Как пользоваться сваркой. Советы для новичка
Дуговая сварка – способ соединения двух или более материалов при помощи электрического источника тепла. В этой статье даются простые практические советы по поводу того, как пользоваться сваркой и стать профессионалом в этом деле.
Дуговая сварка – способ соединения двух или более материалов при помощи электрического источника тепла. Хотя существует множество различных сварочных процессов, мы поговорим с вами о Ручной Дуговой Сварке (РДС), также известной, как сварка штучными электродами. Американская аббревиатура – Shielded Metal Arc Welding (SMAW), европейская – Manual Metal Arc (MMA). Сварка штучным электродом является одной из наиболее распространенных и универсальных форм сварки, и это относительно простой способ добавить изюминку профессионализма и крепости для ваших домашних проектов “сделай сам”.
Часть 1 из 3: Подготовка к работеСобираем необходимые материалы. Нам будут нужны: сварочный аппарат, держатель электродов, зажим массы (клемма заземления), электроды, металл, который нужно сварить. Вам также потребуется молоток, чтобы избавиться от шлака и проволочная щетка для очистки сварных швов.
Нам будут нужны: сварочный аппарат, держатель электродов, зажим массы (клемма заземления), электроды, металл, который нужно сварить. Вам также потребуется молоток, чтобы избавиться от шлака и проволочная щетка для очистки сварных швов.
Позаботьтесь о технике безопасности. Это включает в себя наличие сварочной маски (степень затемнения #10 или выше), сварочной куртки или хлопчатобумажного свитера, брюк без манжет, рабочей обуви, перчаток и защитных очков.
!!! НЕ ОДЕВАЙТЕ ПРИ СВАРКЕ: кроссовки, ветхую или порванную одежду, брюки с манжетами, футболку, рубашку с открытыми карманами или майку.
Подготовить место для проведения сварочных работ. Удалите все горючие материалы и постарайтесь, чтобы поверхность, на которой будет лежать свариваемый металл, была относительно ровной. Хотя вы можете присоединить клемму массы непосредственно к детали, но большинство сварщиков имеют большой металлический верстак или сварочный стол, в этом случае зажим «земля» присоединяется к нему.
!!! Если в месте сварки есть другие люди, то нужно сделать приспособление в виде сварочных штор вокруг рабочего места. Это защитит окружающих от воздействия ультрафиолета.
Настройте свой сварочный аппарат. Большинство сварочных аппаратов имеют удобную систему регулировки сварочного тока. Многие сварщики используют уровень сварочного тока в пределах 90-120 ампер, хотя это значение, должно быть скорректировано с учетом толщины металла и диаметра электрода.
Используйте правильные электроды. Каждый вид электродов имеет особые характеристики и, как правило, предназначается для решения конкретных сварочных задач. В зависимости от предстоящего объема работ, от типа свариваемых поверхностей и плотности материала, первостепенное значение имеет правильный подбор подходящих сварочных электродов. Они выпускаются различных видов, специально рассчитанных для того или иного типа эксплуатации. Существуют так называемые электроды общего назначения, которые могут подойти для практически любого типа основных работ – это сварочные электроды МР-3. Причем, они гарантированно обеспечат прочное схватывание свариваемых поверхностей, даже если на них имеется ржавчина, различного рода загрязнения или металл находится в увлажненном состоянии. Кроме того, для этого типа электродов характерен высокий товарный вид полученных сварочных швов, их высокая прочность и легкость самого процесса работы. Другой часто применяемый в быту вид электродов – сварочные электроды УОНИ. Их отличает возможность эксплуатации при обработке фундаментальных конструкций, возведение швов повышенной прочности, а так же работа с “толстыми” металлами. Вы должны выбрать соответствующий электрод для переменного или постоянного тока сварки в зависимости от вашего сварочного аппарата. Убедитесь в том, что электроды сухие. При выборе сварочных электродов следует учитывать свойства свариваемого материала и технические сварочные параметры.
Причем, они гарантированно обеспечат прочное схватывание свариваемых поверхностей, даже если на них имеется ржавчина, различного рода загрязнения или металл находится в увлажненном состоянии. Кроме того, для этого типа электродов характерен высокий товарный вид полученных сварочных швов, их высокая прочность и легкость самого процесса работы. Другой часто применяемый в быту вид электродов – сварочные электроды УОНИ. Их отличает возможность эксплуатации при обработке фундаментальных конструкций, возведение швов повышенной прочности, а так же работа с “толстыми” металлами. Вы должны выбрать соответствующий электрод для переменного или постоянного тока сварки в зависимости от вашего сварочного аппарата. Убедитесь в том, что электроды сухие. При выборе сварочных электродов следует учитывать свойства свариваемого материала и технические сварочные параметры.
!!! Никогда не используйте хлорированный растворитель, в следствии реакции при нагревании сварщик может пострадать.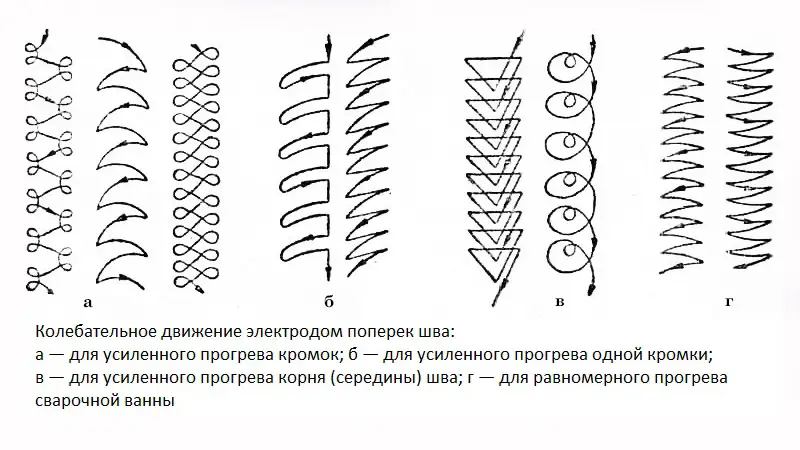
Только потому, что металл блестит, не значит, что он чист. Используйте твердый шлифовальный диск, чтобы снять слой окалины и добраться до голого металла.
Используйте зажимы, тиски или струбцины, чтобы обеспечить надежную фиксацию заготовок и хорошее качество сварного соединения.
Часть 2 из 3: Начало сварки«Поджиг» сварочной дуги. Это достигается легким ударом по металлу и быстрым отводом вверх или чирканьем электрода об металл, как спичкой. Когда дуга зажглась и горит устойчиво, то образуется замкнутая электрическая цепь, элементами которой являются: электрод, металл, сварочные провода и внутренние элементы сварочного аппарата.
!!! Самые современные сварочные маски-хамелеоны позволяют отчетливо видеть деталь до тех пор, пока не загорится сварочная дуга, а затем автоматически затемняются, чтобы защитить ваши глаза от ультрафиолетовых лучей. В некоторые старых или дешевых шлемах используются простые тонированные линзы или стекла, а это приводит к дискомфорту при сварке т. к. нужно постоянно опускать/поднимать маску.
к. нужно постоянно опускать/поднимать маску.
Образование сварочной ванны. Когда дуга стабильна и устойчиво горит, вам нужно начать перемещать электрод для создания сварочной ванны, которая затвердевая, образует сварочный шов и прочную связь между деталями. Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Чтобы создать хорошую сварочную ванну, вы должны задержать электрод там, где вы начали сварку на секунду или две, прежде чем перемещать его дальше.
!!! Размер дугового промежутка должен быть от 2 до 6 миллиметров от кончика электрода до металла. Этот разрыв должен поддерживаться неизменным. Если дуговой промежуток становится слишком широким, это приводит к чрезмерному разбрызгиванию металла.
Начните создание сварочной ванны в металле. Электрод нужно держать по отношению к металлу под углом 90 градусов. Не перемещайте электрод слишком быстро; в качестве общего руководства можно использовать правило: «на сантиметр электрода – сантиметр сварочного шва». Перемещать электрод можно как по прямой линии, так и используя различные узоры.
Перемещать электрод можно как по прямой линии, так и используя различные узоры.
!!! Важно поддерживать постоянную длину дуги, или расстояние от кончика электрода до металла. Это может быть не совсем легко вначале так как электрод постоянно уменьшается.
Старайтесь, чтобы скорость перемещения электрода и длина дуги были устойчивы.
Часть 3 из 3: Завершение работы по сваркеОкончание сварки. Уберите электрод от металла и дайте ему несколько секунд, чтобы остыть. Металл по-прежнему будет очень горячий, но он больше не должна быть красным и раскаленным.
Очистите металл от шлака, оставшегося после сварочного процесса. Во время сварки, шлак защищает горячий металл от вредных примесей. Используйте молоток, чтобы отбить шлак от со сварочного шва. Используйте проволочную щетку для очистки сварного шва. Постарайтесь удалить максимальное количество «сварочного мусора», особенно если вы собираетесь сделать еще один проход.
Исследуйте результат вашей сварки. Если у вас маловато опыта, то возможно, первые швы будут пористыми и не очень красивыми. Со временем, вы обязательно достигнете успехов в сварочном ремесле. Если вы не довольны качеством шва, то сделайте еще один проход, чтобы устранить любые пробелы или пористость швов.
Дайте металлу остыть. Если вы просто тренируетесь и практикуетесь, то металл, погруженный в воду, будет остывать быстрее. Охлаждение в воде сделает сварку хрупкой, поэтому сварочный шов для нормальной эксплуатации свариваемых деталей, должен охлаждаться естественным путем.
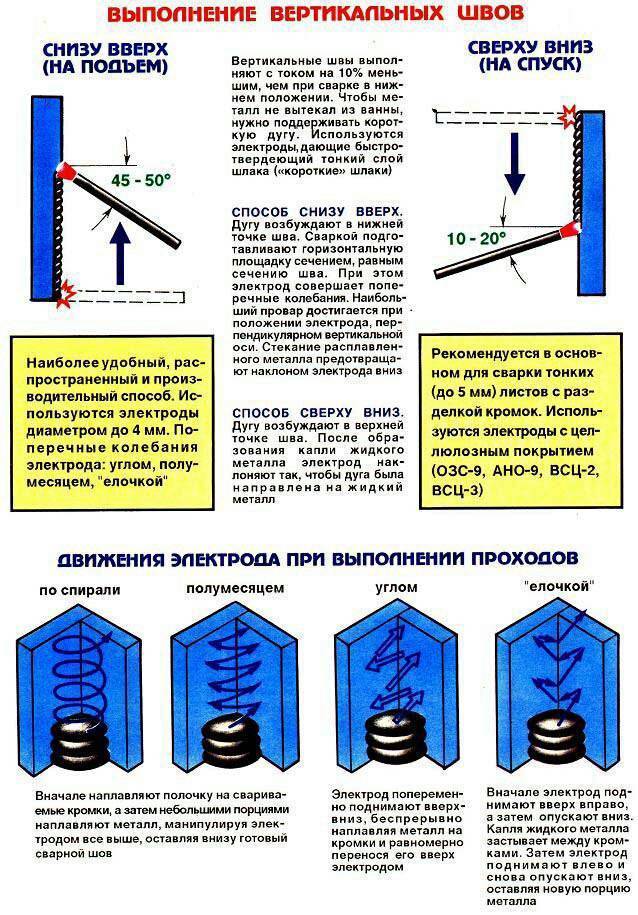
Советы для начинающих сварщиков- Узнайте о сварке в четырех положениях. Это: нижнее, горизонтальное, вертикальное и потолочное положения;
- если вы знаете опытного сварщика, попросите его оценить вашу работу по сварке и изучить готовый сварочный шов. Он сможет рассказать вам многое о том, что вы делаете неправильно и в чем можете улучшиться;
- нижнее положение (оно самое распространенное) применяют в основном при сварке несложных элементов и в тех случаях, когда к качеству соединения не предъявляется особых требований.
 Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное;
Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное; - найдите курсы по сварке в вашей местности. Там вы узнаете о сварке гораздо больше, чем может научить эта статья.
 Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное;
Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное;- Интенсивный и яркий свет может повредить ваши глаза. «Нахвататься зайчиков» – крайне неприятно и болезненно. Излучение сварочной дуги может вызвать образование отеков глаз. Серьезные или неоднократные ожоги могут привести к слепоте.
- Сварочная дуга – это мощный поток УФ-лучей. Длительное воздействие этих лучей, как и в случае с солнечным светом, может вызвать рак кожи.
- Не смотрите на дугу без специальных масок или защитных штор, предназначенных для сварки. Для сварки, требуется, по крайней мере, степень затемнения этих устройств #9 или темнее. Чем больший сварочный ток вы используете, тем выше должно быть затемнение у линз, которые вам понадобятся. Маски с маленькой степенью затемнения подходят для измельчения и резки. У всех людей глаза разные. Поэтому то, что подходит одному может быть не достаточно, для кого-то другого.
- Всегда держите под рукой огнетушитель, ведро с водой, песком, садовый шланг или что-то, чтобы потушить огонь.
- Большинству электросварщиков, необходимо следить за рабочим циклом. Это означает, что если проводить сварку дольше рекомендованного изготовителем сварочного аппарата времени – может привести к повреждению оборудования. Современные сварочные аппараты имеют защиту от перегрева. Наиболее маленькие, дешевые, сварочные аппараты имеют ПВ (постоянная включения) 20% рабочего цикла. ПВ – это показатель того, насколько много вы можете работать аппаратом в течение 10 минут. Если у аппарата ПВ 20%, то сварщик может варить в течение 2 минут из 10 минут. Оставшиеся 8 минут, аппарат будет охлаждаться. Чем выше ПВ, тем больше времени можно варить непрерывно. Для больших машин это показатель достигает до 60% рабочего цикла. Это значит, что 6 минут из 10 минут могут быть использованы для сварки, а 4 минуты для охлаждения.
- Сварочные аппараты не представляют опасности, если вы прочтете все предупреждения и примете все меры к тому, чтобы обеспечить вашу безопасность и безопасность окружающих вас людей. Не производите сварку, если рядом есть что-то, что может загореться. Не производите сварку металлов, в которых содержаться горючие материалы, такие, как топливные баки.
 У всех людей глаза разные. Поэтому то, что подходит одному может быть не достаточно, для кого-то другого.
У всех людей глаза разные. Поэтому то, что подходит одному может быть не достаточно, для кого-то другого.
Как правильно варить: техника и азы сварки
Содержание
- Азы сварки для начинающих
- Технология электросварки
- Объяснение полярности
- Влияние скорости подачи электродов
- Сила тока
- Особенности тонкого металла
- Способы сварки инвертором
- Что необходимо для работы в домашних условиях
- Уроки сварки для новичков
В строительных магазинах можно найти недорогие сварочные аппараты, которые работают от постоянного тока. Их сможет использовать в гаражных условиях даже начинающий мастер. Узнать, как правильно варить, можно по урокам, видео и советам в интернете. Сделать забор на дачу или простую конструкцию под силу каждому.
Сделать забор на дачу или простую конструкцию под силу каждому.
Азы сварки для начинающих
Сначала нужно разобраться в устройстве инвертора и в элементах управления. Также мастер должен знать особенности металла.
Для полного «чайника» достаточно самого дешевого аппарата. С накоплением опыта можно приобрести профессиональный или полупрофессиональный агрегат.
Нюансы работы для новичков:
- Дуга должна быть как можно короче, хотя бы в начале процесса. Разжечь ее можно двумя способами: чирканьем или постукиванием электрода. Лучше всего использовать первый вариант — так легче разогреть поверхность.
- Когда появилась дуга, можно начинать сварку инвертором. Для этого инструмент ведут вдоль кромки изделия. Есть несколько схем: спиралью, елочкой, треугольниками.
- Чем тоньше металлический лист, тем выше должна быть скорость работы, иначе появятся дырки.
Технология электросварки
Оборудование представляет собой прямоугольный ящик, с одной стороны которого находятся вентиляционные отверстия, а с другой — панель управления.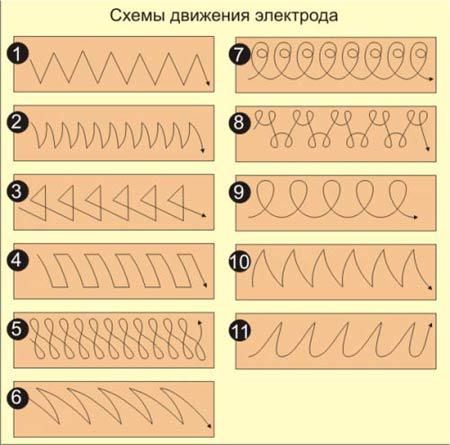 Главный элемент на ней — это регулятор силы тока. Также имеется плюсовой и минусовой выходы для подключения держателя электродов и клемм.
Главный элемент на ней — это регулятор силы тока. Также имеется плюсовой и минусовой выходы для подключения держателя электродов и клемм.
Электродный стержень состоит из металлической сердцевины, которая покрыта защитным составом. Он предохраняет дугу от воздействия кислорода. Существуют угольные и графитовые стержни, но они не подходят для начинающих.
Принцип работы заключается в создании короткого замыкания между электродом и основой. Это позволяет быстро разогреть поверхность и расплавить ее. В результате 2 элемента сплавляются между собой. Для формирования сварочного шва нужно поджечь систему. Мастер чиркает или постукивает электродным стержнем о металлическую конструкцию.
Перед началом рекомендуется закрепить детали струбцинами. Опытные сварщики делают несколько прихваток — поперечных швов длиной несколько сантиметров. Это гарантирует то, что лист не перекосится во время сварки.
Объяснение полярности
Между металлом и электродом формируется дуга, потому что они подключаются к разным полюсам. Так как используется только постоянный ток, можно произвольно менять плюс и минус. Это будет влиять на конечный результат. Если включить электродный шнур на минус, а массу на плюс, это будет называться прямым подключением. Оно используется для металла толщиной больше 5 мм.
Так как используется только постоянный ток, можно произвольно менять плюс и минус. Это будет влиять на конечный результат. Если включить электродный шнур на минус, а массу на плюс, это будет называться прямым подключением. Оно используется для металла толщиной больше 5 мм.
Для тонкого железа применяется обратное включение. Оно позволяет защитить сварной шов от прожога, не раскаляя металлический лист.
Влияние скорости подачи электродов
Чтобы получить ровный результат, электродный стержень должен поступать равномерно. Сварщику нужно держать одинаковое расстояние между инструментом и поверхностью. Тогда аппарат не погаснет, а расплавленный металл ляжет аккуратно.
Если дуга продвигается слишком медленно, она может недостаточно нагреть металлические детали. Тогда сварка будет поверхностной и недолговечной. Слишком быстрая подача тоже отрицательно влияет на результат: это приводит к перегреву и деформации.
Сила тока
Это основное значение, которое влияет на качество шва. Если выставить его слишком большим, в конструкции могут образоваться отверстия. Для расчета можно использовать формулу L=KD. D — это диаметр электрода. Коэффициент К равен 25-60, точная цифра зависит от способа работы, например, для ручной электросварки в нижнем положении можно взять 30-35.
Если выставить его слишком большим, в конструкции могут образоваться отверстия. Для расчета можно использовать формулу L=KD. D — это диаметр электрода. Коэффициент К равен 25-60, точная цифра зависит от способа работы, например, для ручной электросварки в нижнем положении можно взять 30-35.
Особенности тонкого металла
Сложность дуговой сварки таких конструкций в том, что малейший просчет может дать прожог, который тяжело исправить непрофессионалу. Поэтому новичкам лучше тренироваться на толстом железе.
Нюансы работы:
- сначала нужно сделать прихватки, а потом основной шов;
- если отвести электрод слишком быстро вверх, возникнет горячая дуга, которая прожжет металл;
- варить лучше короткими отрезками, чтобы конструкция успела остыть.
Способы сварки инвертором
Существует несколько видов сварочных работ, они предполагают использование специального оборудования. Разновидности:
- Кузнечная, сегодня практически не используется. Детали нагреваться и соединяются путем ковки.
- Контактная. Собирается электрическая цепь, создается короткое замыкание, в результате края конструкций сплавляются друг с другом. Разделяется на главную, стыковую и точечную.
- Газопрессовая. Изделия нагреваются газом, а потом спрессовываются.
- Водная. Процесс происходит в ванне под действием водорода, который не дает металлическим листам окисляться.
- Газовая. Пламя нагревает и плавит детали.
 Детали нагреваться и соединяются путем ковки.
Детали нагреваться и соединяются путем ковки.В различных сферах применяются разные способы. С нуля можно обучиться самостоятельно контактной дуговой сварке.
В домашних условиях используется электросварка, которая работает от постоянного тока и сети 220 В. За счет компактных размеров и отсутствия шума устройство можно использовать даже в квартире при соблюдении техники безопасности.
Что необходимо для работы в домашних условиях
Чтобы самостоятельно сварить металлическую конструкцию, понадобятся:
- сварочный инвертор;
- защитная маска, для новичков больше подойдет автоматическая;
- электроды, их толщина зависит от используемого материала;
- плотная одежда, закрывающая все тело, и перчатки;
- молоток и металлическая щетка для подготовки поверхности.

Перед началом процесса нужно убрать с конструкции ржавчину, т. к. она мешает плавке металла и ухудшает качество шва. После окончания работы расплавленное железо остывает и образуется шлак. Чтобы его убрать, детали нужно простучать с внешней стороны.
Уроки сварки для новичков
Сварочное дело имеет высокую степень пожароопасности, поэтому нужно уделить время созданию безопасных условий труда. Рекомендуется надеть одежду из негорючих материалов, а обувь должна быть на толстой подошве. Особое внимание нужно обратить на защиту рук и глаз.
Вокруг мастера не должно быть лишних предметов. Стоит убрать все, что может воспламениться от искры. Под ногами лучше обустроить деревянный настил, чтобы защититься от удара током. Рабочее место должно быть хорошо освещено.
Если электроды куплены непосредственно перед началом работы, они не требуют подготовки. Можно купить универсальные, диаметром 3,2 мм. Если они хранились в сыром неотапливаемом помещении, рекомендуется просушить их 2-3 часа при температуре 2000°С. Для установки в аппарат нужно нажать клавишу на ручке держателя и поставить электродный прут. Нужно убедиться, что он не шатается.
Для установки в аппарат нужно нажать клавишу на ручке держателя и поставить электродный прут. Нужно убедиться, что он не шатается.
В зависимости от толщины стержней нужно рассчитать силу тока. После этого можно поставить клемму массы. Для первого опыта лучше выбрать прямое подключение: плюс к детали, а минус — к электроду.
Металл тоже должен быть подготовлен: очищен от грязи, жира, краски, ржавчины. Особое внимание стоит уделить кромкам. Для того чтобы понять технологию сварочных работ, лучше взять один толстый лист. С появлением опыта можно учится соединять детали.
Как пользоваться сварочным аппаратом:
- Металлическую деталь нужно расположить горизонтально.
- Для первого шва можно нарисовать мелом линию.
- Чтобы разжечь дугу, нужно чиркнуть электродом о поверхность, как спичкой.
- После этого электродный стержень вести ровно по траектории. Самая простая линия — это зигзаг. Потом можно освоить треугольники и более сложные фигуры. Расстояние до металла должно быть постоянным, 2-3 мм. Чтобы понять, как правильно держать руки, нужно рассчитать угол. Электрод должен быть наклонен к мастеру на 60°. Это дает большую глубину прогрева. Если нужен поверхностный нагрев, наклонять держатель нужно от себя.
- По мере остывания будет формироваться окалина, ее удаляют молотком.

Сложность сварных работ состоит в том, что мастер одновременно должен контролировать несколько параметров:
- траекторию электрода;
- расстояние до поверхности;
- размер и состояние шва;
- направление движения.
От того, насколько хорошо сварщик это делает, зависит его профессионализм. Специалисты могут быстро и точно создать узкое и аккуратное соединение.
Не стоит бояться сварочных работ, даже если в этом деле человек «полный нуль». Уроки сварки инвертором для начинающих можно найти в интернете, а оборудование «Ресанта» сейчас доступно всем. Поэтому каждый может сделать простую металлоконструкцию своими руками в домашних условиях.
Что лучше? (За и против)
Сварка электродом и сварка МИГ являются двумя наиболее часто используемыми процессами, и новички могут освоить их оба.
Основное различие между сваркой MIG и дуговой сваркой заключается в электроде, который они используют для создания дуги, и в защитном газе. MIG использует расходуемую сплошную проволоку, которая подается машиной, и отдельный защитный газ, в то время как при сварке стержнем используется электрод с покрытием, который горит, образуя собственный защитный газ.
Это простое объяснение, но есть и более сложные различия, которые мы рассмотрим ниже.
Но прежде чем мы это сделаем, вот краткий обзор суммированных различий…
Краткий обзор MIG и Stick
| МИГ | Палка | |
|---|---|---|
| Запуск дуги, простота использования | ✅ Нажать на курок и приварить | ⛔ Запуск с нуля, электрод может прилипнуть |
| Кривая настройки/обучения | ⛔ Умеренный | ✅ Низкий |
| Стоимость | ⛔ $$ | ✅ | $
| Подготовка поверхности | ⛔ Ярко-белый металл лучше всего | ✅ Справляется с краской, ржавчиной и грязью |
| Ветер | ⛔ Менее 5 миль в час | ✅ До 35 миль в час |
| После очистки | ✅ Очень мало | ⛔ Очистка от шлака и брызг |
| Тонкий материал | ✅ До 24 калибра. | ⛔ 1/8 или толще |
| Толстый материал | ⛔ Приемлемо при достаточной мощности | ✅ Хорошее проникновение, более 3/8 дюйма. толстая палочка – лучший выбор |
| Чугун | ⛔ Возможно, но более слабый шов | ✅ Лучшее проникновение, прочнее, чем MIG |
| Алюминий | ✅ Чистее, чем палочка | ⛔ Возможно, но сложнее |
| Рекомендуемые машины | Посмотреть сварочные аппараты MIG | Сварочные аппараты View Stick |
Если вы не знакомы с другими распространенными процессами (MIG, Flux-core и TIG), стоит потратить время на обзор этих широко используемых процессов сварки.
Основы сварки электродом
Официальное название электродуговой сварки электродом в среде защитного газа (SMAW). Он также известен как ручная дуговая сварка металлическим электродом, дуговая сварка с защитой от флюса или, неофициально, как сварка электродом. Это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом.
Это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом.
Сварочный стержень обычно имеет длину около 14 дюймов и удерживается в электрододержателе. Затем к изделию подключается заземляющий кабель для замыкания электрической цепи.
Когда электрод ударяется о заготовку, образуется дуга, и при сварке электродом расходуется электрод. Флюсовое покрытие обеспечивает защитный газовый экран расплавленной ванны, предотвращая загрязнение сварочного шва химически активными газами в воздухе.
Простота использования и небольшой срок обучения позволяют новичкам быстро освоить электродуговую сварку. Его часто считают самым простым и простым видом сварки.
Профи
- Простота установки и обучения
- Работает в ветреную погоду
- Лучшее проникновение хорошо справляется с толстым материалом
- Доступный
- Стойкость к краске, ржавчине и грязи
- Колодец сварной чугунный
- Портативный
Минусы
- Образует шлак и брызги, требующие очистки
- Запуск с нуля, электроды могут прилипнуть
- Алюминиевые сварные швы возможны, но больше разбрызгивается, а стержни трудно хранить
- Не работает на заготовке менее 1/8 дюйма.
Основы сварки MIG
Сварка в среде инертного газа («MIG») относится к семейству дуговой сварки в среде защитного газа («GMAW»). Когда используется активный защитный газ, это называется сваркой металлическим активным газом («MAG»). Но MAG это для другого обсуждения.
Сплошной проволочный электрод подается с катушки с проволокой на специализированный «пистолет». Защитный газ, подаваемый из баллона с газом, также подается к орудию. Дуга, образующаяся между электродной проволокой и основным металлом, позволяет выполнять сварку MIG, а проволока расходуется по мере ее подачи в сварочную ванну.
Настройка немного сложнее по сравнению со сваркой электродами, но сварка МИГ проста в освоении и использовании, хотя она и не так проста, как сварка электродами.
Pros
- Простой в использовании, нажмите на курок и сварите
- Без шлака, меньше брызг, чище, чем палочка
- Ручки из тонкого металла
- Меньше времени на установку катушек с проволокой по сравнению со стержневыми электродами
- Производит гораздо больше бусинок в час
- Может производить чистые, профессиональные сварные швы алюминия
- Имеет больше настроек, управление дугой
Минусы
- Немного сложнее настроить для сварки
- Дороже палки
- Требуется чистая, ярко-белая подготовка
- Ветер сдувает защитный газ, даже легкий ветерок может быть проблемой
- Не лучший выбор для чугуна
- Бензобак менее портативный, чем палка
Сходство сварки МИГ и сварки электродом
Сварка электродом и МИГ — это процессы дуговой сварки. Для защиты расплавленной сварочной ванны в каждую из них подается защитный газ, который покрывает и защищает сварочную ванну от атмосферных газов. Кроме того, оба способны производить качественные сварные швы.
Для защиты расплавленной сварочной ванны в каждую из них подается защитный газ, который покрывает и защищает сварочную ванну от атмосферных газов. Кроме того, оба способны производить качественные сварные швы.
Но сходство продолжается. В каждом из двух сварочных процессов используется расходуемый сварочный электрод, который необходимо постоянно пополнять. Кроме того, оба процесса сваривают мягкую и нержавеющую сталь, а также чугун и алюминий.
Итак, на базовом уровне они более похожи, чем некоторые могут подумать. Но по мере того, как вы углубляетесь в детали, начинают проявляться различия.
Отличия MIG и Stick
Экранирование
Различия экранирования между MIG и StickВо время сварки химически активные газы в воздухе реагируют с расплавленным металлом, например кислород и углекислый газ. Это приводит к дефектам сварки, и, конечно же, вы хотите избежать подобных проблем.
Сварочные аппараты MIG решают эту проблему, перекачивая инертный газ, например аргон, из баллона через провод до горелки MIG. Газ вытекает из вашей горелки и оседает на горячий металл. Одеяло из инертного газа задерживается достаточно долго, чтобы предотвратить дефекты, вызванные химически активными газами.
Газ вытекает из вашей горелки и оседает на горячий металл. Одеяло из инертного газа задерживается достаточно долго, чтобы предотвратить дефекты, вызванные химически активными газами.
При подаче газа из баллона сварочные аппараты MIG позволяют пользователям заменить защитный газ, и обычно используется смесь аргона и двуокиси углерода. Да, углекислый газ реактивен, но в безопасных небольших количествах смесь делает вашу дугу более стабильной и уменьшает разбрызгивание.
С другой стороны, электродуговые сварщики создают газ, используя специальный внешний слой флюса, нанесенный на электрод. Когда вы расходуете электрод, тепло также активирует флюс, который генерирует защитный газ, необходимый для защиты сварного шва.
Этот газ также частично содержится в шлаке, который также образуется из флюса. Таким образом, механизм защитного газа в аппарате для сварки электродом сильно отличается от «перекачиваемого» газа в аппарате MIG.
Подробнее о том, для чего используется флюс, читайте здесь.
Использование внутри помещений и вне помещений
На открытом воздухе в ветреный день горелка MIG не сможет удерживать защитный газ в сварочной ванне. Газ просто выдувается из горелки и не покрывает сварной шов.
Но при использовании электродуховой сварки экран дегазируется из-за флюса, реагирующего со сварочной ванной. Кроме того, флюс образует шлак, своего рода оболочку, которая помогает удерживать инертные газы на месте. Генерация газа таким образом лучше покрывает сварной шов в ветреную погоду со скоростью до 35 миль в час.
По этой причине сварка электродами имеет преимущество перед сваркой MIG в ветреную погоду. Даже небольшой ветерок создает проблемы для аппаратов MIG.
Но ваш сварочный аппарат MIG все еще можно использовать на открытом воздухе. Сварщики MIG могут использовать специальную порошковую проволоку. Центр металлической проволоки полый, и эта полость заполнена флюсом.
Таким образом, с некоторыми изменениями в настройках аппарата для сварки MIG, вы можете использовать аппарат для сварки MIG без газа и пользоваться преимуществами флюса, который позволяет выполнять сварку на одном дыхании. Но технически это не сварка MIG; это сварка с флюсовой проволокой и за пределами этого обсуждения.
Но технически это не сварка MIG; это сварка с флюсовой проволокой и за пределами этого обсуждения.
Дождь представляет опасность для сварщиков как при сварке MIG, так и при сварке электродом. Кроме того, это может повредить ваше оборудование, поэтому ни один из методов сварки не рекомендуется в дождливую или влажную погоду.
Портативность
Поскольку сварочным аппаратам MIG требуется баллон с защитным газом, они менее портативны. (Сварка порошковой проволокой с помощью вашего сварочного аппарата MIG сделает его более портативным. Но порошковая проволока по-прежнему подается с катушки в горелку, что немного сложнее, чем палка, и менее портативно.)
См. : MIG по сравнению со сваркой с флюсовым сердечником
Сварочные аппараты для сварки стержнями, как правило, являются простыми и более компактными. Если вы часто таскаете сварочный аппарат с места на место, вы обнаружите, что сварочный аппарат более портативный. После нескольких ходов разница может быть заметна. Для таких пользователей, как фермеры, работающие в поле, это может иметь большое значение.
Для таких пользователей, как фермеры, работающие в поле, это может иметь большое значение.
Качество сварки
Поскольку качество сварки зависит от знаний и техники (т. е. от пользователя), справедливо будет сказать, что и то, и другое может производить качественные сварные швы. Тем не менее, сварочные аппараты производят шлак и брызги, которые требуют очистки.
Таким образом, в целом считается, что сварочные аппараты MIG производят более чистые сварные швы, требующие меньшей очистки после сварки. Но это компенсируется объемом предварительной подготовки/очистки, необходимой при сварке MIG.
Но у аппаратов для сварки электродом лучше провар, и в некоторых ситуациях это может сделать сварные швы более прочными. Но об этом позже.
Подготовка поверхности и швов
Сварочные аппараты для сварки электродом превосходят аппараты для сварки MIG, когда речь идет о грязном или ржавом металле. Они довольно щадящие, и вы можете получить прочные сварные швы с грязными деталями.
Сварщики MIG суетливы и нуждаются в чистой, ярко-белой поверхности; Грязь или другие загрязняющие вещества вызывают ослабление сварного шва при сварке MIG.
Простота использования
Оба процесса просты в использовании. Но поскольку проволока подается с катушки на горелку, необходимо настроить больше параметров, и требуется баллон с защитным газом; сварочный аппарат MIG немного сложнее в настройке. Кроме того, провод MIG может зацепиться и запутаться.
При использовании сварочного аппарата для сварки требуется меньше переменных и расходных материалов. Существует меньше настроек, о которых нужно беспокоиться, поэтому настройка проще.
Но если вам нужна высокая производительность, лучшим выбором будет сварочный аппарат MIG, так как катушку с проволокой нужно менять реже, чем штучные электроды. Вы получаете больше бусин в час с меньшим количеством замен.
На самом деле, если сварочный аппарат MIG правильно настроен и сила тока выбрана, процесс нажатия на курок и сварки становится довольно простым. По этой причине вы обнаружите, что некоторые говорят, что сварку MIG легче освоить новичкам, если у них есть руководство или эксперт, который поможет им с настройкой.
Таким образом, можно сказать, что сварщикам MIG немного сложнее освоить из-за более сложной настройки, но их немного легче использовать/обучиться после завершения настройки и начала сварки.
Чугун
Одним из важных отличий сварки MIG от дуговой сварки является сварка алюминия и чугуна. Это немного сбивает с толку, потому что оба сварщика могут сваривать каждый из этих металлов. Итак, позвольте мне объяснить.
Когда дело доходит до сварки чугуна, в первую очередь следует использовать электродуговую сварку. Да, вам нужно будет предварительно нагреть утюг и принять другие меры предосторожности, но есть широкий выбор стержневых электродов, которые вы можете выбрать, и вы можете получить прочный сварной шов.
Возможна сварка чугуна MIG. Но полученный сварной шов будет слабее по сравнению с стержневым процессом.
Алюминий
Для алюминия все наоборот. Сварка MIG должна быть вашим первым выбором.
Стержневые электроды для алюминия трудно хранить, так как влага в воздухе быстро делает флюс влажным и липким. Кроме того, при сварке алюминия палкой нужно двигаться быстро. Для новичков это может даже показаться слишком быстрым.
Для сварки MIG используется алюминиевая проволока без флюса. Таким образом, алюминий намного легче хранить.
Подача более мягкой проволоки может быть затруднена, и вашему аппарату MIG может потребоваться специальный шпульный пистолет. Но после настройки сварка алюминия станет проще. Кроме того, он оставляет более чистый сварной шов без шлака и меньшего количества брызг, что желательно для большинства алюминиевых проектов.
Заготовка для тонкого металла
Сварочные аппараты MIG изначально были разработаны для более тонкого металла, что дает вам больший контроль над настройками сварки. Это позволяет многим сварщикам работать с трубами толщиной до 24 калибра, а некоторые даже тоньше.
Если вы выполняете кузовные или другие работы с тонкими заготовками, MIG будет вашим выбором, а не аппаратом для сварки электродом.
Ручные сварочные аппараты обычно считаются хорошими для диаметров до 1/8 дюйма. Но сварка SMAW — это не тонкий материал, и это подводит нас к следующей теме — толстому материалу.
Заготовка для толстого металла
Сварочные аппараты для сварки электродом обычно лучше проваривают толстый металл и являются лучшим выбором. Сварочные аппараты для сварки ручкой становятся лучшим выбором, если толщина металла превышает 3/8 дюйма.
Сварочные аппараты MIG, как только что упоминалось, предназначены для более тонкой заготовки, поэтому неудивительно, что они испытывают трудности с более толстой заготовкой.
Вопросы безопасности
Обе формы сварки представляют опасность поражения электрическим током, и необходимо принять соответствующие меры, чтобы защитить себя. Поражение электрическим током может травмировать или убить пользователей.
Но сварщики MIG также используют баллон со сжатым газом. С ними необходимо обращаться соответствующим образом, чтобы предотвратить травмы, поскольку они могут быть опасны. Есть очень реальные опасности, от падения (они довольно тяжелые!) до разрыва газопроводов. Кроме того, утечка газа может привести к удушью.
Сварочный аппарат требует хорошей вентиляции. Испарения опасны.
Кроме того, при большем количестве брызг повсюду летят искры. Вам нужно будет принять дополнительные меры предосторожности для защиты кожи и глаз.
Затраты
Сварочные аппараты для стержневой сварки часто считаются дешевыми по сравнению с другими видами сварки. Сварочные аппараты MIG включают обработку газа и подачу проволоки и являются более сложными. Более сложный означает более дорогой при покупке сварочный аппарат.
Но многие рассчитывают стоимость сварки в долларах за фунт присадочного материала. Некоторые говорят, что MIG лучше конкурирует с этим типом анализа, который оценивает сварщика при его использовании. Но я также видел некоторые анализы в долларах за фунт, которые показывают, что палочка стоит примерно половину стоимости.
Итак, я бы сказал, что это зависит от вашей работы, но, на мой взгляд, палка немного дешевле.
MIG или электродная сварка – что лучше?
Как вы могли понять из этой сравнительной статьи, этот вопрос довольно сложен. Мне нравится говорить, что ни один из них не лучше, но в определенных ситуациях есть лучший выбор.
Итак, какой сварочный аппарат подойдет вам лучше всего, зависит от вашей работы. Сварочный аппарат MIG будет лучшим выбором, если вы работаете с тонкой заготовкой. Сварочный аппарат может лучше соответствовать вашим потребностям, если вы много работаете на улице.
Если вы работаете с алюминием на регуляторной основе, используйте сварочный аппарат MIG с шпульным пистолетом. Напротив, если чугун является основной частью вашей рабочей нагрузки, вам лучше купить сварочный аппарат.
Определение работы, которую вы планируете выполнять, помогает определить, какой из этих двух вариантов сварочного аппарата лучше всего соответствует вашим потребностям. И если у вас есть и MIG, и аппарат для сварки электродом, знание сильных сторон каждого из них поможет вам решить, какой аппарат выбрать для каждой предстоящей работы.
Подробнее : Где обычно используется сварка MIG?
Часто задаваемые вопросы
Является ли сварка электродом более надежной, чем сварка MIG?
При сварке электродами получаются более прочные швы, чем при сварке MIG, так как она лучше проникает в более толстые металлы и грязные поверхности. Сварка MIG по-прежнему может производить прочные сварные швы, несмотря на то, что она не так эффективна для более толстых металлов, и является предпочтительным выбором для сварки более тонких металлов, обеспечивая лучшую отделку и меньший риск прожога.
Сварка MIG проще, чем сварка электродом?
Сварку электродом проще настроить, так как требуется меньше переменных и расходных материалов. Однако, как только аппарат для сварки MIG настроен правильно и сила тока набрана, процесс нажатия на курок и сварки становится простым, и его легче сваривать, чем приклеивать.
Должен ли я изучать MIG или придерживаться?
Вам следует научиться сварке MIG, если вы планируете сваривать в помещении тонкие и средние по толщине металлы, которые можно очистить. Сварку стержнем лучше изучить, если вы планируете сварку снаружи, так как защитный газ не требуется. Сварка стержнем также идеальна, если вам нужно сваривать грязные или твердые металлы.
Завершение
MIG и палка имеют свои сильные стороны. Из-за этого оба процесса будут по-прежнему популярны для определенных типов работ.
Знать, что и когда использовать, не так уж сложно. Определите работу, которую вам необходимо выполнить, и сопоставьте ее со способностями сварщика. Вся необходимая информация собрана для вас в этом простом в использовании руководстве; просто вернитесь к нему, если это необходимо.
Другим процессом, который следует рассмотреть, является сварка TIG. В этой статье мы рассмотрим различия между сваркой MIG и TIG.
Сварка для чит-шпаргалки на майки
: Стивен Роберт Фарнсворт и
Обновлено: 02-23-2022
Из книги: Свад для Dummies
Welding For Dummies 9041
410404040404040404104151515151515151404151510419041. Amazon Сварщики всех уровней квалификации должны стремиться совершенствовать свои методы сварки и устранять распространенные дефекты сварки. Идеальный сварной шов каждый раз — это высокая цель, но есть простые шаги, которые вы можете предпринять, и подготовка, которую вы можете сделать, чтобы не допустить, чтобы сварные швы нуждались в ремонте или полной переделке.Устранение проблем, связанных с пористостью сварного шва
Пористость сварного шва — это наличие крошечных полостей в свариваемом металле. Пористость может вызвать всевозможные проблемы со сварными швами, поэтому вы должны устранить причины вашей пористости до того, как они повлияют на ваш проект.
Пористость бывает двух видов. Поверхностная пористость, как можно догадаться, возникает на поверхности металла. Вы можете обнаружить пористость поверхности невооруженным глазом. Другой вид пористости подповерхностная пористость . Это происходит внутри металла, и вы можете найти его только с помощью внутренних детекторов.
Вот несколько наиболее распространенных причин пористости сварных швов и решения, которые можно использовать для ограничения пористости сварных швов.
Причина: Загрязнения на поверхности металла.
Решение: Тщательно очистите металл перед сваркой. Вы должны убедиться, что в нем нет примесей, таких как вода, масло и флюс. Если вы свариваете алюминий, вы должны обязательно очистить внешний слой оксида перед сваркой, иначе это приведет к серьезной пористости.
Причина: Избыток защитного газа.
Решение: Используйте правильное количество защитного газа. Обычно вы можете найти эту информацию в руководстве по эксплуатации вашего сварочного аппарата или в литературе, поставляемой с вашими электродами или электродной проволокой.
Причина: Влажные электроды.
Решение: Храните электроды в чистом, сухом месте. Не допускайте их контакта с воздухом (или, конечно, с жидкой водой) перед использованием.
Причина: Материал опорного стержня не соответствует свариваемому металлу.
Решение: Если вы используете опорный стержень, убедитесь, что он сделан из того же металла, который вы свариваете.
Борьба со шлаковыми включениями при сварке
Во время сварки вы, вероятно, столкнетесь с шлаковыми включениями (посторонние материалы, попавшие в металл сварного шва с непрерывными или случайными интервалами). Чаще всего это шлак, неметаллический твердый материал, попавший в сварной шов или между сварным швом и основным металлом.
Одной из наиболее распространенных причин шлаковых включений является наличие покрытий на некоторых металлах. Алюминий, например, часто покрывают оксидом алюминия, который быстро образуется, когда алюминий подвергается воздействию воздуха. Эти оксиды могут попасть в сварной шов, когда вы работаете с алюминием, и единственное решение — тщательно очистить алюминий от оксидов перед началом сварки.
Медные опорные стержни являются еще одним распространенным источником шлаковых включений. Медь может расплавиться и попасть в сварной шов. Если вы используете медную подложку и хотите избежать шлаковых включений, внимательно следите за проваром (глубина сварного шва) — не делайте сварной шов слишком глубоким.
Предотвращение неполного сплавления между сварным швом и основным металлом
Неполное сплавление — это отсутствие проплавления или сплавления между металлом сварного шва и 0409 Основной металл шт. Сварные швы с неполным проплавлением являются слабыми и в лучшем случае некачественными сварными швами (если не просто опасными).
Вот несколько наиболее распространенных причин неполного слияния и решения, которые помогут вам избежать этой проблемы.
Причина: Недостаточно наплавленного материала для заполнения сварного шва.
Решение: Продолжайте делать проходы с помощью сварочного аппарата, пока не заполните сварной шов полностью наплавленным металлом. Не останавливайтесь, пока работа не будет сделана!
Причина: Зазоры между сварными швами или промежутки на корне (конце) соединения.
Решение: При выполнении сварочного прохода убедитесь, что наплавленного металла достаточно, чтобы полностью заполнить пространство между предыдущим валиком и тем, над которым вы работаете. Также убедитесь, что вы нанесли наплавленный металл до самого конца соединения, и если на конце есть кратер, заполните его.
Причина: Грязные поверхности.
Решение: Прежде чем приступить к сварке, убедитесь, что металлы чистые, на них нет ржавчины и жира. Затем, в промежутках между сварочными проходами, очистите сварной шов, чтобы гарантировать, что шлак (захваченный материал) из предыдущего прохода не попадет в последующие проходы.
Сведение к минимуму чрезмерного разбрызгивания при сварке электродом и сварке MIG
Брызги состоят из маленьких кусочков металла, которые вылетают из зоны сварки сварочной дугой. Чрезмерное разбрызгивание может привести к некачественному сварному шву и сварке MIG, загрязнить зону сварки и вызвать проблемы с видимостью (особенно при наличии искр и дыма).
На самом деле вы не можете полностью избежать брызг, и они гораздо чаще встречаются при сварке электродом и дуговой сварке, чем при сварке tig. Причины чрезмерного разбрызгивания, возникающие при сварке электродом, отличаются от причин, которые являются частью процесса сварки MIG. Вот краткий обзор различий.
Чрезмерное разбрызгивание при сварке электродом обычно указывает на слишком большую длину дуги. Попробуйте уменьшить длину дуги и помните об общем правиле длины дуги при сварке электродом: длина дуги не должна превышать диаметр металлического сердечника электрода.
Если ваш электрод имеет сердечник диаметром 1/8 дюйма, поддерживайте длину дуги на уровне 1/8 дюйма или около него. Это должно помочь сдержать брызги.Одной из наиболее распространенных причин чрезмерного разбрызгивания во время сварки MIG является использование слишком большого количества проволоки. Если во время сварки MIG повсюду появляются брызги, попробуйте снизить скорость подачи проволоки. Если это не сработает, чрезмерное разбрызгивание может быть результатом дугового удара , , который возникает, когда магнетизм в вашем основном металле влияет на качество вашей дуги. Чтобы избежать дугового разряда, попробуйте приварить к зажиму заземления. Если это не поможет, переключите сварочный аппарат на переменный ток.
Об этой статье
Эта статья взята из книги:
- Сварка для чайников,
Об авторе книги:
Стивен Роберт Фарнсворт сертифицированный инспектор по сварке и инструктор с более чем 20-летним стажем работы.