Как подобрать электрод для сварки. Плавящиеся и неплавящиеся электроды
На качество сварных работ влияет множество параметров, но самый главный из них – правильно подобранный электрод. Ответ на вопрос «как подобрать электроды для сварки» во многом зависит от типа выполняемых работ. Это может быть:
– наплавка или ремонт металлических конструкций;
– работа с углеродистыми сортами стали или чугуном;
– работа с легированными или тугоплавкими материалами;
– работа с цветными металлами (алюминий, медь и т.д.).
Для каждого типа работ следует подобрать соответствующий электрод – например, сварка алюминия подразумевает использование аргона и оптимальный решением для неё будет электрод из вольфрама.
Помимо материала при выборе электрода следует учитывать толщину металла. Зависимость проста – чем толще металл, тем более крупный диаметр электрода вам понадобится. И тем больший ток придется использовать при сварке. Как подобрать диаметр электрода по значению тока? Совет от опытных сварщиков – 1 мм диаметра соответствует 30-40 А. Проще говоря – электрод диаметром 2 мм позволяет работать с током в диапазоне от 60 до 80А.
И тем больший ток придется использовать при сварке. Как подобрать диаметр электрода по значению тока? Совет от опытных сварщиков – 1 мм диаметра соответствует 30-40 А. Проще говоря – электрод диаметром 2 мм позволяет работать с током в диапазоне от 60 до 80А.
Тип сварочного аппарата на выбор не влияет – например, представленные на рынке инверторы работают со всеми видами электродов. Это значит, что подобрать электроды для инвертора можно, основываясь на типе решаемых задач, а не на конструктивных особенностях сварочного аппарата.
Разобравшись с тем, как подобрать толщину электрода, перейдем к рассмотрению их основных разновидностей.
Плавящиеся электроды
Металлический пруток, имеющий специальное покрытие для формирования стабильной сварочной дуги – вот что такое простой плавящийся электрод. Основные представители данного семейства – УОНИ 13/155. Для работы с ними необходимо использовать постоянный ток, а также обеспечить чистоту и сухость в месте сварки. Альтернатива – МР-3, электроды с покрытием из рутила. Здесь уже допускается как постоянный, так и переменный ток, да и к качеству поверхности данные электроды менее строги.
Альтернатива – МР-3, электроды с покрытием из рутила. Здесь уже допускается как постоянный, так и переменный ток, да и к качеству поверхности данные электроды менее строги.
Неплавящиеся электроды
Предназначены для сварки алюминия, магния или сплавов на их основе. Подразумевают работу в инертной среде (чаще всего – аргоне), чаще всего изготавливаются из вольфрама с небольшим количеством легирующих присадок. Как подобрать вольфрамовый электрод? Всё зависит от того, что вы хотите получить и насколько комфортно хотите работать. Цените долговечность? Тогда обратите внимание на вольфрамовые электроды, легированные иттрием. Осуществляете сварку тугоплавких металлов? На помощь придут электроды с ториевой присадкой.
Вы хотите купить сварочные электроды и ищете оптимальное сочетание цены и качества? Обратите внимание на предложения нашего портала – широкий ассортимент и привлекательная стоимость приятно вас удивят.
Как выбрать вольфрамовые электроды | Тиберис
0
На сумму:
0 р.
Вольфрамовые электроды используются при аргонодуговой сварке, то есть сварке неплавящимся электродом в среде защитного газа аргона.
Температура плавления вольфрама – 3410 °С, температура кипения – 5900 °С. Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
При аргонодуговой сварке дуга горит между свариваемой деталью и вольфрамовым электродом. Электрод находится внутри сварочной горелки. Для сварки в среде защитных газов обычно применяют постоянный ток прямой полярности. Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Международные марки электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.Основные свариваемые материалы: алюминий, магний и их сплавы.
Ознакомиться с ценами на WP (зеленые) электроды, можно по ссылке.
WZ-8 (белый) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Ознакомиться с ценами на WZ-8 (белые) электроды, можно по ссылке.
WT-20 (красный) — Электрод с добавлением оксида тория. Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.
Сравнительно небольшое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Торец электрода обрабатывается в форме площадки с выступами.
Основные свариваемые материалы:

Ознакомиться с ценами на WT-20 (красные) электроды, можно по ссылке.
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Ознакомиться с ценами на WY-20 (темно-синие) электроды, можно по ссылке.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Ознакомиться с ценами на WC-20 (серые) электроды, можно по ссылке.
WL-20, WL-15 (синий, золотистый) — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Ознакомиться с ценами на WL-20здесь и WL-15 по ссылке.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок.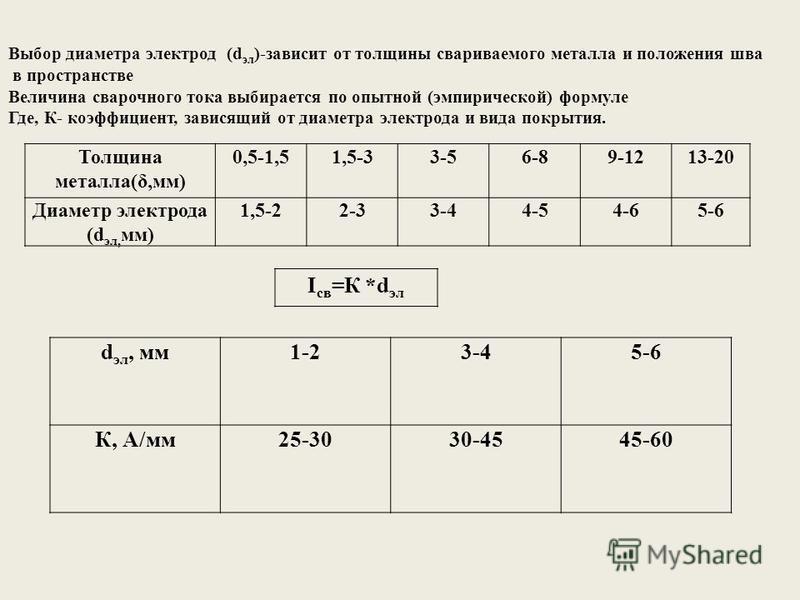 Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
 к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты – маску “Хамелеон”.
Спасибо за подписку!
Как правильно выбрать сварочный электрод?
Сварка, производственный процесс, используемый для соединения двух или более металлических деталей. Этот процесс обычно используется для металлов и термопластов. Сварочный стержень, обычно называемый сварочным электродом, – это то, что делает или разрушает успех этого процесса сварки. Сварочные электроды — это среда, используемая для сплавления двух металлов. Эти стержни доступны в различных типах, и их использование зависит от назначения оборудования. Для обеспечения бесшовных сварных швов чрезвычайно важно правильно выбрать сварочные электроды на начальном этапе.
Существует 3 типа сварочных стержней или сварочных электродов, произведенных производителями сварочных электродов по всему миру:
Покрытые стержни
Трубчатые стержни
Голые смаски подходящий электрод из них для процесса сварки?
Прежде чем выбрать сварочные материалы, необходимо рассмотреть несколько шагов:
Знайте свойства основного металла
Состав вашего основного металла должен соответствовать или, по крайней мере, близко соответствовать составу электрода, чтобы сварка прошла успешно.
 С этой целью может быть полезно и удобно обращаться к таблице состава электродов и металлов.
С этой целью может быть полезно и удобно обращаться к таблице состава электродов и металлов.Проверка предела прочности при растяжении
Помимо соответствия состава основного металла электроду, также важно обеспечить соответствие минимального предела прочности электрода и предела прочности металла при растяжении. Это позволит избежать растрескивания или других повреждений металла в процессе сварки. Вы всегда можете проверить прочность электрода на растяжение, сверившись с первыми двумя цифрами классификации AWS, нанесенной на нем.
Проверка сварочного тока
Электроды часто поставляются с условием использования только с определенными источниками питания, такими как переменный или постоянный ток. С другой стороны, другие электроды могут быть совместимы с обоими. Для среднего или более глубокого проплавления рекомендуется использовать электроды, совместимые с переменным током.
Электроды, совместимые с переменным током, также создают мягкую дугу и могут использоваться для сварки чистых листовых металлов.Знать толщину и форму основного металла
Определение толщины основного металла может помочь определить, какой электрод подходит для данного процесса. Например, для более толстых материалов требуются электроды с высокой пластичностью и низким содержанием водорода. С другой стороны, для более тонких сварочных материалов требуются электроды с мягкой дугой меньшего диаметра. Это обеспечит неглубокое проникновение и поможет избежать пригорания более тонкого материала.
Определение места сварки
Прежде чем выбрать электрод, необходимо иметь четкое представление о способе сварки. Положение вашей сварки будет влиять на выбор используемого сварочного электрода.
Чтобы узнать о каждом электроде и положении, для которого он подходит, обратитесь к таблице классификации AWS.Кроме того, прежде чем приступить к сварке, убедитесь, что основной металл абсолютно чист от пыли, ржавчины, жира и других загрязнений. Это важный шаг для получения желаемого идеального сварного шва. Мы надеемся, что эта статья помогла вам лучше понять процесс выбора сварочных электродов. Если у вас есть дополнительные вопросы, свяжитесь с нами, и мы будем рады вам помочь.
Руководство по сварке электродами на судах
Главный инженер Мохит Сангури Рекомендации
Руководство по сварке электродами на судах – Выбор электрода и установка тока
В машинном отделении корабля есть машины, конструктивные элементы, трубы и т. д., изготовленные из различных металлов и сплавов. Второй инженер должен быть в состоянии помочь судовому сварщику определить металл машины или конструктивного элемента, подлежащего ремонту, и предложить подходящий электрод для его сварки.
Электроды имеют идентификационные номера, такие как E6013, а иногда и цветовую кодировку, которые трудно понять. Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Эта статья призвана помочь морским инженерам распознать часто используемые электроды в машинном отделении для ручной дуговой сварки металлическим электродом.
Обычно используемые сварочные электроды в машинном отделении корабля
В каждом машинном отделении имеется коллекция сварочных электродов в машинном отделении. Как правило, существуют электроды общего назначения оптом и несколько килограммов специальных электродов, таких как электроды с низким содержанием водорода, электроды из чугуна и т. д. Распознавание нескольких электродов и областей их применения может облегчить жизнь второму инженеру.
E6011: Электрод для сварки во всех положениях, который можно использовать как на переменном, так и на постоянном токе. Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
Важные характеристики : сварка труб, вертикальная и потолочная, устойчивая к ржавчине и краске, глубокое проплавление.
E6013: Электрод общего назначения, который можно использовать как с переменным, так и с постоянным током, обеспечивает сварку со средним проплавлением и превосходным внешним видом сварочного валика. Подходит для сварки стали средней толщины и листового металла.
Это также особенно полезно, когда есть плохая подгонка и большие зазоры в обрабатываемой детали.Важно Характеристики : Общего назначения, плохое прилегание, среднее проникновение.
E7014: Это электрод общего назначения, который используется там, где требуется более высокая эффективность, чем E6013. Может использоваться как с переменным, так и с постоянным током. Имеет легкое и среднее проникновение. Он предназначен для предоставления высоких ставок по депозитам и подходит для более высоких скоростей.
Важный Характеристики : Высокое осаждение, высокая скорость, универсальное применение, легкое и среднее проникновение.
E7018: это электрод с низким содержанием водорода, который можно использовать как с переменным, так и с постоянным током. Флюсовое покрытие этого электрода имеет низкое содержание водорода, что снижает количество водорода, попадающего в сварной шов.
Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки. Его другие применения – холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.Важно Характеристики : Высокая прочность, низкое содержание водорода, среднее проникновение.
Использование электродов с низким содержанием водорода
Электроды с низким содержанием водорода — это электроды с низкой концентрацией водорода в флюсовом покрытии. Это гарантирует, что
водород не попадет в шов металла во время сварки.
Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести – это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.Водород вызывает беспокойство, поскольку он приводит к растрескиванию зоны термического влияния. Водород в сочетании с высокими остаточными напряжениями и чувствительной к растрескиванию стали может привести к образованию трещин после сварки. Поскольку высокопрочные стали и защемленные детали более подвержены водородному растрескиванию, их необходимо сваривать электродами с низким содержанием водорода.
Выбор правильного размера электрода
На борту судов обычно используются электроды диаметром 2,5 мм и 3,2 мм, а иногда и 4 мм. Однако обычно доступны размеры электродов 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и 5,0 мм.
Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д.Обычно размер используемого электрода зависит от толщины свариваемой детали. Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
В таблице ниже показаны рекомендуемые размеры электродов для различной толщины обрабатываемой детали.
Настройка тока
Настройка тока также зависит от размера электрода и свариваемого металла/сплава. Обычно производители указывают текущий диапазон, который необходимо поддерживать. При сварке над головой уставка тока немного меньше, чем при плоской сварке.
При дуговой сварке очень важен правильный выбор тока. Если ток установлен слишком низким, возникают трудности с запуском дуги, и дуга не будет стабильной.
Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.Если установить слишком высокий ток, электрод может перегреться, может произойти чрезмерное разбрызгивание, подрезка и возгорание материала.
Оптимальный ток находится между диапазонами тока, указанными для электрода производителем. Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
В таблице ниже приведены рекомендуемые электроды для E6013 в зависимости от размеров. Диапазон может отличаться от производителя к производителю и для разных спецификаций электрода и предназначен для общего ознакомления.
В следующей статье мы поговорим о классификации и номенклатуре сварочных электродов.
Каталожный номер:
- Bohler Welding Guide: 2008
- https://www.mig-welding.co.uk/electrode-classification.htm
- https://www.mig-welding.co.
 С этой целью может быть полезно и удобно обращаться к таблице состава электродов и металлов.
С этой целью может быть полезно и удобно обращаться к таблице состава электродов и металлов. Электроды, совместимые с переменным током, также создают мягкую дугу и могут использоваться для сварки чистых листовых металлов.
Электроды, совместимые с переменным током, также создают мягкую дугу и могут использоваться для сварки чистых листовых металлов. Чтобы узнать о каждом электроде и положении, для которого он подходит, обратитесь к таблице классификации AWS.
Чтобы узнать о каждом электроде и положении, для которого он подходит, обратитесь к таблице классификации AWS.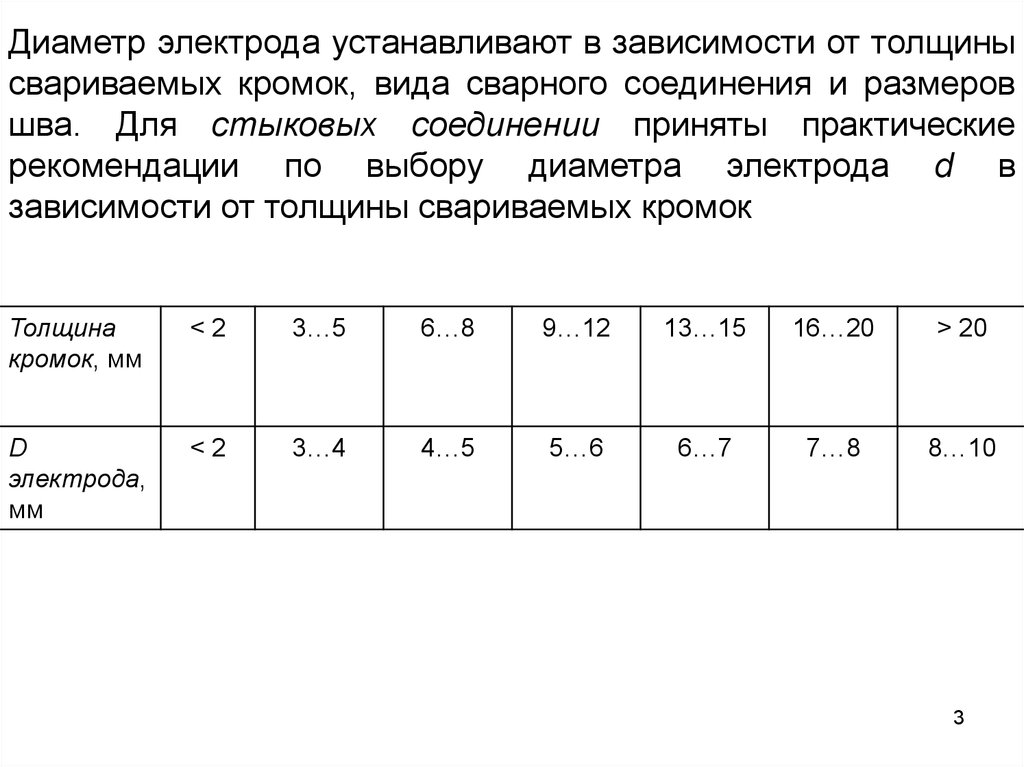
 Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки. Его другие применения – холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки. Его другие применения – холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки. Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести – это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести – это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах. Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д.
Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д. Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.
Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.