Как использовать “Холодную сварку”? | Эксклюзивный представитель ABRO в России на территории ПФО, УФО, СФО и ДВФО
В повседневном обиходе, «Холодной сваркой» принято считать эпоксидный пластилин для склеивания различных материалов, таких как металл, дерево, керамику, стекло, пластик, многое другое…Применение «сварки» практически безгранично.
Например, благодаря своим высокотемпературным свойствам, ее широко применяют в экстренном авто-ремонте, таких как протекший радиатор, прогоревший глушителей, пробитый корпус аккумулятора или даже поддон картера.
Так же, можно применять в быту практически для любых работ связанных с мебелью и сантехникой.
Сегодня, мы рассмотрим весь технологический процесс использования «Холодной сварки» разобрав его до мельчайших подробностей.
Что понадобится:
Холодная сварка- представляет собой эпоксидный клей-шпаклевку с упрочняющей добавкой стального порошка. Склеивает металл, дерево, керамику, стекло, пластик.
Электрические свойства:
Объемное удельное сопротивление холодной сварки- 5×1015 oм-см
Электрическая прочность — 400 в/мм 0,1215 м
Физические свойства:
— плотность холодной сварки- 1,9 гр/см3;
— прочность на сжатие — 1176 атм;
— прочность на разрыв — 392 атм;
Сварка увеличивает свой объем при затвердевании, т. е. возникает эффект пробки. Таким образом, возможен ремонт при вытекании жидкости из поврежденного агрегата или даже под водой, поэтому холодная сварка универсальная ABRO незаменима при ремонте любой сантехники, починке катеров и яхт.
После отвердевания холодная сварка допускает обработку на токарном станке, шлифовку, сверление, нарезку резьбы, а также покраску. С помощью холодной сварки ABRO вы легко восстановите отломанную или потерянную деталь
— модуль упругости — 3,9×104 атм;
— прочность на сдвиг — 52 атм;
— максимальная температура — 260°С.
Состав: металло- и керамикополимерные компаунды на основе эпоксидных смол.
Работа:
1. Упаковка холодной сварки представляет собой герметичный контейнер, позволяющий неоднократно использовать средство.
2. Открываем крышку
3. Аккуратно достаем этикету «АBRO STEEL» она является инструкцией к применению
4. Внимательно знакомимся с инструкцией
5. Очистим и обезжирим поверхность перед применением. Для лучшей адгезии придадим ей шерховатость
6. Достанем брусок сварки
7. Отрежем необходимое количество состава, сделав разрез строго перпендикулярно.
8. Разрезав брусок, мы увидим двойную консистенцию сварки.
9. Хорошо очищаем от упаковки
10. Смочив руки водой, смешиваем составы сварки подобно пластелину, до образования однородного состава
11. Наносим холодную сварку на поверхность, придав ей необходимую форму
12.
 Затвердевает холодная сварка от 1 часа до 1 суток, в зависимости от толщины, температуры и т. д. После применения, аккуратно запакуйте «Холодную сварку» обратно в упаковку. Таким образом, она прослужит вам еще долго и будет так нужна в самый ответственный момент
Затвердевает холодная сварка от 1 часа до 1 суток, в зависимости от толщины, температуры и т. д. После применения, аккуратно запакуйте «Холодную сварку» обратно в упаковку. Таким образом, она прослужит вам еще долго и будет так нужна в самый ответственный моментНа этом все, здоровья вам и вашей машине! Пока!
Холодная сварка: виды и практическое применение
Оглавление:
Холодная сварка: что это такое и какие ее разновидности бывают
Холодная сварка для металла: инструкция к применению
Сегодня смело можно утверждать, что технология холодной сварки металлов и других материалов известна практически каждому человеку – каждый первый слышал о ней, а каждый второй уже успел опробовать ее. Но вот парадокс, большинство людей просто не в состоянии до конца оценить эту технологию – всему виной неправильное использование. Ну не умеет наш народ читать инструкции и уделять внимание мелочам, без которых ни одна современная технология не обходится, в том числе и холодная сварка.
Холодная сварка фото
Холодная сварка: что это такое и какие ее разновидности бывают
Коротко охарактеризовать холодную сварку для металлов можно следующим образом – это высокопластичный клей, изготавливаемый на основе эпоксидной смолы. Может быть как однокомпонентным, так и двухкомпонентным – во втором случае появляется возможность длительного хранения состава. Первый используется сразу весь, иначе он просто пропадает. Изготавливают такой клей в виде трубки или колбаски (как вам будет угодно) – наружная часть этой колбаски (скажем, шкурка) представляет собой отвердитель, а внутренняя начинка не что иное, как эпоксидная смола, перемешанная с металлической пылью, в задачи которой входит обеспечение прочного и стойкого соединения.
Виды холодной сварки фото
Данный тип клея особыми разновидностями не отличается – его виды обусловлены исключительно назначением, а вернее способностью склеивать те или иные материалы. Эта способность в полной мере зависит от наполнителя.
- Холодная сварка для металла. Сегодня этот незаменимый клей находится в багажнике или бардачке каждого автолюбителя – с его помощью можно достаточно просто поставить машину на ноги и без проблем не только доехать до ближайшей автомастерской, но и полноценно эксплуатировать автомобиль некоторое время. Посредством холодной сварки для металлов можно легко подлатать пробитый поддон картера, радиатор и другие части машины, которые не испытывают при езде больших нагрузок. Мало того, эта разновидность клея широко используется сантехниками для временного устранения течей.
 Вообще слово «временный» является ключевым моментом во всей истории с холодной сваркой, несмотря даже на поговорку, что нет ничего более постоянного, чем временное. Как бы вы ни старались, любая течь, устраненная с помощью клея холодная сварка, со временем возобновляется – следует понимать, что через некоторое время течи лучше устранять капитально.
Вообще слово «временный» является ключевым моментом во всей истории с холодной сваркой, несмотря даже на поговорку, что нет ничего более постоянного, чем временное. Как бы вы ни старались, любая течь, устраненная с помощью клея холодная сварка, со временем возобновляется – следует понимать, что через некоторое время течи лучше устранять капитально. - Холодная сварка для пластика. Это менее распространенный вид клея, и его можно назвать специфическим. Несмотря на это, он широко используется как в быту, так и на производстве – бытовое назначение подобных клеевых составов сводится все к тому же ремонту. Пластик сегодня применяется для изготовления многих бытовых приборов, в том числе и их корпусов, которые очень часто лопаются.
- Холодная сварка для линолеума – исключительно строительный клей узкой специализации. Стоит единожды применить его для соединения линолеума стык в стык и большие никакие двусторонние скотчи или клеи будут вам не по «вкусу». Клей для линолеума холодная сварка также может быть использован и для соединения жестких резиновых изделий.
Холодная сварка для линолеума фото
 Вообще слово «временный» является ключевым моментом во всей истории с холодной сваркой, несмотря даже на поговорку, что нет ничего более постоянного, чем временное. Как бы вы ни старались, любая течь, устраненная с помощью клея холодная сварка, со временем возобновляется – следует понимать, что через некоторое время течи лучше устранять капитально.
Вообще слово «временный» является ключевым моментом во всей истории с холодной сваркой, несмотря даже на поговорку, что нет ничего более постоянного, чем временное. Как бы вы ни старались, любая течь, устраненная с помощью клея холодная сварка, со временем возобновляется – следует понимать, что через некоторое время течи лучше устранять капитально.
Существуют и другие виды холодной сварки, призванные решать аналогичные задачи соединения различных материалов. Все они неплохо справляются с поставленными задачами, если, конечно, их использование осуществлялось без нарушения технологии. Именно об этом и пойдет речь дальше.
Холодная сварка для металла: инструкция к применению
Все виды клея холодная сварка имеют схожую технологию применения – разницы между ними нет никакой. Именно по этой причине вопрос, как пользоваться холодной сваркой, мы рассмотрим на примере устранения течей в железных трубопроводах. Представим эту технологию по пунктам, но для начала разберемся с одним моментом – холодная сварка с одинаковым успехом может устранять течи как в пустых емкостях, так и находящихся под небольшим давлением. Если в автомобильном радиаторе имеется охлаждающая жидкость, то для заделки пробоины сливать ее не обязательно. То же самое можно сказать и о трубопроводах.
Но вернемся к непосредственной технологии использования холодной сварки.
- Для начала готовим склеиваемую или склеиваемые поверхности. Самым тщательным способом зачищаем ее крупной наждачной шкуркой, так, чтобы не только удалилась грязь и старая краска, но и на поверхностях образовались видимые невооруженным глазом царапины. Они нужны для того, чтобы обеспечить качественное склеивание – без них не обойтись, поэтому стесняться не нужно и царапать необходимо капитально. Естественно, в пределах разумного.
- Просушиваем поверхность – можно даже феном. Если склеиваемые холодной сваркой поверхности будут нагреты, это пойдет только на пользу. Сразу оговорюсь – холодная сварка пристает и на мокрую поверхность, но делает это во много раз хуже. Хорошего качества в таком случае ждать не приходится, и такой подход к делу является правильным только в случае временного устранения течей.
Как пользоваться холодной сваркой фото
- Обезжириванием склеиваемые поверхности. Это обязательный этап работ, который обеспечивает надежность соединения. Даже если наглядно на поверхностях не видно жира, то это еще не означает, что его там нет – даже мизерной доли жира, перенесшегося на склеиваемую поверхность с пальцев рук, вполне достаточно для того, чтобы стык оказался нестабильным и некачественным. Этот этап работ игнорировать не стоит.
- Пока ацетон высыхает, готовим холодную сварку. Для этого отрезаем от колбаски небольшое количество материала – режем строго поперек, так как в большинстве случаев мы имеем дело с двумя компонентами, расположенными один внутри другого. Отрезанный кусочек тщательно разминаем руками до получения пластичной, мягкой, а главное однородной массы. В процессе перемешивания материал немного нагреется – это нормально и заострять внимание на этом не стоит.
- Наносим приготовленную холодную сварку на склеиваемую или заклеиваемую поверхность. Делать это нужно сразу же по окончании смешивания – большинство составов начинают полимеризироваться (застывать) уже спустя пару минут после приготовления. Если речь идет о заделке пробоины, то холодную сварку нужно нанести так, чтобы она проникла и внутрь отверстия.
Клей холодная сварка в действии фото
 Даже если наглядно на поверхностях не видно жира, то это еще не означает, что его там нет – даже мизерной доли жира, перенесшегося на склеиваемую поверхность с пальцев рук, вполне достаточно для того, чтобы стык оказался нестабильным и некачественным. Этот этап работ игнорировать не стоит.
Даже если наглядно на поверхностях не видно жира, то это еще не означает, что его там нет – даже мизерной доли жира, перенесшегося на склеиваемую поверхность с пальцев рук, вполне достаточно для того, чтобы стык оказался нестабильным и некачественным. Этот этап работ игнорировать не стоит.
Все! Оставляем ремонтируемый участок высыхать. Полное застывание данного типа клея происходит в течение 24 часов. По истечении этого времени ремонтируемый участок можно зачищать, грунтовать, шпаклевать и красить – в общем, имеются все предпосылки для того, чтобы устранить пробоины даже в лицевых декоративных поверхностях. Например, в бензобаке мотоцикла.
И в заключение темы несколько небольших советов, которые помогут использовать холодную сварку безопасно, а главное обеспечить с ее помощью надежное и герметичное соединение. Во-первых, тщательно ознакомьтесь с инструкцией – слова словами, а вот нюансы применения у различных производителей могут быть свои. Во-вторых, не забывайте о правилах использования таких веществ, как ацетон – они являются отнюдь не безопасными и при попадании в глаза могут вызвать серьезные травмы. А вообще холодная сварка является неприхотливым материалом – в этом отношении ее можно сравнить с обычным клеем, например, для обуви.
А вообще холодная сварка является неприхотливым материалом – в этом отношении ее можно сравнить с обычным клеем, например, для обуви.
Автор статьи Александр Куликов
Как правильно пользоваться холодной сваркой для металла и линолеума
Холодная сварка за последнее время стала очень популярным способом избежать необходимости задействовать настоящую сварку, когда дело касается мелких поломок и заделок трещин. Как становится понятно из названия, при ее использовании не происходит нагревания материала, расплавления заготовок и так далее. Также отсутствует взаимное проникновение молекул одного вещества в другое, как это происходит в стандартных вариантах. Исходя из этого, у многих может возникнуть вопрос, как пользоваться холодной сваркой, чтобы достичь желаемого результата. Для этого следует разобраться с самой основой материала.
В первую очередь нужно уяснить, что это не сварка в традиционном понимании. Это клей, в котором может содержаться металлический наполнитель. Он позволяет не только очень крепко склеивать различные вещества, в том числе и металл, но и заделывать трещины в емкостях и трубах, наращивать отдельные металлические элементы, которые сломались или износились на детали. Для каждой операции имеются свои особенности, соответственно, существует несколько основных разновидностей, которые отличаются по составу, физическому состоянию и тому, как пользоваться холодной сваркой.
Он позволяет не только очень крепко склеивать различные вещества, в том числе и металл, но и заделывать трещины в емкостях и трубах, наращивать отдельные металлические элементы, которые сломались или износились на детали. Для каждой операции имеются свои особенности, соответственно, существует несколько основных разновидностей, которые отличаются по составу, физическому состоянию и тому, как пользоваться холодной сваркой.
Холодная сварка для металла и линолеума
Для технической сферы это достаточно простое в использовании вещество, которое универсально в применении. По крепости и надежности всему этому не сравниться ни с газовой, ни с электрической сваркой, но для мелкого ремонта лучшего варианта не найти. Ведь для работы не нужно демонтировать детали и искать специальное место для проведения процедур. Для тех вещей, которые подвергаются воздействию высоких температур можно подобрать высокотемпературную холодную сварку, которая будет выдерживать показатели свыше 1 тысячи градусов Цельсия, не теряя своих свойств.
Применение холодной сварки
Вне зависимости от выбранной разновидности, вещество является универсальным в применении. Оно может оказаться полезным как для дома, так и в промышленных сферах. С его помощью можно соединять металлы различных видов, металлы с неметаллами и другие вещества в совершенно любых комбинациях. Аналогично стандартной, холодная сварка применяется для заделки трещин, дыр и отверстий. С ее помощью происходит наплавка материала на различные детали. Она также может создавать шов для неразъемного соединения, который будет крепко держать детали. Во многих случаях, благодаря качественному наполнителю, материал для ремонта может оказаться крепче, чем на самих деталях, но для всего этого нужно четко придерживаться правил применения. Для этого требуется знать, как правильно пользоваться холодной сваркой.
Широкое применение этот клей нашел в сантехнической сфере, так как он легко справляется с давлением, которое имеется в трубах водопроводно-канализационного хозяйства. Также он незаменим при ремонте автомобилей, когда нужно заделать протекающий топливный бак, не снимая его и не промывая, так как все происходит без демонтажа самого устройства. Сейчас его все чаще используют для склейки аквариумов, линолеума, мебели и разнообразных инструментов.
Также он незаменим при ремонте автомобилей, когда нужно заделать протекающий топливный бак, не снимая его и не промывая, так как все происходит без демонтажа самого устройства. Сейчас его все чаще используют для склейки аквариумов, линолеума, мебели и разнообразных инструментов.
Применение холодной сварки
Как пользоваться холодной сваркой для металла
В первую очередь следует заняться подготовкой, которая является очень важным процессом. При неправильной подготовке качество схватывания сводится к минимуму и при первой же проверке придется все переделывать. Порядок действий таков:
- Очистка поверхности от грязи, масла и жира. Делается это при помощи наждачной бумаги, абразивной очисткой и различных очистителей. Это помогает улучшить адгезию.
- С составом нужно работать в защитных перчатках. Если он представлен в жидком виде, то его нужно выдавить из двух тюбиков, после чего тщательно перемешать. Если же в пластилинообразном, то просто отделить от общей массы необходимое количество. Не стоит брать слишком много, так как после этого второй раз использовать материал не получится.
- При разминании состав разогревается и затвердевает, при этом сохраняя нужный уровень эластичности. Как только он дойдет до нужной консистенции, то его можно наносить на поверхность деталей.
- После нанесения можно зафиксировать все при помощи жгута.
- При ремонте труб нужно проводить разглаживающие движения, пока материал полностью не примет требуемую форму.
- После нанесения следует выждать от 1 до 3 часов, пока все не затвердеет. Как правило, это не полное затвердевание, так за это время схватывается 95% состава.
После проведенных процедур возникает вопрос, как убрать холодную сварку с металла. Ведь по окончании работ могут оставаться мелкие неэстетичные куски, которые будут мешать. Лучше сразу их снимать с помощью шпателя или других подобных средств, пока состав еще полностью не застыл. Если же прошло долгое время, то может потребоваться более серьезный подход. Одним из самых простых способов как удалить холодную сварку с металла, является отстукивание молотком чтобы лишний материал отстал от поверхности.
Одним из самых простых способов как удалить холодную сварку с металла, является отстукивание молотком чтобы лишний материал отстал от поверхности.
Как пользоваться холодной сваркой для металла
Как пользоваться клеем холодная сварка для линолеума
Этот клей является универсальным и отлично подходит для многих операций. Но для этого нужно знать технологию применения. Если вы хотите понять, как правильно пользоваться холодной сваркой для линолеума, то следует придерживаться следующих пунктов:
- На месте, где будет проходить шов, клеится двусторонний скотч, чтобы клей не растекся по всей поверхности;
- Полоску следует разрезать ровно на стыке;
- На тюбик следует надеть дополнительную насадку, которая будет выдавливать клей равномерной небольшой струей;
- Игла на насадке вставляется в сделанный ножом разрез, после чего его можно заполнить холодной сваркой;
- Как только заполнится вся поверхность стыка, следует выждать 15 минут до полного засыхания;
- После этого можно удалить скотч и проверить качество соединения шва.

Как пользоваться холодной сваркой для линолеума
Все действия следует производить в защитных перчатках, избегая прямого контакта кожи с материалом.
как пользоваться, Алмаз, клей, Mastix
Свариваем алюминий холодным методом
Алюминий — широко используемый человеком материал. Обладая многими преимуществами, он, однако, не лишен и определенных недостатков. Одним из них является сложность в соединении с другими металлами, а также интенсивное образование окислов, препятствующих сварочным работам.
Холодная сварка для алюминияСовременные технологии помогают бороться с этой проблемой с помощью холодной сварки для алюминия.
Что же она из себя представляет? Это уникальный способ сварки под давлением, во время которой участвующие в процессе детали не подвергаются нагреву, но с ними происходит пластическая деформация, вследствие создания между ними межатомных связей. Процесс происходит при комнатной температуре, не требует дополнительных источников нагрева, и при этом соединение характеризуется высоким уровнем прочности.
Процесс происходит при комнатной температуре, не требует дополнительных источников нагрева, и при этом соединение характеризуется высоким уровнем прочности.
С помощью деформации обеспечивается разрушение оксидного слоя (а также его удаление), препятствующего соединению деталей. Расстояние между деталями получается минимальное — в пределах величины кристаллической решетки. При этом образуются новые атомные связи и формируется единая кристаллическая решетка.
Какие бывают виды холодной сварки для алюминия?
Принято выделять три основных метода холодной сварки:
- точечная сварка;
- стыковая сварка;
- шовная сварка.
Точечный метод
Производится путем соединения алюминиевых деталей внахлест. Для этого используются пуансоны, при вдавливании которых и формируется соединение, именуемое сварной точкой. Прочность на этом участке значительно увеличена в сравнении с местами, которые не подвергались деформации. Площадь, занимаемая сварной точкой, равняется площади пуансонов, которая вдавливается. Степенью деформации называется отношение глубины вдавливания к толщине деталей, и для алюминия она обычно составляет от 60% до 70% (а для алюминиевых сплавов — от 75% до 90%).
Степенью деформации называется отношение глубины вдавливания к толщине деталей, и для алюминия она обычно составляет от 60% до 70% (а для алюминиевых сплавов — от 75% до 90%).
Для точечного метода можно зажимать детали, но необходимости в этом нет — она осуществится и без зажимания.
Шовный метод
Данная методика обычно применяется в двух разновидностях:
Инструкция для холодной сварки- последовательное формирование точек, которые перекрываются вместе с непрерывным образованием шва;
- соединение заготовок на протяженности всего шва одновременно.
В первом случае сварочный процесс производится с использованием вращающихся роликов. Металлические детали необходимо зачистить, поверхности — состыковать, разместить в пространстве между роликами, как следует сдавить, а затем начать вращать ролики. Сваривание происходит при протяжке деталей.
Как можно пользоваться холодной сваркой при роликовом варианте?
- Односторонний способ — используется лишь давление, создаваемое одним роликом, который вращается (второй ролик в данном случае выступает опорой). Клей mastix для алюминия
- Двусторонний способ — для создания давления используются одновременно два ролика, между которыми размещается деталь.
 Клей mastix для алюминия
Клей mastix для алюминияОдновременное соединение по всему шву выполняется с помощью пуансонов (так же, как и при точечном методе). Обычно используются пуансоны кольцевидной формы. В каких случаях используется такое соединение? Чаще всего — когда поставлена задача изготовить изделие, лишенное отбортовки. Следует помнить, что созданный таким способом шов уменьшает сечение металла.
Стыковой метод
Зажимные губкиКлючевая технология при данном методе — специальные губки, в которые зажимаются заготовки. Осевое усилие приводит к деформации концов заготовки, которые выпущены из зажима. Можно сказать, что такая методика чем-то напоминает сжатие материала между жесткими плитами. Чтобы процесс прошел успешно, потребуются определенные условия: разрушенные сваркой поверхностные пленки должны полностью удалиться из зоны будущего контакта. Такие условия можно создать с помощью особой конструкции зажимных губок.
При стыковом методе могут применяться направляющие втулки и пуансоны-толкатели, с помощью которых давление передается на детали. Однако эта техника не лишена некоторых недостатков:
- нет возможности соединить достаточно длинные детали;
- часть детали, находящаяся во втулке, подвержена деформации;
- процесс удаления облоя весьма трудоемок;
- после сварки достаточно трудно извлечь детали из втулок.
Не забываем про особенности швов
Перед тем как активно пользоваться холодной сваркой, нужно разобраться с особенностями получаемых швов.
Точечный шов на алюминиевых деталяхПроцесс, при котором формируется прямой шов, приводит к ослаблению сечения металла, что негативно сказывается на дальнейшей работоспособности изделия. Полученные в результате нахлестного продольного шва две алюминиевых полосы могут беспрепятственно перегибаться по шву, что недопустимо. По этой причине прямые швы в современных условиях холодной сварки используются ограниченно. Более распространен точечный метод, лишенный таких недостатков.
Более распространен точечный метод, лишенный таких недостатков.
Как бы то ни было, все указанные методы — прекрасная альтернатива традиционной сварке.
Холодная сварка в виде клея
Это один из наиболее простых и доступных методов. Он не требует каких-либо специфических механизмов или инструментов, очень удобен, оперативен и может выручить при аварийных ситуациях даже «в полевых условиях».
Холодная сварка в виде клеяВ качестве клеящего вещества выступает двухкомпонентный клей, созданный на основе эпоксидной смолы, в которую добавлен стальной порошок. Может выпускаться в виде мастики или жидкости.
Благодаря достижениям современной химической промышленности, в классический рецепт клея для сварки добавляются особые присадки, позволяющие значительно улучшить адгезию, устойчивость к агрессивной среде, диапазон рабочих температур, и т.д. Прочность такого клея может даже превосходить металл, из которого сделаны соединяемые детали.
Предварительная подготовка
Холодная сварка в жидкой форме выпускается в двух раздельных тюбиках, содержимое которых необходимо смешать друг с другом перед началом работы.
Мастика представляет из себя двухслойный брусок, похожий на пластилин, обычно в цилиндрической упаковке. От такого бруска требуется перпендикулярно отрезать нужное количество вещества, размять его между пальцами, а затем нанести на участок, который предполагается склеить (склеиваемую поверхность рекомендуется предварительно обезжирить, чтобы повысить адгезивные свойства).
Подготовленный к работе клей должен быть использован не позднее чем за 20-30 минут (бывает, что и меньше — зависит от конкретного производителя). Нужно использовать это время, чтобы успеть закончить процесс нанесения клея, после чего на 40-45 минут прижать склеиваемые поверхности друг к другу (время указано для комнатной температуры).
Окончательное затвердевание сварочного клея происходит не ранее чем через 2-3 часа. После этого его можно подвергать практически каким угодно нагрузкам, за исключением деформации «на разрыв».
Приобрести клей или мастику можно практически в любом хозяйственном магазине. Что касается фирмы-производителя, то выбор довольно широк. Примеры могут быть представлены холодной сваркой «Алмаз», «Abro», «Zollex», холодной сваркой «Mastix», и др.
Что касается фирмы-производителя, то выбор довольно широк. Примеры могут быть представлены холодной сваркой «Алмаз», «Abro», «Zollex», холодной сваркой «Mastix», и др.
Список ограничений и меры предосторожности
Не рекомендуется использовать холодную сварку в следующих случаях:
Спецодежда неотъемлема при работе с холодной сваркой- в местах, где повышена экологическая опасность, или присутствует агрессивная окружающая среда;
- преобладание высоких температур;
- регулярное резкое изменение условий эксплуатации;
- находящиеся под большим давлением сосуды;
- если склеиваемые предметы находятся в прямом контакте с продуктами питания или питьевой водой.
При работе с холодной сваркой необходимо использовать перчатки и респиратор, а при попадании в глаза — срочно промыть их проточной водой и обратиться к врачу.
Видео: Холодная сварка для алюминия
Соединяем трубы отопления холодной сваркой дома
Метод холодной сварки был изобретен достаточно давно, уже в середине 40-х годов прошлого столетия его успешно использовали в большинстве развитых странах. О достоинствах этого метода многим людям приходилось слышать неоднократно. Но для всесторонней оценки его индивидуальных характеристик и области применения лучше ознакомиться со всеми выгодными качествами представленного метода.
О достоинствах этого метода многим людям приходилось слышать неоднократно. Но для всесторонней оценки его индивидуальных характеристик и области применения лучше ознакомиться со всеми выгодными качествами представленного метода.
Особенности технологического процесса
Холодным этот вид сварки называют из-за отсутствия нагревания поверхностей, обработки специальными растворами, накаливания электрической дугой. Основной принцип действия холодной сварки предполагает пластическую деформацию слоя окисления, обладающего хрупкой структурой. Ведь именно он выстраивает барьеры, на пути свободного сопряжения металлов препятствуя их связи.
Виды клея, используемого для холодной сварки
В основном материал имеет цилиндрическую форму и двухслойную структуру, где внешний слой представлен в виде отвердителя, а внутренняя часть выполнена из эпоксидной смолы, разбавленной металлической пылью. Такая добавка обеспечивает надежность соединения, укрепляя его прочность. Кроме этого, в состав данного материала входят и другие компоненты, способствующие обеспечению соединения требующимися свойствами. Но производители хранят оригинальный состав в секрете, точно известно лишь о присутствии в нем серы.
Такая добавка обеспечивает надежность соединения, укрепляя его прочность. Кроме этого, в состав данного материала входят и другие компоненты, способствующие обеспечению соединения требующимися свойствами. Но производители хранят оригинальный состав в секрете, точно известно лишь о присутствии в нем серы.
Различия в физических характеристиках
По своей структуре холодная сварка представляет собой клей, обладающий высокой пластичностью, который изготавливают на базе эпоксидной смолы. Его выпускают в 2 вариантах:
- двухкомпонентный – предназначенный для длительного хранения;
- однокомпонентный – готовый для немедленного использования.
Второй вид более удобен при устранении локальных повреждений, требующих экстренного вмешательства.
Область применения
Принципиальное различие могут иметь виды холодной сварки, используемые для разных материалов. По этому признаку состав клея можно разделить на 3 основные категории.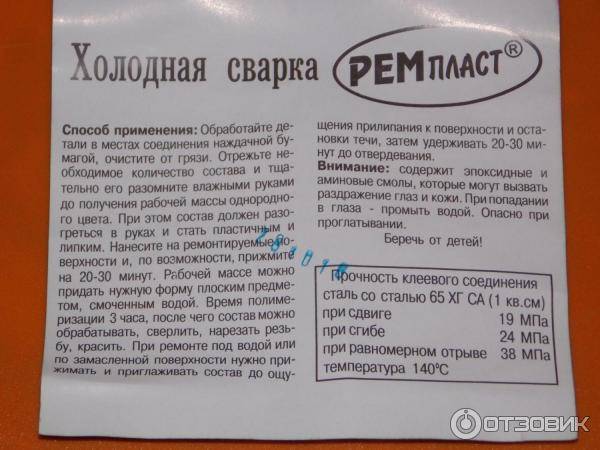
Для металла
Данное средство успешно используется как в бытовых целях, особенно при починке сантехники в случае образования течи, так и для ремонта автомобилей. Этот вид сварки поверхностей позволяет эффективно устранить многие повреждения различных систем для их дальнейшей продолжительной работы. Однако необходимо понимать, что метод холодной сварки используется только для устранения неполадок в узлах, к которым не применяется значительное усилие. При ремонте автомобиля важно помнить, что в некоторых случаях этот способ используется в качестве экстренной меры, требующей дальнейших доработок.
Для пластиковых поверхностей
Несмотря на свою эффективность, этот вид холодной сварки не получил широкого распространения из-за низких эстетических характеристик. Чаще всего его используют в промышленных целях для связи различных пластиковых узлов. В домашних условиях состав применяют при ремонте пластмассовых труб или корпусов различных агрегатов.
Для линолеума
Эта разновидность клея может быть использована также для изделий из жесткой резины. Эффективность исполнения соединений позволила материалу получить широкое распространение во внутренней отделке помещений. Холодная сварка элементов из линолеума по своему качеству намного превзошла остальные способы соединений, получив отличную оценку. При полном соблюдении правил склеивания шов выходит практически незаметным, а по прочности не уступает прочим способам сращивания.
Эффективность исполнения соединений позволила материалу получить широкое распространение во внутренней отделке помещений. Холодная сварка элементов из линолеума по своему качеству намного превзошла остальные способы соединений, получив отличную оценку. При полном соблюдении правил склеивания шов выходит практически незаметным, а по прочности не уступает прочим способам сращивания.
Сильные и слабые стороны холодной сварки
Холодная сварка обладает преимуществами, выгодно отличающими ее от остальных технологий. Одним из самых важных качеств, дающих ей превосходство, является отсутствие нагрева сращиваемых поверхностей. Эта особенность позволяет методу успешно:
- сваривать материалы с разной температурой расширения, сохраняя физические свойства элементов в районе шва соединения;
- сваривать электропроводку, удаляя лишь незначительные фрагменты изоляции;
- вести работы при непосредственной близости со взрывоопасными материалами или в агрессивной среде;
- герметизировать емкости или крышки корпусов в условиях, не допускающих высокие температуры.

Выполнение работ с использованием холодной сварки исключает энергетические затраты, отличается большой продуктивностью и гигиеничностью процесса. Простота исполнения допускает вероятность механизации и располагает к автоматизации производства. Также холодная сварка выгодно отличается своей экономичностью, для выполнения работ не требуется специфического оборудования и сопутствующих расходных материалов. При проведении данного вида деятельности исключаются вредные образования, раскаленные брызги, вспышки яркого света и шумовые эффекты.
Наибольшим недостатком, характеризующим холодную сварку, служит высокий процент вынужденной деформации сопоставляемых поверхностей, который может достигать 70 % для эластичных материалов. При выполнении холодной сварки металл в месте соединения подлежит деформационному упрочнению. В это же время неизбежная пластическая деформация возникает в зависимости от того, насколько подготовлены поверхности предстоящего соединения, и может варьировать от 50 до 80 %. Для снижения показателей вынужденной деформации используют следующие приемы:
Для снижения показателей вынужденной деформации используют следующие приемы:
- подгоняют точно сопоставляемые поверхности, применяя шлифовку, а в некоторых случаях – полировку;
- повышают плотность сжатия, используя ударную нагрузку;
- в промежутках делают пластичные прослойки от 2 до 5 мм, это позволяет связывать зазоры стыковой сваркой;
- выполняют подогрев металлических поверхностей до 300 градусов;
- в определенных условиях прибегают к использованию вакуума.
К остальным недостаткам этого метода можно отнести различные ограничения по конфигурации и размерам соединяемых элементов, относительно узкий диапазон поддающихся этой сварке металлов, ограниченную универсальность оборудования.
Порядок проведения работ
Удобство метода заключается в возможности применения его не только для пустых, но и для заполненных емкостей. Вероятность присутствия невысокого давления также допустима.
Предварительные процедуры
Для подготовки контактной плоскости следует освободить ее от грязи и ржавчины при помощи наждачной бумаги. Зачистку поверхности можно считать удовлетворительной, когда она приобретает характерный металлический блеск. Присутствующие царапины от абразивных материалов лишь упрочнят соединение. В экстренных случаях холодная сварка может применяться для влажных элементов. Однако если есть возможность просушить поверхность феном, это придаст большей надежности соединению. И последней мерой предосторожности является обезжиривание свариваемых составляющих ацетоном.
Зачистку поверхности можно считать удовлетворительной, когда она приобретает характерный металлический блеск. Присутствующие царапины от абразивных материалов лишь упрочнят соединение. В экстренных случаях холодная сварка может применяться для влажных элементов. Однако если есть возможность просушить поверхность феном, это придаст большей надежности соединению. И последней мерой предосторожности является обезжиривание свариваемых составляющих ацетоном.
Подготовка клея к работе
Для начала нужно отрезать от общего количества ножом кусочек необходимого размера. Срез важно сделать поперек цилиндрической формы, оставляя пропорцию предстоящей смеси неизменной. Отрезанную заготовку нужно тщательно размять пальцами до образования пластичной, однородной по цвету массы – клей готов к применению. В процессе приготовления он может приставать к рукам, чтобы избежать этого, нужно смочить их водой.
Процесс склеивания
Приготовленная пластичная масса сохраняет свои качества непродолжительный отрезок времени, поэтому приступать к работе нужно незамедлительно. В запасе всегда есть несколько минут, что позволит нанести состав на ремонтируемую поверхность не только быстро, но и аккуратно. В случае когда приходится заделывать небольшое отверстие, необходимо убедиться, что состав продавлен внутрь. Если диаметр дырки превышает 3 мм, то ее нужно заделывать, используя латку, которая «приживляется» при помощи холодной сварки.
В запасе всегда есть несколько минут, что позволит нанести состав на ремонтируемую поверхность не только быстро, но и аккуратно. В случае когда приходится заделывать небольшое отверстие, необходимо убедиться, что состав продавлен внутрь. Если диаметр дырки превышает 3 мм, то ее нужно заделывать, используя латку, которая «приживляется» при помощи холодной сварки.
Итог
Для труб отопления метод холодной сварки допускается применять при условии профессиональной оценки характера повреждения и грамотной подборки клея. Поэтому выбранный состав лучше всегда согласовывать со специалистом. О надежности метода говорит его неподатливость к различным механическим нагрузкам, а также устойчивость к воздействию внешних факторов. Холодная сварка способна длительное время сохранять целостность и эксплуатационную пригодность материалов. Применение двухкомпонентного клея эффективно при условии, когда остальные методы сварки невозможно использовать из-за конструктивных особенностей системы.
Похожие статьи:
Как клеить линолеум – пошаговая инструкция холодной сварки для склеивания линолеума
Линолеум часто используют в виде напольного покрытия в жилых помещениях. Поклейку полотен можно сделать своими руками. Для этого нужно понимать, как правильно клеить линолеум на разных типах поверхностях и какой подобрать для этого клей.
Особенности монтажа линолеума
Различают 4 варианта укладки неполного покрытия:
- Холодная сварка. Она позволяет соединять любой тип линолеума. Стыки крепятся при помощи специального состава.
- Укладка порожка на шов. Используется для соединения полосок покрытия при входе в комнату. Порожки изготавливают разного размера и формы. Это декоративная надежная конструкция. Ее подбирают под тип напольного покрытия. К минусам можно отнести небольшую цветовую гамму. Дополнительно порожек образует небольшую возвышенность на стыке полотен линолеума, что доставляет сложности при перемещении между комнатами.
- Фиксация листов при помощи 2-х стороннего скотча.
- Горячая сварка. Применяется, когда нужно клеить линолеум коммерческого типа в помещениях с большой проходимостью. Например, в гостиницах, больницах, офисах, музеях, театрах.

Напольное покрытие для домашнего использования не такое прочное. Под воздействием горячей сварки легко портится. Чтобы плотнее спаять полосы между собой, встык между ними укладывают присадочный шнур.
Этот материал имеет одинаковую структуру с линолеумом. После охлаждения шов на месте наплавления следует зашлифовать. Для этой работы нужен опыт и навыки, иначе легко деформировать покрытие.
СОВЕТ. Линолеум обязательно приклеивают, если в помещении стоит или часто передвигается тяжелая мебель. Это позволит снизить риск повреждения покрытия. Поклейка минимизирует износ. Пол прослужит на 40% дольше. Пол прослужит на 40% дольше.
|
Разновидности покрытия
В зависимости от материала изготовления выделяют 2 основные группы линолеума – это натуральный и искусственный. Первый делают из природного сырья. Товар считается экологически чистым и безопасным в эксплуатации.
Он имеет антистатические, огнестойкие функции, прост в обслуживании. К минусам можно отнести – малую пластичность. При транспортировке и укладке могут возникнуть сложности.
Искусственный вариант состоит из ПВХ, резины, алкидных соединений и нитроклетчатки. Выпускается без основы или на основе (ткань, нетканая с теплоизоляцией, вспененный состав).
К плюсам поливинилхлоридного линолеума можно отнести хорошую эластичность, большой выбор текстур и цветов, низкую теплопроводность. Недостаток – высокая усадка при воздействии высокой температуры. Некоторая продукция имеет вначале эксплуатации неприятный специфичный запах.
Сфера применения покрытия
В процессе покупки настила для общественных и жилых помещений важно учитывать физические свойства и вид материала.
| СОВЕТ. Фиксировать стройматериал на клей производители рекомендуют, если комната больше 20м2. Гарантия от завода на линолеум распространяется только на приклеенные полотна. |
По уровню износостойкости линолеум бывает:
- бытовым;
- техническим;
- специализированным;
- полукоммерческим.
Бытовой и полукоммерческие стройматериал берут обычно для жилых помещений. Технический отличается высокой прочностью на износ, так что его можно стелить в помещениях с большой проходимостью.
В эту же категорию относят дорожные покрытия для железнодорожного и морского транспорта, антискользящие, акустические, антистатические и водостойкие покрытия для помещений с повышенными требованиями безопасности.
Гомогенный и гетерогенный линолеум: все за и против
Структура покрытия может быть:
- Гомогенной. Это материал цельный по своей структуре. Линолеум отличается эластичностью и прочностью. Толщина полосы варьируется от 1,5мм до 3 мм.
- Гетерогенной. Состоит из 4-6 слоев. Толщина настила может быть разной. Пользуются спросом материал 2-5 мм. При создании изделий используют армирующий стеклохолст.
Чем больше наполнителей, тем дешевле изделие. Наличие дополнительных компонентов увеличивает вес продукции. Чем легче покрытие, тем оно дороже. Но чем меньше примесей, тем настил более качественный и прочный.
Виды линолеума, в зависимости от основы
У материала могут быть разные основы:
- С повышенной теплоизоляцией. Это продукция на тканевой основе. Она состоит из войлочной, джутовой прослойки и верхнего ПВХ-слоя. Общая толщина полотна до 5мм. Можно покупать товар для укладки настила в зонах с нормальной влажностью и небольшой проходимостью.
- Безосновный. Это тонкое покрытие от 1,2 мм до 1,6 мм, требующее для базы ровный черновой пол. Материал отличается износо- и влагостойкостью. Можно клеить в бытовых помещениях – в ванной, на кухне. Отличается низкой ценой.
- На вспененной основе. Эластичное полотно для зон с повышенной влажностью. Толщина составляет – 2-3,5 мм. Используют для пола на кухне, санузлах. Срок службы покрытия – до 12 лет.
 Общая толщина полотна до 5мм. Можно покупать товар для укладки настила в зонах с нормальной влажностью и небольшой проходимостью.
Общая толщина полотна до 5мм. Можно покупать товар для укладки настила в зонах с нормальной влажностью и небольшой проходимостью.Дополнительно следует вместе с виниловым покрытием выбрать правильный клеевой состав.
| СОВЕТ. В межсезонье покрытие подвержено растяжению или сжатию во время скачков температур и влажности. Этого можно избежать, если тщательно обработать стыки клеем. |
Какой используем для линолеума клей
Выбор состава зависит от количества полотен, уровня проходной нагрузки, наличия неровностей на полу, вида материала, его основы, показателей температуры и влажности в комнате. Поклейка настила на двухсторонний скотч считается временным способом фиксации.
Поклейка настила на двухсторонний скотч считается временным способом фиксации.
К преимуществам этого метода можно отнести быструю укладку основания. Достаточно приклеить полосу на пол, снять защитный слой, а после аккуратно прижать линолеум. Но со временем защитный слой скотча высыхает, приходится обновлять покрытие каждые 2 года.
Универсальный вариант – жидкие гвозди. Их можно использовать для разных поверхностей в домашних условиях. Они образуют прочный слой. Приклеивать настил на жидкие гвозди лучше точечно на небольшие участки. Использовать универсальный «Момент» можно для подклеивания края винилового покрытия или релина, содержащего резину.
Когда нужно присоединить новый линолеум на старое покрытие или кафель, то используют клей марки КС. В нем есть минеральные компоненты, силикаты, придающие составу огнеупорные и морозостойкие свойства. Клей хорошо скрепляет гладкие поверхности друг с другом, которые имею слабую адгезию.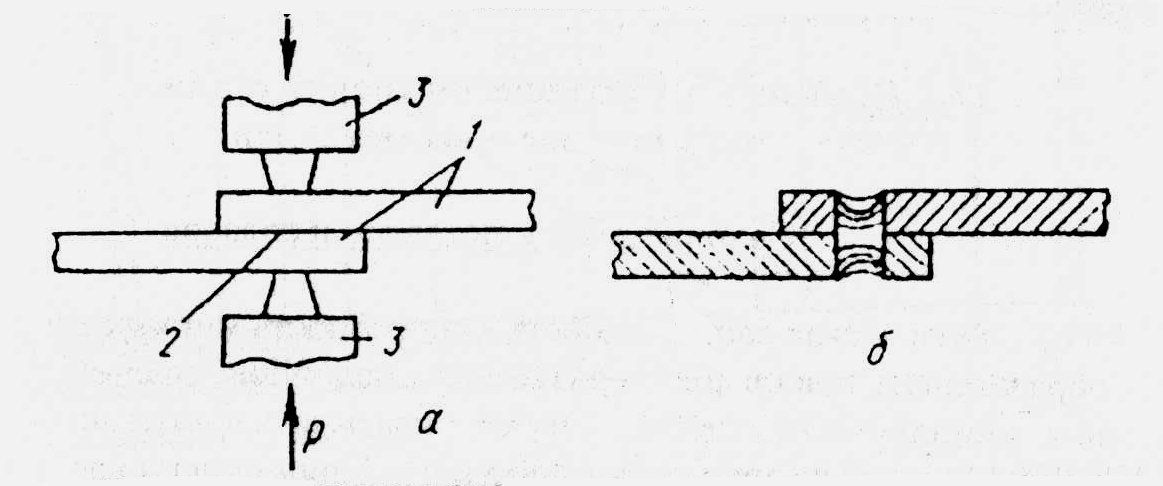
Группы клеевых составов
Для каждой разновидности линолеума необходимо выбирать определенный клей. Он представлен водно-дисперсионными, реакционными составами и мастикой.
Рассмотрим их все:
- Водно-дисперсионные смеси. Хорошо использовать для поклейки бытового линолеума. Они легкие по весу, не имеют резкого запаха, быстро сохнут. В составе имеют воду, мел, акрил, полимеры и прочие компоненты. Их можно использовать для деревянного покрытия и бетона. Главные виды дисперсионных клеев − ПВА, полином (акрилатные составы), гумилакс и бустилат.
- Мастика используется для прочного крепления настила с бетонным полом. Различают каучуковые, дисперсионные и битумные мастики. Изделие прочно соединяет основание с линолеумом, помогает скрыть мелкие дефекты пола за счет толщины слоя. Дополнительно у мастики есть гидроизоляционные свойства. Ее можно использовать для обработки большой поверхности.
- Реакционные полимерные составы. Это клей для холодной сварки линолеума, который работает по типу растворителя. Он расплавляет края напольного материала. В итоге жидкий линолеум соединяется стык в стык, образуя малозаметный шов. Используя возможности этого строительного состава, можно сваривать стыки разной ширины. Швы получат такие же характеристики и эластичность, как и главное полотно.
Различают рекреационный клей типа А, С и Т. Первый вариант используют для соединения полотен нового материала. Типом С обрабатывают старые деформированные стыки до 5мм толщиной. Последний нужен для обработки покрытия из полиэстера. Сохнет состав типа А – 15 минут.
Клей типа С более густой, так что нужно подождать 30 минут. Холодную сварку можно выполнять без клейкой ленты, так как густой клей типа С не будет растекаться по линолеуму. Вероятность нежелательного расплавления покрытия приравнивается к нулю.
СОВЕТ. Реакционные соединения токсичны, имеют резкий запах. Проводить все действия с клеем нужно с соблюдением техники безопасности, использовать СИЗ. Реакционные соединения токсичны, имеют резкий запах. Проводить все действия с клеем нужно с соблюдением техники безопасности, использовать СИЗ.
|
Плюсы и минусы холодной сварки линолеума
Выбирают этот вариант монтажа обычно владельцы офисов и квартир, которые не хотят видеть в помещении на полу швы от линолеума.
К преимуществам склейки линолеума холодной сваркой можно отнести:
- Быстрый монтаж.
- Нет нужды покупать вспомогательные инструменты. Помимо инструкции, как пользоваться в домашних условиях холодной сваркой для линолеума, производители укомплектовывают изделие всем необходимым. В некоторых случаях придется запастить клейкой лентой для фиксации зазоров.
- Незаметное место стыка.
К минусам использования сварки для линолеума следует отнести высокую токсичность и ограниченное применение. Спаивать края можно только в однослойном материале. Если брать ламинат с 2-мя и более слоями, то получится заметный грубый шов. Не нужно клеить линолеум стык в стык холодной сваркой, если под низ покрытия уже положили утеплитель или у материала войлочная основа.
Если брать ламинат с 2-мя и более слоями, то получится заметный грубый шов. Не нужно клеить линолеум стык в стык холодной сваркой, если под низ покрытия уже положили утеплитель или у материала войлочная основа.
| СОВЕТ. Наносить клеевой состав нужно по краям, в дверном проеме и местах стыка материала очень тщательно. Именно в этих зонах следует обеспечить наиболее прочное соединение. |
Разновидности монтажа
Заранее следует расстелить рулон, чтобы покрытие выпрямилось, ушли заломы и загибы по краям. Продолжительность выдержки при комнатной температуре – до 5 суток. Далее выполняется подгонка материала, обрезка полотен. По краю следует оставить зазор в 1см. Важно совместить рисунок, а на стыке выполнить еле приметный шов, чтобы не испортить декоративное оформление пола.
| СОВЕТ. При укладке линолеума на бетон без утеплителя лучше постелить дополнительную систему обогрева, сделать теплоизоляцию при помощи стяжки из ОСБ-плит или фанеры. |
Каким клеем следует приклеить домашний линолеум на бетон
Проверяют основание на наличие ямок, выбоин и прочих дефектов. Далее замеряют уровень перепада поверхности. Если есть небольшие одиночные неровности, то их обрабатывают цементной смесью, шпатлевкой, а после дают время на просушку.
Если неровности значительные, то для начала заливают пол цементной стяжкой. Сушка поверхности зависит от уровня влажности и температуры в помещении. Если времени нет, то перед поклейкой линолеума к полу следует залить основание наливной смесью.
Для поклейки линолеума на бетон используем мастику. Край полотна отгибают, наносят состав шпателем сразу на бетонное основание. После настил крепко прижимают к бетону, разглаживают, чтобы выгнать воздух. Делают такие мероприятия с двух сторон полотна, а затем выполняют герметизацию стыков.
Край полотна отгибают, наносят состав шпателем сразу на бетонное основание. После настил крепко прижимают к бетону, разглаживают, чтобы выгнать воздух. Делают такие мероприятия с двух сторон полотна, а затем выполняют герметизацию стыков.
| СОВЕТ. Водно-дисперсионные смеси нельзя хранить при минусовой температуре, иначе они теряют свои свойства. |
Как нужно дома правильно клеить линолеум на пол из дерева
Для поклейки линолеума на деревянное основание используют водно-дисперсионные клеи. В этом случае полотно отгибают, на поверхность дерева наносят состав. Аккуратно укладывают покрытие, разравнивают, чтобы под ним не осталось воздуха.
Если доски неровные, то пол следует выровнять ДСП. Лучше использовать недорогую фанеру. Она влагоустойчивая, не крошится при укладке. Плиты крепятся на саморезы. Стыки заполняют шпатлевкой, а после сушки ошкуривают.
Плиты крепятся на саморезы. Стыки заполняют шпатлевкой, а после сушки ошкуривают.
Если дефекты основания небольшие, то можно брать ДВП или оргалит. Выполнять поклейку линолеума на ОСБ и ДСП нужно клеем ПВА, КС, бустилатом и прочими специальными составами на основе воды. Когда обшивка пола закончилась, можно заниматься линолеумом. Укладка выполняется в том же порядке, как и с деревянным полом.
| СОВЕТ. В жилых комнатах и небольших помещениях можно наносить клеевой состав только возле порога, зафиксировав полотно планкой. |
Каким клеем можно своими руками приклеить линолеум к линолеуму
Для начала старую поверхность следует очистить от грязи и мусора. При наличии небольших неровностей, придется проклеить воздушные пузыри, края и стыки, а трещины замазать герметиком.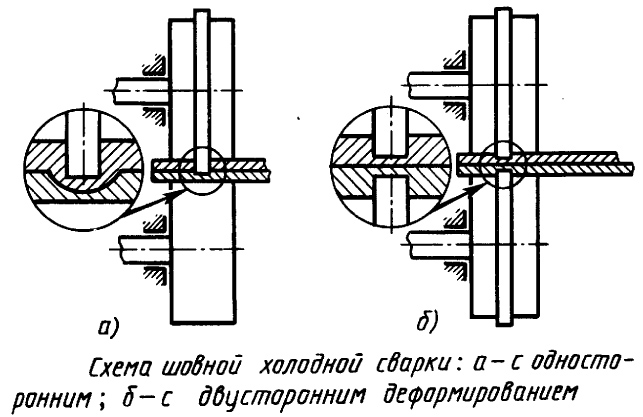 Чтобы увеличит адгезию желательно обработать пол грунтовкой.
Чтобы увеличит адгезию желательно обработать пол грунтовкой.
Техника приклеивания простая. Нужно взять дисперсионный клей с высокой степенью адгезии или контактный клей. На старое покрытие шпателем наносит слой смеси в 2 мм, а после полотна соединяют и прокатывают валиком.
Когда старое основание находится в плохом состоянии, а его крепление выполнено гвоздями, то нужно демонтировать покрытие. Для укладки линолеума на металл используйте контактный клей или жидкие гвозди.
| СОВЕТ. В помещениях общей площадью до 10м2 и без большого трафика целесообразно использовать двусторонний скотч. |
Чем обработать край полотна
Внешний вид линолеума портят некачественно обработанные швы и края стыков. Для швов берите бустилат. Он прозрачен, так что можно не боятся капнуть состав на лицевую поверхность линолеума. Для подклеивания края, нужно его отогнуть, а после нанести клей на пол.
Для подклеивания края, нужно его отогнуть, а после нанести клей на пол.
Тщательно прижимайте после полотно к основанию, чтобы снизу не появились воздушные пузыри. Сверху желательно положить груз для быстрой адгезии. После сушки крепим к краю пороговую планку либо плинтус.
Для фиксации стыков используют реакционные соединения. Холодная сварка качественно и быстро заделывает шов. Но тюбика хватит не более чем на 20 погонных метров. Техника работы простая – на стык цепляется малярная лента, а после она прорезается по шву.
При помощи насадки клеевая смесь выдавливают по всему периметру стыка. После застывания состава полоску ленты с остатками жидкости удаляют.
Холодная сварка для металла как пользоваться, сварка радиатора
Холодная сварка для металла – это высокопрочный клей, позволяющий быстро решить проблему, вызванную механическим повреждением металлических изделий на непродолжительное время.
Применима она и для мелкого ремонта металлических конструкций, внутри которых находится жидкость под небольшим давлением – сантехнических труб и различных радиаторов. Последнее свойство сделало холодную сварку крайне популярным средством, благодаря её способности склеивать металл «на мокрую», выдавливая жидкость в процессе затвердевания.
В состав холодной сварки входят 4 основных компонента:
- эпоксидная смола;
- отвердитель;
- металлический порошок;
- добавки в виде серы или иных веществ.
Виды холодной сварки для металла
По составу различают два вида клея:
- однокомпонентный. Процесс отвердевания у него запускается уже в момент вскрытия упаковки, когда в неё попадает влага из воздуха. Поэтому такой клей используют сразу и весь;
- двухкомпонентный. Он состоит из эпоксидной смолы, перемешанной с металлическим порошком и отвердителя. Для его застывания необходимо тщательно перемешать составляющие. Выпускается в жидкой и пластилинообразной консистенциях. Жидким клеем пользуются, когда нужно загерметизировать трубы или заделать трещины. Пластилинообразный подойдёт, когда нужно восстановить и соединить сломанные элементы конструкции. С помощью пластичной холодной сварки можно даже восстановить резьбу на болте, намазав его клеем и нарезав резьбу гайкой, пока клей не успел затвердеть.
 Выпускается в жидкой и пластилинообразной консистенциях. Жидким клеем пользуются, когда нужно загерметизировать трубы или заделать трещины. Пластилинообразный подойдёт, когда нужно восстановить и соединить сломанные элементы конструкции. С помощью пластичной холодной сварки можно даже восстановить резьбу на болте, намазав его клеем и нарезав резьбу гайкой, пока клей не успел затвердеть.
Выпускается в жидкой и пластилинообразной консистенциях. Жидким клеем пользуются, когда нужно загерметизировать трубы или заделать трещины. Пластилинообразный подойдёт, когда нужно восстановить и соединить сломанные элементы конструкции. С помощью пластичной холодной сварки можно даже восстановить резьбу на болте, намазав его клеем и нарезав резьбу гайкой, пока клей не успел затвердеть.По сфере применения клей можно разделить на несколько видов:
- Универсальный. Его компоненты подобраны так, чтобы можно было склеить не только металл, но и массу других материалов. Однако результат такого ремонта оставляет желать лучшего.
- Специальный. Предназначен для склеивания определённого материала. Кроме того, в нём есть вещества, придающие соединению важные свойства, например, влагостойкость или термостойкость.
- Автомобильный. Его состав продуман таким образом, чтобы можно было отремонтировать металлические, резиновые, пластиковые и стеклянные детали автомобиля. По своей сути он универсальный, но благодаря «нацеленности» на сравнительно небольшой спектр материалов, гораздо прочнее обычного универсального.
 По своей сути он универсальный, но благодаря «нацеленности» на сравнительно небольшой спектр материалов, гораздо прочнее обычного универсального.
По своей сути он универсальный, но благодаря «нацеленности» на сравнительно небольшой спектр материалов, гораздо прочнее обычного универсального.Какая холодная сварка подойдёт для радиатора автомобиля
Холодная сварка должна храниться в арсенале любого автолюбителя, который затеял дальнюю поездку, ведь она может прийти на выручку в случае протечки радиатора. Здесь может пригодиться как пластилинообразный, так и жидкий вид холодной сварки. Автовладельцы чаще пользуются пластичным клеем, но если есть необходимость в более высокой прочности, лучше воспользоваться жидким.
Что касается более узкой специализации клея, то тут можно обратить внимание на специальный термостойкий клей для металла с алюминиевой пылью (для алюминиевых радиаторов) или автомобильный клей.
Процесс сварки радиатора автомобиля холодной сваркой
Чтобы на какое-то время вернуть работоспособность потёкшего радиатора, нужно предпринять следующие шаги:
- Обработать место протечки шкуркой, желательно до появления блеска. При этом важно оставить на металле глубокие царапины, чтобы увеличить площадь соприкосновения с клеем.
- Обезжирить металл ацетоном, а если его нет, воспользоваться бензином.
- Выдавить из тюбика или отделить от бруска нужное количество холодной сварки, затем привести её в «рабочее» состояние, перемешав или размяв до получения однородной консистенции.
- Нанести состав на место протечки и разровнять. Это нужно сделать как можно быстрее, так как в зависимости от типа клея, он может схватиться довольно быстро. Если пробоина большая, то её лучше заделать, используя кусочек жести в качестве заплатки, и приклеить его этим же клеем.
- Починив повреждённый участок, нужно дать клею полностью затвердеть. Это займёт от 1 часа до суток в зависимости от толщины слоя, производителя клея и окружающей температуры. Если времени «в обрез», то уже через полчаса можно завести автомобиль и отправиться в ближайший сервис.
 При этом важно оставить на металле глубокие царапины, чтобы увеличить площадь соприкосновения с клеем.
При этом важно оставить на металле глубокие царапины, чтобы увеличить площадь соприкосновения с клеем.Результат применения холодной сварки для ремонта автомобильного радиатора может быть разным и зависит от множества факторов. Это и наличие охлаждающей жидкости под местом заделки повреждения, и размер повреждённого участка, и толщина слоя клея, и время, которое ему дали для высыхания. В лучшем случае можно проехать даже несколько сотен километров без проблем. Однако не стоит забывать о том, что холодная сварка – лишь временная мера, и нужно всегда быть начеку.
Это и наличие охлаждающей жидкости под местом заделки повреждения, и размер повреждённого участка, и толщина слоя клея, и время, которое ему дали для высыхания. В лучшем случае можно проехать даже несколько сотен километров без проблем. Однако не стоит забывать о том, что холодная сварка – лишь временная мера, и нужно всегда быть начеку.
Понравилась статья?
Поделитесь ссылкой с друзьями в социальных сетях:
А еще у нас интересные e-mail рассылки, подписывайтесь! (1 раз в неделю)
Интересные материалы
Как работает подводная сварка?
Как работает подводная сварка?
Опубликовано января-01-2020
Подводная сварка звучит как классная и интересная работа. Тот, который требует большого количества навыков и опыта. В предыдущем блоге мы изучили, что подразумевается под термином «подводная сварка» и как вы можете стать сварщиком под водой. Сегодня мы хотели бы сосредоточиться на двух различных типах подводной сварки. Существует два основных типа подводной сварки: мокрая сварка и сухая сварка.Имея это в виду, мы хотим исследовать вопросы: как работает подводная сварка? Как сварщики-водолазы выполняют сварочные работы при повышенном давлении, особенно под водой?
Существует два основных типа подводной сварки: мокрая сварка и сухая сварка.Имея это в виду, мы хотим исследовать вопросы: как работает подводная сварка? Как сварщики-водолазы выполняют сварочные работы при повышенном давлении, особенно под водой?
Основные процессы подводной сварки:
Мокрая сварка
Мокрая сварка – это процесс, при котором возникает электрическая дуга между электродом и свариваемой инфраструктурой. Это экономичный и универсальный метод, который называется «дуговой сваркой металлическим экраном (SMAW)».Перед тем, как приступить к сварке, подводные сварщики осматривают окрестности на предмет препятствий или угроз безопасности. Также очень важно, чтобы электроды были чистыми. Чтобы предотвратить поражение электрическим током подводных сварщиков, снаружи вокруг электрода создается толстый слой газовых пузырьков, покрывающих сварной шов и экранирующих электричество от воды, агрессивных газов и других окисляющих соединений. К другим распространенным типам подводной влажной сварки относятся: дуговая сварка порошковой проволокой (FCAW) и сварка трением.
Сухая сварка
Сухая сварка, также известная как «сварка в среде обитания», – это процесс, при котором используется барокамера. Он начинается с создания уплотнения вокруг конструкции, требующей сварки. Затем подключенные шланги смывают воду и заменяют ее смесью разных газов (например, гелия и кислорода). Когда вся вода будет вытолкнута наружу, давление в барокамере будет достигнуто до нужной глубины; это нужно во избежание декомпрессионной болезни.
Методы, используемые при сухой сварке, будут зависеть от размера барокамеры.Есть 4 типа методов сухой сварки, которые могут использовать подводные сварщики: сварка давлением, сварка в среде обитания, сварка в сухой камере и точечная сварка в сухом состоянии. Наряду с этим вы также можете использовать методы влажной сварки дуговой сваркой экранированного металла и дуговой сварки порошковой проволокой.
Чем опасна подводная сварка?
Поскольку подводным сварщикам приходится иметь дело с различными элементами (такими как атмосферный газ, давление воды и газа, специализированное водолазное и сварочное оборудование, ограниченное пространство и подача воды и электрического тока), опытные сварщики-водолазы должны быть полностью готовы к тому, чтобы избегать рисков и обращаться с ними. опасности.К опасностям подводной сварки относятся:
опасности.К опасностям подводной сварки относятся:
- Утопление
- Взрывы
- Поражение электрическим током
- Декомпрессионная болезнь
- Гипотермия
Поскольку эта работа сопряжена с опасностью, необходимо принять необходимые меры безопасности, чтобы снизить риск. Некоторые из этих мер предосторожности включают: привязку к поверхности, наличие другого сварщика-водолаза для помощи в процессе и постоянное общение с бригадой во время выполнения сварочных работ.
Контакт
Если вы заинтересованы в аренде сварочного оборудования, компания Arc Welding Services Ltd предлагает широкий выбор сварочных инструментов и принадлежностей. Для получения дополнительной информации вы можете позвонить в нашу группу экспертов по телефону 0121 327 2249 или заполнить нашу онлайн-форму для связи.
Как работает подводная сварка?
Немногие знают о подводной сварке. Этот процесс сварки стал сюрпризом для многих, поскольку электричество и вода представляются опасным и несовместимым сочетанием. Однако подводная сварка – прибыльное дело и одно из самых высокооплачиваемых занятий для коммерческих водолазов.
Однако подводная сварка – прибыльное дело и одно из самых высокооплачиваемых занятий для коммерческих водолазов.
Также называемая гипербарической сваркой, подводная сварка была изобретена в начале 1930-х годов и до сих пор используется для обслуживания и ремонта полностью или частично погруженных в воду морских конструкций. Внутренние гипербарические сварщики могут работать на небольших морских судах, плотинах и мостах. С другой стороны, сварщики на море должны работать на судах, нефтяных вышках, трубопроводах и подводных средах обитания. Возможно, им даже придется выполнять сварочные работы на объектах атомной энергетики.
Что такое подводная сварка?
Процесс подводной сварки очень похож на сварку на суше. Оба типа сварки используют одно и то же основное оборудование и методы. Таким образом, многие подводные сварщики проходят подготовку, чтобы стать профессиональными сварщиками, прежде чем они начнут заниматься коммерческим дайвингом.
Нет сомнений в том, что подводная сварка – занятие опасное. Однако при соблюдении правильных мер предосторожности и стандартов безопасности многие риски можно значительно снизить.
Однако при соблюдении правильных мер предосторожности и стандартов безопасности многие риски можно значительно снизить.
Если вы заинтересованы в изучении техники сварки, вам следует записаться в известную сварочную школу, которая предлагает обучение под руководством опытных и сертифицированных инструкторов.После этого необходимо пройти обучение в аккредитованном учреждении по коммерческому дайвингу. Чтобы стать квалифицированным сварщиком под водой, требуется как минимум несколько лет обучения и опыта работы.
Риски
Большинство людей знают, что соленая вода является хорошим проводником электричества. Вода представляет опасность поражения электрическим током, поскольку она может действовать как токопроводящий путь. Следовательно, мы избегаем влажных поверхностей, которые могут находиться рядом с источниками электроэнергии.
Поэтому подводная сварка может быть опасной.Хотя это одна из угроз, связанных с оккупацией, это ни в коем случае не самый большой риск. Вы можете быть удивлены, узнав, что другие факторы представляют гораздо большую угрозу.
Вы можете быть удивлены, узнав, что другие факторы представляют гораздо большую угрозу.
Награды, соответствующие рискам
Подводная сварка является высокооплачиваемым занятием из-за сложной работы и связанных с ней рисков. По данным Бюро статистики труда, средняя годовая заработная плата коммерческих дайверов составляет около 59 470 долларов. В состав бюро входят подводные сварщики по разделу «коммерческие водолазы».
Средняя почасовая оплата составляет 28,59 доллара, что весьма неплохо. Возможности трудоустройства также растут на 9,5%. Это показывает, что подводная сварка – это быстро расширяющаяся область, обладающая широкими возможностями и потенциалом. Заработная плата повышается на 3,5%.
В зависимости от того, насколько быстро вы учитесь и развиваете свои навыки, вы можете ожидать значительного повышения заработной платы за относительно короткое время. Первые десять процентов рабочих зарабатывают более 100 000 долларов в год.
Фактически, десять процентов самых высокооплачиваемых подводных сварщиков могут зарабатывать более 150 000 долларов в год. Это одна из самых высокооплачиваемых вакансий, которую можно получить без высшего образования.
Это одна из самых высокооплачиваемых вакансий, которую можно получить без высшего образования.
Виды подводной сварки
Есть две основные категории подводной сварки:
Сухая сварка
Люди обычно представляют подводную сварку как работу, выполняемую водолазом, полностью погруженным в воду. В некоторой степени это правда. Однако большая часть подводной сварки выполняется в сухих условиях.
При сухой сварке гипербарическая камера используется для создания сухой среды.Вместо того, чтобы выполняться в присутствии воды, сухая сварка выполняется в сухой атмосфере, состоящей из смеси газов. Сухая сварка обеспечивает более высокое качество и надежность.
Однако барокамеры недешевы, и подводные сварщики не всегда могут иметь к ним доступ. Поэтому в некоторых случаях водолазы-сварщики должны полагаться на влажную сварку, когда сухая сварка невозможна.
Мокрая сварка
Мокрая сварка может выполняться в зависимости от ряда факторов. Это зависит от срочности ремонта и уровня доступа к месту сварки. Однако лучше всего рассматривать мокрую сварку как последнее средство. Есть ряд причин для этого. Во-первых, существует очевидный риск сварки в присутствии воды. Также существует риск ухудшения качества из-за мокрой сварки. Сварное соединение может слишком быстро остыть из-за быстрого отвода тепла в окружающую воду. Быстрое охлаждение увеличивает риск появления трещин и других дефектов соединения. Для получения максимально надежных, долговечных и бездефектных сварных соединений скорость охлаждения необходимо тщательно контролировать.Это невозможно, пока процесс проводится в присутствии воды.
Это зависит от срочности ремонта и уровня доступа к месту сварки. Однако лучше всего рассматривать мокрую сварку как последнее средство. Есть ряд причин для этого. Во-первых, существует очевидный риск сварки в присутствии воды. Также существует риск ухудшения качества из-за мокрой сварки. Сварное соединение может слишком быстро остыть из-за быстрого отвода тепла в окружающую воду. Быстрое охлаждение увеличивает риск появления трещин и других дефектов соединения. Для получения максимально надежных, долговечных и бездефектных сварных соединений скорость охлаждения необходимо тщательно контролировать.Это невозможно, пока процесс проводится в присутствии воды.
Как выполняется подводная сварка?
Водолазы-сварщики имеют в своем распоряжении ряд возможностей для выполнения сварочных работ. В зависимости от поставленной задачи опытные подводные сварщики и руководители проектов должны обсудить наиболее подходящий процесс сварки для выполнения требований.
Вот различные способы сварки, которые можно использовать.
Мокрая сварка
Экранированная дуговая сварка металлическим электродом, также известная как сварка штучной сваркой, часто используется для мокрой сварки.Он универсален и экономичен. Используя этот метод, сварщики создают электрическую дугу с помощью расходуемого электрода, который питается от источника питания. Между электродом и свариваемой структурой создается дуга, так что присадочный материал расплавляется и осаждается на стыке.
Чтобы выполнять этот процесс сварки эффективно и безопасно, водолазы-сварщики должны следить за тем, чтобы электроды и поверхность основного металла были чистыми. Перед выполнением сварки дайвер должен осмотреть зону на предмет препятствий или любых других угроз безопасности.
Когда все готово, водолаз-сварщик дает команду включить питание. Источник питания может генерировать от 300 до 400 ампер постоянного тока. Однако для зажигания электрической дуги требуется изрядное умение.
В этот момент вам может быть интересно, как дайвер не получает удар током из-за сильного генерируемого тока. Ключ к этому лежит в слое газовых пузырьков, которые образуются, когда дуга плавит флюс. Этот слой защищает сварной шов и предотвращает выход электричества за пределы себя.
Ключ к этому лежит в слое газовых пузырьков, которые образуются, когда дуга плавит флюс. Этот слой защищает сварной шов и предотвращает выход электричества за пределы себя.
Хотя эти пузырьки создают изолирующий слой для защиты дайвера от течения, они создают ряд проблем. Эти пузыри закрывают зону сварки, то есть снижают видимость сварщика. Эти пузырьки также могут мешать сварочной ванне, если дайвер не будет осторожен. Следовательно, мокрая сварка представляет собой ряд уникальных проблем для водолазов-сварщиков.
Также используется постоянный ток, который более безопасен для подводных применений по сравнению с переменным током.
Ручная сварка – определенно один из наиболее популярных вариантов мокрой сварки. Но для мокрой сварки обычно используются и другие методы.
Дуговая сварка порошковой проволокой
Этот универсальный метод сварки может использоваться для чугуна, никелевых сплавов и других металлических сплавов. Как следует из названия, расходуемый электрод состоит из трубки из присадочного материала, заполненной флюсом в центре. Эта электродная проволока подается автоматически для создания точных и тщательно контролируемых сварных швов.
Эта электродная проволока подается автоматически для создания точных и тщательно контролируемых сварных швов.
Сварка трением
В этом методе для плавления металла используется тепло и трение, а не плавление присадочного материала.
Сухая сварка
Как упоминалось выше, гипербарическая камера используется при сухой сварке для получения более надежных результатов. Во-первых, вокруг области сварки создается уплотнение. Затем вода откачивается через шланги и заменяется газовой смесью, такой как гелий и кислород.
После откачки всей воды в барокамере создается необходимое давление для предотвращения декомпрессионной болезни.На выбор метода сварки влияет размер камеры. Дайверы могут выбирать из следующих методов сварки.
Сварка Хабитат
В этом методе подводные сварщики работают в небольшой камере, которая называется кожухом с избыточным давлением или средой обитания. Этот метод используется для проведения огневых работ. Таким образом, этот метод создает среду, которая снижает угрозу возгорания, создаваемую притоком легковоспламеняющихся паров и газов. В результате этот метод часто используется при сварке морских нефтяных вышек, где такие сценарии распространены.
В результате этот метод часто используется при сварке морских нефтяных вышек, где такие сценарии распространены.
Этот метод заключается в непрерывной закачке газов для поддержания пригодной для дыхания атмосферы. Как следует из названия, давление внутри камеры будет выше по сравнению с внешним давлением. В результате газ непрерывно выходит из камеры. Эта разница давления очень мала. Внутреннее давление всего на 0,007 фунта на квадратный дюйм больше, чем внешнее давление.
Это дает два основных преимущества. Во-первых, он предотвращает приток горючих углеводородов и других опасных газов.Второе преимущество состоит в том, что токсичный сварочный дым может поддерживаться на безопасном уровне. Из-за положительного перепада давления отходящий газ уносит с собой токсичные сварочные газы. Опасные сварочные пары внутри камеры дополнительно разбавляются притоком свежей пригодной для дыхания газовой смеси. Смеси гелия могут использоваться для создания давления в камере, чтобы дайверы не страдали азотным наркозом и не теряли сознание.
Перед входом водолаза вода в камере сливается, чтобы можно было закачивать пригодные для дыхания газы.Более крупные места обитания способны вместить от двух до трех водолазов.
Сварка давлением
Этот метод сварки использует взрывную силу и / или трение для соединения деталей под высоким давлением. Это также известно как твердотельная сварка. Сварка давлением – это широкий термин, который включает различные методы сварки, имеющие один общий фактор. Для их соединения они используют механическое давление в сварной части.
Общий термин может включать в себя различные процессы, такие как сварка взрывом, ультразвуковая сварка, диффузионная сварка, контактная сварка, сварка трением и сварка под давлением газа.Сварка трением с перемешиванием становится все более популярной. Этот процесс может улучшить качество соединения за счет использования вращающегося инструмента, который создает трение под сильными силами при сварке участков соединения.
Сварка сухим пятном
Для небольших камер используется техника сухой точечной сварки. Камера размещается в зоне сварки для создания сухой атмосферы. Водолаз выполняет сварку, помещая электрод в эту камеру. Необходимо хорошее уплотнение, чтобы не допустить попадания окружающей воды.
Камера размещается в зоне сварки для создания сухой атмосферы. Водолаз выполняет сварку, помещая электрод в эту камеру. Необходимо хорошее уплотнение, чтобы не допустить попадания окружающей воды.
Сварка в сухой камере
В сухой камере используется камера небольшого размера, в которой размещается только верхняя часть тела сварщика. Дайвер должен войти в эту камеру снизу. Камера закрывает только голову и плечи.
При сухой сварке также часто применяется сварка порошковой проволокой и дуговая сварка в среде защитного металла. Они были кратко объяснены выше. К другим часто используемым методам относятся следующие.
Газовая вольфрамовая дуговая сварка
Этот процесс сварки широко известен как «TIG».Отличительной особенностью этой техники является неплавящийся вольфрамовый электрод. Этот электрод используется для создания высокотемпературной электрической дуги. Другая проволока также используется в качестве присадочного материала. Сварщик плавит присадочную проволоку с помощью дуги. Расплавленный металл осторожно наносится на участок соединения для создания сварного шва. Этот метод подходит для самых разных сплавов. Сварка TIG известна своим высоким качеством и прочностью сварных швов. Но этот метод также требует высокого мастерства и точности, поскольку необходимо использовать обе руки.
Расплавленный металл осторожно наносится на участок соединения для создания сварного шва. Этот метод подходит для самых разных сплавов. Сварка TIG известна своим высоким качеством и прочностью сварных швов. Но этот метод также требует высокого мастерства и точности, поскольку необходимо использовать обе руки.
Газовая дуговая сварка металла
Эта процедура сварки также известна как MIG. Сварочная проволока подается автоматически с помощью сварочного пистолета. Сварочный пистолет также нагнетает защитный газ для защиты горячего шва. Поскольку сварщик может удерживать сварочный пистолет двумя руками, этот процесс прост в освоении. Даже новые пользователи могут сразу приступить к выполнению высококачественных сварных швов.
Плазменно-дуговая сварка
Этот метод сварки в некоторой степени похож на процесс сварки TIG. Плазменно-дуговая сварка создает электрическую дугу между заготовкой и электродом, которая обычно изготавливается из спеченного вольфрама. PAW отличается от сварки TIG одним ключевым аспектом. Электрод расположен внутри корпуса резака. Тогда плазменная дуга может храниться отдельно от инертного газа. Плазма впрыскивается через медное сопло с высокой скоростью. Сопло с мелким отверстием ограничивает плазму в одном направлении для получения точных результатов. Температура может подниматься до 50 000 90 173 0 90 174 F и даже больше.
PAW отличается от сварки TIG одним ключевым аспектом. Электрод расположен внутри корпуса резака. Тогда плазменная дуга может храниться отдельно от инертного газа. Плазма впрыскивается через медное сопло с высокой скоростью. Сопло с мелким отверстием ограничивает плазму в одном направлении для получения точных результатов. Температура может подниматься до 50 000 90 173 0 90 174 F и даже больше.
Для обширной подводной сварки глубоко ниже уровня воды подводные сварщики должны работать попарно в барокамере.Сначала барокамеру опускают на нужную глубину и заполняют пригодными для дыхания газами. Водолаз с водолазным колоколом спускается на тот же уровень, входит в камеру и начинает сварку. Смены могут длиться от шести до восьми часов.
Опасности при подводной сварке
Подводные сварщики сталкиваются с гораздо большими опасностями по сравнению со сварщиками, работающими на суше, поскольку существует множество переменных, которые могут усложнить ситуацию. В целях безопасности необходимо учитывать различные факторы, такие как давление газа, давление воды, оборудование для дайвинга, специализированное сварочное оборудование, ограниченное пространство, источник питания и многое другое.
Подводные сварщики работают в удаленных и опасных местах, таких как морские нефтяные вышки и трубопроводы. Хотя эта работа приносит материальное вознаграждение, она также является одной из самых опасных. Уровень смертности при подводной сварке один из самых высоких даже среди самых опасных профессий.
Если не принять надлежащих мер, небольшая ошибка может легко привести к смерти или долгосрочным осложнениям со здоровьем.
Руководители проектов и инженеры должны координировать свои действия с подводными сварщиками для решения проблем безопасности.Ниже перечислены самые большие опасности, с которыми сталкиваются водолазы-сварщики.
- Утопление. Если акваланг выйдет из строя, дайвер может утонуть, если окажется слишком глубоко под поверхностью воды.
- Взрывы. Горючие смеси могут быть созданы из горючих газов, таких как кислород и водород. Если эти карманы становятся слишком большими и воспламеняются, взрыв может привести к летальному исходу. Это представляет серьезную опасность для водолазов-сварщиков.
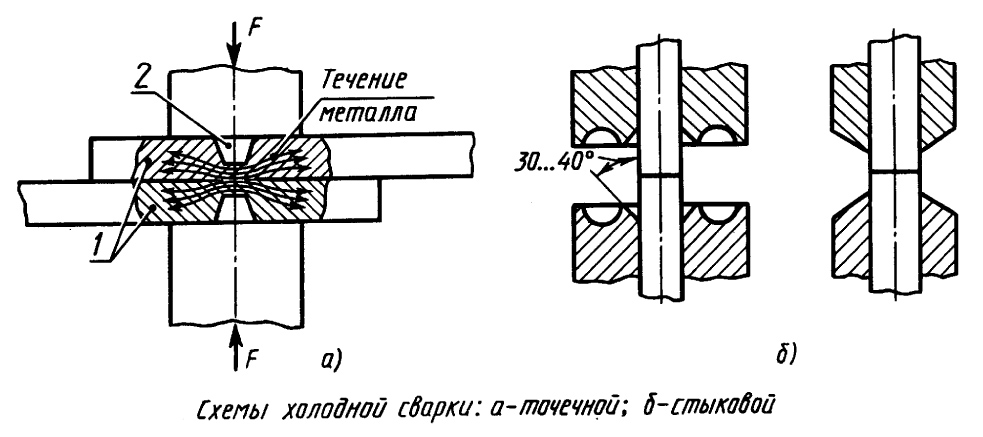 Это представляет серьезную опасность для водолазов-сварщиков.
Это представляет серьезную опасность для водолазов-сварщиков.Но имейте в виду, что сварщики, работающие на суше, также подвергаются риску взрыва, если работают в плохо вентилируемом помещении.
Чтобы предотвратить скопление горючих газов, сварочное пространство должно хорошо вентилироваться как для поверхностных, так и для подводных сварщиков.
- Поражение электрическим током. Поражение электрическим током остается серьезной угрозой из-за больших токов, возникающих при сварке. Все оборудование, используемое для подводной сварки, должно быть водонепроницаемым. Содержите оборудование в хорошем состоянии. Возьмите за привычку всегда проверять оборудование перед использованием. Убедитесь, что в каком-либо оборудовании нет утечек. Оборудование также должно быть должным образом изолировано.
Как и следовало ожидать, оборудование для подводной сварки будет немного отличаться от оборудования для сварки на суше. Для мокрой сварки требуется двойная изоляция проводов. При мокрой сварке никогда не используется переменный ток. Используется только постоянный ток.
При мокрой сварке никогда не используется переменный ток. Используется только постоянный ток.
Также присутствует рубильник для отключения питания сварочного стингера.
- Повреждение легких, ушей и носа. Будьте осторожны, не проводите слишком много времени под водой. Это может привести к долгосрочным проблемам со здоровьем, связанным с носом, легкими и ушами.
- Декомпрессионная болезнь. Это также называется болезнью дайвера. Это происходит из-за вдыхания газов при разном давлении. В крайних случаях декомпрессионная болезнь может привести к летальному исходу.
- Морская дикая природа. Хотя нападения акул не слишком распространены, дайверы должны опасаться акул и других смертоносных морских животных.
Подобные сообщения:
Как работает подводная сварка? Шокирующий процесс, о котором мало кто знает
0Последнее обновление: 2 марта 2021 г.
Сварка и вода.
Электричество и жидкость.
В большинстве случаев, мы рассматриваем эту смесь как плохую идею .
Когда в жидкости генерируется электричество, она реагирует непредсказуемо.
И в отличие от изолированных твердых тел (представьте медный провод), не существует определенного пути, по которому проходит электричество.
В воде электричество точка наименьшего сопротивления и идет своим веселым путем.
Он не показывает предвзятого отношения к людям.
Более пристальный взгляд на процесс подводной сварки: опасно или безопасно?
Так как же подводная сварка работает в профессиональной среде?
Изображение предоставлено: Голландский колледж
Могут ли сварщики-водолазы безопасно выполнять сварку?
Или это вообще безопасно?
Давайте посмотрим на процесс подводной сварки с научной точки зрения.
Как я объяснял ранее, дайверы используют подводную сварку в двух формах: сухой и мокрой. Мы собираемся изучить оба типа, чтобы вы могли изучить процесс.
Мы собираемся изучить оба типа, чтобы вы могли изучить процесс.
Как работает подводная сварка: гипербарическая / сухая сварка
«Безопасная среда обитания» от Safehouse Habitats (Scotland) Limited – Safehouse Ltd. Лицензия CC BY-SA 3.0 через Википедию
Вентиляторы и давление: сварка внутри гипербарической камеры
Сухая, или гипербарическая сварка, применяется несколькими способами с помощью различных типов ограждений, называемых « хабитат ».
У местообитаний есть идентичный или небольшой удар давления от уровня поверхности. Это небольшое увеличение давления обеспечивает постоянный объем воздуха внутри камеры для сварщиков-водолазов, с которыми они могут работать. Операторы установки устанавливают давление всего на 0,007 фунта на квадратный дюйм выше атмосферного давления снаружи.
В больших помещениях могут разместиться два или три человека.
Подобно водолазу с наземным подводом, надводная команда постоянно закачивает воздух в среду обитания с потолка или боковых стен. Одновременно с этим из помещения вытягивается воздух через вентиляторы и трубы в основании агрегата.
Одновременно с этим из помещения вытягивается воздух через вентиляторы и трубы в основании агрегата.
Новый воздух поступает, старый воздух выходит.
Непрерывное колебание воздуха не позволяет среде обитания накапливать ядовитых паров . Если внутри скапливаются газы, сварщики, работающие под давлением, могут задохнуться. А при более высоких давлениях водолазные команды могут использовать гелиевые смеси для целей или повышения давления.
Водолазные команды могут использовать гелий для герметизации кабины, чтобы подводные сварщики не подверглись азотному наркозу или, что еще хуже, потеряли сознание.Гелий также легче многих других газов.
Захваченный воздух может поставить под угрозу вашу жизнь
Также о возможности взрыва:
Взрывы газа – не проблема, связанная с подводной сваркой.
Сварщики также должны быть готовы к такой возможности.
Даже в обычном сварочном цехе сварщик, практикующий безопасную технику, должен установить соответствующую вентиляцию, чтобы воздух не проходил через него. Это предотвращает скопление излишков материала и газов.
Это предотвращает скопление излишков материала и газов.
Где появляются места обитания
Из-за значительной стоимости более крупные среды обитания используются в основном в крупных проектах под нефтяными вышками и крупными судами. Но подводные сварщики также используют корпуса меньшего размера.
Некоторые надеваются на верхнюю часть тела.
Остальные закрывают только сам электрод; они выглядят как маленький пузырь (точечная сварка).
Благодаря простоте конструкции эти среды обитания менее дорогостоящие.
Например, места для точечной сварки требуют только вытеснения воды воздухом.Сварщикам-водолазам не нужна воздухопроницаемая среда, так как над электродом все автономно.
Как работает подводная сварка: Мокрая сварка
Для сухой сварки под водой теоретически можно использовать любую сварку типа e, которую используют сварщики на поверхности.
При подводной мокрой сварке в основном используется дуговая сварка в среде защитного металла (SMAW).
Сварщик работает полностью в воде, включая электрод.
Под микроскопом: как электроны влияют на процесс
Как подводная сварка работает вблизи?
Во-первых, вы должны понять, что происходит с электродом на молекулярном уровне .
Распределение тепла электрода в зоне сварного шва чрезвычайно важно, и оно регулируется заряженными электронами.
Есть три основных направления теплового движения:
- Катод (электрод)
- Анод (зона сварки)
- Плазма (газовый цилиндр, в котором проходит электрическая дуга)
Катод на отрицательно заряжен на , а анод на положительно заряжен на . Следовательно, когда подводный сварочный аппарат зажигает дугу, электроны от катода движутся вниз к противоположной полярности (аноду).В то же время положительные ионы движутся вверх к катоду.
Схема из книги Дэвида Китса «Помощник сварщика»
Это массивное движение частиц генерирует огромное количество энергии и тепла. Дуга сильно нагревается: более 5000 ° C.
Дуга сильно нагревается: более 5000 ° C.
Но тепло распределяется по рабочей зоне неравномерно. Около 66% его уходит на анод. Другая часть остается на кончике катода.
Как работает подводная сварка под капотом: объяснение оборудования, системы и схемотехнического процесса
Кабельная система и источник питания для подводной влажной сварки немного отличаются от подводной сухой сварки (и поверхностной сварки).
При подводной мокрой сварке электрические кабели изолируются дважды . Он использует только постоянный ток в качестве источника питания (в отличие от переменного тока) и обычно включает отрицательной полярности .
Система также добавляет рубильник вдоль кабелей.
Их рубильник держит выключенным питание сварочного жала.
Схема из книги Дэвида Китса «Помощник сварщика»
После того, как они правильно расположились для сварки, водолазы-сварщики общаются с командой на поверхности (нагревают).
Они зажигают электрическую дугу, которая течет от водонепроницаемого электрода к металлическому шву.
Силовое поле против элементов: важность пузырей при сварке
Все мокрые сварные швы защищены газовым пузырем, образующимся вокруг дуги. Этот пузырь чаще всего состоит из определенной смеси газов:
- Водород, 70%
- Двуокись углерода, 25%
- Окись углерода, 5%
Водонепроницаемые электроды снаружи покрыты толстым материалом, называемым «флюс».Когда электрод горит, это химическое изменение приводит к образованию пузырьков газа вокруг сварного шва.
Этот пузырек образуется только в непосредственной близости от сварного шва.
При движении сварщика-водолаза по шву он оставляет после себя металлическую жидкость, называемую шлаком ; он закрывает верхнюю часть шва, чтобы сварной шов успел как следует остыть.
Когда сварщики поверхностной сварки SMAW выполняют проект сварки , они иногда бросают этот шлак в нежелательные места. .
.
Под водой эта проблема может усугубляться из-за ограниченной видимости и колебаний температуры.
Таким образом, производители водонепроницаемых электродов создали более стойкий флюс. Это позволяет шлаку стекать более равномерно. Это также дает постоянный прожиг на электроде, поэтому подводные сварщики имеют больший контроль.
Как пузыри влияют на видимость при сварке
Вам следует знать еще одну вещь:
Перед сварщиками мокрой подводной сварки стоит уникальная задача.Их сварные швы образуют дополнительных пузырьков , которые поднимаются прямо в окружающую воду.
Это тот же эффект, что и при погружении под воду и на выдохе.
Но при мокром шве это ухудшает видимость и быстрее перемещает сварочную ванну. Вдобавок ко всему, эти пузыри создают электрическую дугу, и существует риск ее схлопывания.
Но опытные подводные сварщики мокрого типа привыкли к процессу подводной сварки и справляются с этим с большей легкостью.
Подводная сварка – Weld Guru
Подводный сварщикДве основные категории подводной сварки:
- Мокрая подводная сварка
- Сухая подводная сварка (также называемая гипербарической сваркой)
При мокрой подводной сварке обычно используется дуговая сварка металлическим экраном с использованием водонепроницаемого электрода. Другие используемые процессы включают сварку порошковой проволокой и сварку трением.
В каждом из этих случаев источник сварочного тока подключается к сварочному оборудованию с помощью кабелей и шлангов.
Процесс обычно ограничивается сталями с низким углеродным эквивалентом, особенно на больших глубинах, из-за образования трещин, вызванных водородом.
При сухой подводной сварке сварка выполняется при преобладающем давлении в камере, заполненной газовой смесью, герметично закрытой вокруг свариваемой конструкции.
Для этого процесса часто используется сварка вольфрамовым электродом в газовой среде, и получаемые сварные швы, как правило, отличаются высокой степенью целостности.
Применения подводной сварки разнообразны – она часто используется для ремонта и строительства судов, морских платформ и трубопроводов.Сталь – самый распространенный сварной материал.
При подводной резке также применяют кислородно-дуговую резку экзотермическими электродами и стальными трубчатыми электродами.
Из-за опасности и нагрузки на тело сварщики или резаки часто работают 1 месяц и 3 месяца.
Этот обзор не является надежной заменой профессиональных инструкций и указаний производителя. Это только для общей информации.
Глубокая подводная сварка
Определение подводной сварки обычно относится к технике мокрой сварки, при которой отсутствует механический барьер, отделяющий сварочную дугу от воды.
Для глубоководной сварки и других применений, где необходима высокая прочность, чаще всего используется сварка в сухой воде. Исследования по использованию сварки в сухой воде на глубине до 1000 м продолжаются.
В общем, обеспечение целостности подводных сварных швов может быть трудным, особенно мокрых подводных сварных швов, поскольку дефекты трудно обнаружить.
Для конструкций, свариваемых мокрой подводной сваркой, контроль после сварки может быть более трудным, чем для сварных швов, наплавленных на воздухе.
Лучший способ научиться сварке под водой – это, как говорят ВМС США, практика, практика и практика.
Процесс
- Используйте предварительную встречу для анализа безопасности труда. Соберите команду в начале работы, чтобы рассмотреть опасности и спланировать. (используйте анализ безопасности работы – формат JSA)
- Используйте сварочный генератор постоянного тока подходящего размера с прямой полярностью. Прямая полярность достигается подключением отрицательного полюса к горелке, а положительного – к заземляющему проводу. Никогда не используйте переменный ток для сжигания или сварки в воде. Поражение электрическим током, вызванное переменным током, препятствует произвольному расслаблению мышц, управляющих руками. В случае удара током дайвер не сможет отпустить воду, если его тело или оборудование случайно попадут в электрическую цепь. Если вы используете выпрямительную машину, используйте современную, оснащенную новейшими технологиями
- Дайверы должны всегда носить изолирующие перчатки при сжигании или сварке.
- Закрепите заземляющий провод генератора как можно ближе к рабочему месту, чтобы дайвер никогда не находился между электродом и землей.
- Убедитесь, что на стороне резака есть положительный рабочий выключатель. Когда дайвер меняет горящие стержни или делает что-либо, кроме сжигания, выключатель должен находиться в разомкнутом положении (как показано). Важно, чтобы включение и выключение переключателя осуществлял дайвер. Каждая команда должна быть подтверждена дайвером с использованием терминологии «сделать горячим» или «сделать холодным».
- Полярность можно проверить, погрузив наконечник стержня и зажим заземления в ведро с соленой водой на расстоянии 2 дюймов друг от друга.Подайте питание на шток, замкнув предохранительный рубильник. Из наконечника стержня должна подняться струя пузыря. Если нет, поменяйте полярность и повторите тест.
- После того, как водолаз войдет в воду, первая задача – очистить место для заземляющего зажима. Пятно должно располагаться перед водолазом, как можно ближе к сварному шву, и должно быть зачищено или зачищено проволочной щеткой до блеска. В целях безопасности дайвера в качестве заземляющих зажимов при подводной резке или сварке следует использовать только зажимы C-типа.Зажим должен быть надежно закреплен на заготовке, а кабель должен иметь достаточно провисание на
, чтобы его нельзя было выдернуть. Дайвер может решить слегка приварить хомут на место, если есть вероятность того, что он ослабнет. Земля всегда должна находиться в зоне прямой видимости дайвера. - Дайвер должен сделать пробную сварку, чтобы проверить «нагрев» на рабочей глубине.
- Когда электрод сгорит на расстоянии не более 3 дюймов от резака, остановите резку и подайте сигнал «остыть».»Перед попыткой замены электродов. Удерживайте резак в положении резки до тех пор, пока тендер не выдаст сообщение «охладить» или «выключить».
- Эксплуатация сварочной горелки без пламегасителя небезопасна.
- Никогда не ускоряйте резку, создавая огонь или ад глубоко внутри металла. Такая ситуация может привести к взрыву.
- Запрещается резать цветные металлы под водой, так как они не окисляются и должны плавиться. Резка цветных металлов может привести к взрыву.
- Воспламенение не должно происходить под водой при низком давлении кислорода. Это приведет к возгоранию кабеля внутри самого кабеля, возможному прорыву через кабель, что может привести к травме.
- Водолаз рискует поражением электрическим током при сварке или резке при частичном погружении в воду.
- Ацетилен очень нестабилен при давлении выше 15 фунтов на квадратный дюйм и не используется для подводной резки.
- Рука никогда не должна находиться ближе 4 дюймов от кончика электрода.
- В тендере на подводное плавание всегда следует вести письменный учет следующего, чтобы повторить то, что сработало во время следующего сеанса сварки или резки:
- Сила сварочного тока по показаниям клещевого ключа.
- Напряжение холостого хода и холостого хода по показаниям вольтметра.
- Диаметр электрода, тип, производитель и гидроизоляционный материал.
- Электрическая полярность.
- Длина сварочного кабеля.
- Глубина рабочего места.
- Сила сварочного тока по показаниям клещевого ключа.
 Если вы используете выпрямительную машину, используйте современную, оснащенную новейшими технологиями
Если вы используете выпрямительную машину, используйте современную, оснащенную новейшими технологиями

Риски при сварке и ожогах
Обеспечение целостности таких подводных сварных швов может быть более трудным, и существует риск того, что дефекты могут остаться необнаруженными.Риски подводной сварки включают риск поражения сварщика электрическим током.
Чтобы предотвратить это, сварочное оборудование должно быть должным образом изолировано, а напряжение сварочного оборудования должно контролироваться.
Подводные сварщики должны также учитывать проблемы безопасности, с которыми сталкиваются обычные дайверы; прежде всего, риск декомпрессионной болезни из-за повышенного давления вдыхаемых дыхательных газов.
Образование газов при горении
Тепло, создаваемое горелкой или горелкой, может воспламенить захваченные газы. Захваченные газы необходимо удалить путем сброса или впрыска газа.
Захваченные газы необходимо удалить путем сброса или впрыска газа.
В закрытых помещениях небольшое количество газа может попасть в ловушку и остаться с водолазом. Газ необходимо выпустить, если он может попасть в ловушку. Просверлите вентиляционные отверстия, чтобы газ мог выходить на поверхность.
На пробуренной поверхности также могут присутствовать неожиданные газы, и ее необходимо удалить, например, из трубопровода.
Скорость инструмента можно регулировать, чтобы поддерживать температуру на безопасном уровне.
- Убедитесь, что все трубы были промыты инертным негорючим газом, который не воспламеняется.
- Убедитесь, что при сжигании вместе с аварийно-спасательными работами обследование рабочего места выявляет любые опасности над головой. Убедитесь, что все трубы, которые могут перекручиваться или порваться, были устранены.
- Еще один риск, обычно ограничивающийся влажной подводной сваркой, – это накопление водородных и кислородных карманов в сварном шве, поскольку они потенциально взрывоопасны. При использовании болгарки или дрели достаточное количество тепла может вызвать возгорание углеводородов и взрыв. Сжигаемый материал может содержать карманы, в которых может скапливаться горючий газ.Необходимо правильно отводить газы. Решение состоит в том, чтобы замедлить работу бурового долота, чтобы избежать выделения тепла, необходимого для воспламенения любого газа.
 При использовании болгарки или дрели достаточное количество тепла может вызвать возгорание углеводородов и взрыв. Сжигаемый материал может содержать карманы, в которых может скапливаться горючий газ.Необходимо правильно отводить газы. Решение состоит в том, чтобы замедлить работу бурового долота, чтобы избежать выделения тепла, необходимого для воспламенения любого газа.
При использовании болгарки или дрели достаточное количество тепла может вызвать возгорание углеводородов и взрыв. Сжигаемый материал может содержать карманы, в которых может скапливаться горючий газ.Необходимо правильно отводить газы. Решение состоит в том, чтобы замедлить работу бурового долота, чтобы избежать выделения тепла, необходимого для воспламенения любого газа.Демонстрационный видеоролик по мокрой сварке
Механические барьеры и мини-среды обитания
Механические барьеры, называемые кессонами и коффердамами, используются у кромки воды или в зоне затопления судов.
Конструкции удерживают воду от рабочей зоны, при этом зона сварки находится в атмосфере.Техника ограничена глубиной сварного шва и размером перемычки. Обычно механические сварочные барьеры используются для крепления корпуса судна или портового сооружения.
Обычно механические сварочные барьеры используются для крепления корпуса судна или портового сооружения.
Мини-среда обитания – это небольшой переносной газонаполненный вольер. Это прозрачные коробки из оргстекла, которые водолаз надевает на сустав. Затем вода вытесняется инертным газом.
Оба этих метода позволяют выполнять сухие сварные швы, которые лучше, чем мокрые сварные швы, поскольку скорость охлаждения ниже.
Подводная сварочная дуга
Дуга для подводной сварки
Сварочная дуга не ведет себя под водой, как на поверхности, и активность газового пузыря особенно важна для успешного завершения подводной сварки.
Когда зажигается дуга, сгорание электрода и отделение воды создают газовый пузырь или оболочку. Когда давление внутри пузырька увеличивается, он вынужден покинуть дугу и встретиться с окружающей водой, в то время как другой пузырь образуется, чтобы принять свое место. См. Пример выше.
Затем, когда этот напор становится больше, чем капиллярная сила, пузырек разрушается. Следовательно, если электрод находится слишком далеко от работы, сварной шов будет разрушен, поскольку газы взорвутся и вырвутся наружу.Если скорость движения слишком низкая, пузырек схлопнется вокруг сварного шва и разрушит возможность получения эффективного сварного шва.
Следовательно, если электрод находится слишком далеко от работы, сварной шов будет разрушен, поскольку газы взорвутся и вырвутся наружу.Если скорость движения слишком низкая, пузырек схлопнется вокруг сварного шва и разрушит возможность получения эффективного сварного шва.
Работа и карьера
Карьерный путь
- Посетите врача, чтобы получить разрешение на дайвинг. Это включает в себя медицинский осмотр для выявления каких-либо нарушений. Часто требуются ежегодные экзамены. Из-за физических требований профессии редко можно встретить подводных сварщиков старше 50 лет.
- Подать заявку и пройти коммерческий курс дайвинга (см. Школы ниже)
- Поступите на работу в коммерческую дайвинг-компанию, предлагающую сварочные услуги
- Работа начального уровня называется «тендер дайвера или ученик дайвера».”
- Коммерческая компания, занимающаяся дайвингом, будет работать с вами, чтобы получить достаточные навыки в области подводной сварки в мокром и / или сухом состоянии, чтобы пройти квалификационные испытания в соответствии с требованиями ANSI / AWS D3. 6, Спецификации для подводной сварки.
- Сроки перехода от тендера дайвера к квалифицированному подводному сварщику зависят от уровня поддержки и политики, предоставляемой коммерческой дайвинговой компанией. Например, нехватка кадров ускорит карьерный рост.
- Если вы уже работаете водолазом, лучший путь – перейти в фирму, которая предлагает услуги по подводной сварке и обучение.
- Если вы являетесь сертифицированным «аквалангистом», то посетите коммерческую школу дайвинга, чтобы научиться безопасному использованию коммерческого снаряжения для дайвинга.
- Многие опытные сварщики-водолазы переходят на другие должности, в том числе:
– инженер
– инструктор
– инспектор по сварке
– консультанты по подводной сварке
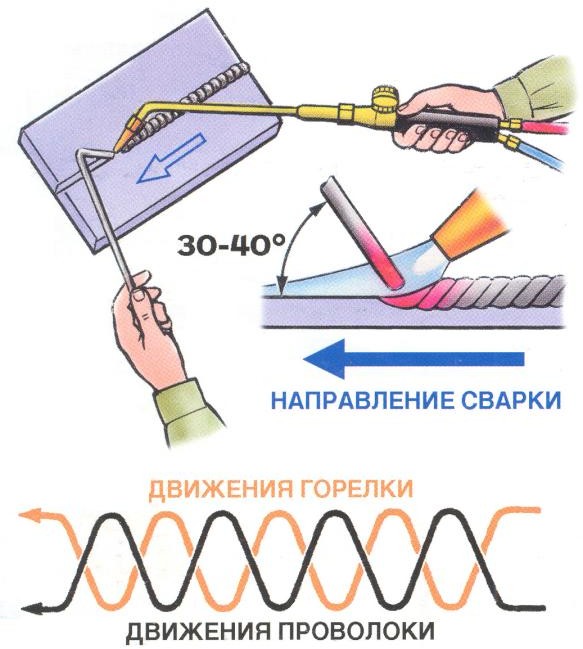 6, Спецификации для подводной сварки.
6, Спецификации для подводной сварки.Школы
Сертифицированные сварщики также должны получить сертификат коммерческой школы дайвинга. AWS рекомендует перед посещением школы посетить врача, который проведет медицинское обследование дайвера, прежде чем нести расходы.
Чтобы найти коммерческую школу дайвинга рядом с вами, позвоните в Ассоциацию подрядчиков по подводному плаванию в Хьюстоне, штат Техас (713) 893-8388.
По окончании обучения водолазу-коммерческому специалисту рекомендуется подать заявление о приеме на работу в коммерческую водолазную компанию, предлагающую сварочные услуги.
Требуемые навыки
Для «мастера на все руки» сварщика под водой требуется множество навыков. Поскольку у одного человека редко бывает все навыки, коммерческая дайвинг-фирма использует для работы несколько человек.
Сюда входят:
- Дайвинг
- Сварка (кислородная)
- Подводная резка (кислородная резка, абразивная струя, оборудование для механической резки)
- Оборудование и оснастка
- Контроль и неразрушающий контроль (визуальный, магнитопорошковый, ультразвуковой, радиография, вихретоковый)
- Черчение
- Подводная фотография и видео
Сертификация
Сварщики-подводники должны иметь сертификат профессионального дайвера и сертифицированный сварщик. Сертификаты могут включать:
Сертификаты могут включать:
- Сварочный сертификат
- сертификат дайвинга
- Ультразвуковой сертификат ASNT Level II или CSWIP
- Сертификат монтажника
Стандарт AWS D3.6 имеет более краткое определение:
«Дайвер-сварщик» – это сертифицированный сварщик, который также является профессиональным водолазом, способным выполнять задачи, связанные с коммерческими подводными работами, настройкой и подготовкой сварных швов, и который имеет способность выполнять сварку в соответствии с AWS D3.6, Технические условия на подводную сварку. Технические условия для подводной сварки (т. Е. Мокрой или сухой) и других работ, связанных со сваркой.
Требуемые навыки:
- Навыки коммерческого дайвинга (физиология дайвинга, безопасность, такелаж, знакомство с подводной средой, общение)
- Сварочный агрегат
- Навыки подготовки к сварке
- Возможность сертификации необходимой процедуры подводной сварки
Водолазы-сварщики должны иметь квалификацию коммерческих водолазов, как указано ниже.
Заработная плата
Годовая зарплата подводных сварщиков колеблется от 20 000 до 100 000 долларов США в год.
Сварщики, задействованные в сложных проектах или в подводных условиях, могут получать до 300 000 долларов в год.
Заработная плата определяется исходя из опыта, способа погружения и глубины.
Сварщиков часто назначают для каждого проекта.
Подводная сварка – Streamline Industries
Подводная сварка давно стала необходимостью для множества проектов.Хотя большинство людей представляют себе сварщиков, окруженных глубокой водой, когда они слышат подводную сварку, эта ситуация описывает только один тип сварки водой, называемый мокрой сваркой. Другой тип, сухая сварка, предполагает изоляцию сварщика от воды и работу в сухой или полусухой среде. Здесь мы обсудим основы обоих методов, чтобы вы были лучше осведомлены о своем следующем приключении со сваркой на воде.
Мокрая сварка
Мокрая сварка обычно дешевле сухой, но также более опасна. Это может быть одной из причин, по которой он не используется очень часто. Сварщики мокрого типа выполняют подводные швы так же, как и на суше. Требуется аналогичное оборудование и методы, поэтому многие сварщики переходят от сухих швов к мокрым.
Это может быть одной из причин, по которой он не используется очень часто. Сварщики мокрого типа выполняют подводные швы так же, как и на суше. Требуется аналогичное оборудование и методы, поэтому многие сварщики переходят от сухих швов к мокрым.
Мокрые сварщики сталкиваются с множеством проблем. Некоторые из этих проблем, с которыми они сталкиваются, включают пропаривание, сужение дуги и диаметр электрода. Кроме того, скорость наплавки и образование пузырьков ухудшают прочность сварных швов, подверженных воздействию окружающей воды.
Распространенные методы мокрой сварки
- Дуговая сварка порошковой проволокой (FCAW). В этом методе сварщики используют катушку, которая обеспечивает непрерывный присадочный металл для сплавов на основе никеля, чугуна и подобных типов металлов.
- Сварка трением (FW). Сварщики соединяют металл друг с другом с помощью сильного трения и нагрева без плавления материала. Этот метод обычно используется для обработки металлов и термопластов.
- Дуговая сварка защищенного металла (SMAW). Сварщики используют длинный тонкий электрод и электрическую дугу для обработки нержавеющей стали, алюминия и других металлов.
Сухая сварка
По сравнению с мокрой сваркой, сухая сварка дороже, но также безопаснее для персонала. Существует четыре распространенных типа сухой сварки:
- Сварка давлением – это когда сварщики работают в сосуде высокого давления с таким же давлением, как на уровне моря.
- Habitat Welding использует камеру с таким же давлением, как и давление окружающей среды на рабочей глубине. Эта небольшая камера вытесняет воду в окружающий водоем.
- Сварка в сухой камере похожа на домашнюю сварку, но использует меньшую камеру, которая удерживает только голову и плечи сварщика.
- Сварка сухой точечной сваркой – камера еще меньшего размера, в которой находится только голова сварщика. Камера ставится на место сварки, и сварщик вставляет электрод внутрь этой оболочки.
Общие методы сухой сварки
- Плазменно-дуговая сварка (PAW). Сварщики используют сжатую электрическую дугу, которая действует аналогично воде в шланге.Этот метод, используемый для алюминия и нержавеющей стали, обеспечивает высокую скорость дуги и большой нагрев.
- Газовая дуговая сварка металлов (GMAW). В этом процессе сварщики используют защитный газ через сварочный пистолет и вокруг электрода. GMAW обычно используется для обработки алюминия и цветных металлов.
- Газовая дуговая сварка вольфрамом (GTAW) . Сварщики используют в этом процессе электрод из неплавящегося вольфрама. Используется для обработки нержавеющей стали и алюминия, нагрев осуществляется с помощью электрической дуги.
- Дуговая сварка порошковой проволокой (FCAW) и дуговая сварка защищенных металлов (SMAW). Это те же методы сварки, которые используются при мокрой сварке и определены выше.
Решение о выборе влажной или сухой сварки требует обдумывания и рассмотрения. Если вам нужна помощь в выборе типа сварки, вам может помочь Streamline Industries. Наша команда опытных сварщиков предоставит вам ожидаемое качество изготовления и детали. Наша система специальной сварки дает нам возможность покрывать специальные детали инконелем или углеродистой сталью, латунью или нержавеющей сталью, а также создавать новые области производства и ремонта.
Подводная сварка – обзор
Гипербарическая сварка
Гипербарическая сварка – это процесс сварки при повышенном давлении, обычно под водой, но он может быть сухим, а внешняя вода находится в напорной камере. Чтобы различать эти два условия, термин гипербарическая сварка часто ассоциируется со сваркой за пределами воды в сухих условиях, а термин подводная сварка специально используется для обозначения того, что означает термин, то есть сварка под водой.
Применение процессов гипербарической сварки разнообразно; в мокром виде (под водой) он часто используется для ремонта судов, морских нефтяных платформ и морских трубопроводов. Сталь – самый распространенный сварной материал. В сухом виде он используется для сварки некоторых очень экзотических сварных деталей из экологически чувствительных материалов, часто связанных с авиационными и аэрокосмическими компонентами. Напорная камера для сухой гипербарической сварки заполняется смесью инертных (или инертных) газов в герметичный контейнер для контроля окружающей среды.Контролируемая среда приводит к улучшенным характеристикам процесса и качеству сварки.
Сухие гипербарические условия сварки также сочетаются с подводной сваркой для улучшения качества сварных швов. Этот тип сварного шва был опробован на глубину до 1000 м (3300 футов).
Трудно поддерживать качество подводных сварных швов, а использование методов неразрушающего контроля и послесварочных исследований показывает, что они дают ограниченные результаты.
GTAW используется чаще всего, однако другие процессы сварки, такие как SMAW, FCAW, GTAW, GMAW и PAW, могут работать при гипербарическом давлении.Однако на управление параметрами и качество сварки влияет увеличение давления, поскольку давление влияет на поведение дуги, связанное с режимом потока газа вокруг дуги. Напряжение дуги увеличивается из-за давления.
Разработаны специальные методы контроля, позволяющие производить сварку на глубину до 100 000 футов (2500 м). Однако сухая гипербарическая сварка в основном ограничивается глубиной менее примерно 16 000 футов (400 м) из-за физиологических ограничений водолазов-сварщиков.
Мокрая подводная сварка обычно использует разновидность SMAW с использованием водонепроницаемого электрода.Другие используемые процессы включают сварку порошковой проволокой и сварку трением. В каждом из этих случаев источник сварочного тока подключается к сварочному оборудованию с помощью кабелей и шлангов. Процесс обычно ограничивается низкоуглеродистыми сталями из-за риска образования трещин, вызванных водородом.
По самой природе электричества сварочного тока и воды, связанных с подводной сваркой, существует риск утечки электрического поля. Это может быть опасно и опасно для жизни сварщика и других водолазов в воде.Меры безопасности могут включать в себя надлежащую изоляцию сварочного оборудования и его адаптацию к морским нормам.
Подводная сварка
Двумя основными категориями методов подводной сварки являются:
1. Мокрая подводная сварка
2. Сухая подводная сварка (также называемая гипербарической сваркой)
Определение подводной сварки обычно относится к технике мокрой сварки, при которой отсутствует механический барьер, отделяющий сварочную дугу от воды.При мокрой подводной сварке обычно используется дуговая сварка защищенным металлом с использованием водонепроницаемого электрода. В каждом из этих случаев источник сварочного тока подключается к сварочному оборудованию через изолированные и водонепроницаемые кабели. Процесс мокрой сварки обычно ограничивается сталями с низким углеродным эквивалентом. Если требуются сварные швы с высокой степенью целостности, может потребоваться сухая подводная сварка. При сухой подводной сварке сварка выполняется при преобладающем давлении в сухой камере, заполненной газовой смесью, герметично закрытой вокруг свариваемой конструкции.Применение подводной сварки разнообразно и часто используется в подводном строительстве, ремонте судов и трубопроводов. Сталь – самый распространенный сварной материал.
Мокрая подводная сварка Сухая подводная сваркаМеры предосторожности
• Используйте сварочный генератор постоянного тока подходящего размера с прямой полярностью. Прямая полярность достигается подключением отрицательного кабеля к стингеру, а положительного – к заземляющему проводу.Никогда не используйте переменный ток для сварки в воде.
• Дайверы должны всегда носить изолирующие перчатки при сварке.
• Закрепите заземляющий зажим генератора как можно ближе к рабочему месту, чтобы дайвер никогда не находился между электродом и землей.
• Убедитесь, что на стороне стингера есть выключатель-нож / разъединитель. Когда дайвер меняет сварочные электроды или делает что-либо, кроме сварки, выключатель должен находиться в разомкнутом (холодном) положении. Важно, чтобы включение и выключение переключателя осуществлял дайвер.Каждая команда должна быть подтверждена дайвером с использованием терминологии «сделать горячим» или «сделать холодным».
• Полярность можно проверить, погрузив наконечник электрода и зажим заземления в ведро с соленой водой. Включите стержень, замкнув рубильник. Из кончика электрода должна подняться струя пузырьков. Если нет, поменяйте полярность и повторите тест.
• После того, как водолаз войдет в воду, первая задача – очистить место для зажима заземления.