Как научиться сваривать металл. Советы для начинающих.
Автор этой статьи – сварщик самоучка . Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель – практика, практика и практика. Сварка – это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала .
Оборудование – сварочный трансформатор, вырямитель или инвертер. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат – решать каждому. На мой взгляд – не стоит. Научитесь варить – он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком – обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 – 3 мм. Это самые ходовые электроды в “бытовых” условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.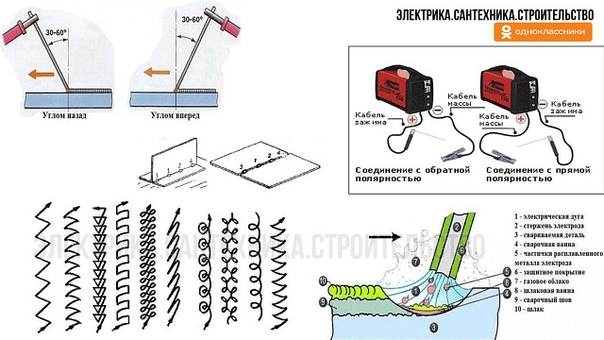
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим “массы” надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги . Представьте, что электрод – это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить “за один электрод”. Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком – они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу . Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертер, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве.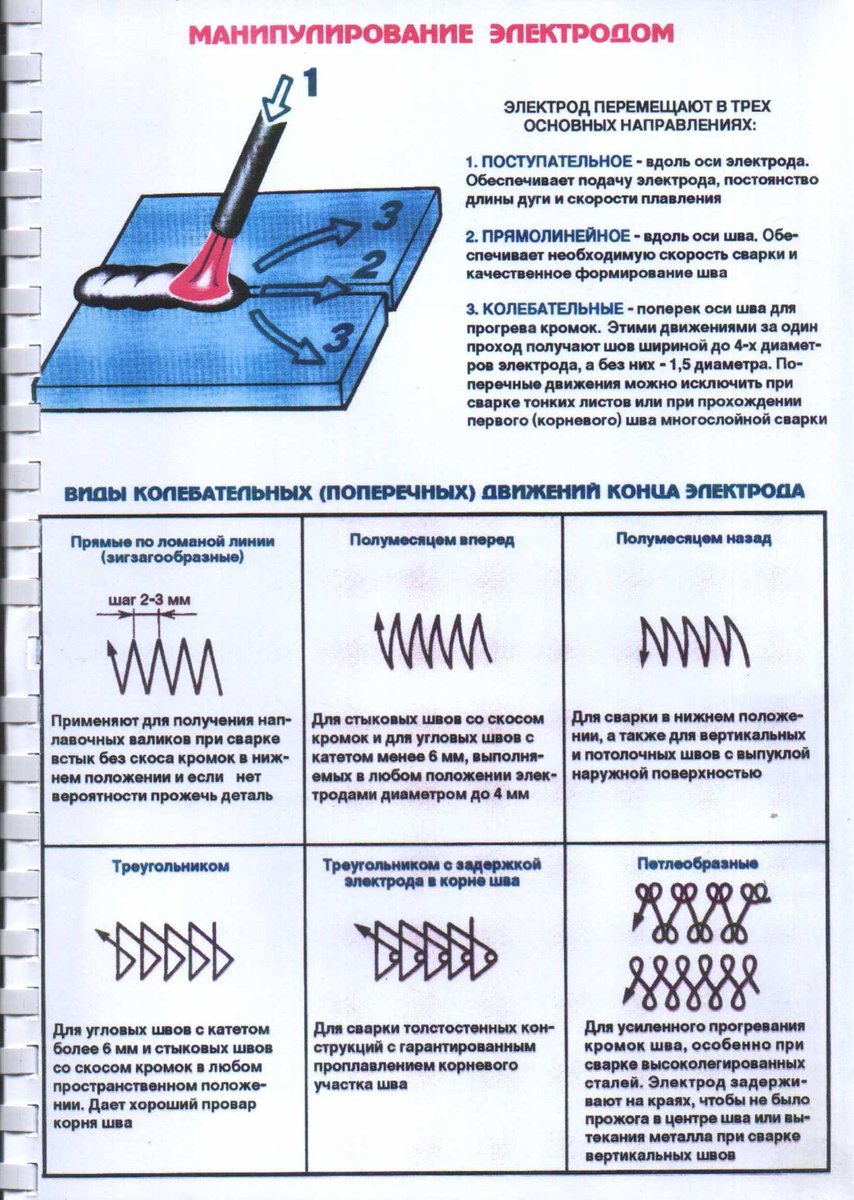 Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Как варить сваркой – по подробнее о способах и методики
Как самостоятельно научиться варить электросваркой? Подобный вопрос может встать перед многими мужчинами, любящими разбираться в различных процессах и умеющими делать строительные или ремонтные работы своими руками. Умение обращаться со сварочным аппаратом может пригодиться при возведении забора, ремонте балкона, стройке на даче, и другой бытовой работе. Те, кто особенно хорошо освоил это дело, могут самостоятельно варить трубы для подачи воды или создания отопительной системы. Быстро создать крепкое соединение, лучшее чем сварной шов, не получиться. Но для того, чтобы самому научиться правильно сваривать металл, нужно исследовать азы сварки. Понимание сути процесса электродуговой технологии, этапов работы, положения электрода и различных режимов, поможет быстро научиться правильно варить сваркой.
Особенности сваривания трубопровода инвертором
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
Основные этапы
Если стенки имеют ширину 6–12 мм
 Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления
Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупленияОчень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается
При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Как научиться быстро варить инвертором
Электроды — для сварки инвертором понадобятся электроды, предназначенные для работы на постоянном токе. Но и это еще не все. Самым главным критерием выбора электродов является их толщина. Чем толще металл, тем больше по диаметру понадобятся электроды для сварки. Чтобы варить профильную трубу и не слишком тонкий металл, вполне достаточно электродов 3 мм.
Сила тока на инверторе — сила тока подбирается в зависимости от диаметра электродов.
 Варить тонкий металл нужно на маленьком токе, в то время как для хорошего провара толстого металла необходим сварочный ток больше. Найти приблизительные параметра сварочного тока и используемых электродов можно в таблице.
Варить тонкий металл нужно на маленьком токе, в то время как для хорошего провара толстого металла необходим сварочный ток больше. Найти приблизительные параметра сварочного тока и используемых электродов можно в таблице.Подключение инвертора — если сваривается тонкий металл, то целесообразно будет подсоединить инвертор в «обратной полярности». Тонкая заготовка, это когда толщина металла менее 2 мм. Поэтому подсоедините к держателю с электродом плюсовой вывод от инвертора, а к металлу минусовой. Таким образом, большая часть тепла придётся на кончик электрода, а металл не будет прожигаться.
Сварочная дуга — здесь важно усвоить несколько правил. Во-первых, нужно удерживать сварочную дугу как можно меньше. В идеале кончик электрода до поверхности металла должен располагаться на расстоянии в 2-3 мм. Чтобы зажечь дугу нужно дотронуться до металла электродом и сразу же отвести его на указанное расстояние. В таком случае дуга будет гореть как надо и не погаснет.
Движение электродом — чтобы сварить свою первую заготовку, удерживайте сварочную дугу и начните делать движение электродом из стороны в сторону, немного захватывая кромки соединяемых заготовок.
 Дайте после сварки металлу остыть, а потом отбейте шлаковую корку молотком, чтобы оценить качество полученного шва.
Дайте после сварки металлу остыть, а потом отбейте шлаковую корку молотком, чтобы оценить качество полученного шва.Как видно, научиться варить инвертором не так и сложно, как это может показаться. Тем не менее, получится далеко не у всех, и самое сложное здесь, это удерживать стабильную сварочную дугу. Поэтому рекомендуется, как следует потренироваться над этим процессом, поскольку от него зависит большая часть успеха в электросварке.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев герметики. Главную роль в этом вопросе играет толщина металла.
Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.

Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла
Вести электрод прямо под прямым углом допустимо для тонколистового металла
Сварка электродом
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Учимся держать электрод
Чтобы научиться варить сваркой, необходимо правильно удерживать электрод.
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции.
 Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как выбрать электроды
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Аппараты для сварки
Сварочные работы своими руками невозможно произвести без помощи специального оборудования – сварочного аппарата. Их существует несколько типов, в зависимости от технологии, по которой мастер собирается производить сварку:
- Сварочный инвертор – еще один представитель аппаратов.
 Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:
Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:
 Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:
Он считается самым лучшим, надежным и востребованным. При сварке инвертором не стоит бояться перепадов напряжения, так как он сам по себе трансформирует 220В и обеспечивает постоянный, ровный поток энергии. Соответственно при этом получаются идеальные дорожки соединения. Инвертор обладает множеством преимуществ, о которых стоит упомянуть для тех, кто хочет научиться, как правильно сваривать железные изделия:Научиться, как пользоваться сваркой, можно применяя любой из типов оборудования. Главное соблюдать все правила технологии работы и не забывать о безопасности.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Самоучитель по розжигу дуги
Как научиться варить электросваркой можно узнать на обучающем видео. Все начинается с разогревания электрода. Чтобы возбудить электрическую дугу между массой и концом электрода, необходимо легонько постучать последним об поверхность. Рекомендуется это сделать на отдельной пластине, чтобы не оставить следов на изделии. Разогретый электрод подносят к месту соединения, и дуга возбуждается от малейшего касания с поверхностью. Первое время, можно просто сжечь пару электродов, для того чтобы рука привыкла к дистанции и стабильном удержании дуги. Это поможет освоиться и зрительно, когда в маске перестанет все сверкать, и придет понимание происходящего процесса. Для различия расплавленного шлака и металла в сварочной ванне, стоит запомнить, что самый белый и яркий свет исходит от стали, а красноватый от шлака. Научившись различать эти составляющие можно лучше формировать швы и замечать не проваренные места.
Рекомендуется это сделать на отдельной пластине, чтобы не оставить следов на изделии. Разогретый электрод подносят к месту соединения, и дуга возбуждается от малейшего касания с поверхностью. Первое время, можно просто сжечь пару электродов, для того чтобы рука привыкла к дистанции и стабильном удержании дуги. Это поможет освоиться и зрительно, когда в маске перестанет все сверкать, и придет понимание происходящего процесса. Для различия расплавленного шлака и металла в сварочной ванне, стоит запомнить, что самый белый и яркий свет исходит от стали, а красноватый от шлака. Научившись различать эти составляющие можно лучше формировать швы и замечать не проваренные места.
Пошаговая инструкция выполнения сварочных работ
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ. Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Движения электродом
Невозможно варить электродами качественно, не освоив технику движения. Как самостоятельно научиться варить электросваркой и правильно формировать шов? Главный критерий в понимании особенностей технологии. Частицы со стержня электрода вплавляются туда, куда направлен конец. Поэтому умелое манипулирование электродом — залог правильной структуры и крепкого шва. Кроме миллиметрового железа, большинство свариваемых изделий соединяются многопроходными слоями. Это обеспечивает герметичность и хорошие свойства на разрыв. Первый шов называется корневым и ведется ровно, строго по месту стыка. Это позволяет расплавленному металлу заполнить щель между пластинами. Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
Периодически, опытные сварщики делают короткий рывок концом электрода назад, чтобы отогнать слой шлака, мешающий наблюдению за формированием шва.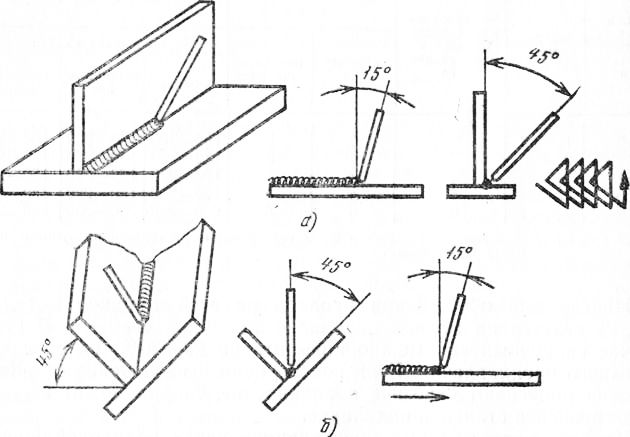
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора. Суть процесса в следующем:
Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
Устраняется корректированием тока и уменьшением длины дуги.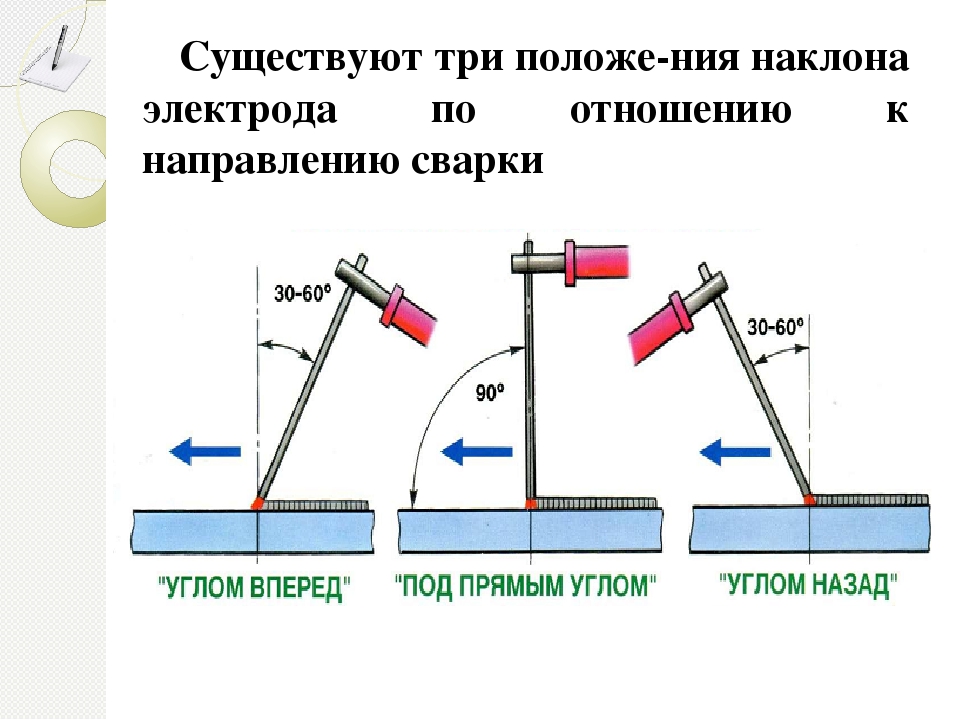 Подобрав правильно все параметры, от такого явления избавляются.
Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва.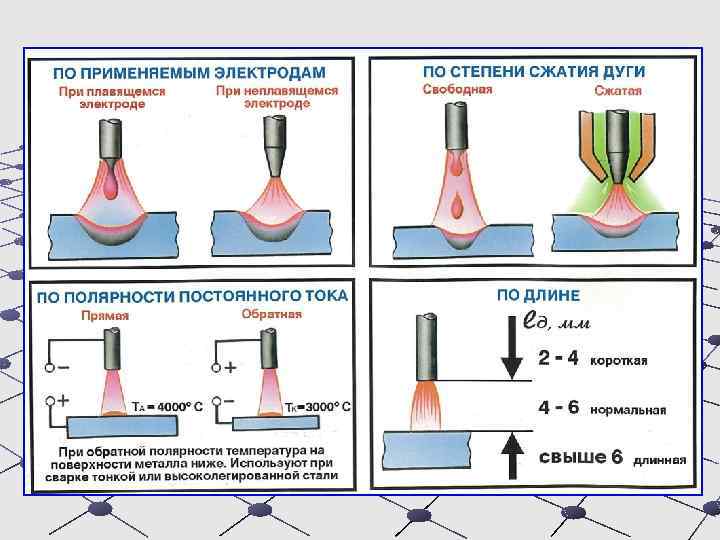 Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Технология сварочного процесса
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом. Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки, формы кромок соединяемых поверхностей, скорости движения электрода, положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой, образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов, покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.
Особенности процесса
имеет несколько явных плюсов:
К минусам дуговой электросварки металлов следует отнести наличие вредных условий и низкий коэффициент полезного действия.
Проще всего провести дуговую сварку вручную, если металлоизделия располагаются в горизонтальном положении (помощь в написании статьи предоставил 124prm. В таком случае контролировать электрод и расплавленный металл очень удобно – сила тяжести не позволяет расплаву растекаться по сторонам.
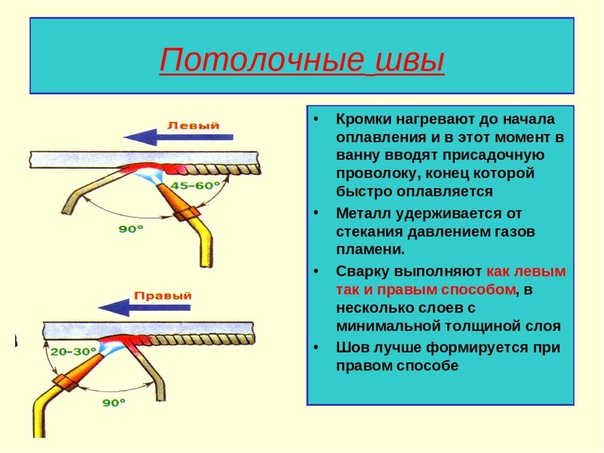
Гораздо более сложна вертикальная и потолочная дуговая сварка — подобные работы выполняют только профессионалы.
Научиться варить электросваркой в домашних условиях –
Как научиться варить электросваркой с нуля
Электросварка – это простой и надежный метод сцепления двух металлических поверхностей. Правильная электросварка позволяет сделать сварочный шов долговечным и изящным. Для того, чтобы начать осваивать практические навыки деятельности сварщика, необходимо иметь теоретическую базу, без которой невозможно приступить к работе. В этой статье мы доступно и понятно изложим основные моменты электросварки для начинающих.
В этой статье мы доступно и понятно изложим основные моменты электросварки для начинающих.
Принцип работы сварочного аппарата
В поисковых системах часто можно встретить запрос: «как варить электросваркой без опыта». Чтобы этому научиться, прежде всего, необходимо четко понимать, что такое сварочный процесс и как происходит сцепление металлов, в чем суть работы и почему сварка приобрела такое широкое распространение. Именно для новичков и написана эта статья. Итак, после того, как аппарат для сварки подсоединен к источнику питания, он может производить сильный сварочный ток, который возникает при включении электрода и металлической детали. Между ними создается электрическая дуга крайне высокой температуры. Дуга способна плавить сверхпрочные металлы, так как ее накал можно регулировать при работе с материалами любой температуры плавления. В результате разжижения металла происходит диффузия и два вещества входят друг в друга, создавая монолитное соединение.
Сварочные работы применяются практически в любой отрасти промышленности, а также существует масса аппаратов для домашнего применения. По способу сваривания металла их разделяют на несколько направлений, но в нашем случае рассмотрим самые простые технологии, которые может без труда освоить даже школьник:
- ручная дуговая сварка. Она осуществляется при помощи специального присадочного электрода, обработанного химическим составом. Благодаря этому напылению вспыхивает сварочная дуга. Очень простой в применении метод и справиться с ним доступно каждому. Он не требует никаких дополнительных приспособлений, нужна только практика и соблюдение техники безопасности. Минус такой сварки в том, что сварочный аппарат работает с узким кругом металлов;
- полуавтоматическая сварка. Основа метода заключается в подаче специального газа, который создает нейтральную среду и устраняет окислы жидкого металла, вступающие в реакцию с воздухом. При попадании кислорода в сварочный шов гарантировано такая работа считается некачественной и стык со временем деформируется и лопнет.
Плюсы работы ручным способом:
- многообразие электродов дает возможность работать с разными классами металлов;
- легкие и мобильные аппараты, не занимают много места;
- простота использования;
- оптимальный вариант для домашней мастерской.
Минусы работы ручным аппаратом:
- выделение опасных паров;
- дуговая сварка подходить не для всех типов металлов;
- чем больше вы тренируетесь, тем лучше ложится шов. С первого раза идеальный стык ни у кого не получался.
При работе полуавтоматом, необходимо надежно зафиксировать рабочее изделие и выбрать удобное место для сварки, чтобы ничего не отвлекало от процедуры. Не используйте деревянные столы, соблюдайте меры предосторожности. Дистанция от электрода до металлического стыка должна быть 5 мм, это наилучшее расстояние и практично для новичков.
Мастера со стажем советуют начинать варить ручным способом, а когда набьете руку, то рекомендуют переходить на более профессиональный подход.
Какие бывают аппараты для сварки
Не получится произвести сварочные работы без профильного оборудования. В зависимости от того, какой вид металла необходимо соединить, на рынке представлено несколько видов функциональных агрегатов. Приведем примеры и расскажем более подробно о каждом из них:
- трансформаторы. Его позиционируют как самый банальный вид оборудования. Не требует глубоких познаний, имеет компактный вид и работает от электрической сети. Недостаток его заключается в нестабильности горения дуги и образовании металлических брызг, так как трансформаторные агрегаты очень чувствуют скачки напряжения, а это влияет на качество шва;
- выпрямители. Этот вид оборудования громоздкий и тяжелый, но зато он не реагирует на скачки в электросети, и дуга горит стабильно. Процесс проходит быстрее, а швы получаются ровнее. Не нужно выставлять настройки подачи газа;
- инвертор. Это самый популярный вид сварочного оборудования и идеально подойдет для начинающих. Прост в управлении и стойко выдерживает перепады напряжения, обеспечивает постоянный сварочный ток и имеет ряд положительных качеств:
- скачки в сети не влияют на режим сварки;
- не требует больших энергозатрат;
- прост в использовании;
- отсутствует рассеивание металлических капель.
 Прост в управлении и стойко выдерживает перепады напряжения, обеспечивает постоянный сварочный ток и имеет ряд положительных качеств:
Прост в управлении и стойко выдерживает перепады напряжения, обеспечивает постоянный сварочный ток и имеет ряд положительных качеств:Чтобы начать сваривать металл, попробуйте все методы и найдите для себя наиболее приемлемый. Не забывайте о защитной одежде и у вас все получится.
(видео как выбрать сварочный аппарат)
Какие функции сварочного аппарата наиболее значимы
Огромный выбор данного оборудования нередко становится преградой для неопытного мастера. В каждом аппарате есть свои достоинства и недостатки. Но наличие нижеприведенных параметров позволит вам значительно сузить выбор и задавать правильные вопросы при покупке:
- сварочный ток, от него зависит скорость работ;
- невосприимчивость к перепадам электросети, от которой работает ваша установка;
- мощность влияет на ассортимент работ, руководствуйтесь этим параметром, если хотите сваривать большое количество металла;
- продолжительность включения, это значит, сколько аппарат сможет работать непрерывно и сколько времени потребуется на отдых.

Кроме того необходимо приобрести сопутствующие аксессуары – электроды, присадочный пруток, клещи, дополнительные кабели, защитную одежду. Берегите глаза от искр, пользуйтесь специальными очками и масками. Надевайте перчатки во избежание ожогов кожного покрова.
Суть сварочного процесса
Мы изучили необходимые теоретические знания, теперь настала очередь вплотную заняться самой сваркой на практике. Что представляет собой сварочный процесс и как он происходит? Технология проста: высокая температура, действующая на металл, расплавляет его, а из смеси материала присадочной проволоки и самого свариваемого металла образуется, так называемая, ванна, то есть область плавления. Жидкий металл при остывании твердеет и получается прочное соединение двух деталей. Часто могут возникнуть ошибки у новичков из-за неправильного удержания дуги. Шов выглядит грубым и кривым. Но эти навыки приходят с опытом. А для того, чтобы сварочный стык оставался долговечным и был невосприимчив к погодным условиям, нужно не допускать контакта с кислородом. С этим действием справляется специальный газовый туман, который образовывается вокруг сварочной ванны. Также, рассмотрите статью — как правильно работать с алюминием аргонной сваркой.
Как варить вертикальный шов электросваркой
Сварка не всегда проходит в комфортных условиях. Иногда бывают ситуации, когда нужно произвести работу в вертикальном положении или под углом. Сила гравитации действует на все предметы на земле, в том числе и на жидкий металл. Вот ряд практических советов, которые помогут понять и выполнить вертикальный шов:
- создавайте короткую дугу и удерживайте ее на протяжении всей сварки;
- при поджиге электрод должен быть направлен под углом 90 О по отношению к металлу;
- после появления дуги, измените наклон электрода, и направьте его вниз от держателя;
- увеличьте ширину шва, такой шаг поможет удержать жидкий металл и не дать ему стечь.
Вертикальный шов может быть сварен елочкой, треугольником или лесенкой. Все зависит от того, какую толщину имеет заготовка, и какое расстояние между стыками подлежит свариванию.
Как варить чугун электросваркой
Сварщики считают чугун капризным металлом и не очень любят работать с ним по причине его текучести, низкой температуры плавления и большого количества углерода в смеси. Но если выполнить ряд условий, применяемых в этом виде металла, то электросварка способна надежно соединить чугунные элементы.
Для получения качественного шва требуется тщательно подготовить чугунный материал, чтобы при остывании не получить трещин и пор. Также, рассмотрите ассортимент электродов для работы с чугуном.
- В чугуне часто можно увидеть глубокие трещины. Чтобы надежно залить такое углубление необходимо распилить ее тонким диском шлифовальной машины, а затем ввести туда расплавленную металлическую массу.
- Глубина трещин может быть намного больше, чем позволяет увидеть человеческий глаз, поэтому в зоне окончания нужно просверлить несколько отверстий, тогда металл зальет максимально большую зону и не позволит дальнейшего разлома изделия.
- Чугун отличается перегревом в месте стыка. Если подпилить кромки под углом в 45 О , и прогреть шов по всей длине не больше 600 О , а затем заполнить расплавленным присадочным материалом, то получится стойкое противостояние на излом.
- Если свариваемый лист тонок, то под него можно проложить слой графита. Этим вы обеспечите непротекаемость жидкого чугуна.
При работе с чугуном электрической дугой подбирайте электрод с диаметром 3-4 мм, с защитным слоем графита, и регулируйте ток в диапазоне 90-120А.
VISTA-TURBO › Блог › 🔧 Как правильно варить электросваркой
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
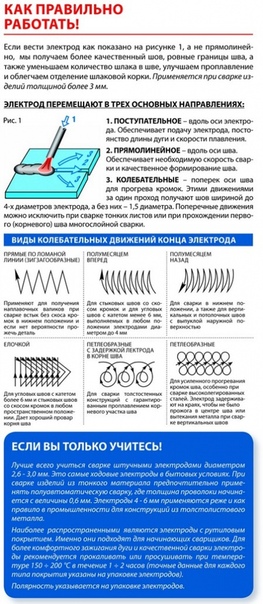
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Как научиться варить сваркой правильно: советы
Сварка – сравнительно сложный, но достаточно надежный способ соединения металлических конструкций. На сегодняшний день он остается очень востребованным как в промышленности, так и в быту.
Как научится варить самостоятельно сваркой правильно? Данный вопрос задают многие домашние мастера. Сразу необходимо предупредить, что недостаточно приобрести качественное оборудование – важно еще, как говориться, набить руку.
Читайте также: Пошаговая сварка тонкого металла инвертором
Общее представление о сварке
Работа дуговой и тем более аргонной сваркой отличается не слишком. Качество же напрямую зависит от опыта рабочего, его профессиональной подготовки и аккуратности. Всего этого достигают в основном длительными тренировками.
Суть процесса можно описать таким образом – специальный силовой агрегат производит ток высокой мощности. Последний подается через кабели к электроду. На определенной дистанции между обрабатываемой деталью и ним образуется дуга, то есть достаточно устойчивый разряд, повышающий температуру металла. В результате он расплавляется и смешивается с присадкой.
Место расплава именуется сварочной ванной. Именно контроль над ней и позволяет сформировать шов. Когда действие тока прекращается, происходит кристаллизация, что обеспечивает надежное соединение отдельных элементов.
За дуговой сваркой сейчас закрепилось звание наиболее популярного метода. Он именуется по международной терминологии – ММA. Способ имеет одну характерную отличительную особенность – необходимость применения плавких электродов (это стальные стержни в оболочке из специальной обмазки). Главный недостаток дугового метода – невозможность работы с цветными металлами.
Основное сварочное оборудование
Чтобы обучиться сварочному делу самому, стоит обзавестись всем необходимым оборудованием:
- аппарат;
- спецодежда;
- дополнительное оснащение;
- расходные материалы;
- куски металла для тренировки навыков.
Наиболее удобный для домашнего использования аппарат – инверторный. Его массовый выпуск произвел без преувеличения переворот в своей сфере.
Благодаря специфической схеме, обычное напряжение в 220 вольт проходит поочередно несколько этапов трансформации, что на выходе дает стабильный постоянный ток. Все процессы регулируются управляющим чипом в заданном режиме.
Для сварщика инвертор представляет собой настоящую находку. Вот его несомненные достоинства:
- малое влияние перепадов напряжения на качество работы;
- небольшое энергопотребление в сравнении с обычными трансформаторами;
- автоматическая стабилизация тока и ручное управление;
- незначительное разбрызгивание металла;
- компактность и легкость.
Чтобы сваривать максимально надежно, следует правильно подбирать электроды. Их диаметр напрямую зависит от толщины деталей. Так:
- тонкий металл (до 2-х миллиметров) требует электроды сечением от 1,5 до 2,5;
- 3 мм – 3;
- от 4 до 5 – 3-4;
- 6-12 – 4-5 мм.
Рабочее место
Начинающим сварщикам необходимо особое внимание уделить своему рабочему месту с самого начала.
По минимуму – подойдет навес во дворе. Открытое пространство гарантирует:
- исключение случайного возгорания;
- нормальный отвод токсичных газов.
Убедитесь, что поблизости нет никаких емкостей с опасными жидкостями и легковоспламеняющихся предметов.
На всякий случай все же подготовьте средства тушения:
- ящик с песком;
- бочка с водой;
- плотный брезент.
Стол для работы следует изготовить из металла. Снабдите его тисками и другими приспособлениями для фиксации деталей.
Первый этап тренировки
Для начала подготовьте нетолстый кусок железа, тщательно очищенный от ржавчины и грязи. К нему подсоедините провод массы. Важно, чтобы в месте касания губ зажима, металл был совершенно чистый.
Осваивать технику работы с дуговой сваркой лучше всего используя 3-миллиметровые электроды. Отрегулируйте аппарат на подачу тока в 80-100 ампер. Затем в держатель вставьте плавкий стержень и убедитесь, что он «сел» надежно.
Прежде всего, следует научиться зажигать дугу и удерживать ее. Порядок действий такой:
- включите аппарат;
- стукните несколько раз по детали;
- после появления искры постарайтесь не потерять дугу – выдерживайте дистанцию от поверхности металла равную диаметру электрода;
- оптимальный наклон – 30 градусов.
Если электрод оказывается слишком близко к детали – он залипает и перегревается. Что делать, когда это произошло? Быстро наклоните держатель набок.
Работая, помните, стержень постепенно выгорает.
Нагрев железа происходит в такой последовательности:
- возникает красное пятно от расплавившейся обмазки;
- затем образуется яркая оранжевая точка в центре – это ванна.
Последнюю необходимо перемещать вдоль шва, двигая электродом максимально плавно. Образовавшаяся капля расплавленного металла потянется вслед за уходящей высокой температурой, что и требуется.
На первый раз постарайтесь сформировать максимально ровный валик по заранее начерченной линии. В процессе перемещайте электрод поочередно влево и вправо, как бы рисуя зигзаг.
По окончании работы дайте остыть детали и сбейте шлак – это позволит оценить качество сделанного шва. Так, если:
- встречаются непроверенные места, то сила тока слишком мала;
- чрезмерный прожиг указывает на необходимость снизить ампераж.
Важно избегать попадания шлака в толщу шва – он в этом случае окажется слабым и недолговечным. В каком направлении двигать рукой – дело личное. Одни тянут на себя, другие, наоборот, это совершенно непринципиально.
В то же время важен правильный наклон электрода. Так:
- вертикальный шов (как и горизонтальный) требует 60-120 градусов;
- потолочный – 120-180;
- нижний – 0,60.
Этап второй – швы
Когда вы научились держать ровную линию, можно приступать к свариванию двух элементов. Прежде всего, фиксируем детали прихватками – отдельными точками в нескольких местах. Для этого необходим ток примерно на 30 процентов мощнее обычного.
Нельзя делать прихватки:
- ближе чем на 10 миллиметров к краю;
- впритык к имеющимся отверстиям.
Далее сваривают детали по всей длине, стремясь максимально качественно заполнить шов.
все детали и видео правильной сварки. Как правильно варить электросваркой
Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Какие виды электросварки существуют
- ММА. Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
- TIG – технология, которая открывает возможность работать с большим количеством веществ.Особенность в электроде, который используется для создания дуги, а также в специальной атмосфере из инертного защитного газа, чтобы получить ровный шов. Преимущество – это чистота действия, мощность оборудования. Минус – необходимо специальное обучение, так как научится самому правильно варить электросваркой такого типа сложно.
- MIG-MAG. Это приспособление полуавтоматического плана. Вместо электрода автоматически подается сварочная проволока. Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
- SPOT, она же – точечная сварка, применяется в случаях, когда требуется аккуратная припайка, важен внешний вид, например, при кузовном ремонте машин в автосервисе.
Электродуговая сварка
Источником тепла является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются:
- ручная дуговая сварка
- сварка неплавящимся электродом
- сварка плавящимся электродом
- сварка под флюсом
- электрошлаковая сварка
Ручная дуговая сварка
Ручная дуговая сварка плавящимся покрытым электродом производится с использованием сварочного источника питания и сварочных электродов. Подача электрода в зону сварки и его перемещение вдоль соединения осуществляются самим сварщиком. Может применяться источник питания как переменного (трансформатор) так и постоянного тока (выпрямитель). Сварочный электрод представляет собой металлический стержень с нанесённым на него покрытием.
В процессе сварки электрическая дуга горит между изделием и электродом, расплавляя их. Расплавленный металл электрода и изделия образуют сварочную ванну, которая при последующей кристаллизации формирует шов сварного соединения.
Вещества, входящие в состав покрытия, либо сгорают — образуя газовую защиту зоны сварки от окружающего воздуха, либо расплавляются и попадают в сварочную ванну. Одни расплавленные вещества покрытия взаимодействуют с металлом сварочной ванны раскисляя и/или легируя его, другие — образуют шлак, защищающий сварочную ванну от воздуха, способствующий удалению неметаллических включений из металла шва, формированию шва и т. д.
Ручная дуговая сварка обозначается кодом 111 по стандарту ГОСТ Р ИСО 4063-2010, в русскоязычной литературе используется обозначение РД, в англоязычной — SMAW (от англ. shielded metal arc welding) или MMA (от англ. manual metal arc welding) .
Сварка неплавящимся электродом
Основная статья: Сварка неплавящимся электродом
Сварка неплавящимся электродом, в англоязычной литературе известна как gas tungsten arc welding (GTA welding, TGAW) или tungsten inert gas welding (TIG welding, TIGW), в немецкоязычной литературе — wolfram-inertgasschweißen (WIG).
В качестве электрода используется стержень, изготовленный из графита или вольфрама, температура плавления которых выше температуры, до которой они нагреваются при сварке. Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги. Сварку можно проводить как без, так и с присадочным материалом. В качестве присадочного материала используют металлические прутки, проволоку, полосы .
Сварка в защитных газах
Дуговая сварка в защитных газах — это сварка с применением электрической дуги для расплавления металла и защитой расплавленного металла и электрода специальными газами.
Применение сварки в защитных газах
Широко применяют для изготовления изделий из стали, цветных металлов и их сплавов.
Преимущества сварки в защитных газах по сравнению с другими видами сварки
- высокая производительность,
- легко автоматизируется и механизируется,
- отсутствие необходимости в электродных покрытий или флюса.
В качестве электрода используется металлическая проволока определённой марки, к которой через токоподводящий мундштук подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения постоянной длины дуги проволока подаётся автоматически механизмом подачи проволоки.
Для защиты от атмосферы применяются специальные газы подающиеся из сварочной горелки вместе с электродной проволокой. Специальные газы разделяют на инертные (аргон, гелий) и активные (углекислый газ, азот, водород). Применение смеси газов в некоторых случаях повышает производительность и качество сварки . При отсутствии возможности проводить полуавтоматическую сварку в среде защитных газов также применяют самозащитную проволоку (порошковую). Следует заметить, что углекислый газ является активным газом — при высоких температурах происходит его диссоциация с выделением кислорода. Выделившийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители (такие, как марганец и кремний). Другим следствием влияния кислорода, также связанным с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
Международное обозначение.
В англоязычной иностранной литературе именуется как gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG) .
Сварка под флюсом
В англоязычной иностранной литературе именуется как SAW. В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
Гипербарическая сварка
Гипербарическая сварка — процесс сварки при повышенных давлениях, проводится обычно под водой. Гипербарическая сварка может происходить в воде или быть сухой, то есть внутри специально построенной камеры в сухой среде. Применение гипербарической сварки разнообразно — она используется для ремонта судов, морских нефтяных платформ и трубопроводов. Сталь является самым распространенным материалом для гипербарической сварки.
Орбитальная сварка
Орбитальная сварка — разновидность сварки трением или автоматической дуговой сварки (в зависимости от того, вращается или нет труба). Название исходит из применения орбитальной сварки — для сварки стыков труб, фланцев и др. Используется для сварки стальных труб из высоколегированных сталей или алюминиевых сплавов большого диаметра с толстой стенкой.
При соосном вращении свариваемых труб, трение в стыках возникает тогда, когда оси вращения сдвигают параллельно друг другу. В этой разновидности сварки трение используется для нагрева места стыка. Совместное действие проковочного давления и нагрева приводит к сварке мест стыка.
Если трубы не вращаются, то для орбитальной сварки используют сварочные головки, перемещающиеся вдоль стыка и проводящие дуговую сварку с использованием присадочной проволоки или без неё.
Газопламенная сварка
Газопламенная пайка
Ацетилено-кислородное пламя (температура около 2621 °C в 2—3 мм от ядра)
Источником теплоты является газовое пламя, образующееся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, МАФ , пропан, бутан, блаугаз, водород, керосин, бензин, бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным (науглероживающим), это регулируется соотношением кислорода и горючего газа.
- В качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2—3 раза дешевле и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2430 °C) и высокому тепловыделению (20 800 ккал/м3), газовая резка с использованием МАФ гораздо эффективнее резки с использованием других газов, в том числе и ацетилена.
- Огромный интерес представляет использование для газовой сварки дициана, ввиду его весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению дициана для сварки и резки является его повышенная токсичность. С другой стороны, эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан представляет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом, истекающее из сварочной горелки, имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течёт», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
- Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограничено и стоимость его высока, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех её областях применения.
Термитная сварка
В большинстве случаев термитная сварка относится к термическому классу. Тем не менее, встречаются технологические процессы, которые относятся к термомеханическому классу — например, термитно-прессовая сварка. Термитная сварка это сварка деталей расплавленным металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термитная смесь.
Плазменная сварка
Источником теплоты является плазменная струя, то есть сжатая дуга, получаемая с помощью плазмотрона . Плазмотрон может быть прямого действия (дуга горит между электродом и основным металлом) и косвенного действия (дуга горит между электродом и соплом плазмотрона). Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Помимо собственно сварки, этот способ часто используется для технологических операций наплавки, напыления и резки.
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямой полярности (электрод — катод, разрезаемый металл — анод). Сущность процесса заключается в местном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резака относительно разрезаемого металла.
Электронно-лучевая сварка
Источником теплоты является электронный луч, получаемый за счёт термоэлектронной эмиссии с катода электронной пушки. Сварка ведётся в высоком вакууме (10−3 — 10−4 Па) в вакуумных камерах. Известна также технология сварки электронным лучом в атмосфере нормального давления, когда электронный луч покидает область вакуума непосредственно перед свариваемыми деталями.
Сварка электронным лучом имеет значительные преимущества:
- Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объёме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002 … 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20:1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяжённости зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
- Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4—5 раз меньше, чем при дуговой. В результате резко снижаются деформация изделия.
- Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах.
Недостатки электронно-лучевой сварки:
- Возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине;
- Для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
Лазерная сварка
Лазерная сварка двери автомобиля
Источником теплоты служит лазерный луч. Применяют лазерные установки всех видов. Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки.
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и менее) в процессе лазерной сварки объём сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций .
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является “Хамелеон”.
Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Видео: как выбрать сварочный инвертор
Какие электроды использовать
Чтобы научиться сваривать электросваркой, нужно подобрать правильные расходные материалы. Обратим внимание на электрический проводник. Он может быть в виде проволоки для полуавтоматов и выполнен как палочки с металлической сердцевиной и обмоткой. Новичкам мы рекомендуем брать вторые, ими легче управлять. Оптимальный диаметр сечения – 3 мм. Меньше понадобятся для сваривания тонколистовых изделий, больше – для промышленных целей и мощного оборудования.
Пошаговая инструкция для начинающих
Начните с подготовки рабочего места. Рядом не должно находиться легковоспламеняющихся и горючих веществ. Пол в помещении может быть бетонный или земляной. Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Внешний осмотр оборудования
Внешний осмотр сварочного инвертора производится самим сварщиком перед началом каждой рабочей смены. Во время этой процедуры в первую очередь проверяется состояние изолирующих оболочек сварочных и питающего кабелей и в случае необходимости делается их замена или ремонт. Далее проверяется держатель электродов и зажим кабеля массы, а также состояние штекеров и гнезд для подключения к сварочному инвертору. Следующим шагом производится осмотр панели управления сваркой на предмет целостности тумблеров, переключателей, кнопок и индикаторов. Кроме того, определяется общая запыленность аппарата и при необходимости проводится его очистка.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Как подключать электрод
Вставьте его в держатель, он не должен шататься. Затем подсоедините два сварочных кабеля. Они имеют различную маркировку (плюс и минус). Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
В статье мы рассказали, как правильно научиться варить сваркой с нуля самому.
Использование средств защиты
При проведении сварочных работ наибольшую опасность представляет вероятность поражения электрическим током, получение ожогов от разлетающихся капель расплавленного металла и световое воздействие на сетчатку глаза излучением электрической дуги. Кроме того, возможны механические травмы и попадание в дыхательные пути газов, выделяющихся в процессе сварки. Поэтому любой начинающий сварщик, решивший освоить сварочный инвертор, кроме самого аппарата, обязан приобрести комплект средств индивидуальной защиты, а также тщательно изучить правила техники безопасности при выполнении сварочных работ. В стандартный комплект защитных средств сварщика входят маска и искростойкие перчатки, а также спецовка и обувь из негорючих и неплавящихся материалов. Кроме того, в процессе сварки инвертором может потребоваться специальный респиратор, а зачистку заготовок и швов необходимо производить в защитных очках.
Начало сварки: зажигаем дугу
Электродуга создается самостоятельно при соприкосновении полярно заряженных элементов двумя способами:
- чирканьем – проведите полоску вдоль стыка;
- постукиванием – стукните 2-3 раза по месту, где не важен след.
Если искра сразу не образовалась, нужно отбить лишнюю обмотку. Можно работать дальше.
Наклон
Наклоняйте электрод в свою сторону на угол в диапазоне 30-60 градусов. Это обеспечивает хорошее прогревание шлаковой ванны. Но в ряде случаев это не нужно, тогда применяют способ «углом назад», то есть от себя, тогда шов тянется за кончиком защитного покрытия.
Как научиться пользоваться сваркой и определять скорость движения
Нельзя плотно прикладывать электрический проводник к металлической конструкции, между ними должно быть 2-3 мм, это расстояние нужно для образования шлаковой ванны. Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.
Как правильно сваривать детали
Перед началом процесса нужно создать временные крепления – стяжки, заклепки. Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Выбор тока
Он всегда зависит от типа металлических соединений и от электрода. Если напряжения в домашней сети не хватает для нужной силы, можно пройтись в два слоя или проводить работу медленнее, чтобы достигнуть оптимальной температуры. Таблица соответствия:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Выполнение различных швов
По месту расположения швы могут быть вертикальными, горизонтальными, потолочными, наклонными.
Выполнение шва:
- подготовить пластины;
- включить инвертор, выставить ток;
- между пластин сделать небольшой зазор, создать сварочные ванны;
- сделать сварочное соединение;
- отбить шлак.
По такому алгоритму делается каждый шов, но на фото можно увидеть визуальные различия процесса.
В зависимости от конструкции соединения швы могут быть стыковыми, тавровыми и внахлест. Обучиться выполнению швов можно опытным путем, с ориентиром на подробные фотоинструкции. Красиво сваривать получится со временем. Главное – начать и пробовать работать с железом.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Выводы
Задача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.
Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды – сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.
Опубликовано: 01.07.2021
Как научиться варить инвертором самостоятельно: все детали и видео правильной сварки – Темы недели – Журнал
Как научиться варить инвертором самостоятельно: все детали и видео правильной сварки
Сварка – не так сложно, как может показаться на первый взгляд. Если выучить азы сварочного дела, то процесс обучения не займёт много времени, и уже через пару дней начинающий сварщик справится с изготовлением забора из профлиста или сваркой простейших металлоконструкций. Все азы – в нашем свежем материале.
Если забить в поисковике фразу «Как варить сваркой правильно штучными электродами» или «Научиться варить», то появится несколько десятков статей и видео, где рассказывается и показывается, как сваривать металл самостоятельно инвертором. FORUMHOUSE обобщил материал. Выбрал самые полезные советы и расскажет новичкам, как освоить инверторную электросварку за несколько дней.
- Теория для начинающих сварщиков
- Видео, плюсы инвертора
- Что нужно использовать, чтобы начать работать с инвертором
- Видео, о преимуществах сварочной маски «хамелеон»
- Основные виды и типы марок электродов
- Какую выбрать и применить полярность
- Как подобрать диаметр электрода
- Два основных способа розжига электродов
- Как правильно вести электрод и, под каким углом его держать
- Видео, как пользоваться сварочным инвертором
- Практика сварки для начинающих
- Памятка новичка по сварке, какие требуются приспособления
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.
После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.
Что нужно купить, чтобы приступить к сваркеНа этот вопрос отвечает статья – Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео.
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркамЕсли зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщиныЗапомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
Как разжечь электродСуществует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электродаПосле розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.
После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео – Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Секреты и техника сварки инвертором для начинающихВ этой части мы ответим на самые распространённые вопросы начинающих сварщиков.
Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.
Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков – горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.
А как точно определить оптимальный сварочный ток?
Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.
Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
ВыводыЗадача первоначального обучения выполнена. Мы рассказали о базовых основах и технологиях сварочного дела инвертором для домашних мастеров. Повторим, возможность сделать красивые, ровные и качественные швы есть у каждого. Они получаются только при регулярной практике и сожжённых нескольких кг электродов.
Советы начинающим сварщикам:
- Перед сваркой не забывайте о применении средств защиты. Очень важно! Не варите без маски, краг и специальной одежды – сварочного костюма, материал которого не прожжёт искрами и брызгами раскалённого металла, иначе вы можете повредить глаза или получить ожёг открытых участков тела.
- Электроды храните в сухом месте. Не варите отсыревшими электродами или электродами с отбитой обмазкой. Высушить электроды можно в электрической печи или в бытовой духовке.
- Чем больше вы тренируетесь и используете металла и электродов, тем качественнее получаются сварные швы. Начав со сварки забора из профнастила, со временем, вы перейдете к более сложным работам. Сварке арок, теплиц, откатных и распашных ворот, калиток, козырьков над домом, самодельных инструментов и приспособлений, которые применяются в домашней мастерской.
- Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются трубопрофиль, арматура, уголок, швеллер и т.д.
Узнать больше о правильной сварке инвертором вы можете в теме Обучение работе со сварочным аппаратом.
- Сварочные работы. Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
- 4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как срастить сварочные кабели и выбрать оптимальную длину для выполнения разных работ.
В видео – Делаем зеркало в стиле стимпанк: как варить рамку электросваркой для зеркала, как работать с металлом, полезные приспособления для мастерской.
Электросварка для начинающих: нюансы сварочных работ и разбор основных ошибок
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Одним из наиболее востребованных навыков является умение выполнять сварочные работы. Практика показывает, что лучше всего подойдет электросварка для начинающих – технология проста и доступна любому, кто хочет научиться ее использовать. Прежде чем приступить к освоению метода, следует ознакомиться с теоретическими аспектом вопроса, согласны?
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Электросварщик за работой
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Анатолий Рыцев / Мастер – универсал, автор сайта
Мастер – универсал. Занимается внутренними и фасадными отделочными работами всех видов: малярка, штукатурка, оклейка обоев, все виды плиточных работ, а также строительством загородных домов и растениеводством.
Уроки сварки инвертором для начинающих + видео
Рис.1 – Сварочный инвертор FUBAG IR 160
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
– Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Рис.3 – Электроды fubag FB46
Толщина свариваемого металла
Диаметр электрода
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 – Сварочная маска FUBAG ULTIMA Panoramic 5-13
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения – ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Рис.5 – Зачистка зоны шва
– Подключаем аппарат
Рис.6 – Подключение сварочных кабелей
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
Диаметр электрода
Толщина металла
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Рис.8 – Настройка сварочного тока
Не стоит выставлять значение выше максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
- Чиркая электродом к ак спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.
Рис. 9 – Способ зажигания сварочной дуги – чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.
Рис.10 – Способ зажигания сварочной дуги – касание
Держите электрод под углом около 45 градусов и старайтесь поддерживать этот зазор между электродом и металлом в 3-4 мм по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги между электродом и деталью.
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Рис. 11 – Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.
Рис.12 – Красивый шов
Сварка для начинающих: как научиться правильно?
Электродуговая сварка – быстрый и надежный способ создания неразъемных соединений металлических деталей. Сварные конструкции незаменимы в процессе строительства и домашнего ремонта. Профессиональный сварщик долго учится и еще дольше набирается опыта работы с различными материалами в сложных условиях. Тому, как правильно варить сваркой простые детали из черного металла, можно научиться самостоятельно, за несколько часов. Потребуется лишь сварочный аппарат, электроды и много терпения.
Азы электросварки
Сварочный шов соединяет две металлические заготовки в единое целое. Для этого их кромки требуется нагреть до температуры плавления. Это делают за счет электродуги. Между кромками образуется зона расплавленного металла, после остывания она кристаллизуется, соединяя обе детали воедино.
Электродуга может поддерживаться как постоянным, так и переменным током. Источником переменного тока служит сварочный трансформатор, понижающий сетевое напряжение 220 или 380 вольт и соответственно повышающий силу тока. Трансформаторы — морально устаревший вид сварочного оборудования, они громоздки, весят несколько десятков и даже сотни килограммов.
Стабильность электродуги сильно зависит от параметров электросети, кроме того, работа сварочного трансформатора вызывает скачки напряжения в сети. Такая техника требует от сварщика высокой квалификации и солидного опыта.
Начинать обучение лучше со сварочным инвертором. Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.
Технология работ
Для возбуждения электродуги требуется создать разность потенциалов между заготовкой и кончиком электрода. Электрод состоит из прямого отрезка сварочной проволоки, покрытой флюсовой обмазкой. Когда электрод подносят к заготовке на расстояние в несколько миллиметров, между ними проскакиваете разряд.
Такой постоянно действующий разряд и называют электрической дугой. Она выделяет большое количество тепла, от которого плавится сердечник электрода и кромки заготовок. Образуется зона расплавленного металла, называемая сварочной ванной. По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.
Покрытие электрода плавится и испаряется, и образует газовое облако, защищающее сварную ванну от контакта с воздухом и образования оксидов.
На поверхности остывающего шва возникает шлаковый слой. Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
[stextbox лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.[/stextbox]
Как правильно сваривать металл?
Как правильно варить детали электросваркой? Следует учитывать, что металл при сварке нагревается и расширяется. Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
Порядок размещения прихваток.
Далее следует заварить шов, соединяя прихваченные участки.
Различают следующие основные сварочные положения:
- нижнее, деталь находится в горизонтальном положении, с него обычно начинают обучение;
- вертикальное;
- потолочное.
Работа в вертикальном и потолочном положениях осложняется вытеканием расплава под действием силы тяжести.
Подготовка
Как быстро научиться варить сваркой? Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей. Ее требуется очистить от механических загрязнений, пыли, стружки, следов коррозии. При этом разрушается препятствующий качественной сварке слой окислов. Далее поверхность детали необходимо обезжирить, протерев растворителем.
Для зачистки используют проволочную щетку или болгарку.
Подключение
До того, как начать варить сварочным аппаратом, следует подключить его к электросети.
Инвертор бытового класса мощностью в несколько киловатт работает от однофазной сети 220 вольт. Его достаточно просто включить в розетку, обеспечивающую достаточную мощность. При использовании удлинителя сечение проводов должно быть не менее 2, 5 мм 2 .
Место присоединения к заготовке массового провода должно быть зачищено и обезжирено так же, как и зона шва.
Рабочий ток для начала обучения при диаметре электрода в 3 мм следует выбрать около 70 А. Меньшие значения понизят стабильность дуги, большие — приведут к перегреву и прожогу металла.
Поджигание
Разжечь дугу можно одним из двух способов. Первый из них, «чиркание», напоминает движение спички по коробку. Второй способ, «постукивание», заключается в быстром подведении кончика стержня к заготовке до легкого касания и более медленного отведения.
Если электродугу не удается разжечь, следует проверить контакт массового провода и прочность присоединения зажима. Помогает также очищение пассатижами кончика стержня от шлака. Если электрод часто «залипает», следует попробовать немного увеличить значение рабочего тока.
Процесс
При сварке линию соединения ведут в различных направлениях, как от себя, так и на себя, слева направо и справа налево. Выбор направления определяется взаимным положением заготовок. Руке должно быть удобно вести держатель.
После розжига электродуги держатель ведут плавно, с постоянной скоростью, под углом в 30-60 о к вертикали. Зазор между электродом и заготовкой нужно поддерживать в пределах 2-3 мм.
Во время процесса необходимо контролировать следующие моменты:
- постоянная скорость ведения;
- заданное расстояние до заготовки;
- коррекция скорости в зависимости от состояния сварочной ванны;
- соблюдение выбранной траектории.
[stextbox было легче выдерживать линию соединения, ее размечают мелом.[/stextbox]
После завершения шва нужно удалить шлаковый слой с его поверхности. Для этого можно воспользоваться молотком или шлифмашиной.
Какие могут быть ошибки?
Сварщики, еще недостаточно знающие, как правильно пользоваться сваркой, часто допускают следующие ошибки:
- неровная линия соединения при быстром перемещении электрода;
- большое число прожогов при замедлении ведения;
- плоский шов при нарушении угла наклона стержня;
- непровары вследствие занижения (либо завышения) расстояния от кончика стержня и заготовкой.
Это лишь часть ошибок, которые делают недостаточно опытные работники. Используя инверторный источник, можно быстро научиться их избегать.
Чтобы научиться сваривать тонколистовые заготовки, профильные или водопроводные трубы, потребуется намного больше времени. Существует прием наложения на тонкие заготовки куска освобожденного от обмазки и проварки прямо по нему.
Сваривать легированные, нержавеющие и инструментальные сплавы, а также цветные и легкие металлы намного сложнее. Их сваривают в среде инертных или малоактивных газов, таких, как аргон, гелий или углекислый. Аппарат для работы представляет собой инверторный источник тока, дополненный системой подачи газа через сварочную горелку. Вместо стержневых электродов применяется сварочная проволока, подающаяся в рабочую зону с постоянной скоростью специальным механизмом. Такой аппарат называется полуавтоматом.
О каких дефектах стоит знать, чтобы сделать правильный шов?
Знания о дефектах шва необходимы даже начинающему сварщику. Их нужно вовремя определить и не начинать использовать дефектное изделие. Правильно заваренное соединение выглядит аккуратно. Типовые дефекты сварных соединений следующие:
- Непровар. Шов недостаточно заполнен металлом, обладает в этом месте недостаточной прочностью. Вызывается пониженным напряжением дуги либо превышением скорости движения держателя.
- Подрез. Углубление вдоль линии шва. Вызывается превышением расстояния от электрода до заготовки. Помогает некоторое увеличение значения рабочего тока.
- Прожог. Появление дырок в заготовках. Появляется при завышенном значении рабочего тока и при замедлении скорости ведения электрода. Бывает также при слишком большом зазоре между кромками деталей.
- Поры. Возникают при нарушении защитной среды, предотвращающей контакт сварочной ванны с воздухом. Следует принять меры к устранению сквозняков.
При недостаточно прочной фиксации заготовок или пренебрежении прихватками могут появляться трещины. Они возникают во время остывания деталей и действия на них термических напряжений.
Предосторожности перед тем, как варить электродами
Следование правилам техники безопасности позволяют предотвратить серьезные травмы и угрозу жизни работающих:
- Работать только исправным оборудованием. Перед сваркой осматреть аппарат, кабели и держатель. Убедиться в отсутствии механических повреждений и нарушений целостности изоляции.
- Соблюдать температурный режим: температура выше +5 о С, влажность не выше 80%. Для этого в рабочей зоне нужно наладить отопление.
- Применять средства индивидуальной защиты.
- Держать рабочее место в чистоте, не захламлять его.
- Все огнеопасные материалы должны находиться не ближе 5 метров от рабочего места.
- Во время зачистки угловой шлифмашиной ограждать рабочее место несгораемыми ширмами.
- Подготовить исправный углекислотный огнетушитель достаточной емкости.
Заключение
Сварка – это сложный технологический процесс. Освоить его может любой желающий. Главное- соблюдать требования технологии и техники безопасности и двигаться от простых операций к более сложным, осваивая их постепенно.
Сварка электродами, как правильно варить начинающим
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
- Основные понятия
- Необходимые инструменты
- Технология работ
- Как научиться варить
- Процесс электросварки
- Некоторые нюансы
- Как правильно выбрать ток
- Сварка трубопровода
- Ошибки начинающих сварщиков
Основные понятия
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
Установка подоконника: подробная инструкция для монтажа своими руками
Роль и значимость подоконника нельзя переоценить, поскольку это далеко не только красивый элемент окна, выполняющий декоративную функцию. Он не дает холодному воздуху с улицы проникать внутрь дома, играя таким образом важную функцию в теплоизоляции помещения. В связи с этим, установка подоконника своими руками должна производиться с максимальной точностью и аккуратностью, с соблюдением всех норм и правил! Об основах, особенностях и нюансах этого мы и расскажем в нашей статье.
Из чего делается подоконная доска?
Современные подоконники могут изготавливаться из самых разнообразных материалов. В зависимости от этого меняется и способ установки.
Из пластика
ПВХ-изделия из года в год пользуются все большей популярностью в строительстве. Аналогичным образом дела обстоят и с пластиковыми подоконниками, которые выделяются целым перечнем преимуществ:
- Легко устанавливаются своими руками;
- Производители размещают сверху специальную ламинирующую пленку, которая может быть оформлена различным изображением и цветами, что дает возможность подобрать модель наилучшим образом подходящую под стилевое оформление комнаты;
- Хорошо удерживают тепло внутри помещения;
- Пластик хорошо переносит воздействие влаги и не боится плесени и грибков, что особенно важно для любителей комнатных растений;
- Поверхность легко моется;
- Благодаря ребрам жесткости современные подоконники из пластика отлично переносят механические воздействия;
- Не страшны перепады температуры;
- Под продолжительным действием солнечных лучей характеристики пластикового подоконника не ухудшаются.
Однако, несмотря на массу достоинств, подоконники из ПВХ имеют и ряд недостатков:
- Большие температуры на поверхности, к примеру, крышка горячей кастрюли, способны повредить изделие, став причиной деформаций;
- Ламинирующая декоративная пленка запросто царапается, кроме того, со временем она может отслоиться;
- Искусственное происхождение материала.
И хотя ПВХ-изделия и имеют некоторые недостатки, однако чаще всего собственники квартир и домов выбирают именно его, выполняя самостоятельную установку подоконника.
Каменная доска
Ценители натурального часто отдают предпочтение каменным подоконным доскам. В большинстве случаев для этого применяется мрамор и гранит. Конечно, модели из камня отличаются своим неповторимым природным изображением на поверхности и красотой в целом, однако такое удовольствие нельзя назвать дешевым!
На ряду с этим на тщательно отполированной поверхности природного камня можно запросто поставить некрасивую царапину, их теплоизоляция оставляет желать лучшего, а многие загрязнения, будь то чайные, винные либо кофейные пятна, легко впитываются материалом. К тому же большая масса и стоимость материала не оставляют шансов на самостоятельную установку, вынуждая нанимать для этого профессионалов.
Достойной альтернативой природному материалу считается подоконная доска из искусственного камня. Она выполняется из акрила и не уступает естественному аналогу по красоте, термостойкости и прочности. Дополнительным преимуществом каменного подоконника из акрила выступает и то, что поверхность не царапается, а само изделие стоит заметно дешевле.
МДФ и ДСП
Подоконники из ДСП и МДФ-панелей остаются более бюджетным вариантом в сравнении с деревянными изделиями. Многие производители изготавливают подоконные доски из древесно-волокнистых и древесно-стружечных плит. Сверху такие модели покрываются специальной пленкой.
ДСП менее влагостойкий и прочный материал, чем МДФ – при повреждении защитной пленки и попадании влаги на плиту из стружки последняя может начать набухать, что приведет к заметным деформациям подоконника. МДФ-плиты более устойчивые, однако их цена выше.
Подоконные доски из древесного волокна и стружки легко поддаются мытью, главное не использовать для этого абразивные средства!
Из дерева
Такие виды дерева как сосна, вишня и дуб продолжительное время оставались привычным материалом для производства подоконной доски. Деревянные подоконники остаются сильно популярными и сегодня.
Установка деревянного подоконника своими руками начинается с тщательной просушки и обработки материала лаком и антисептическим составом.
Основным достоинством подоконной доски из дерева выступает ее благородный внешний вид и природное происхождение. Однако деревянный массив подвержен деформациям, да и сам материал не из дешевых. Увеличить эксплуатационные характеристики деревянного подоконника получится, если избегать контактов с агрессивными химическими веществами, водой и абразивами. Помимо этого, стоит временами обновлять покрытие!
При условии соблюдения всех технологических норм и требований подоконные доски из клееного бруса отличаются большей устойчивостью к негативным внешним факторам и меньшим ценником.
Монтаж подоконника своими руками
Вне зависимости от вида подоконника, установка производится по одному сценарию. А так как в большинстве случаев самостоятельно монтируются подоконники из ПВХ, то на примере их мы и пошагово расскажем, как выполняется установка подоконника своими руками, попутно выделив особенности и нюансы работ. В конце мы затронем особенности монтажа конструкций из другого материала.
Длина и ширина доски
Перед приобретением материала стоит точно вымерить пропорции будущего подоконника. Длина подоконной доски замеряется так:
- Ширина проема вымеряется возле окна, а также у стены со стороны помещения;
- Для того, чтобы спрятать края доски внутрь откосов, необходимо приплюсовать, как минимум, 1 сантиметр к максимальной ширине проема;
- Если вы планируете разместить в комнате выпирающий подоконник (который не идет вровень со стеной), то, помимо габаритов доски, стоит учитывать еще и размеры проушин.
Вымерьте ширину стены до окна, чтобы наиболее точно измерить ширину подоконника. К данному значению добавьте 1,5-2 сантиметра, которые уйдут в качестве углублений в пазы окна. Этого будет более чем достаточно при установке доски заподлицо с более-менее ровными стенами.
Важный нюанс! Если стены имеют неровности, то стоит точно вымерить расстояние по обеим сторонам – это даст возможность произвести установку своими руками максимально ровно.
При желании можно организовать небольшой выступ, однако его величина должна быть не более 8 сантиметров, в противном случае может нарушиться конвекция воздуха, что станет причиной образования наледи в холодное время года и неравномерному распределению тепла в комнате.
Исходя из полученных габаритов, подоконная доска подгоняется по ширине и длине. После этого можно переходить непосредственно к монтажу подоконника своими руками.
Демонтаж подоконника (фото)
Порядок работ при установке
- Разместите будущий подоконник на месте установки. Подрежьте доску при необходимости.
В случае с ДСП, древесиной и МДВ резать материал лучше электролобзиком, для камня и пластика лучше подходит болгарка!
- Если нужно, в поверхности стены проделайте пазы при помощи перфоратора. Именно сюда в дальнейшем и будут прислоняться края подоконника.
- Хорошо прочистите поверхность заготовки от мусора и пыли.
- Уберите с вставляемого края доски защитную пленку и вставьте подоконник в оконный профиль.
- Начиная с крайних сторон под подоконной доской устанавливаются деревянные клинья. При этом максимальный шаг между клиньями не должен превышать 40 сантиметров, а сами вставки не должны выходить за пределы внутреннего края подоконника и стены.
- Уровень подоконника проверяется при помощи ватерпаса. В случае небольшого отклонения от горизонтали уровень доски правится путем вбивания дополнительных клиньев.
Важно подчеркнуть, что угол уклона к внутреннему краю от окна должен составлять около 2 миллиметров! Благодаря этому вода не будет скапливаться у окна, просто стекая вниз.
- На подоконнике размещается какой-либо груз, при этом общая масса должна находиться в районе 10-20 килограмм.
- После проверки и выравнивания доски в горизонтальной плоскости доска закрепляется на месте. С этой целью обычно используется монтажная пена. Для лучшего качества работы стоит пользоваться профессиональной пеной, а также специальным пистолем, при помощи которого и будет происходить распыление пены. В завершении при помощи саморезов осуществляется дополнительная фиксация к профилю с наружной стороны.
Важный момент! Если пена оказалась на месте, где ее быть недолжно, сразу же очистите поверхности тряпочкой. Застывшую пену стоит убирать, вооружившись специальным растворителем.
- Спустя сутки излишки пены подрезаются, а с окна убирается вся лишняя нагрузка. В конце снимается защитная пленка и устанавливаются заглушки с торцов.
Если вы задумали произвести монтаж деревянного подоконника, то по внутренней стороне доски стоит разместить войлок, обработанный антисептиком. Делается это посредством дранки. В случае с каменными подоконниками торцы аналогичным образом защищаются при помощи войлочного слоя. В остальных моментах установка подоконной доски из дерева и камня ничем не отличается от пластикового аналога.
Таким образом выполняется установка подоконника своими руками, как видно, здесь нет ничего сверхсложного, особенно, когда речь идет о пластиковой конструкции. Главное не перестараться с нанесением монтажной пены и соблюдать внимание и точность во время работы.
Пошаговая инструкция по установке ПВХ подоконника
Окно в квартире, будь то пластиковое или деревянное, без такого элемента, как подоконник, выглядит непривлекательно и плохо. Поэтому в каждом доме этот элемент предусмотрен архитекторами. При замене окна всегда происходит замена доски под ним.
Как правило, установка подоконника производится специалистами, но работу можно выполнить и самому. Главное, всё делать по правилам. Перед тем как установить пластиковый подоконник, следует ознакомиться с инструкцией всего процесса.
Подготовительные работы
Для начала требуется приготовить инструмент и материал. Вот что нужно иметь:
- Ножовку или электрический лобзик;
- Строительный уровень;
- Рулетку и карандаш;
- Перфоратор с набором свёрл и долот;
- Пену монтажную.
Подкладки обеспечивают плотное прилегание подоконника к раме
Помимо этого, могут пригодиться бруски из дерева или специальные подкладки из ПВХ, а также пистолет для монтажной пены. Исходя от состояния оконного проёма, этих элементов может оказаться недостаточно. В этом случае следует припасти перфорированные пластины для крепления подоконника.
Подгонка по размеру
Когда все инструменты и материалы будут заготовлены, можно приступать к следующему этапу работ. Он заключается в проведении замера с переносом разметки на доску ПВХ. Для этого нужно к длине проёма добавить 10 см. Данная мера нужна для создания привлекательного вида всему оконному проёму.
На первом этапе выполняют замеры подоконника
Как только разметка будет выполнена, нужно вырезать подоконник ПВХ. Этот процесс легко выполняется лобзиком, но при его отсутствии можно воспользоваться обычной ножовкой. А вот откосы требуют больших усилий. Там, где будет производиться установка пластикового подоконника, необходимо сделать штробы. Их глубина должна быть на 5 мм больше чем длина устанавливаемой детали.
Для вставки подоконной доски в откосах проделывают пазы
Пазы в откосах сделать лучше всего долотом, которое мы устанавливаем в перфоратор. Они должны иметь ровную форму, что не будет препятствовать вхождению подоконников. После долбления проём требуется очистить от мусора. А после этого приступать к следующему этапу.
Установка подоконной доски по уровню
Основание и откосы подготовлены, значит, можно перейти к примерке. Для этого понадобится строительный уровень. Перед тем как правильно установить пластиковый подоконник, на основание следует положить подкладки. На небольших окнах будет достаточно двух подпорок, а для балконного следует использовать не менее трёх. Данную операцию несложно выполнить самостоятельно.
Пластиковая панель устанавливается на подкладки
Подкладки должны лежать строго по уровню окна, что позволит качественно выставить подоконник из пластика перед тем, как поменять его. Когда всё будет готово, следует примерить деталь на новом месте. Для этого мы вставляем пластиковую доску в пазы откосов. Далее двигаем её до упора. Этому процессу ничего не должно мешать.
Далее монтаж подоконника продолжает выставление оптимального уклона. Это необходимо для удаления конденсата естественным путём. Он не должен скапливаться у основания пластиковых окон. Для этого нужно опустить край плиты, смотрящий внутрь помещения, на пару градусов. Строительный уровень покажет насколько изменился уклон. Чтобы проём оставался ровным, проверять положение требуется по краям и середине.
Уклон переднего края подоконника составляет 2-3 мм
Регулировка уровня производится подкладками. Без них установка нового подоконника будет весьма проблематична. Рекомендуется приобрести специальные элементы из пластика, но их можно заменить деревянным подкладкам. Для работы следует использовать топор или стамеску.
Установить пластиковый подоконник своими руками нужно так, чтобы между ним и оконной рамой не было щели. Это очень важный момент, которому следует уделять пристальное внимание. Зазор устраняется щепками, подкладываемыми под изделие. При этом рекомендуется фиксировать края панели, когда положение будет соответствовать нужному. Каждое изменение обязательно следует проверять строительным уровнем, чтобы ПВХ подоконник не изменял своей позиции.
Крепление конструкции на месте
После примерки, когда правильная позиция будет достигнута, приступают к этапу крепления. Данное действие производится монтажной пеной, равномерно заполняющей пространство. Но перед тем как установить подоконник, баллон требуется немного нагреть. Температура позволяет повысить эффективность пены, которая лучше заполняет свободные места.
Схема монтажа подоконника
Лучшим способом нагреть баллон является помещение его в теплую воду. Но можно воспользоваться и системой отопления, если монтаж пластикового подоконника проходит с осени по весну. Нагретый баллон хорошо встряхивают, перемешивая его содержимое. Далее начинается заполнение пространства под плитой. Пустот не должно оставаться.
Пространство под подоконником тщательно задувают пеной
На этом работа не заканчивается. Дело в том, что полиуретановая пена отличается огромным расширением. Данное обстоятельство оказывает негативное влияние на положение доски между откосами. Чтобы не испортить работу необходимо укрепить элемент. Многие для этой цели используют обычные кирпичи, которые устанавливаются на поверхность плиты.
За изделие не стоит переживать, так как внутри изделия имеются рёбра жёсткости. Они выдерживают большую нагрузку, позволяя взрослому мужчине свободно стоять на оконном проёме.
Монтаж подоконника на балконе
Современные лоджии и балконы сегодня активно застекляются. Это неудивительно, потому что дополнительная полезная площадь никому не будет лишней. А сколько стоит такое удовольствие, каждый знает не понаслышке. Поэтому подоконник на балконе больше не является диковинкой.
В основном установку пластикового подоконника на балконе проводят в момент застекления. Но если этого не было сделано, то смонтировать данный элемент интерьера стоит самостоятельно.
Перед тем как заменить подоконник, следует приготовить металлические кронштейны. Это необходимо при условии отсутствия возможности завести его под имеющиеся окна. В большинстве случаев металлические элементы требуются, что значительно упрощает процесс. Кронштейны крепятся к парапету с помощью анкеров. Они же позволяют усилить подоконник, что способствует увеличению полезных нагрузок на него.
Схема монтажа подоконника на кронштейн
Закреплённые кронштейны должны стоять друг от друга на расстоянии не более 1 метра. Строительным уровнем проверяется горизонтальный уклон. Перед тем как закрепить держатели, следует натянуть нить. Это позволит добиться ровности по горизонту и упростит выполнение работы.
Когда кронштейны полностью закреплены, начинается установка подоконника ПВХ своими руками. Его закрепляют при помощи саморезов, которые закручивают в нижней части элемента. Данную операцию лучше производить шуруповёртом, потому что он значительно ускоряет процесс.
Фиксируют подоконник с помощью саморезов
После монтажа подоконник на балконе необходимо обработать герметиком. Данная мера нужна для избавления от возможного зазора, который образуется из-за неровностей в краях. В отличие от монтажа в оконном проёме, балконный подоконник не нуждается в укреплении полиуретановой пеной. Все пластиковые элементы быстро занимают свои места, где прочно сидят, выполняя поставленные задачи.
Замена подоконника в деревянном доме
Схема установки пластикового подоконника в деревянном доме очень похожа на процесс, выполняемый в квартире. Сначала демонтируется старый деревянный подоконник, проводится подготовка основания. Боковые откосы необходимо привести в порядок, чтобы пластиковая деталь свободно заняла своё место.
Чтобы не резать и свободно крепить пластиковый подоконник, лучше вырезать боковины из дерева. Для этой работы понадобится долото, молоток. Так получаются пазы, где будет производиться крепление. Бывает, что они могут быть уже готовы и в них стоял деревянный подоконник.
Подоконную панель устанавливают в пазы
Как только пазы будут готовы, на основание проёма кладутся подкладки. Установка в проём пластикового подоконника своими руками производится только на них. Положение подставок можно зафиксировать, чтобы они не смещались под смонтированным элементом. Перед тем как крепить изделие, нужно проверить положение плиты. После её фиксируют и заполняют пустоты под ней монтажной пеной. Многие задают вопрос, как поставить подоконник другим способом. Но пена является лучшим и эффективным вариантом.
Как правильно вести сварку полуавтоматом с углекислотой
Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.
Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.
Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.
Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.
Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Насколько сложно научиться сварке MIG? – Welding Mastermind
Сварка, или процесс использования тепла для плавления и соединения двух одинаковых металлических частей, является полезным способом изготовления металлов или ремонта. Несмотря на то, что существует множество различных методов сварки, широко используются лишь некоторые из них. Один из самых популярных методов сварки, особенно у новичков, – это сварка MIG.
Одним из самых популярных и широко используемых методов сварки является сварка MIG. Сварку MIG довольно легко освоить, особенно по сравнению с другими методами сварки, такими как TIG, хотя она сопряжена с некоторыми опасностями для безопасности, о которых следует помнить.
Если у вас мало опыта или совсем нет опыта в сварке, вам необходимо знать некоторые основы, прежде чем изучать сварку MIG. В этой статье мы рассмотрим некоторые основы сварки и наиболее популярные методы сварки. Читайте дальше, чтобы узнать больше о сварке MIG, ее плюсах и минусах, а также о том, сколько времени нужно, чтобы научиться сварке MIG.
Как работает сварка MIG?
Сегодня существует более 30 различных видов сварки. Сварка MIG, или металлическим инертным газом, является одним из наиболее широко используемых методов сварки.Другое название сварки MIG – GMAW, или газовая дуговая сварка металлическим электродом. Он используется в США более 70 лет и считается одним из самых простых в освоении видов сварки.
Принцип работы MIG-сварки заключается в образовании электрической дуги с помощью сварочного пистолета между проволочным электродом и основным металлом для нагрева, плавления и плавления металла. Защитный газ также пропускается через сварочный пистолет, чтобы предотвратить загрязнение сварочной ванны, которая представляет собой участок соединяемых нагретых и расплавленных металлов.
Сварка MIG может быть автоматической или полуавтоматической, в зависимости от процесса.Полуавтоматическая сварка MIG – это когда источник питания контролирует скорость подачи проволоки и длину дуги, а пользователь вручную регулирует скорость и положение проволоки. Автоматическая сварка MIG – это когда пользователю не нужно вручную вмешиваться во время сварки.
Сколько времени нужно на обучение сварке MIG?
Для тех, у кого уже есть опыт в сварке, время изучения сварки MIG может быть разным. В зависимости от того, кого вы спросите, на то, чтобы научиться выполнять сварку MIG, может потребоваться всего несколько часов. Время, необходимое для изучения сварки MIG, определяется опытом, способностями и уровнем квалификации сварщика, а также качеством получаемых инструкций.
Если вы новичок в сварке, настоятельно рекомендуется получить сертификат сварщика на официальном курсе сварки, в школе или в учебной программе, прежде чем пытаться практиковаться в сварке. В зависимости от уровня подготовки, которую вы проходите, продолжительность курса сварки может быть разной.
- Полный курс по сварке обычно можно пройти менее чем за год
- Для прохождения стандартного сертификата по сварке требуется около 7 месяцев
- Для завершения занятий по основам сварки может потребоваться до двух недель
- Дополнительные курсы по сварке могут занять до в месяц на выполнение
При использовании любого метода сварки следует помнить о том, что на освоение обычно требуется меньше времени, чем на освоение.После того, как вы изучите основы и особенности метода сварки, потребуется много практики, чтобы действительно овладеть им. Сварка – это не совсем простая задача, и многим людям на ее освоение могут потребоваться годы.
Что делает сварку MIG популярным выбором?
Как и в случае с другими типами сварки, плюсы и минусы сварки MIG частично зависят от человека, выполняющего сварку, и самого сварочного инструмента. При этом есть некоторые общие преимущества и недостатки сварки MIG, которые стоит рассмотреть, прежде чем вкладывать время и деньги в этот метод.
Плюсы
Есть несколько преимуществ, которые облегчают изучение и использование сварки MIG по сравнению с другими типами сварки. Вот некоторые из них:
- Более высокая производительность
- Меньше затрат времени
- Меньше ручных регулировок и небольшая очистка во время и после сварки
- Легко освоить
- Простой процесс
- Лучшее управление
- Чистый, эффективный и универсальный
- Более высокая скорость сварки
- Может использоваться для всех типов металлов, имеющихся в продаже
- Меньше дыма
- Обеспечивает высококачественные сварные швы
- Требуется меньше навыков оператора
Минусы
Хотя у сварки MIG есть много преимуществ и преимуществ, у нее также есть некоторые недостатки, которые могут затруднить или усложнить задачу, особенно для тех, кто плохо знаком со сваркой или сваркой MIG.К ним относятся:
- Использует сложное оборудование, которое может быть дорогим
- Не очень портативное
- Невозможно использовать для потолочной или вертикальной сварки
- Невозможно использовать на открытом воздухе
- Восприимчиво к загрязнению
- Быстрое охлаждение
- Не очень подходит для толстых металлов
- Защитный газ может мешать во время сварки или при замене
- Требуется чистый металл без ржавчины, что приводит к увеличению времени подготовки металла перед сваркой
- Высокий уровень излучаемого тепла и света
- Для тонких металлов прогорание является обычным явлением
Можете ли вы научиться сварке MIG?
Перед тем, как приступить к сварке самостоятельно, рекомендуется пройти официальное обучение в школе или на курсах.Если у вас уже есть опыт в области сварки и вы не хотите тратить больше денег на занятия, существуют доступные ресурсы, которые сделают самостоятельное обучение сварке MIG.
При наличии необходимой информации, инструментов и подготовки можно научиться сварке MIG. Доступно несколько материалов по основам, методам и технологиям сварки, в том числе книги, электронные книги, видеоуроки и веб-сайты с различными ресурсами.
Для тех, кто плохо знаком со сваркой, рекомендуется изучить MIG перед другими методами (особенно TIG и сваркой стержнем), поскольку для этого не требуется много дорогостоящего оборудования, и это один из самых простых методов для изучения. и пользуйся.После того, как вы поймете основы, изучение сварки MIG в основном требует большой практики.
Ресурсы
Есть несколько ресурсов, доступных для тех, кто хочет самостоятельно изучить сварку MIG. Если вы предпочитаете обучаться сварке MIG, а не посещать занятия или курсы, важно использовать качественные учебные материалы. Книги по основам и методам сварки – отличная отправная точка для начинающих.
Онлайн-видео и письменные руководства также полезны для изучения сварки MIG, хотя некоторые из них лучше, чем другие.Начав с опубликованного учебника (или электронной книги) по сварке MIG, вы убедитесь, что опираетесь на фундамент точной и качественной информации, поскольку узнаете больше об особенностях сварки MIG.
Самое приятное в ресурсах, которые можно найти в Интернете, – это отзывы других, которые просматривали и использовали материалы, будь то учебники, видео или письменные руководства. Таким образом, вы сможете лучше понять, действительно ли информация, которую вы собираетесь изучить, будет полезной на практике.
Учебники
Если вы изучаете сварку методом MIG самостоятельно, неплохо было бы начать с настоящего учебника, который может предоставить подробную информацию и изображения, которые помогут в этом процессе. Вот несколько хороших базовых учебников по сварке MIG:
Обучающие видео
Вот несколько хороших, высоко оцененных видеороликов для начинающих по основам сварки MIG:
Письменные руководства
В Интернете доступно несколько письменных руководств по теме обучение сварке MIG.Некоторые письменные руководства по изучению сварки MIG включают:
Что говорят опытные сварщики
Один из лучших источников информации о различиях между методами сварки, в том числе о том, какие методы легче освоить, чем другие, – это слова отдельных лиц. у кого есть опыт сварки. Эти опытные сварщики в подавляющем большинстве заявляют, что если вы новичок в сварке, одним из лучших методов для начала является MIG.
Многие говорят, что если у вас есть достойный сварщик MIG и надлежащее защитное оборудование, а также основная информация и наглядные примеры того, как выглядит хороший сварочный шов MIG, вы уже на правильном пути к сварке MIG.При изучении любого вида сварки, включая MIG, важно иметь качественное наглядное руководство.
Что нужно знать при изучении сварки MIG
При изучении сварки MIG или любого метода сварки вам необходимо понять некоторые основы и основы сварки в целом. Существует множество различных методов сварки, включая дуговую, трение, электронный луч, лазер и сопротивление. МИГ – это разновидность дуговой сварки.
Сварка МИГ – один из четырех наиболее часто используемых методов сварки.Остальные три:
- TIG / GTAW (газовая дуговая сварка вольфрамом)
- Stick / SMAW (дуговая сварка в среде защитного металла)
- Flux / FCAW (дуговая сварка порошковой проволокой)
Независимо от того, какой метод сварки используется необходимо соблюдать определенные меры безопасности и знать факты. Давайте рассмотрим некоторые основы, которые следует учитывать при сварке. Следует отметить, что это не исчерпывающее руководство, а скорее обзор.
Безопасность
Сварка – это технический процесс, который представляет несколько опасностей для безопасности, включая поражение электрическим током, повреждение слуха, воздействие УФ / ИК-излучения, газов и паров, а также ожоги.Чтобы снизить риск получения травм, необходимо использовать средства индивидуальной защиты, принимать необходимые меры предосторожности и соблюдать правила техники безопасности.
Сварка MIG может привести к образованию небольших брызг, которые представляют собой небольшие кусочки очень горячего металла, которые могут отлететь от свариваемых металлов и вызвать возгорание. Процесс сварки MIG также создает высокие уровни тепла, электричества и света, что требует использования средств защиты для предотвращения травм персонала или повреждения имущества.
Сварщики всегда должны носить сварочный капюшон или шлем, защитные очки, огнестойкую куртку с длинными рукавами, перчатки и ботинки (рекомендуется кожа) и длинные брюки. Перед сваркой удалите все источники возгорания в этом месте и убедитесь, что оно хорошо вентилируется.
Правильные меры безопасности, меры предосторожности и практические действия имеют жизненно важное значение при сварке. Всегда убедитесь, что у вас есть соответствующие средства индивидуальной защиты, соблюдайте протоколы безопасности и контрольные списки, а также держите поблизости огнетушитель и аптечку перед началом любых сварочных работ, будь то практика или реальный проект.
Контрольный список безопасности при сварке
Хорошая сварочная практика должна включать использование контрольного списка безопасности перед началом сварочного проекта. Это необходимо для обеспечения личной безопасности и предотвращения возгорания, повреждений или неполадок во время сварки, и это особенно важно, если вы тренируетесь дома или самостоятельно изучаете новый метод сварки.
Общий контрольный список безопасности при сварке включает в себя следующее:
- Используется надлежащее защитное оборудование – сварочный капюшон или шлем, защитные очки, сварочная куртка, перчатки, ботинки, длинные брюки
- Инструкции и спецификации проекта являются подробными и понятными
- Рабочая зона чистая и не содержит горючих материалов, таких как масла и смазки
- Оборудование, рабочая зона и перчатки сухие, чтобы предотвратить поражение электрическим током
- Оборудование находится в хорошем рабочем состоянии – перчатки, сварочный пистолет и рабочие провода
- Рабочие зоны защищены от вспышки
- Зона хорошо вентилируется
Сварочное оборудование
Чтобы научиться сварке MIG, вам понадобится соответствующее оборудование.Сюда входят сварочный аппарат MIG, сварочная проволока, защитный газ, зажимы и средства индивидуальной защиты. Для тех, кто только учится, достаточно простого сварочного аппарата MIG, который позволит вам практиковаться, не вкладывая средства в чрезмерно дорогое оборудование.
Для новичков в сварке обязательно помните о рабочем цикле и потребляемой мощности сварщика перед покупкой. Рабочий цикл означает время, в течение которого сварочный аппарат может работать непрерывно, прежде чем температура станет слишком высокой, и аппарат должен быть выключен для охлаждения перед возобновлением сварки.
Требования к электропитанию также важны для сварщиков, которые используются дома, поскольку некоторым сварщикам требуется более высокий уровень мощности, чем обеспечивается стандартными бытовыми розетками.
Советы и рекомендации
Если вы планируете изучить сварку MIG, помните эти советы и советы других, кто практикует сварку MIG:
- Сварку MIG следует выполнять в сухой среде без ветра, обычно в помещении
- Убедитесь, что у вас есть подходящий защитный газ для вашего проекта – если вы не уверены, обратитесь к руководству пользователя сварочного аппарата
- Отрегулируйте настройки машины в соответствии с размером и типом проекта, который вы хотите выполнить
- Всегда очищайте и готовьте металл перед сваркой MIG чтобы убедиться, что на нем нет грязи, ржавчины или других дефектов
- Практика делает совершенство – используйте куски металлолома для отработки сварки MIG
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мою еженедельную рассылку и получайте полезные советы, инструменты и теории о сварке и соединении.
Еще один шаг!
Подтвердите адрес электронной почты подписки в вашем почтовом ящике. Ссылка действительна всего 60 минут.
Сварка MIG проще, чем сварка стержнем?
Еще одним из наиболее часто используемых методов сварки является сварка стержневой сваркой, или сварка методом SMAW. Сложность определенного метода сварки будет частично зависеть от опыта, навыков и способностей человека, но по общему мнению, MIG – это один из самых простых методов для изучения и практики, особенно по сравнению со сваркой штучной сваркой.
Однако сварка MIG требует большего количества переменных и немного более сложную настройку оборудования, чем сварка штучной сваркой. Новичкам, как правило, легче освоить сварку MIG, чем сварку штучной сваркой. Это связано с тем, что сам процесс сварки MIG чище, проще и обеспечивает высококачественные сварные швы.
Возможности сварки MIG и стержневой сваркой также различаются. При сварке палкой нельзя сваривать тонкие металлы, тогда как сварка MIG может использоваться как с тонкими, так и с более толстыми металлами. Сварочное оборудование MIG значительно дороже и менее портативно, чем сварка штучной сваркой.
Какой вид сварки сложнее всего изучить?
Из четырех наиболее широко используемых типов сварки TIG (GTAW) считается наиболее трудным для освоения. TIG требует, чтобы оператор выполнял несколько задач одновременно, что может быть непросто, особенно для тех, у кого нет большого опыта. Это также относительно медленный процесс по сравнению с другими методами сварки.
При сварке TIG оператор управляет несколькими аспектами, которые обычно автоматизируются при других типах сварки, включая уровень нагрева, ток и охлаждение газа.Если вы новичок в сварке, не рекомендуется начинать со сварки TIG. Вместо этого, прежде чем пытаться изучить TIG, приобретите некоторый опыт с более простым методом, таким как MIG.
Заключение
Из более чем 30 существующих методов сварки MIG считается одним из самых удобных для пользователя, а также одним из самых простых в освоении методов. Оборудование для MIG может быть более дорогостоящим, чем другие методы, но простота использования и высококачественные сварные швы, производимые MIG, делают его одним из самых популярных методов в целом.
Обучение сварке MIG может оказаться относительно коротким процессом для тех, кто имеет опыт в сварке, хотя для его совершенствования потребуется много практики, а также проб и ошибок. Для тех, кто плохо знаком со сваркой, изучение основ и получение сертификата сварки обычно занимает несколько месяцев и настоятельно рекомендуется.
Источники
https://www.twi-global.com/technical-knowledge/job-knowledge/mig-welding-004
https://www.millerwelds.com/resources/article-library/mig- сварка-основы-для-низкоуглеродистой стали
https: // en.wikipedia.org/wiki/Gas_metal_arc_welding
https://weldingheadquarters.com/what-is-mig-welding/
https://www.machines4u.com.au/mag/basics-welding-beginners/
http : //welderstation.com/different-types-of-welding-processes/
Welding Hazards in the Workplace: Safety Tips & Precautions
https: // www .cromweld.com / how-long-does-it-take-to-get-a-printing -certification /
https://bakersgas.com/pages/the-pros-cons-of-mig-welding
https: // www.praxairusa.com/about-us/frequent-asked-questions/what-is-mig-welding
https://www.cromweld.com/best-welder-for-beginners/
https://www.popularmechanics .com / home / tools / how-to / a15739 / how-to-start-with-wel /
Is MIG Welding Easier Than Stick? Your Ultimate Guide
https : //workshopwelding.com/what-is-the-hardest-form-of-welding/
https://ask.metafilter.com/13549/Can-I-teach-myself-MIG-welding
https: // makemoneywelding.com / 3-step-to-learn-mig-сварка-онлайн-и-быстро-сварка-ваш-первый-проект /
Teach Yourself To MIG Weld With This Video
https://www.utas.edu.au/__data/assets/pdf_file/0009/419643/DOC-13-17519-Operational-Safety-Guideline-MIG-Welder.pdf
https://weldguru.com / mig-Welding-safety /
Если вам понравилась эта статья, посмотрите другие мои статьи по этой теме, которые я написал!
Частные курсы по сварке для начинающих и экспертов – The Garden
Освоение нового навыка сохраняет ум.Это может быть именно то, что вам нужно после месяцев карантина. Несмотря на то, что у вас есть много вариантов освоения новых навыков, обучение сварке дает множество преимуществ.
Когда что-то ломается, что требует сварки, может потребоваться много времени и денег, чтобы найти кого-нибудь, кто это починит. Если научишься сварке, то сможешь починить свои личные вещи самостоятельно. Вы даже можете предлагать сварочные услуги своим друзьям и родственникам для получения дополнительного дохода. Помимо чувства выполненного долга, которое вы получаете от ремонта или создания чего-либо самостоятельно, сварка также предлагает уникальную возможность получать доход.
Что такое сварка?
Сварка включает нагревание и соединение металлических частей друг с другом. Хотя этот процесс кажется достаточно простым, любой, кто интересуется сваркой, должен потратить время на то, чтобы изучить правильные методы и приемы, прежде чем покупать сварочный аппарат. Несмотря на то, что существует несколько видео и книг по этой теме, самый безопасный и эффективный способ обучения – пройти курсы сварки. Эти курсы, проводимые опытными сварщиками, охватывают основы сварки и меры, необходимые для защиты себя и других.
Типы сварки
В зависимости от области применения сварщики могут использовать различные методы. Фактически, сварщики используют более 30 различных процессов для соединения металлических частей вместе. К наиболее распространенным сварочным процессам относятся:
Преимущества сварки
Сварка является важной частью многих отраслей промышленности, включая горнодобывающую, нефтяную, газовую, военную и строительную. Сварщики работают на нескольких работах. Они работают в составе экипажей гоночных автомобилей, на самолетах и в военной технике.Даже сварщики, которые не выбирают профессию сварщика, часто обнаруживают, что получают значительный доход, выполняя случайную работу для друзей и семьи или продавая произведения искусства, которые они создают.
Помимо множества возможностей трудоустройства, доступных людям, которые овладевают этим важным навыком, сварка предлагает также множество других преимуществ. Сварщики будут нужны всегда. Этот навык не останется неиспользованным. Сварщики могут починить практически любой металлический предмет. Они могут создавать предметы искусства из металла, работать с автомобилями, создавать функциональные предметы домашнего декора, работать с устройствами для приготовления пищи, такими как коптильни и грили, и многое другое.
Курсы сварки для начинающих и экспертов
Если вы хотите заниматься сваркой в качестве хобби или начать сварочный бизнес, курсы сварки в The Garden могут помочь вам в достижении вашей цели. Предлагаем уроки сварки как для начинающих, так и для специалистов. Работая в небольших группах, участники могут выбирать между созданием собственного металлического творения и участием в групповом испытании. Во время занятий новички узнают, как правильно использовать сварочное оборудование и безопасно соединять металлические детали между собой.Уровень сложности и сложности увеличивается в зависимости от опыта. Уроки сварки, предлагаемые в The Garden, направлены на совершенствование навыков и изучение новых технологий.
Свяжитесь с нами, чтобы получить дополнительную информацию или записаться на занятия по сварке в The Garden.
Лучшие книги по сварке для самостоятельного изучения
Вы думаете о профессиональной карьере сварщика и хотели бы сначала немного попробовать в ней свои силы? Или вы уже являетесь сертифицированным сварщиком и просто хотите улучшить свои сварочные навыки, освоив новые методы? Может быть, вы на выходных хотите научиться основам сварки, чтобы приступить к следующему проекту? В любом случае, изучение учебников вполне может быть тем ответом, который вы ищете!
Учебникиидеально подходят для изучения в удобном для вас темпе, не выходя из дома, за небольшую часть стоимости стандартной школьной программы.Но не все книги по сварке одинаковы, поэтому мы создали список самых полезных книг, охватывающий все, что вам нужно знать о сварке, чтобы помочь вам в этом.
Обратите внимание, что следующий список упорядочен в зависимости от уровня сложности контента от новичка до профессионального уровня. Если вы полный нуб, начните с первых и продвигайтесь вверх. Если вы уже являетесь опытным сварщиком, вы можете пропустить некоторые из них и сразу перейти к более сложным учебникам.
Стивен Роберт Фарнсворт
Это само собой разумеющееся. Все знают книги «Для чайников» и насколько они могут быть хорошо написаны и информативны. Как и любая другая книга из этой серии, она в первую очередь ориентирована на новичков. Если у вас нет никаких предварительных знаний о сварке, это для вас!
Текст разбит на небольшие части, что упрощает понимание каждым. Информация разделена на темы и разделы, чтобы вы могли быстро найти ответы на свои вопросы.Буквально все, что вам нужно для начала, описано в этой книге. От самых распространенных видов сварки до лучших методов сварки и газокислородной резки, а также необходимого обучения, необходимого для того, чтобы стать полностью сертифицированным сварщиком.
С другой стороны,Professional по достоинству оценит его как справочник сварщика. Просто приклейте заметки к наиболее важным страницам и диаграммам конверсии и храните их в своем ящике для инструментов для дальнейшего использования. Никогда не угадаешь, когда понадобится быстрое обновление на лету некоторых из самых основных понятий.
Для кого это?
Книга «Сварка для чайников» – отличный подарок для студентов-сварщиков, мастеров-мастеров на выходных, а также хорошая отправная точка для тех, кто вообще не имеет сварочного опыта. Это определенно одна из самых простых книг в этом списке. Если вас пугает вид более сложных книг, следующих за следующей, купите сначала эту!
Все, что вам нужно знать для сварки, резки и формовки металла
Эндрю Пирс
Не позволяйте названию этой книги вводить вас в заблуждение. Это точно не только для фермеров!
Farm and Workshop Welding заслуживает второго места в этом списке, потому что это полный учебник, включающий в себя подробные сведения о наиболее распространенных методах сварки и основных теоретических понятиях, но тем более из-за того, как он иллюстрирован.
Научиться сваривать и отличать хороший сварной шов от плохого не всегда легко, основываясь только на тексте. Будьте уверены, есть около 400 изображений высокой четкости по каждой теме, которые помогут вам в этом.В этой книге объемом 160 страниц в среднем 2 изображения на странице. Нет необходимости упоминать, что, если вы визуальный ученик, это абсолютно необходимо!
Одной из наиболее полезных функций этой книги является целый модуль, посвященный предотвращению и исправлению распространенных ошибок при сварке. Если у вас есть опыт сварки, как у меня, вы уже знаете, как это расстраивает, когда что-то не получается, как должно, и вы действительно не знаете, почему и что вам следует с этим делать. Эта книга позаботится об этом.По крайней мере, для меня.
Стоит упомянуть, что эта книга не только охватывает большинство типов сварных швов и еще много чего, в нее даже включен раздел о сварке пластмасс, а также основные методы кузнечного дела, которые сделают вас разносторонним мастером по металлу.
Для кого это?
Сварка на фермах и в мастерских идет немного дальше, чем книга «Для чайников», поэтому она больше подходит как для начинающих, так и для средних сварщиков. Более сжатый подход с использованием текста и учебника может показаться перебором как для новичков, так и для новичков.Тем не менее, это определенно продвинет вас как сварщика, и этим нельзя пренебрегать. Если вы планируете стать сертифицированным сварщиком в будущем, возможно, вам лучше сразу же купить его.
A Руководство по плазменной резке, ацетиленовой, дуговой, MIG- и TIG-сварке
Ричард Финч
Ричард Финч – известный специалист в сварочном сообществе. Его прошлый опыт работы консультантом Nascar действительно делает его книги интересными.Все рассматривается с точки зрения производительности и эффективности. Он не просто учит делать хорошие сварные швы. Он научит вас делать быстрых сварных швов, если такое вообще возможно.
Стоит упомянуть, что если производительность – это то, что вам нужно, он даже написал книгу под названием « Performance Welding », специально посвященную различным типам сварных швов и методам, используемым на автомобилях, построенных для скорости. Гоночные автомобили нуждаются в более прочных сварных швах при минимально возможном общем весе, и для достижения такой производительности сварщики разработали широкий спектр секретных методов и хитрых хитростей.
Это настолько поучительно, что заправщики должны покупать его, даже если они не планируют учиться сварке в будущем. В нем есть множество хитростей и советов, о которых вы даже не догадывались. Вы когда-нибудь мечтали о создании собственного каркаса безопасности ? Что ж, это та книга, которая вам нужна! Эти инженеры гоночных автомобилей по-настоящему гениальны, и обучение у лучших определенно даст вам преимущество по сравнению с остальной частью стаи.
В любом случае, возвращаясь к «Справочнику сварщика», это также самая последняя опубликованная книга в этом списке.Фактически, он был полностью обновлен, чтобы оставаться максимально современным, включая все новые разработки в технологиях MIG и TIG. Это правда, что основы сварки оставались неизменными в течение многих лет, но сейчас алюминий используется больше, чем когда-либо в автомобилестроении, и сварщики должны оставаться на вершине своей игры, чтобы быть востребованными на таком конкурентном рынке.
Для кого это?
Если вы энтузиаст скорости и хотите построить гоночные автомобили или вас просто привлекает строгая и эффективная сторона гоночной инженерии, обе эти книги должны вам понравиться.Ричард Финч определенно знает свое дело, и его учение найдет отклик у всех, кто любит создавать вещи, которые работают быстро.
от Miller Electric
Это серия учебных курсов, первоначально распространяемая Miller Electric, известным производителем сварочного оборудования, среди потенциальных и постоянных клиентов. Фактически, это справочник и учебное пособие, которым мы пользуемся в нашей автомастерской в течение многих лет. Большинству механиков необходимо знать, как сваривать, особенно когда речь идет о выхлопе и кузове, а в профессиональных школах автомехаников это широко не рассматривается, поэтому мы используем их для совершенствования сварочных навыков наших сотрудников.
К счастью, Miller Electric теперь предлагает эти учебные уроки в формате Kindle, что делает их очень недорогими в использовании и их легко носить с собой в любое время. Они идеально подходят для тренировок на работе или в вашем гараже в свободное время.
Учебная серия охватывает все, что вам нужно знать о сварке, и разделена на несколько глав, каждая из которых посвящена разной теме. Благодаря формату электронной книги вы можете покупать только те главы, которые вам нужны для тренировки, и опускать остальные, что сделает это намного дешевле, чем покупка всеобъемлющего учебника.
Вот некоторые из доступных глав:
Для кого это?
Эти обучающие уроки предназначены для всех, кто хотя бы раз в жизни держал в руках сварочную горелку и хочет научиться ей лучше. Это также хорошее вложение для владельцев магазинов, которые хотят предложить своим сотрудникам обучение, сохраняя при этом общие затраты на минимально возможном уровне. Книгами Kindle легко делиться, и они действительно удобны в современном мире, когда у каждого в кармане есть мобильный телефон.Если вам нравится учиться в цифровом формате, это ваш лучший выбор!
Одиннадцатое издание
«Современная сварка» – это книга, которую можно назвать Библией сварки.
Издавна он был учебным пособием по теории и основам сварки. Он очень всеобъемлющий, и это именно тот учебник, который вам придется купить, если вы когда-нибудь пройдете профессиональный курс по сварке.
Только не считая пары страниц из 900, объем информационного содержания определенно впечатляет.Однако его выделяет из толпы тот факт, что он охватывает даже дисциплины, которые часто игнорируются в других книгах. Например, плазменная резка и контактная сварка подробно объясняются с подробными инструкциями и визуальной поддержкой.
Специальные разделы, посвященные интерпретации символов сварки, испытанию и проверке сварных швов, а также масса советов и рекомендаций по работе сварщиком также являются обязательными. Научиться сварке важно, но найти отличную мастерскую с интересной зарплатой также является ключом к успешной карьере сварщика.
Для кого это?
Если вы собираетесь работать в области сварки или фактически учитесь в профессиональном сварочном училище, эта книга вам нужна. Modern Welding содержит все необходимое для прохождения сертификации AWS SENSE Level 1 — Entry Welder. Тем не менее, сварщики на заднем дворе и домашние мастера по выходным также выиграют от покупки этой книги, поскольку она, вероятно, будет последней книгой по сварке, которая им когда-либо понадобится.
Это , что исчерпывающий.
по NCCER
Национальный центр строительного образования и исследований – это некоммерческий фонд, входящий в состав Школы управления строительством Старшего Университета Флориды, который создает образовательный контент с помощью стандартизированной программы обучения и аттестации. Они предлагают учебные курсы в разных местах по всей территории Соединенных Штатов, и это тот же материал, который они используют для обучения своих студентов.
Вы просто не ошибетесь с учебными материалами, одобренными школой.
Руководства разделены на разные уровни обучения, что позволяет легко следить за ними и отслеживать, где вы находитесь на кривой обучения. С каждым пройденным уровнем читатель будет приобретать новый набор компетенций, как и в случае с традиционным курсом, с разбивкой учебной программы на более легкие для разжевывания части.
Для кого это?
Многоуровневый формат лучше подходит для более ограниченного бюджета, поскольку вы можете покупать каждый уровень отдельно и покрывать общую стоимость в течение более длительного периода.Он также идеально подходит для людей, которые хотят учиться в свободное время понемногу каждый день. Если вам нужна полная программа курса, которую вы можете читать ночью, не выходя из дома, не смотрите дальше. Это то, что вам нужно.
Начало работы с MIG-сваркой и изготовлением металлов
Стивен Кристена
«Learn to Weld» – наверное, самая практичная и удобная книга в этом списке. Это похоже на то, как если бы вы слушали старого приятеля, который пытается научить вас сварке, как профессионала.Не слишком много теоретических материалов, сразу к делу с множеством иллюстрированных примеров, которые помогут вам быстро понять основы. Когда вы думаете, что у вас все получается, есть множество различных упражнений, чтобы применить все это на практике и подтвердить, что вы усвоили то, что только что прочитали.
Практический подход освежает и действительно отличает его от обычных школьных учебников, где теория составляет большую часть содержания. Однако в этом случае каждое понятие подкреплено практическими упражнениями, чтобы убедиться, что вы понимаете все в деталях, прежде чем переходить на следующий уровень.
Стоит отметить, что одной из особенностей этой книги является глава, посвященная художественной сварке и обработке металлов. Книги по сварке, посвященные художественным аспектам сварки, встречаются редко. Большинство из них ориентированы исключительно на работу мастерских и полностью игнорируют методы обработки металла и скульптуры. Learn to Weld не входит в их число. Он включает в себя целый раздел по этому предмету, так что вы можете узнать все, что вам нужно, чтобы быть готовым взяться за свой следующий проект металлической скульптуры в лоб.
Для кого это?
Если вы учитесь вручную, это книга, которую вы обязательно захотите получить. Он наполнен большим количеством практических упражнений, чем вы можете выполнить, но при этом изучаете достаточно теории, чтобы в кратчайшие сроки сделать из вас разностороннего сварщика. Это также очевидный выбор для художников и творческих людей, которые хотят изучить основы обработки металла ровно настолько, чтобы развить свое воображение.
Рекс Миллер, Марк Р. Миллер
Как следует из названия, это учебное пособие, призванное помочь вам сдать экзамен на получение лицензии на сварку.Впрочем, неважно, действительно ли вы собираетесь сдавать этот экзамен. Вы по-прежнему можете извлекать из этого пользу и использовать его для проверки своих навыков и определения того, на каком этапе вы находитесь на пути к тому, чтобы стать полноценным сварщиком.
Нет необходимости упоминать, что вы не должны покупать эту книгу сначала. Мы настоятельно рекомендуем вам купить одну из предыдущих книг в этом списке и сначала изучить основную теорию и наиболее распространенные методы сварки. Как только все пойдет хорошо и вы начнете хорошо в этом разбираться, следующим шагом, естественно, станет проверка ваших знаний и уровня сварочных способностей с использованием учебного пособия, подобного этому.
Учебное пособие по экзамену на получение лицензии на сварку содержит более 850 вопросов с несколькими вариантами ответов, с которыми вы можете подумать, а также более 200 подробных инструкций, чтобы убедиться, что вы все поняли, прежде чем идти дальше.
Еще один умный вариант использования этой книги – оценить, овладеваете ли вы различными компетенциями, необходимыми для сдачи экзаменов по Сварочному Кодексу и Основам, и, когда вы это сделаете, запросите признание предыдущего обучения, чтобы получить сертификат сварщика в два раза быстрее. .
Довольно аккуратно, правда?
Для кого это?
Это, очевидно, ориентировано на продвинутых сварщиков, стремящихся либо улучшить свое образование, либо намеревающихся пройти сертификацию сварки в ближайшем будущем. Это определенно не для новичков, но это идеальный подарок для любого сварщика с солидным опытом работы, который хочет продвинуть свои сварочные знания на большой шаг вперед.
от Нино Марион
Сварка – это не только техника и методы.Это также включает в себя множество вычислений, когда дело доходит до выбора правильной настройки усилителя, а также правильного выбора потока и скорости подачи проволоки. Следовательно, это обязательное условие для всех сварщиков, особенно тех, кто работает с широким спектром различных металлов, требующих различных настроек на ежедневной основе.
Профессиональные и сертифицированные сварщики оценят пошаговое расположение разделов, позволяющее использовать его в качестве справочника в работе.
Нет ничего хуже, чем забыть формулу для расчета мощности усилителя, необходимой для достижения правильного проплавления сварного шва на основе толщины листового металла, с которым вы работаете, и необходимости погуглить. Просто купите «Математику для сварщиков» и храните ее в нижнем ящике ящика с инструментами. Однажды это может спасти вам жизнь.
Для кого это?
Как только вы пройдете курс «Для чайников», ваш сварочный сертификат окажется у вас в заднем кармане, и теперь вы будете работать в поле, это, вероятно, следующая книга, которую вы должны получить.Хранение его в ящике с инструментами в качестве справочника обязательно будет полезно во многих случаях. Это также отличный подарок для пап-сварщиков, которые по выходным работают над личными проектами.
А.Э. Беннетта, Луи Дж. Сий
Чтение чертежей – еще одна компетенция, которой должен обладать каждый сертифицированный сварщик. Быть хорошим и эффективным сварщиком ничего не стоит без умения читать, понимать, интерпретировать и сваривать в соответствии с заданным планом.
Этот учебник представляет собой исчерпывающее руководство, охватывающее вспомогательные виды, подробные виды, проекции, разрезы, а также подробные и сборочные чертежи.
Стоит отметить, что Blueprint Reading для сварщиков только что был обновлен, и девятое издание включает в себя последние термины и символы и соответствует последней сертификации ISO. В нем даже есть учебник по основным методам создания эскизов и глава о том, как подготовить спецификацию материалов и классифицировать сталь, чтобы вы могли заказать подходящие расходные материалы и убедиться, что все понимают, что вам нужно, в любое время.
Для кого это?
Это явно не для начинающих. В основном он предназначен для профессиональных сварщиков, которые хотят улучшить свои навыки чтения чертежей намного больше, чем обычно от них ожидают. Я настоятельно рекомендую вам купить себе копию, если вы действительно хотите поднять свою сварочную карьеру на новую высоту и хотите стать самым квалифицированным сварщиком в мастерской.
Но будьте осторожны. Быть лучшим не всегда легко.
Не говори, что я тебя не предупреждал…
Как начать, создать и расширить сварочный бизнес
Дэвид Зелински
Проработав пару лет профессиональным сварщиком в этой области и накопив достаточный опыт работы, вы будете уверены, что сможете выполнить практически любой сварочный проект, который может вам предложить начальник, вы можете начать спрашивать себя: « А теперь… Что дальше? “
Как насчет открытия собственной сварочной мастерской, поиска и решения проекта, над которым вы хотите работать, и того, чтобы стать самим собой? Если вы хотите изучить этот путь, взгляните на Справочник владельца сварочного бизнеса.
Поскольку я сам работаю, я точно знаю, что ключ к ведению успешного бизнеса – это найти и получить нужные контракты в нужное время и поддерживать их. Вы просто не сможете выжить, если не получите достаточно контрактов, чтобы зарабатывать на жизнь.
Научиться это делать не всегда легко и требует времени. К сожалению, времени – это именно то, чего вам не хватает, когда вы только начали, а счета, кажется, никогда не перестают приходить. Почему бы не получить фору и не изучить более тонкие детали ведения сварочного бизнеса. цех?
Эта книга определенно сократит кривую обучения для создания сварочного бизнеса, а также уменьшит стресс и беспокойство, связанные со страхом, с которыми приходится сталкиваться каждому владельцу бизнеса.Когда вы знаете, вы не так сильно боитесь. Проще планировать наперед, и тогда легче преодолевать препятствия и распространенные ошибки. Узнайте, какие наиболее распространенные ошибки делают владельцы магазинов, прежде чем вам придется учиться на собственных ошибках.
От проницательных советов и приемов до тщательно хранимых секретов мастерства, эта книга просто заполнена полезной информацией, исходящей от владельцев мастерских, которым пришлось на собственном горьком опыте научиться вести успешный сварочный бизнес.
Здесь ценные вещи!
Для кого это?
Эта книга, очевидно, предназначена для мужчин и женщин, которые самостоятельно добились своего, которые хотят продолжить самостоятельную карьеру или открыть свой бизнес в сфере сварки.Не забывайте, что сейчас продавать товары или услуги в Интернете стало проще, чем когда-либо, и сварочная промышленность не исключение. Но независимо от того, собираетесь ли вы открыть обычное дело или интернет-магазин, вам нужно понимать основы ведения бизнеса, чтобы добиться успеха в долгосрочной перспективе.
К счастью, прочитав эту книгу, вы окажетесь на полпути!
Последние слова
Сварочная карьера, несомненно, приносит удовлетворение. Различные задачи, с которыми вам придется сталкиваться каждый день в магазине, будь то поиск наиболее эффективного процесса для выполнения поставленной задачи или поиск новых и умных способов минимизировать производственные затраты при обеспечении наилучшего качества возможно для вашего клиента, потребует огромного творческого мышления и новаторской точки зрения.Однако, чтобы быть хорошим сварщиком, вам необходимо постоянно быть в курсе последних достижений в области технологий и новейших передовых методов сварки. Для этого важно улучшать свои знания посредством непрерывного образования, а обучение по учебникам, вероятно, является лучшим для вас. Они определенно дешевле, чем полная школьная программа, а также намного удобнее для таких занятых сотрудников, как мы!
Итак? Чего же ты ждешь? Возьмите одну из этих книг и начните совершенствовать свои знания в области сварки уже сегодня!
Вы можете поблагодарить нас позже!
СвязанныеРуководство по сварке алюминия для новичков
Эта страница далека от исчерпывающего руководства; это всего лишь несколько советов и несколько ссылок на более авторитетную информацию.Он предназначен для людей, которые хотят научиться сваривать алюминий, но не имеют опыта сварки алюминия или даже сварки в целом.
Это было описание меня пару месяцев назад. В своих попытках научиться сваривать алюминий я собрал всю информацию, которую смог найти из множества различных источников – очень упрощенное и малоинформативное руководство, прилагаемое к сварщику, много чтения в Интернете, базовые книги по сварке с очень короткие разделы по алюминию и очень продвинутые книги, написанные для инженеров, в которых было больше уравнений и формул, чем практических советов по сварке.
Затем, используя то, что я узнал, в сочетании с большим количеством проб и ошибок, я в конце концов понял, как заставить два куска алюминия склеиваться без трещин, деформации, сморщивания и разрушения. Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени проб и ошибок, если бы кто-нибудь просто рассказал мне о них. Я думал, что поделюсь тем немногим, что знаю, и, может быть, это поможет кому-то там научиться сваривать алюминий быстрее, чем в противном случае.
Какое оборудование вам нужно?Сварщик TIG
Сварщик TIG (GTAW).Большинство источников говорят, что сварщик TIG (вольфрамовый инертный газ), также называемый GTAW (газо-вольфрамовая дуговая сварка), является лучшим методом сварки алюминия. Я слышал, что алюминий также можно сварить с помощью сварочного аппарата MIG, или сварочного аппарата, или даже с помощью газовой горелки.
Поскольку я использовал TIG только для алюминия, я напишу именно об этом. Сварочные аппараты TIG довольно дороги, и трудно оправдать покупку даже аппаратов самого низкого качества, если только вы не зарабатываете деньги на своей сварке. Более дорогие аппараты (6000 долларов) обладают рядом функций, которые делают возможной высококачественную сварку алюминия.
У нас есть недорогой ($ 2500) сварочный аппарат в Хобарте, который считается хорошим для любителя или фермера. Как бы ни было заманчиво винить машину, пока я делал обугленные куски скрученного металла вместо аккуратно сваренных швов, я пришел к выводу, что адекватные сварные швы можно сделать даже с помощью дешевой машины.
Что вы получите, если потратите дополнительные деньги на сварщика? Больше силы тока (имеется в виду возможность сваривать более толстый металл), водяное охлаждение (я не знаю, какие преимущества это дает, но газовый колпак светится оранжевым на нашем аппарате с воздушным охлаждением, когда он работает на максимальной мощности, а это всего 165 А), прямоугольная волна Переменный ток (это позволяет измельчать церированный вольфрам до точки для более стабильной дуги), регулировка частоты и регулировка отношения положительного и отрицательного тока для лучшей очистки или проплавления.Поскольку на моем компьютере нет ни одной из этих функций, я не могу посоветовать, как их использовать.
PPE
- Хорошие сварочные перчатки. У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
- Хорошая сварочная маска. Я слышал, лучше всего подходят золотые тонированные шлемы с автоматическим затемнением. У меня есть шлем за 20 долларов с крошечным окошком, которое падает с моей головы, когда я его переворачиваю.
Аргон
- Газообразный аргон. Смеси не подходят для алюминия, за исключением смеси аргона и гелия.Не берите бак у сварочного аппарата MIG, чтобы использовать его на аппарате TIG – он вообще не будет работать. Вы просто сделаете кучу обожженного металла и копоти.
Алюминиевый сварочный стержень
- Алюминиевый сварочный стержень. Я получил 4043, который кажется наиболее рекомендуемым. На http://www.tinmantech.com есть хорошая таблица, в которой указаны прутки для каких сплавов, а также тонна отличной информации по металлообработке и сварке алюминия. На данный момент я не знаю, как отличить один сплав от другого, и я не выполняю критически важную сварку, поэтому не беспокойтесь об этом.4043 мне очень подходит.
Щетка из нержавеющей стали
- Специальная щетка из нержавеющей стали, которую вы используете только для алюминия. Напишите на нем «алюминий», чтобы он ни к чему не привык.
Место для сварки
- Подойдет металлическая скамейка. У меня его нет. Прекращение сварки для тушения пожара – заноза в заднице. Со мной такое случается постоянно.
Опрыскиватель для растений
- Бутылочка с водой.Это не для охлаждения работы, это для тушения небольших пожаров, которые недостаточно велики, чтобы использовать огнетушитель. Быстрое охлаждение алюминия может привести к его растрескиванию в сварном шве или рядом с ним.
Огнетушитель
- Огнетушитель может быть неплохой идеей, если вы не хотите, чтобы вас уволили за поджог магазина.
Рубашка с длинным рукавом
- Это ОЧЕНЬ важно: толстая хлопковая рабочая рубашка с длинным рукавом. Сварка TIG производит больше УФ-излучения, чем любой другой сварочный процесс.В первый раз, когда я использовал TIG, на мне была футболка. Я использовал сварщик 10 мин, если даже это. У меня был болезненный ожог с волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы серьезно поджечь.
Рабочий держатель
- Зажимы или тиски, или что-то еще, что вы собираетесь использовать для удержания вашей работы на месте, а также некоторые блоки или стержни из алюминия или меди для использования в качестве радиаторов.
Хватит списка покупок. Далее с полезными советами
Советы
Совет №1 – Очистите алюминийЭто самый важный совет, который у меня есть.Я читал это в нескольких местах, прежде чем начал практиковаться в сварке, но это не выглядело так, и я потратил много металла, пытаясь сварить два куска грязного алюминия вместе. АЛЮМИНИЙ, КОТОРЫЙ ВЫГЛЯДИТ НОВЫМ И ЧИСТЫМ, ДЕЙСТВИТЕЛЬНО ГРЯЗНЫЙ. ЭТО НЕ СТАЛЬ.
- Вот некоторые признаки загрязнения алюминия.
- Блуждающая дуга – невозможно создать лужу, не прожигая или не деформируя металл.
- Наполнитель не сливается с лужей, а скатывается в шар, который трудно переплавлять.
- Кажется, что алюминий имеет поверхностное натяжение, как капли воды на вощеной поверхности.
- При попытке соединения 2 частей края загибаются друг от друга и образуют еще больший зазор.
Вот почему
Вот что происходит: алюминий быстро образует более или менее невидимое покрытие из оксида алюминия. Оксид алюминия плавится при температуре, в три раза превышающей температуру алюминия. Когда вы пытаетесь сварить неочищенный алюминий, алюминий под покрытием из оксида алюминия расплавится, но покрытие из оксида алюминия останется твердым и будет действовать как мембрана, как воздушный шар.Когда вам, наконец, удастся пробить покрытие, жидкий алюминий изнутри сразу вытечет наружу, как лопнувшийся воздушный шар с водой.
- Вот как я готовлю алюминий к сварке.
- Сначала я опрыскиваю алюминий ацетоном. Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужна убедительность, посмотрите это – http://www.brewracingframes.com Спасибо за подсказку, Эндрю!
- Затем я промываю алюминий водой на случай, если останутся неприятные остатки. Перед сваркой алюминий должен быть полностью сухим, включая все уголки и трещины.
- Затем я использую щетку из нержавеющей стали (убедитесь, что она нержавеющая, я читал, что это важно), чтобы очистить до блеска алюминий вокруг свариваемой области.
В некоторых статьях, которые я читал, предлагается чистить алюминий только в одном направлении, чтобы избежать попадания загрязняющих веществ в алюминий. Я не всегда следую этому правилу и не замечаю никаких проблем, связанных с ним, но я не работаю ни над чем слишком критичным, и я далек от эксперта. Я также читал, что колодки 3M Scotchbrite – хороший способ подготовить алюминий.Если вы не привариваете алюминий сразу после очистки, вам следует подкрашивать его, прежде чем начинать сварку. Я прочитал, что восемь часов выдержки после очистки – это максимально допустимый срок без повторной очистки.
Совет № 2 – Закрепите свою работу на радиатореРадиатор, по возможности, сделанный из меди или алюминия. Алюминий очень хорошо передает тепло. Как только область, которую вы пытаетесь сварить, станет достаточно горячей, чтобы расплавиться, остальная часть работы, вероятно, станет настолько горячей, что сжимается и деформируется.Использование радиатора под свариваемой областью поглотит часть тепла и предотвратит деформацию изделия.
Совет № 3 – Предварительный нагрев перед сваркойЭто значительно упрощает сварку алюминия. Это не бесспорный предмет. Проблема в том, что часть алюминия подвергается термообработке, и при нагревании и охлаждении термообработанный алюминий становится мягче.
Я читал мнения, начиная от «термообработанный алюминий никогда не следует предварительно нагревать» и «предварительный нагрев – это опора для неопытных сварщиков» до противоположной крайности: «алюминий всегда следует предварительно нагревать, чтобы предотвратить растрескивание».
Рекомендуемый диапазон температур предварительного нагрева от 275 град. F, до 500 град. F. Я подозреваю, что многие из этих мнений верны в собственном контексте. Правильная процедура, вероятно, варьируется для сварки двери космического челнока в вакуумной камере и сварки треснувшей головки блока цилиндров.
Одно я знаю точно: сварка более толстых алюминиевых деталей нашим сварочным аппаратом 165A без предварительного нагрева невозможна. Однажды я попытался сварить два куска алюминия толщиной 8 мм без предварительного нагрева.В результате получился очень неглубокий и слабый сварной шов, автоматический выключатель сработал дважды, а сварочный аппарат перегрелся и отключился через каждые два дюйма сварного шва.
У меня нет под рукой духовки, поэтому я использую пропановую горелку, направленную на радиатор, к которому я зажимаю изделие, и инфракрасный термометр, чтобы определить, когда он достаточно горячий. Обычно я не могу нагреть работу выше 350 градусов, так что это температура, которую я использую. Я думал о том, чтобы купить дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но еще не сделал этого.Я не использую фонарик непосредственно на работе. Не знаю, вызовет ли это проблему или нет, мне удобнее вместо этого нагревать радиатор.
Совет № 4 – Если вольфрам загрязнен, прекратите сварку и устраните его.Когда вольфрам касается сварочной ванны или присадки, дуга становится нестабильной и качество сварки ухудшается. К сожалению, со мной такое случается часто. Лучший способ исправить это – удалить вольфрам, положить его на ровную поверхность так, чтобы загрязненная часть свисала с края, ударить по загрязненной части вольфрама (он сразу отломится), переустановить вольфрам, изменить полярность на DCEP (положительный электрод постоянного тока), зажгите дугу на металлическом ломе, чтобы повторно собрать вольфрам, переключитесь обратно на высокий уровень переменного тока, и вы снова готовы к сварке.Между прочим, ПОКА ДЕЛАЙТЕ СВОИ ПЕРЧАТКИ! Иначе у тебя будет неприятный ожог. Это займет всего около 30 секунд, если вы проделаете это несколько раз.
Совет № 5 – Соедините детали друг с другом как можно плотнееНе оставляйте зазоров или как можно меньше зазоров. Я обнаружил, что при использовании сварочного аппарата MIG довольно легко заполнить зазоры между двумя свариваемыми кусками стали. Однако мне было очень трудно сделать это при сварке алюминия с помощью TIG.Тепло от TIG очень локализовано.
Когда есть зазор, и к металлу с одной стороны прикладывается тепло, металл сливается с этой стороны, но металл с другой стороны остается твердым. Вы можете чередоваться из стороны в сторону, чтобы заставить обе стороны объединиться, но когда я делаю это, у меня обычно получается больший промежуток, чем когда я начинал.
Единственный способ, который я нашел, чтобы заполнить зазор, – это «размазать» каплю наполнителя через зазор, затем работать с наполнителем, пока он не растает с обеих сторон, а затем нарастить наполнитель.Это сложно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и улучшив детализацию, прежде чем начинать сварку. Чем плотнее прижимаются детали и чем меньше зазоров, тем легче выполняется сварка.
Совет № 6 – Несколько практических правил- Для базовых настроек
- Используйте один ампер на 0,001 дюйма толщины материала. Установите силу тока выше максимальной, которую вы ожидаете использовать, и используйте ножную педаль, чтобы уменьшить ее.
- Используйте чистый вольфрам для алюминия, если у вас есть более дешевый (не прямоугольный) сварочный аппарат, как я.
- Используйте 2% -ный вольфрам, заземленный до точки, если у вас более дорогой сварочный аппарат (прямоугольная волна).
- Используйте чистый вольфрам 1/16 дюйма для тока от 30 до 80 ампер.
Используйте чистый вольфрам 3/32 дюйма для тока от 60 до 130 ампер
Используйте чистый вольфрам 1/8 дюйма на ток от 100 до 180 ампер.
Используйте поток аргона от 15 до 20 кубических футов в час. - Используйте присадочный стержень, размер которого равен размеру вольфрама. Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.
- Длина дуги должна быть примерно равна диаметру вольфрама.
Первые 3 совета были моими большими открытиями в процессе обучения сварке. Это было то, что мне хотелось, чтобы кто-нибудь сказал мне до того, как я начал свои разочаровывающие эксперименты. Конечно, о сварке алюминия нужно знать еще много всего, но в Интернете можно найти гораздо больше полных статей. Перейдите по ссылкам ниже, чтобы увидеть некоторые из моих любимых.
Вот несколько замечательных ресурсов, которые я нашел:
http://www.tinmantech.com Этот парень делает удивительные вещи и написал кучу отличных статей.Вы можете часами читать на этом сайте; там много контента. У него есть предвзятость к окси / ацетилену, но его сайт очарователен.
Руководство для начинающих по началу работы в сварке
Сварка может обеспечить основу для солидной зарплаты и хорошей жизни.
Это также может быть необходимым навыком для домашнего ремонта и других проектов DIY.
Безусловно, это тонкий вид производственного искусства, но он также может дать вам холст, необходимый для того, чтобы заниматься тем, чем вы увлечены в жизни.
Укладка идеального сварного шва – это не то, что обычно происходит в одночасье.
Стоимость современного сварочного оборудования, особенно если вы посмотрите на самые дорогие изделия, может показаться пугающей и огромной.
Хорошая новость: лучшее на сегодняшний день сварочное оборудование для многих домашних проектов или коммерческих нужд начального уровня стоит всего несколько сотен долларов.
Некоторые из лучших сварочных шлемов на заказ стоят дороже, чем некоторые сварочные аппараты, которые вы можете купить прямо сейчас.
Лучшее оборудование с более длительным рабочим циклом обойдется вам дороже.
Однако для большинства проектов «сделай сам» или для коммерческих нужд начального уровня все это будет излишним.
Вы можете рассчитывать заплатить около 500 долларов за полную установку, включая оборудование для обеспечения безопасности, которое позволит вам сваривать низкоуглеродистую сталь толщиной до дюйма.
Тогда вы готовы заняться некоторыми сварочными проектами, которые помогут вам развить свои навыки, например, тележкой или полкой, которые вам понадобятся для вашего нового сварочного оборудования.
Если вы готовы приступить к сварке, то вот что вам нужно сделать.
Шаг № 1: Выберите предпочтительный метод сварки
Существуют разные методы или дисциплины сварки, поскольку один процесс сварки не подходит для всех возможных применений.
Это означает, что вам нужно будет учесть факторы проекта, прежде чем вы начнете сварку, чтобы вы могли выбрать наилучший из возможных методов сварки, отвечающий вашим потребностям.
Какие факторы необходимо учитывать?
- Толщина, тип и размер металла, который необходимо сварить.
- Насколько велики фактические сварочные работы.
- Будет ли сварка производиться на открытом воздухе или в помещении.
- Как должен выглядеть сварной шов после завершения работы.
Самым распространенным видом сварки в США является электродуговая сварка. В этой дисциплине используется сварочная проволока или другой электрод для частичного плавления основных металлов, которые необходимо сплавить вместе. Когда металлы остынут, эти два предмета сольются вместе.
Сварка MIG является обычным выбором в этой области, поскольку сварка с подачей проволоки проста в освоении и часто может быть самостоятельной.Просто нажмите на курок сварочного пистолета, и проволока будет выкручиваться из непрерывной подачи. В то же время защитный газ защитит металл от загрязнений окружающей среды, стабильно создавая чистый валик.
Существует множество дисциплин, и некоторые из них требуют обширной подготовки. Все зависит от ваших потребностей. Поэтому выберите предпочтительный метод сварки, и вы готовы приступить к работе.
Вот совет от профессионала: Может быть полезно записаться на урок в местном общественном классе или техническом училище.Многие занятия по сварке проводятся по ночам, 1-3 ночи в неделю, и они познакомят вас с более тонкими навыками сварки без ущерба для вашего бюджета. Даже если вы предпочитаете во всем разбираться самостоятельно, легче быть сварщиком-самоучкой с некоторыми базовыми навыками в заднем кармане.
Шаг № 2: Выберите сварщика
Если вы только начинаете заниматься сваркой, то самые большие расходы, скорее всего, будут связаны с самим сварщиком. Дешевых сварщиков сегодня можно найти менее чем за 100 долларов, но они также могут затруднить освоение новых навыков.Хорошим компромиссом является поиск сварочного аппарата MIG с катушкой с проволокой с приводом от двигателя. Это позволит вам создать валик, соприкасаясь проволокой с металлом благодаря возникающей дуге.
Сварщика, который может работать от стандартного бытового тока, часто бывает достаточно для большинства домашних проектов.
Вы сможете найти сварщика, отвечающего этим требованиям, за 300-750 долларов.
Если вам нужен сварщик, способный поддержать ваши растущие навыки, рассмотрите возможность использования многофункционального сварщика, а не сварщика, специализирующегося на определенной дисциплине.
Это позволит вам выполнять сварку MIG, TIG и сварку штучным электродом, хотя приобретение сварочного аппарата этого типа может стоить более 1000 долларов.
С другой стороны, многофункциональный сварочный аппарат можно сравнить с покупкой трех сварщиков одновременно, поэтому он обеспечивает некоторую долгосрочную экономию средств.
Некоторые многофункциональные сварочные аппараты даже включают плазменный резак в качестве одной из основных функций.
Вот совет профессионала: Убедитесь, что рабочий кабель остается чистым, прежде чем приступить к сварке.
Это электрический кабель с зажимом на конце.
Он прикрепится к основному металлу, замыкая электрическую цепь, которую необходимо сформировать, чтобы можно было создать дугу. Если между зажимом и металлическим контактом есть краска, ржавчина или грязь, это может ухудшить качество сварки.
Шаг № 3: Возьмите сварочные принадлежности
Для большинства начинающих сварщиков важно иметь под рукой хороший запас сварочной проволоки, чтобы можно было практиковать навыки.
Для достижения наилучших результатов используется тонкая сварочная проволока на тонком листе металла, затем диаметр сварочной проволоки увеличивается по мере увеличения толщины металла. У вас должно быть как минимум два разных диаметра проволоки.
Если вы не знаете, какой диаметр сварочной проволоки вам нужен, сварщик подскажет, что для этого нужно. Найдите откидную панель на сварочном аппарате или ознакомьтесь с описанием оборудования в руководстве пользователя, чтобы убедиться, что вы делаете правильную покупку.
Вам также понадобится подходящий защитный газ для сварщика.Многоразовые газовые баллоны можно приобрести у местного поставщика сварочных материалов. Вы также можете взять этот сварочный резервуар прямо сейчас, если у вас нет местного поставщика: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
Если вы все же приобретете газовый баллон для сварки в Интернете, вам все равно нужно будет найти местного поставщика, чтобы заполнить, а затем снова заправить баллон. Некоторые национальные розничные торговцы предлагают эту услугу, в том числе Tractor Supply Company.
PSI важно учитывать при выборе типа резака, который вы будете использовать.Для большинства проектов DIY требуется PSI 15-25. Смеси газов также могут быть разными, но чистые сварные швы получаются из смеси диоксида углерода и аргона в соотношении 75/25.
Вам также понадобится сварочная тележка, особенно если вы используете сварочный аппарат с механизмом подачи проволоки. Если вы не хотите создавать свою тележку, эта тележка для дуговой сварки с резервуаром для хранения – надежный и доступный вариант, который стоит рассмотреть: нажмите здесь, чтобы посмотреть цену на Amazon и получить лучшее предложение.
Твердосплавный резец или шило можно использовать для отметки линий разреза на материалах, которые вы будете соединять.Этот карманный писец – вариант с высокими оценками по очень конкурентоспособной цене: нажмите здесь, чтобы узнать цену на Amazon и получить лучшее предложение.
Вы также можете приобрести угловую шлифовальную машину. Этот инструмент поможет вам сгладить сварные швы, подготовить поверхности и даст вам возможность снять фаску или шлифование для завершения следующего проекта. Эта модель от DeWalt отличается превосходной универсальностью: нажмите здесь, чтобы посмотреть цену на Amazon и получить лучшее предложение.
Часто бывает необходимо закрепить соединения и при сварке.Это означает, что полезно иметь рядом либо угловой зажим, либо магнитный угольник. Этот набор плоскогубцев / зажимов – хорошая покупка, которую стоит рассмотреть: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
При сварке часто образуются шлак и брызги. Это идет вместе с территорией, когда вы работаете с раскаленными металлами. Когда горячий металл остынет, очистка после сварки может стать чрезвычайно неприятным занятием. Владение отбойным молотком может помочь ускорить работу: нажмите здесь, чтобы узнать цену на Amazon и получить лучшее предложение.
Если помимо необходимой сварочной проволоки вы можете приобрести только один аксессуар, то это должны быть сварочные клещи. Эти плоскогубцы помогут обрезать сварочную проволоку и удалить брызги на сопле. Этот вариант от Hobart доступен по цене и предоставляет пользователям поддержку с 12 функциями: нажмите здесь, чтобы просмотреть цену на Amazon и получить лучшее предложение.
Шаг № 4: Возьмите хороший сварочный шлем
Вы можете найти базовый флип-шлем для сварки, доступный сегодня в Интернете примерно за 15 долларов.Хотя это дешевое оборудование дает все необходимое и может защитить ваше лицо и глаза от процесса сварки, это не лучшая защита, которая есть на рынке сегодня.
Посмотрим правде в глаза: свет от дуговой сварки очень яркий.
Продолжительное воздействие этого света увеличивает риск повреждения зрения. Можно даже обжечь глаза сваркой без должного уровня защиты от потемнения от каски.
Вот почему одна из лучших сварочных шлемов с автозатемнением – это инвестиция, которую следует учитывать.
Новые технологии позволяют этим каскам защитить ваши глаза от вредного излучения света, которое может излучать сварка, за счет автоматического затемнения прозрачной линзы до соответствующего защитного оттенка за миллисекунды.
Это связано с технологией ЖК-дисплея, встроенной в смотровое стекло.
Ищите шлемы с автоматическим затемнением, которые позволят вам персонализировать ваши настройки, чтобы вы получили наилучшие возможности и защиту в этой области.
Шаг № 5: Подготовьте свой сварной шов
Когда вы готовитесь к сварке, вам не нужно просто соединить пару кусков металла и приступить к работе.
Вам необходимо подготовить металлы, чтобы они были готовы к процессу сварки.
Различные сварочные дисциплины имеют разную степень готовности металла, прежде чем вы сможете приступить к работе.
В общих чертах, однако, вам нужно удалить все масло или грязь, которые могут быть на металле, чтобы ваш борт был как можно более чистым. Вы можете сделать это, используя ацетон с металлической щеткой.
Затем добавьте любые линии реза, которые могут вам понадобиться, с помощью твердосплавной палочки.Завершите резку плазменным резаком, отрезным кругом или ножовкой по металлу.
Вам также может потребоваться очистить края ваших металлов, которые будут соединяться вместе. Отшлифуйте только те кромки, которые собираетесь соединить. По возможности рекомендуется создать угол 45 градусов на краях, так как это даст вам место для любых материалов-наполнителей, которые могут потребоваться для обеспечения более прочной структурной целостности стыка и борта.
Затем расположите металлы так, чтобы они находились в одной плоскости при сварке.Здесь вам очень поможет зажим для митры или магнитный угольник.
Шаг № 6: Подготовьтесь к работе
После того, как вы собрали все свои предметы, пора еще раз проверить себя, чтобы подготовиться к процессу сварки.
При сварке расплавленный металл может вызвать возгорание.
Убедитесь, что у вас есть одна из лучших сварочных рубашек или, по крайней мере, сварочный фартук. Кожаные сварочные перчатки – еще один важный предмет, который вам захочется иметь при себе.
Не забудьте надеть шлем перед началом работы. Хотя это может показаться здравым смыслом, это один из наиболее часто забываемых элементов оборудования для обеспечения безопасности при сварке.
Если вы хотите сэкономить, рабочая рубашка из 100% хлопка с длинными рукавами может заменить сварочную куртку. Carhartt предлагает несколько подходящих вариантов.
Вам также понадобятся сварочные или рабочие ботинки на ногах. Большинство кроссовок не обеспечивают должной защиты в случае контакта расплавленного металла с вашими ногами во время работы.Также необходимо удалить все украшения с шеи или запястий. Если у вас есть обручальное кольцо, вы можете снять его, если сможете сделать это безопасно.
Для шлифовки также необходимы защитные очки или маска, закрывающая все лицо, если вы не хотите носить сварочный шлем. Эти защитные очки NoCry обеспечивают защиту от царапин и запотевания, а также защиту от ультрафиолета UV400, поэтому шлифовку можно безопасно проводить как в помещении, так и на улице.
Шаг № 7: Сложите сварной шов
Когда вы начинаете сварку, важно начать наложение слоев.Думайте о сварке, как о игре в гольф.
Лучшие качели для гольфа, как правило, сводят к минимуму движения, но обеспечивают плавность движений. Затем вы можете создать мышечную память, которая необходима для повторения этих плавных движений снова и снова.
Если по возможности держать сварочный пистолет двумя руками, это дает дополнительную устойчивость при выполнении прохода. Также неплохо провести пробный запуск сварочного оборудования, чтобы убедиться, что вам комфортно в текущем положении.
Если у вас устойчивые руки, сварка станет лучше.
Затем сначала сварите прихваточным швом. Вам нужно ровно столько, чтобы соединить основные материалы в месте стыка.
После того, как закрепка закреплена, вы можете укладывать последнюю бусину.
Вам нужно держать пистолет под углом 75 градусов к основанию и медленно перемещать его в направлении, обратном вашей доминирующей руке.
- Если вы левша, то вам нужно будет положить бусину справа налево.
- Если вы правша, то вам нужно класть бусину слева направо.
Фокус на бус. Новички, как правило, сосредотачиваются на яркости дуги, и это создает плохой финальный валик. Полезно смотреть, как кромка лужи образуется бусиной. Затем, когда вы дойдете до конца сварного шва, вытяните проволоку из металла и дайте работе остыть.
Шаг № 8: Отшлифуйте сварной шов
Бывают случаи, когда вам все равно, как выглядит ваш сварной шов. В таком случае вы можете пропустить этот последний шаг.
Если вы хотите улучшить внешний вид сварного шва после того, как он остынет, вы можете при желании отшлифовать его заподлицо.Диск с зернистостью 36 на угловой шлифовальной машине легко справится с этой задачей. Медленно пройдитесь по сварному шву легкими проходами. Если затереть слишком сильно, сварной шов может закончиться и вы заставите себя начать все сначала.
Вы можете определить, правильно ли вы шлифуете, по цвету искр, исходящих от сварного шва.
- Оранжевые искры указывают на то, что вы нажимаете на угловую шлифовальную машину с правильным усилием.
- Синие искры указывают на то, что вы слишком сильно надавливаете и вам нужно немного расслабиться.
- Белые искры указывают на то, что при шлифовке вы выделяете больше тепла, что может изменить структуру сварного шва. Вам нужно будет остановиться и присмотреться к своей работе, чтобы убедиться, что она не повреждена.
Когда вы закончите шлифование, вы можете придать ему форму и закончить так, как вам удобно.
В заключение
Сварка может показаться сложным и сложным навыком для освоения, но довольно легко самостоятельно научиться многим из необходимых навыков, которые требуются для хорошего, чистого валика.
При наличии подходящего оборудования и средств защиты вы можете приступить к сварке в кратчайшие сроки.
Помните об этих шагах, когда начнете осваивать новые навыки сварки.
Пытаетесь ли вы создать для себя новую карьеру или у вас просто есть несколько домашних проектов, которые вы хотите завершить, вы сможете достаточно эффективно поддержать свою сварку.
Обучение TIG
Фотография любезно предоставлена компанией Lincoln Electric.
Дуговая сварка вольфрамовым электродом (GTAW), которую раньше называли гелиарной, большинство сварщиков в мастерских и на местах называют TIG.В этой области применения TIG включают сварку нержавеющей стали в пищевой промышленности; нержавеющая сталь, алюминий, титан и магний в авиационной и космической промышленности; Chromaloy® в рамах гоночных автомобилей; и низкоуглеродистая сталь на сосудах под давлением. Для домашнего сварщика и художника TIG отлично подходит для скульптур и других проектов, таких как рамки чопперов. Любители и художники обычно используют низкоуглеродистую сталь, нержавеющую сталь, алюминий и, в меньшей степени, медь.
Для тех из вас, кто хочет изучить TIG самостоятельно, у меня есть хорошие и плохие новости.Плохая новость заключается в том, что вам не следует пытаться выучить TIG самостоятельно. Еще одна плохая новость заключается в том, что многие сварочные программы были радикально сокращены или полностью сокращены. Хорошая новость заключается в том, что в некоторых общественных колледжах все еще есть вводные классы, которые позволяют вам изучить основы за относительно короткий период времени.
Пойти в школу
Если в вашем районе нет доступных курсов, возможно, стоит поехать в Кливленд. Школа сварки Линкольна предлагает пятидневный курс сварки TIG с недорогими отелями на территории.Я все время рекомендую эту школу и, по сути, перечислил ее в разделе ресурсов в моей последней статье: «Какого черта вы хотите сваривать?»
Эта школа – одно из немногих мест, которые я рекомендую, но которые я еще не посещал. Я рекомендую его, потому что всем моим ученикам, которые там учились, он очень понравился, и они очень успешно использовали полученные навыки. Линкольн – также одно из немногих мест, где я знаю, что предлагает такой курс.
Пройдите этот курс, и вы будете более чем способны заниматься сваркой и рисованием.
Создайте свой фундамент
Я рекомендую вам записаться на занятия, потому что именно там вы создадите свой фундамент. В Библии есть хорошая история о паре парней, строящих дом. Я думаю, что их обоих звали Дел. Дель Смартгай построил свой фундамент на камне, а Дель Думбутт построил свой на песке. Пришла большая библейская гроза, и, конечно же, дом Дель Думбатта рухнул из-за движущегося и опускающегося песка. Дом Дель Смартгая был просто прекрасным благодаря прочному каменному фундаменту.
Однажды меня может ударить молния, когда я объясню это своим ученикам, но моя вольная интерпретация дает понять суть. Причина, по которой в Чикаго и Нью-Йорке столько многоэтажек, заключается в том, что у них много скалы. Вы должны начать с каменного основания для основания высокого сооружения. Черт возьми, чтобы добиться успеха, почти каждое стремление в жизни зависит от того, как вы строите свой фундамент.
Если вы научитесь сварке, никто не сможет исправить вредные привычки или помешать вам сделать что-то неправильно.Обучая себя, вы также никогда не научитесь многим трюкам торговли.
Единственное исключение из самообучения, которое я делаю неохотно, – это дуговая сварка металлическим электродом в газе (GMAW), обычно называемая MIG в мастерской и на местах.
С MIG вы можете многому научиться самостоятельно, используя письменные инструкции и носители. (Вы можете больше узнать о том, что я говорю о MIG, перейдя на страницу архива статей и введя Rice в поле автора.
Но даже с MIG я предпочитаю, чтобы вы, по крайней мере, проконсультировались с квалифицированным сварщиком, чтобы Убедитесь, что вы не только правильно выполняете сварку, но и делаете это безопасно! С TIG вы можете быть уверены, что лучше знаете процедуры безопасности, потому что этот процесс может быть действительно опасным.
TIG по сравнению с MIG
TIG намного сложнее, чем MIG. Я бы сказал, что в некоторых отношениях это чертовски сложно, а в других – просто. Чтобы объяснить это противоречие терминов, хотя основы TIG довольно просты для понимания, для овладения им требуется много контроля, навыков и координации.
В MIG проволока подается через горелку к основному металлу. При сварке штучной сваркой (опять же, с технической точки зрения, вы можете назвать это дуговой сваркой в среде защитного металла, и, опять же, никто не называет это так в цехе или в поле), вы подаете присадочный стержень, покрытый флюсом, в сварочную ванну с помощью жала (электрододержателя). ).
При MIG и сварке электродом присадочный металл плавится с основным металлом, что означает, что он является расходным материалом – мы используем его по мере продвижения. TIG использует неплавящийся электрод для получения тепла (в амперах), и мы подаем катанку в сварочную ванну. В моем магазине мы используем машину с ножной педалью для регулирования температуры.
Вы должны держать стержень в одной руке под прямым углом, горелку в другой, подавать стержень в сварочную ванну, одновременно нажимая на педаль, чтобы дать больше тепла. Итак, вы нажимаете на педаль, чтобы выплавлять расплавленный металл, пока кормите лужу.Из-за того, как они продолжают использовать все эти сумасшедшие технические термины, возможно, они будут называть TIG как PMP для металлической лужи педали или PPM для металла педали лужи. (Многие доктора наук и инженеры морщатся, читая это.)
Что вы узнаете
Для правильной сварки TIG требуются навыки, время и координация. Вне всяких сомнений, вам нужно сделать следующее:
1. Очистите его! Я не могу этого не подчеркнуть! Во всех сварочных процессах важно иметь чистую поверхность, но при сварке TIG чистота очень важна.Используя стержни 6010 или 6011, я могу справиться с некоторой грязью и ржавчиной и даже краской на поверхности, потому что это стержни глубоко проникающие. Я даже могу прожечь грязь, ржавчину и в меньшей степени покрасить 7018. Попробуйте это с MIG, и он будет брызгать и разбрызгиваться, и сварочная ванна вообще не будет работать. Но даже с MIG вы можете преодолеть это и получить приличный сварной шов. Конечно, я говорю о хобби и арт-проектах. Что-нибудь структурное, я хочу, чтобы оно было абсолютно чистым для наилучшего сварного шва, потому что, если эти сварные швы выйдут из строя, могут произойти травмы или смерть.
При использовании TIG любые частицы, загрязняющие вольфрам, испортят ваш сварной шов. И поверьте мне, любой кусочек чего-либо загрязнит вольфрам. Нельзя быть слишком осторожным при приготовлении вольфрама или заливке вольфрама в горелку. Если вы даже прикоснетесь пальцем к кончику, масло с вашей кожи может его испортить. Если вы коснетесь стержня перчаткой, остатки всего, к чему вы прикасались ранее, или даже мельчайшая частичка кожи могут загрязнить вольфрам.
При высокоспециализированной сварке TIG, например при сварке экзотических металлов для деталей авиакосмической отрасли, для обеспечения чистоты используется атмосфера чистого аргона. Сварщик просовывает руки в иллюминаторы и смотрит в окно, чтобы выполнить сварку. Другой метод состоит в том, чтобы аргон протекал под и / или над пластиной или через трубу и трубки вместе с аргоном из горелки.
Вы можете выбрать один из нескольких методов очистки основного металла. Самый доступный, простой и дешевый – это чистка щеткой.Используйте щетку из нержавеющей стали для нержавеющей стали и алюминия. Для мягкой стали используйте щетку из мягкой стали. Используйте отдельную щетку для каждого из них, чтобы не испачкать основной металл из-за того, что вы наносите кисть на другой металл.
2. Выберите соответствующий диаметр стержня.
3. Установите машину на правильную полярность. Другими словами, выберите тип тока, переменный или постоянный, а при использовании постоянного тока выберите направление тока. Возможны следующие варианты: переменный ток, постоянный ток, положительный электрод и отрицательный электрод постоянного тока.
4. Правильно установите нагрев машины (в амперах). У разных аппаратов разные настройки циферблата; у некоторых есть элементы управления тонкой настройкой, а у других – только базовые усилители.
5. Используйте правильный защитный газ (обычно аргон) при правильном потоке. Защитный газ измеряется в кубических футах в час (CFH). Слишком мало газа позволяет воздуху попадать в сварочную ванну; слишком много вызывает турбулентность, которая также приводит к попаданию воздуха в сварочную ванну. Также убедитесь, что нет сквозняков, которые вытеснят защитный газ во время сварки.Воздух содержит водород, азот, кислород и углекислый газ, которые загрязняют сварочную ванну.
6. Удерживая шток под правильным углом, подайте его правильно. Обязательно держите стержень предварительно нагретым в тепловой оболочке во время сварки, особенно при сварке алюминия. Вы также должны держать горелку под правильным углом, чтобы обеспечить правильное пригорание лужи и убедиться, что защитный газ правильно течет над лужей.
7. Используйте вольфрамовый электрод соответствующего диаметра с правильным наконечником.
8. Научитесь правильно останавливаться на конце борта.
Этому многому нужно научиться самостоятельно, и вы не сможете сделать это правильно, если кто-то вам не поможет. Так что идите и найдите курс или, может быть, даже найдите хорошего сварщика, который будет работать на фрилансе и дать вам несколько частных уроков. Удачи и хорошей сварки.
Чему я мог научиться? Что мне нужно знать?
Вы заинтересованы в карьере сварщика? Если так, то впереди вас ждут захватывающие дни.Сварщик – отличный выбор профессии для тех людей, которые любят работать руками и получают чувство выполненного долга, создавая и ремонтируя вещи.
Соединенные Штаты не только один из крупнейших производителей промышленных товаров, но и крупнейшая транспортная сеть и среди самых густонаселенных городов. Все это означает, что если вы хотите сварить, то есть много вещей, которые ждут быть сваренным. Но прежде чем вы начнете карьеру сварщика, первое, что нужно сделать, это отправляйтесь в сварочную школу, где вы сможете пройти соответствующее обучение и сертификация.
Основы формальной сварки Программы и чему они учат студентовОфициальная сварка школа обеспечивает надежное образование, которое включает в себя как технические навыки, так и как более «мягкие» навыки, призванные помочь студентам добиться успеха на рабочем месте. Считать как хорошее сочетание теории, технических знаний и практики – много, и много практики. Ниже приведены некоторые общие уроки по программе, которые вы может рассчитывать на опыт при зачислении на официальную сварочную программу:
- Сварка пластин и трубопроводов по нескольким направлениям должности и условия. В реальном мире вы редко удается выбрать положение того, что вам нужно сварить – то есть не удивляйтесь, если вы обнаружите, что свариваете довольно неудобно, неудобные и тесные пространства. Программа сварки научит вас лучше всего подходить к различным положениям сварки и техникам, которые вы хотите используйте в каждом из них, чтобы сварные швы выполнялись безопасно и эффективно.
- Уроки по основным сварочным процессам. Одно из главных преимуществ формального образования процесс вместо попыток обучения на работе заключается в том, что вы не просто узнаете, как для сварки за один процесс или за одну работу.Скорее, великие сварочные школы будут обучать студентов всем четырем основным сварочным процессам – GMAW, GTAW, SMAW и дуговая сварка сердечником. Различные отрасли будут использовать различные процессы и, таким образом, изучая все процессы, студенты становятся более информированными и разносторонними, когда выходят на рынок труда.
- Ключевые отраслевые навыки межличностного общения. Для достижения успеха на рабочем месте требуется нечто большее, чем просто умение образуют хорошие сварные швы. В большинстве профессий сварщика вы будете работать с другие, но также ожидается, что они будут работать независимо.Во время официальной сварки программы, студенты также найдут уроки, которые помогут им развить навыки четкого общения о технических задачах, умение писать и прочитать технические статьи, описывающие, что влечет за собой работа, и как лучше всего работать в проекте групповой сварки.
- Высшая математика. Чтобы расширить это техническое письмо, важно, чтобы студенты быть готовыми развивать и совершенствовать свои математические навыки. Сварщики должны иметь твердое понимание дробей, десятичных знаков, геометрии и тригонометрии поскольку сварка часто требует измерения углов и резки труб и сварка швов нужной степени для создания прочных стыков.Над курс формальной программы сварки, студенты также будут изучать свойства различных типов металлов и как лучше всего подойти к каждому из них, когда сварка.
Самое главное черта, которую человек может иметь или развить до того, как поступит на официальную сварочную программу это преданность практике. Большинство программ будут иметь часы работы магазинов и большие периоды занятий, во время которых у вас будет время попрактиковаться в сварке различных швов и процессы.Некоторые студенты приходят и используют это время, чтобы пообщаться или заняться ничего кроме практики.
Но если использовать каждую лишнюю минуту вы должны практиковать эти основы сварки и опираться на эти основы сварки, тогда вы оба разовьете надежные навыки сварки и заслужите столь желанное признание своих профессоров, которые будут продолжать и делать те первые карьерные рекомендации.
Помни, Майкл Джордан не попал в баскетбольную команду университета, когда впервые попробовал, но после неудачи он стал известен – с тех пор и до конца своей карьеры – за то, что он первым занимается в спортзале и уходит последним.