых, а потому многие предпочитают самостоятельно отварить необходимые элементы. Как сделать это правильно? Научиться работать электросваркой с нуля не просто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести самоучитель для чайников или же, воспользоваться советами, представленными ниже.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.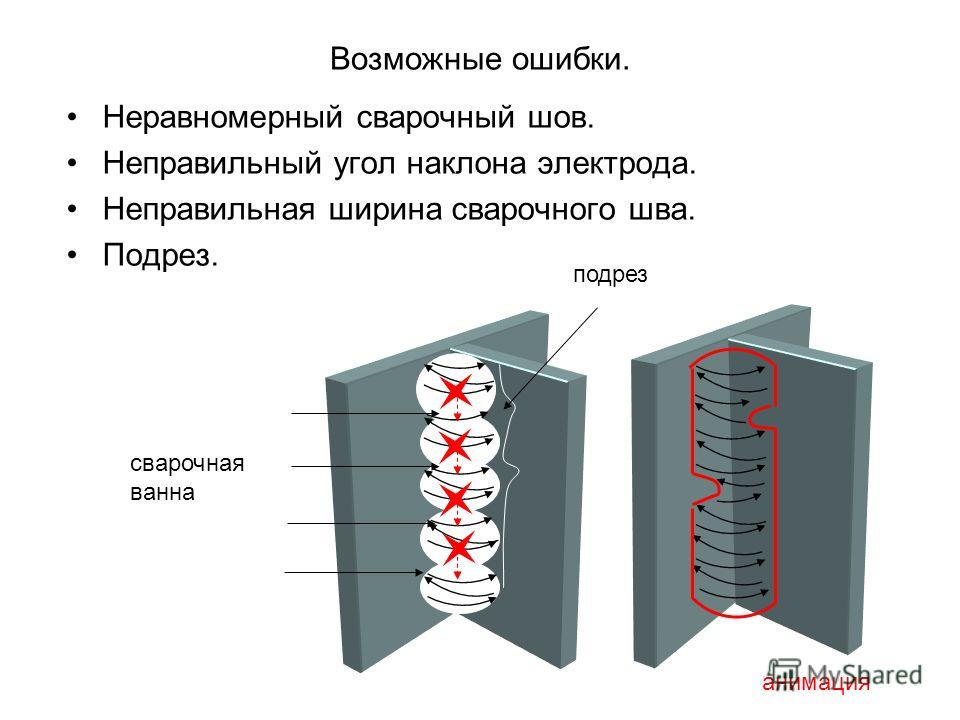
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Технология сварки
Для сварки металла понадобятся две части, которые пропускают ток, а также имеют противоположные заряды. В данном случае ими являются металлическая деталь и электрод. Когда две части, которые имеют разную полярность, соприкасаются, вызывается электрическая дуга, которая направлена на плавление металла. В таком случае начинает плавиться как сама металлическая деталь, так и электрод.
При этом плавящийся электрод направляется в сварную ванну вместе с дугой. Защитное покрытие электрода также плавится при высокой температуре, поэтому оно оказывает защитное действие, чтобы в эпицентр не попадал кислород, также выделяются газы при работе.
Важно понимать, что шлак, который плавится от электрода, должен также попадать в сварную ванну, чтобы поддерживать температурный режим плавления.
В целом сваривание металлов получается только за счет электрода и его плавления, поэтому важно передвигать его с определенной скоростью по тому месту, где необходимо сварить две части металла. При этот расплавленный электрод в конце концов и создает рисунок шва.
При этот расплавленный электрод в конце концов и создает рисунок шва.
Когда расплавленная масса начинает высыхать, то на месте шва образуется своеобразная скорлупа, которая и защищает место соединения от попадания ненужных газов. По мере остывания ее отбивают молотком, но необходимо быть внимательным и защищать глаза, так как отлетающие осколки зачастую еще горят и могут попасть в глаза или на кожу.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани.
 Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды. - Обувь на толстой подошве с полностью закрытым верхом.
 Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.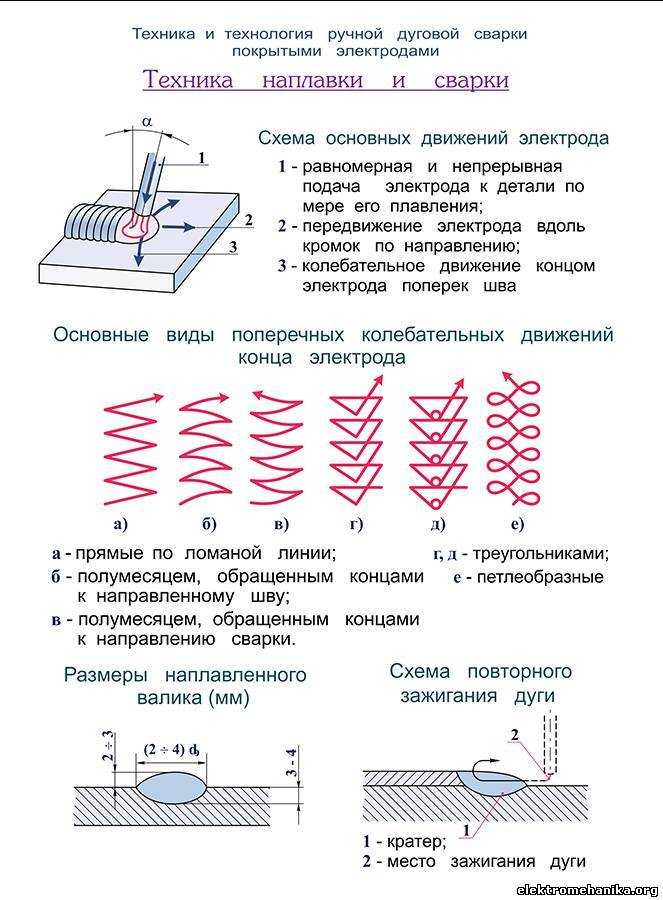
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Предварительная подготовка
Прежде, чем разбираться как варить инверторной сваркой, нужно произвести предварительную подготовку. Она состоит из ряда требований техники безопасности, а это одежда, правильно скомпонованное рабочее место, индивидуальные средства защиты и так далее. С другой стороны это использование подходящих электродов, а также настройка сварочного инвертора. Без этих знаний получить ровный, качественный шов довольно трудно, но еще сложней обеспечить себе безопасность.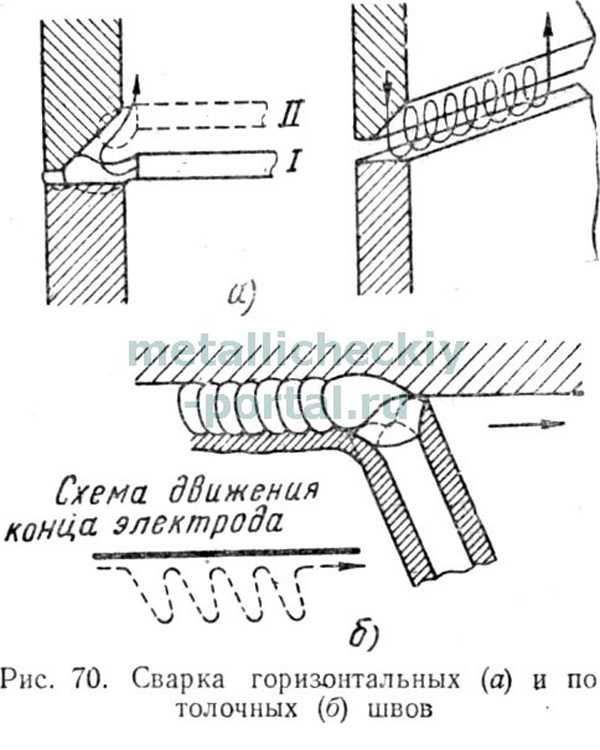
Средства защиты
Начнем мы с того, как научиться варить безопасно или как защитить себя во время сваривания металла инвертором. Нам понадобятся:
- Перчатки из толстой ткани (не резиновые).
- Сварочная маска. Для каждого сварочного тока должна быть собственная маска, иначе вы будете ловить «зайчиков» или просто не сможете контролировать сварное соединение. Также можно купить маску «Хамелеон» – это специальная маска для сварщика, которая самостоятельно подстраивается под интенсивность дуги. Для хамелеона есть одно замечание – при низких температурах скорость реакции снижается.
- Одежда, которая не возгорается от искр. Требования к штанам, верху и обуви универсальные – они должны выдерживать попадание окалин и не загораться при этом.
Подготовка рабочего места
Следующий шаг – создание удобной рабочей площадки, чтобы научиться варить сварочным инвертором. Опытные сварщики предпочитают использовать специальный сварной столик, для новичков подойдет любой металлический стол, чтобы удобно расположить и при необходимости зафиксировать свариваемые детали. Конечно, должно быть организовано достаточное освещение. Так, как вовремя работы с инвертором могут возникать искры и большие окалины, то стол и пространство вокруг него должно быть очищено от горючих и легко воспламеняемых жидкостей и материалов. Сам сварщик должен стоять на поверхности, защищающей от возможного поражения током, например деревянном настиле.
Конечно, должно быть организовано достаточное освещение. Так, как вовремя работы с инвертором могут возникать искры и большие окалины, то стол и пространство вокруг него должно быть очищено от горючих и легко воспламеняемых жидкостей и материалов. Сам сварщик должен стоять на поверхности, защищающей от возможного поражения током, например деревянном настиле.
Рекомендуем! Как сварить пластиковые трубы в домашних условиях
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретную марку металла. Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и сваривать их выбранными электродами, к примеру АНО-21 или УОНИ 13/55, сечение которых 3 – 5 мм.
Электроды УОНИ
Схема подключения инвертора, полярность
Общая схема выглядит примерно так – розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода. Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения массы и рукоятки: прямой (масса +, рукоять -) и обратный (масса – рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
При таком подключении варят тонкий металл, который легко прожечь.
Подключение сварочного инвертора к сети
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем – «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.
Выбор силы тока при сварке электродом
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
 Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Предосторожности перед тем, как варить сваркой электродами
Независимо от того, где применяется ручная электродуговая кемпинговая сварка своими руками, должна соблюдаться техника безопасности, что отображает каждый учебник по сварочным работам.
Предосторожности:
- Категорически запрещено пользоваться дуговой сваркой на морозе и в помещении с повышенной влажностью.
- Обязательно должна присутствовать маска и защитный щиток, что позволит уберечь глаза от ожога.
- Одежда должна быть со специальной пропиткой, с которой будут скатываться искры и капли раскаленного металла.
Руки нужно покрыть замшевыми перчатками или специальными брезентовыми варежками. В силу того, что сварочные работы проводятся при большой температуре, и вероятность возгорания очень высока, то процесс должен проводиться там, где рядом есть вода или огнетушитель.
В силу того, что сварочные работы проводятся при большой температуре, и вероятность возгорания очень высока, то процесс должен проводиться там, где рядом есть вода или огнетушитель.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Частые ошибки новичков
Взяв впервые держак в руки, чайникам процесс кажется сложным и непознаваемым. Однако это лишь технологический процесс со своими законами. Наиболее частые ошибки, мешающие сваривать металл электродами для новичков:
- Плохая подготовка металла. Поверхностная ржавчина, окалина, загрязнения ухудшают процесс сварки. Даже опытному рабочему варить такой металл сложно. Поверхностные загрязнения удаляются металлической щеткой или зачистным диском в месте шва и контакта электрода. Очистка ускоряет розжиг дуги.
- Неправильная настройка сварочного аппарата. Ток инвертора определяется специальными таблицами, в зависимости от толщины металла и диаметра электрода. Изменяя напряжение, опытные сварщики выставляют чуть меньший ток, чтобы не повредить металл. Малый сварочный ток ведет к прилипанию электрода.
- Неправильное зажигание дуги. Существует 2 способа. В первом быстрое касание электродом поверхности меняется его отведением на расстояние 2—3 мм и удержанием образовавшейся дуги. Второй способ заключается чирканьем электродом по детали и отведением его на пару сантиметров, пока дуга не загорится.
- Неравномерное расстояние от электрода до заготовки. В идеале необходимо расстояние 5 мм. Такое расстояние формирует правильный шов.
- Неравномерность скорости перемещения. Она зависит от диаметра электрода. Опыт приходит со временем. Чрезмерно быстрая скорость не позволяет надежно соединить детали, медленная образует наплывы на сварочном шве. При правильной скорости расплав полностью заполняет сварочную ванну.
- Неправильный угол и движение электрода. При движении он образует наклон 70 градусов. Движение электрода бывает продольным, поперечным и колебательным.
- Сырые электроды. При хранении в пачке электроды защищены от сырости. При длительном хранении в поврежденной упаковке они отсыревают и не зажигаются. Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.
- Неправильный подбор толщины и типа электрода. Диаметр подбирается в зависимости от толщины свариваемого металла. Тип зависит от металла — железа, алюминия или нержавеющего материала.
 Очистка ускоряет розжиг дуги.
Очистка ускоряет розжиг дуги.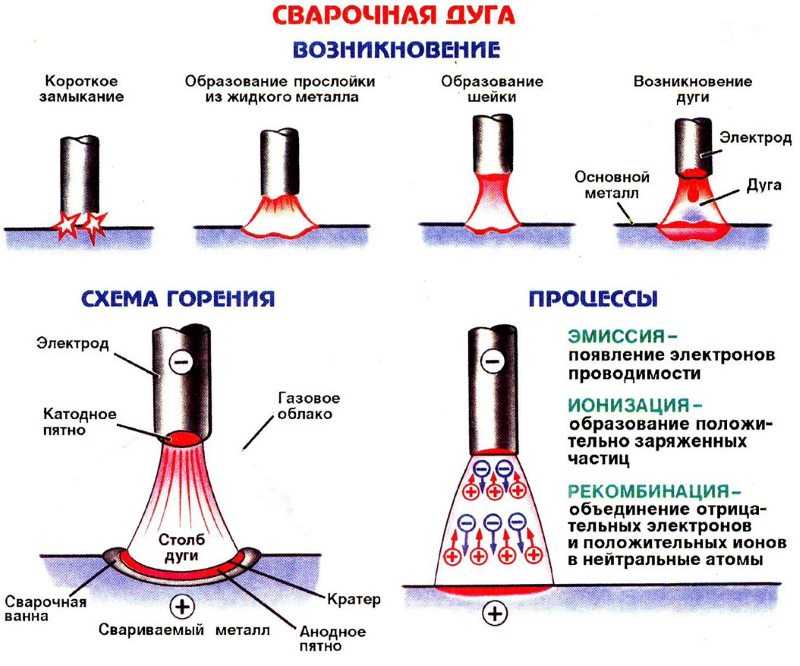
Новички часто пренебрегают техникой безопасности электросварки, выбирают неправильные сварочные аппараты, работают «начисто», без пробных швов.
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
Тяжело ли научиться сварке?
Содержание
Сварка проста, если вы прошли соответствующую подготовку. К сварочным работам предъявляются разные требования, и каждая из них отличается разным уровнем сложности. Например, сварщикам, работающим в цехах по производству металлической мебели, легче, чем подводным сварщикам, которым поручено строить нефтяные вышки.
Производство Austgen Steel Melbourne
Сварка проста, если у вас есть подходящие инструменты, но уровень сложности может возрасти в зависимости от типа используемого сварочного инструмента. Например, сварщики, использующие инертные вольфрамовые газы, нуждаются в специальной подготовке для использования своего оборудования, в то время как сварщики электродов могут не нуждаться в длительном обучении.
Тем не менее, сварка – это легко, если у вас есть большой опыт в этой деятельности. Новичкам это может показаться слишком сложным, и они могут потерпеть неудачу один, два или три раза, но это гарантия того, что со временем и постоянной практикой это будет легкое и стоящее занятие.
Новичкам это может показаться слишком сложным, и они могут потерпеть неудачу один, два или три раза, но это гарантия того, что со временем и постоянной практикой это будет легкое и стоящее занятие.
Сложность обучения сварке зависит от человека и варьируется от умеренной до очень сложной. Сварка — дело непростое, а видео и книг недостаточно для изучения этого навыка, требующего практической практики. Некоторые люди практикуются месяцами и годами, чтобы достичь желаемого уровня мастерства. Основные трудности включают в себя:
- Держатель электрода
- Удержание сварочного электрода под углом
- Сохранение длины дуги
- Локальная вытяжка
- Чтобы овладеть навыками сварки электродом, требуется много практики. Стержневые электроды бывают самых разных типов, которые имеют разные механические свойства. Для работы каждого типа необходимы определенные источники сварочного тока.
Для сохранения длины дуги требуется синхронизированная рука держателя; головной экран; и глаза, регулировка мощности и личная защита.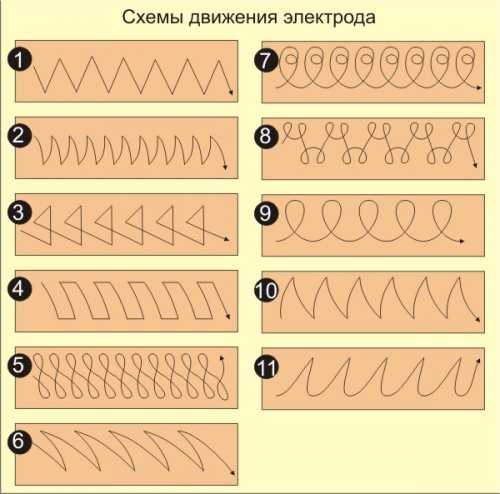 Регулируемое и фиксированное расположение вытяжного колпака должно поддерживать скорость улавливания 100 футов в секунду и удерживать загрязняющие вещества в воздухе ниже допустимых пределов.
Регулируемое и фиксированное расположение вытяжного колпака должно поддерживать скорость улавливания 100 футов в секунду и удерживать загрязняющие вещества в воздухе ниже допустимых пределов.
Сварка также оказывает негативное воздействие на организм. УФ-излучение может повредить зрение и потенциально повредить кожу. Сварочные дымы часто бывают токсичными или канцерогенными (Hossain et al., 2015). Положения, необходимые для сварки, вызывают артрит и проблемы со спиной. «Старых» сварщиков не так много, потому что сварка может сократить срок службы.
В США не хватает сварщиков; поэтому многие компании нанимают сварщиков на месте, которые проходят проверку сварки. Можно зарабатывать на комфортную жизнь с ограниченной технической подготовкой, а ученые степени и сертификаты — это путь к низким шестизначным годовым доходам.
Сварка – это навык, который вы не освоите сразу, но с практикой и применением нескольких простых приемов вы будете плести бусы, которыми сможете гордиться.
Итак, сварка сложная? Это зависит от типа сварки и материала, с которым вы собираетесь работать. Сварку Stick и Mig довольно легко освоить, сварка Tig и Gas потребует большего мастерства. Тип материалов также играет роль, и с мягкой сталью легче всего работать, нержавеющая сталь и алюминий потребуют более высокого уровня навыков.
Если вас интересует ремонт классических автомобилей, вам нужен Mig. Если важны точность и очень красивый сварной шов, вам понадобится Tig, а если большая часть вашей работы выполняется на открытом воздухе с толстой сталью, а эстетика не имеет значения, Stick идеально подходит.
Все эти сварщики разные и требуют определенных знаний и навыков, некоторые больше, чем другие. В этом посте я расскажу, каково это использовать каждый из них, навыки и знания, которые вам понадобятся, к концу этой статьи вы будете иметь лучшее представление о том, какой тип сварочного аппарата вам подходит.
Мне нравится упрощать, четыре наиболее распространенных типа сварки: дуговая сварка в защитном металле (SMAW), известная как сварка электродом, дуговая сварка металлическим электродом в среде защитного газа (GMAW), также известная как сварка MIG, дуговая сварка вольфрамовым электродом в газе (GTAW) также известная как сварка TIG и кислородно-ацетиленовая сварка, также известная как газовая сварка.
Насколько сложно учиться в школе сварщиков?
Представьте, что вы сидите в привязи, висите на потолочной балке со своим сварочным шлемом, перчатками и горелкой. Вы усердно работаете, сплавляя большие куски металла, чтобы построить или отремонтировать мост, здание или другую конструкцию.
Теперь представьте, что вы работаете в профессиональной или личной сварочной мастерской, где вы создаете красивую металлическую скульптуру для продажи или использования.
Если какая-либо из этих сцен кажется вам захватывающей, возможно, сварка — это то, что вам нужно.
Чтобы стать профессиональным сварщиком, необходимо пройти программу обучения сварке и сдать сертификационный экзамен по сварке. Но насколько тяжела школа сварщиков? Образование и подготовка, необходимые для получения сертификата сварщика, будут для вас слишком сложными?
Для эффективной и безопасной сварки требуется некоторая подготовка. Многие профессионально-технические училища предлагают вводные курсы сварки, или вы можете найти профессионала, готового научить достаточно, чтобы вы начали.
Профессиональные сварщики должны принять участие в программе сварки и сдать сертификационный экзамен, потратив время и усилия на приобретение навыков. Усилия и время, необходимые в школе сварщиков, зависят от опыта стажера. Учащиеся относятся к одной из четырех категорий:
- Те, кто родился с природным талантом
- Те, у кого есть предыдущий практический опыт
- Те, кто сочетает в себе врожденные навыки и опыт
- Те, у кого нет ни опыта, ни таланта
Независимо от типа стажера, те, кто полны решимости и желания учиться и готовы применять на практике, упорный труд и время, компенсируют отсутствие опыта или природного таланта. Вещи, которые облегчают обучение сварщику, включают:
- Практический опыт
- Знающие инструкторы
- Практика
- Время и терпение
Сварка требует, чтобы руки сварщика были грязными, поэтому она доставляет больше удовольствия и намного легче для студентов, которые предпочитают учиться на практике, а не в традиционном классе. Опыт, полученный за сварочным колпаком, имеет решающее значение. Чем больше времени потрачено на обучение и эксперименты, тем быстрее человек становится экспертом.
Опыт, полученный за сварочным колпаком, имеет решающее значение. Чем больше времени потрачено на обучение и эксперименты, тем быстрее человек становится экспертом.
Те, кто преподает, должны знать, что они делают и как преподнести знания тем, кого они обучают. Ищите квалифицированных инструкторов, которые имеют опыт и хорошо разбираются в преподавании и общении, что делает обучение более приятным и легким.
Сварка требует повторения одной и той же задачи снова и снова, пока навык не станет второй натурой и не будет постоянно давать желаемые результаты. Путь к сертификации требует участия в различных сварочных проектах и повторения процесса снова и снова, пока стажер и инструктор не сочтут результаты удовлетворительными («Как сложно сварить», 2017 г.).
Проверить Austgens METAL GUILLOTINING
Сварка электродом – это сложно?
Дуговая сварка металлическим электродом (SMAW) Аппарат для дуговой сварки, также известный как дуговая сварка, является самым простым в освоении типом сварки, его сила заключается в простоте, это самый популярный тип сварки во всем мире.
Когда я был ребенком, сварочный аппарат выглядел впечатляюще, он был размером с автомобильный двигатель, и для его работы требовался специальный источник высокого напряжения.
Но, как и биг-мак, со временем они стали меньше, теперь вы можете купить один из них размером с обувную коробку, который подключается к домашней электросети.
Базовый аппарат для дуговой сварки состоит из штепсельной вилки, регулятора мощности, зажима заземления и электрододержателя.
Процесс сварки прост: нагревайте металл до жидкого состояния и используйте присадочную проволоку, чтобы сплавить металлы вместе.
Сварка MIG
Для использования сварочного аппарата:
- Выберите и установите электрод (электрод)
- Установите зажим заземления на заготовку
- Вставной сварочный аппарат
- Выберите подходящую силу тока
- Сварка касанием заготовки стержнем
Сварочный аппарат работает, посылая сильный ток на электрод (стержень), который создает дугу между стержнем и основным металлом. Дуга создает сварочную ванну, и стержень плавится в ванну.
Дуга создает сварочную ванну, и стержень плавится в ванну.
Сварщик дуговой сварки имеет кнопку-циферблат для управления силой тока (нагрев).
Палочки бывают разного диаметра, и размер зависит от толщины металла, с которым вы работаете (основной металл), они также оцениваются по скорости, с которой они плавятся.
Стержни покрыты флюсовым покрытием, и по мере его горения газы очищают воздух вокруг сварочной ванны, без флюса загрязняющие вещества в воздухе ослабили бы сварной шов.
Итак, мы знаем, что аппарат для сварки электродом прост в использовании, но для каких работ или металлов вы бы использовали аппарат для сварки электродом? У меня есть небольшой портативный сварочный аппарат, и в последний раз, когда я им пользовался, я сварил каркас домика на дереве для стрельбы.
Это идеальный сварочный аппарат для такого типа работы, и основным металлом была мягкая сталь и довольно прочный лист, может быть, 1/4-дюймовый лист, я работал на высоте, на открытом воздухе в ветреную погоду. Сварщики других типов очень требовательны к чистоте зоны сварки, а сварщики с электродами – меньше. металлы толще 12 калибра (0,1046″, 2,6 мм), сварочный аппарат идеально подходит.
Сварщики других типов очень требовательны к чистоте зоны сварки, а сварщики с электродами – меньше. металлы толще 12 калибра (0,1046″, 2,6 мм), сварочный аппарат идеально подходит.
Они сваривают сталь, легированную сталь и чугун, толщина зависит от вашего уровня мастерства, а более толстые материалы легче обрабатывать. Когда вы сможете сваривать листовой металл 16-го калибра, вы можете называть себя Sensai.
Палка не так хороша для работы внутри помещений, а электроды, покрытые флюсом, испускают пары и дым, затрудняя дыхание и иногда видя сварочную ванну.
Сварные швы могут быть прочными, но они не выиграют конкурс красоты, так что имейте это в виду, если вы работаете над проектом, требующим утонченности.
Какие советы по использованию сварки электродом?
Советы Pro для лучшей сварки электродом:
- Очистите рабочую зону
- Установите зажим заземления рядом с зоной сварки
- Тщательно очистите область зажима заземления
- Используйте электрод правильного размера для основного материала
- Используйте правильный усилитель, обычно указанный на коробке стика
- Поддерживайте правильный размер дуги — примерно на ширине электрода от сварочной ванны
- Перетащите сварочную ванну и наклоните ручку в сторону ванны примерно на 10°
- Иметь образец того же размера, что и заготовка
- Я делаю повторяющуюся форму буквы “с” при сварке тяжелых материалов
- При необходимости отрегулируйте скорость и силу тока
Ознакомьтесь с обзором сварочного шлема Phace Gen-X Extreme Face Protector (EFP)
Трудно ли выполнять сварку MIG?
Дуговая газовая сварка металлическим электродом (MAGW), также известная как дуговая сварка металлическим инертным газом (MIG), представляет собой форму электрической сварки, при которой катушку проволоки можно постоянно подавать через ручной сварочный пистолет.
Это мой любимый тип сварочного аппарата, я получил свой первый сварочный аппарат Mig, когда мне было около 19 лет, и с тех пор я никогда не был без него.
Сварочные аппараты Mig действительно удобны в использовании и идеально подходят как для случайного пользователя, так и для профессионалов. Как только вы познакомитесь со своим станком, вы быстро найдете лучшее место для металлов разной толщины.
Он требует больше ухода, чем аппарат для ручной сварки, а пистолет МиГ не терпит небрежного обращения, он оснащен проволокой подачи, газом, переключателем подачи, контактной трубкой и наконечником, все требует ухода.
Проволока удерживается на катушке внутри сварочного аппарата и создает дугу при контакте с заземленным основным материалом, проволока подается через горелку с помощью электродвигателя.
Большинство сварочных аппаратов Mig поставляются с полезной таблицей внутри дверцы катушки с проволокой, в которой указаны размер проволоки, сила тока и скорость подачи проволоки для различных размеров металла.
Размеры проводов различаются; это зависит от того, какой размер материала вы работаете. Я использую проволоку 0,023 дюйма, потому что я в основном использую ее для накладной сварки панелей кузова, я хочу свести тепло к минимуму, она обертывает панели кузова. Примечание: если вы меняете размер проволоки, вы также должны заменить проволочные ролики и медь. подсказка, все они сгруппированы по размеру.
Для достижения наилучших результатов следует использовать защитный газ, обычно C25 (75 % аргона 25 % двуокиси углерода), газ подается в сварочную горелку и направляется в сварочную ванну. С25 защищает сварной шов от вредного воздействия азота и кислорода в атмосфере.
Катушка с порошковой проволокой — вариант для нерегулярного пользователя, который не хочет дополнительных сложностей, связанных с покупкой и использованием газа с25. Сердцевина из флюса выделяет очищающий газ, когда катушка с проволокой попадает в сварочную ванну, аналогичная идея с электродами для стержневой сварки.
Какие советы по использованию сварки MIG?
Советы по использованию сварочного аппарата Mig:
- Все зоны сварки должны быть очень чистыми, особенно при использовании газа C25
- Заземляющая пластина должна быть установлена близко к зоне сварки
- Тщательно очистите область зажима заземления
- Используйте провод правильного размера (см. таблицу)
- Используйте правильную силу тока (см. таблицу)
- Используйте правильную скорость подачи проволоки (см. таблицу)
- Вылет не более 3/8″ (длина проволоки от наконечника)
- Проверить расход газа
- Иметь образец того же размера, что и заготовка
- Сдвиньте сварочную ванну и наклоните горелку примерно на 10° от ванны (в зависимости от типа соединения)
- Материалы для точечной сварки для крепления
- Я делаю повторяющуюся форму буквы “с” при сварке тяжелых материалов
- Я просто точечной сваркой в альтернативных углах при сварке патч-панели
Тяжела ли сварка TIG?
Дуговая сварка вольфрамовым электродом (GTAW), также известная как вольфрамовый инертный газ (TIG), является вершиной сварочной пирамиды. Да, это сложнее, но дает больше преимуществ с точки зрения качества сварки.
Вы не научитесь аргонодуговой сварке за полдня, на это уйдут месяцы, а то и больше.
Сварка TIG позволяет лучше контролировать нагрев и присадочный материал, и при правильном выполнении сварные швы получаются чище, прочнее и очень близки к тому, чтобы называться искусством.
Сварка ВИГ обычно используется при сварке алюминия, тонких трубопроводов и в ответственных операциях, таких как авиастроение, каркасы безопасности гоночных автомобилей, рамы мотоциклов и велосипедов. Tig обладает прочностью, эстетикой, устойчивостью к коррозии и очень гибок с точки зрения типов насадочных стержней, которые можно использовать.
Так как же использовать Тига? Координация здесь является ключом; сварщик зажигает дугу и создает сварочную ванну, перемещая дугу по кругу. Сварщик должен постоянно поддерживать дугу, удерживая вольфрамовый наконечник на расстоянии не более 0,012 дюйма от основного материала.
Когда требуется присадочная горелка, горелка наклоняется назад примерно на 10°, чтобы обеспечить подачу присадочной проволоки. от передней части бассейна под небольшим углом, не касаясь и не загрязняя вольфрамовый наконечник
Если наконечник касается присадочного стержня или основного металла, его, вероятно, потребуется очистить путем заточки на алмазном круге
Когда наполнительный стержень не нужен, его нужно вынуть из бассейна, но оставить в пределах газового щита; в противном случае стержень загрязняется атмосферой.
Некоторые металлы подвержены повреждению тепловым ударом, чтобы преодолеть это, сварщик постепенно применяет нагрев в начале и пониженный нагрев в конце сварки, для управления силой тока используется ножная педаль.
Вольфрамовые наконечники для горелок Tig необходимо затачивать перед использованием, как карандаши, а для разных материалов требуется несколько иной метод заточки. Потребуется алмазный точильный круг, а вольфрам — крепкий материал. Отшлифуйте наконечник так, чтобы все следы заточки шли параллельно наконечнику.
Расходные материалы для TIG включают:
- Присадочные стержни
- Керамические чашки
- Вольфрамовые наконечники
- Газ аргон
Стержни, чашки и наконечники бывают разных размеров. Присадочные стержни доступны во многих различных материалах, и выбор типа зависит от таких факторов, как основной металл, толщина, область применения и многих других факторов.
Прохождение чашки относится к технике, при которой рабочий материал используется для направления горелки вокруг сварного шва.
Какие советы по использованию сварки TIG?
Советы по использованию сварочного аппарата TIG:
- Свариваемый материал должен быть чистым
- Заземляющий зажим чистый и близко к заготовке
- Вольфрамовый острый
- Найдите удобное положение
- Угол горелки при 10°
- Наполнительный стержень входит спереди под малым углом
- Держите присадочную проволоку в противогазе
- Толкать сварочную ванну
- Иметь тестовый материал того же размера, что и заготовка
- Газосварочная установка
Трудно ли сваривать кислородно-ацетиленовую сварку?
Кислородно-ацетиленовая, кислородно-кислородная или газовая сварка описывают один и тот же тип сварки. У моего отца была собственная мастерская, и когда я рос, сваркой для меня была кислородно-ацетиленовая, которую мы просто называли кислородной или газовой.
Оксиацетилен Газовая сварка представляет собой процесс, при котором два газа, кислород и ацетилен, встречаются в смесительной камере горелки.
Наконечник горелки фокусирует газы в точке, где оператор поджигает газы и регулирует пламя с помощью газовых клапанов на горелке в зависимости от выполняемой работы.
Сварочные наконечники бывают разных размеров в зависимости от предполагаемого использования. Газы хранятся в баллонах различных размеров и хранятся на передвижной тележке.
Ознакомьтесь с лучшими сварочными масками 3M Speedglas
В магазине моего отца у нас был выбор горелок. У нас была горелка для сварки, горелка для резки, у нее был рычаг управления кислородом, который турбонаддувал горелку, это было довольно круто в использовании. Кислород Ацетилен горит горячим, более 6000°F.
У нас также была нагревательная горелка, которую мы использовали для нагрева панелей кузова, и это облегчало работу с ними.
Регуляторы установлены в верхней части каждого из цилиндров, что позволяет оператору контролировать подачу и объем манометра.
Шланги подачи длиной до 25 футов используются для подачи газов от регуляторов к горелке. Это специальные шланги, обозначенные зеленым цветом для кислорода и красным для ацетилена.
В основном мы использовали наш завод, чтобы резать, ремонтировать выхлопные трубы или нагревать замерзшие болты, но иногда мой отец учил меня более тонкому использованию Oxy.
Такие вещи, как пайка (сварка латуни), обработка свинцом или нагрев панели, чтобы сделать ее более податливой для ремонта.
Когда-то единственным способом сварки была газовая сварка, а когда я рос, в каждом магазине был сварочный цех. Сегодня в большинстве магазинов не будет газа, на смену пришла дуговая электросварка, она удобнее и проще в освоении.
В гаражах и магазинах классических автомобилей, которые специализируются на панельных работах, скорее всего, все еще есть газовый завод.
Сварка газом, таким как Tig, выполняется двумя руками: одна работает с горелкой, а другая подает присадочную проволоку. Присадочные стержни, как и другие виды дуговой сварки, бывают разных диаметров и типов материалов, все в зависимости от типа основного металла и толщины.
Этот процесс во многом похож на сварку TIG; оператор создает сварочную ванну и по мере необходимости подает в нее присадку. Бассейн плавит присадочную штангу, а не горелку. Когда присадочный стержень не нужен, он остается во внешнем пламени горелки, что предотвращает попадание атмосферных загрязнителей.
Для некоторых сварочных работ не требуется присадочная проволока, и мы называем этот тип сварки сваркой плавлением. Он не такой прочный, как обычный сварной шов, но он имеет место быть.
Какие советы по газовой сварке?
Насадки Pro для газовой сварки:
- Используйте насадки соответствующего размера
- Содержите наконечник в чистоте, купите чистящие средства для наконечников
- Сначала откройте главный клапан ацетилена, на 1/2 оборота
- Отрегулируйте регулятор ацетилена примерно на шесть фунтов на квадратный дюйм
- Включите главный кислородный клапан и отрегулируйте регулятор на 8 фунтов на квадратный дюйм
- Отрегулируйте конус пламени длиной около см
- Красный кале, готовый к пайке
- Желтая плавка, готовая к сварке или Fusion
- Проталкивающая сварочная ванна
- Держите присадочный стержень во внешнем пламени, когда он не нужен
- Сначала отключите ацетилен, затем кислород
- Прочистите оба клапана после использования
Что такое защитные комплекты для сварки?
Сварка создает множество возможностей для травм, большие детали из тяжелого металла, тепло, искры, ультрафиолетовое излучение, опасные газы и пары.
Защитное снаряжение — дело серьезное, вы должны быть защищены независимо от того, насколько редки или кратки ваши сеансы сварки.
Вам нужны сапоги со стальным плащом, а шнурки создают места, где искры могут скапливаться и гореть. Одежда должна быть без разрывов и дыр; в противном случае, вы знаете, проскакивает искра.
Куртка сварщика – отличная инвестиция; он поставляется с кожаными рукавами, которые предотвращают проникновение искры. Под него можно было надеть термостойкие рукава.
Тяжелые кожаные рукавицы надеваются на рукав, защищая от искр при газовой или MIG сварке.
Фуражка сварщика защищает волосы, а козырек, обращенный назад, отводит искры от шеи сзади.
Не торопитесь покупать шлем. Хороший сварочный шлем будет автоматически затемняться и соответствовать типу сварки, которую вы выполняете, а также защищать ваши глаза и кожу от ультрафиолетового излучения. Мне особенно нравятся шлемы, которые делают все возможное, оснащены вентиляционными отверстиями и кожаным нагрудником для защиты шеи и области груди.
Если вы новичок в сварке или только начинаете ей обучаться, не беспокойтесь слишком сильно. Пока вы уделяете пристальное внимание и соблюдаете правила безопасности, сварка будет легкой. От вас не ожидают, что вы выучите задачу за один раз.
Но по возможности тренируйся и работай усердно. Существует огромный спрос на сварщиков для местных проектов, а также за рубежом. Вы можете пройти дополнительное обучение, чтобы выполнять сварочные работы в различных отраслях, таких как автомобильная, строительная, нефтяная, судоходная и т. д.
Как пользоваться сварочным аппаратом MIG
Фото: istockphoto.com
Сварка MIG чрезвычайно популярна как среди новичков, так и среди профессионалов. Несомненно, это самый простой способ изучения четырех основных типов сварки, и с его помощью можно получать чистые и прочные сварные швы из самых разных металлов. MIG, что означает «металлический инертный газ» и также известна как дуговая сварка металлическим газом (GMAW), часто путают со сваркой TIG, хотя на самом деле они совершенно разные.
Эта статья поможет новичкам сделать свои первые шаги в сварке MIG, исследуя различные типы сварочных аппаратов MIG, рассматривая вопросы безопасности при сварке и объясняя, как использовать сварочный аппарат MIG для любого количества различных проектов DIY.
Важные детали аппарата для сварки MIGФото: amazon.com
Хотя существует несколько различных типов аппаратов для сварки MIG, все они имеют одни и те же четыре или пять ключевых компонентов.
- Блок питания : Это основной блок, в котором находятся все элементы управления сварочным аппаратом MIG. Он преобразует входную мощность (обычно от бытовой розетки или генератора) в напряжение, необходимое для сварки металла разной толщины, и задает скорость подачи сварочной проволоки.
- Сварочный пистолет (горелка ): это ручное устройство, создающее электрическую дугу для запуска процесса сварки. Он подает как газ для защиты сварного шва, так и проволоку, которая плавит металл, а также создает сварной шов.
- Зажим заземления : Для создания сварочной дуги требуется электрическая цепь. Частью этой цепи является земля или заземление. Заземляющий зажим крепится либо к свариваемому металлу, либо к подходящему металлическому верстаку.
- Сварочная проволока (без изображения) : В процессе сварки MIG ток подается по расходуемой металлической проволоке, которая технически является электродом. Это создает сварочную дугу, которая плавит металл, а также действует как наполнитель между двумя соединяемыми частями.
- Подача газа (без изображения) : При сварке MIG используется газ для создания защитного экрана вокруг сварного шва. Это предотвращает попадание примесей, которые в противном случае могли бы вызвать слабость. Сварочный газ MIG обычно подается из баллона, размер которого может варьироваться от 20 до 300 кубических футов (куб. футов). Для безгазовой сварки MIG не нужна бутылка, хотя, как мы увидим чуть позже в этой статье, термин «безгазовая» немного вводит в заблуждение.
Несмотря на то, что производительность одного аппарата для сварки MIG с проволокой может значительно отличаться от другого, ключевое различие заключается в том, является ли аппарат газовым, безгазовым или и тем, и другим.
Реклама
1. ГазФото: amazon.com
Газовая сварка MIG требует отдельной подачи баллонного газа для создания защитного экрана. Он проходит через сварочный пистолет через соединительный шланг. Скорость потока регулируется регулятором на верхней части флакона.
Хотя газовый баллон может быть немного неудобным, газовая сварка MIG более универсальна, чем безгазовая. Его можно использовать для сварки мягкой стали, нержавеющей стали и алюминия. Однако газовую MIG нельзя использовать на открытом воздухе, так как защитный газ будет выдуваться.
Наша рекомендация: YesWelder 250A Aluminium MIG Welder на Amazon за 499,99 долларов США
Этот аппарат YesWelder 3-в-1 совместим практически с любой сварочной задачей, совместим с катушечным пистолетом и предлагает производительность и универсальность при конкурентоспособная цена.
Фото: amazon.com
Безгазовая сварка MIG, также называемая дуговой сваркой с флюсом (FCAW) или просто сварка с флюсом, использует самозащитную проволоку. Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Возможность создания собственного экрана позволяет использовать безгазовую сварку MIG на открытом воздухе. Однако, хотя можно найти проволоку с флюсовым сердечником для нержавеющей стали и алюминия, этот процесс, как правило, приводит к неаккуратным, некачественным сварным швам и не рекомендуется. В результате безгазовая сварка MIG обычно используется только для сварки низкоуглеродистой стали.
Наша рекомендация: Сварочный аппарат с флюсовой сердцевиной Forney Easy Weld 140 FC-i в The Home Depot за 248,70 долл. -использование и надежное введение в безгазовую сварку MIG.
3. Газовая и безгазовая сваркаФото: amazon.com
Комбинации газовой и безгазовой сварки MIG призваны предложить лучшее из обоих миров, и большинство из них делают это очень успешно. Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Реклама
Они могут быть дорогими, но это лучшие сварочные аппараты MIG на рынке для тех, кто ищет адаптируемость.
Наша рекомендация: Hobart Handler 210MVP MIG Welder на Amazon за 1149,99 долларов США
Hobart — один из ведущих мировых брендов сварочного оборудования, и эта модель предлагает профессиональные характеристики и универсальность.
Фото: istockphoto.com
Учитывая температуру и яркость при сварке металлов, всегда существует вероятность получения травмы. Тем не менее, несколько простых мер предосторожности обеспечат максимальную безопасность сварщика.
- Всегда носите средства индивидуальной защиты (СИЗ) и одежду, включая комбинезон или фартук, высококачественную сварочную маску и соответствующие перчатки сварщика.
- Убедитесь, что вы разбираетесь в своем оборудовании, особенно в том, как быстро выключить сварочный аппарат в случае аварии.
- Очистите зону от любых легковоспламеняющихся материалов.
- Обеспечьте достаточную вентиляцию рабочей зоны. Сварочный дым может вызывать сонливость.
- При выполнении сварочных работ дома не допускайте детей и домашних животных к месту, где вы работаете.
- Для дальнейшего справки Управление по охране труда и здоровья (OSHA) выпускает ряд рекомендаций по технике безопасности. Хотя они предназначены для коммерческих организаций, они актуальны для всех сварщиков.
Сварка MIG упрощается тем, что сварочная проволока подается автоматически со скоростью, заданной пользователем. Однако не вся сварочная проволока одинакова.
Проволока для газовой MIG не содержит флюса, необходимого для безгазовой сварки. И наоборот, проволока с флюсовой сердцевиной (безгазовая) не может использоваться в аппаратах для газовой сварки MIG. Для различных типов сварных швов (мягкая сталь, нержавеющая сталь и алюминий) также требуются специальные проволоки, а диаметр проволоки изменяется в соответствии с толщиной материала.
Важно понимать вышеизложенное для получения качественных сварных швов. К счастью, информацию легко получить от поставщиков оборудования и расходных материалов.
Соотношение защитного газа Наиболее распространенным газом, используемым для сварки MIG, является аргон (A). Это инертный газ, поэтому он не содержит примесей, которые могут ослабить сварные швы.
Реклама
Хотя иногда поставляется 100-процентный аргон, обычно он смешивается с двуокисью углерода (CO2) в соотношении 75 процентов A к 25 процентам CO2. Углекислый газ считается полуинертным, дешевле аргона и улучшает провар. Однако отделка может быть менее ровной. По данным Vern Lewis Welding Supply, это соотношение может составлять около 90 процентов от продаж сварочного газа продавца.
Гелий иногда добавляют к аргону и двуокиси углерода для создания так называемых «тримиксов». Они часто используются при работе с нержавеющей сталью. Конкретные соотношения меняются в зависимости от материала и процесса сварки, поэтому для получения дополнительной информации обратитесь к поставщику газа.
Как использовать сварочный аппарат MIG для соединения металловФото: istockphoto.com
По возможности всегда полезно иметь профессиональную инструкцию при обучении сварке. Если местные занятия недоступны, отличной альтернативой могут стать онлайн-курсы по сварке.
Ниже приводится краткий обзор двух основных методов сварки MIG.
ШАГ 1: Решите, хотите ли вы толкать или тянуть.Существует два основных метода сварки MIG: тянуть сварной шов к себе или отталкивать его. С газовым MIG вы можете сделать и то, и другое. С безгазовым МИГом можно только тянуть, потому что толкание пробивает щит.
Тянуть стало проще и быстрее. Сварной шов не такой аккуратный, но может проникать глубже, поэтому он обычно обеспечивает более прочный сварной шов в толстом металле. Сварной шов с проталкиванием обычно выглядит более аккуратным, более последовательным и требует меньше усилий для последующей шлифовки, если требуется гладкая поверхность.
Для стали можно использовать любой метод. Алюминий следует проталкивать с использованием газа MIG. Сварка алюминия более подвержена загрязнению, и этот метод обеспечивает хорошую газовую защиту.
Необходимо установить правильное напряжение для толщины свариваемого металла и скорости подачи проволоки. Таблицы с соответствующей информацией всегда предоставляются, часто постоянно закрепленные на самой машине. В некоторых случаях это полуавтоматический процесс, когда вам нужно только установить определенные параметры, а сварщик сделает все остальное.
Реклама
Необходимо включить газ и установить правильный расход. Прикрепите зажим заземления к заготовке или сварочному столу, если он у вас есть.
ШАГ 3: Наденьте СИЗ и p проведите проверку безопасности .Все, что вы делаете сейчас, должно выполняться с установленным защитным снаряжением. Наденьте свой сварочный шлем и убедитесь, что он работает правильно. Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Выполните проверки безопасности, упомянутые выше в разделе «Советы по безопасности при сварке MIG».
Потренироваться на куске чистого металлолома, пока вы привыкаете к сварке. Вместо того, чтобы пытаться сварить два куска металла вместе, просто сконцентрируйтесь на поджигании дуги и создании линии металла (называемой валиком) на поверхности.
Зажигание дуги и начало сварки обычно осуществляется путем царапания проволочного электрода по металлической поверхности, вызывая появление искры. Представьте, как бы вы чиркнули спичкой о спичечный коробок. После того, как дуга зажглась, слегка оттяните пистолет. Сварка не происходит при контакте электрода (проволоки) с металлом. Вместо этого он должен находиться на расстоянии около ⅛ дюйма от металлической поверхности.
Некоторые машины создают дугу постукиванием, но это более сложная техника. Иногда это может привести к «замерзанию», когда проволока прилипает к металлу, а не создает сварочную ванну. Начинающим рекомендуется скретчинг.
Если вы уверены, что можете зажечь дугу и контролировать валик, вы готовы к сварке. Будь то вытягивание или толкание, пистолет следует держать под углом от 15 до 20 градусов. Сосредоточьтесь на расплавленном металле (сварочной ванне), работая как можно плавнее.
Реклама
Если двигаться слишком медленно, в металле могут образоваться дыры. Слишком быстрое движение приводит к тому, что сварной шов не сформирован должным образом, а это означает, что у него будут слабые места. Будьте терпеливы к себе, когда учитесь плести бусину. Чтобы сделать это правильно, требуется немного практики.
ШАГ 5: Очистите готовый сварной шов.Подождите, пока шов остынет. Не поддавайтесь искушению окунуть металл в воду или полить его водой; это может привести к трещинам и искажениям. После того, как он полностью остынет, объем необходимой очистки металла зависит от того, будет ли виден сварной шов.
Несколько минут работы проволочной щеткой может быть достаточно. В тех случаях, когда металл будет окрашиваться, часто будет необходимо отшлифовать лишний валик, чтобы получить гладкую поверхность.
Фото: istockphoto.com
Распространенные ошибки при сварке MIG и как их избежатьСамая распространенная ошибка при сварке MIG — недостаточная подготовка. Понятно, что люди хотят начать сварку как можно скорее, но спешка с выполнением работы часто приводит к тому, что сварные швы не получаются.
- При сварке всегда надевайте все средства защиты глаз и тела.
- По возможности начинайте с небольших проектов, прежде чем браться за крупные.
- Убедитесь, что соединяемые материалы чистые и на них нет краски, ржавчины, жира или других загрязнений.
- Инвестируйте в качественное оборудование и материалы.
- Если есть сомнения, проконсультируйтесь. Пройти курс сварки всегда хорошая идея. Поставщики оборудования и расходных материалов, как правило, также рады помочь.
Всегда следуйте рекомендациям производителя по уходу и техническому обслуживанию сварочного оборудования MIG. Вообще говоря, это покрывает следующее:
- Содержите его в чистоте. Сварочные цеха могут довольно быстро стать грязными. По окончании сварки протрите сварочный аппарат и храните его вдали от пыли и грязи или, по крайней мере, храните под крышкой. Держите сварочный пистолет подальше от пола.
- Выпустите защитный газ, выключив подачу газа и нажав на курок пистолета, пока регулятор не достигнет нуля. Это продлевает срок службы шлангов, клапанов и других деталей. Отрежьте и утилизируйте любой провод, который проходит через него.
- Регулярно проверяйте шланг и фитинги на наличие повреждений. Немедленно замените их при обнаружении утечек.
- Убедитесь, что электрические соединения надежны, а кабели не повреждены и не изношены.
Сварка — это увлекательное хобби, которое предполагает развитие навыков, которые могут быть как полезными, так и творческими. Приведенная выше информация представляет собой полезную основу для любого новичка, который хочет знать, как использовать сварочный аппарат MIG.