Как научиться варить сварочным инвертором
Чтобы понять, как научиться варить сварочным инвертором, нужно обязательно пройти этап подготовки, купить необходимое оборудование и потренироваться.
Что нужно для качественной работы?
Для получения высокого качества получившегося шва, необходимо выбрать правильные электроды. Самые распространенные электроды, которые используются в быту, имеют размеры от 2 до 6 миллиметров.
Также обязательно необходимо приобрести средства защиты, такие как перчатки, куртку и, конечно же, затемненную маску, защищающую глаза от искр сварки и вредного света, возникающего при работе.
Узнать, как научиться варить сварочным инвертором можно, прочитав основные важные моменты, описанные в этой статье.
Уровень тока
Второй важный параметр, влияющий на качество сварки, это правильно выставленный на приборе уровень тока. Приборы, которые продаются для домашнего применения, имеют инструкцию. Чаще всего таблица токов расположена прямо на стенке прибора, что существенно облегчает задачу начинающему сварщику. Там указывается диаметр электрода и ток, который нужно подать, чтобы максимально использовать электрод.
Когда все предварительные закупки закончены, и вы готовы приступить к сварке, обязательно позаботьтесь о расчистке поверхности, на которой вы будете работать. Делали, которые необходимо сварить, должны быть чистыми.
Выставив на аппарате необходимое напряжение, зажав электрод, надев маску и перчатки, можно приступать к работе. Если вы — новичок в сварке, то прежде чем приступить к основным сварочным работам, стоит потренироваться на деталях, которые не жалко выбросить.
С первого раза получить ровный шов практически невозможно, поэтому запаситесь терпением и тренируйтесь.
Процесс сварки
Самая первая трудность, с которой сталкиваются начинающие сварщики, которые хотят узнать, как научиться варить сварочным инвертором, — это первый поджиг дуги.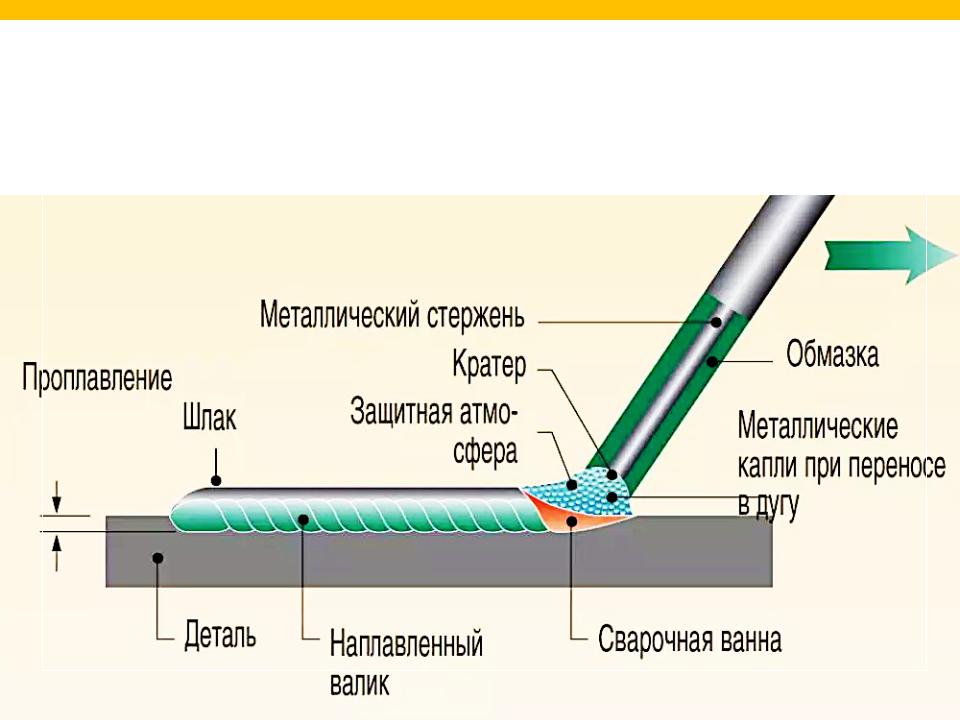
Если слишком надолго прижать электрод к металлу, то он может намертво к нему прилипнуть и прожечь дыру, в этой беде поможет функция антипригорания. Опять-таки, это происходит автоматически, при случайном залипании, прибор сам понижает уровень подаваемого тока, а когда сварщику удалось оторвать электрод, ток автоматически поднимается. Если же электрод залип окончательно и безвозвратно, специальные предохранители отключат подачу тока, что помогает избежать перегрева прибора.
При поджиге дуги необходимо поднести электрод немного под углом к свариваемой поверхности. При появлении дуги нужно оторвать электрод от детали и удерживать его в нескольких миллиметрах от поверхности. Обычно это расстояние равно диаметру вашего электрода.
Существуют два способа поджига. Первый метод, это когда вы не сильно, но резко ударяете электродом о поверхность и ловите дугу. Есть еще способ, когда можно легко чиркнуть о поверхность электродом под углом, как будто вы поджигаете спичку. Профессионалы не очень хорошо относятся ко второму варианту, так как в процессе можно повредить электрод.
В процессе работы дуги металл вокруг плавится. Задача сварщика — как бы «залить» расстояние между свариваемыми деталями этим расплавленным металлом.
Если свариваются тонкие части, то шов делается движениями возвратно-поступательными, вдоль будущего шва. Если же детали, которые необходимо сварить, тяжелые или толстые, то движения должны быть зигзагообразными, захватывающими часть поверхности свариваемых деталей.
Тогда шов получается намного толще и прочнее. Наклон электрода необходимо выдерживать примерно в 45 градусов.
Если вести электрод углом назад, то уровень проплавления будет глубже, если углом веред, то проплавление будет не такое глубокое, а сам шов шире.
Получается сварной шов, на котором образуется окалина, убрать ее можно, аккуратно постучав молотком или пройдясь железной щеткой. Делать это нужно уже после того, как сварной шов остыл. При откалывании окалины не снимайте маску или воспользуйтесь очками, чтобы крошки металла не попали в глаза.
Если шов — недостаточно прочный, то при снятии окалины он может попросту развалиться, и детали распадутся. На вопрос: «Как научится варить сварочным инвертором?» все профессионалы в один голос ответят, что успех в этом деле — это результат опыта. Так что если не получилось сразу — не расстраивайтесь и снова беритесь за дело.
Как правильно варить сваркой – видео
Перед тем, как пробовать учиться варить инверторной сваркой, необходимо ознакомиться с комплектующими частями инвертора, а также посетить несколько практических занятий (можно посмотреть, как правильно варить сваркой видео). Сварочный инвертор состоит из следующих деталей:
преобразователь частоты; система управления; сетевой фильтр и выпрямитель; высокочастотный трансформатор; силовой выпрямитель.
Как правило, габариты сварочного инвертора невелики, это позволяет носить его даже на плече в течение всего рабочего дня.
Как научиться варить сваркой инвертором, может узнать любой желающий. Для этого необходимо использовать сварочные электроды, которые бывают трех основных видов:
- высоколегированные;
- углеродистые;
- легированные.
Благодаря правильному использованию нужных электродов можно получить достаточно качественный шов. Частота тока в сварках инверторного типа при этом не должна превышать 60-85 кГц.
Сварочный инвертор очень экономный, что является очень большим плюсом для аппарата. И размеры оборудования, и его экономичность обусловлены европейскими стандартами, создающими достаточно жёсткие рамки потребления энергии.

Чтобы знать, как правильно варить сваркой (видео), необходимо хотя бы предполагать, какое дополнительно оборудование может понадобиться: защитная маска (выбирать необходимо удобную маску, которая будет удобно крепиться на голове), держатели, защитные рукавицы и костюм.
Какой сварочный аппарат выбрать для проведения сварочных работ?
Чтобы варить инверторной сваркой, прежде всего, необходимо выбрать сам аппарат для сварки. На современном рынке очень много разных моделей сварочных аппаратов, как и много видеоматериалов в разделе как работать со сваркой видео.
Чтобы подобрать наиболее подходящий агрегат, нужно ознакомиться с особенностями каждой модели. В первую очередь при выборе инвертора обращают внимание на диапазон регулировки сварочного тока. К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
Как варить сваркой «видео по инверторам» наверняка содержит информацию и о таком показателе, как ПВ – продолжительность выключения инвертора. Данный показатель всегда указывается в технических характеристиках сварочного аппарата (в %). К примеру, если ПВ равен 40%, то время работы соответственно будет составлять 60%.
Можно собрать сварочный инвертор и самому, только перед тем, как сделать сварку своими руками, придётся очень много информации проштудировать.
Напряжение холостого хода и потребляемая мощность – два показателя, которые также играют важную роль при выборе. Напряжение должно составлять 50-90 А, а потребление мощности не должно превышать 16-25 А.
Также раздел «как работать со сваркой видео» содержит информацию о пыле- и влагозащищённых свойствах корпуса устройства.
Выбор электродов для сварочного инвертора
Материал «как правильно варить сваркой видео» обязательно также содержит информацию о том, какие электроды нужно покупать для работы со сваркой инверторного типа.
Выбор электродов в первую очередь зависит от того, с какими материалами будет вестись работа (низко-, среднеуглеродистыми сталями, низколегированными, нержавеющими). К примеру, для наплавки и работы со спецсталями используются электроды высоколегированные, для сварки легированных сталей – легированные электроды.
К примеру, для наплавки и работы со спецсталями используются электроды высоколегированные, для сварки легированных сталей – легированные электроды.
Выбор электродов также зависит от вида работ. Например, на даче, где сварка производится в основном без критических нагрузок, можно использовать электроды класса МР-3 или АНО. Если проводятся более сложные сварочные работы, лучше применять электроды класса ОУНИ. Кроме того, необходимо также учитывать диаметр и марку электродов.
Азы сварки для начинающих
Перед тем, как приступить к сварке ответственных деталей, необходимо попробовать сварить что-то ненужное. Даже, если сварщик вообще не имеет опыта, на таких изделиях, он сможет сам понять, как научиться варить сваркой.
Нужно заправить электрод в специальный держатель, зажимы зафиксировать на свариваемой детали.
Электрод нужно становить под углом 65о к изделию и стараться при сварке всегда соблюдать небольшое расстояние между электродом и деталью. После прокладки шва по нему рекомендуется постучать молотком, чтобы полностью осыпался весь шлак.
Как правильно варить сваркой видео содержит информацию, где различают три основных вида швов:
- вертикальный;
- горизонтальный;
- потолочный.
Для успешной работы необходимо соблюдать также несколько правил:
- необходимо научиться правильно удерживать сварочный электрод;
- получить сварочную дугу можно двумя способами: подъёмом или черканием;
- получение дуги сопровождается благодаря подводу второго провода (массы), который отходит от инвертора и присоединяется к свариваемой детали;
- оптимальное расстояние от электрода до детали – 2-6 мм;
- если плавно и равномерно вести по всей длине места соединения, то канава, которая образуется при воздействии дуги на металлическую поверхность, будет заполняться расплавленным металлом (как варить сваркой видео содержит подробный материал).


Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
как научиться правильно работать самостоятельно сварочным инвертором по металлу для начинающих с нуля
Работа, требующая сварки металла, есть практически в каждом частном доме, гараже, на даче и стройке. Если красота шва не требуется, то даже начинающий сварщик может научиться правильно варить электродами самостоятельно, не обращаясь за услугами мастера. Эта статья поможет разобраться во всех тонкостях сварочных работ, чтобы избежать досадных ошибок в начале обучения.
Подготовка к процессу
В отличие от трансформаторных агрегатов, инвертор позволяет работать от бытовой сети и не перегружает ее. Он обеспечивает мягкий розжиг, плавность линий, бесперебойность процесса. Учиться сваривать с нуля стоит на толстых кусках железа — на них легче тренироваться, и нет опасности пережога.
Дуга происходит при контакте детали и металла электрода. Расплав металла и стержня формируют ванну, а электродная обмазка переходит в газ и защищает место сварки от кислорода. Это необходимо для предотвращения появления окалины на деталях.
Просто научиться варить сваркой и создавать ванну для эффективного результата недостаточно. При дуговом нагревании отдельных частей деталей шов «тянет» металл в сторону. Результат получается с сильными отличиями от задуманного на чертеже. Деталь перекашивает.
Для облегчения работы металл закрепляют тисками, струбцинами, хомутами или иными приспособлениями. Для фиксации первоначальной формы делают прихватки через 20—30 см. При работе со стыками прихватывают с обеих сторон, компенсируя взаимные напряжения на сторонах деталей. По окончании подготовки можно начинать сварочные работы.
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
Нам понадобятся:
- Сварочный инверторный аппарат.
- Электроды для сварки железа, алюминия или нержавейки, в зависимости от задачи.
- Маска сварщика. Для начинающих подойдет маска типа «хамелеон», меняющая затемнение стекла в зависимости от яркости дуги.
- Плотная (брезентовая) одежда сварщика.
- Краги сварщика или длинные перчатки из кожи, толстого брезента.
- Молоточек. Он пригодится для отбивки шлака от сварочного шва.
- Щетка по металлу. Нужна для зачистки металла от ржавчины, окалины. Наличие посторонних загрязнений на металле сильно затрудняет сварку. Электрод постоянно прилипает.
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как правильно варить
Процесс сварки — это процесс расплавления металла с образованием жидкой ванны из расплава. На поверхности образуется сварочная ванна. Она заполняется расплавленным электродом, и образуется сварочный шов.
Главное в электросварке — зажечь дугу, расплавить края скрепляемого металла, залить образовавшуюся ванну. Однако для этого нужен опыт. Трудно постоянно удерживать сварочную дугу и отличать шлак от металла. В процессе сварки рекомендуется сохранять равномерную скорость и водить поперек металла. В результате этого образуется шов, прочный на разрыв.
Особенности сварки тонкого металла
Неправильная настройка инверторного сварочника способна изуродовать тонкую деталь до неузнаваемости. Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Важно знать о полярности подключения деталей. Тонкий металл обязательно подключается к минусу сварочного агрегата. Полезные советы сварки тонкого металла:
- Начиная варить, выставляйте минимальный ток (средние значения можно узнать из справочников и таблиц сварщика).
- Шов формируется углом вперед.
- Используйте обратную полярность.
- Тщательно закрепляйте деталь. Это уменьшит деформацию во время работы.
Частые ошибки новичков
Взяв впервые держак в руки, чайникам процесс кажется сложным и непознаваемым. Однако это лишь технологический процесс со своими законами. Наиболее частые ошибки, мешающие сваривать металл электродами для новичков:
- Плохая подготовка металла. Поверхностная ржавчина, окалина, загрязнения ухудшают процесс сварки. Даже опытному рабочему варить такой металл сложно. Поверхностные загрязнения удаляются металлической щеткой или зачистным диском в месте шва и контакта электрода. Очистка ускоряет розжиг дуги.
- Неправильная настройка сварочного аппарата. Ток инвертора определяется специальными таблицами, в зависимости от толщины металла и диаметра электрода. Изменяя напряжение, опытные сварщики выставляют чуть меньший ток, чтобы не повредить металл. Малый сварочный ток ведет к прилипанию электрода.
- Неправильное зажигание дуги. Существует 2 способа. В первом быстрое касание электродом поверхности меняется его отведением на расстояние 2—3 мм и удержанием образовавшейся дуги. Второй способ заключается чирканьем электродом по детали и отведением его на пару сантиметров, пока дуга не загорится.
- Неравномерное расстояние от электрода до заготовки. В идеале необходимо расстояние 5 мм. Такое расстояние формирует правильный шов.
- Неравномерность скорости перемещения. Она зависит от диаметра электрода. Опыт приходит со временем. Чрезмерно быстрая скорость не позволяет надежно соединить детали, медленная образует наплывы на сварочном шве. При правильной скорости расплав полностью заполняет сварочную ванну.
- Неправильный угол и движение электрода. При движении он образует наклон 70 градусов. Движение электрода бывает продольным, поперечным и колебательным.
- Сырые электроды. При хранении в пачке электроды защищены от сырости. При длительном хранении в поврежденной упаковке они отсыревают и не зажигаются. Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.
- Неправильный подбор толщины и типа электрода. Диаметр подбирается в зависимости от толщины свариваемого металла. Тип зависит от металла — железа, алюминия или нержавеющего материала.

Новички часто пренебрегают техникой безопасности электросварки, выбирают неправильные сварочные аппараты, работают «начисто», без пробных швов.
Техника безопасности
Место сварки при необходимости отделяется несгораемой ширмой. Она защищает зрение других людей и предотвращает случайные возгорания. Пренебрежение правилами безопасности недопустимо. Любовь к этому виду работ пропадет, если вы получите удар током, подожжете обстановку, испортите лакокрасочное покрытие стоящего рядом автомобиля.
Место сварки должно вентилироваться. В идеале сварочный пост оборудуется стационарной вытяжной вентиляцией. В результате работы выделяются вредные вещества, образующиеся при сгорании металла и электродов.
Неприятно, если «поймаете зайчика» в результате неправильно подобранной маски или получите ожог от раскаленного металла.
Сварочные маски бывают разного типа — от простейших ручных щитков с затемненным стеклом до дорогих шлемов с закрытой головой и динамически затемняемыми стеклами. Они хороши тем, что в нерабочем состоянии стекло прозрачно, а значит поле сварки четко видно — работаешь по месту. При вспышке идет затенение и глаза не страдают. Дешевые китайские маски-хамелеоны с запаздывающей реакцией небезопасны для зрения.
Кратковременный опыт умения варить инверторной сваркой для начинающих не дает гарантии качественного соединения швов водяных труб, баков, тяжелых заборов. Плохо соединенные конструкции могут развалиться, придавить или ударить новичка. Лучше обучаться работе на специальных курсах и пройти практику под присмотром преподавателя. Это поможет избежать неприятностей, связанных с некачественной работой и оказанием негодных услуг.
Обязательно обращайте внимание на полярность сварки. Прямая необходима для работы с толстыми деталями. Обратная — для тонкого металла. Правильная работа позволит решить бытовые задачи на даче, в гараже, дома.
Как можно научиться правильно варить сваркой
Сварка представляет собой прочнейшее соединение деталей, такое, что их впоследствии невозможно будет разнять друг от друга. В быту такой способ нашел очень широкое применение.
При обучение сварочным работам, сварочный ток с трансформатора следует увеличить на 15 – 20 %.
К примеру, сварку используют для изготовления:
- рабицы, являющейся видом сетки;
- каркасов для теплицы;
- различного рода печей, использующихся в банях и гаражах;
- каких угодно емкостей, которые будут весьма кстати на даче.

Стоит отметить, что научиться варить желательно каждому человеку, ведь только в этом случае есть возможность придать обычным вещам довольно-таки удивительный и интересный вид. Ведь ажурная ограда смотрится намного лучше, чем обычный забор.
Почему сварка столь надежна?
Таблица выбора сварочного тока.
Сварка используется только тогда, когда необходимо создать действительно крепкое и надежное соединение. Ее секрет кроется в электрической дуге, которая предназначена для того, чтобы нагреть сплавы самых разных металлов.
Под действием высоких температур они деформируются и могут принять абсолютно любую форму. И в то же время появляются связи, состоящие из молекул, которые и обладают огромнейшей прочностью.
В наши дни сварка бывает совершенно разной. Так, на рынке можно встретить аппараты, основанные на лазерных и электронных лучах, ультразвуке, а также такие, которые варят с помощью пламени газовой горелки.
Однако для обычной сварки в быту до сих пор применяется всем известное устройство, основанное на электрической дуге. И неспроста, ведь именно оно доступно большинству населения и обладает простым функционалом.
Вернуться к оглавлению
Способы, с помощью которых можно варить
Схема видов сварки электродом.
Для сварки можно применять множество различных способов. Самыми популярными из них являются:
- Газопрессовая, где используется пламя ацетилкислорода. Главный плюс этой сварки заключается в том, что она обладает огромнейшей производительностью. Именно поэтому этот вид широко применяется в таких отраслях современной промышленности, как нефтяная и газовая. Частными случаями ее использования является, к примеру, возведение каких-либо магистралей, предназначенных для перемещения полезных ископаемых, и машиностроение.
- Контактная. Этот вид сварки осуществляется с помощью электрического тока, который обладает достаточно низким напряжением, но тем не менее имеет высокую силу. Этот способ применяется при сварке встык, шок и точечной.
 Этот способ применяется при сварке встык, шок и точечной.
Этот способ применяется при сварке встык, шок и точечной.Помимо всего вышеперечисленного, иногда можно встретить и такие разновидности, как электрошлаковая и роликовая сварки, но применяются они довольно редко и только в определенных условиях.
Вернуться к оглавлению
Как правильно выбрать оборудование?
Схема окончания сварки электродом.
Для того чтобы научиться сварке, необходимо грамотно и ответственно подойти к выбору оборудования для этого действия. Можно как приобрести соответствующий аппарат, так и взять его в аренду на определенный срок.
Сейчас можно встретить самые разные современные приспособления, например, такие, которые могут поднимать или опускать силу тока. Для тех же, кто любит все делать своими руками, предлагается смастерить такого рода устройство из каких-либо подручных средств. Но сразу необходимо предупредить, что дело это весьма скрупулезное и даже немного нудное.
Если же рассматривать покупку сварочного аппарата, то лучше всего обратить внимание на такой вид, как инвертор. Он отличается от всех остальных своих собратьев тем, что обладает довольно высокой производительностью и при этом достаточно компактный и легкий. Плюс ко всему, научиться обращаться с ним сможет даже новичок в этом деле, а стоимость такого оборудования приятно удивляет. Помимо всего вышеперечисленного, он начинает работать буквально сразу же после включения, то есть процесс будет идти очень быстро.
Вернуться к оглавлению
Правильный выбор электродов для сварки
Схема процесса сварки.
Если необходимо правильно научиться варить сваркой, то обязательно следует обратить внимание на выбор электродов. Эти устройства предназначены для того, чтобы подводить ток к шву самой сварки. Нетрудно догадаться, что они выполняют важнейшую функцию во всем этом процессе, поэтому без таких приспособлений сварка просто-напросто не удастся.
Как правило, в качестве такого материала используется проволока, которая в своем составе имеет специальный порошок, при необходимости расплавляющийся. Но если приходится работать со сваркой впервые, лучше всего воспользоваться электродами, которые выглядят как твердые стержни с плавящимся покрытием. Все дело в том, что они позволят создать идеально ровный шов как специалисту, так и новичку в этой области.
Но если приходится работать со сваркой впервые, лучше всего воспользоваться электродами, которые выглядят как твердые стержни с плавящимся покрытием. Все дело в том, что они позволят создать идеально ровный шов как специалисту, так и новичку в этой области.
Вернуться к оглавлению
Как обезопасить себя при проведении сварочных работ?
Те, кто научились варить, скажут, что этот процесс сам по себе является опасным. Ведь яркое излучение света, которым сопровождается данный процесс, может запросто посадить зрение, а брызги горячего металла – нанести существенные ожоги. Именно поэтому сварщики всегда находятся в щитке и маске, которые выполнены из специального материала, предохраняющего от подобных негативных последствий.
Следует позаботиться и о руках, которым также может достаться при проведении работ. В частности, необходимо обзавестись брезентовыми либо замшевыми рукавицами, которые смогут предохранить от ожогов. Вдобавок ко всему вышеперечисленному, нелишним будет надеть комбинезон, изготовленный из плотного брезента или резины.
Следует отметить и тот факт, что при проведении подобных работ может начаться возгорание чего-либо. Так что всегда нужно иметь при себе емкость с водой или же огнетушитель.
Вернуться к оглавлению
Как правильно выполнять сварочные работы?
Для того чтобы сварка увенчалась успехом, необходимо следовать специальной инструкции, в которой четко прописан порядок действий.
Схема манипулирования электродом.
Естественно, сделать это очень непросто, особенно на первых порах работы, но со временем этот навык выработается автоматически:
- Поверхность, на которой будет осуществляться процесс, необходимо тщательнейшим образом зачистить. В частности, она не должна иметь ржавчину и грязь. В противном случае металл не сможет нормально схватиться.
- Перед тем как приступить к выполнению подобных работ, необходимо поместить электрод в специально отведенное для этого место и сформировать электрическую дугу. Для того чтобы сделать это, необходимо чиркнуть вставленным стержнем по какому-либо металлу.
- После того как электрическая дуга полностью сформировалась, можно создавать зазор между поверхностью, которую необходимо соединить, и самой дугой. Следует отметить, что для достижения более-менее ровного шва это пространство должно оставаться неизменным во время всего процесса сварки.
- Угол, на который необходимо наклонять стержень, должен находиться в пределах 70 градусов. Однако его можно и менять, но только если это действительно необходимо. Ведь при выполнении подобных работ вымерять строгое отклонение невозможно, так как на первый план выходят комфорт и удобство в работе.
- Необходимо учитывать и такой факт, как стабильная подача электротока. В частности если его сила будет выше допустимой, металл просто-напросто проплавится, и в итоге выйдет совсем не то, что нужно. Если же эта самая сила будет заниженной, будет иметь место процесс гашения дуги, что, опять же, отрицательно скажется на результате проделанной работы. На первых порах будет довольно трудно выработать ту самую золотую середину, но со временем опыт придет.
 Для того чтобы сделать это, необходимо чиркнуть вставленным стержнем по какому-либо металлу.
Для того чтобы сделать это, необходимо чиркнуть вставленным стержнем по какому-либо металлу.Нужно сказать и о том, что начинать следует с простого и постепенно нарабатывать навык обращения с таким оборудованием. Потом, когда результат будет удовлетворять, можно переходить на создание более сложных и интересных вещей.
Как научиться хорошо варить электросваркой
VISTA-TURBO › Блог › ? Как правильно варить электросваркой
? Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
? В пост добавлены видео про сварочное дело, рекомендую посмотреть ?
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
? С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
? Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
Поверх него расположен защитный слой шлака, который впоследствии убирается.
? Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
 youtube.com/embed/uJRXxf1cUZ0?wmode=opaque&rel=0″/>
youtube.com/embed/uJRXxf1cUZ0?wmode=opaque&rel=0″/>
Как научиться варить инвертором с нуля?
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
 Ее достаточно, чтобы расплавить и соединить металл.
Ее достаточно, чтобы расплавить и соединить металл.Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.

Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.

Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров.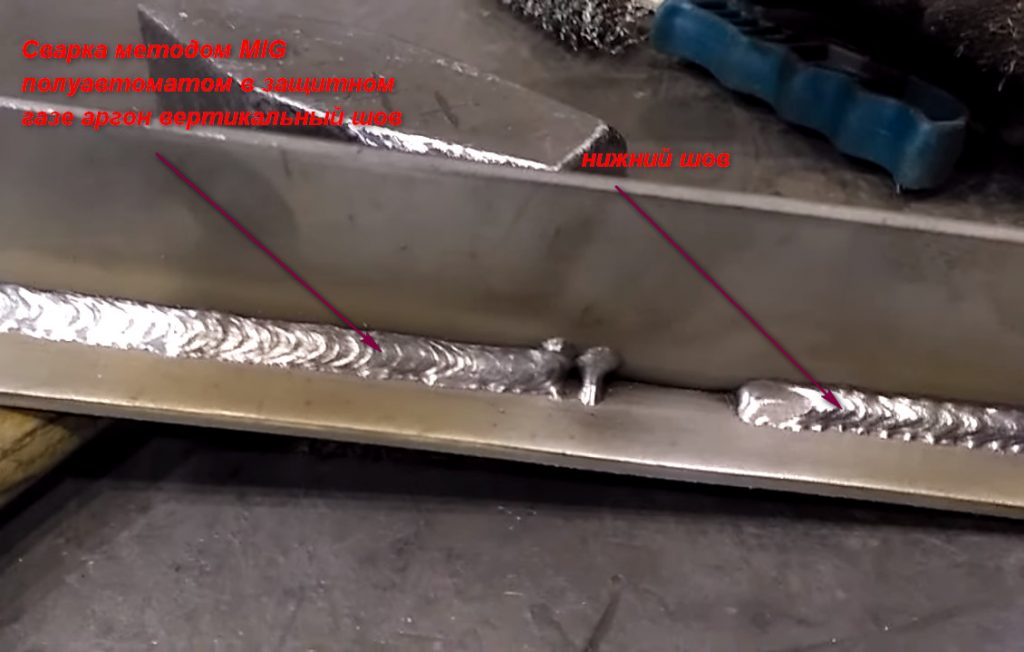 Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Сварка электродами, как правильно варить начинающим
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.Основные понятия
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
 Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.

Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Как научиться варить электросваркой — фото и видео уроки
Сварка – это наиболее надежное соединение неразъемных деталей. В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках. Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ. Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
- Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.
[stextbox >Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Видео — ручная дуговая сварка для начинающих
Как самостоятельно научится варить электросваркой – Про дизайн и ремонт частного дома
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений.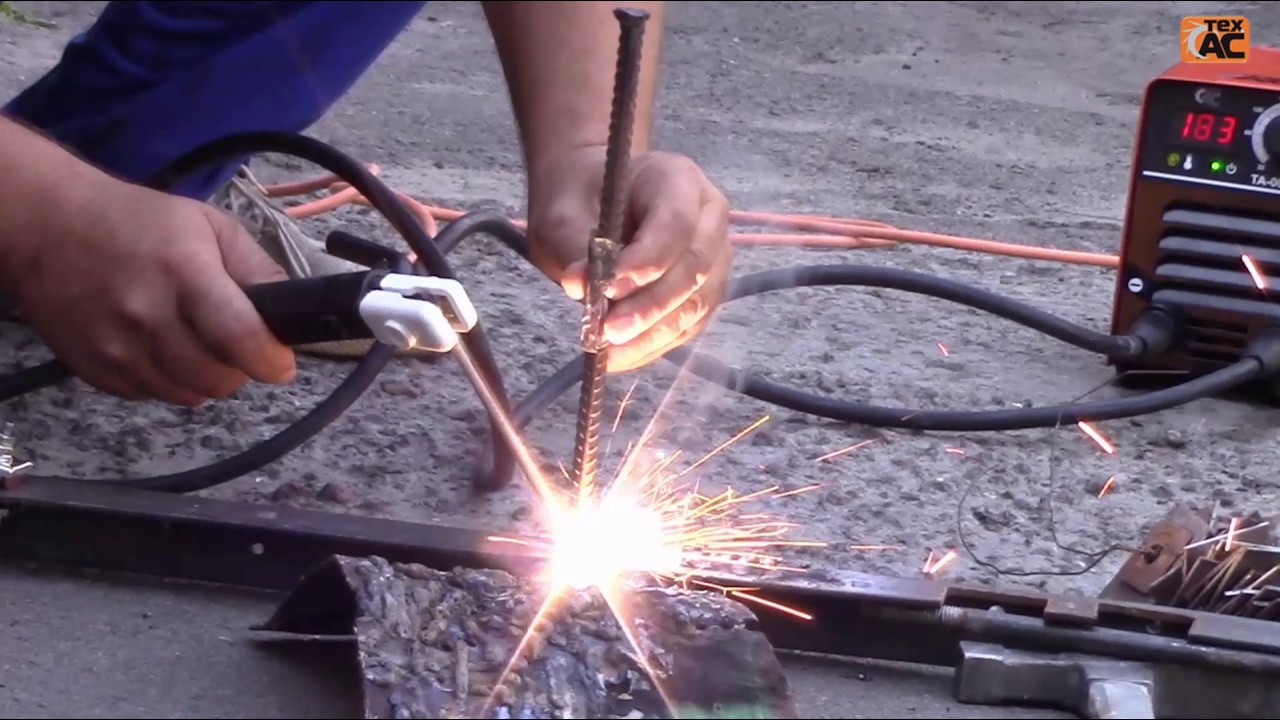 Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
VISTA-TURBO › Блог › Как правильно варить электросваркой
Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
В пост добавлены видео про сварочное дело, рекомендую посмотреть
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок.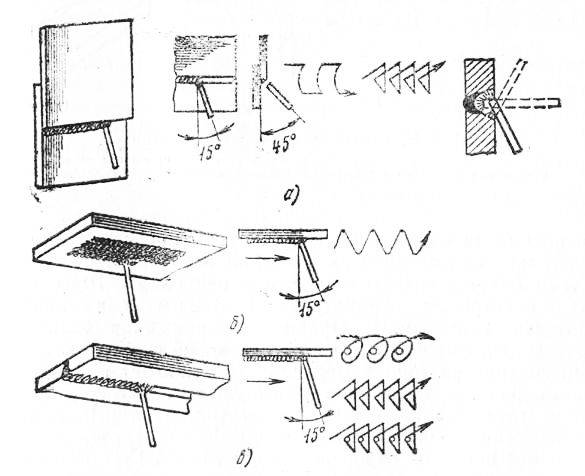 Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Как научиться варить электросваркой с нуля
Электросварка – это простой и надежный метод сцепления двух металлических поверхностей. Правильная электросварка позволяет сделать сварочный шов долговечным и изящным. Для того, чтобы начать осваивать практические навыки деятельности сварщика, необходимо иметь теоретическую базу, без которой невозможно приступить к работе. В этой статье мы доступно и понятно изложим основные моменты электросварки для начинающих.
Принцип работы сварочного аппарата
В поисковых системах часто можно встретить запрос: «как варить электросваркой без опыта». Чтобы этому научиться, прежде всего, необходимо четко понимать, что такое сварочный процесс и как происходит сцепление металлов, в чем суть работы и почему сварка приобрела такое широкое распространение. Именно для новичков и написана эта статья. Итак, после того, как аппарат для сварки подсоединен к источнику питания, он может производить сильный сварочный ток, который возникает при включении электрода и металлической детали. Между ними создается электрическая дуга крайне высокой температуры. Дуга способна плавить сверхпрочные металлы, так как ее накал можно регулировать при работе с материалами любой температуры плавления. В результате разжижения металла происходит диффузия и два вещества входят друг в друга, создавая монолитное соединение.
Сварочные работы применяются практически в любой отрасти промышленности, а также существует масса аппаратов для домашнего применения. По способу сваривания металла их разделяют на несколько направлений, но в нашем случае рассмотрим самые простые технологии, которые может без труда освоить даже школьник:
- ручная дуговая сварка. Она осуществляется при помощи специального присадочного электрода, обработанного химическим составом. Благодаря этому напылению вспыхивает сварочная дуга. Очень простой в применении метод и справиться с ним доступно каждому. Он не требует никаких дополнительных приспособлений, нужна только практика и соблюдение техники безопасности. Минус такой сварки в том, что сварочный аппарат работает с узким кругом металлов;
- полуавтоматическая сварка. Основа метода заключается в подаче специального газа, который создает нейтральную среду и устраняет окислы жидкого металла, вступающие в реакцию с воздухом. При попадании кислорода в сварочный шов гарантировано такая работа считается некачественной и стык со временем деформируется и лопнет.
Плюсы работы ручным способом:
- многообразие электродов дает возможность работать с разными классами металлов;
- легкие и мобильные аппараты, не занимают много места;
- простота использования;
- оптимальный вариант для домашней мастерской.
Минусы работы ручным аппаратом:
- выделение опасных паров;
- дуговая сварка подходить не для всех типов металлов;
- чем больше вы тренируетесь, тем лучше ложится шов. С первого раза идеальный стык ни у кого не получался.
При работе полуавтоматом, необходимо надежно зафиксировать рабочее изделие и выбрать удобное место для сварки, чтобы ничего не отвлекало от процедуры. Не используйте деревянные столы, соблюдайте меры предосторожности. Дистанция от электрода до металлического стыка должна быть 5 мм, это наилучшее расстояние и практично для новичков.
Мастера со стажем советуют начинать варить ручным способом, а когда набьете руку, то рекомендуют переходить на более профессиональный подход.
Какие бывают аппараты для сварки
Не получится произвести сварочные работы без профильного оборудования. В зависимости от того, какой вид металла необходимо соединить, на рынке представлено несколько видов функциональных агрегатов. Приведем примеры и расскажем более подробно о каждом из них:
- трансформаторы. Его позиционируют как самый банальный вид оборудования. Не требует глубоких познаний, имеет компактный вид и работает от электрической сети. Недостаток его заключается в нестабильности горения дуги и образовании металлических брызг, так как трансформаторные агрегаты очень чувствуют скачки напряжения, а это влияет на качество шва;
- выпрямители. Этот вид оборудования громоздкий и тяжелый, но зато он не реагирует на скачки в электросети, и дуга горит стабильно. Процесс проходит быстрее, а швы получаются ровнее. Не нужно выставлять настройки подачи газа;
- инвертор. Это самый популярный вид сварочного оборудования и идеально подойдет для начинающих. Прост в управлении и стойко выдерживает перепады напряжения, обеспечивает постоянный сварочный ток и имеет ряд положительных качеств:
- скачки в сети не влияют на режим сварки;
- не требует больших энергозатрат;
- прост в использовании;
- отсутствует рассеивание металлических капель.
Чтобы начать сваривать металл, попробуйте все методы и найдите для себя наиболее приемлемый. Не забывайте о защитной одежде и у вас все получится.
(видео как выбрать сварочный аппарат)
Какие функции сварочного аппарата наиболее значимы
Огромный выбор данного оборудования нередко становится преградой для неопытного мастера. В каждом аппарате есть свои достоинства и недостатки. Но наличие нижеприведенных параметров позволит вам значительно сузить выбор и задавать правильные вопросы при покупке:
- сварочный ток, от него зависит скорость работ;
- невосприимчивость к перепадам электросети, от которой работает ваша установка;
- мощность влияет на ассортимент работ, руководствуйтесь этим параметром, если хотите сваривать большое количество металла;
- продолжительность включения, это значит, сколько аппарат сможет работать непрерывно и сколько времени потребуется на отдых.
Кроме того необходимо приобрести сопутствующие аксессуары – электроды, присадочный пруток, клещи, дополнительные кабели, защитную одежду. Берегите глаза от искр, пользуйтесь специальными очками и масками. Надевайте перчатки во избежание ожогов кожного покрова.
Суть сварочного процесса
Мы изучили необходимые теоретические знания, теперь настала очередь вплотную заняться самой сваркой на практике. Что представляет собой сварочный процесс и как он происходит? Технология проста: высокая температура, действующая на металл, расплавляет его, а из смеси материала присадочной проволоки и самого свариваемого металла образуется, так называемая, ванна, то есть область плавления. Жидкий металл при остывании твердеет и получается прочное соединение двух деталей. Часто могут возникнуть ошибки у новичков из-за неправильного удержания дуги. Шов выглядит грубым и кривым. Но эти навыки приходят с опытом. А для того, чтобы сварочный стык оставался долговечным и был невосприимчив к погодным условиям, нужно не допускать контакта с кислородом. С этим действием справляется специальный газовый туман, который образовывается вокруг сварочной ванны. Также, рассмотрите статью — как правильно работать с алюминием аргонной сваркой.
Как варить вертикальный шов электросваркой
Сварка не всегда проходит в комфортных условиях. Иногда бывают ситуации, когда нужно произвести работу в вертикальном положении или под углом. Сила гравитации действует на все предметы на земле, в том числе и на жидкий металл. Вот ряд практических советов, которые помогут понять и выполнить вертикальный шов:
- создавайте короткую дугу и удерживайте ее на протяжении всей сварки;
- при поджиге электрод должен быть направлен под углом 90 О по отношению к металлу;
- после появления дуги, измените наклон электрода, и направьте его вниз от держателя;
- увеличьте ширину шва, такой шаг поможет удержать жидкий металл и не дать ему стечь.
Вертикальный шов может быть сварен елочкой, треугольником или лесенкой. Все зависит от того, какую толщину имеет заготовка, и какое расстояние между стыками подлежит свариванию.
Как варить чугун электросваркой
Сварщики считают чугун капризным металлом и не очень любят работать с ним по причине его текучести, низкой температуры плавления и большого количества углерода в смеси. Но если выполнить ряд условий, применяемых в этом виде металла, то электросварка способна надежно соединить чугунные элементы.
Для получения качественного шва требуется тщательно подготовить чугунный материал, чтобы при остывании не получить трещин и пор. Также, рассмотрите ассортимент электродов для работы с чугуном.
- В чугуне часто можно увидеть глубокие трещины. Чтобы надежно залить такое углубление необходимо распилить ее тонким диском шлифовальной машины, а затем ввести туда расплавленную металлическую массу.
- Глубина трещин может быть намного больше, чем позволяет увидеть человеческий глаз, поэтому в зоне окончания нужно просверлить несколько отверстий, тогда металл зальет максимально большую зону и не позволит дальнейшего разлома изделия.
- Чугун отличается перегревом в месте стыка. Если подпилить кромки под углом в 45 О , и прогреть шов по всей длине не больше 600 О , а затем заполнить расплавленным присадочным материалом, то получится стойкое противостояние на излом.
- Если свариваемый лист тонок, то под него можно проложить слой графита. Этим вы обеспечите непротекаемость жидкого чугуна.
При работе с чугуном электрической дугой подбирайте электрод с диаметром 3-4 мм, с защитным слоем графита, и регулируйте ток в диапазоне 90-120А.
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Основы электросварки: как правильно варить сваркой
На сегодняшний день сварка является самым востребованным, простым и надежным способом соединения металлических деталей. Для этого необходимо обладать знаниями и практическими навыками, как пользоваться сваркой.Чтобы понять, как правильно варить сваркой, сначала необходимо пройти теоретическую часть, а потом приступить к вырабатыванию практических навыков. Процесс этот не сложный, но необходимо ознакомиться со многими аспектами, прежде чем осваивать практические стороны данного процесса. Мы научим вас, как пользоваться сварочным аппаратом, чтобы получался идеально ровный и правильный шов, даже если раньше вы никогда с ним не сталкивались.
Содержание статьи
- Технологии электросварки
- Аппараты для сварки
- На что обратить внимание при выборе сварочного аппарата
- Технология сварочного процесса
- Практические советы от профессионалов
Прежде чем научиться сварочному делу, нужно понять суть работы сварочного аппарата. Он заключается в следующем: агрегат, подключенный в эклектическую сеть, обеспечивает мощный сварочный ток, под воздействием которого между проводником и деталью, которою необходимо сварить создается электрическая дуга высокой температуры. Под этим накалом металл плавится и образуется ванна – область расплава. В этот момент детали между собой соединяются и, когда остывают, образуют крепкое и прочное монолитное соединение.
В силу того, что сварочные работы своими руками просто незаменимы в строительстве, при ремонтных работах и просто в бытовых условиях для ремонта каких-либо железных деталей, необходимо запомнить, что их существует несколько технологий работы со сваркой:
- ручная дуговая технология, которая реализуется с помощью специальных проводников – электродов. Это небольшие отрезки металла, покрытые химическим напылением, благодаря которому создается электрическая дуга. Преимущество такого вида заключается в его простоте. Даже сварщик-новичок разберется, как научиться работать с таким аппаратом. Он не требует использования баллонов с газом и особых навыков. Достаточно потренироваться, чтобы в результате получить качественный и красивый шов. Недостатком дугового типа соединения изделий является то, что работать можно исключительно с нержавеющими и черными металлами;
- полуавтоматическая техника сварки, которая производится аппаратом с использованием специального газа, создающего защиту для металла от окисления, которое происходит в результате соединения кислорода с расплавленным материалом. Такие сварочные работы своими руками можно производить как в промышленных, так и в домашних условиях.
Специалисты рекомендуют всегда начинать с ручного агрегата, а когда вы научитесь самостоятельно делать правильные швы, тогда можно переходить на полуавтомат.
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный трансформатор считается самым простым типом оборудования, которым можно варить металл. Он работает от сети 220 В (иногда 380В). В процессе работы он преобразовывает напряжение в более низкие частоты, благодаря чему увеличивается сила тока. Трансформаторы очень просты в эксплуатации, не требуют супер-навыков для их использования и позволяют быстро и качественно создать монолитное соединение металлических деталей. Среди недостатков можно отметить, что часто сбивается дуга, разбрызгиваются капли раскаленного металла. Также иногда варить металл на таком аппарате сложно из-за того, что он напрямую зависит от напряжения и чувствует каждый скачок. Но кроме этого стоит отметить, что сам аппарат мобильный и компактный и идеально подходит для использования дома.
- Сварочный выпрямитель представляет собой оборудование, которое обеспечивает стабильное напряжение вне зависимости от сети и гарантирует постоянную дугу благодаря которой швы получаются более аккуратные, а работа происходит быстрее, так как не приходится постоянно восстанавливать инертную среду. Выпрямители отличаются массивностью и габаритами. Использовать такой агрегат можно, чтобы произвести сварку металла в домашних условиях или в промышленных отраслях.
- Сварочный инвертор – еще один представитель аппаратов. Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:
- стойко переносит перепады напряжения;
- экономно потребляет эклектическую энергию;
- варить на инверторе намного проще и быстрее;
- сваривать детали получается аккуратнее, так как полностью отсутствует разбрызгивание.
Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
На что обратить внимание при выборе сварочного аппарата
Перед тем, как научиться варить сварочным аппаратом, его нужно выбрать и желательно отдать предпочтение хорошей модели, на которой будет легко учиться и потом работать. При выборе агрегата нужно учитывать некоторые нюансы, от которых зависит качество швов:
- сварочный ток – это показатель от которого зависит мощность и КПД. Чтобы выполнять сварочные работы своими руками в домашних условиях достаточно до 200 А;
- устойчивость к перепадам в электрических сетях. Допустимый интервал – +-20%. Другие отличаются низким качеством. Как научиться работать агрегатом, если постоянно «выбивает» электричество или пропадает дуга? Поэтому этот параметр очень важен;
- мощность оборудования бывает разной. Отталкиваться стоит от области его применения. Чтобы сварить металл дома достаточно простого или полупрофессионального аппарата. Для производственных целях нужен профессиональный;
- ПВ – продолжительность включения. Это показатель, который определяет временные рамки работы агрегата. В среднем – это около 40%. То есть, после минуты работы на сварочном аппарате, ему нужно полторы минуты отдыха.
Кроме самого аппарата к нему нужно подобрать комплектующие – зажимы, провода, щипцы и т.д. И, важно помнить, что сварка своими руками требует специальной формы для мастера. Обязательно сварщик должен защищать свое лицо и глаза, так как сварочные искры негативно влияют на зрение и могут спровоцировать ожог сетчатки. Обязательно работу нужно производить в специальных перчатках, чтобы, совершая сварочные работы своими руками, не навредить своему здоровью.
Технология сварочного процесса
Когда все готово – рабочее место, оборудование и подготовлены делали, можно приступать к практической части, как варить сваркой.
Техника сварки, на самом деле, проста. Весь процесс заключается в воздействии высокой температуры на металл. При этом, образуется электрическая дуга между материалом и электродным элементом. Благодаря ей и происходит плавление.
Часто ошибки при сварке возникают из-за неумения удержать дугу. Тогда расплавление происходит неравномерно. В результате чего получается грубый и неровный шов.
Сварная ванная – это расплавленная масса метала вперемешку с частицами проводника. Чтобы уберечь от окисления металл, над ванной появляется газовое облако и защищает ее. Если же процесс происходит с помощью полуавтомата, то там используется специальный баллон с защитным газом. Когда электродуга убирается, металл моментально застывает и остается небольшая дорожка, которая монолитным образом скрепляет две детали.
Преимущества ручной дуговой сварки:
- разнообразие электродов позволяет совершать разные швы на разных элементах;
- агрегаты не большие и легко их можно переносить;
- просто научиться, как делать шов;
- идеально подходит для домашнего использования.
Наряду с преимуществами, есть и недостатки:
- выделение вредных веществ в воздух;
- не все металлы можно спаять таким способом;
- от уровня мастерства сварщика и будет зависеть качество работы.
Для более дельного ознакомления с ручной дуговой сваркой можно узнать здесь.
Сваривать электросваркой с помощью газом немного проще, но перед самим процессом нужно настроить полуавтомат:
- определить силу тока можно из инструкции;
- настроить скорость автоматической подачи проволоки;
- установить напряжение и силу тока;
- проверить настройки на черновом варианте детали.
Чтобы работать сваркой в полуавтоматическом режиме, необходимо прочно закрепить рабочее изделие. Кроме этого, необходимо выбирать место для этого такое, чтобы полностью соответствовало правилам безопасности. К примеру, запрещено использовать деревянные верстаки или столы. Во время сварки необходимо четко соблюдать интервал между проводником и деталью – 5 мм. Если его не нарушать, шов получится практически идеальным. Спешить не нужно, электрод выгорает плавно и у мастера есть время сформировать качественную дорожку. Если дуга все время тухнет, необходимо увеличить силу тока на самом агрегате.
Практические советы от профессионалов
Чтобы быстрее научиться, как варить сваркой, профессионалы подготовили несколько советов для новичков, которыми желательно пользоваться для получения качественного результата своего труда:
- чтобы сварка своими руками получилась легко и быстро необходимо качественно подготовить детали, то есть очистить их от коррозии, грязи, пыли и масла. Тогда шов будет прочным и ровным;
- не стоит бояться экспериментировать. На начальных этапах обучения нужно перепробовать все возможные варианты ведения электрода, чтобы «набить руку»;
- чтобы не упускать сварочную дугу нужно стараться придерживаться одинакового зазора между концом проводника и деталью. Самым оптимальным расстоянием считается толщина электрода. Для новичков, которые только осваивают, как правильно работать с аппаратом, рекомендуется применять электроды 3 мм;
- нужно научиться отличать ванну от шлака. При первом прикосновении к металлу образуется красное пятно – это не ванна, это только плавящийся материал, который нанесен на электрод. После этого через пару секунд появится жидкое белое пятно – это уже сварочная ванна;
- сварочные работы своими руками стоит начинать с точечного шва, тогда проще будет научится вести ровную дорожку и не терять дугу;
- не стоит бояться неудач, чтобы понять, как сваривать металл, нужно много тренироваться, пробовать и экспериментировать. Только тогда, через миллионы попыток у вас получится правильный и качественный сварочный шов.
В подведении итогов, необходимо отметить, как научиться правильно варить детали может каждый желающий. Производить сварочные работы своими руками тоже сможет каждый. Для этого необходимо запастись оборудованием, дополнительными деталями и точно следовать инструкциям, не забывая о правилах безопасности.
Мы рассмотрели несколько аспектов, как научиться работать с нуля. Качественный агрегат, подготовленные детали и терпение мастера – это залог качественных швов и быстрой работы. Лучше тренировки начинать с ручной технологии, а потом переходить на полуавтоматический. Хотя настоящий сварщик справляется со всеми видами без проблем.
Научитесь сваривать дома: Руководство для начинающих
Сможете ли вы научиться сваривать?
Хотя научиться сварке непросто, есть много способов научиться и практиковаться в сварке дома. Существует множество книг, учебных пособий, видеороликов на YouTube, классов и личных встреч, которые могут научить вас основам сварки. Сосредотачиваясь на одном виде сварки, вы добьетесь успеха. Мы рекомендуем начать со сварки MIG, если вы хотите научиться сварке.
Обучение сварке может быть как полезным, так и неприятным и болезненным процессом. Но это можно сказать об изучении чего-либо нового, когда дело доходит до этого. В этой статье мы дадим вам краткое руководство о том, что вы можете сделать, чтобы научиться сваривать дома. Есть о чем поговорить, так что приступим.
Зачем учиться сваркеЕсть множество причин, как утилитарных, так и развлекательных, по которым вы должны научиться сварке.
- Возьмите новое хобби
- Ремонт и / или восстановление имущества
- Создавайте уникальные проекты и произведения искусства
- Начните свой бизнес
- Начните заниматься своими руками
- Практикуйтесь для своей карьеры сварщика
- Удачи!
Итак, давайте поговорим подробнее об этом термине «сварка».В конце концов, вы наверняка слышали о многих видах сварки. Будьте готовы к некоторой ясности, потому что все дело в сложности и технике.
Какие бывают типы сваркиПрежде чем мы перейдем к наиболее распространенным типам сварки, с которыми вы, вероятно, столкнетесь, давайте поговорим о пайке. Пайка – это термин, о котором вы услышите в связи со сваркой. Однако это НЕ то же самое, что сварка. Как заявляет MakeMoneyWelding.com, «пайка – это процесс соединения двух металлов вместе с использованием латунного присадочного прутка и часто разнородных металлов без фактического плавления основных металлов.«Просто помните об этом, когда будете перемещаться по сварочной сфере. Если вы хотите научиться паять, это отдельная статья.
Теперь, помимо пайки, существует 3 основных типа сварки: сердечник, TIG и MIG. Хотя мы не будем уделять слишком много времени первым двум типам сварки, остальная часть статьи будет посвящена сварке MIG, поскольку это один из самых простых в освоении видов сварки. Но хорошо иметь базовые знания о сварке сердечником из флюса и сварке TIG, чтобы можно было отличить один тип сварки от другого.
Сварка сердечникомМногие сварщики-любители выбирают сварку сердечником флюсом, если они хотят завершить небольшие проекты или заняться домашним ремонтом. Название флюсовый сердечник относится к центру сварочной проволоки, который состоит из материала, называемого флюсом. Этот флюс позволяет выполнять сварку в чистой среде. За счет включения чистящего средства в сварочную проволоку сварка с флюсовым сердечником устраняет необходимость в газовом баллоне и сопутствующих принадлежностях. Это не только экономит ваши деньги, но также позволяет без особых хлопот переносить сварочный аппарат для сердечников из флюса.
TIGСварка TIG, также известная как газовая вольфрамовая дуговая сварка или GTAW, требует определенного опыта, чтобы освоить ее и освоить. Изучение сварки TIG – это то, чем занимается большинство людей после того, как они приобрели прочную основу в сварке и хотят расширить свой набор навыков. Потому что «хотя основы TIG довольно легко усвоить, для их освоения требуется много контроля, навыков и координации». Вы действительно должны знать, что делаете, если планируете сварку TIG. Допустимая погрешность намного меньше, чем в других сварочных операциях.Тем не менее, зная, как выполнять сварку TIG, вы сможете найти работу в самых разных отраслях, от продуктов питания и самолетов до рам гоночных автомобилей и мотоциклов. Поскольку это более интенсивный процесс сварки, отдача также выше.
MIGЕсли вы собираетесь начать свою карьеру сварщика, начните со сварки MIG. Это один из наиболее простых способов сварки, который не требует больших вложений сразу же. Сварщики MIG используют либо сердечник из флюса, либо твердый присадочный пруток. Как мы уже говорили о сварке сердечником из флюса, центр флюса позволяет выполнять сварку без использования газа.Однако для твердого наполнителя необходим газ.
В отличие от многих других сварочных операций, сварка MIG оставляет мало брызг и, следовательно, требует меньше времени на очистку. Большинство сварщиков приобретут небольшую тележку для хранения сварочного аппарата MIG, а также газовый баллон, дополнительный присадочный стержень и другие сопутствующие аксессуары. Мы рекомендуем новичкам начинать со сварки MIG, поэтому мы продолжим обсуждение того, почему это так и что делает сварку MIG такой простой.
Какой вид сварки лучше всего подходит для начинающихСварка MIG должна быть направлением, которое вы должны выбрать, если хотите начать сварку.Будь то хобби или подготовка к карьере, обучение сварке MIG позволяет получить базовые знания о процессе сварки без (а) значительных предварительных вложений, (б) сверхмелкой моторики, (в) громоздкие механизмы и (г) съедают ваше свободное время.
Чтобы лучше понять, почему MIG-сварку легче выбрать, давайте рассмотрим вид сварки, о котором мы не говорили: приклеивание. Сварка штучной сваркой описывает расходуемый присадочный стержень, покрытый флюсом. Когда вы приклеиваете сварной шов, вы должны поджечь дугу, используя палку, как спичку, что может быть непросто.Кроме того, сварочная лужа может быть не видна, и, когда дело доходит до шлака, требуется много работы по очистке.
Точно так же сварка TIG требует навыков и сноровки. Вы не только держите фонарик, но и погружаетесь в присадочный стержень и регулируете напряжение ногой. Аппараты TIG также могут сэкономить больше средств из вашего ежемесячного бюджета, поскольку этот конкретный процесс заключается в замедлении и сосредоточении внимания на сварном шве. Многие аппараты для сварки TIG также работают от 220 вольт, что не всегда доступно большинству людей.Это особенно актуально, если вы живете в квартире или кондоминиуме.
При сварке MIG, напротив, используется комбинация присадочного прутка и защитного газа. В сварке MIG гораздо больше места для ошибок. Вы можете видеть сварочную ванну, когда перемещаете горелку вдоль детали, и нет необходимости погружать присадочный стержень, как при сварке TIG. Также значительно уменьшается разбрызгивание. Так вы потратите меньше времени на уборку и больше времени на придумывание этих металлургических творений.
Сколько стоит начать сваркуУчитывая, какие деньги большинство людей тратят на свои хобби, сварка фактически не входит в бюджет.Например, «вы, вероятно, потратите от 200 до 400 долларов на качественный сварочный аппарат». Это для типичного сварщика MIG. Если у вас есть финансовые возможности и вы хотите выполнять сварку MIG чаще, чем несколько раз в месяц, потратьте немного больше, чтобы получить лучшего сварщика. Как и все остальное, вы получаете то, за что платите. Большинство аппаратов MIG поставляются с откидной крышкой, на которой написано все, что вам нужно знать о том, какие типы материалов вы свариваете. Если вы хотите продолжить изучение других видов сварки, подумайте о комбинированном аппарате.Эти машины, способные выполнять MIG, приклеивание и сварку TIG, обойдутся вам более чем в 1000 долларов. Просто помните, что помимо расходов на сварщика вы также захотите приобрести защитное снаряжение, аксессуары и тележку для инструментов.
Как и где практиковать сварку MIGПосле того, как вы набрались опыта и подобрались со сварщиком, пора подумать, как вы собираетесь практиковать свои новообретенные сварочные навыки. И у нас есть несколько полезных ресурсов, которыми вы можете воспользоваться, чтобы ускорить процесс обучения.
Один из лучших способов получить формальное обучение сварке – это записаться на занятия. Будь то общественный колледж или средняя школа, эти занятия позволят вам получить много ресурсов, которые вам понадобятся для достижения успеха в качестве сварщика. Продолжайте читать, чтобы узнать больше о преимуществах посещения занятий по сварке.
Помимо занятий по сварке, вы также можете попрактиковаться с металлоломом в своем сварочном помещении. На YouTube есть несколько видеороликов, которые помогут сварщикам достичь желаемых результатов, поэтому взгляните на виртуальное видеопространство и посмотрите, что вы там найдете.Многие видеоролики посвящены поиску и устранению неисправностей в сварке, методах сварки и множеству других полезных ресурсов.
Еще один отличный способ попрактиковаться в сварке – это с другими сварщиками. Эта среда способствует развитию чувства товарищества и позволяет вам обмениваться приемами, уловками, историями и, возможно, также немного похвастаться. Кроме того, вы можете найти много вдохновения, просто находясь среди людей, которым нравится делать то же, что и вы.
Преимущества занятий по сваркеНаучиться сварке – это не то же самое, что научиться играть на трубе.Музыкальный инструмент не обладает врожденной способностью шокировать вас, поджечь вас или многих других опасностей, которые несет сварка. Вот почему многие люди дополняют домашнее обучение уроками сварки.
Независимо от того, хотите ли вы участвовать в занятиях по сварке – если они предлагаются на местном уровне – полезно знать, какие знания вам доступны, на случай, если вам понадобится дополнительная практика или инструкции. Большинство сварочных программ длятся от 9 до 18 месяцев. Как и многие навыки, связанные с мышечной памятью и физическим трудом, сварка требует практики и повторения.Так что будьте готовы к сварке большую часть дня.
При этом вы многое узнаете после того, как завершите программу сварки. Например, большинство программ обучают сварке труб и листов, всем основным сварочным процессам (включая упомянутые выше), положениям сварки, продвинутой математике, расшифровке технических задач и многому другому. Одна из самых важных вещей при поступлении на сварочную программу – это отношения преподавателя и ученика. Если вы спросите опытных сварщиков о проблемах, с которыми вы сталкиваетесь, вы получите экспертные знания.А способность устанавливать партнерские, дружеские и рабочие отношения может сделать участие в сварочной программе бесценным для вас. Мы рекомендуем вам изучить этот вопрос, если сварка станет важной частью вашего будущего.
Основы, необходимые для сварки MIGДаже если вы решите не посещать занятия по сварке, есть несколько материалов, в которые вам нужно будет потратиться, прежде чем вы начнете плавить металл.
Очевидно, что сварщик MIG на первом месте. Вам нужно что-то, что входит в ваш бюджет, но есть несколько характеристик, на которые следует обращать внимание при совершении покупок.Например, у сварщиков есть так называемый «рабочий цикл». Это число «означает, что при непрерывном использовании он перегреется и прекратит сварку». Гипотетически рабочий цикл 50/50 будет означать, что вы можете сваривать в течение 5 минут, а затем вам нужно дать машине остыть в течение 5 минут. Однако большинство рабочих циклов не сбалансированы.
Обеспечение надлежащего источника питания для сварочного аппарата – еще один ключевой компонент при настройке сварки MIG. В наши дни сварщики в большинстве случаев могут работать либо на 110, либо на 220, но убедитесь, что приобретаемый вами агрегат совместим с розетками в вашем рабочем пространстве.Адаптировать сварщика возможно, но не всегда эффективно – или того стоит.
Защитный газ тоже важен. Вы также должны знать полисы страхования жилья, когда дело касается сварки. «Некоторые полисы страхования жилья имеют ограничения и исключения, которые применяются, если в доме есть сосуды под давлением, в том числе газовые баллоны под давлением». Если у вас есть дополнительные вопросы, позвоните своему страховому агенту, чтобы проверить детали вашего полиса.
Также необходимы сварочный шлем, перчатки и защитная одежда.Если вы не уверены, как должна выглядеть ваша одежда при сварке, просто помните, что вы работаете с расплавленным металлом.
Сварочные тележки значительно упрощают эффективную сварку. В этой удобной тележке можно легко хранить газовый баллон, дополнительные принадлежности и, конечно же, сварщика. Зажимы – это еще один аксессуар, в который вы, вероятно, захотите инвестировать, поскольку у большинства сварщиков есть только две руки.
Научитесь выполнять сварку MIGПосле того, как вы собрали все необходимые материалы, пора приступать к сварке! На самом деле сварка – это процесс, который происходит быстро в данный момент, но требует большой подготовки и последующей обработки.Хотя вы будете плавить металл только несколько минут за раз, металлические детали, которые вы соединяете, должны быть в наилучшей форме для достижения наилучших результатов.
С этой целью давайте начнем сварочный процесс с того, что происходит еще до того, как газ начнет течь.
Перед началом сваркиПодготовка к сварке часто занимает больше времени, чем сам процесс сварки. Однако невероятно важно настроить себя на успех. Вот несколько способов сделать это:
- Подготовьте металлические детали, которые вы собираетесь соединить.На сварочной поверхности не должно быть никаких загрязнений, в том числе краски. Лучше всего сваривать неизолированный металл.
- Чтобы гарантировать более прочный сварной шов, снимайте фаски на кромках ваших деталей. «Это обеспечивает максимально глубокое проникновение сварного шва и зенковку, чтобы вы могли шлифовать заподлицо».
- При необходимости зажмите детали. Убедитесь, что они сидят на вашей рабочей поверхности таким образом, чтобы вы могли эффективно сваривать. Нет ничего хуже, чем сваривать в неудобном положении, потому что вы не хотите снимать зажимы и переделывать их.
- Готовьте своего сварщика. Проверьте пистолет, чтобы убедиться, что электрод выступает «на расстоянии от ¼ до 3/8 дюйма». Убедитесь, что защитный газ течет. При желании сделайте несколько пробных сварных швов.
- Наденьте защитное снаряжение и защитную одежду. Убедитесь, что окружающие, находящиеся в непосредственной близости, знают, что вы ведете сварку, чтобы при необходимости прикрыть глаза. Правильно проветривайте рабочее пространство, чтобы рассеять сварочный дым.
Вы подготовили почву: теперь пора зажечь огонь.Или пусть газ течет, то есть.
Защитный газРеальность металла такова, что каждый тип состоит из множества элементов. Эти сплавы горят с разной скоростью и могут вызвать ряд проблем при сварке. Совместите это с элементами, существующими в воздухе, и вы поймете, почему сварка MIG лучше всего работает в среде защитного газа.
Вкратце, защитный газ – обычно аргон, иногда смешанный с меньшими количествами гелия, кислорода, углекислого газа или водорода – создает чистую среду для слияния металла.Если вы планируете часто заниматься сваркой, вам стоит приобрести баллоны с защитным газом. Многие компании, поставляющие газ, позволят вам арендовать баллон или принять участие в программе обмена баллонов. Плата за защитный газ и соответствующий баллон – это то, на что вы должны рассчитывать для каждого проекта. Очевидно, что чем больше вы сварите, тем больше защитного газа вам понадобится.
ТемператураЕще одним важным фактором в процессе сварки является температура. Во время сварки с разными металлами вы узнаете, сколько тепла нужно приложить, чтобы образовалась сварочная лужа.Например, низкоуглеродистая сталь начинает плавиться при температуре около 2700 градусов по Фаренгейту. На самом деле это низкая температура плавления, учитывая, что у кислородно-ацетиленовых горелок и аппаратов для дуговой сварки температура обычно составляет от 6000 градусов по Фаренгейту. Хотя большее количество тепла может быть полезно, лучше всего настроить параметры сварочного аппарата, чтобы вы могли контролировать скорость плавления металла, чтобы добиться лучшего сварного шва.
Процесс сварки MIGСварка MIG и различные связанные с ней методы могут быть самостоятельным руководством.Здесь мы просто коснемся некоторых основных процедур, которые вы захотите пройти во время сварки. Потому что, как и в любом другом хобби, чем больше вы занимаетесь сваркой и чем больше просматриваете видео и обучающие программы, тем больше вы узнаете и усовершенствуете свои методы и процессы.
Положения для рук при сваркеСамая важная часть сварочного процесса – это вы. Как советует Popular Mechanics : «Чем устойчивее ваши руки, тем лучше сварка». Устойчивость руки – одна из причин, по которой желательны механические сварщики, потому что они могут физически контролировать скорость, с которой они сваривают.Кроме того, что вам нужно держать горелку MIG неподвижно, вам также нужно держать горелку MIG под углом 45 градусов. Если ваша голова расположена перпендикулярно рабочей поверхности, ваша рука, держащая горелку MIG, должна лежать набок, как если бы вы собирались что-то написать. Фактически, вы должны делать вид, будто пишете строчные буквы «е», перемещая лужу по сварному шву. Это круговое движение улучшит проплавление и приведет к лучшему сварному шву, когда вы закончите.
Настройки сварочного аппаратаВыше мы упоминали, что вам нужно изменить настройки сварочного аппарата, чтобы получить нужную температуру, чтобы металлы, с которыми вы работаете, сливались вместе.Но как узнать, что нужно изменить в настройках?
Большинство производителей сварочных аппаратов указывают инструкции на самом сварочном аппарате, обычно на крышке аппарата. В этом списке примерно указано, с чего следует начинать определение толщины, типа и размера металла, который вы свариваете. Во многих случаях вам нужно будет точно настроить эти параметры для вашей среды. Еще одна вещь, о которой следует помнить: «избегайте чрезмерного нагрева при сварке и избегайте большего количества проходов, чем необходимо». Вот почему удобно иметь металлолом того же типа, что и сварка, чтобы вы могли попрактиковаться и настроить эти параметры еще до того, как нагреете сами заготовки.
Let’s WeldХватит разговоров! Давайте перейдем к мельчайшим деталям сварки MIG.
После того, как вы отрегулировали настройки, надели защитное снаряжение, надели сварочный шлем и поставили перед собой задачу, пора приступать к сварке. Сначала установите горелку над областью, которую вы хотите сваривать. В зависимости от вашего сварочного шлема вы можете / не сможете ничего видеть, пока не зажжете дугу.
После того, как вы встали, наденьте сварочный шлем и включите курок сварочной горелки.Электродная проволока должна начать подавать с указанной вами скоростью. Ваш защитный газ также должен начать течь, создавая чистую среду для незавершенного сварного шва. Металлические детали начнут плавиться. После того, как вы образовали небольшую лужу расплавленного металла, медленно и намеренно перемещайте горелку небольшими движениями «е» через зазор. Ваша цель – провести лужу с собой по двум частям таким образом, чтобы они слились вместе. Легче сказать, чем сделать, но с практикой это осуществимо.
Если у вас возникли проблемы с какой-либо частью процесса, от запуска лужи и достижения надлежащего проплавления до однородности по всему сварному шву, просмотрите видеоролики и учебные пособия по этим случаям. Сварка требует чувства спонтанности, поскольку это не простой процесс включения-выключения. Вы должны работать с металлом перед вами. Мастерство требует огромного опыта и настойчивости.
Последние штрихиНесмотря на все наросты, сварка происходит всего за несколько минут.Однако существует множество процессов, которые вам необходимо учитывать после сварки, чтобы завершить процесс и обеспечить надежное соединение.
«Старая поговорка – немного сваривать и много остывать. После сварки удары молотком по сварному шву снижают напряжения в сварном шве ». Вы, наверное, видели видео, на которых кузницы и мастера-мечники долбят раскаленный металл до желаемой формы. Удар по металлу фактически высвобождает часть тепла, удерживаемого внутри материала, потому что при повышении температуры молекулы расширяются, и их сильное сжатие требует, чтобы они вернулись к меньшему размеру.Это лишь один из способов обеспечить надежность сварных швов.
Еще один последний штрих, который вы можете нанести на сварные швы, – это угловая шлифовальная машина. Когда вы слышите, как сварщики говорят: «Мне нужно отшлифовать сварные швы», они хотят, чтобы сварной шов выглядел лучше. Иногда это утомительная работа, особенно если вы немного сварили; однако общий эстетический вид ваших деталей улучшится, если вы не торопитесь. Если вам нравится внешний вид вашего металла, вы можете оставить его неокрашенным и просто нанести на него антикоррозионное покрытие.Порошковая покраска и покраска также являются распространенными способами отделки металлических деталей. Все зависит от того, как выглядит ваша конечная цель.
Советы по сварке MIGВо время сварки MIG помните о следующих советах. И помните, практика только делает вас лучшим сварщиком. Со временем вы добьетесь желаемого качества сварки.
Есть еще много советов о том, как лучше сваривать. Овладеть искусством плавления металла не так просто, как кажется. Продолжайте читать, чтобы найти ресурсы по сварке, от книг и веб-сайтов до видео на YouTube и т. Д.
Непрерывное образование: внешние ресурсыЕсли вы хотите продолжить свое сварочное образование, существует множество доступных ресурсов как в печатном виде, так и в Интернете. Вы также можете связаться со сварщиками в вашем районе. Ваш местный YMCA и / или общественный колледж могут предложить уроки сварки. Вы можете легко присоединиться к онлайн-форумам и группам, поддерживающим сварщиков.
Заходите к нам, чтобы узнать больше советов и рекомендаций по сварке! Потому что, как и в любом хобби, постоянно меняются практики и появляются новые техники.Будьте в курсе всего происходящего и погрузитесь в сварку. Это умение, за которое вы будете благодарны много раз.
Сопутствующие товарыСоветы и методы сварки MIG для начинающих
Как выполнять сварку MIG
MIG был самым популярным сварочным процессом на протяжении десятилетий как среди профессиональных сварщиков, так и среди любителей. Он быстрый, мощный, универсальный, и большинству людей его довольно легко освоить. Поскольку это такой замечательный процесс, у него есть постоянный поток новичков, полных решимости учиться.В этой статье мы расскажем об основах – и она станет хорошим напоминанием для тех, у кого уже есть опыт сварки.
Начнем с определения: MIG – это сварка металла в инертном газе. В промышленности это называется газовой дуговой сваркой металла (GMAW), но термин MIG-сварка гораздо более распространен, поэтому мы будем использовать его здесь.
Настройка оборудования
При сваркеMIG используется источник постоянного напряжения, чаще всего положительный электрод постоянного тока (DCEP).В источнике питания используются трансформаторы и выпрямители для модуляции сетевого напряжения, что стабилизирует дугу и обеспечивает хорошее зажигание дуги, а также включает схему для защиты от перегрузки. Рабочий зажим соединяет свариваемый материал с источником питания, замыкая цепь. Катушка с проволокой обычно размещается внутри корпуса блока питания, а также приводной механизм для подачи проволоки через кабель к пистолету.
Ручной пистолет – это «бизнес-сторона» машины MIG.Пистолет имеет спусковой крючок, который одновременно управляет несколькими функциями. Нажатие на спусковой крючок приводит к электрическому возбуждению сварочной проволоки и запускает моторный привод, автоматически подавая проволоку во время сварки. Сварка MIG требует, чтобы сварной шов был защищен от атмосферы. Часто это делается путем направления защитного газа на зону сварки, а поток газа также регулируется спусковым крючком на пистолете. Порошковая проволока используется для некоторых сварочных операций MIG, как отдельно, так и с газовой защитой.
Большая часть сварки MIG выполняется с использованием газовой защиты – чаще всего используются смеси углекислого газа и аргона / CO2.Газовый баллон имеет регулятор или расходомер для регулировки расхода газа. Здесь есть много переменных, но хорошее практическое правило для сварки в легких условиях – расход газа около 20 кубических футов в час. После того, как вы научитесь обращаться с оружием, вы можете экспериментировать с оптимизацией количества используемого газа.
Перед началом сварки на сварочном аппарате необходимо выполнить две основные настройки: напряжение и скорость подачи проволоки. Почти у каждого сварщика MIG есть таблица, в том числе мой Millermatic® 211, часто прямо под откидной крышкой доступа, которая дает вам рекомендуемые настройки.Они зависят от типа и толщины материала, а также от диаметра присадочной проволоки. Эти значения используются для регулировки настроек на лицевой стороне машины.
Миллер впервые применил технологию Advanced Auto-Set ™, которая позволяет вам просто устанавливать процесс, толщину материала и диаметр проволоки, а машина автоматически изменяет настройки. Это так хорошо сработало для меня, что я годами не читал диаграммы!
Лучшие методы сварки MIG
Материал должен быть чистым, чтобы получить хороший сварной шов, а перед использованием абразивных материалов следует удалить любую смазку или масло.Сварка MIG более терпима к незначительным поверхностным загрязнениям, чем сварка TIG, но чем чище металл, тем меньше у вас проблем. Лучшие сварщики очень привередливы в подготовке поверхности, и чистка основного металла – хорошая привычка. Я часто использую шлифовальные диски или нетканый абразив для очистки металла от ржавчины, краски или накипи.
Наладка машины и подготовка материала – самая простая часть. То, как вы держите и перемещаете пистолет, является ключевым фактором, определяющим качество и внешний вид ваших сварных швов.По возможности лучше всего использовать оружие двумя руками и поддерживать руки, запястья, предплечья или локти таким образом, чтобы вы могли плавно перемещать пистолет, сохраняя при этом точный контроль. Положение пистолета и расстояние от пистолета до работы имеют решающее значение.
Чем дальше находится пистолет от работы, тем дальше должна выходить проволока, чтобы встретиться с свариваемым металлом. Длина проволоки между горелкой и основным металлом называется вылетом и оказывает ОГРОМНОЕ влияние на качество сварки.Нормальный вылет обычно составляет около 3/8 дюйма. Если вы позволите пистолету отодвинуться дальше от металла, вылет будет увеличиваться, что приведет к уменьшению нагрева металла и уменьшению покрытия газовой защиты.
Обычно при сварке я толкаю лужу. Поскольку я правша, это означает, что пистолет движется влево. В большинстве случаев пистолет следует слегка наклонять по направлению движения. Это называется углом поворота, и для начала лучше всего подойдет 15 градусов.
Если смотреть на пистолет с конца шва, то угол между пистолетом и изделием называется рабочим углом. Для стыкового соединения идеально подойдет 90 градусов.
Для углового шва под углом 90 градусов пистолет обычно держится под углом 45 градусов, хотя для тонких металлов это может потребоваться изменить. Если угловой шов имеет форму перевернутой буквы Т (как на фото ниже), горизонтальная часть может рассеивать тепло с обеих сторон сварного шва. Вертикальный элемент заканчивается у сварного шва, поэтому он не может рассеивать столько тепла; иногда это вызывает прожиг.В таких ситуациях поможет небольшой угол наклона пистолета от вертикального элемента.
Скорость перемещения пистолета тоже очень важна. Слишком медленное движение приводит к образованию борта слишком большого размера, а слишком быстрое движение может уменьшить проникновение. Некоторые сварщики держат пистолет неподвижно по мере продвижения по стыку, но есть множество методов плетения или раскачивания пистолета, которые могут быть полезными. Здесь нет жестких правил, и я призываю вас поэкспериментировать с тонкими изменениями в способе перемещения пистолета, обращая пристальное внимание на то, как каждое изменение влияет на сварной шов.Вы можете многому научиться, разговаривая с другими опытными сварщиками и наблюдая за ними.
Итак, как вы оцениваете качество сварного шва? В идеале сварной шов должен быть слегка выпуклым, а выступы или края валика плавно переходят в основной металл. Должно быть полное проникновение, но не настолько, чтобы не было чрезмерного кровотечения на тыльной стороне сустава. Ширина и высота валика должны быть одинаковыми от одного конца до другого, и в сварном шве не должно быть кратеров или пустот.Многие люди проверяют свои практические сварочные швы, удерживая свариваемую деталь в тисках и сгибая соединение до тех пор, пока оно не сломается. В идеале металл СЛЕДУЮЩИЙ от сварного шва должен разрушиться раньше, чем сварной валик.
Требуется много практики, чтобы сварные швы соответствовали всем этим критериям, но чем больше времени вы проведете с опущенным шлемом, осторожно направляя пистолет по его пути, тем лучше будут сварные швы!
Дополнительные ресурсы
При поддержке Миллера я снял 70-минутный видеоролик под названием «MIG Welding Made Easy.Это видео дает исчерпывающее освещение перечисленных здесь пунктов, а также многое другое. Это доступно для потоковой передачи или загрузки с моего веб-сайта:
https://covell.cinevee.com/mig-welding-made-easy
Научитесь сваривать: Часть 1 Основы
Давайте поговорим о склеивании металла. Если вы автомобильный парень, если вы еще не сварщик и не разбираетесь в этом, это всего лишь вопрос времени. Возможность сваривать машину – самая раскрепощающая вещь в этом хобби с тех пор, как вы впервые получили права.Это открывает совершенно новый мир возможностей, в котором вы больше не ограничены тем, что вы можете купить, чтобы прикрепить к машине, или тем, что вы можете нанять кого-то, чтобы он сделал для вас. Последнее будет некой комбинацией: очень дорого, займет слишком много времени и не совсем то, что вам нужно.
Если вы хоть немного похожи на меня, то для вас это немного загадка – промышленный навык, доступный только профессионалам. Для меня все началось в гараже моего друга, который помогал мне со сваркой.Я сказал, что хотел бы научиться однажды, но даже не знаю, с чего начать. Он сунул свой шлем мне в грудь и протянул горелку MIG. Конечный результат (см. Выше) оказался лучше, чем должен был быть, поскольку машина уже была настроена для меня.
Остальное было путешествием, полным тайн и разочарований, но, в конце концов, своего рода личной гордости и удовлетворения, которые можно получить, только преодолев трудность изучения сложного навыка.
Страшно представить, как все было до появления Интернета. Думаю, если вы не знали кого-то, кто мог бы вас научить, вам приходилось ходить на уроки. Я изучил их, и они охватили только основы – достаточно, чтобы получить работу с фонариком (и это не будет горелкой TIG при установке лопасти реактивного двигателя). С помощью Интернета я довольно быстро продвинулся дальше того, что вы бы изучили в типичном классе, и затем мне потребовались ответы для более непонятных приложений (толстые к тонким, очень тонкие металлические проблемы, нержавеющая сталь, титан, выбор / настройки машины, выбор наполнителя и т. д.).Я пробовал форумы, но обнаружил, что многие сварщики в сообществе имеют очень узкую специализацию. У них часто есть хорошие ответы и решения для типичных вопросов и проблем, но как только вы сойдете с проторенного пути, вы получите либо сверчки, либо сказки старых жен, а также сильно устаревшую информацию. Но есть очень немногие по-настоящему особенные. Эйнштейн из них – это мастерство советов и приемов по сварке. Я видел все его видео, несколько раз. Я пытаюсь поддержать его, покупая все свои принадлежности в его магазине, если он их продает, но я все же могу отправить ему чек за обучение в один прекрасный день.Как и подкасты Дэна Карлина «Жесткая история», я получил больше от видео Джоди, чем от любых факультативов в университете. Хм, может мне вместо этого потребовать от них возврат? Я отвлекся.
Я хочу помочь большему количеству автомобильных фанатов открыть для себя свободу, которую дает сварка, поэтому я хочу написать серию статей о таких вещах, как основы сварки, описать общие процессы, немного обсудить оборудование (машины, шлемы и т. Д.) И другие непонятные вещи, такие как выбор присадочного стержня. , сварка экзотических материалов и техники для сложных ситуаций.Если это звучит как хорошая идея, оставляйте комментарии ниже, если есть что-то конкретное, что вы хотели бы осветить, когда я перейду к обсуждению более конкретных вещей, таких как оборудование и методы.
У меня нет сертификатов, дипломов и это не моя работа. Но как любитель, я многому не научился и не научился делать успешно. Я построил: собственное спортивное оборудование, крылья / кузов, алюминиевый впускной коллектор, спускную трубу из нержавеющей стали, титановую выхлопную систему, радиаторы и баки, каркасы безопасности, карданные валы и многое другое.Я говорю это не для того, чтобы похвастаться, а для того, чтобы побудить вас задать вопрос о сварке, которая вас интересует, потому что я, вероятно, могу и определенно хочу помочь.
Я не собираюсь тратить время на техническую корректность формальных определений. Сообщество сварщиков полно решительных людей, которым нравится исправлять новичков. Так что да, я знаю, что это не MIG, а GMAW, это не TIG, а GTAW, я знаю, что сварщик – это машина, а сварщик – это оператор. И мне все равно. Если вы обоснованно обеспокоены тем, что научить кого-то быть сварщиком означает превратить его в машину, тогда вам нужна помощь, которую я не могу предоставить.Хорошо, идем дальше.
ОСНОВЫ
Давайте быстро перейдем к основам. Все виды сварки сводятся к одному – расплавить два куска металла, чтобы их сплавить. Электрические формы сварки пропускают ток до тех пор, пока металл не расплавится – вы случайно когда-нибудь прикоснулись инструментом к горячему кабелю аккумулятора и нашли расплавленное место на гаечном ключе или отвертке? Поздравляем, вы уже сварили! На самом деле, я слышал рассказы водителей грузовиков из Восточного блока об использовании аккумуляторных кабелей и вешалок для ремонта сломанных листовых рессор, вместо того, чтобы быть застрявшим посреди ниоткуда.
Но с тех пор мы придумали несколько более сложных способов сделать это.
СТАЛЬНАЯ СВАРКА
Я коснусь этого лишь кратко по двум причинам. Во-первых, я никогда этого не делал. Во-вторых, если это не все, что у вас есть, нет особых причин рассматривать сварку штучной сваркой, особенно в автомобильной промышленности. Если вы свариваете гигантские трубы на открытом воздухе, то обязательно. Но в автомобиле нет ничего, что было бы лучше сделать с помощью более сложного процесса.Есть одно исключение, с которым я бы согласился, а именно, если вам нужно очень глубоко залезть в угол, чтобы сварить какой-нибудь толстый металл, скажем, в глубоком углу каркаса безопасности, так что даже пистолет MIG не может достать. Но я использовал микро-горелку TIG, которая могла проникать в некоторые смехотворно узкие места, где даже палка не работала (потому что она была не только глубокой, но и сбоку).
Stick – это самая чистая (читай: примитивная) форма электродуговой сварки, при которой вы буквально держите металлическую палку в зажиме, который пропускает ток через стержень, и при контакте с свариваемым металлом зажигается дуга и начинается плавление. воткнуть в сустав.С современными электродами на самом деле можно получить очень приличную сварку. Американские женщины-сварщицы во время Второй мировой войны были известны тем, что могли производить сварные швы, которые могли сравниться с тем, что можно было бы ожидать от TIG. Но только потому, что он может работать, он все еще не делает его разумной альтернативой современным технологиям, особенно с учетом того, насколько он доступен для среднего маппета, такого как ваш настоящий.
СВАРКА МИГ
Сварка MIG – это наиболее распространенный процесс, с которого сегодня начинают большинство производителей.MIG в принципе во многом похож на ручную сварку, за исключением того, что вы держите не фиксированный расходный стержень, а пистолет, через который аппарат пропускает тонкую проволоку из расходуемого металла. Кроме того, единственное другое важное отличие – это защитный газ. В процессе MIG через сопло проходит газ, который обтекает проволоку и попадает на соединение, чтобы поддерживать его в чистоте. Электроды для ручной сварки покрыты флюсом, как и при пайке. Когда металл плавится, он хочет вступить в реакцию с окружающей средой, и в результате получается соединение, которое оказывается поврежденным.В современных сварочных процессах используются защитные газы для предотвращения нежелательных реакций расплавленного металла. В машинах MIG также может использоваться так называемая проволока с сердечником из флюса, в которую пропитан флюс в виде стержня, который устраняет необходимость в защитном газе. Но, как и для сварки штучной сваркой, нет особых причин использовать сварку сердечником из флюса в этом приложении, поэтому я не буду обсуждать это дальше, кроме как сказать, что вы должны быть осторожны при выборе машины, потому что самые дешевые машины на самом деле не являются машинами MIG, хотя они похожи на машину MIG.Если он не поддерживает защитный газ, это не сварщик MIG. На самом деле существует интересная разновидность сварки MIG, в которой используется сердечник из флюса, который стоит обсудить, но мы рассмотрим это в статье, посвященной MIG.
Защитные газы – интересная тема. Обычно в качестве защитных газов используется благородный газ, например аргон, для поддержания чистоты лужи. Но защитные газы также могут играть важную роль в том, сколько тепла попадает в деталь. Наиболее распространенный защитный газ для сварки MIG называется C25 и представляет собой смесь 75% аргона и 25% CO2.Но вы также можете использовать 100% CO2, и это сделает лужу более грязной с большим количеством брызг, но при этом в лужу будет попадать значительно больше тепла.
Раз уж мы заговорили о химических реакциях, давайте сделаем перерыв и сделаем объявление для общественных служб.
НЕ ИСПОЛЬЗУЙТЕ ОЧИСТИТЕЛЬ ТОРМОЗА ДЛЯ ПОДГОТОВКИ ДЕТАЛЕЙ К СВАРКЕ
Очиститель тормозов или любой другой хлорированный обезжириватель в сочетании со сварочной дугой выделяет газ фосген. Это чрезвычайно мощное нервно-паралитическое вещество, используемое в Первой мировой войне, и требуется совсем немного, чтобы нанести непоправимый урон, и совсем немного больше, чтобы вас убить.Придерживайтесь ацетона.
Хорошо, вернемся к интересным вещам. Есть несколько веских причин, по которым сейчас большинство людей начинают с MIG: это просто, доступно и работает.
Есть много совершенно адекватных машин, доступных через китайские источники, но все крупные бренды имеют потрясающие стартовые машины. Пакеты Lincoln MIG PAK – обычное дело для многих парней, с которых нужно начинать… включая меня!
Я получил свой МИГ ПАК 180 из местных объявлений в основном новым (парень только что открыл коробку и попробовал с ним немного флюса) за сотню баксов меньше, чем они поступают в продажу.Мы подробно расскажем о машинах и различных функциях пакета MIG.
Вот мои первые сварные швы, когда я получил эту машину. Я не хотел ждать, пока получу резервуар, поэтому соединил его с сердечником из флюса и начал склеивать. Не очень красиво, но с чего-то нужно начинать.
MIG на самом деле требует для работы только одного из ваших придатков, и он, безусловно, наиболее прощает плохую технику, поэтому у него самая короткая кривая обучения из всех процессов.Кроме того, он чрезвычайно универсален. Я мог бы привести чертовски хорошие доводы в пользу того, что сварщик MIG – это все, что вам нужно как автомобильному любителю. Для некоторых вещей есть варианты получше, но если вы не разбираетесь в экзотических материалах, таких как титан, или вам нужно сваривать тонкий алюминий, вы можете сделать почти все с помощью MIG.
Выше (извиняюсь за картинку с картошкой) мой первый настоящий сварочный проект, стол, который я буду использовать для сварки многих своих будущих проектов.
При достаточной практике я смог выполнить практическую (если не самую красивую) работу, например, обшить задний подрамник пластиной 1/8 дюйма, чтобы усилить его.
Кто-то спросил меня, строю ли я танк, что я и сделал.
У меня есть катушечный пистолет, чтобы делать алюминий, думая, что я смогу сделать из него зарядные трубки. Я понял, что это будет не так просто, как я себе представлял.
В конце концов я достаточно хорошо разбирался в сварке алюминия методом MIG, что смог сделать свой приборный кронштейн для планшета.
Как подготовить металл к сварке
Сварка – один из важных производственных процессов, используемых на различных производственных предприятиях.Для сварки рассматриваются разные типы металлов. Как и любой другой производственный процесс, он также проводится с использованием различных инструментов для обеспечения точности. Однако перед фактическим процессом сварки необходимо предпринять несколько шагов, чтобы убедиться в его правильности. Подготовка металла – один из важных этапов сварки металлов, поскольку лучшие сварные швы получаются из более чистых металлов. На протяжении многих лет обсуждается несколько советов по сварке металлов; однако советы по очистке металла обсуждаются редко.Этот пост дает несколько простых советов по очистке металла.
Советы по очистке металлов перед сваркой металлов
Подготовка металла зависит от типа сварки, которую вы планируете делать. Существует два типа сварочных процессов: сварка в среде инертного газа (MIG) и сварка в среде вольфрама в среде инертного газа (TIG). В обоих этих методах используется электрическая дуга; однако они различаются своим подходом. При сварке MIG металлические листы очищаются не полностью. С другой стороны, при сварке TIG металлические детали тщательно очищаются перед сваркой.Следующие простые советы помогут подготовить металл к любому типу сварки:
- Используйте проволочную щетку для удаления толстых загрязнений: Это один из самых простых методов подготовки металла. Проволочная щетка – это основной инструмент, используемый для удаления толстых загрязнений с любого металлического предмета. Эти проволочные щетки легко доступны в большинстве сварочных предприятий, поскольку они используются для удаления флюса с готовой детали. Обязательно используйте специальные проволочные щетки для разных металлов. Например, вам нужно использовать щетку из стальной проволоки, чтобы удалить загрязнения с куска алюминия.
- Используйте угловую шлифовальную машину и лепестковый диск: Лист можно подготовить для сварки TIG или MIG с использованием угловой шлифовальной машины и лепесткового диска. Любое покрытие, имеющееся на толстом листе, можно легко удалить с помощью лепесткового диска. Однако этот инструмент не рекомендуется для тонких металлических листов, поскольку он может удалить много других материалов. После удаления покрытия следует очистка ацетоном. Этот метод отлично подходит для деталей шасси, требующих тяжелой сварки.
- Используйте плазменный резак для частых резов толстого металла: Многие сварочные проекты требуют резки толстых металлов под нужными углами перед сваркой.Это легко сделать с помощью плазменного резака. Эти резаки могут потребовать больших первоначальных вложений; однако они полезны по нескольким причинам. Плазменные резаки помогут вам сэкономить на топливе, времени на предварительный нагрев, а также быстро резать толстые металлы с небольшими пропилами. Эти резаки – идеальный выбор для сварочного оборудования, которое хочет сэкономить на материальных затратах и времени сотрудников.
- Используйте абразивоструйную очистку для ржавых материалов: Если металлический лист заржавел и не может быть очищен ни одним из вышеупомянутых методов, то он идеально подходит для проведения абразивоструйной очистки.Этот метод помогает удалить загрязнения с металла, после чего его необходимо очистить ацетоном, чтобы удалить оставшиеся химические загрязнения. Одна из основных проблем, с которыми сталкивается этот тип подготовки металла, заключается в том, что абразивная поверхность может захватывать кусочки металла, что впоследствии может вызвать коррозию металлической части. Таким образом, всегда рекомендуется избегать этого метода очистки алюминия, поскольку он чувствителен к загрязнениям, которые могут оставаться на металлическом листе даже после очистки его ацетоном.
В дополнение к этим инструментам для очистки вам могут также потребоваться другие инструменты и оборудование для процессов сварки металлов. В их число входят сварочные столы, сварочная тележка, сварочные зажимы, сварочные маски и т. Д. Важно, чтобы вы получали эти предметы первой необходимости от надежного производителя, такого как Woodward Fab. Компания также предлагает широкий ассортимент аппаратов плазменной резки, сварочных бритв, аппаратов для сварки MIG и т. Д.
Сообщения блога о связанных сварочных инструментах и оборудовании:
- Знать о 5 основных типах сварочных процессов
- 8 важных советов по повышению безопасности при сварке
- Сварочное оборудование 6 обязательных для начинающих сварщиков
- Сварочные инструменты для начинающих
- 5 основных сварочных инструментов, необходимых для точной и безопасной сварки
- Различия между сваркой и производством листового металла
- Распространенные ошибки, которых следует избегать при выборе сварочного аппарата
- Различия между сваркой листового металла и пайкой листового металла?
т.J. Оборудование, материалы и услуги для сварки сопротивлением снегу
Рэй Микелена, CRWT
При правильном применении точечная контактная сварка является самым быстрым, прочным и наименее дорогостоящим методом соединения металлов. Однако, хотя контактная сварка используется в производстве на протяжении десятилетий, этот процесс все еще недостаточно изучен за пределами автомобильной промышленности.
Сварка сопротивлениемуникальна тем, что это высокоскоростной метод соединения металлов с помощью кованого сварного шва, сформированного путем приложения точно контролируемого электрического тепла и силы и без добавления присадочного металла.
Процесс выглядит простым, но существует множество действующих факторов, которые необходимо понимать и контролировать, чтобы достичь желаемого результата – сварного шва, который прочнее основного металла. И, кстати, многие точечные сварные швы должны быть не только прочными, но и привлекательными, что создает еще одну проблему для сварочного персонала.
Три основные переменные, которые необходимо учитывать для достижения успеха при контактной сварке, можно запомнить как PCT : P ressure (сила ковки), C urrent (количество используемых сварочных ампер) и T ime. (продолжительность протекания тока.)
Без понимания важности этих переменных и их связи друг с другом часто получаются слабые и / или некрасивые сварные швы. И, к сожалению, в этих проблемах часто винят процесс контактной сварки, что иногда приводит к переходу на более дорогой и медленный метод соединения металлов, такой как клепка.
Недавнее посещение завода заказчика показало, почему слабые сварные швы возникают при неправильной настройке машины. В этом случае специалисты по настройке сварщика предполагали, что длительное время сварки приведет к более прочному сварному шву, но мы смогли доказать обратное.
Почему длительная сварка не дает лучшего контактного шва? Казалось бы, «приготовление» сварного шва сопротивлением с дополнительным нагревом и временем добавило бы его прочности. Однако, как и в случае с выпечкой торта, правильный рецепт давления, силы тока и времени имеет решающее значение для достижения успешного результата.
ПОНИМАНИЕ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯДавайте посмотрим на PCT и узнаем, что означает этот рецепт и почему простое увеличение времени сварки не улучшило сварку наших клиентов.
H = I2RT – это фактическая формула для контактной сварки, где H = тепло, I = ток, проходящий через комбинацию металлов, R – сопротивление металла и контактных поверхностей, а T = время или продолжительность протекания тока. Это звучит сложно, поэтому вернемся к PCT, потому что мы должны понимать эти переменные, чтобы по-настоящему понять сварку сопротивлением и то, как она работает.
P Давление измеряется в фунтах силы, приложенной к зоне сварного шва, а сила тока C измеряется в токах вторичной сварки.Продолжительность протекания сварочного тока ( T ime) измеряется циклами, при этом один цикл составляет 1/60 th секунды.
Для оптимизации процесса рекомендуется использовать на аппарате высокие настройки вторичного сварочного тока – обычно от 5000 до 20000 А. Сварочный ток, создаваемый трансформатором сварщика, подводится к заготовке через медные рычаги и сварочные наконечники (электроды). при очень низком вторичном напряжении, обычно от трех до 12 вольт.
В качестве примера, при сварке двух деталей из низкоуглеродистой стали 18 калибра рекомендуемые настройки, доступные в одной из легко доступных опубликованных диаграмм, составляют 660 фунтов давления, 9600 вторичных ампер и восемь циклов времени сварки. К сожалению, у большинства сварщиков сопротивлением нет дисплеев для этих переменных, поэтому обычно необходимо использовать внешний монитор сварного шва и датчик силы.
Тепло, необходимое для точечной сварки, генерируется за счет сопротивления току тока через свариваемый материал – отсюда и название “контактная сварка”.
Медь, используемая для проводов для точечной сварки, считается, что она имеет значение 100% проводимости, а обычная сталь имеет проводимость около 10%, поэтому, если у нас есть данный ток, проходящий через равные объемы и площади сечения меди и стали, в результате выделяется тепло. в стали будет примерно в 10 раз больше, чем в меди.
СОПРОТИВЛЕНИЕ ИНТЕРФЕЙСАСчитается, что все сопротивления в сварочной цепи включены последовательно, и тепло, выделяемое в любом месте, пропорционально значению сопротивления в этой точке.Можно предположить, что прилегающая поверхность, на которой соприкасаются два куска стали, имеет самое высокое сопротивление и, следовательно, будет выделять больше всего тепла. Это межфазное сопротивление должно генерировать достаточно тепла, чтобы довести стыковые поверхности до температуры плавления примерно 2700 градусов по Фаренгейту.
НО А КАК НАСЧЕТ РСТ?Если тепло, выделяемое в какой-либо одной точке, пропорционально значению сопротивления в этой точке, как мы можем контролировать сопротивление?
В электрической цепи прижимание контактирующих поверхностей вместе с большим усилием снижает сопротивление, что, в свою очередь, снижает тепловыделение.Другими словами, изменяющееся давление ( P ) может повышать или понижать сопротивление, что во многом связано с определением тепла в нашем сварном шве.
« C » в рецепте означает ток или количество ампер, проходящих через обрабатываемую деталь, и это можно отрегулировать с помощью переключателя ответвлений трансформатора, если он есть, и регулировки процентного тока нагрева на электронном аппарате сварочного аппарата. контроль.
« T » означает время, в течение которого сварочный ток протекает через соединение.Время сварки важно, потому что слишком малое время протекания тока приведет к слабому сварному шву, а слишком большое время сварки приведет к тому, что зона термического влияния станет слишком большой, что ослабит соединение и приведет к большим уродливым вмятинам.
Как вы теперь можете видеть, давление, время и ток – все это составляющие нашего рецепта контактной сварки, и каждая переменная должна быть понятна и должным образом контролироваться для достижения стабильных результатов.
ТОК ДЕЛАЕТ РАБОТУПройдя через сопротивление зоны сварного шва, электрический ток выполняет задачу по созданию необходимого тепла.Чисто и просто, ток – это переменная, которая доводит металл до температуры 2700 градусов по Фаренгейту и заставляет металл стать «пластичным» и готовым к плавлению. Давление на сварное соединение приводит к слиянию пластикового металла, а затем молекулы сливаются вместе, образуя сварной шов.
Подумайте о слишком долгом времени сварки при слишком малом токе – независимо от того, как долго вы оставляете кастрюлю с водой на ушке печи, вы не сможете заставить воду закипеть без достаточного нагрева.
И, продолжая нашу аналогию с кулинарией, подумайте о приготовлении печенья: чтобы получить однородное, вкусное печенье, мы должны следовать рецепту, который требует тщательно отмеренных ингредиентов, выпекаемых в течение определенного периода времени.
Сварка сопротивлениемв основном такая же, и для достижения наилучших результатов мы должны следовать рекомендуемому графику, в котором указывается правильное количество PCT – давление, ток и время.
Американское сварочное общество (AWS) и другие источники публикуют рекомендуемые настройки для большинства металлов, обычно соединяемых контактной сваркой. Эти таблицы – ваша «книга рецептов», в них перечислены проверенные настройки для металла различной толщины.
ПОЧЕМУ НЕ ИСПОЛЬЗУЙТЕ ДОЛГОСРОЧНУЮ СВАРКУ?Длительное время сварки часто используется при попытке исправить проблему с рецептом сварки.Если время сварки слишком велико, текущая настройка, вероятно, не является правильной «долей» в соответствии с рецептом для плавления металла, который вы свариваете.
С другой стороны, слишком большой ток или недостаточное давление могут вызвать «выкипание» сварного шва – то, что обычно называют выбросом сварного шва.
Если на вашем аппарате установлено слишком большое давление сварки, что снижает сопротивление, или установлен слишком низкий ток, уровень тепла, необходимый для расплавления металла, может никогда не быть достигнут. Если вы попытаетесь преодолеть это, увеличив время сварки, вы все равно можете никогда не довести металл до расплавленного состояния.
СОГЛАСОВАННЫЕ, ВЫСОКОПРОЧНЫЕ ТОЧЕЧНЫЕ ШВЫКлючом к стабильной высококачественной точечной сварке сопротивлением является понимание всех действующих переменных (PCT) и их правильная настройка и контроль во время производственного цикла.
Хотя сварка сопротивлением иногда считается «черным искусством», это наука, которую можно понять и освоить, обладая небольшими знаниями.
Мы рекомендуем посетить семинар по контактной сварке или найти наставника с необходимыми знаниями.Кроме того, книги и учебные материалы доступны через Американское общество сварщиков (AWS) и из других источников.
ОТДЫХ ИСТОРИИВозвращаясь к нашему клиенту, который считал, что чрезвычайно долгое время сварки было ответом на получение прочных точечных швов, мы смогли доказать с помощью разрушающих испытаний, что всего за восемь циклов времени сварки получилось гораздо более прочное соединение, чем за 73 цикла времени сварки. (более секунды) использовались до нашего прибытия.
Фактически, в то время как переваренный узел легко ломался при ударе молотком, наша правильно сваренная деталь никогда не ломалась, несмотря на все усилия оператора, чтобы доказать нашу неправоту.
Дополнительным преимуществом такого короткого времени сварки «без дополнительной оплаты» является то, что его производительность резко повысилась, и мы оставили его довольным процессом контактной сварки.
Рэй Микелена имеет более чем 20-летний опыт работы в области контактной сварки. Как сказал один из Т.Инструкторы семинаров по контактной сварке и технические специалисты компании J. Snow Company ездят на металлообрабатывающие заводы по всей стране. Он также является директором компании по безопасности и главным пилотом.
Первоначально опубликовано в журнале Metalforming Magazine, март 2017 г.
Деформация сварного шва
Начало сварщиков и даже те, которые более испытывали общ борьбу с проблемой сварного шва (искажения, коробления плиты основания, вызванного тепла из сварочной дуги). Деформация доставляет проблемы по ряду причин, но одна из наиболее важных – это возможное создание сварного шва, который не является конструктивно прочным.Эта статья поможет определить, что такое деформация сварного шва, а затем даст практическое представление о причинах деформации, эффектах усадки в различных типах сварных сборок и о том, как ее контролировать, и, наконец, познакомится с методами борьбы с деформацией. Что такое сварная деформация?
Деформация сварного шва возникает в результате расширения и сжатия металла шва и прилегающего основного металла во время цикла нагрева и охлаждения процесса сварки. Выполнение всей сварки на одной стороне детали вызовет гораздо большую деформацию, чем при чередовании сварных швов с одной стороны на другую.Во время этого цикла нагрева и охлаждения многие факторы влияют на усадку металла и приводят к деформации, например, физические и механические свойства, которые изменяются при воздействии тепла. Например, по мере увеличения температуры области сварного шва предел текучести, эластичность и теплопроводность стального листа уменьшаются, а тепловое расширение и удельная теплоемкость увеличиваются (рис. 3-1). Эти изменения, в свою очередь, влияют на тепловой поток и равномерность распределения тепла.
Фиг.3-1 Изменения свойств стали при повышении температуры усложняют анализ того, что происходит во время цикла сварки, и, таким образом, понимание факторов, способствующих деформации сварного шва. |
Причины искажения
Чтобы понять, как и почему возникает искажение во время нагрева и охлаждения металла, рассмотрим стальной стержень, показанный на рис. 3-2. Поскольку стержень нагревается равномерно, он расширяется во всех направлениях, как показано на рис.3-2 (а). Когда металл остывает до комнатной температуры, он равномерно сжимается до своих первоначальных размеров.
Рис. 3-2 Если стальной пруток нагревается равномерно, когда он не ограничен, как в (a), он будет расширяться во всех направлениях и вернется к своим исходным размерам при охлаждении. Если его удерживать, как в (б), при нагревании, он может расширяться только в вертикальном направлении – становиться толще. При охлаждении деформированный стержень сжимается равномерно, как показано на (c), и, таким образом, деформируется постоянно.Это упрощенное объяснение основной причины деформации сварочных узлов. |
Но если стальной стержень удерживается в тисках, пока он нагревается, как показано на рис. 3-2 (b), боковое расширение не может произойти. Но поскольку во время нагрева должно происходить объемное расширение, стержень расширяется в вертикальном направлении (по толщине) и становится толще. Когда деформированный стержень вернется к комнатной температуре, он все равно будет стремиться к равномерному сжатию во всех направлениях, как показано на рис.3-2 (в). Планка стала короче, но толще. Он был постоянно деформирован или искажен. (Для упрощения на рисунках показано, что это искажение проявляется только в толщине. Но на самом деле, длина изменяется аналогичным образом.)
В сварном шве эти же силы расширения и сжатия действуют на металл шва и основной металл. По мере того, как металл шва затвердевает и плавится с основным металлом, он максимально расширяется. При охлаждении он пытается сжаться до объема, который обычно занимал бы при более низкой температуре, но этому препятствует соседний основной металл.Из-за этого внутри сварного шва и прилегающего основного металла возникают напряжения. В этот момент сварной шов растягивается (или податливается) и истончается, таким образом подстраиваясь под требования к объему при более низкой температуре. Но только те напряжения, которые превышают предел текучести металла шва, снимаются этим деформированием. К тому времени, когда сварной шов достигнет комнатной температуры (при условии полного удержания основного металла, так что он не может двигаться), сварной шов будет содержать заблокированные растягивающие напряжения, примерно равные пределу текучести металла.Если ограничители (зажимы, удерживающие заготовку, или противодействующая сила усадки) снимаются, остаточные напряжения частично снимаются, поскольку они заставляют основной металл перемещаться, тем самым искажая сварную конструкцию.
Контроль усадки – что можно сделать, чтобы минимизировать деформацию
Чтобы предотвратить или минимизировать деформацию сварного шва, как при проектировании, так и во время сварки должны использоваться методы, позволяющие преодолеть влияние цикла нагрева и охлаждения. Усадку нельзя предотвратить, но можно контролировать.Для минимизации деформации, вызванной усадкой, можно использовать несколько способов:
1. Не допускать чрезмерной сварки
Чем больше металла помещено в соединение, тем больше силы усадки. Правильный выбор размера сварного шва в соответствии с требованиями соединения не только сводит к минимуму деформацию, но также экономит металл и время сварного шва. Количество сварочного металла в угловом шве может быть минимизировано за счет использования плоского или слегка выпуклого валика, а в стыковом шве за счет надлежащей подготовки кромок и подгонки. Избыток металла сварного шва в сильно выпуклом валике не увеличивает допустимую прочность при работе с кодом, но увеличивает силы усадки.
При сварке толстого листа (толщиной более 1 дюйма) снятие фаски или даже двойное снятие фаски может сэкономить значительное количество металла шва, что автоматически приводит к гораздо меньшим искажениям.
В общем, если деформация не является проблемой, выберите наиболее экономичный стык. Если деформация представляет собой проблему, выберите либо соединение, в котором сварочные напряжения уравновешивают друг друга, либо соединение, требующее наименьшего количества сварочного металла.
2. Используйте прерывистую сварку
Другой способ минимизировать металл сварного шва – использовать прерывистые, а не непрерывные сварные швы там, где это возможно, как показано на рис.3-7 (в). Например, для прикрепления ребер жесткости к пластине прерывистые сварные швы могут уменьшить металл сварного шва на целых 75 процентов, но при этом обеспечить необходимую прочность.
Рис. 3-7 Искажения можно предотвратить или свести к минимуму с помощью методов, которые нейтрализуют – или конструктивно используют – эффекты цикла нагрева и охлаждения. |
3. Используйте как можно меньше сварочных проходов
Меньше проходов с большими электродами, рис.3-7 (d), предпочтительнее большего количества проходов с небольшими электродами, когда поперечная деформация может быть проблемой. Усадка, вызываемая каждым проходом, имеет тенденцию к накоплению, тем самым увеличивая общую усадку при использовании большого количества проходов.
4. Поместите сварные швы рядом с нейтральной осью.
Деформация сведена к минимуму за счет меньшего рычага усадочных усилий, который вынуждает пластины не совмещаться. Рисунок 3-7 (e) иллюстрирует это. Как конструкция сварного изделия, так и последовательность сварки могут быть эффективно использованы для контроля деформации.
Рис. 3-7 Искажения можно предотвратить или свести к минимуму с помощью методов, которые нейтрализуют – или конструктивно используют – эффекты цикла нагрева и охлаждения. |
5. Уравновешивание сварных швов вокруг нейтральной оси
Этот метод, показанный на рис. 3-7 (f), компенсирует одну силу усадки с другой, чтобы эффективно минимизировать деформацию сварного соединения. Здесь также важны конструкция сборки и правильная последовательность сварки.
6. Используйте обратную сварку
При обратной сварке общая последовательность сварки может быть, скажем, слева направо, но каждый сегмент валика наносится справа налево, как показано на рис. 3-7 (g). При размещении каждого сегмента борта нагретые края расширяются, что временно разделяет пластины в точке B. Но по мере того, как тепло перемещается через пластину к точке C, расширение вдоль внешних кромок CD снова сближает пластины. Это разделение наиболее заметно при укладке первой бусинки.С последовательными валиками пластины расширяются все меньше и меньше из-за ограничений предыдущих сварных швов. Обратный шаг может быть эффективным не во всех случаях, и его нельзя экономично использовать при автоматической сварке.
Рис. 3-7 Искажения можно предотвратить или свести к минимуму с помощью методов, которые нейтрализуют – или конструктивно используют – эффекты цикла нагрева и охлаждения. |
7. Предвидеть силы усадки
Предварительная настройка деталей (на первый взгляд я подумал, что это относится к потолочному или вертикальному положению сварки, что не так), прежде чем сварка может заставить усадку выполнить конструктивную работу .Несколько сборок, предварительно настроенных таким образом, показаны на рис. 3-7 (h). Требуемая величина предварительной усадки для выравнивания пластин может быть определена с помощью нескольких пробных сварных швов.
Предварительный изгиб, предварительная установка или предварительное сжатие свариваемых деталей, рис. 3-7 (i), является простым примером использования противодействующих механических сил для противодействия деформации из-за сварки. Верхняя часть канавки сварного шва, которая будет содержать основную часть металла шва, удлиняется при предварительной установке пластин. Таким образом, готовый сварной шов немного длиннее, чем если бы он был выполнен на плоской пластине.Когда зажимы отпускаются после сварки, пластины возвращаются к плоской форме, позволяя сварному шву снимать свои продольные усадочные напряжения за счет укорачивания до прямой линии. Эти два действия совпадают, и свариваемые пластины приобретают желаемую плоскостность.
Другой распространенной практикой для уравновешивания сил усадки является расположение идентичных сварных деталей вплотную друг к другу (рис. 3-7 (j)), плотно прижимая их друг к другу. Сварные швы на обоих узлах завершены, и им дают остыть перед отпусканием зажимов.Предварительную гибку можно комбинировать с этим методом, вставляя клинья в подходящие места между деталями перед зажимом.
В тяжелых сварных конструкциях, в частности, жесткость элементов и их расположение относительно друг друга могут обеспечивать необходимые уравновешивающие силы. Если эти естественные уравновешивающие силы отсутствуют, необходимо использовать другие средства для противодействия силам усадки в металле сварного шва. Это может быть достигнуто путем уравновешивания одной силы усадки с другой или путем создания противодействующей силы посредством крепления.Противодействующими силами могут быть: другие силы усадки; сдерживающие силы, создаваемые зажимами, зажимными приспособлениями или приспособлениями; сдерживающие силы, возникающие из-за расположения элементов в сборке; или сила прогиба элемента под действием силы тяжести.
8. Планируйте последовательность сварки
Хорошо спланированная последовательность сварки включает в себя размещение сварочного металла в разных точках сборки таким образом, чтобы при усадке конструкции в одном месте она противодействовала усилиям усадки уже сделанных сварных швов.Примером этого является сварка поочередно с обеих сторон нейтральной оси при выполнении полного шва с проплавлением и канавкой в стыковом соединении, как показано на рис. 3-7 (k). Другой пример, угловой сварной шов, состоит из прерывистых сварных швов в соответствии с последовательностями, показанными на рис. 3-7 (l). В этих примерах усадка в сварном шве № 1 уравновешивается усадкой в сварном шве № 2.
Рис. 3-7 Искажения можно предотвратить или свести к минимуму с помощью методов, которые нейтрализуют – или конструктивно используют – эффекты цикла нагрева и охлаждения. |
Зажимы, приспособления и приспособления, которые фиксируют детали в желаемом положении и удерживают их до завершения сварки, вероятно, являются наиболее широко используемыми средствами контроля деформации в небольших сборках или компонентах. Ранее в этом разделе упоминалось, что сдерживающая сила, создаваемая зажимами, увеличивает внутренние напряжения в сварной конструкции до тех пор, пока не будет достигнут предел текучести металла сварного шва. Для типичных сварных швов на низкоуглеродистой пластине этот уровень напряжения составляет примерно 45 000 фунтов на квадратный дюйм.Можно было бы ожидать, что это напряжение вызовет значительное движение или деформацию после снятия сварной детали с зажимного приспособления или зажимов. Однако этого не происходит, поскольку деформация (сжатие единицы) от этого напряжения очень мала по сравнению с величиной движения, которое могло бы произойти, если бы во время сварки не использовалось ограничение.
9. Устранение усилий усадки после сварки
Упрочнение – это один из способов противодействовать силам усадки сварного валика при его охлаждении. По сути, упрочнение борта растягивает его и делает его тоньше, тем самым снимая (за счет пластической деформации) напряжения, вызванные сжатием при охлаждении металла.Но использовать этот метод нужно с осторожностью. Например, корневой валик никогда не следует задирать из-за опасности скрыть трещину или вызвать ее. Как правило, упрочнение не допускается на последнем проходе из-за возможности перекрытия трещины и нарушения контроля, а также из-за нежелательного эффекта деформационного упрочнения. Таким образом, полезность этого метода ограничена, даже несмотря на то, что были случаи, когда межпроходное упрочнение оказывалось единственным решением проблемы деформации или растрескивания.Прежде чем использовать упрочнение в работе, необходимо получить инженерное разрешение.
Другой метод устранения сил усадки – это снятие термического напряжения – контролируемый нагрев сварного соединения до повышенной температуры с последующим контролируемым охлаждением. Иногда два идентичных сварных изделия зажимают вплотную друг к другу, сваривают, а затем снимают напряжение, удерживая их в этом прямом состоянии. Таким образом сводятся к минимуму остаточные напряжения, которые могут деформировать сварные детали.
10.Минимизация времени сварки
Поскольку во время сварки происходят сложные циклы нагрева и охлаждения, а также время, необходимое для передачи тепла, фактор времени влияет на искажение. В общем, желательно закончить сварку быстро, прежде чем большой объем окружающего металла нагреется и расширится. Таким образом, используемый процесс сварки, тип и размер электрода, сварочный ток и скорость перемещения влияют на степень усадки и деформации сварного изделия. Использование механизированного сварочного оборудования сокращает время сварки и количество металла, подверженного нагреву и, как следствие, деформации.Например, для нанесения сварного шва заданного размера на толстую пластину с помощью процесса, работающего при 175 А, 25 В и 3 дюйм / мин, требуется 87 500 джоулей энергии на погонный дюйм сварного шва (также известное как подвод тепла). Для сварного шва примерно такого же размера, полученного с помощью процесса, работающего при 310 А, 35 В и 8 дюйм / мин, требуется 81400 джоулей на погонный дюйм. Сварной шов, выполненный с более высоким тепловложением, обычно приводит к большей деформации. (примечание: я не хочу использовать слова «чрезмерно» и «больше, чем необходимо», потому что размер сварного шва, по сути, зависит от подводимого тепла.Как правило, размер углового сварного шва (в дюймах) равен квадратному корню из количества подводимого тепла (кДж / дюйм), деленному на 500. Таким образом, эти два сварных шва, скорее всего, имеют разные размеры.
Другие методы контроля искажений
Приспособление с водяным охлаждением
Были разработаны различные методы контроля деформации на определенных сварных деталях. Например, при сварке листового металла приспособление с водяным охлаждением (рис. 3-33) полезно для отвода тепла от свариваемых компонентов.Медные трубки припаиваются или припаиваются к медным удерживающим зажимам, а вода циркулирует по трубам во время сварки. Сдерживание зажимов также помогает минимизировать искажения.
Рис. 3-33 Приспособление с водяным охлаждением для быстрого отвода тепла при сварке мета-листа. |
Strongback
«Strongback» – еще один полезный метод контроля деформации при стыковой сварке листов, как показано на рис.3-34 (а). Зажимы привариваются к краю одной пластины, а под зажимы вбиваются клинья для выравнивания кромок и удержания их во время сварки.
Рис. 3-34 Различные приспособления для защиты от деформации при стыковой сварке. |
Термическое снятие напряжения
За исключением особых случаев, снятие напряжения путем нагрева не используется для исправления деформации. Однако бывают случаи, когда снятие напряжений необходимо, чтобы предотвратить дальнейшую деформацию до того, как сварка будет завершена.
Резюме: Контрольный список для минимизации искажений
Следуйте этому контрольному списку, чтобы минимизировать искажения при проектировании и изготовлении сварных соединений:
Не допускайте чрезмерной сварки
Контрольная подгонка
По возможности и в соответствии с требованиями проектирования используйте прерывистые сварные швы.
При угловой сварке используйте наименьший размер полки, допустимый. Используйте двусторонние соединения вместо односторонних.
По возможности сваривайте поочередно с обеих сторон соединения, используя многопроходные сварные швы.
Используйте минимальное количество сварочных проходов.
Используйте процедуры с низким тепловложением.Обычно это означает высокую производительность наплавки и более высокую скорость перемещения.
Используйте сварочные позиционеры для достижения максимального количества сварки в плоском положении. Плоское положение позволяет использовать электроды большого диаметра и сварочные процедуры с высокой скоростью наплавки
Уравновесить сварные швы вокруг нейтральной оси элемента
Распределить сварочное тепло как можно более равномерно с помощью запланированной последовательности сварки и позиционирования сварного шва. свободная часть элемента
Используйте зажимы, приспособления и упоры для поддержания подгонки и выравнивания
Предварительно согните элементы или предварительно установите соединения, чтобы дать усадке вернуть их в выравнивание
Последовательность узлов и конечных сборок так, чтобы выполняемые сварные швы постоянно уравновешивали каждый другие вокруг нейтральной оси секции
Следование этим методам поможет минимизировать эффекты деформации и остаточных напряжений.
Основы сварки MIG: методы и советы для достижения успеха
Для новых сварщиков важно установить надлежащие методы сварки MIG, чтобы добиться хорошего качества сварки и максимальной производительности. Передовые методы безопасности также являются ключевыми. Однако не менее важно, чтобы опытные сварщики знали основы, чтобы не приобретать привычки, которые могут отрицательно повлиять на качество сварки.
От использования безопасной эргономики до использования правильного угла наклона горелки MIG, скорости хода сварки и многого другого – хорошие методы сварки MIG обеспечивают хорошие результаты.Вот несколько советов.
Правильная эргономика Комфортный сварщик – безопаснее. Надлежащая эргономика должна быть в числе первых основ, которые необходимо установить в процессе MIG (конечно, наряду с надлежащими средствами индивидуальной защиты).Комфортный сварщик – безопаснее. Надлежащая эргономика должна быть в числе первых основ процесса сварки MIG (конечно, наряду с надлежащими средствами индивидуальной защиты).Эргономику можно определить просто как «изучение того, как можно расположить оборудование, чтобы люди могли выполнять работу или другие действия более эффективно и комфортно». 1 Важность эргономики для сварщика может иметь далеко идущие последствия. Окружающая среда на рабочем месте или задача, из-за которой сварщик постоянно дотягивается, перемещается, сжимает или поворачивается неестественным образом и даже остается в статической позе в течение длительного периода времени без отдыха. Все это может привести к повторяющимся стрессовым травмам с пожизненными ударами.
Надлежащая эргономика может защитить сварщиков от травм, а также повысить производительность и рентабельность сварочных операций за счет сокращения отсутствия сотрудников.
Некоторые эргономические решения, которые могут повысить безопасность и производительность, включают:
1. Использование сварочного пистолета MIG с блокирующим спусковым крючком для предотвращения «спускового пальца». Это вызвано приложением давления к спусковому крючку в течение длительного периода времени.
2. Использование сварочного пистолета MIG с вращающейся шейкой, чтобы облегчить сварщику движения для достижения стыка с меньшими нагрузками на тело.
3. Держать руки на уровне локтей или немного ниже во время сварки.
4. Позиционирование сварщика между поясницей и плечами сварщика таким образом, чтобы сварка выполнялась в максимально нейтральной позе.
5. Снижение нагрузки от повторяющихся движений за счет использования горелок MIG с задними шарнирными соединениями на кабеле питания.
6. Использование различных комбинаций углов рукоятки, углов шейки и длины шейки для удержания запястья сварщика в нейтральном положении.
Правильный рабочий угол, угол хода и перемещениеПравильный сварочный пистолет или рабочий угол, угол хода и метод сварки MIG зависят от толщины основного металла и положения сварки. Рабочий угол – это «отношение между осью электрода и заготовкой сварщика». Под углом перемещения понимается использование либо угла толкания (указывающего в направлении движения), либо угла сопротивления, когда электрод направлен против движения. (Справочник по сварке AWS, 9-е издание, том 2, стр. 184) 2 .
Плоское положениеПри сварке стыкового соединения (соединение под углом 180 градусов) сварщик должен держать сварочную горелку MIG под рабочим углом 90 градусов (по отношению к заготовке). В зависимости от толщины основного материала поверните пистолет под углом горелки от 5 до 15 градусов. Если соединение требует нескольких проходов, легкое движение из стороны в сторону, удерживаемое на носках сварного шва, может помочь заполнить соединение и минимизировать риск подрезов.
Для Т-образных соединений держите пистолет под рабочим углом 45 градусов, а для соединений внахлест подходит рабочий угол около 60 градусов (15 градусов против 45 градусов).
Горизонтальное положениеВ горизонтальном положении сварки хорошо подходит рабочий угол от 30 до 60 градусов, в зависимости от типа и размера соединения. Цель состоит в том, чтобы предотвратить провисание или перекатывание присадочного металла на нижней стороне сварного шва.
Вертикальное положение От использования безопасной эргономики до использования правильного угла горелки MIG, скорости хода сварки и многого другого – хорошие методы MIG обеспечивают хорошие результаты.Для тройника сварщик должен использовать рабочий угол чуть больше 90 градусов по отношению к стыку. Обратите внимание, что при сварке в вертикальном положении существует два метода: сварка в направлении вверх или вниз.
Направление вверх используется для более толстого материала, когда требуется большее проникновение. Хорошей техникой для Т-образного соединения является перевернутая буква V. Эта техника гарантирует, что оператор сварки поддерживает однородность и глубину проплавления в корне сварного шва, где встречаются две детали.Эта область является наиболее важной частью сварного шва. Другой способ – это сварка под уклон. Это популярно в трубной промышленности для сварки открытого корня и при сварке тонкостенных материалов.
Верхняя позицияЦелью при сварке MIG над головой является удержание расплавленного металла шва в стыке. Это требует более высоких скоростей движения, а рабочие углы будут определяться расположением шарнира. Сохраняйте угол хода от 5 до 15 градусов. Любая техника плетения должна быть сведена к минимуму, чтобы бусинка оставалась маленькой.Чтобы добиться наибольшего успеха, сварщик должен находиться в удобном положении по отношению как к рабочему углу, так и к направлению движения.
Вылет проволоки и расстояние от контактного наконечника до рабочей поверхностиВылет проволоки изменяется в зависимости от процесса сварки. Для сварки коротким замыканием рекомендуется поддерживать вылет проволоки от 1/4 до 3/8 дюйма, чтобы уменьшить разбрызгивание. Более длительный вылет увеличивает электрическое сопротивление, снижает ток и приводит к разбрызгиванию.При использовании струйного переноса дуги вылет должен составлять около 3/4 дюйма.
Правильное расстояние между контактным наконечником и рабочей поверхностью (CTWD) также важно для получения хороших сварочных характеристик. Используемый CTWD зависит от процесса сварки. Например, при использовании режима переноса распылением, если CTWD слишком короткий, это может вызвать ожоги. Если он будет слишком длинным, это может привести к разрыву сварного шва из-за недостаточного покрытия защитным газом. Для сварки распылением подойдет CTWD 3/4 дюйма, а для сварки коротким замыканием подойдет от 3/8 до 1/2 дюйма.
Скорость сварочного ходаСкорость перемещения в значительной степени влияет на форму и качество сварного шва. Сварщикам необходимо будет определить правильную скорость сварочного хода, оценив размер сварочной ванны по отношению к толщине шва.
При слишком высокой скорости сварочного хода сварщики получат узкий выпуклый валик с недостаточным закреплением на носках сварного шва. Недостаточный провар, деформация и непоследовательный сварной шов вызваны слишком быстрым перемещением.Слишком медленное перемещение может привести к слишком большому нагреву сварного шва, что приведет к получению слишком широкого сварного шва. На более тонком материале это также может вызвать прожиг.
Заключительные мысли
Когда дело доходит до повышения безопасности и производительности, опытный сварщик-ветеран, как и новый сварщик, должен установить правильную технику сварки MIG и следовать ей. Это помогает избежать потенциальных травм и ненужных простоев из-за доработки сварных швов низкого качества. Помните, что сварщикам никогда не помешает освежить свои знания о сварке MIG, и в их интересах и в интересах компании продолжать следовать передовым методикам.
1. Словарь Коллинза, «эргономика», collinsdictionary.com/dictionary/english/ergonomics.
2. Справочник по сварке , 9 изд., Vol. 2, Сварочные процессы, Часть 1. Американское общество сварщиков: Майами, Флорида, стр. 184.