Как научиться варить электродами
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4).
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.


Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.

По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 При слишком медленном перемещении, валик получается толстым и громоздким.
При слишком медленном перемещении, валик получается толстым и громоздким.Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
 Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод.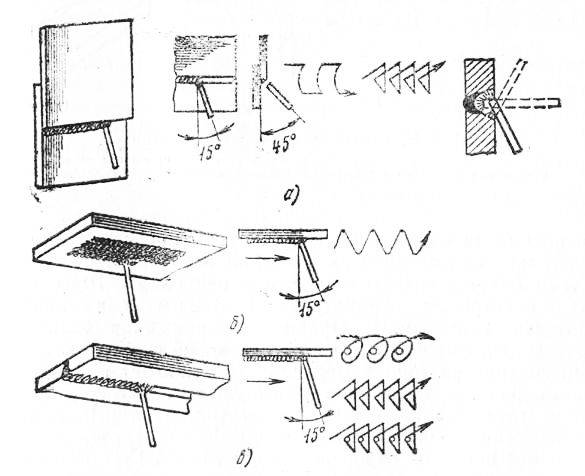 В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
 Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.

Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Как быстро научиться варить сваркой
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Ручная сварка для начинающих – самоучитель по сварке
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т. п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как быстро научиться варить сваркой?
Аппараты для электродуговой сварки сегодня доступны практически каждому. Многие приобретают самые разнообразные образцы изделий, чтобы облегчить изготовление и сборку всевозможных металлических конструкций из металла. Некоторые обладают необходимыми для этого навыками, другие желают узнать, как научиться сваривать металл.
Схема электродуговой сварки.
В одном небольшом рассказе невозможно описать все нюансы этого увлекательного дела, так как умелых сварщиков готовят не один месяц, а настоящее мастерство приходит к ним через опыт. Делать искусные швы сварщик научится лишь через несколько лет. Тем не менее стоит дать несколько рекомендаций, которые помогут домашним мастерам научиться сварке хотя бы на начальном уровне. Зная некоторые правила обращения с электродами и сварочным аппаратом, самодеятельные сварщики смогут уже сделать забор, навес, калитку или ворота.
Читайте также: Как сделать пневматический домкрат.
Какие бывают электроды?
Научившись премудростям профессии, специалисты могут определить тип электрода, лишь мельком взглянув на него. Непрофессионалам эти знания в перспективе, возможно, не помешали бы, но пока им нужно дать предварительную информацию о применяемых для сплавления металла электродов. Их всего около 10-ти типов:
Положение электрода при сварке деталей.
- Стержни для сварки низколегированной стали и стали с высоким содержанием углерода.
- Электроды для соединения высоколегированных сталей.
- Электроды для сварки термоустойчивых металлов.
- Стержни для сварки чугунных изделий.
- Электроды для наплавки (эта операция выполняется при восстановлении металлических поверхностей).
Кроме того, существуют электроды, которые созданы специально для резки металлов, соединения цветных и неоднородных металлов, а также сварки различных сплавов.
Все электроды устроены одинаково. Их стержень обволакивает защитное покрытие, которое поддерживает горение сварочной дуги и создает в районе шва зону, свободную от окисления. Обмазка закрывает стержень не полностью. Один торец оголен, чтобы обеспечить создание дуги при контакте с поверхностью, другая сторона очищена от покрытия на несколько сантиметров, чтобы крепить электрод к держателю. Стержни изготавливаются из разных марок стали и даже полимеров, а их обмазка производится из фтористо-кальциевых, руднокислых и рутиловых составов.
Вернуться к оглавлению
Какой диаметр выбрать?
Схемы движения электродов при сварке.
Чтобы не прожечь свариваемый металл, нужно уметь правильно подбирать электроды. Их сечение должно быть прямо пропорционально толщине соединяемых кромок.
- 2-миллиметровые листы или изделия со стенками до 2 мм сплавляются стержнями сечением от 1,5 до 2 мм.
- Для толщины металла в 3 мм подходят 2,5- или 3-миллиметровые пруты.
- Толщина 4-5 мм – сечение составляет 3 или 4 мм.
- Листы от 6-ти до 8-ми мм сплавляются электродами в 4 мм.
- 9-12 мм – диаметр 4 и 5 мм.
- 13-15 мм – сечение прута составляет 5 мм.
К слову, толщина электрода определяется именно по сечению стального прута.
Вернуться к оглавлению
Как отрегулировать ток сварки?
Ошибка, которую допускают начинающие сварщики, заключается в том, что они не могут правильно подобрать для сварки силу тока. Она напрямую зависит от того, какой электродный стержень применяется и какая операция со сталью будет выполняться. Ниже будут приведены диапазоны силы тока, соответствующие нормальной работе электродами разной толщины.
Таблица выбора силы тока для сварки.
Стоит добавить, что максимальные значения показывают ток резки металла, а минимальные – ток его сварки. На практике они могут несколько отличаться, но отклонения (небольшие) вызваны особенностями отдельных сварочных аппаратов. Оптимальный диапазон выбирается в пределах указанных значений. Если сила тока будет ниже необходимого минимума, то варить не получится, так как электродный стержень при соприкосновении со свариваемой поверхностью будет высекать только искры. При токе, превышающем допустимый максимум, сталь будет оплавляться и прожигаться.
Вот таблица соответствия сечения и тока:
- 1,5 мм – 30-60 А;
- 2 мм – 30-80 А;
- 2,5 мм – 50-110 А;
- 3 мм – 70-130 А;
- 4 мм – 110-170 А;
- 5 мм – 150-220 А.
В быту в основном применяются электроды сечением от 2 до 4 мм, поэтому выбор сварочных аппаратов нужно делать с учетом этого фактора.
Вернуться к оглавлению
Как держать и вести электродный стержень
Процесс аргоновой сварки металла.
Качественно сваривать металл – это не только правильно подобрать силу тока и сечение прута. Еще необходимо уметь правильно вести прут вдоль шва, держать его под необходимым углом и не допускать перегрева стыков или преждевременного затухания дуги. Первоначальное прикосновение стержня к свариваемым кромкам должно быть похоже на легкое постукивание или высекание огня спичкой. После образования дуги электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его кончиком и металлом должно составлять от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать нужный зазор, чтобы стержень не лип и дуга не гасла.
Рука сварщика должна быть расслаблена. Это позволит вести электрод не по прямой линии, а легкими волнообразными движениями (подобно тому, как кондитер выкладывает крем на торт), тогда соседние поверхности будут не просто раскалены докрасна, а надежно сплавлены друг с другом. Потренируйтесь вести стержень без включения аппарата. Прикоснитесь им к стали, слегка отдерните руку, проведите электродом вдоль воображаемого шва. Держите электрод в плоскости, перпендикулярной стальному листу, но относительно шва прут должен быть отклонен от перпендикуляра на 10-15 градусов.
Вернуться к оглавлению
Просушка обмазки
Возможно, вы научились правильно пользоваться держателем, присоединили “массу”, верно отрегулировали ток и выбрали электродный прут нужного сечения, а электросварка не идет (электрод прилипает, возникает много окалины). Это связано с отсыреванием обмазки. Предприятия, выпускающие электроды, обеспечивают их просушивание.
Схема сварочного электрода.
Иногда они продаются в непроницаемых для влаги упаковках, но вскрытые пакеты уже не являются препятствием для сырости, а пачки могут храниться в доме или на складе в течение длительного времени. Даже при нормальной атмосферной влажности обмазка постепенно впитывает влагу.
Просушить электроды можно, прокалив их в духовке. На некоторых пачках указано время этой операции. Разным электродам нужно разная продолжительность просушки. Она может длиться от 1-го часа до 5-ти, а ее температура колеблется в пределах от 250-ти до 350-ти градусов. Большинству изделий достаточно часа и 350-ти градусов прокаливания перед сваркой, чтобы лишиться мешающей работе влаги.
Эту температуру поддерживают электрические и газовые духовки. Остается получить разрешение на их использование у хозяйки домашнего пищеблока. Пожалуй, этот этап в просушке обмазки будет самым трудным, так как приятный мужскому обонянию запах разогретого металла и легкий чад на кухне вряд ли понравится женщине. Прокаливайте электроды непосредственно перед работой, а оставшиеся после нее пруты храните в полиэтилене, так как обмазка от скверной “привычки” жадного впитывания влаги не избавится никогда.
Остается сказать, что качественная сварка может проводиться только на стыках, зазор между которыми минимален. Свариваемые поверхности должны быть очищены от ржавчины. На них не должно быть влаги. Швы перед накладкой на них нового слоя должны очищаться от окалины. Начинающему сварщику лучше приобрести маску «Хамелеон», которая убережет его зрение. Одежда должна быть плотно застегнута, брюки должны закрывать толстые ботинки или сапоги. Использование одежды из синтетических тканей не допускается.
Электросварка электродами для начинающих: как правильно варить
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
Как варить кузов автомобиля инвертором – подробная инструкция
Сварка кузова автомобиля инвертором
Ремонт кузова может понадобится как владельцу нового автомобиля, так и обладателю ретро-авто. С помощью сварочных работ восстанавливают кузов, поврежденный во время аварии, коррозией, гниением или под влиянием времени. Самостоятельный ремонт позволит сэкономить на оплате услуг автомехаников. Своевременное устранение коррозийных повреждений, замена сгнивших деталей, позволит продлить срок службы автомобиля.
Инвертор – это современный сварочный прибор, отличающийся небольшими размерами и компактностью. Ток, подаваемый от сети, поступает на выпрямитель и преобразуется устройством в высокочастотный переменный ток. После напряжение понижается, а сила тока увеличивается до 200 А, необходимых для проведения сварочных работ.
Как выбрать установку
При выборе сварочного аппарата важно обратить внимание на несколько факторов.
- Защита от скачков напряжения, данная функция защищает прибор от перепадов напряжения. Выбирайте модель с коэффициентом защиты 20-30%.
- Диапазон рабочих температур. Оптимальный диапазон для российских широт от -40°C до +40°C. Данный параметр позволит проводить сварочные работы как зимой, так и летом. Но использование прибора в крайних точках диапазона нежелательно.
- Мощность. Устройство должно подходить для работы с электродом №2, №4, тогда можно будет варить как тонкую сталь кузова, так и металлы с большей толщиной.
- Класс безопасности прибора.
- Защита от коротких замыканий, перегрева. Устройство должно автоматически отключаться при возникновении аварийных ситуаций или перегреве.
- Защита от влаги и пыли. Для использования в гараже, лучше выбирать установку с автоматическим удалением пыли.
Выбирая прибор, не обращайте внимания на дополнительные функции вроде горячего старта или защиты от прилипания электрода. Аппарат устроен так, что у любой модели данные функции присутствуют по умолчанию. Заявление о том, что это дополнительный преимущества какой-либо модели – всего лишь маркетинговый ход.
Где хранить прибор
Хранить устройство нужно в сухом помещении с постоянной температурой. Микросхемы прибора не должны подвергаться повышенной влажности и перепаду температур. Поэтому хранить инвертор лучше дома.
Особенности инверторной сварки
Инвертор отличается от обычного сварочного аппарата принципом подачи напряжения на электрод, который обеспечивает меньшее разбрызгивание. Устройство позволяет сваривать металл в труднодоступных местах кузова. Чаще всего ремонта требуют самые загрязняемые части: область под крыльями, дверьми, место хранения запасного колеса. При своих небольших размерах, прибор позволяет получить качественные швы без обращений к специалистам. Но при сварке с помощью электродов, получаются не самые аккуратные швы. Поэтому такой вид ремонта лучше использовать для области багажника, крыльев машины.
При работе необходимо соблюдать технику безопасности:
- не проводить ремонт во время дождя, в замкнутом или плохо освещенном помещении;
- не использовать прибор на морозе, в пыли;
- делать перерывы, чтобы аппарат остывал;
- требуется использовать перчатки, защитную куртку и маску.
Как подключить сварочную установку
Кабель установки можно подключать к обычной электросети, но перед подключением следует убедиться, что проводка соответствует стандартам и рассчитана на работу устройств с рабочим током в 16 А. Также аппарат может быть подключен к АКБ автомобиля.
- Инвертор присоединяется к АКБ с помощью зажимов. Зажим черного цвета соединяется с минусовой клеммой, красного – с плюсовой.
- Также подключаются другие необходимые устройства.
- Выполняется пробный запуск и сварка.
Важно: установку, рассчитанную на 12 В нельзя присоединять к сети на 24 В! Нельзя одновременно подключать больше одного инвертора.
Сварка кузова инвертором: пошаговая инструкция
Инвертор подходит для работы с металлом толщиной от 0,8 до 6 мм. Используется для:
- укрепление лонжерона;
- заплатки на отдельных частях кузов, разрушенных или поврежденных коррозией;
- выпрямление вмятин, оставшихся от аварий, столкновений.
Для сварки инвертором понадобится расходный материал – электроды.
В первую очередь, нужно оценить фронт работ, выявить места кузова, нуждающиеся в ремонте. Обеспечить соблюдение техники, приготовить воду или огнетушитель на случай возгорания. Те части автомобиля, что не будут подвергаться ремонту, нужно накрыть пленкой или тканью. При коррозийных повреждениях, ржавые детали удаляют, сгнивший металл вырезают. Края срезов грунтуют, а на места коррозий наваривают новые детали или материалы.
Для приваривания новых деталей оптимально использовать пошаговую сварку: сначала приваривают деталь швами по 2 см с шагом 4-6 см, затем обрабатывают оставшиеся пространство. Так шов получается жестким , прочным. После швы обрабатывают болгаркой, шлифуют. При необходимости, покрывают краской.
Сварка длинного шва
Если требуется сварить длинный шов, то сначала обрабатываются его края, затем поэтапно сваривают основную линию. После каждого из этапов нужно дать металлу остыть.
Коррозийные повреждения
Для борьбы с коррозийными повреждениями, разрушениями, необходимо сначала удалить ржавчину. Иначе результат продержится недолго. Только после очистки металла, можно приступать к сварке. Коррозийное повреждение необходимо «латать» с двух сторон: лицевой и внутренней. Когда лучше обратиться к специалисту
Если вы не уверены в собственных силах, не имеет подходящего помещения, то лучше обратиться к специалистам. Также не рекомендуем самостоятельно ремонтировать труднодоступные части автомобиля.
Чтобы избежать необходимости в ремонте, следите за состоянием кузова: его чистотой, отсутствие влажности, грязи, пыли. При покупке машины с рук, обратите особое внимание на состояние металла и грунтовки: лучше переплатить, чем купить ржавое или сгнившее авто.
как сварить круглые и другие трубы отопления, советы для начинающих
Содержание:
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы. Покрытие электрода служит двум целям: во-первых, оно обеспечивает стабильность работы электрической дуги, а во-вторых, это покрытие защищает готовый шов от влияния атмосферы. Читайте также: “Какая сварка водопроводных труб лучше – виды и особенности сварки”.
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет. Читайте также: “Разновидности электродов для сварки труб – выбираем подходящие”.
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.
Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: “Как варить трубы электросваркой правильно – пошаговое руководство”.
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.
Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае, перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
NASD – Безопасность дуговой сварки
Уметь выполнять сварку с применением безопасных методов и знать, какие средства индивидуальной защиты следует использовать.
При сварке важно соблюдать меры предосторожности. Есть много опасностей, связанных к сварке. Во время тренировки иметь в наличии средства индивидуальной защиты, чтобы показать и для примерки сотрудников.
Дуговая сварка включает сварку в среде защитного металла, защитным газом и контактную сварку.Поскольку оборудование для дуговой сварки
различается по размеру и типу, важно прочитать и соблюдать рекомендации производителя.
- Перед началом любой операции дуговой сварки необходимо провести полную проверку сварочного аппарата.
- Прочтите все предупреждающие таблички и инструкции.
- Удалите все потенциальные источники пожара в зоне сварки.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
- Оборудовать сварочные аппараты выключателями питания, которые можно быстро отключить.
- Перед ремонтом отключите питание машины.
- Правильное заземление сварочных аппаратов имеет важное значение.
- Держатели электродов не следует использовать, если они имеют ослабленные кабельные соединения, дефектные губки или плохая шумоизоляция.
- Не допускается зажигание дуги, если поблизости находится кто-то без надлежащей защиты глаз.
- Инфракрасное излучение вызывает жжение сетчатки и катаракту. Защитите глаза и лицо правильно подогнанный сварочный шлем с фильтрующей пластиной соответствующего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды.Например:
- Шерстяная одежда
- Фартук огнестойкий
- Перчатки
- Правильно подогнанная одежда, не потертая и не изношенная.
- Рубашки должны быть с длинными рукавами.
- Брюки должны быть прямыми и закрывать обувь при дуговой сварке.
- Огнестойкая накидка или плечевые чехлы необходимы при надземных работах.
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Не допускайте попадания на одежду смазки и масла.
При сварке в ограниченном пространстве или там, где есть препятствия для движения воздуха, убедитесь, что имеется соответствующая вентиляция. Естественные сквозняки, вентиляторы и расположение головы могут помочь избежать попадания дыма на лицо сварщика.
- Помещение или зона сварки содержит не менее 10 000 кубических футов на каждого сварщика.
- Высота потолка не менее 16 футов.
- Поперечная вентиляция не блокируется перегородками, оборудованием или другими конструктивными преградами.
- Сварка не производится в замкнутом пространстве.
Поражение электрическим током может убить. Во избежание поражения электрическим током:
- Используйте хорошо изолированные держатели электродов и кабели.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Наденьте сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварщика от земли с помощью сухой изоляции, такой как резиновый коврик или сухое дерево.
- Заземляющие станины сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или мокрыми перчатками.
- Важно использовать надлежащие средства индивидуальной защиты.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, то место сварки следует оборудовать механической вентиляцией. оборудование.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
Верно или неверно
| 1. Все потенциальные опасности возгорания должны быть удалены из зоны сварки. | Т | Факс |
| 2.Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. | Т | Факс |
| 3. Защита глаз не всегда нужна. | Т | Факс |
| 4. Допускается использование держателей электродов при ослабленных кабельных соединениях. | Т | Факс |
| 5. Электроды нельзя менять голыми руками или влажными перчатками. | Т | Факс |
Ключ ответа
1. Т, 2. Т, 3. Ж, 4. Ж, 5. Т
Информация об отказе от ответственности и воспроизведении: информация в NASD не представляет политику NIOSH.Информация включена в NASD появляется с разрешения автора и / или правообладателя. Более
Электродуговая сварка – обзор
10.1.1.5 Сварочные установки
Типовые установки для дуговой сварки как для одиночных, так и для нескольких сварочных аппаратов описаны в национальных директивах, например, Директива по охране труда и окружающей среды Великобритании № 118 «Электробезопасность при дуговой сварке». При подключении сварочного контура следует придерживаться следующих рекомендаций:
- •
соединение между источником сварочного тока и заготовкой должно быть как можно более прямым;
- •
использовать изолированные кабели и соединительные устройства соответствующей допустимой токовой нагрузки;
- •
посторонние токопроводящие части не должны использоваться как часть сварочного обратного контура, кроме как часть самой заготовки;
- •
зажим возврата тока должен располагаться как можно ближе к сварочной дуге.
При подсоединении кабелей сварочного тока и обратного тока очень важно обеспечить эффективный электрический контакт между соединительным устройством и заготовкой, чтобы предотвратить перегрев и искрение. Например, токовые и возвратные зажимы должны быть надежно прикреплены к «блестящему» металлу, т.е. любые ржавчины или грунтовочные покрытия должны быть локально удалены.
Источник питания и заземление Обычной практикой в Великобритании было обеспечение отдельного заземления для заготовки.Причина в том, что в маловероятном случае пробоя изоляции между первичной и вторичной цепями сгорают предохранители. Однако отдельное заземление увеличивает риск паразитных токов, которые могут вызвать повреждение другого оборудования и проводов.
Поскольку современные источники питания спроектированы с гораздо более высоким уровнем изоляции (так называемая двойная или усиленная изоляция), отдельное заземление не рекомендуется.
Существует потенциальная проблема в том, что обе конструкции источника питания часто можно найти в одном сварочном цехе.Более новый источник питания (с двойной или усиленной изоляцией) можно определить по паспортной табличке источника питания (, рис. 10.12, ), на которой будет указано, что он изготовлен в соответствии с действующими стандартами, например EN 60974-1 или IEC 60974-1.
В старых конструкциях источников питания сварочная цепь иногда подключалась к корпусу источника питания внутри. Однако опасность заключается в том, что даже при отключенном обратном сварочном проводе и отдельном заземлении сварка возможна с током, протекающим через землю.Из-за риска повреждения защитного заземления и других разъемов этот тип источника питания считается устаревшим и не должен использоваться.
Требования к питанию Для источников питания потребуется одно- или трехфазное питание при 230 В переменного тока. или 400 В переменного тока Во многих частях Европы напряжение 230 В составляет 16 А, но в Великобритании стандартная кольцевая сеть составляет 13 А. Следовательно, относительно низкая выходная мощность системы 230 В дополнительно снижается, если установлена вилка на 13 А и выделенная схема может потребоваться.
Трехфазные источники питания могут быть ограничены до 30 А, но для сварочного оборудования более высокой мощности может потребоваться источник питания на 45 или даже 60 А. Действующий ток указан на паспортной табличке. Это значение следует использовать для определения размера кабеля и требований к предохранителям.
Помимо очевидных опасностей, связанных с перегрузкой источника питания, например, перегрев и перегорание предохранителей могут вызвать проблемы с другим оборудованием. Если источник питания имеет высокий импеданс (обычно называемый мягким), как это может иметь место в сельской местности, питаемой по воздушным кабелям, большой ток потребления может привести к падению напряжения источника питания ниже уровней, что может вызвать проблемы с другим оборудованием.
Двигатели и моторные приводы Для оборудования, питаемого от сети, такого как генераторы, предоставляется информация о характеристиках двигателя, нагрузке и скорости холостого хода, а также потребляемой мощности. Хотя этот тип оборудования может быть идеальным для сварки на открытом воздухе в удаленных местах, он, как правило, создает высокий уровень акустического шума. Уровни шума ограничены директивой ЕС, но могут достигать 97 дБА.
Окружающая среда Все источники питания должны иметь степень защиты IP, которая дает информацию о степени защиты оборудования от воды.Обычно оборудование имеет IP 21 или IP 23. Первая цифра означает, что нельзя прикасаться к токоведущим частям, а вторая цифра описывает защиту от проникновения воды. Источник питания с маркировкой IP 21 защищен от вертикальных капель воды, которые могут возникнуть, например, при протечке крыши. Если оборудование имеет маркировку IP 23, это означает, что оборудование защищено от воды под углом до 60 ° от вертикали и, таким образом, подходит для использования на открытом воздухе. Дополнительные буквы к номеру IP указывают на испытания с работающим вентилятором или без него и с повышенной механической защитой от поражения электрическим током.
Зоны повышенного риска находятся во влажных или влажных условиях, в ограниченном пространстве или когда сварщик подвергается воздействию больших площадей оголенного металла. Для использования в такой среде важно использовать источник питания со знаком S, который означает, что напряжение холостого хода ниже 48 В (среднеквадратичное). переменный ток или 113 В пикового напряжения постоянного тока Если источник питания имеет более высокое напряжение холостого хода, следует использовать устройство понижения напряжения, которое ограничит напряжение на держателе примерно до 25 В.
Соответствующие стандарты для источников питания, оборудования и принадлежностей для дуговой сварки:
EN 60974-1: 1998, IEC 60974-1: 1998, «Оборудование для дуговой сварки – Часть 1: Источники сварочного тока»
EN 60974-7: 2000, «Оборудование для дуговой сварки, Часть 7, Горелки»
EN 60974-11: 1995, «Оборудование для дуговой сварки, Часть 11, Держатели электродов»
EN 60974-12: 1995, «Оборудование для дуговой сварки, Часть 12, Соединительные устройства для сварочных кабелей»
EN 169: 1992, «Спецификация фильтров для средств индивидуальной защиты глаз, используемых при сварке и аналогичных операциях»
EN 60529: 1992, «Спецификация степени защиты, обеспечиваемой кожухами» (коды IP)
EN 470-1: 1995, «Защитная одежда. для использования в сварке и родственных процессах – общие требования »
EN 50199: 1996,« Электромагнитная совместимость (ЭМС) – стандарт на оборудование для дуговой сварки »
EN 50060: 1989« Источники питания для ручной дуговой сварки металлическим электродом. с ограниченной нагрузкой »
Полное руководство по дуговой сварке металла в газовой среде
Также известная как сварка металла в инертном газе (MIG-сварка), газовая дуговая сварка (GMAW) является одним из самых простых в освоении методов сварки.Используя эту технику сварки, оператор подает проволоку сплошного электрода с помощью сварочной горелки.
Электрическая дуга расплавляет эту проволоку, образуя сварочную ванну, которая затем затвердевает, образуя сварное соединение. Сварочный пистолет также подает защитный газ, чтобы горячая сварочная ванна с расплавленным металлом не подвергалась коррозии и загрязнениям.
СваркаMIG пользуется большой популярностью в сварочной промышленности, потому что это быстрый процесс. Среди всех распространенных методов дуговой сварки MIG-сварка позволяет операторам выполнить максимальное количество деталей за заданный промежуток времени.Следовательно, производительность при сварке MIG остается высокой. Это важное соображение для мастерских и заводов, которые хотят максимально увеличить производительность.
Благодаря своей простоте, сварка MIG является предпочтительным выбором для новичков, любителей, энтузиастов автоспорта, фермеров, владельцев ранчо и домашних сварщиков. Это позволяет сварщикам легко выполнять техническое обслуживание и ремонт сварочных работ на секциях толщиной от 24 до полудюйма.
Некоторые утверждают, что сварка MIG не сложнее, чем использование клеевого пистолета.Хотя эта техника более сложная, нет сомнений в том, что почти каждый может освоить ее очень быстро.
Безопасность при сварке MIG
Перед началом любого проекта по сварке MIG необходимо убедиться, что вы соблюдаете все меры безопасности. Убедитесь, что у вас есть полная защитная одежда и снаряжение для защиты. Устраните все потенциальные источники возгорания в зоне сварки.
Защитная одежда для сварщиков MIG может включать кожаные ботинки, защитные очки, сварочный шлем, кожаные перчатки, огнестойкую куртку, длинные брюки и тюбетейку для защиты головы от брызг и искр.
Подготовка детали
Сварочные электроды с флюсовой сердцевиной и электроды для ручной сварки содержат присадки, устойчивые к маслам, грязи, жирам и другим загрязнениям. Однако при сварке MIG используются сплошные электродные проволоки, в которых отсутствует флюс для борьбы с этими загрязнениями. Поэтому вам придется тщательно подготовить поверхность, чтобы убедиться, что на ней нет загрязнений. В противном случае грязная поверхность приведет к пористости и другим дефектам сварки.
Помимо прямых дефектов сварки, поверхностные загрязнения также могут отрицательно влиять на сварочный ток, тем самым снижая производительность подачи проволоки и качество сварного шва.
Для очистки металлической поверхности можно использовать шлифовальный станок или металлическую щетку. Удалите с поверхности все, включая краску. После того, как поверхность будет очищена до блестящей, вы можете подсоединить заготовку к металлическому зажиму и поджечь электрическую дугу, чтобы начать сварку MIG.
Для получения прочных сварных швов на толстых металлических профилях следует скосить стыки. Это обеспечит полное проникновение сварного шва по всей длине металлической секции для получения надежного сварного соединения. Это особенно важно при сварке стыковых соединений.
Подготовка сварочного оборудования MIG
Проверить кабели . Прежде чем зажигать дугу, обязательно внимательно осмотрите сварочное оборудование, чтобы убедиться, что все кабельные соединения плотно прилегают, а также на предмет износа или повреждений.
Настройте полярность электрода. Сварочный процесс MIG работает с положительным электродом постоянного тока или с обратной полярностью. Подключения полярности можно найти внутри сварочного аппарата MIG.
Расход газа. Откройте клапан, чтобы пропустить поток газа, и отрегулируйте его так, чтобы он составлял от 20 до 25 кубических футов в час.Если вы подозреваете, что в шланге есть утечки или проколы, нанесите мыльный раствор на шланг и обратите внимание на любые признаки пузырей. Если вы обнаружили утечку, то следует выбросить шланг и заменить его новым.
Отрегулируйте натяжение. Слишком слабое или слишком большое натяжение ступицы катушки с проволокой или приводных роликов может привести к ошибочной подаче проволоки. Обратитесь к руководству пользователя, чтобы узнать правильное натяжение.
Проверить расходные материалы. Убедитесь, что на контактных трубках нет брызг.Удалите их, если они есть. Также замените изношенные вкладыши и контактные наконечники. Если провод заржавел, его следует выбросить и использовать тот, который находится в хорошем состоянии.
Выбор провода
Для стальной проволоки обычно используются два типа проволоки. Для универсальной сварки можно использовать классификацию AWS ER70S-3. Если вы свариваете ржавую или грязную стальную поверхность, используйте проволоку ER70S-6. Этот тип проволоки имеет раскислители для борьбы с ржавчиной и коррозией.
Что касается толщины проволоки, значение 0.Проволока диаметром 3 дюйма хороша для универсального использования и может быть легко использована для широкого спектра применений в автоспорте, хобби и домашнем ремонте.
Для более тонких металлических секций можно использовать проволоку 0,023, чтобы уменьшить тепловложение. Это поможет свести к минимуму возможность прожога.
Для сварки более толстых металлических секций вам потребуется более толстая проволока не только для большего количества присадочного материала, но и для более высокой погонной энергии. Эти два критерия необходимы для удовлетворительной и надежной сварки тяжелых деталей.Вы можете использовать проволоку 0,035 или 0,045, если ваш сварочный аппарат может работать с проволочными электродами такой толщины.
Защитный газ
Для углеродистой стали смесь защитного газа из 25% диоксида углерода и 75% аргона подходит для широкого спектра применений. Это сводит к минимуму вероятность прожога более тонких стальных профилей. Эта смесь также обеспечивает наилучший внешний вид сварного шва и минимальный уровень разбрызгивания.
100-процентный газ CO2 дешев и обеспечивает более глубокое проникновение, но также вызывает большее разбрызгивание и придает сварному шву грубый вид.Это делает газ CO2 менее подходящим для применений, где имеет значение внешний вид сварного шва.
Ток и напряжение
Многочисленные переменные будут определять уровень напряжения и тока для данного проекта сварки MIG. Сюда входят такие факторы, как диаметр проволоки, скорость перемещения, защитный газ, положение сварки, тип соединения, тип металла и толщина заготовки.
Удлинитель провода
Внешний вид и характеристики сварки также определяются тем, насколько далеко проволочный электрод выступает от наконечника сварочной горелки.Эта длина не включает длину дуги.
Обычно проволочный электрод должен выступать на 3/8 дюйма за сопло. Если удлинение провода правильное, вы услышите легкий шипящий звук. Если дуга нестабильна или звучит нерегулярно, то следует внимательно проверить удлинение провода. Это обычная ошибка.
Метод вытягивания или толкания?
Существует два основных метода сварки MIG. В технике толкания используется положение переда, при котором сопло нужно проталкивать впереди сварочной ванны.Этот метод приводит к меньшему провару, а сварной шов более плоский и широкий.
С другой стороны, вы должны направить сварочный пистолет обратно на сварочную ванну и отвести сопло от расплавленного металла методом вытягивания или обратной стороны. Этот метод также называется методом трейлинга или перетаскивания. С помощью этой техники вы можете создать сварной шов с более глубоким проплавлением, что позволит получить более прочные и надежные соединения. Бусинка также более сфокусированная и узкая.
Вам может показаться, что метод тяги или наотмашь лучше из двух вышеупомянутых техник.С точки зрения качества сварных швов это действительно лучший вариант.
Но тогда почему техника толчка все еще используется? Простой ответ заключается в том, что метод проталкивания обеспечивает беспрепятственный обзор зоны сварного шва. Это положение упрощает направление проволочного электрода.
Тем не менее, с некоторой практикой и опытом вы станете лучше владеть техникой тяги.
Методы сварки MIG
Вот некоторые положения и углы заготовки и сварочного пистолета для достижения оптимальных результатов сварки.
Угол поворота
Сопло сварочного пистолета должно находиться в определенном диапазоне углов для оптимальной производительности сварки. Угол перемещения измеряется относительно сопла в перпендикулярном положении. Этот угол (относительно перпендикуляра) должен составлять от 5 до 15 градусов. По возможности не выходите за пределы этого диапазона. В противном случае вы увидите больше брызг, меньшее провар и нестабильность дуги.
Рабочий угол
Рабочий угол – это ориентация сопла по отношению к углу сварного шва.Это зависит от типа соединения.
Плоское положение
Стыковой шов применяется для соединения под углом 180 градусов. Держите пистолет под углом 90 градусов к заготовке. Осторожно направьте электрод так, чтобы присадочный материал попал прямо в сварочную ванну. Для достижения наилучших результатов убедитесь, что также включен угол поворота от 5 до 15 градусов.
При выполнении нескольких проходов слегка подвигайте сопло вперед и назад, чтобы можно было легко заполнить большой зазор.Вы также можете избежать поднутрения, сделав небольшую паузу на стороне вплетения борта.
Тройник, как следует из названия, представляет собой соединение под углом 90 градусов. Сварной шов, нанесенный на это соединение, также известен как угловой шов. Держите пистолет под углом 45 градусов по отношению к любой поверхности. Рабочие углы необходимо немного отрегулировать при выполнении нескольких сварочных проходов. С помощью этой техники вы можете избежать подрезов и непоследовательных сварных швов.
Соединение внахлестку также называют угловым сварным швом.Держите пистолет под углом от 60 до 70 градусов. Для толстого металла угол должен быть больше.
Положение по горизонтали
Из-за действия силы тяжести вам следует уменьшить рабочий угол сопла от 0 до 15 градусов. Если не изменить рабочий угол, присадочный металл может перекатываться или провисать в нижней части сварного шва. Независимо от того, используете ли вы технику толкания или вытягивания, угол перемещения должен быть одинаковым, если сварное соединение находится в ровном положении.
В определенных сценариях может потребоваться использование валиков для заполнения сварного шва.Например, если вы хотите заполнить большой зазор или выполнить несколько проходов на толстых участках. Вам следует сделать небольшую паузу в верхней части сварного шва, чтобы предотвратить образование поднутрений и обеспечить достаточное проникновение сварного шва в основной металл.
Настройки тока и напряжения для горизонтального положения обычно такие же, как настройки для сварки в горизонтальном положении.
Горизонтальный сварной шов может быть сложнее, чем сварка в плоском положении из-за силы тяжести. Чтобы противодействовать воздействию силы тяжести, расположите сварочное сопло немного вверх по направлению к верхней стороне заготовки.
Вертикальное положение
Вертикальная сварка может быть довольно сложной задачей как в направлении вверх, так и вниз. Поэтому для получения надежных сварных швов необходимо правильно настроить и закрепить заготовку для достижения наилучших результатов. Поскольку вы должны нейтрализовать влияние силы тяжести, рекомендуется уменьшить ток и напряжение примерно на 10–15 процентов от соответствующих значений тока и напряжения для сварки в горизонтальном положении.
Метод сварки вертикально вниз подходит для сварки тонких профилей, поскольку имеет меньшее проникновение дуги (из-за более высокой скорости движения).Поскольку вертикальная сварка вниз представляет меньшую вероятность прожога, операторы сварки размещают тонкие металлические секции в вертикальном направлении, даже если их можно сваривать, сохраняя при этом плоские.
Если вам нужно сварить вертикально вниз, начните сварку с самого верха и продвигайтесь вниз. В тонких металлических листах, где высок риск прожога, отодвиньте проволочный электрод от сварочной ванны. Переместите электродную проволоку так, чтобы она оставалась на переднем конце сварочной ванны.Вы можете сгладить коронку сварного шва, используя небольшое переплетение.
При использовании техники вертикального вверх вы начинаете с нижней части заготовки и перемещаете проволочный электрод вверх. Это лучший вариант для толстых металлических профилей, поскольку он обеспечивает более глубокое проникновение. Метод вертикального подъема – лучший выбор для металлических секций с толщиной сварного шва дюйма или более. Угол перемещения пистолета должен быть примерно на 5–15 градусов ниже перпендикулярного положения. Вы можете контролировать охлаждение, форму и размер сварочной ванны с помощью легкого плетения.
Положение над головой
Методы перпендикулярного, проталкивания или протягивания подходят для сварки над головой. Из-за действия силы тяжести скорость движения должна быть достаточно высокой, чтобы предотвратить выпадение расплавленного наполнителя из стыка. По тем же причинам не следует допускать, чтобы бусинки плетения становились слишком широкими. Вы можете уменьшить размер сварочной ванны, уменьшив ток и напряжение. Для этого необходимо выбрать проволочный электрод меньшего диаметра. Сварочную ванну также можно будет легко контролировать.
Дополнительные советы по сварке и практике
Имейте в виду, что скорость перемещения сильно влияет на качество и форму сварного шва. Скорость перемещения – это скорость, с которой вы перемещаетесь по проволочному электроду во время сварки.
Самые опытные сварщики MIG могут определить скорость сварки, просто учитывая размер сварочной ванны и толщину шва. Ключевым моментом здесь является понимание того, что валик сварного шва не должен быть толще самой тонкой точки свариваемого металла.Поэтому отрегулируйте скорость движения сварного шва в соответствии с этим критерием.
Практикуясь, вы сможете определить необходимую скорость движения для определенной толщины сварного шва. Следовательно, вам следует часто практиковаться, чтобы лучше понимать, что позволит вам определить скорость движения, необходимую для создания правильной толщины сварного шва.
Убедитесь, что электрическая дуга остается на переднем крае ванны расплава. Не позволяйте расплавленной сварочной ванне опережать электрическую дугу.
Помня об этих советах и вышеупомянутых методах, вы можете быстро стать квалифицированным сварщиком MIG.
Параметры сварки MIG
Теперь, когда у вас есть лучшее представление о правильных методах сварки, вам также необходимо прочитать об оптимальных настройках и параметрах сварки, которые позволят вам создать наилучшие сварные швы.
Новые сварщики MIG часто задают простые вопросы, например, какое напряжение правильное? Какой диаметр проволоки подходит для моего применения? На сколько нужно установить ток?
Вы можете понять основы настройки вашего сварочного аппарата MIG и определить возможные проблемы, просто взглянув на сварное соединение.
С помощью качественного сварочного оборудования MIG вы можете решить несколько возможных проблем еще до того, как они возникнут. Используя низкокачественное сварочное оборудование, вы будете страдать от плохого качества сварки и нервничать. Поэтому убедитесь, что вы правильно провели исследование, прежде чем вкладывать деньги в сварочный аппарат MIG.
Вам следует выбрать сварочные аппараты MIG, которые предлагают расширенные функции, которые включают, помимо прочего, функцию автоматической настройки, которая автоматически настраивает ток, напряжение и скорость подачи сварочного аппарата в зависимости от диаметра проволоки и толщины материала.С помощью этой функции вы можете добиться плавного старта без брызг и сосредоточиться на правильной технике. Это проблемная область для большинства начинающих сварщиков.
Вам следует посетить дистрибьютора сварочного оборудования, у которого есть мастерская, где вы можете протестировать сварочный аппарат перед его покупкой.
Как максимально эффективно использовать сварочный аппарат MIG
Убедитесь, что вы прочитали руководство пользователя перед использованием машины. Понятно, что у вас может возникнуть соблазн начать работу с новым оборудованием и вы не хотите читать скучную книгу, но все же важно прочитать руководство.Прочтите все руководство, чтобы понять правила техники безопасности и правильные методы работы. Есть несколько важных вопросов безопасности и эксплуатации, которые не сразу бросаются в глаза. Следовательно, первым делом вам следует прочитать руководство пользователя.
Указанные здесь рекомендации относятся к MIG-сварке стали сплошным проволочным электродом. Существуют отдельные инструкции для порошковой сварки и сварки алюминия. Расположение, конструкция соединения и другие факторы имеют большое влияние на настройки и качество сварки.
Поэтому всякий раз, когда вы добиваетесь хороших результатов сварки во время тренировки, тщательно записывайте используемые параметры.
Вот рекомендации по сварке стали MIG сплошным проволочным электродом.
Ток зависит от толщины материала. Практическое правило заключается в том, что вам потребуется дополнительный 1 ампер тока на каждые 0,001 дюйма увеличения толщины материала. Следовательно, для толщины 0,125 вы должны установить ток 125 ампер.
Размер провода следует выбирать в соответствии с силой тока.Чтобы использовать проволоку правильной толщины с первого раза, обязательно соблюдайте эти спецификации.
Для диапазона тока 30–130 ампер используйте провод 0,023 дюйма
Для диапазона тока от 40 до 145 ампер используйте провод 0,03 дюйма
Для диапазона тока от 50 до 180 ампер используйте провод 0,035 дюйма
Для диапазона тока 75–250 ампер используйте провод 0,045 дюйма
Установка правильного напряжения. Уровень напряжения напрямую влияет на ширину и высоту сварного шва.Вы можете следовать этому правилу, если нет спецификации, руководства или таблицы для подходящего напряжения. Пока вы можете приварить металлическую заготовку, попросите помощника снизить напряжение до тех пор, пока дуга не исчезнет. Запишите значение этого напряжения.
Теперь попросите вашего помощника увеличивать напряжение до тех пор, пока дуга не станет трудноуправляемой и нестабильной. Запишите напряжение, когда это произойдет. Напряжение, которое находится посередине между этими двумя крайними значениями, часто подходит для большинства сварочных целей.
Напряжение дуги напрямую влияет на длину дуги. При низком напряжении получается короткая дуга с узким валиком, похожим на веревку. Чем больше напряжение, тем длиннее дуга, что создает более широкий и плоский валик. При слишком большой длине дуги существует вероятность подреза и излишне плоского сварного шва.
Настройте скорость подачи проволоки. Скорость подачи проволоки имеет решающее значение для силы тока и проплавления. Если скорость подачи проволоки слишком высока, то, в частности, тонкие металлические секции и листы подвержены более высокому риску прожога.Если вы не можете найти спецификацию сварного шва или руководство, используйте следующую таблицу, чтобы определить правильную скорость подачи.
| Для провода размером | Умножить на | Пр. с использованием 1/8 дюйма (125 ампер) |
| 0,023 дюйма | 3,5 дюйма на усилитель | 3,5 x 125 = 437,5 изобр. / Мин |
| 0,030 дюйма | 2 дюйма на усилитель | 2 x 125 = 250 изображений в минуту |
| 0,035 дюйма | 1.6 дюймов на усилитель | 1,6 x 125 = 200 изображений в минуту |
| 0,045 дюйма | 1 дюйм на усилитель | 1 x 125 = 125 изображений в минуту |
Вы можете проверить, работаете ли вы с оптимальными параметрами, проверив полученный сварной шов. Ведь цель всех этих параметров – производить сварные швы высокого качества.
При хорошем сварном шве вы заметите, что сварочная ванна имеет полное проплавление, которое проникает глубоко в основной металл.Бусинка имеет довольно плоский профиль и среднюю ширину. Края ранее разделенных заготовок надежно соединяются и хорошо соединяются с соответствующим присадочным материалом.
Вот различные типы проблем со сваркой, которые могут возникнуть из-за неправильного диапазона параметров.
Избыточное напряжение . Из-за чрезмерного напряжения вы можете столкнуться с такими проблемами, как плохое управление дугой, низкое проникновение и турбулентный расплавленный материал, который не проникает полностью в основной металл.
Очень низкое напряжение. Если у вас слишком низкое напряжение, вам будет сложно установить дугу. Образовавшаяся дуга будет неустойчивой, и ее будет трудно контролировать. Будет наблюдаться чрезмерное разбрызгивание и выпуклое поперечное сечение сварного шва. Края свариваемых деталей не будут стыковаться должным образом.
Высокая скорость передвижения. При слишком низкой скорости движения вы получите слишком узкий выпуклый профиль борта. Кромки свариваемых деталей не будут должным образом сплавлены в надежный стык.Это также приведет к непоследовательному и недостаточному проникновению.
Малая скорость движения. При очень низкой скорости движения в сварочную ванну будет выделяться слишком много тепла. Это приведет к получению слишком широкого сварного шва с непостоянным проваром. Чрезмерный нагрев от медленного движения приведет к прожогу более тонких материалов.
Высокий ток и скорость подачи проволоки. Это может привести к плохому проплавлению, чрезмерному разбрызгиванию, прожогу и чрезмерно широкому сварочному валику.
Низкий ток и скорость подачи проволоки. Сварной валик будет слишком узким и может иметь выпуклый профиль. Концы свариваемых деталей не стыкуются должным образом.
Отсутствие защитного газа . Эту проблему легко выявить. Точечные отверстия и пористость будут отмечать внутреннюю и внешнюю поверхность сварного шва.
Заключение
Теперь вы узнали о некоторых фундаментальных аспектах сварки MIG. Теперь вам следует применить эти знания на практике, чтобы стать опытным сварщиком MIG.
Подобные сообщения:
Как выполнять сварку: руководство по сварке для начинающих
Если вы хотите научиться сваривать, то вы попали в нужное место! Я покажу вам все, что вам нужно знать, чтобы приступить к сварке с очень небольшими первоначальными затратами, даже если вы новичок!
Сварка – это процесс соединения двух металлов вместе путем их нагрева до горячих температур расплава и последующего манипулирования расплавленной сварочной лужей для создания сварного шва.
Это только начало обучения сварке.
Сварка требует очень много усилий, таких как очистка металла, подгонка, резка, измерение, проверка правильности сварочных процессов и многое другое.
Контроль сварочной ванны со сварочной жидкостью – вот где требуется много практики.
Тепло, необходимое для доведения мягкой стали до температуры плавления, составляет около 2700 ° F. В каждом процессе сварки металл нагревается до разной температуры.
Например, тепло, создаваемое наконечником кислородно-ацетиленовой горелки, составляет около 6300 ° F, что достаточно для плавления стали.
При дуговой сварке на кончике электрода нагревается примерно от 6 000 до 10 000 ° F.
Здесь я расскажу о различных сварочных процессах и расскажу вам, каковы преимущества и преимущества каждого процесса, какой из них лучше всего подходит для начинающих, которые хотят научиться сварке
Как сваривать в первые дни: Кузнечное дело
До того, как появились какие-либо процессы дуговой сварки или кислородно-ацетиленовые газы для нагрева металла, были кузнецы.
Кузнецы должны были нагреть металл в кузнице, и вместо того, чтобы довести металл до температуры жидкости и сварить его, они должны были сколотить сталь вместе.
Этот процесс сплавляет металл вместе и называется кузнечной сваркой. До середины 1800-х годов большая часть сварочных работ выполнялась таким образом.
Несмотря на то, что этот процесс сварки является долгим и трудным, он по-прежнему остается тем же принципом, что и газовая сварка или дуговая сварка.
По сути, вы соединяете 2 металла вместе.
Кислородно-ацетиленовая сварка
Кислородно-ацетиленовая сварка была разработана и использовалась с середины до конца 1800-х годов. Этот процесс включает смешивание кислорода с ацетиленом, в результате чего образуется очень горячее пламя.
Для кислородно-ацетиленовой сварки используются газовые баллоны высокого давления, содержащие два газа – кислород и ацетилен. Газы можно смешивать и использовать для сварки с помощью регуляторов, шлангов, смесителя горелки и сварочных наконечников.
После включения газов и их зажигания их необходимо отрегулировать, чтобы обеспечить правильное пламя для правильной сварки. Вы должны направить пламя на сварной шов и использовать присадочный стержень, чтобы облегчить сварной шов.
Возможно, я немного упростил это, потому что есть еще несколько шагов по сварке с использованием кислородно-ацетиленовой сварки.Во-первых, вам нужно выбрать сварочный наконечник, соответствующий толщине металла, с которым вы работаете.
Вы должны использовать больший наконечник для более толстого металла и меньший наконечник для более тонкого металла. Вы также должны отрегулировать давление регулятора, чтобы подавать нужное количество газов на сварочные наконечники.
Если у вас неправильно настроено давление, вы можете перегреть металл или не нагреть его настолько, чтобы начать сварку. Кислородно-ацетилен – это медленный процесс сварки, так как пламени требуется время, чтобы нагреть металл до температуры расплава.
При работе с низкоуглеродистой сталью толщиной более дюйма лучше вообще избегать использования кислородно-ацетиленового процесса, так как он занимает слишком много времени, а зона термического воздействия слишком велика.
Дуговая сварка практически заменила кислородно-ацетиленовую сварку с момента ее появления. Дуговая сварка выполняется намного быстрее, эффективнее и обеспечивает более качественные сварные швы. Вы также можете сваривать более толстые металлы с помощью процесса дуговой сварки.
Кислородно-ацетиленовая пайка: соединение разнородных металлов
Пайка – это процесс соединения двух металлов вместе с помощью латунного присадочного прутка и часто разнородных металлов без фактического плавления основных металлов.
Большинство типов металлов можно паять. Например, вы можете паять медь, нержавеющую сталь, латунь, низкоуглеродистую сталь, чугун, бронзу, оцинкованную сталь и многое другое.
А с помощью пайки можно соединять разные металлы друг с другом. Вы можете соединить латунь и медь вместе, сталь с медью и т. Д.
Пайка – хороший процесс, поскольку для ее выполнения требуется гораздо меньше тепла, чем при сварке, что приводит к меньшему короблению металла. Вот почему пайка популярна в автомобильном листовом металле.
Для плавления стали требуется около 2700 ° F, но при пайке металл нагревается только до 1000 ° F.
Пайка обычно включает использование латунного присадочного стержня с флюсом для удаления поверхностных примесей и обеспечения хорошего сцепления двух металлов.
Многие люди думают, что, поскольку на самом деле вы не плавите два металла вместе, а, скорее, соединяете два куска металла с помощью латунного присадочного стержня, который прилегает к металлам, паяное соединение не такое прочное.
Однако во многих случаях во время испытаний на растяжение сталь ломается до того, как разорвется фактическое паяное соединение.
Дуговая сварка (также известная как палочка)
Дуговая сварка – это процесс соединения двух металлов вместе с использованием электрода в качестве присадочного стержня и электрической дуги для плавления металла.
Дуговая сварка, или, как ее еще называют, «сварка палкой», использует для сварки пруток, покрытый флюсом. Флюс – это химическое покрытие, которое используется при сварке для защиты сварочной ванны от атмосферных газов, таких как азот и кислород.
Если вы попытаетесь выполнить дуговую сварку без сварочного стержня, покрытого флюсом, ваши сварные швы получатся слабыми и будут иметь пористость.
«Пористость» – это когда в сварном шве образуется много отверстий из-за отсутствия при сварке агента защиты от атмосферных воздействий, такого как флюс.
Сварочные электродыС помощью дуговой сварки можно сваривать множество различных металлов. Например, вы можете сваривать нержавеющую сталь, бронзу, алюминий, низкоуглеродистую сталь и чугун.
Вам просто нужно убедиться, что вы используете правильный стержневой электрод для того металла, который вы свариваете.Если вы свариваете сталь, вы будете использовать стальной электрод, и то же самое относится к каждому типу металла, который вы свариваете.
Процесс обучения дуговой сварке начинается с выбора правильного электрода. После выбора электрода следующим шагом будет заземление заготовки.
Сварка не может начаться, пока вы не заземлите заготовку зажимом заземления. Теперь вы можете включить станок, установить уровень производительности и зажечь дугу.
Как только дуга зажжется, вы увидите форму расплавленной лужи.Ваша задача – контролировать эту лужу и направлять ее туда, куда вы хотите.
Поскольку вы только что учитесь, при обучении сварке важно попрактиковаться в использовании большого количества сварных швов в плоском положении, прежде чем пытаться делать какие-либо сварные соединения.
Сварка MIG (сварка с подачей проволоки)
Сварка MIG означает «инертный газ металла». Это процесс дуговой сварки, в котором в качестве сварочного электрода используется проволока с постоянной подачей.
Он называется инертным газом для металла, потому что в нем используется инертный газ, такой как CO2 и аргон, для защиты сварочной ванны от атмосферных газов, таких как азот и кислород, которые могут ослабить сварной шов.
Проволочный электрод на катушке помещается внутри сварочного аппарата MIG. Он проходит через пистолет, который подает проволоку при нажатии на спусковой крючок.
СваркаMIG похожа на сварку штучной сваркой, поскольку перед началом сварки необходимо заземлить заготовку с помощью зажима заземления.
Процесс обучения переносу сварного шва намного быстрее, чем сварка штучной сваркой, потому что у вас есть непрерывная подача проволоки, и вам не нужно менять отработанные электроды.
Метод сварки MIG получил широкое распространение в промышленности, когда производителям потребовался быстрый метод сварки.
СваркаMIG – это, безусловно, самый простой способ научиться сваривать благодаря своей простоте. Помимо подгонки и подготовки металла, вы действительно готовы приступить к сварке с помощью сварочного аппарата MIG прямо из коробки.
Сварка TIG (процесс Cadillac)
Сварка TIG (вольфрам в инертном газе) – это Cadillac сварочных процессов. Вы можете получить самые красивые сварные швы, используя сварочный аппарат TIG.
TIG – это чрезвычайно точный сварочный процесс. Вы можете сваривать вместе очень тонкие металлы, например, 2 коксовые банки или 2 бритвенных лезвия, с помощью TIG.Вы можете успешно сваривать очень тонкие металлы с очень толстыми, потому что сварка TIG не нагревает большую площадь детали.
Для сваркиTIG используется горелка с твердым вольфрамовым электродом, в защитном газе аргон и присадочный стержень, который погружается в сварочную ванну.
TIG очень похож на кислородно-ацетиленовую сварку, поскольку в обоих случаях используется присадочный пруток для погружения в сварочную ванну. Однако с помощью TIG вы можете сваривать сталь, нержавеющую сталь, алюминий, титан, магний и многое другое.
TIG использует ножную педаль для управления нагревом горелки.Вы продвигаетесь вперед, чтобы получить больше тепла, и отталкиваетесь, чтобы уменьшить тепло. В процессе сварки TIG в горелке выделяется много тепла, и поэтому производители делают сварочные аппараты TIG со встроенной системой водяного охлаждения.
TIG – это продвинутый процесс сварки, позволяющий научиться сваривать, от которого вы, вероятно, не захотите отказаться, пока не освоите процессы MIG и дуговой сварки.
4 типа сварочных процессов
Если вы хотите научиться сварке, а также ищете самый простой способ сварки…
Если вы хотите сократить время обучения сварке…
ИЛИ, если вы хотите узнать, почему некоторые сварочные процессы могут заставить новичка в отчаянии бросить своего сварщика об стену, то я собираюсь раскрыть правду о том, какой процесс сварки легче всего изучить для начинающих. .
Четыре основных процесса сварки
- Кислородно-ацетиленовый (газовая сварка)
- Дуговая сварка (также известная как ручная сварка)
- Сварка МИГ
- Сварка TIG
Если вы новичок, то выбор неправильного процесса сварки может означать разницу между тем, что вы наслаждаетесь этим как хобби, или просто разочарованы.
Сварка может занимать очень много времени и быть трудной, если все сделано неправильно.
Давайте кратко поговорим о каждом процессе, а затем я расскажу о самом простом процессе, с которого вы можете начать.
Сварочный процесс №1: Кислородно-ацетиленовая сваркаВ этом процессе сварки используются 2 баллона газа, смешанные вместе в горелке, а затем воспламеняемые до очень горячего пламени. Чаще всего это ацетилен, смешанный с кислородом, но иногда это пропан, смешанный с кислородом.
В любом случае топливный газ всегда смешивается с кислородом для достижения высокой температуры, необходимой для плавления стали.
Температура пламени кислородно-ацетиленового пламени около 6 632 ℉. Это чертовски жарко!
Пламя используется для нагрева металла до образования сварочной лужи.На этом этапе вы перемещаете лужу, изменяя направление движения горелки, одновременно погружая присадочный стержень.
Присадочный стержень – это просто металлический стержень, погруженный в сварочную ванну, который становится сварным валиком.
Такая кислородно-топливная установка очень универсальна. Вы можете не только сваривать сталь, алюминий, медь, нержавеющую сталь и многое другое…
Вы также можете использовать его как резак, чтобы гнуть металл и даже паять его (когда вы соединяете 2 куска металла вместе с бронзовым присадочным металлом).
При использовании кислородно-топливной установки важно носить защитные очки 5. При резке или сварке вы будете слышать «треск фонаря» или летящие куски металла. Вы же не хотите, чтобы один из них попал вам в глаза.
Но какой бы универсальной ни была установка кислородного топлива, это очень медленный и неуклюжий процесс, позволяющий эффективно выполнять сварку. Другими словами, на укладку сварного шва уходит много времени, а еще больше – на то, чтобы получить хороший результат.
Если вы сначала изучите этот процесс (как это делают во многих сварочных школах), это позволит вам научиться управлять расплавленной сварочной лужей, в этом нет необходимости.
Этот процесс сварки потерял популярность с появлением электричества, но он широко использовался в середине 1800-х годов вплоть до начала 20-го века.
Процесс сварки № 2: Дуговая сваркаДуговая сварка также известна как сварка штучной сваркой. Это был первый изобретенный процесс электросварки, который широко используется до сих пор.
Образ сварщика штанги – это, вероятно, то, о чем вы думаете сегодня, когда представляете, как кто-то сваривает.
К жалу прикреплен длинный электрод (стержень), который пропускает электрический ток через электрод, вызывая короткое замыкание на заготовке.
Сваривать можно практически любой металл и даже резать с помощью дуговой сварки.
Видите ли, вы можете купить электроды из любого металла, который хотите сваривать. Итак, если у вас есть алюминиевая лодка, которую вы хотите сварить, просто купите алюминиевые электроды. То же для низкоуглеродистой стали, нержавеющей стали и т. Д.
Сварка палкой известна своей способностью проникать глубоко в металл.Поэтому его часто используют при сварке на судостроительных верфях, в котельных и других областях, где требуется максимально глубокое проплавление сварного шва.
Штучные электроды, используемые при дуговой сварке, фактически выгорают по длине во время сварки. Вот почему их называют расходными материалами. И когда вы смотрите на готовый сварной шов, вы видите валик сварного шва, который на самом деле сгорел, образовав валик.
Однако это означает, что вам придется довольно часто останавливаться, чтобы выбросить старый электрод и добавить новый.
Попытка освоить сварку штангой для новичка может быть довольно неприятной. Еще одна причина, по которой это называется сваркой электродом, заключается в том, что электрод часто прилипает к металлу при зажигании дуги. Это может быть неприятно, если не сказать больше.
Нередко тратят хотя бы первые 30 минут или час, просто узнавая, как начать работу с нуля.
Электродыимеют флюсовое покрытие на внешней стороне стержня. Это покрытие абсолютно необходимо, и без него ваши сварные швы будут очень слабыми.Это связано с тем, что для того, чтобы сварной шов был твердым на всем протяжении, вы должны не допускать попадания атмосферных газов в лужу.
В противном случае газы, такие как азот и кислород, будут «загрязнять» сварной шов, вызывая небольшие проколы. Итак, мы используем покрытие из флюса, которое создает продувку этих газов на сварном шве. Это помогает поддерживать надлежащий сварной шов.
Сварочный процесс № 3: Сварка MIGЕсли вы новичок в сварке, сварка MIG – это, без сомнения, процесс, который поможет вам быстро и плавно приступить к работе.
При MIG (также известной как GMAW Welding) электрод приходит на катушке с непрерывно подаваемой проволокой, а не на «стержне».
А с MIG у вас есть ручной пистолет. Вы просто нажимаете на спусковой крючок, и машина начинает подавать проволоку. По сути, это бесконечный запас сварочной проволоки, поскольку вам не нужно слишком часто менять катушку с проволокой. По крайней мере, не для домашнего любителя или воина на выходных.
У вас есть 2 варианта использования сварочного аппарата MIG.
Можно выбрать сварку проволокой с флюсовым сердечником или сплошной проволокой.Если вы используете проволоку с флюсовым сердечником, флюс (защитный агент) находится внутри проволоки. В отличие от сварки штучной сваркой.
Но если вы используете сплошной провод, вам необходимо использовать защитный газ. Обычно вы используете газ C25, который представляет собой комбинацию 25% углекислого газа и 75% аргона. Этот защитный газ выполняет то же действие, что и флюс. Он очищает зону сварки от кислорода или азота, которые могут загрязнить сварной шов.
Будьте осторожны, если вы новичок в покупке сварочного аппарата MIG. Я рекомендую купить тот, у которого есть возможность использовать его с газом и с сердечником из флюса.Некоторые предлагают только вариант сердечника из флюса. Вы будете разочарованы, если пойдете по этому пути.
С помощью сварочного аппарата MIG можно сварить практически любой металл. Сварка алюминия требует использования пистолета с алюминиевой катушкой.
Правильно настроив сварочный аппарат MIG, вы сможете каждый раз создавать прочные и гладкие сварные швы. Настройка сварочного аппарата MIG (т. Е. Правильная установка скорости подачи проволоки и напряжения) приведет к повреждению сварных швов.
Многие новички делают сварные швы, которые выглядят как птичий помет, просто потому, что они неправильно сделали эту деталь.Но как только он настроен и настроен, вы просто нажимаете на спусковой крючок и начинаете сварку.
Однако я немного упростил это.
Для успешного обучения сварке с помощью сварочного аппарата MIG вам необходимо освоить не только сварку в плоском положении, но также горизонтальные, вертикальные и потолочные сварные швы. Кроме того, необходимо освоить сварочные швы.
Не начинайте проект, пока не сделаете это. Вам нужно будет уметь сваривать угловые соединения, соединения внахлест, угловые соединения, тавровые соединения и многое другое.Поверьте, вы можете потерять кучу денег, начав проект слишком рано, прежде чем вы действительно поймете, что делаете.
Я обучаю всем этим методам сварки MIG и многому другому в моем курсе «90 Minute MIG Mastery».
Если вам нужен самый простой, легкий и увлекательный способ научиться сварке, начните со сварщика MIG. Обещаю, ты не пожалеешь об этом.
Сварочный процесс №4: Сварка TIGСварка TIG – это сложный сварочный процесс, которому можно научиться дома.
Используется в основном в промышленности, где сварные швы должны быть очень точными. Я называю сварку TIG кадиллаком сварочных процессов. Если вы когда-нибудь видели безупречный сварной шов, похожий на упавшую стопку монет, это, вероятно, TIG.
TIG очень точен. Хотя сварка 2 банок из-под соды вместе с помощью сварочного аппарата, несомненно, приведет к разрушению банок, нагрев можно отрегулировать, чтобы вы могли сварить это с помощью TIG.
Вы можете даже сварить 2 бритвенных лезвия TIG вместе, это настолько точно.
Персональные аппараты TIG будут работать больше, чем аппараты MIG или Stick. $ 1000 +.
Видите ли, TIG можно сравнить с кислородно-ацетиленовой сваркой, поскольку у вас есть нагревательная горелка и погружной стержень. Итак, это 2 руки.
Разница в том, что при сварке TIG металл нагревается электрической дугой, погружая присадочный стержень. И то, что сварка TIG настолько чиста и точна, заключается в том, что в ней не используется процесс сварки коротким замыканием.
То есть искры не везде летают.Только вы, тепло горелки и присадочный стержень. Для увеличения напряжения есть педали ножного управления, так что это будет непросто, поэтому новичкам не рекомендуется изучать этот способ сварки.
Как и при сварке MIG, при сварке TIG необходимо использовать защитный газ. Расплавленную сварочную ванну всегда необходимо защищать.
Если вы новичок, как я уже сказал, я рекомендую начать со сварочного аппарата MIG. Если вы хотите узнать больше о сварке MIG или просто хотите, чтобы инструктор взял вас за руку и раскрыл все пошаговые секреты мастерства сварки MIG, ознакомьтесь с 90 Minute MIG Mastery.
Безопасность дуговой сварки для инструкторов и руководителей
Цель: Использование безопасных методов дуговой сварки.
| Записка инструктора При сварке важно соблюдать меры предосторожности. Сварка сопряжена с множеством опасностей. Для этого модуля:
|
Фон
Дуговая сварка включает дуговую сварку в защитных газах, в среде защитного газа и контактную сварку. Оборудование для дуговой сварки различается по размеру и типу, поэтому важно прочитать рекомендации производителя и следовать им.
Общие правила техники безопасности при дуговой сварке
- Прочтите все предупреждающие таблички и инструкции по эксплуатации, особенно если вы впервые используете оборудование.
- Правильная защита глаз обязательна.
- Перед началом любой сварки произведите полную проверку сварочного аппарата.
- Устраните все потенциальные опасности возгорания в зоне сварки.
- Всегда имейте при себе огнетушитель.
- Оборудовать сварочные аппараты выключателями питания для быстрого отключения.
- Отключите питание машины перед ремонтом.
- Важно правильно заземлить сварочные аппараты.
- Держатели электродов нельзя использовать, если они имеют:
- Ослабленные кабельные соединения
- Неисправные губки
- Плохая изоляция
- Удалите стержни, когда работа будет закончена.
- Не зажигайте дугу, если поблизости находится кто-то без надлежащей защиты глаз.
Средства индивидуальной защиты
- Инфракрасное излучение может обжечь сетчатку. Это также может вызвать катаракту. Защитите глаза и лицо правильно подобранным сварочным шлемом с фильтрующей пластиной соответствующего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью такой защитной одежды, как:
- Шерстяная одежда
- Огнестойкая куртка
- Фартук огнестойкий
- Перчатки
- Правильно подобранная одежда – не потертая и не изношенная
- Рубашки с длинным рукавом
- Брюки прямого кроя, закрывающие обувь
- Огнестойкая накидка или наплечные чехлы для работы над головой
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Следите за тем, чтобы на одежде не было жира и масла.
Правильная вентиляция
Иногда рабочие проводят сварку в ограниченном пространстве с препятствиями для движения воздуха. Убедитесь, что имеется соответствующая вентиляция. Естественные сквозняки, вентиляторы и расположение головы могут помочь избежать попадания дыма на лицо сварщика.
Когда достаточно естественной вентиляции?
- Если в помещении или в зоне сварки на каждого сварщика имеется не менее 10 000 кубических футов.
- Если высота потолка не менее 16 футов.
- Если перегородки, оборудование или другие структурные барьеры не блокируют поперечную вентиляцию.
- Если сварка не производится в замкнутом пространстве.
Если не соблюдаются требования к естественной вентиляции, необходимо механически проветрить территорию. Вентиляция должна выпускать не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением:
- Где используются местные вытяжные шкафы или кабины.
- Где используются воздушные респираторы.
Как избежать поражения электрическим током
Поражение электрическим током может убить.Для предотвращения поражения электрическим током:
- Используйте хорошо изолированные держатели электродов и кабели.
- Электрододержатель или жало должно быть в хорошем состоянии, без трещин или отсутствующей изоляции.
- Ни в коем случае не оставляйте сварочный электрод в держателе электрода или жале, когда не работаете.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Надевайте сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварщика от земли с помощью сухой изоляции, такой как резиновый коврик или сухие деревянные доски.
- Заземляющие рамы сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или мокрыми перчатками.
Просмотрите эти важные моменты
- Важное значение имеют надлежащие средства индивидуальной защиты.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, зону сварки следует проветрить механически.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
Об этих модулях
В состав группы авторов учебных модулей в серии учебных курсов по ландшафту и садоводству входят Ди Джепсен, директор программы по безопасности и охране здоровья в сельском хозяйстве, Расширение Университета штата Огайо; Майкл Вонакотт, специалист-исследователь, профессиональное образование; Питер Линг, специалист по теплицам; и Томас Бин, специалист по безопасности сельского хозяйства. Модули были разработаны при финансовой поддержке Управления по охране труда, США.S. Министерство труда, номер гранта 46E3-HT09.
Любые мнения, выводы, выводы или рекомендации, выраженные в этой публикации, принадлежат авторам и не обязательно отражают точку зрения Министерства сельского хозяйства США или Министерства труда США.
Ключ ответа
1. Т
2. Т
3. F
4. F
5. Т
Тест: Безопасность дуговой сварки
Имя ____________________________________
Верно или нет?1.Все источники возгорания должны быть удалены из зоны сварки. Т Ф
2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. Т Ф
3. Защита глаз не всегда нужна. Т Ф
4. Допускается использование держателей электродов при неплотных кабельных соединениях. Т Ф
5. Электроды нельзя заменять голыми руками или влажными перчатками. Т Ф
Дуговая сварка защищенного металла (SMAW)
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Методология исследования: OnePoll опросил 2000 американцев в возрасте от 18 до 35 лет в Калифорнии, Аризоне, Техасе, Иллинойсе, Флориде, Северной Каролине, Нью-Джерси и Пенсильвании в октябре 2020 года. 2 Проводятся оплачиваемые производителем программы повышения квалификации UTI от имени производителей, определяющих критерии и условия приемки. Эти программы не являются частью аккредитации UTI.UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации о долги за образование, заработки и показатели завершения студентов, которые посещали эту программу, см. на сайте www.uti.edu/disclosures.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики – 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям – 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрении работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки.Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за службу» доступен всем ветеранам, имеющим право на участие, на всех кампусах.Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, сервисный писатель, смог. инспектор и менеджер по запчастям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября). 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетс, составляет от 31 360 до 34 590 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата квалифицированных дизельных техников в Северной Каролине составляет около 50%, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная годовая средняя зарплата механиков мотоциклов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов (данные по Массачусетсу, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата составляет 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетса. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператора ЧПУ, ученика. слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, США). 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, по состоянию на 8 сентября 2020 года. Прогнозируемое среднее количество вакансий в год, Классификация должностей: Автомеханики и механики – 61 700 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Предполагаемое среднее количество рабочих мест в год. вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики – 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
43) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество годовых вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
48) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации об образовательном долге, доходах и показателях завершения студентов кто посетил эту программу, посетите www.uti.edu/disclosures.
Универсальный технический институт штата Иллинойс, Inc.утвержден Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
.