Как варить сварочным инвертором: нюансы процесса
Автор На чтение 8 мин Просмотров 507 Опубликовано
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.
Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Содержание
- Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
- Как правильно сваривать металл инвертором?
- Как контролировать дуговой промежуток?
- Как сделать сварочный шов инвертором правильно?
- Что нужно знать о прямой и обратной полярности?
- Как варить инвертором листы металла небольшой толщины?
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Перед выполнением сварки рекомендуется поставить в помещение ведро с водой. Понадобится подготовить рабочее место и все элементы, которые планируется сваривать.
Понадобится подготовить рабочее место и все элементы, которые планируется сваривать.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?
Процесс возникновения дуги и схема горения.Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро.
Далее подключается клемма массы к основанию, которое сваривается.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?
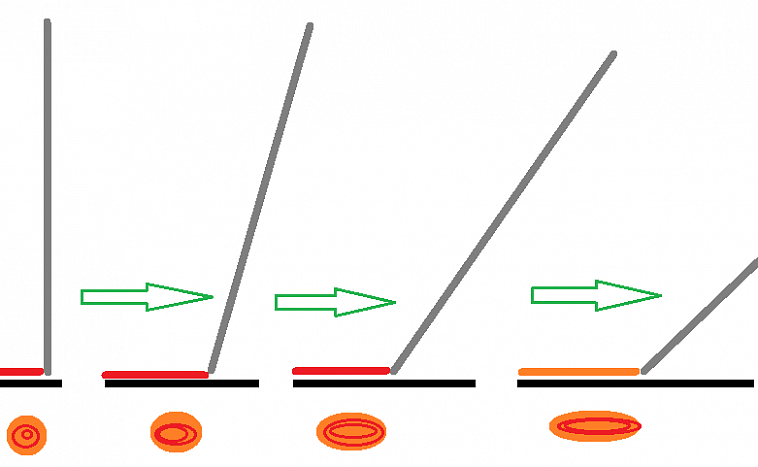
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?
Рисунок 2. Прямая полярность создает узкую и глубокую зону расплавления.
Прямая полярность создает узкую и глубокую зону расплавления.Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.

Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Вернуться к оглавлению
Что нужно знать о прямой и обратной полярности?
Рисунок 3. При обратной полярности зона расплавления будет широкой и не глубокой.В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой. Визуально процесс можно увидеть на рис. 2.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается. Визуально процесс можно увидеть на рис. 3.
Вернуться к оглавлению
Как варить инвертором листы металла небольшой толщины?
Стоит обратить внимание на полярность электродов. Во время сварки постоянным током будут отрицательный и положительный заряд. Прежде всего понадобится определить, какой заряд в какое место нужно подключать. Исходить нужно из того, что положительный заряд, удерживая материал, который сваривается, сможет нагреться больше. Чаще всего обратная полярность в процессе сварки используется тогда, когда нужно варить сварочным инвертором металл небольшой толщины, который можно легко прожечь. Следовательно, важно позаботиться об установке обратной полярности и подходящей силы тока. Электроды для сварки тонких листов металла нужно подключать «плюсом» к дуге устройства, а «минусом» — к листу металла.
Исходить нужно из того, что положительный заряд, удерживая материал, который сваривается, сможет нагреться больше. Чаще всего обратная полярность в процессе сварки используется тогда, когда нужно варить сварочным инвертором металл небольшой толщины, который можно легко прожечь. Следовательно, важно позаботиться об установке обратной полярности и подходящей силы тока. Электроды для сварки тонких листов металла нужно подключать «плюсом» к дуге устройства, а «минусом» — к листу металла.
https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Если нужно сделать так, чтобы шов сварки на листе металла получился предельно качественным, при этом на листах не было дыр, понадобится следить за тем, чтобы шов был виден в процессе выполнения сварки. Имеется в виду, что угол наклона электрода по отношению к детали должен быть приблизительно 30°. Электрод надо будет разместить как можно ближе к свариваемому металлу. После этого нужно подождать, пока не начнет образовываться пятно красного цвета, под которым появится капля металла, способная соединить между собой свариваемые листы.
В процессе медленного передвижения электрода по основанию листов из металла образовавшиеся капли будут соединять между собой заготовки, в результате чего получится шов сварки.
Места швов сварки по окончании работ нужно тщательно зачищать специальной щеткой по металлу, чтобы получить качественное изделие.
https://moyakovka.ru/youtu.be/APbB12bjRzM
Если ознакомиться со всеми нюансами и четко соблюдать последовательность действий, можно будет сваривать металл качественно.
Как правильно варить сварочным инвертором
Чтобы правильно и с полной отдачей (максимальным КПД) эксплуатировать любой сварочный аппарат, необходимо, хотя бы в самых общих чертах, знать его принцип действия. Вот с этого мы и начнём.
- Источники тока для электрической сварки. Почему выбираем инвертор
- Преимущества сварочного инвертора
- Техника безопасности
- Мероприятия по ТБ до начала работ
- ТБ при выполнении сварки
- Как выбрать сварочные электроды
- Первые шаги или с чего начать
- Небольшое видео, где дилетант-самоучка делится опытом с новичками:
- Сварочный валик
- Пошаговая инструкция по выполнению сварки
- Какую помощь в сварке оказывают встроенные автоматические системы
Источники тока для электрической сварки.
 Почему выбираем инвертор
Почему выбираем инверторДля осуществления электрической сварки применяется один из трёх видов источников электропитания:
- сварочный трансформатор;
- сварочный выпрямитель;
- инвертор.
Их сравнительные характеристики мы рассматривали в статье «Как качественно и дёшево осуществить ремонт сварочного инвертора». Рекомендуем начать знакомство с темой сварочных инверторов, прочитав эту статью.
Из этой статьи вы узнаете, что самым удобным и продуктивным является инвертор. Для иллюстрации этого вывода, мы приводим описание популярного среди не только начинающих, но и опытных сварщиков сварочного инверторного аппарата «WESTER MMA160H».
Преимущества сварочного инвертора
Преимуществами сварочного инвертора являются:
- незначительный вес. Общая масса стандартного сварочного инвертора в полной комплектации равна, примерно, 6…7 кг. Это позволяет брать с собой сварочный аппарат, практически, всюду;
- небольшой размер;
- возможность плавной регулировки сварочного тока;
- быстродействие;
- высокая производительность.


По этой причине, опытные сварщики рекомендуют новичкам начинать осваивать сварочное дело именно с инвертора. На рынке представлено множество недорогих моделей, которые не ударят по вашему бюджету и не займут много места в домашней мастерской.
Из статьи «Как качественно и дёшево осуществить ремонт сварочного инвертора» вы узнали, что комфортная эксплуатация сварочного аппарата обеспечивается его высокой сложностью. Там же даётся краткое описание сварочного инвертора. Поэтому, мы не будем повторяться и приведём, лишь, иллюстрацию его компоновки.
Компоновка сварочного инвертора.
Техника безопасности
Эту статью будут читать не только мастера-сварщики, а и начинающие любители этого увлекательного технологического процесса. Поэтому, начнём с рассказа (для мастеров – это необходимое напоминание) о необходимости соблюдения правил «Техники безопасности» (далее — ТБ).
Правильнее, наверное, говорить «техника без опасности», то есть, как избежать эти самые «опасности» при общении со сварочной техникой. А опасностей при выполнении сварочных работ великое множество:
А опасностей при выполнении сварочных работ великое множество:
- можно обжечься брызгами расплавленного металла;
- в атмосферу при сварке выделяются различные токсичные вещества;
- имеется риск поражения электрическим током;
Мероприятия по ТБ до начала работ
До начала сварки нужно уделить должное внимание:
- подготовке защитной экипировки. Сварщик должен быть облачён в специальную одежду, которая защитит его от капель расплавленного металла и непредвиденных контактов с окружающими предметами;
- оборудованию рабочего места. С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;
- проверке исправности всей сварочной техники. Необходимо проверить исправность сварочного инвертора и нагрузочных автоматов на распределительном щите электропитания, состояние электрической изоляции на всех проводах, состояние подключения к заземляющему контуру токопроводящих поверхностей (сечение проводов и их целостность, качество электрических контактов и т. п.).
 п.).
п.).На нашем сайте уделено много внимания одному из важнейших компонентов экипировки сварщика — защитным сварочным маскам:
Сварочная маска с постоянно затемнённым стеклом «QUATTRO ELEMENTI LAMBDA».
- обычным с постоянно затемнённым стеклом ;
Сварочная маска со светофильтром «Хамелеон» «FOXWELD Lord».
- с автоматически самозатемняющимся светофильтром «Хамелеон»;;
Сварочная маска «SVAR AS-4001F» с блоком подачи воздуха «P-1000».
- с защитой органов дыхания.
Рекомендуем ознакомиться с имеющимся материалом. Необходимую вам сварочную маску на сайте можно очень просто найти, используя опцию «Поиск по сайту» на указанных ссылках.
ТБ при выполнении сварки
Большим преимуществом современных инверторов является их безопасность. Все компоненты и проводка размещены в герметичном пластмассовом коробе. Такое конструктивное решение существенно сокращает риск поражения электрическим током.
В комплекте любого инвертора имеется «Инструкция по эксплуатации». Её нужно внимательно изучить и неукоснительно выполнять. В этой «Инструкции по эксплуатации» предельно понятным языком, чтобы даже у новичка не возникло никаких вопросов, изложены «Правила ТБ» при выполнении сварочных работ. Кроме того, даются рекомендации по поведению в форс-мажорных ситуациях. В конце руководства, обычно, дается краткое описание первой медицинской помощи при различных повреждениях и травмах. Что бы эти описания по оказанию первой помощи ни пригодились, при выполнении сварочных работ необходимо выполнять ряд несложных, но очень важных правил:
- категорически запрещается производить сварочные работы под дождем. Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;
- электротехническое оборудование должно быть в исправном состоянии;
- сварочные работы можно производить исключительно при наличии сварочной маски (щитка) и специальной робы с перчатками. Эта экипировка защищает роговицы глаз от ожогов, голову — от травм и не оставляет незакрытых участков кожи. Одежда должна быть из толстого брезента или аналогичного материала. Сварочная маска должна иметь соответствующий типу сварки светофильтр;
- рабочее место должно быть оборудовано первичными средствами пожаротушения:
- углекислотный огнетушитель;
- брезентовое одеяло и т. д.
 Эта экипировка защищает роговицы глаз от ожогов, голову — от травм и не оставляет незакрытых участков кожи. Одежда должна быть из толстого брезента или аналогичного материала. Сварочная маска должна иметь соответствующий типу сварки светофильтр;
Эта экипировка защищает роговицы глаз от ожогов, голову — от травм и не оставляет незакрытых участков кожи. Одежда должна быть из толстого брезента или аналогичного материала. Сварочная маска должна иметь соответствующий типу сварки светофильтр;Как выбрать сварочные электроды
Для сварки металла используются плавящиеся электроды. Диаметр электрода и силу сварочного тока выбираем в соответствии с таблицей, которая имеется в «Руководстве по эксплуатации». Марку электродов выбираем в зависимости от свариваемых материалов или универсальную (например, сварочные электроды «ОК 46.00»).
Опытные сварщики знают, какие электроды и в каких случаях следует использовать. Новичкам рекомендуем в начале работы применять электроды, выпускаемые в форме твердых стержней и имеющих специальное плавящееся покрытие. С ними можно быстрее научиться варить металл инвертором и создавать ровные четкие линии сварочных швов. В частности, новичкам порекомендуем использовать электроды диаметром Ø 3 мм. Более толстые электроды требуют сварочного оборудования более высокой мощности и определённого опыта. Сварку тонколистового металла лучше осуществлять, применяя электроды диаметром Ø 2 мм. Без отсутствия опыта не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Дело в том, что залежавшиеся электроды, очень вероятно, окажутся отсыревшими и от них не будет никакого толка (их нужно уметь прокаливать).
В частности, новичкам порекомендуем использовать электроды диаметром Ø 3 мм. Более толстые электроды требуют сварочного оборудования более высокой мощности и определённого опыта. Сварку тонколистового металла лучше осуществлять, применяя электроды диаметром Ø 2 мм. Без отсутствия опыта не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Дело в том, что залежавшиеся электроды, очень вероятно, окажутся отсыревшими и от них не будет никакого толка (их нужно уметь прокаливать).
Сварочные электроды рекомендуется закупать непосредственно перед началом работ.
Первые шаги или с чего начать
Перед включением сварочного инвертора в электросеть следует обязательно уточнить её (этой самой электросети) технические возможности, то есть, сможет ли она обеспечить необходимую для аппарата электрическую мощность. Это позволит вам предотвратить перегрев электропроводки, короткое замыкание и пожар.
При планировании работы обязательно обратите внимание на такой электрический параметр сварочного инвертора, как предельное время работы на полной мощности. В «Руководстве по эксплуатации» этот параметр обозначается как «Продолжительность включения» (далее — «ПВ») и указывается в процентах. Как это понимать? Рабочее время делиться на промежутки (традиционно, каждый промежуток равен 10 минутам. Если он отличается от этого значения, то указывается в «Руководстве по эксплуатации»). Например, в «Руководстве» указано, что ПВ для сварочного аппарата равен 70%. Это означает, что 70% запланированного временного промежутка инвертор сможет работать с полной нагрузкой, оставшиеся же 30% — ему нужно оставить на отдых (технологический перерыв). Иными словами, на максимальном сварочном токе 7 минут варим и 3 минуты остываем. Если сварка производится не на предельном сварочном токе, то время сварки может быть увеличено (значения указаны в таблицах или в виде графиков. Режим возможен, вплоть, до сварки без технологических перерывов). Нарушение этого требования приведёт к перегреву и выходу из строя сварочного инвертора.
В «Руководстве по эксплуатации» этот параметр обозначается как «Продолжительность включения» (далее — «ПВ») и указывается в процентах. Как это понимать? Рабочее время делиться на промежутки (традиционно, каждый промежуток равен 10 минутам. Если он отличается от этого значения, то указывается в «Руководстве по эксплуатации»). Например, в «Руководстве» указано, что ПВ для сварочного аппарата равен 70%. Это означает, что 70% запланированного временного промежутка инвертор сможет работать с полной нагрузкой, оставшиеся же 30% — ему нужно оставить на отдых (технологический перерыв). Иными словами, на максимальном сварочном токе 7 минут варим и 3 минуты остываем. Если сварка производится не на предельном сварочном токе, то время сварки может быть увеличено (значения указаны в таблицах или в виде графиков. Режим возможен, вплоть, до сварки без технологических перерывов). Нарушение этого требования приведёт к перегреву и выходу из строя сварочного инвертора.
Первые шаги в инверторной сварке следует начинать на плоской поверхности. Рекомендуем осваивать процесс сварки в следующей последовательности:
Рекомендуем осваивать процесс сварки в следующей последовательности:
- учимся правильно выбирать сварочный ток. При этом следует иметь в виду, что:
- недостаточный сварочный ток не позволит поддерживать постоянную и достаточную дугу;
- чрезмерный ток вызовет прожиг металла;
- учимся вести электрод по заготовке. Сварочный стержень держите под углом 70…75° к поверхности и на расстоянии 3…5 мм от свариваемого металла. Старайтесь, чтобы это расстояние сохранялось по всей длине шва, так как в противном случае он будет иметь дефекты;
Запоминаем и выполняем правило: свариваемые поверхности обязательно очищаются от коррозии и других всевозможных загрязнений.
Для обучения сварке готовим ненужные изделия и разные металлические отходы, на которых будем осваивать правила расплавления металла. Переходим к созданию сварочного валика.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
 youtube.com/embed/21bfqnnTRpE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/21bfqnnTRpE?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Сварочный валик
Чтобы создать валики, придерживайтесь такой последовательности действий:
- вставьте сварочный электрод в держатель инвертора;
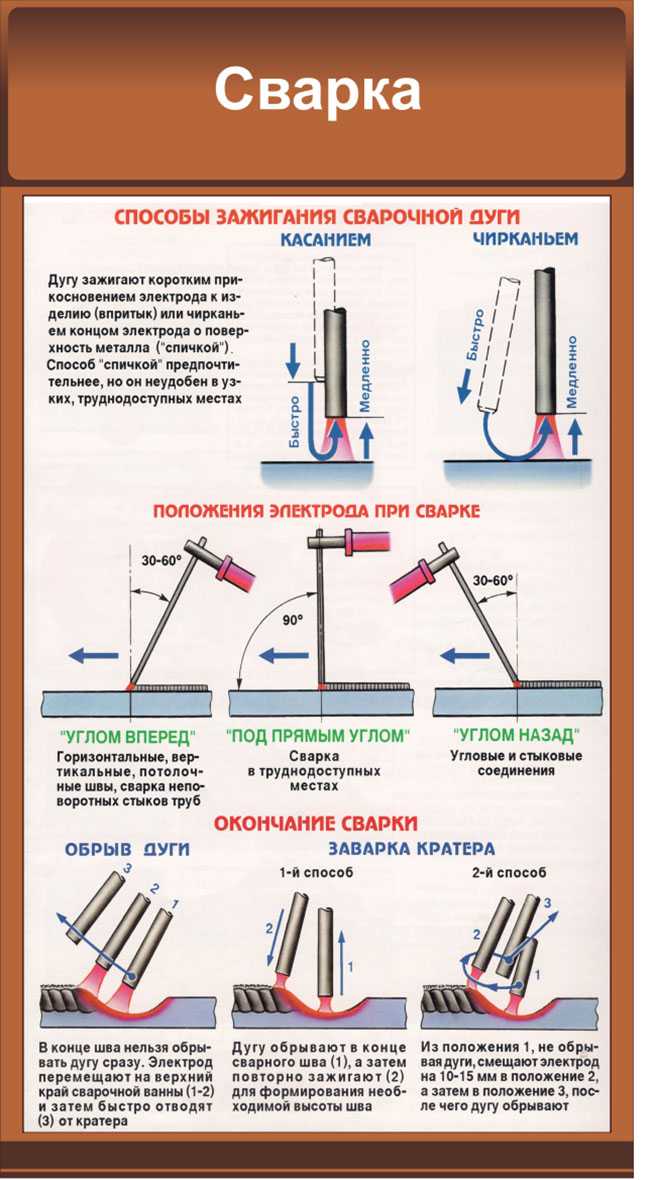
- сделайте поджиг сварочной дуги, чиркнув концом стержня по металлу (будто спичкой). Допускается несколько раз коснуться заготовки постукивающими движениями;
- после появления электрической дуги выдерживайте постоянное расстояние между обрабатываемым металлом и электродом: оно не должно выходить за пределы 3…5 мм. Не забывайте о том, что качество шва напрямую зависит от умения поддерживать это расстояние постоянным. Если расстояние будет меняться, то вы получите некачественный шов;
- стержень старайтесь держать, как сказано выше, под углом 70…75° к поверхности заготовки. Лучшим считается уклон в 70°;
- электрод пробуйте наклонять назад и вперед — выберите, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
 Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.На этом этапе вам необходимо научиться выбирать такую силу тока, чтобы обеспечивалось стабильное горение сварочной дуги. Уделите этому достаточно времени и подберите подходящие значения.
Пошаговая инструкция по выполнению сварки
Процесс сварки выполняется в следующей последовательности:
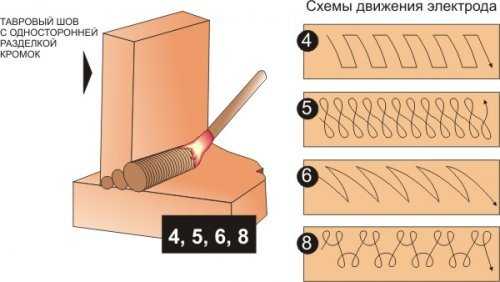
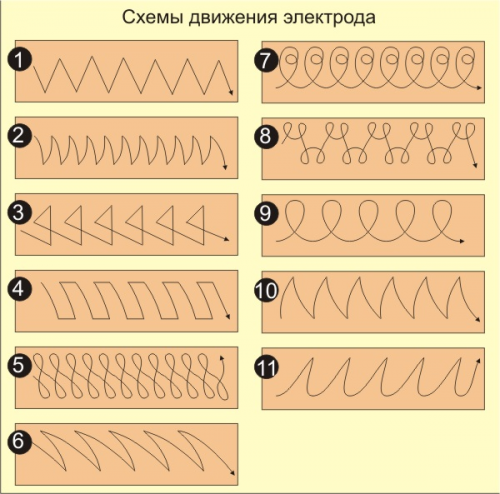
После успешного поджига, электрод необходимо, не спеша, вести вдоль стыка свариваемых металлов. Главное, чтобы все было сделано аккуратно. При сварке отдельных изделий, вполне возможно, вам будет необходимо совершать возвратно-поступательные движения. Впоследствии, получив необходимый опыт, вы сможете совершать движения электродом по траекториям, указанным на рисунке.
Направления движения электрода при сварке.
Сварите небольшой участок, выключите инвертор и оцените выполненную работу. Удалите сварочный шлак с помощью металлической щетки или молотка. Если всё вас устраивает, то на этом завершите работу.
В итоге, создан ваш первый сварочный шов. Вряд ли первые из них будут идеальными. Чтобы получать швы высокого качества, нужен большой опыт. С течением времени вы освоите эту интересную работу и сможете выполнять идеальные сварочные швы между разными металлами и в любых пространственных положениях.
Узнать больше:
- Сварочные швы
- Техника выполнения сварочных швов
- Как варить вертикальный шов
Какую помощь в сварке оказывают встроенные автоматические системы
Успешной и плодотворной работе с современными инверторами способствуют встроенные в них автоматические системы, создающие дополнительные опции. К ним относятся:
Эксплуатация инвертора с такими опциями позволит существенно облегчить работу, как профессионального сварщика, так и сгладить типичные ошибки новичка. Это позволяет создавать приближенные к идеалу сварочные швы.
В заключение, предлагаем вашему вниманию обучающий видеоролик. Желаем успехов!
 youtube.com/embed/NnaJTrs2qQA?rel=0&showinfo=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/NnaJTrs2qQA?rel=0&showinfo=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”>
Много материалов по обучению сварке в разделе: «Как варить«.
Что лучше? (За и против)
Сварка электродом и сварка МИГ являются двумя наиболее часто используемыми процессами, и новички могут освоить их оба.
Основное различие между сваркой MIG и дуговой сваркой заключается в электроде, который они используют для создания дуги, и в защитном газе. MIG использует расходуемую сплошную проволоку, которая подается машиной, и отдельный защитный газ, в то время как при сварке стержнем используется электрод с покрытием, который горит для создания собственного защитного газа.
Это простое объяснение, но есть и более сложные различия, которые мы рассмотрим ниже.
Но прежде чем мы это сделаем, вот краткий обзор суммированных различий…
Краткий обзор MIG и Stick
| МИГ | Палка | |
|---|---|---|
| Запуск дуги, простота использования | ✅ Нажать на курок и приварить | ⛔ Запуск с нуля, электрод может прилипнуть |
| Кривая настройки/обучения | ⛔ Умеренный | ✅ Низкий |
| Стоимость | ⛔ $$ | ✅ | $
| Подготовка поверхности | ⛔ Ярко-белый металл лучше всего | ✅ Справляется с краской, ржавчиной и грязью |
| Ветер | ⛔ Менее 5 миль в час | ✅ До 35 миль в час |
| После очистки | ✅ Очень мало | ⛔ Очистка от шлака и брызг |
| Тонкий материал | ✅ До 24 калибра. | ⛔ 1/8 или толще |
| Толстый материал | ⛔ Приемлемо при достаточной мощности | ✅ Хорошее проникновение, более 3/8 дюйма. толстая палочка – лучший выбор |
| Чугун | ⛔ Возможно, но более слабый шов | ✅ Лучшее проникновение, прочнее, чем MIG |
| Алюминий | ✅ Чистее, чем палочка | ⛔ Возможно, но сложнее |
| Рекомендуемые машины | Посмотреть сварочные аппараты MIG | Сварочные аппараты View Stick |
Если вы не знакомы с другими распространенными процессами (MIG, Flux-core и TIG), стоит потратить время на обзор этих широко используемых процессов сварки.
Основы сварки электродом
Официальное название электродуговой сварки электродом в среде защитного газа (SMAW). Он также известен как ручная дуговая сварка металлическим электродом, дуговая сварка с защитой от флюса или, неофициально, как сварка электродом.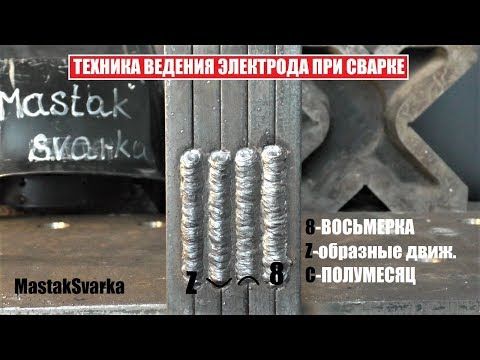 Это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом.
Это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом.
Сварочный стержень обычно имеет длину около 14 дюймов и удерживается в электрододержателе. Затем к изделию подключается заземляющий кабель для замыкания электрической цепи.
Когда электрод ударяется о заготовку, образуется дуга, и при сварке электродом расходуется электрод. Флюсовое покрытие обеспечивает защитный газовый экран расплавленной ванны, предотвращая загрязнение сварочного шва химически активными газами в воздухе.
Простота использования и небольшой срок обучения позволяют новичкам быстро освоить электродуговую сварку. Его часто считают самым простым и простым видом сварки.
Профи
- Простота установки и обучения
- Работает в ветреную погоду
- Лучшее проникновение хорошо справляется с толстым материалом
- Доступный
- Стойкость к краске, ржавчине и грязи
- Колодец сварной чугунный
- Портативный
Минусы
- Образует шлак и брызги, требующие очистки
- Запуск с нуля, электроды могут прилипнуть
- Алюминиевые сварные швы возможны, но больше разбрызгивается, а стержни трудно хранить
- Не работает на заготовке менее 1/8 дюйма.

Основы сварки MIG
Сварка в среде инертного газа («MIG») относится к семейству дуговой сварки металлическим электродом в среде защитного газа («GMAW»). Когда используется активный защитный газ, это называется сваркой металлическим активным газом («MAG»). Но MAG это для другого обсуждения.
Сплошной проволочный электрод подается с катушки с проволокой на специализированный «пистолет». Защитный газ, подаваемый из баллона с газом, также подается к орудию. Дуга, образующаяся между электродной проволокой и основным металлом, позволяет выполнять сварку MIG, а проволока расходуется по мере ее подачи в сварочную ванну.
Настройка немного сложнее по сравнению со сваркой электродами, но сварка МИГ проста в освоении и использовании, хотя она и не так проста, как сварка электродами.
Pros
- Простой в использовании, нажмите на курок и сварите
- Без шлака, меньше брызг, чище, чем палочка
- Ручки из тонкого металла
- Меньше времени на установку катушек с проволокой по сравнению со стержневыми электродами
- Производит гораздо больше бусинок в час
- Может производить чистые, профессиональные сварные швы алюминия
- Имеет больше настроек, управление дугой
Минусы
- Немного сложнее настроить для сварки
- Дороже палки
- Требуется чистая, ярко-белая подготовка
- Ветер сдувает защитный газ, даже легкий ветерок может быть проблемой
- Не лучший выбор для чугуна
- Бензобак менее портативный, чем палка
Сходство сварки МИГ и сварки электродом
Сварка электродом и МИГ — это процессы дуговой сварки. Для защиты расплавленной сварочной ванны в каждую из них подается защитный газ, который покрывает и защищает сварочную ванну от атмосферных газов. Кроме того, оба способны производить качественные сварные швы.
Для защиты расплавленной сварочной ванны в каждую из них подается защитный газ, который покрывает и защищает сварочную ванну от атмосферных газов. Кроме того, оба способны производить качественные сварные швы.
Но сходство продолжается. В каждом из двух сварочных процессов используется расходуемый сварочный электрод, который необходимо постоянно пополнять. Кроме того, оба процесса сваривают мягкую и нержавеющую сталь, а также чугун и алюминий.
Итак, на базовом уровне они более похожи, чем некоторые могут подумать. Но по мере того, как вы углубляетесь в детали, начинают проявляться различия.
Отличия MIG и Stick
Экранирование
Различия экранирования между MIG и StickВо время сварки химически активные газы в воздухе реагируют с расплавленным металлом, например кислород и углекислый газ. Это приводит к дефектам сварки, и, конечно же, вы хотите избежать подобных проблем.
Сварочные аппараты MIG решают эту проблему, перекачивая инертный газ, например аргон, из баллона через провод до горелки MIG. Газ вытекает из вашей горелки и оседает на горячий металл. Одеяло из инертного газа задерживается достаточно долго, чтобы предотвратить дефекты, вызванные химически активными газами.
Газ вытекает из вашей горелки и оседает на горячий металл. Одеяло из инертного газа задерживается достаточно долго, чтобы предотвратить дефекты, вызванные химически активными газами.
При подаче газа из баллона сварочные аппараты MIG позволяют пользователям заменить защитный газ, и обычно используется смесь аргона и двуокиси углерода. Да, углекислый газ реактивен, но в безопасных небольших количествах смесь делает вашу дугу более стабильной и уменьшает разбрызгивание.
С другой стороны, электродуговые сварщики создают газ, используя специальный внешний слой флюса, нанесенный на электрод. Когда вы расходуете электрод, тепло также активирует флюс, который генерирует защитный газ, необходимый для защиты сварного шва.
Этот газ также частично содержится в шлаке, который также образуется из флюса. Таким образом, механизм защитного газа в аппарате для сварки электродом сильно отличается от «перекачиваемого» газа в аппарате MIG.
Подробнее о том, для чего используется флюс, читайте здесь.
Использование внутри помещений и вне помещений
На открытом воздухе в ветреный день горелка MIG не сможет удерживать защитный газ в сварочной ванне. Газ просто выдувается из горелки и не покрывает сварной шов.
Но при использовании электродуховой сварки экран дегазируется из-за флюса, реагирующего со сварочной ванной. Кроме того, флюс образует шлак, своего рода оболочку, которая помогает удерживать инертные газы на месте. Генерация газа таким образом лучше покрывает сварной шов в ветреную погоду со скоростью до 35 миль в час.
По этой причине сварка электродами имеет преимущество перед сваркой MIG в ветреную погоду. Даже небольшой ветерок создает проблемы для аппаратов MIG.
Но ваш сварочный аппарат MIG все еще можно использовать на открытом воздухе. Сварщики MIG могут использовать специальную порошковую проволоку. Центр металлической проволоки полый, и эта полость заполнена флюсом.
Таким образом, с некоторыми изменениями в настройках аппарата для сварки MIG, вы можете использовать аппарат для сварки MIG без газа и пользоваться преимуществами флюса, который позволяет выполнять сварку на одном дыхании. Но технически это не сварка MIG; это сварка с флюсовой проволокой и за пределами этого обсуждения.
Но технически это не сварка MIG; это сварка с флюсовой проволокой и за пределами этого обсуждения.
Дождь представляет опасность для сварщиков как при сварке MIG, так и при сварке электродом. Кроме того, это может повредить ваше оборудование, поэтому ни один из методов сварки не рекомендуется в дождливую или влажную погоду.
Портативность
Поскольку сварочным аппаратам MIG требуется баллон с защитным газом, они менее портативны. (Сварка порошковой проволокой с помощью вашего сварочного аппарата MIG сделает его более портативным. Но порошковая проволока по-прежнему подается с катушки в горелку, что немного сложнее, чем палка, и менее портативно.)
См. : MIG по сравнению со сваркой с флюсовым сердечником
Сварочные аппараты для сварки стержнями, как правило, являются простыми и более компактными. Если вы часто таскаете сварочный аппарат с места на место, вы обнаружите, что сварочный аппарат более портативный. После нескольких ходов разница может быть заметна. Для таких пользователей, как фермеры, работающие в поле, это может иметь большое значение.
Для таких пользователей, как фермеры, работающие в поле, это может иметь большое значение.
Качество сварки
Поскольку качество сварки зависит от знаний и техники (т. е. от пользователя), справедливо будет сказать, что и то, и другое может производить качественные сварные швы. Тем не менее, сварочные аппараты производят шлак и брызги, которые требуют очистки.
Таким образом, в целом считается, что сварочные аппараты MIG производят более чистые сварные швы, требующие меньшей очистки после сварки. Но это компенсируется объемом предварительной подготовки/очистки, необходимой при сварке MIG.
Но у аппаратов для сварки электродом лучше провар, и в некоторых ситуациях это может сделать сварные швы более прочными. Но об этом чуть позже.
Подготовка поверхности и швов
Сварочные аппараты для сварки электродом превосходят аппараты для сварки MIG, когда речь идет о грязном или ржавом металле. Они довольно щадящие, и вы можете получить прочные сварные швы с грязными деталями.
Сварщики MIG суетливы и нуждаются в чистой, ярко-белой поверхности; Грязь или другие загрязняющие вещества вызывают ослабление сварного шва при сварке MIG.
Простота использования
Оба процесса просты в использовании. Но поскольку проволока подается с катушки на горелку, необходимо настроить больше параметров, и требуется баллон с защитным газом; сварочный аппарат MIG немного сложнее в настройке. Кроме того, провод MIG может зацепиться и запутаться.
При использовании сварочного аппарата для сварки требуется меньше переменных и расходных материалов. Существует меньше настроек, о которых нужно беспокоиться, поэтому настройка проще.
Но если вам нужна высокая производительность, лучшим выбором будет сварочный аппарат MIG, так как катушку с проволокой нужно менять реже, чем штучные электроды. Вы получаете больше бусин в час с меньшим количеством замен.
На самом деле, если сварочный аппарат MIG правильно настроен и сила тока выбрана, процесс нажатия на курок и сварки становится довольно простым. По этой причине вы обнаружите, что некоторые говорят, что сварку MIG легче освоить новичкам, если у них есть руководство или эксперт, который поможет им с настройкой.
По этой причине вы обнаружите, что некоторые говорят, что сварку MIG легче освоить новичкам, если у них есть руководство или эксперт, который поможет им с настройкой.
Таким образом, можно сказать, что сварщикам MIG немного сложнее освоить из-за более сложной настройки, но их немного легче использовать/обучиться после завершения настройки и начала сварки.
Чугун
Одним из важных отличий сварки MIG от дуговой сварки является сварка алюминия и чугуна. Это немного сбивает с толку, потому что оба сварщика могут сваривать каждый из этих металлов. Итак, позвольте мне объяснить.
Когда дело доходит до сварки чугуна, в первую очередь следует использовать электродуговую сварку. Да, вам нужно будет предварительно нагреть утюг и принять другие меры предосторожности, но есть широкий выбор стержневых электродов, которые вы можете выбрать, и вы можете получить прочный сварной шов.
Возможна сварка чугуна MIG. Но полученный сварной шов будет слабее по сравнению с стержневым процессом.
Алюминий
Для алюминия все наоборот. Сварка MIG должна быть вашим первым выбором.
Стержневые электроды для алюминия трудно хранить, так как влага в воздухе быстро делает флюс влажным и липким. Кроме того, при сварке алюминия палкой нужно двигаться быстро. Для новичков это может даже показаться слишком быстрым.
Для сварки MIG используется алюминиевая проволока без флюса. Таким образом, алюминий гораздо легче хранить.
Подача более мягкой проволоки может быть затруднена, и вашему аппарату MIG может потребоваться специальный шпульный пистолет. Но после настройки сварка алюминия станет проще. Кроме того, он оставляет более чистый сварной шов без шлака и меньшего количества брызг, что желательно для большинства алюминиевых проектов.
Заготовка для тонкого металла
Сварочные аппараты MIG изначально были разработаны для более тонкого металла, что дает вам больший контроль над настройками сварки. Это позволяет многим сварщикам работать с трубами толщиной до 24 калибра, а некоторые даже тоньше.
Если вы выполняете кузовные или другие работы с тонкими заготовками, MIG будет вашим выбором, а не аппаратом для сварки электродом.
Ручные сварочные аппараты обычно считаются хорошими для диаметров до 1/8 дюйма. Но сварка SMAW — это не тонкий материал, и это подводит нас к следующей теме — толстому материалу.
Заготовка для толстого металла
Сварочные аппараты для сварки электродом обычно лучше проваривают толстый металл и являются лучшим выбором. Сварочные аппараты для сварки ручкой становятся лучшим выбором, если толщина металла превышает 3/8 дюйма.
Сварочные аппараты MIG, как только что упоминалось, предназначены для более тонкой заготовки, поэтому неудивительно, что они испытывают трудности с более толстой заготовкой.
Вопросы безопасности
Обе формы сварки представляют опасность поражения электрическим током, и необходимо принять соответствующие меры, чтобы защитить себя. Поражение электрическим током может травмировать или убить пользователей.
Но сварщики MIG также используют баллон со сжатым газом. С ними необходимо обращаться соответствующим образом, чтобы предотвратить травмы, поскольку они могут быть опасны. Есть очень реальные опасности, от падения (они довольно тяжелые!) до разрыва газопроводов. Кроме того, утечка газа может привести к удушью.
Сварочный аппарат требует хорошей вентиляции. Испарения опасны.
Кроме того, при большем количестве брызг повсюду летят искры. Вам нужно будет принять дополнительные меры предосторожности для защиты кожи и глаз.
Затраты
Сварочные аппараты для стержневой сварки часто считаются дешевыми по сравнению с другими видами сварки. Сварочные аппараты MIG включают обработку газа и подачу проволоки и являются более сложными. Более сложный означает более дорогой при покупке сварочный аппарат.
Но многие рассчитывают стоимость сварки в долларах за фунт присадочного материала. Некоторые говорят, что MIG лучше конкурирует с этим типом анализа, который оценивает сварщика при его использовании. Но я также видел некоторые анализы в долларах за фунт, которые показывают, что палочка стоит примерно половину стоимости.
Но я также видел некоторые анализы в долларах за фунт, которые показывают, что палочка стоит примерно половину стоимости.
Итак, я бы сказал, что это зависит от вашей работы, но, на мой взгляд, палка немного дешевле.
MIG или электродная сварка – что лучше?
Как вы могли понять из этой сравнительной статьи, этот вопрос довольно сложен. Мне нравится говорить, что ни один из них не лучше, но в определенных ситуациях есть лучший выбор.
Итак, какой сварочный аппарат подойдет вам лучше всего, зависит от вашей работы. Сварочный аппарат MIG будет лучшим выбором, если вы работаете с тонкой заготовкой. Сварочный аппарат может лучше соответствовать вашим потребностям, если вы много работаете на улице.
Если вы работаете с алюминием на регуляторной основе, используйте сварочный аппарат MIG с шпульным пистолетом. Напротив, если чугун является основной частью вашей рабочей нагрузки, вам лучше купить сварочный аппарат.
Определение работы, которую вы планируете выполнять, помогает определить, какой из этих двух вариантов сварочного аппарата лучше всего соответствует вашим потребностям.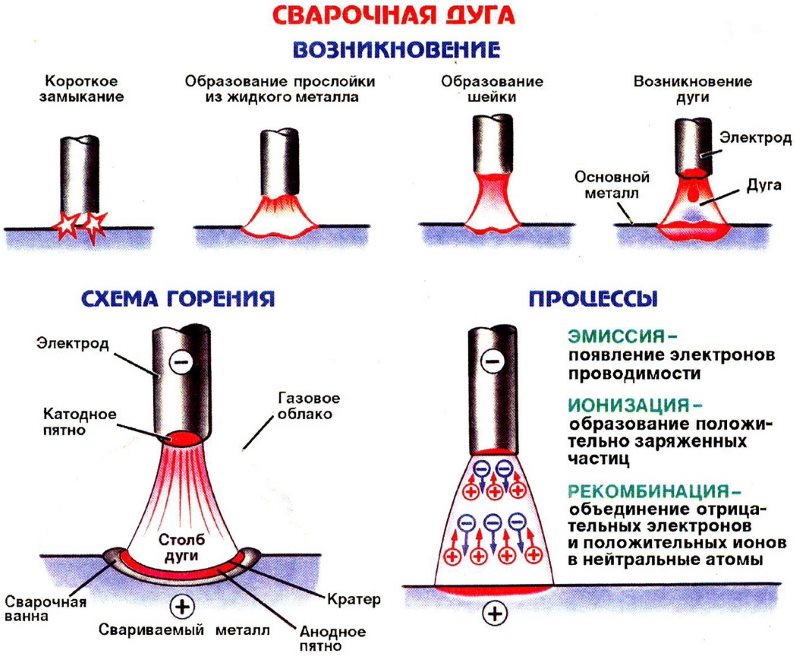 И если у вас есть и MIG, и аппарат для сварки электродом, знание сильных сторон каждого из них поможет вам решить, какой аппарат использовать для каждой предстоящей работы.
И если у вас есть и MIG, и аппарат для сварки электродом, знание сильных сторон каждого из них поможет вам решить, какой аппарат использовать для каждой предстоящей работы.
Подробнее : Где обычно используется сварка MIG?
Часто задаваемые вопросы
Сварка MIG проще, чем сварка электродом?
Сварку электродом легче настроить, так как требуется меньше переменных параметров и расходных материалов. Однако, как только сварочный аппарат MIG настроен правильно и сила тока набрана, процесс нажатия на курок и сварки становится простым, и его легче сваривать, чем приклеивать.
Сварка электродом прочнее сварки MIG?
Как сварка электродами, так и сварка MIG имеют хорошую прочность при правильной сварке. Сварка стержнем может обеспечить лучшее проплавление, что в некоторых случаях делает сварные швы более прочными, особенно при сварке грязных металлов.
Должен ли я изучать MIG или придерживаться?
Вам следует научиться сварке MIG, если вы планируете сваривать в помещении тонкие и средние по толщине металлы, которые можно очистить.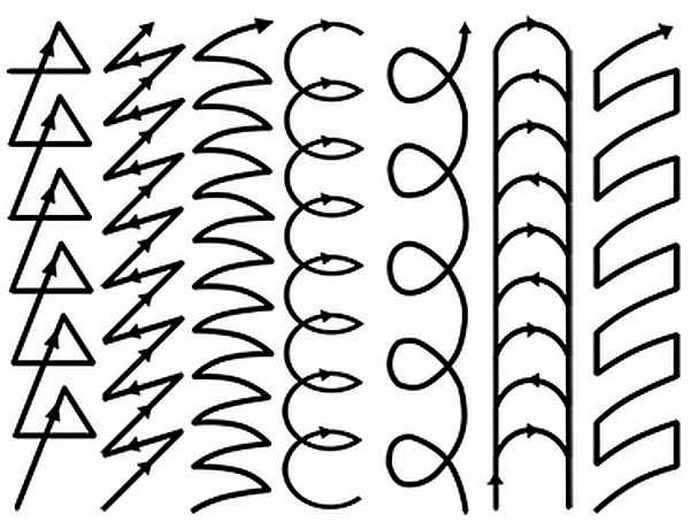 Сварку стержнем лучше изучить, если вы планируете сварку снаружи, так как защитный газ не требуется. Сварка стержнем также идеальна, если вам нужно сваривать грязные или твердые металлы.
Сварку стержнем лучше изучить, если вы планируете сварку снаружи, так как защитный газ не требуется. Сварка стержнем также идеальна, если вам нужно сваривать грязные или твердые металлы.
Завершение
MIG и палка имеют свои сильные стороны. Из-за этого оба процесса будут по-прежнему популярны для определенных типов работ.
Знать, что и когда использовать, не так уж сложно. Определите работу, которую вам необходимо выполнить, и сопоставьте ее со способностями сварщика. Вся необходимая информация собрана для вас в этом простом в использовании руководстве; просто вернитесь к нему, если это необходимо.
Другим процессом, который следует рассмотреть, является сварка TIG. В этой статье мы рассмотрим различия между сваркой MIG и TIG.
4 различных вида сварки, которые должен знать каждый домашний мастер
Фото: istockphoto.com
Сварка может быть самостоятельным увлекательным хобби или полезным навыком для домашних мастеров, реставраторов автомобилей, домашних инженеров, мастеров и художников . К сожалению, не один вид сварки подходит для всех задач. Различные типы сварщиков могут ввести в заблуждение как тех, кто только начинает, так и тех, кто хочет улучшить свои навыки или обновить свое оборудование.
К сожалению, не один вид сварки подходит для всех задач. Различные типы сварщиков могут ввести в заблуждение как тех, кто только начинает, так и тех, кто хочет улучшить свои навыки или обновить свое оборудование.
Если вам интересно, какие бывают виды сварки и как их использовать, продолжайте читать. В этой статье мы рассмотрим каждый из четырех различных типов сварки, которые могут понравиться пользователям, работающим в режиме «сделай сам», обсудим их достоинства и рассмотрим некоторые из лучших аппаратов в каждой категории.
1. Дуговая сварка металлическим электродом в среде защитного газа – также известная как сварка MIGФото: homedepot.com
Сварка MIG, несомненно, является самым популярным видом сварки среди домашних мастеров, а также среди профессионалов. Сварочная проволока подается с катушки к сварочному пистолету. Скорость подачи регулируется, что обеспечивает превосходный контроль, и сварщик может сосредоточиться на самом сварном шве. Это самый простой из методов сварки для изучения, и новички вскоре могут производить стабильно прочные сварные швы, которые не требуют особых усилий для очистки.
Это самый простой из методов сварки для изучения, и новички вскоре могут производить стабильно прочные сварные швы, которые не требуют особых усилий для очистки.
Единственным реальным недостатком сварки MIG является то, что для создания защитного «экрана» вокруг сварного шва и предотвращения загрязнения требуется подача баллонного газа. Его несложно настроить, но сварка MIG менее портативна, чем некоторые альтернативы.
Подходит для: Универсальная сварка стали или алюминия в мастерских.
Наша рекомендация: Lincoln Electric Weld Pak 140 Amp — можно приобрести в магазине Home Depot за 649,00 долларов США
Lincoln Electric — один из ведущих производителей сварочного оборудования для самостоятельного изготовления и профессионального сварочного оборудования. Это высококачественное устройство сочетает в себе простоту использования для начинающих с мощностью и точностью, которые требуются более опытным пользователям. Он может производить два вида сварки. В дополнение к эффективной сварке MIG, он также предлагает возможность сварки с флюсовой сердцевиной (см. Сварку с флюсовой сердцевиной ниже).
В дополнение к эффективной сварке MIG, он также предлагает возможность сварки с флюсовой сердцевиной (см. Сварку с флюсовой сердцевиной ниже).
Реклама
Связанный: How To: Age Metal
2. Дуговая сварка вольфрамовым электродом в среде защитного газа – она же сварка TIGФото: amazon.com
Основное отличие сварки MIG от TIG приводная катушка со сварочной проволокой. Сварка выполняется вольфрамовым электродом, защищенным газом так же, как и MIG. Часто используется присадочная проволока, но «автогенные» сварные швы просто сплавляют два куска металла вместе.
Сварка ВИГ предлагает большую гибкость. Его можно использовать для стали, нержавеющей стали и алюминия, так называемых «мягких» металлов, таких как латунь и медь, и более экзотических материалов, таких как магний и титан. Некоторые сварочные аппараты TIG оснащены ножным управлением, позволяющим точно регулировать температуру. С помощью этих сварочных аппаратов для стали опытные пользователи могут выполнять аккуратные высококачественные сварные швы в толстых или тонких материалах.
Однако одновременная работа с пистолетом, присадочной проволокой, горелкой и, возможно, ножным управлением делает сварку TIG более трудной для освоения, чем сварку MIG. Это также гораздо более медленный процесс. Не рекомендуется для начинающих.
Подходит для: Прецизионная сварка различных металлов.
Наша рекомендация: Сварочный аппарат Primeweld TIG225X 225 Amp — приобретите на Amazon за 825,00 долларов США
Аппараты TIG стоимостью менее 500 долларов США доступны, но сварщикам-любителям со скромным бюджетом, вероятно, лучше инвестировать в MIG. Эта мощная машина Primeweld оснащена инверторной технологией, которая обеспечивает постоянную и контролируемую мощность, поэтому пользователи могут в полной мере воспользоваться преимуществами универсальности сварки TIG. Полный сварочный комплект включает в себя высококачественную горелку, ножную педаль, газовый регулятор и базовую маску.
Связано: Решено! Лучшая краска для металла
3. Дуговая сварка защитным металлом – она же сварка электродом
Дуговая сварка защитным металлом – она же сварка электродом Фото: amazon.com
Сварка электродом существует с конца 19 века. До того, как MIG стал доступным, это был любимый метод сварки многих домашних мастеров. По сути, это расплавляет металлическую палочку (стержень) в сустав. Стержень содержит необходимые для экрана элементы, поэтому отдельного газоснабжения не требуется, и он хорошо работает на открытом воздухе. Этот тип сварочного аппарата часто рекомендуется для сварки чугуна и хорошо подходит для стали. Он сваривает грязные, ржавые или окрашенные поверхности. Хотя его можно использовать и для других металлов, генерируемая высокая мощность затрудняет сварку тонкого материала.
Реклама
Зажигание дуги (начало сварки) может быть сложной задачей. Использование стержней, а не непрерывной катушки проволоки, означает, что это процесс с остановкой и запуском. Это также создает много брызг (брызги расплавленного металла), которые делают сварной шов неопрятным, что требует значительной работы, если требуется аккуратная отделка. По сути, это быстрая и грязная «сельскохозяйственная» сварка.
По сути, это быстрая и грязная «сельскохозяйственная» сварка.
Подходит для: Грязный или ржавый металл, где аккуратная сварка не особенно важна.
Наша рекомендация: LOTOS LTPDC2000D Сварочный аппарат для сварки электродами, аппарат для сварки TIG и плазменный резак — приобретите на Amazon за 489,00 долларов США
Lotos — это торговая марка, известная своим высокопроизводительным сварочным оборудованием по конкурентоспособным ценам. Эта модель предлагает невероятную гибкость в том, что она может работать как с ручным электродом, так и с TIG, и может использоваться в качестве плазменного резака для резки металла (требуется подача сжатого воздуха). Особое внимание уделяется зажиганию дуги, что помогает преодолеть один из недостатков электродуговой сварки.
Связанный: Лучшие угловые шлифовальные машины для вашего дома Магазин
4. Дуговая сварка порошковой проволокой Фото: amazon.com сварка. На самом деле ряд машин, таких как упомянутая выше Lincoln Electric, предлагают возможности как для сварки MIG, так и для сварки с флюсовым сердечником.
На самом деле ряд машин, таких как упомянутая выше Lincoln Electric, предлагают возможности как для сварки MIG, так и для сварки с флюсовым сердечником.
Отличие заключается в самой проволоке, которая имеет флюс снаружи. Это твердое тело, пока оно не нагреется от контакта со сварным швом, после чего оно выделяет инертный газ, который создает экран, аналогичный сварке MIG. Однако для этого не нужен газ в баллонах, шланг и регулятор. Это делает его гораздо более портативным решением. Экран меньше подвержен влиянию ветра, что делает его хорошим выбором для сварки на открытом воздухе. Подобно сварке стержнем, она сваривает металлы в плохом состоянии, поэтому требуется небольшая подготовка или вообще не требуется никакой подготовки.
Недостатком является то, что проволока более дорогая, а брызги сложно удалить. Кроме того, сварка с флюсовой сердцевиной обеспечивает быстрое проплавление, что отлично подходит для толстого материала, но неопытные пользователи могут прожечь тонкий лист насквозь.