Как правильно варить сваркой: научиться самостоятельно, электродами для начинающих
Электродуговая сварка – быстрый и надежный способ создания неразъемных соединений металлических деталей. Сварные конструкции незаменимы в процессе строительства и домашнего ремонта. Профессиональный сварщик долго учится и еще дольше набирается опыта работы с различными материалами в сложных условиях. Тому, как правильно варить сваркой простые детали из черного металла, можно научиться самостоятельно, за несколько часов. Потребуется лишь сварочный аппарат, электроды и много терпения.
Азы электросварки
Сварочный шов соединяет две металлические заготовки в единое целое. Для этого их кромки требуется нагреть до температуры плавления. Это делают за счет электродуги. Между кромками образуется зона расплавленного металла, после остывания она кристаллизуется, соединяя обе детали воедино.
Виды
Электродуга может поддерживаться как постоянным, так и переменным током.
Стабильность электродуги сильно зависит от параметров электросети, кроме того, работа сварочного трансформатора вызывает скачки напряжения в сети. Такая техника требует от сварщика высокой квалификации и солидного опыта.
Начинать обучение лучше со сварочным инвертором. Этот источник выполняет двойное преобразование входного напряжения. Благодаря использованию высокочастотного генератора габариты инверторного аппарата начального уровня доведены до размеров обувной коробки, а вес- до нескольких килограммов. Устройство не зависит от колебаний входного напряжения и не влияет на электросеть. Оно нетребовательно к уровню подготовки сварщика и имеет подсистемы стабилизации дуги и облегчения ее розжига.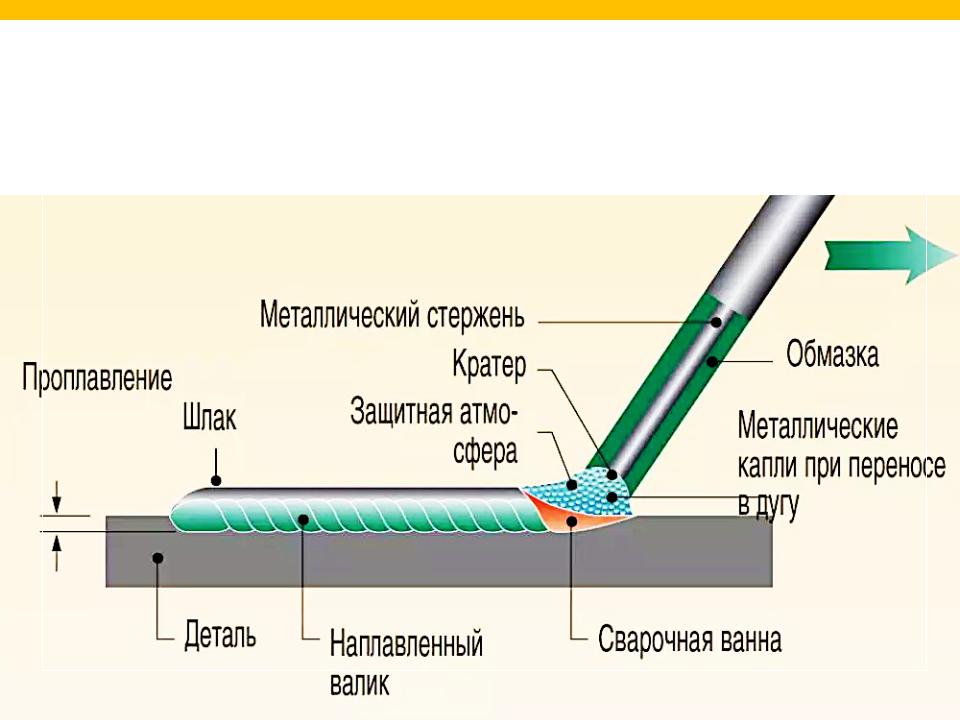
Технология работ
Для возбуждения электродуги требуется создать разность потенциалов между заготовкой и кончиком электрода. Электрод состоит из прямого отрезка сварочной проволоки, покрытой флюсовой обмазкой. Когда электрод подносят к заготовке на расстояние в несколько миллиметров, между ними проскакиваете разряд.
Такой постоянно действующий разряд и называют электрической дугой. Она выделяет большое количество тепла, от которого плавится сердечник электрода и кромки заготовок. Образуется зона расплавленного металла, называемая сварочной ванной. По мере ведения электрода вдоль линии шва сварочная ванна перемещается вслед за дугой. Расплавленный металл, остывая, кристаллизуется и образует сварной шов, соединяющий две заготовки воедино.
Покрытие электрода плавится и испаряется, и образует газовое облако, защищающее сварную ванну от контакта с воздухом и образования оксидов.
На поверхности остывающего шва возникает шлаковый слой. Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.
Это отходы от горения обмазки. После остывания этот слой удаляют механической обработкой.
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов,
- спилковые краги,
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки,
- респиратор для защиты органов дыхания,
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва,
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Как правильно варить детали электросваркой? Следует учитывать, что металл при сварке нагревается и расширяется. Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
Порядок размещения прихваток.
Далее следует заварить шов, соединяя прихваченные участки.
Различают следующие основные сварочные положения:
- нижнее, деталь находится в горизонтальном положении, с него обычно начинают обучение,
- вертикальное,
- потолочное.
Работа в вертикальном и потолочном положениях осложняется вытеканием расплава под действием силы тяжести.
Подготовка
Как быстро научиться варить сваркой? Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей. Ее требуется очистить от механических загрязнений, пыли, стружки, следов коррозии. При этом разрушается препятствующий качественной сварке слой окислов. Далее поверхность детали необходимо обезжирить, протерев растворителем.
Для зачистки используют проволочную щетку или болгарку.
Подключение
До того, как начать варить сварочным аппаратом, следует подключить его к электросети.
Инвертор бытового класса мощностью в несколько киловатт работает от однофазной сети 220 вольт. Его достаточно просто включить в розетку, обеспечивающую достаточную мощность. При использовании удлинителя сечение проводов должно быть не менее 2, 5 мм2.
Место присоединения к заготовке массового провода должно быть зачищено и обезжирено так же, как и зона шва.
Рабочий ток для начала обучения при диаметре электрода в 3 мм следует выбрать около 70 А. Меньшие значения понизят стабильность дуги, большие приведут к перегреву и прожогу металла.
Поджигание
Разжечь дугу можно одним из двух способов. Первый из них, «чиркание», напоминает движение спички по коробку. Второй способ, «постукивание», заключается в быстром подведении кончика стержня к заготовке до легкого касания и более медленного отведения.
Если электродугу не удается разжечь, следует проверить контакт массового провода и прочность присоединения зажима. Помогает также очищение пассатижами кончика стержня от шлака. Если электрод часто «залипает», следует попробовать немного увеличить значение рабочего тока.
Процесс
При сварке линию соединения ведут в различных направлениях, как от себя, так и на себя, слева направо и справа налево. Выбор направления определяется взаимным положением заготовок. Руке должно быть удобно вести держатель.
После розжига электродуги держатель ведут плавно, с постоянной скоростью, под углом в 30-60о к вертикали. Зазор между электродом и заготовкой нужно поддерживать в пределах 2-3 мм.
Во время процесса необходимо контролировать следующие моменты:
- постоянная скорость ведения,
- заданное расстояние до заготовки,
- коррекция скорости в зависимости от состояния сварочной ванны,
- соблюдение выбранной траектории.
Чтобы было легче выдерживать линию соединения, ее размечают мелом.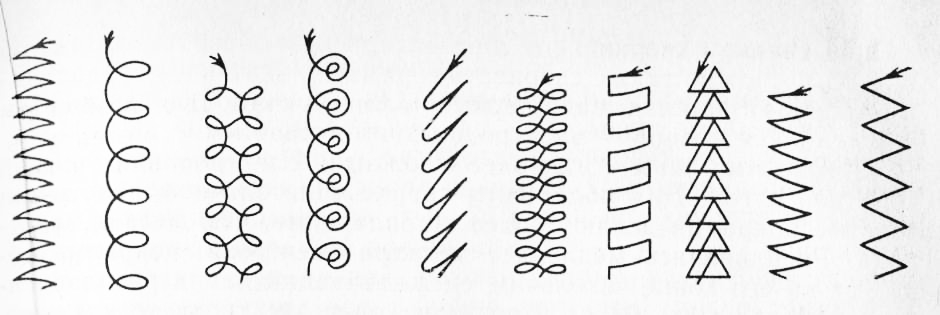
После завершения шва нужно удалить шлаковый слой с его поверхности. Для этого можно воспользоваться молотком или шлифмашиной.
Какие могут быть ошибки?
Сварщики, еще недостаточно знающие, как правильно пользоваться сваркой, часто допускают следующие ошибки:
- неровная линия соединения при быстром перемещении электрода,
- большое число прожогов при замедлении ведения,
- плоский шов при нарушении угла наклона стержня,
- непровары вследствие занижения (либо завышения) расстояния от кончика стержня и заготовкой.
Это лишь часть ошибок, которые делают недостаточно опытные работники. Используя инверторный источник, можно быстро научиться их избегать.
Чтобы научиться сваривать тонколистовые заготовки, профильные или водопроводные трубы, потребуется намного больше времени. Существует прием наложения на тонкие заготовки куска освобожденного от обмазки и проварки прямо по нему.
Сваривать легированные, нержавеющие и инструментальные сплавы, а также цветные и легкие металлы намного сложнее.
О каких дефектах стоит знать, чтобы сделать правильный шов?
Знания о дефектах шва необходимы даже начинающему сварщику. Их нужно вовремя определить и не начинать использовать дефектное изделие. Правильно заваренное соединение выглядит аккуратно. Типовые дефекты сварных соединений следующие:
- Непровар. Шов недостаточно заполнен металлом, обладает в этом месте недостаточной прочностью. Вызывается пониженным напряжением дуги либо превышением скорости движения держателя.
- Подрез. Углубление вдоль линии шва. Вызывается превышением расстояния от электрода до заготовки.
 Помогает некоторое увеличение значения рабочего тока.
Помогает некоторое увеличение значения рабочего тока. - Прожог. Появление дырок в заготовках. Появляется при завышенном значении рабочего тока и при замедлении скорости ведения электрода. Бывает также при слишком большом зазоре между кромками деталей.
- Поры. Возникают при нарушении защитной среды, предотвращающей контакт сварочной ванны с воздухом. Следует принять меры к устранению сквозняков.
При недостаточно прочной фиксации заготовок или пренебрежении прихватками могут появляться трещины. Они возникают во время остывания деталей и действия на них термических напряжений.
Предосторожности перед тем, как варить электродами
Следование правилам техники безопасности позволяют предотвратить серьезные травмы и угрозу жизни работающих:
- Работать только исправным оборудованием. Перед сваркой осматреть аппарат, кабели и держатель. Убедиться в отсутствии механических повреждений и нарушений целостности изоляции.
- Соблюдать температурный режим: температура выше +5оС, влажность не выше 80%. Для этого в рабочей зоне нужно наладить отопление.
- Применять средства индивидуальной защиты.
- Держать рабочее место в чистоте, не захламлять его.
- Все огнеопасные материалы должны находиться не ближе 5 метров от рабочего места.
- Во время зачистки угловой шлифмашиной ограждать рабочее место несгораемыми ширмами.
- Подготовить исправный углекислотный огнетушитель достаточной емкости.

Заключение
Сварка – это сложный технологический процесс. Освоить его может любой желающий. Главное- соблюдать требования технологии и техники безопасности и двигаться от простых операций к более сложным, осваивая их постепенно.
Загрузка…азы, технология, выбор тока, техника ручной дуговой сварки
Как научиться?
Как научиться варить электросваркой самостоятельно? Для обучения понадобится правильно приготовить рабочее место. Оно должно быть просторным, хорошо освещенным и снабжено вытяжной вентиляцией. Потребуются также и средства индивидуальной защиты сварщика:
Потребуются также и средства индивидуальной защиты сварщика:
- одежда и обувь из не воспламеняющихся материалов;
- спилковые краги;
- маска сварщика с адаптивным светофильтром, защищающая глаза от вспышек дуговой сварки;
- респиратор для защиты органов дыхания;
- защитные очки или прозрачный лицевой щиток для зачистки заготовок и шва.
Из инструментов потребуется проволочная щетка, молоток, угловая шлифмашина.
Как подключать электрод?
Начинать освоение сварочной технологии лучше с электродами диаметром 3 мм. Стержень вставляется в держатель очищенным от обмазки концом и надежно фиксируется винтом или пружиной. Кабель от держателя подключают к клемме инвертора. Второй кабель, имеющий на конце зажим, подключают ко второй клемме. Черные металл варят на так называемой прямой полярности- положительный провод зажимом соединяют с заготовкой, а отрицательный- с электродом.
Два типа полярности подключения.
Обратная полярность используется для сварки нержавейки и других материалов.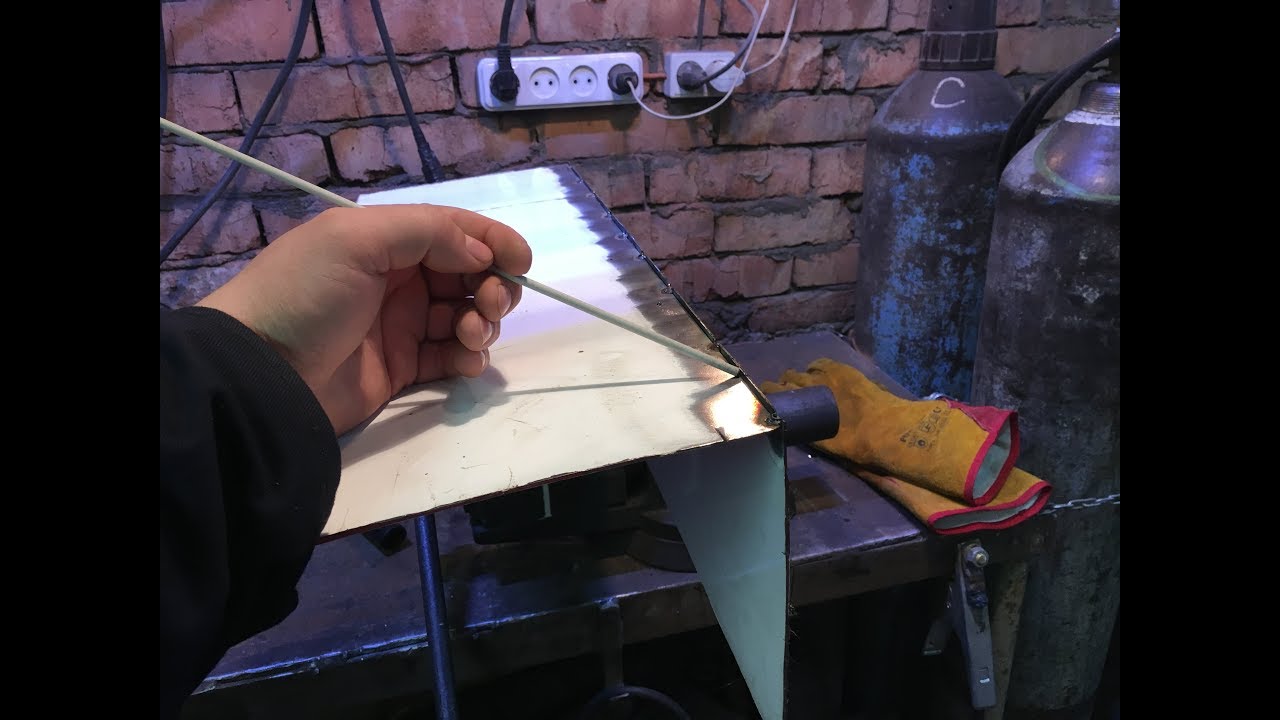
Начало: зажигаем дугу
Разжигают дугу одним из двух основных методов:
- чиркая электродом вдоль будущего шва;
- постукивая по заготовке.
Для новичков рекомендуется первый способ. Если электродом уже варили, постукивание помогает сбить с кончика стержня тонкий слой шлака.
Наклон электрода
Угол наклона стержня к вертикали зависит от вида шва
Чаще применяется положение «углом назад». Рабочая зона следует за кончиком стержня, в этом случае получается наибольший прогрев металла. Если наклонить стержень в противоположную сторону, прогрев уменьшается. Такое положение применяют в конце шва и при ручной сварке тонколистовых конструкций, чтобы избежать появления прожогов и кратеров.
Движения
Сварщик должен поддерживать зазор между кончиком электрода и заготовкой в пределах 2-3 мм. Если требуется обеспечить ширину шва, большую, чем толщина электрода, используют сложные траектории его ведения.
Начинающему мастеру нужно освоить мягкое и ровное прямолинейное ведение с постоянной скоростью. После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
После того, как начнут получаться ровные валики, можно переходить к более сложным траекториям.
Основная задача на этапе обучения — научиться «чувствовать» и контролировать состояние сварочной ванны, не перегревая и не остужая ее чрезмерно.
Траектории ведения электрода.
Учиться лучше на заготовках толщиной 4-5 мм. После освоения наварки валиков на пластине можно приступать к сварке двух деталей.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора.
Суть процесса в следующем:
- Аппарат выдает необходимое напряжение.
- От инвертора исходит два кабеля (+ и -), первый крепится на изделие, а второй снабжается держателем для электрода. Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.
- В момент прикосновения конца электрода к изделию возбуждается электрическая дуга.
- Частицы расплавленного стержня электрода и кромок свариваемого металла образуют соединительный шов.
- Покрытие на электродах, плавясь, создает газовое облако, защищающее от воздействия окружающей среды сварочную ванну, и обеспечивающее соединение без пор.
- При застывании металла, на его поверхности образуется слой шлака, который удаляется легким постукиванием.

Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Если стенки имеют ширину 6–12 мм
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления
Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается
При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы.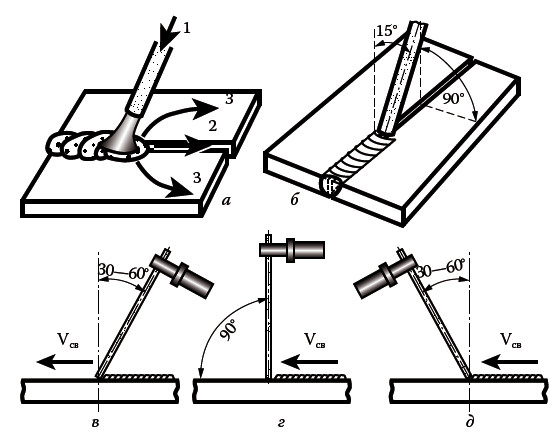 Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель.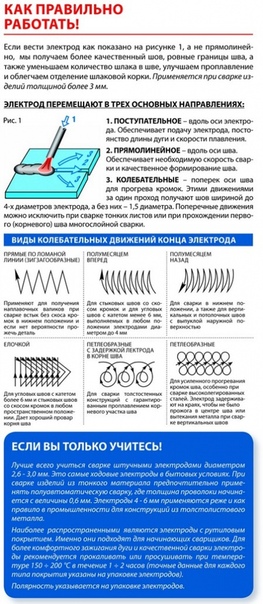 При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания.
Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.

Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко.
Схема дуговой сварки
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже.
Особое внимание следует обратить на диаметр электродов для сварки
Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике
Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня
Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Как научиться варить электросваркой
Если вы решили научиться варить электросваркой, то вначале необходимо подобрать соответствующее оборудование.
Для того чтобы научиться варить электросваркой и для применения в домашнем хозяйстве подойдет сварочный аппарат любого типа: выпрямитель, сварочный трансформатор или инвертор. Желательно, чтобы его максимальная сила тока была не менее 160 А.
Также необходимо приобрести средства личной безопасности: замшевые перчатки, маску сварщика, одежду из плотного, но не синтетического, материала, ботинки из кирзы или грубой кожи, молоток для отбивания шлака и щетку для металла. Из общих средств безопасности понадобится огнетушитель или, в крайнем случае, ведро с водой. Также соблюдайте все средства предосторожности при работе с электроприборами.
Чтобы научиться варить электросваркой, необходимо запомнить следующее правило: электроды необходимо выбирать в соответствии с толщиной металла, а силу тока аппарата выставлять в соответствии с типом электрода.
Если вы работаете на сварочном трансформаторе, то на каждый миллиметр тока выставляется 30-40 А.
В случае применения инвертора, максимальная сила тока для электрода толщиной 3 мм составляет 80 А, так как при 100 А он может резать металл. Для электрода толщиной 2 мм выставляется сила тока 20-30 А, а при значении 40 А он может резать металл.
Перед тем как начать сварочные работы, подготовьте рабочее место и заготовки, которые вы будете использовать для того, чтобы научиться варить электросваркой. Щеткой по металлу или болгаркой произведите очистку места сварки от грязи и ржавчины. Для стыковки и фиксации свариваемых деталей используйте тиски или струбцины.
Начинать обучение стоит с самого простого – научитесь варить валики. Для этого используйте электроды с диаметром 3 мм. Начинающим подойдут АНО-21 или АНО-36, так как они наиболее универсальные и недорогие. Лучше использовать новые электроды, так как старые могут быть отсыревшими и непригодными для работы. Зажим массы прикрепляем к детали. Вставляем электрод в держатель.
Вставляем электрод в держатель.
Существует два способа зажигания дуги. Первый заключается в том, чтобы «чиркать» электродом по металлу, как спичкой, постепенно замедляясь. Когда возникает дуга, то стараемся не потерять ее, удерживая электрод на расстоянии нескольких миллиметров от поверхности заготовки и ведя его в сторону.
Второй способ – постукивание. Концом электрода стучим по заготовке и сразу же отрываем его, стараясь удержать дугу. Ведем электрод по заготовке, сохраняя постоянный зазор – 3-5 мм.
Чтобы научиться варить электросваркой, вначале отработайте правильное ведение электрода по заготовке. Он должен иметь наклон 75 градусов в направлении ведения дуги (сварки). Если выставлено правильное значение тока, то дуга будет стабильной, металл и электрод будут проплавляться одновременно. Если значение тока слишком большое, то металл будет разбрызгиваться и гореть.
Далее можно попробовать сварить 2 детали. Зажигаете дугу, ведете плавно электрод вдоль будущего шва под углом 75 градусов в сторону ведения дуги. При этом производите колебательные движения в виде полумесяца, как бы подгребая расплавленный металл с каждой заготовки на место сварного стыка. У вас должен получиться сплошной и ровный шов. Когда металл остынет, отбейте молоточком шлак.
Тренируйтесь, и с каждым разом ваш навык будет совершенствоваться. В дальнейшем вы сможете освоить более сложные способы сварки, например, варить потолочные и вертикальные швы. Ваши способности всегда найдут применение в хозяйстве.
Смотрите подробное видео как научиться варить электросваркой:
Для вас доступны похожие статьи:Как быстро научиться варить потолочные швы электродом
Как быстро научиться варить потолочный шов электродомМногие сварщики не любят варить потолочные швы, поскольку это самое неудобное и тяжёлое положение в сварке. Тем не менее, если нужно овладеть профессиональными знаниями сварщика, варить потолочные швы, так или иначе, придется.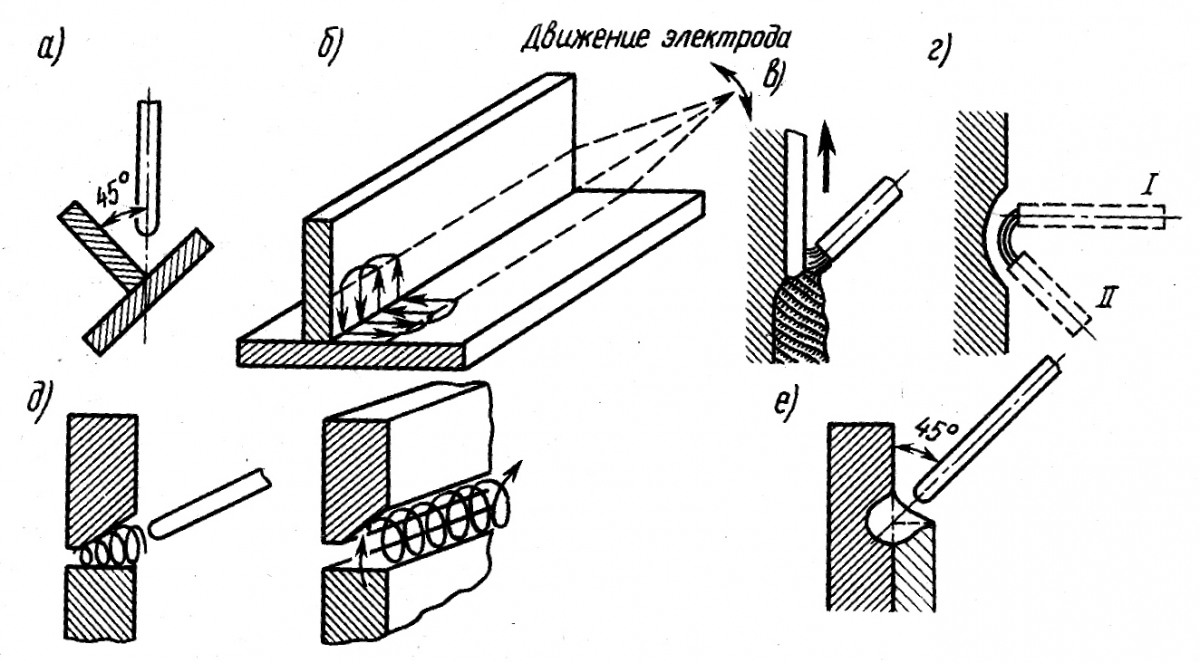
Тем более что без сварки вертикальных соединений никак не получится выполнить ряд определённых работ. Неповоротные стыки труб или верхние элементы металлического каркаса, требуют потолочного шва.
Как варить потолочные швы и что следует знать? Можно ли быстро овладеть техникой сварки потолочных швов, самостоятельно?
Из-за чего возникают сложности при сварке в верхнем положении
Сварка потолочных швов востребована на многих предприятиях. К тому же, даже если придётся варить чисто для себя, то и здесь не обойтись без этих знаний. Данное умение обязательно пригодится, если вы решитесь сварить беседку или металлический гараж, а также при выполнении другой работы со сваркой.
Сварка потолочных швов существенно отличается от сварки в нижнем положении, где расплавленный металл итак стремится стекать вниз под собственным весом. При сварке в нижнем положении сварщику приходится следить лишь за тем, чтобы шлак не попадал в сварочную ванну, а расплавленный металл правильно заполнял стык.
При сварке же в верхнем положении, металл норовит стекать вниз, поэтому самая большая проблема возникает с соединением двух сторон заготовки. При отсутствии опыта, сварочная ванна появляется лишь на одной стороне кромки, поэтому и возникает проблема связать две стороны металла.
Как правильно варить потолочные швы?
Чтобы научиться варить потолочные швы нужно обязательно уменьшить силу сварочного тока. Она должна быть процентов на 30% меньше чем при сварке в нижнем положении. Это основное правило, которое влияет на скорость расплавления металла, что дает возможность избежать его быстрого растекания вниз.
При этом нужно приноровиться варить на пониженных токах, поскольку электрод начинает прилипать к металлу. К тому же, если не учитывать данный нюанс, это приведёт к непроварам, что существенно снизит качество сварного соединения.
Вот основные правила сварки потолочных швов, которые позволят не допустить множества ошибок:
- Уменьшаем сварочный ток;
- Максимально сводим свариваемые заготовки вместе. Зазора между ними быть практически не должно, что позволит легче сваривать заготовки;
- При сварке металла толщиной больше 5 мм, нужно предусмотреть V-образную разделку кромок металла;
- Держать электрод при потолочной сварке нужно под углом в 45 градусов, относительно к верхней поверхности. Новичкам-сварщикам можно посоветовать использовать половинку электрода, чтобы точнее контролировать его движения;
- Вести электрод при сварке потолочных швов лучше всего «спиралью».
 Зазора между ними быть практически не должно, что позволит легче сваривать заготовки;
Зазора между ними быть практически не должно, что позволит легче сваривать заготовки;И еще, не стоит бояться вида проделанных работ после сварки потолочных швов. Здесь могут быть большие наплывы шлака. Но если проделать всё правильно, то после его удаления с поверхности шва, можно увидеть достойный результат.
Поделиться в соцсетях
6 вещей, которые нужно знать, чтобы начать сварку
Джош Заллер – менеджер по продукции новейшего сварочного аппарата Lincoln Electric – Power MIG 210 MP. Развитие сварочной отрасли означает поощрение большего количества людей, которые хотят заниматься сваркой! Чтобы помочь в достижении этой цели, Джош предоставил 6 вещей, которые вам абсолютно необходимо знать, чтобы начать сварку.
Что может быть страшнее инструмента, который использует достаточно энергии, чтобы сплавить металл, и при неправильном использовании может поранить вас? Хотя это правда, что сварка может быть пугающей, как и все остальное, с небольшими усилиями, временем и подходящими инструментами, вы можете стать достаточно хорошими, чтобы справиться с большинством проектов, и чем больше вы будете практиковаться, тем лучше будет.
1. Безопасность: Абсолютно НЕ необязательно.
Прежде чем вы даже подумаете о сварке, убедитесь, что у вас есть подходящее снаряжение, в том числе огнестойкая куртка, защитные очки, сварочные перчатки и утвержденный сварочный шлем. Шлемы прошли долгий путь за последние годы. Чтобы упростить задачу, поищите шлем с автоматическим затемнением, как эти шлемы Viking от Lincoln Electric. Убедитесь, что у вас есть соответствующая вентиляция или вы используете систему удаления дыма. Кроме того, не выполняйте сварку на легковоспламеняющихся материалах или рядом с ними; выберите место, где у вас будет достаточно места, чтобы искры полетели.
2. Процессы сварки: MIG, порошковая сварка и TIG.
Не будьте буйными по этим условиям. Они описаны ниже, от самых простых для начала до тех, для освоения которых потребуется больше навыков и опыта.
При сварке проволокойиспользуются катушки с проволокой, подаваемой через горелку, а постоянная подача проволоки сводит к минимуму количество запусков и остановок, что позволяет сравнительно неопытным сварщикам создавать красивые стыки. Кроме того, он быстрее, экономичнее и лучше подходит для сварки тонколистового металла.
Существует два типа сварки проволокой: MIG (металлический инертный газ) и порошковая. Сварка MIG требует постоянного потока защитного газа для защиты сварного шва от загрязнения. Газ подается в сварочную горелку из газового баллона. Ограничения сварки MIG состоят в том, что ее трудно использовать на открытом воздухе (ветер может унести защитный газ), и вам придется возить газовый баллон с собой. Для порошковой сварки используется проволока, специально разработанная для использования с защитным газом или без него, в зависимости от используемой проволоки. Те, которые предназначены для использования без газа (самозащитные), часто рекомендуются для работы на открытом воздухе.
Те, которые предназначены для использования без газа (самозащитные), часто рекомендуются для работы на открытом воздухе.
Ручная сварка (также называемая SMAW) Ручная сварка часто является лучшим выбором для быстрого ремонта и часто является первым процессом, который усваивается большинством новичков. Его легко настроить, и, как следует из названия, в нем используется стержневой электрод, такой как Excalibur 7018, поэтому вам не нужен механизм подачи проволоки. Прилипание происходит медленнее, чем при сварке MIG, но при работе с грязным или ржавым металлом оно зачастую более щадящее. При этой сварке листового металла прилипание не рекомендуется.
Сварка TIG (вольфрамовый инертный газ) предпочтительна для архитектурных или автомобильных работ, где сварной шов должен хорошо выглядеть. Это также хороший способ сваривать тонкий и листовой металл и добиваться бесшовного вида. По шкале сложности TIG обычно считается самым сложным для изучения, но если вы приложите к нему усилия, это не выйдет из-под контроля.
3. Входное напряжение: На самом деле здесь всего два варианта – 110 В или 230 В – оба доступны в большинстве домов или гаражей.
Как правило, для более тонких материалов достаточно более низких входных напряжений; более высокое входное напряжение позволит вам проникать в более толстые материалы.Большинству начинающих сварщиков будет полезна машина с двойным напряжением (как 110 В, так и 230 В), в которую они могут «врасти», так что по мере того, как они станут более уверенными, они не будут ограничены.
4. Пользовательский интерфейс: Ищите интуитивно понятный и простой в использовании.
Для новичка может быть сложно «набрать» параметры сварки, поэтому ищите аппарат, который сделает это за вас с логической последовательностью, которая позволит вам выбрать свой процесс, толщину и тип материала, который вы собираетесь сваривать, и тип расходного материала (проволока или электрод), которым вы собираетесь сваривать.Хорошие машины автоматически узнают, к какому входному напряжению вы подключены, и соответствующим образом отрегулируют настройки (или сообщат вам, что ваш выбор выходит за пределы допустимого диапазона).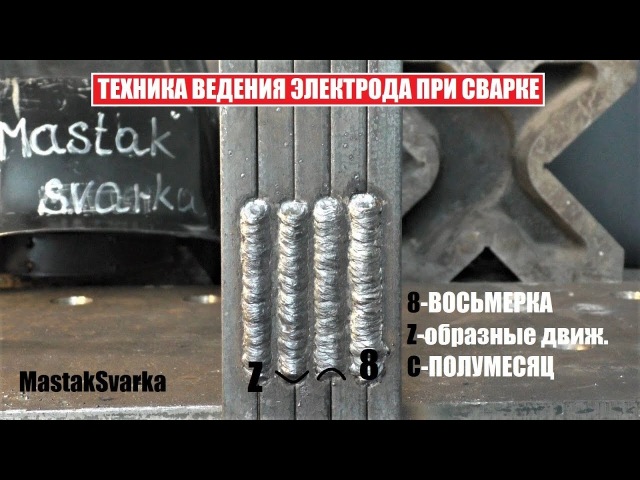
5. Материал: Некоторые процессы и расходные материалы лучше подходят для сварки определенных материалов, и иногда могут потребоваться дополнительные инструменты.
Например, вы можете сваривать алюминий с помощью процесса MIG, но вы получите лучшие результаты, используя катушку для подачи расходных материалов (алюминий плохо проходит через механизм подачи проволоки и длинный кабель).Обратитесь за советом к производителю сварочного аппарата, который вы собираетесь приобрести, и подумайте о проектах, которые вы планируете. Можете ли вы сваривать различные материалы, такие как алюминий, низкоуглеродистую сталь и нержавеющую сталь, различной толщины? Если да, то можете быть уверены, что получаете машину, которая будет расти вместе с вами.
6. Расходные материалы: «Расходные материалы» – это промышленный термин для обозначения проволоки, электрода или присадочного материала, используемых при сварке.
Вам необходимо подобрать расходные материалы в соответствии с процессом сварки (см. Выше), а также с материалом, на котором вы свариваете.По мере того, как вы станете более опытным, вы начнете распознавать нюансы среди расходных материалов и, скорее всего, будете тяготеть к определенному бренду. Lincoln Electric предлагает расходные материалы практически для всех материалов и сплавов, поэтому они всегда являются отличным началом.
Выше), а также с материалом, на котором вы свариваете.По мере того, как вы станете более опытным, вы начнете распознавать нюансы среди расходных материалов и, скорее всего, будете тяготеть к определенному бренду. Lincoln Electric предлагает расходные материалы практически для всех материалов и сплавов, поэтому они всегда являются отличным началом.
Вот и все; теперь ничто не сдерживает тебя. А теперь иди и приступай к сварке!
Почему сварка MIG лучше, чем сварка TIG
Процессы дуговой сварки так же разнообразны, как и детали, которые они создают, и выбор правильного варианта жизненно важен для успеха вашего проекта.В то время как сварка MIG и TIG формируют шов с использованием электрической дуги, методы сильно различаются, и выбор неправильного варианта может привести к более чем одной головной боли. Прочтите, почему вы можете выбрать сварку MIG вместо сварки TIG. (Щелкните здесь, чтобы узнать, почему TIG лучше, чем MIG.)
При сварке MIG и TIG для создания сварного шва используется электрическая дуга. Разница между ними заключается в способе использования дуги. Сварка MIG (металл в инертном газе) использует подающую проволоку, которая постоянно проходит через горелку для создания искры, а затем плавится, образуя сварной шов.Сварка TIG (вольфрам в инертном газе) использует длинные стержни для непосредственного сплавления двух металлов.
СВЯЗАННЫЙ: Наиболее распространенное сварочное оборудование и процессы
РазнообразиеСварка MIG является лучшим выбором для вашей работы по ряду причин. Во-первых, разнообразнее. Хотя сварка TIG может использоваться для большего количества типов металлов, ее эффективность при более толстых работах ограничена. Сварка MIG может использоваться для алюминия, нержавеющей стали и стали любой толщины, от листового металла 26-го калибра до сверхпрочных конструкционных плит.
Сварка MIG обладает этим большим преимуществом по сравнению с TIG, поскольку механизм подачи проволоки действует не только как электрод, но и как наполнитель. В результате более толстые куски можно соединить вместе, не нагревая их полностью. А поскольку здесь используется присадка, а не плавление, сварка MIG может использоваться для сварки двух разных материалов вместе.
Другой причиной выбора MIG вместо TIG является скорость. Пистолет MIG предназначен для непрерывной работы в течение длительного времени, что делает его более эффективным и производительным, чем его аналог.MIG – лучший выбор для крупных промышленных предприятий, требующих высокой производительности. (Также хорошо поддается автоматизации). Напротив, сварка TIG – это гораздо более медленный процесс, в котором основное внимание уделяется деталям.
СтоимостьКак и в любой производственной работе, время равняется деньгам. А поскольку процесс сварки MIG намного быстрее, он также более рентабелен. Детали MIG также более доступны и намного дешевле, чем TIG.
Легкость Наконец, сварке MIG легче научиться, и ее можно усовершенствовать всего за несколько недель обучения. Фактически, его даже называют «клеевым пистолетом» для сварки – просто нажмите на курок, чтобы начать или остановить сварку. Сварщики MIG могут держать пистолет и управлять им только одной рукой, что делает его лучшим вариантом для начинающих сварщиков. С другой стороны, сварка TIG – это особая техника, которая требует использования обеих рук и одной ноги – и все они выполняют разные задачи.
Фактически, его даже называют «клеевым пистолетом» для сварки – просто нажмите на курок, чтобы начать или остановить сварку. Сварщики MIG могут держать пистолет и управлять им только одной рукой, что делает его лучшим вариантом для начинающих сварщиков. С другой стороны, сварка TIG – это особая техника, которая требует использования обеих рук и одной ноги – и все они выполняют разные задачи.
СВЯЗАННЫЙ: Как начать карьеру сварщика
Чтобы получить помощь по настройке MIG, загрузите бесплатное руководство по устранению неполадок MIG Ultimate.
Сварка – Колледж прибрежной Каролины
Базовая сварка и резка
Этот класс знакомит с принципами и методами дуговой сварки в экранированном металле (SMAW), известной как (сварка стержнем). Особое внимание уделяется набивке, угловой сварке и сварке канавок в различных положениях углеродистой стали от 3/16 до 3/4 дюйма. Этот курс также знакомит с процессами газокислородной, плазменной и воздушно-дуговой резки. Требуются инструменты.
Требуются инструменты.
Трубная арматура и сварка
Этот курс разработан для сварщиков, которые хотят вывести свои сварочные навыки на новый уровень.В этом курсе содержатся инструкции о том, как правильно подготовить, разрезать и подобрать секции труб вместе в соответствии с чертежами, взлетами и рабочими спецификациями. Позиции сварки включают 1G, 2G, 5G и 6G с использованием процесса SMAW с введением в GTAW для корневых и горячих проходов в соответствии со стандартами AWS. Студенты изучат основы сварки труб, включая правильную подгонку, подготовку стыков, прихватку и выбор электродов при сварке в вертикальном направлении на подъеме. У студентов будет возможность получить сертификат AWS по сварке SMAW из углеродистой стали для труб E6010 (вертикальный подъем), а затем труб E7018 (вертикальный подъем).Требуются инструменты.
Необходимое условие: основы сварки и резки или разрешение инструктора.
Базовая сварка MIG
Этот курс знакомит с процессами дуговой сварки металлическим инертным газом (MIG) и сердечником под флюсом. Темы включают настройку оборудования, а также угловую сварку и сварку с разделкой кромок с акцентом на применение электродов для газовой дуговой сварки (GMAW) и дуговой сварки порошковой проволокой (FCAW) на листах из углеродистой стали.
Темы включают настройку оборудования, а также угловую сварку и сварку с разделкой кромок с акцентом на применение электродов для газовой дуговой сварки (GMAW) и дуговой сварки порошковой проволокой (FCAW) на листах из углеродистой стали.
Необходимое условие: основы сварки и резки или разрешение инструктора.
Сварка MIG II
Этот курс знакомит с промежуточными принципами и практическими приемами дуговой сварки в газовой среде (GMAW). Курс предназначен для подготовки студентов к занятиям среднего уровня в области сварки, производства, изготовления и строительства. Этот курс развивает у студентов методы дуговой сварки порошковым напылением (FCAW), GMAW и GMAW методом распыления. Темы включают устранение неисправностей оборудования, выполнение сварных швов во всех положениях с использованием FCAW, GMAW, GMAW-S и основных методов изготовления.Кроме того, этот курс знакомит со сваркой различных материалов, включая углеродистую сталь, алюминий и нержавеющую сталь. После успешного завершения курса студенты будут знать, как безопасно использовать оборудование FCAW, GMAW, GMAW-S, проводить испытания сварных швов, интерпретировать чертежи и коды, производить производство с использованием конструкционных стальных материалов, а также иметь знания, необходимые для выполнения широкого круга задач. отраслевые сертификаты сварных швов.
Предпосылка: Успешное завершение базового курса сварки MIG или разрешение инструктора или сопоставимый опыт работы.
Искусство сварки
Заинтересованы в сварке? Этот курс знакомит с основными принципами, методами и практиками дуговой сварки вольфрамовым электродом (GTAW) и дуговой сварки металлическим электродом (GMAW) с упором на художественную сварку. Курс разработан, чтобы подготовить студентов к применению надлежащих методов сварки в художественных и любительских сварочных проектах. Этот курс знакомит студентов с методами сварки вольфрамовым инертным газом (TIG), а также с использованием сварки в среде инертного газа (MIG). Темы включают установку оборудования и выполнение сварных швов в соответствующих положениях для GTAW / GMAW на углеродистой стали и ломе нержавеющей стали, используемом в художественных целях.После успешного завершения курса студенты создадут свой собственный художественный проект, будут знать, как безопасно использовать оборудование GTAW / GMAW, проводить сварочные работы в проектах и иметь знания для создания множества художественных проектов для удовольствия, дохода и декора.
Пререквизиты: Желание применять методы сварки для художественного оформления различных материалов и конструкций.
Сварка, TIG
Этот курс знакомит слушателей с методами, принципами, методами и практиками сварки вольфрамовым электродом в среде инертного газа (TIG), а также с методами дуговой сварки вольфрамовым электродом (GTAW).Курс готовит студентов к работе на начальном уровне в области сварки, производства и строительства. Темы включают установку оборудования и выполнение сварных швов во всех положениях для GTAW на листе из углеродистой стали. После успешного завершения курса студенты будут знать, как безопасно использовать оборудование GTAW, проводить испытания сварных швов, интерпретировать чертежи и коды, а также иметь знания, необходимые для прохождения различных отраслевых сертификатов сварки.
Предварительные условия: Успешное завершение базового класса по сварке, такого как газовая резка в кислородном газе (OFC), дуговая сварка в среде защитного металла (SMAW) и газовая дуговая сварка (GMAW) или разрешение инструктора.
Предстоящие занятия
Подробную информацию о предстоящих классах см. В Таблице непрерывного образования классов . Если у вас есть какие-либо вопросы или вы хотите получить дополнительную информацию, свяжитесь с отделом повышения квалификации по телефону 910.938.6294 или [email protected].
Способ сварки (дуга)
Эта статья предназначена для того, чтобы научить вас пользоваться аппаратом для дуговой сварки флюсом. Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен как удобство в использовании, так и рентабельность.Несмотря на то, что есть несколько ограничений в отношении того, что вам может сойти с рук на этом аппарате, он отлично подходит для начинающих и идеально подходит для выполнения неструктурной декоративной сварки.
Пример сварочного аппарата для порошковой дуговой сваркиШаг 1: Безопасность
Первое и самое важное, что нужно учитывать при использовании любого сварочного аппарата, – это безопасность. Электричество, необходимое для дуговой сварки, не только очень горячее, но и генерирует опасный ультрафиолетовый свет, который может легко повредить ваши глаза, если вы посмотрите прямо на него.Вот почему вы всегда должны использовать соответствующие средства индивидуальной защиты (СИЗ) при работе над сварочным проектом. Сюда входят, помимо прочего: защитные очки, кожаная сварочная куртка, сварочные перчатки и, конечно же, сварочная маска (также известная как сварочный капюшон). Также очень помогает, если у вас длинные брюки и обувь с закрытым носком. Известно, что дуговая сварка порошковой проволокой (FCAW) генерирует множество искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайте себя! Эти искры также могут легко вызвать возгорание, поэтому любые легковоспламеняющиеся материалы следует хранить на разумном расстоянии от места сварки.
При этом сварка может быть забавным и увлекательным способом изготовления изделий из металла, и после небольшой практики появляется бесконечный потенциал для изготовления действительно крутых вещей. Итак, приступим.
Шаг 2: Собрать необходимое оборудование
Перед тем, как приступить к сварке, убедитесь, что у вас под рукой есть все инструменты, необходимые для проекта. Следующий список должен содержать все, что вам понадобится в ходе вашего сварочного проекта:
- Защитные очки
- Сварочная маска
- Перчатки
- Кожаная куртка
- Средства защиты ушей
- Плоскогубцы
- Отбойный молоток
- Проволочная щетка
- Шлифовальный станок с отрезными / шлифовальными / проволочными кругами
- Зажимы
- Магниты
- Рулетка / металлическая линейка
- Вытяжной вентилятор
- и конечно же сварщик!
Шаг 3. Очистите металл
Несмотря на то, что FCAW известен тем, что это процесс, который можно избежать при сварке грязного металла, все же важно очистить область металла, которую вы планируете сваривать.Обычно это делается с помощью проволочной щетки, шлифовального станка или, что еще лучше, шлифовального станка с проволочным колесом. Удаление загрязнений, таких как ржавчина или краска, резко повысит качество ваших сварных швов, поэтому всегда полезно потратить время на очистку вашего проекта перед началом сварки.
Перед тем, как приступить к работе со шлифовальной машиной, вы всегда должны принимать меры, чтобы обеспечить надежность шлифования металла, который вы планируете шлифовать. Обычно это делается с помощью зажимов, но предпочтительно не пружинных зажимов, поскольку они не всегда оказывают необходимое усилие, необходимое для удержания металла на месте при шлифовании.Сварщики часто предпочитают настольные тиски или С-образный зажим, поскольку эти инструменты позволяют сварщику контролировать величину давления, прикладываемого к заготовке.
Когда металл закреплен, вы можете шлифовать его до тех пор, пока не удалите большую часть вещества, мешающего голому металлу. Во время шлифования обязательно направляйте искры в безопасном направлении (т. Е. Не в сторону человека или легковоспламеняющихся предметов).
Сварщик чистит лист перед сваркойШаг 4: Обрежьте металл
Помимо сварочного металла, который был достаточно очищен, вы должны также убедиться, что ваш металл обрезан до необходимой длины.Правильная резка металла может быть не менее, если не более сложной, чем настоящая сварка, в зависимости от того, с чем вы работаете.
Точный рез начинается с точной отметки на заготовке. Обычно это делается с помощью мыльного камня или фломастера и линейки с прямым краем. Как только вы будете довольны своей маркировкой, вы можете приступить к резке заготовки.При резке листового металла большой длины рекомендуется использовать какую-либо направляющую, чтобы обеспечить прямой разрез, например, угол или длинный квадрат. Пруток.Для каждого разреза вы должны зажимать заготовку так, чтобы она никуда не уходила после начала резки.
Раскрой листа металлаШаг 5: Настройте заготовку
После того, как вы очистили свой металл и отрезали его до нужных размеров, пришло время настроить вашу заготовку так, чтобы вы могли легко сварить ее прихваточным швом, не сражаясь с ней слишком много. Для массового производства именно здесь вы обычно разрабатываете своего рода приспособление, которое позволит вам легко установить детали на свои места, не задумываясь об этом.
Чрезвычайно важно убедиться, что детали, которые вы собираетесь сваривать, закреплены в точном положении, в котором вы планируете их сваривать. Сварка незакрепленных материалов может привести к бесчисленным ошибкам и может добавить ненужных дополнительных усилий к вашему проекту, поэтому обязательно дважды и трижды проверяйте заготовку, прежде чем делать первый прихваточный шов. После того, как вы все выровняли точно, пора приступать к сварке!
Шаг 6: Включите сварочный аппарат и отрегулируйте настройки
Конечно, настройка сварочного аппарата до соответствующих настроек – еще одна важная часть вашего проекта.Если у вас довольно тонкий листовой металл, приваривайте меньшее значение с меньшей скоростью подачи проволоки. По мере увеличения толщины свариваемого металла вам может потребоваться увеличить напряжение и скорость подачи проволоки по своему усмотрению. Всегда полезно сделать пару пробных сварных швов на металлоломе, чтобы убедиться, что ваши настройки правильные, прежде чем вы действительно начнете свой проект.
Если вы не уверены, какие настройки следует использовать для вашего собственного проекта, обратитесь к руководству пользователя.
Шаг 7: Прихватите заготовку
После того, как вы правильно выровняли все и настроили сварочный аппарат на соответствующие настройки, сварите прихваточными швами углы заготовки. При прихваточной сварке важно убедиться, что вы действительно соединяете обе стороны металла вместе. Когда вы нажимаете на спусковой крючок горелки, обратите внимание на то, где вы наносите металл сварного шва, и что вы ударяете по заготовке именно там, где одна деталь соприкасается с другой.Сварка одной стороны больше, чем другой, приведет к недостаточному сплавлению, что может привести к тому, что два куска металла не будут соединяться должным образом. Не забудьте очистить только что сваренную область проволочной щеткой, чтобы удалить шлак, образовавшийся в результате прихваточного шва.
В идеале, после того, как вы скрепите каждый угол вместе, ваша заготовка обретет форму, и вы сможете увидеть, выровнены ли стороны и приварены ли они в правильном положении. Если нет, то сейчас самое время исправить свои ошибки, так как после завершения сварки их будет гораздо сложнее исправить!
Небольшая коробка со сваренными прихваточными швами уголкамиШаг 8: Заполните оставшиеся области сварными швами «валиком»
Предполагая, что вы правильно соединили все вместе, теперь вы можете вернуться и заполнить оставшиеся швы сварными швами.Здесь вы действительно сможете отточить свои сварочные навыки, поэтому обратите особое внимание на то, как угол наклона горелки, скорость хода и электрический вылет влияют на внешний вид ваших сварных швов.
Самое важное, что нужно учитывать при выполнении этих сварных швов, – это поддерживать согласованность в вышеуказанных категориях. Другими словами, как только вы определили правильный угол наклона горелки, не меняйте его в процессе сварки. Скорость вашего движения должна быть достаточно высокой, и вы не хотите ускорять или замедлять середину сварного шва, а поддерживайте постоянный темп.Наконец, ваш электрический вылет никогда не должен быть больше 1/2 дюйма или меньше 1/4 дюйма, поэтому лучше всего держать его на уровне 3/8 дюйма.
Постоянное владение техникой сварки является ключом к умению вести профессиональную сварку, и потребуется некоторая практика, прежде чем ваши сварные швы получатся безупречными. Помните об этом, если они не выглядят хорошо с первого раза, просто наберитесь терпения, напомните себе, что практика ведет к совершенству.
Сварка сварными швами сваренных прихваточными швами листов между собойШаг 9: Очистите свой кусок
После того, как вы все сварите, от флюса останется много брызг и шлака.Пришло время использовать отбойный молоток и металлическую щетку, чтобы удалить как можно больше этого, прежде чем начинать шлифование.
После того, как вы удалите столько, сколько сможете, возьмите пару плоскогубцев и прижмите их к одному из внешних краев заготовки. Осторожно используйте настольную шлифовальную машину для шлифовки сварных швов до тех пор, пока вы не удалите в основном внешние слои сварного шва, а углы не окажутся заподлицо со сторонами. Во время шлифования убедитесь, что обрабатываемая деталь надежно закреплена на защитном кожухе.Возможно, вам придется повторно зажать клещи один или два раза, чтобы эффективно отшлифовать каждый угол. Если вы правильно сварили края, каждый угол должен выглядеть как плавный переход с каждой стороны и не иметь отверстий или трещин. В противном случае вам, возможно, придется снова сварить участки с дефектами и повторить процесс очистки / шлифовки до тех пор, пока вы не достигнете желаемых результатов.
На этом сварка практически завершена!
Шаг 10: Очистите область
Очистите место, где вы работали, и положите все инструменты на место, где вы их нашли.Это сделает ваш следующий сеанс сварки еще более эффективным.
Шаг 11: Прибыль!
Когда вы освоитесь со сваркой, попробуйте проявить творческий подход и сделать что-нибудь отличное для дома или сада. Чем больше вы практикуетесь и чем больше проектов выполняете, тем больше удивляетесь, почему вы не научились сварке раньше!
Источник: Instructables
Сварка шпилек: основы и преимущества
Независимо от того, являетесь ли вы квалифицированным инженером или производителем, вы, скорее всего, регулярно используете сварку при выполнении слесарных работ.Чтобы уточнить, сварка – это процесс нагрева, в котором используется электрическая дуга для соединения двух металлических частей. Обычный процесс, да, но отнюдь не простой. Существует широкий спектр методов, материалов и инструментов, которые можно использовать. Что касается методов, используемые методы должны быть твердо основаны на типе приложения, ваших конкретных требованиях и способностях, доступном оборудовании и бюджете.
И это подводит нас к приварке шпилек – одному из наиболее популярных методов сварки, основанному на его скорости, точности, надежности и визуально привлекательной эстетике.
Вот все, что инженеры-конструкторы должны знать о приварке шпилек, включая три различных процесса, преимущества каждого из них, а также инструменты и оборудование, задействованные в процессе.
Приваривание шпилек требует доступа рабочего только к одной стороне соединения, что делает эту работу простой задачей для одного человека.
Что такое приварка шпилек?
По сути, приварка шпилек – это метод одностороннего крепления, при котором металлическая деталь соединяется с другим металлическим компонентом, обычно с металлическим листом, известным как основной материал.Части соединяются друг с другом с помощью сильной электрической дуги, создаваемой положительным электрическим током. Дуга вырабатывает достаточно тепла, чтобы оба металла достигли точки плавления. После образования ванны расплава деталь и основной материал спрессовываются вместе, образуя надежное соединение и становясь единым целым.
Приварка шпилек популярна отчасти из-за того, насколько быстро ее можно выполнить. При наличии подходящего оборудования рабочие могут выполнить сварку шпильки за миллисекунды. Однако скорость не влияет на прочность и надежность получаемых соединений.Они на самом деле прочнее, чем сам исходный материал, однажды сформированный, и прослужат всю жизнь.
Вот некоторые преимущества приварки шпилек:
Внешний вид. Приварка шпилек предпочтительна из-за в значительной степени «невидимого» эффекта, который она создает из-за того, что процесс крепления выполняется только на одной стороне основного материала. На обратной стороне оставляет минимум следов. Таким образом, это рекомендуемый метод сварки, если ворота крепятся легко, но при этом очень надежно.
Адаптируемый. Приварка шпилек может использоваться с различными металлами и шпильками различных размеров. Нержавеющая сталь, низкоуглеродистая сталь, алюминий, медь и латунь могут быть эффективно приварены шпильками при использовании надлежащего оборудования. Шпильки могут быть с резьбой, без резьбы или с внутренней резьбой и иметь диаметр от 1 до 25 мм, если у вас есть соответствующие насадки и оборудование.
Доступно. При приварке шпилек рабочим не нужно напрягаться, чтобы сделать качественный сварной шов.Им нужен доступ только к одной стороне. А еще есть оборудование, облегчающее маневрирование. Например, более тонкие сварочные инструменты позволяют сварщикам работать в труднодоступных местах.
Без отверстий. В металлическом листе не делается отверстий, когда шпилька прикреплена к нему, поэтому нет необходимости чистить или отделывать металлический лист после процесса. Таким образом устраняется риск протекания или ослабления листа. Отсутствие протечек также предотвращает коррозию сварного шва, поэтому он остается чистым и прочным.
Скорость. Приварка шпилек – это чрезвычайно быстрый способ крепления. Чтобы использовать приварку шпилек в больших масштабах, пользователи могут ускорить процесс, вложив средства в более тяжелое оборудование. Например, существуют аппараты для приварки шпилек, которые могут выполнять до восьми сварных швов в минуту. Процесс также можно полностью или частично автоматизировать для создания до 60 сварных швов в минуту.
Автоматизация может применяться ко всему процессу или только к его частям. Вы можете потребовать автоматизации всего процесса или только определенного этапа в зависимости от требований к точности, скорости и внешнему виду.Компании могут добиться аналогичных результатов, используя меньшее по размеру оборудование и ручные инструменты, поэтому не откладывайте, полагая, что вам нужен значительный бюджет.
Для увеличения производительности предприятия могут приобрести автоматические сварочные аппараты для шпилек, которые делают до 60 сварных швов в минуту.
Типы приварки шпилек
Существует три основных типа приварки шпилек, которые одинаково эффективны. Решение о том, что использовать, зависит от требований к сварке и материалов.
Сварка конденсаторным разрядом (CD) – это обычный процесс приварки шпилек, рекомендуемый в случаях, когда сварные соединения должны быть практически безупречными, а обратная маркировка должна быть сведена к минимуму для внешнего вида.Он очень эффективен для чистых и плоских основных материалов, таких как низкоуглеродистая сталь, нержавеющая сталь и алюминий.
СваркаCD работает с материалами толщиной не менее 0,7 мм, поэтому это лучший вариант для тонких основных материалов. CD более ограничен, чем другие процессы, с точки зрения диаметра свариваемой шпильки. Шпильки меньшего диаметра (1 мм) необходимы для эффективных и надежных сварных швов.
CD не так универсален, как другие виды приварки шпилек. Поэтому, если основной материал загрязнен, покрыт или изогнут, лучшим выбором может быть дуговая сварка (DA).
Несмотря на то, что сварка CD не так устойчива к дефектам основного материала, как другие типы сварки, она недорогая и быстрая (отсюда ее популярность).
При сваркеCD используются конденсаторы, настроенные на определенное заданное напряжение в зависимости от диаметра шпильки и толщины основного элемента. Шпилька размещается так, чтобы приварная трубка, небольшой кусочек металла на нижней части штифтов компакт-диска, касалась основных материалов. Таким образом, электрический ток, проходящий через металлический лист и шпильку, нагревается до их точек плавления и образует ванну расплава.Затем пружина сварочного пистолета толкает шпильку в область расплавленной поверхности основного материала, чтобы соединить две части вместе.
Для выполнения долговечных сварных швов необходимо оборудование CD, легкое, простое в использовании и не занимающее много места.
При выборе оборудования CD необходимо учитывать несколько факторов, в том числе легкость сварочного аппарата, сложность его использования, время перезарядки оборудования, скорость сварки и его гибкость. В зависимости от предполагаемых задач при выборе оборудования для компакт-дисков приоритетом могут быть различные факторы.
Дуговая сварка (DA) гораздо более универсальна и адаптируема с точки зрения материалов и диаметров, которые можно сваривать. Например, если вы работаете с более толстым основным материалом (> 2 мм) и он заржавел или покрыт слоем, DA – это метод приварки шпилек, который эффективно и точно работает с более толстыми или менее чистыми металлами.
Аналогичным образом, если требования включают приварку шпилек большего диаметра, то, скорее всего, следует использовать именно этот шов.
Для DA-сварки ток и время сварки предварительно устанавливаются в соответствии с свариваемыми диаметрами.Размещение шпильки на пластине или металлическом листе запускает пилотную электрическую дугу. Шпильку поднимают на заданную высоту, чтобы создать главную дугу, которая заставляет заостренный сварной конец шпильки плавиться в ванну расплава. Возвратное давление на сварочный пистолет толкает шпильку в бассейн, чтобы соединить шпильку и металлический лист вместе. Манжета удерживает шпильку на месте и формирует сварной шов, но после завершения сварки отламывается.
Существует ряд сварочных аппаратов и изделий для DA-сварки, в том числе те, которые подходят для шпилек диаметром более 25 мм и более.Подходящее оборудование для любого применения зависит от того, насколько доступным и маневренным должен быть сварщик, от требуемого тока, диаметра базовой шпильки и требуемой скорости сварки.
Сварка коротким циклом (SC) практически такая же, как DA, но даже быстрее. Шпильки можно приварить к основному материалу за 10–100 миллисекунд.
СваркаSC использует комбинацию процессов CD и DA, поэтому ее можно использовать с более толстыми и несовершенными материалами, чем CD, но не с такими толстыми материалами и шпильками, как допускает DA.SC-сварка может быть подходящей для людей с меньшим бюджетом, поскольку оборудование и инструменты дешевле, чем те, которые используются для DA.
Процесс SC, как и DA, требует предварительной настройки времени сварки и тока в соответствии с диаметром шпильки. Как и в случае с CD, шпильки имеют сварную шайбу, которая размещается на основном материале, вызывая электрическую дугу. Как только шпилька поднимается на заданную высоту, основная дуга плавит поверхность металлического листа и приваривает трубу, образуя ванну расплава. Как и в других процессах, обратное давление сдвигает шпильку и лист вместе, образуя надежное крепление.
Сварка шпилек в действии
Приварка шпилек в качестве метода металлообработки подходит для различных отраслей промышленности и для множества различных задач. Описание некоторых из этих применений подчеркнет универсальность и эффективность приварки шпилек.
Мосты. Сварные швы используются для сваривания компенсаторов между мостами и дорогами в зависимости от их надежности и срока службы. Они помогают предотвратить прогиб моста из-за изменений погоды или температуры.
Заводские таблички. Те латунные таблички официального вида, которые используются на зданиях и внутри них для обозначения компании или отдельного лица с офисами внутри, часто прикрепляются к стенам с помощью приварных шпилек. Они используются потому, что сварные швы и крепежи не видны спереди (односторонние крепежи), что обеспечивает чистый и профессиональный вид.
Кейтеринг. Приварка шпилек обычно используется на предприятиях общественного питания и при приготовлении пищи, поскольку не требует проделывать отверстия в основном материале, поэтому утечки практически исключаются.Это также обеспечивает чистый сварной шов и легко очищаемые поверхности.
Транспортные средства. Сварные швы используются для сборки многих транспортных средств – от самолетов до поездов и автомобилей. Опять же, это односторонняя застежка, прочная, поэтому соединение чрезвычайно надежно и практически незаметно для глаз.
Приварка шпилек имеет ряд преимуществ и функций. Однако важно использовать высококачественное оборудование от надежного поставщика, чтобы приварка шпилек была эффективной и надежными.
Эндрю Гиллингс – директор компании Taylor Studwelding Systems Ltd. в Великобритании, ведущего разработчика, производителя и поставщика оборудования для приварки шпилек. Если у вас есть вопросы относительно приварки шпилек, свяжитесь с компанией по телефону +44 (0) 1924 452 123 или через ее веб-сайт.
Сварка и производство
WELD 104 – Основы сварки и изготовления – 5.0 Кредиты
Студенты изучают основные концепции сварки и изготовления.
Просмотреть результаты обучения по курсу SCC
WELD 113 – Сварочная математика – 1.0-3.0 Кредиты
Этот курс знакомит с теорией и практическим применением формул для решения проблем, возникающих в производственной индустрии. Этот курс можно повторить до трех раз, всего три кредита. Предварительное условие: одновременная запись в WELD 114, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 114 – Введение в чтение чертежей – 2.0 Кредиты
Этот курс знакомит студентов с чтением чертежей. Особое внимание уделяется структурным формам, условным и вспомогательным видам, сечениям и сварным соединениям. Предварительное условие: одновременное участие в WELD 113, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 115 – Введение в производство – 3.0 Кредиты
Этот курс знакомит с инструментами, оборудованием и материалами, используемыми при компоновке и изготовлении различных сварочных проектов, с упором на их функции и правильное использование.Особое внимание уделяется правилам техники безопасности в сварочном цехе. Предварительное условие: одновременная запись в WELD 113, 114, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 116 – Теория дуговой сварки экранированного металла – 3.0 Кредиты
Этот курс знакомит с теорией дуговой сварки в экранированном металле. Особое внимание уделяется безопасности сварки и позициям, настройке оборудования, зажиганию дуги и операциям резки. Предварительное условие: одновременная запись в WELD 113, 114, 115, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 117 – Применение дуговой сварки экранированных металлов – 1.0-7.0 Кредиты
Этот курс предлагает практический лабораторный опыт использования концепций, представленных в WELD 116. Особое внимание уделяется выбору и применению сварочных электродов для конкретных сварных соединений. Предварительное условие: одновременное участие в WELD 113, 114, 115, 116 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 121 – Математика промежуточной сварки – 1.0 Кредиты
Этот промежуточный курс продолжается с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в обрабатывающей промышленности. Параллельная запись в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 123 – Intermediate Blueprint Reading – 2.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 114. Особое внимание уделяется интерпретации чертежей и соответствующих символов сварки.Предварительное условие: одновременная запись в WELD 124, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 124 – Продвинутая теория дуговой сварки экранированных металлов – 3.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 116. Вводятся сведения о металлургии сварки, классификации электродов и использовании углеродистых и легированных сталей. Предварительное условие: одновременная запись в WELD 123, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 125 – Современные приложения для дуговой сварки экранированных металлов – 1.0-7.0 Кредиты
Этот курс предоставляет передовой лабораторный опыт теории, представленной в WELD 124. Особое внимание уделяется методам сварки, используемым при работе с углеродистыми и легированными сталями. 1-7 кредитов могут быть применены кредиты для предварительного обучения на общую сумму не более семи кредитов. Предварительное условие: одновременная запись в WELD 123, 124, 126 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 126 – Промежуточное производство – 3,0 Кредиты
Этот курс предлагает практический лабораторный опыт с использованием навыков, приобретенных в первом квартале теоретических и лабораторных курсов.Особое внимание уделяется планированию и изготовлению различных сварочных проектов. Предварительное условие: одновременное участие в WELD 123, 124, 125 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 127 – Работа производственного станка – 2.0 Кредиты
Студенты изучают безопасный и правильный способ установки и использования различных производственных машин, которые обычно используются в производственных условиях. Используемые станки могут включать в себя: ножницы и пробойники для металлообработки, горизонтальная ленточная пила, отрезная пила, сверлильный станок, шлифовальные станки, трубогиб, кольцевой каток.
Просмотреть результаты обучения по курсу SCC
WELD 131 – Advanced Welding Math – 1.0 Кредиты
Этот продвинутый курс продолжается с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в производственной индустрии. Предварительное условие: одновременная запись в WELD 114, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 133 – Расширенное чтение чертежей – 2.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 114 и 123, с акцентом на интерпретацию сложных рабочих чертежей, применяя дизайн, компоновку и последовательность факторов производства.Предварительное условие: одновременное участие в WELD 134, 135, 136 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 134 – Теория специальной сварки – 3,0 Кредиты
Этот курс знакомит с металлургией и другими сварочными процессами, такими как газовая дуговая сварка вольфрамом, газовая дуговая сварка металлическим электродом и дуговая сварка флюсовым сердечником. Предварительное условие: одновременное участие в WELD 133, 135, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 135 – Специальные сварочные работы – 7.0 Кредиты
Этот курс предлагает практические применения в настройке оборудования и рабочих процедур, используемых в различных сварочных процессах. Особое внимание уделяется соображениям безопасности и качественной сварке с использованием рентгеновских лучей. Предварительное условие: одновременное участие в WELD 133, 134, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 136 – Расширенное производство – 3.0 Кредиты
Этот курс предлагает практические применения в проектировании и изготовлении металлических проектов с использованием соответствующих сварочных процессов и производственного оборудования.Предварительное условие: одновременное участие в WELD 133, 134, 135 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 143 – Специализированный чертеж – 2.0 Кредиты
Студенты будут работать с более сложными чертежами и строить из них детали.
Просмотреть результаты обучения по курсу SCC
WELD 144 – Специализированная теория – 3,0 Кредиты
Углубленное изучение теории специальных процессов, таких как GMAW с импульсным распылением и GMAW с алюминием.Предпосылка: Завершение 2-го и 3-го кварталов программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 145 – Специализированное производство – 3.0 Кредиты
Студенты изготовят по чертежам готовые балки и небольшие колонны. Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 146 – Специализированная сварка – 1.0-7.0 Кредиты
Студенты будут сваривать структурные формы и детали, как в магазине.Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 151 – HEQ Welding I – 3.0 Кредиты
В рамках этого курса слушатели изучат надлежащую безопасность и основы газокислородной резки и дуговой сварки в среде защитного металла, относящиеся к области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 152 – HEQ Welding II – 3.0 Кредиты
В рамках этого курса студенты изучат надлежащую безопасность и основы дуговой сварки в газовой среде, дуговой сварки порошковой проволокой и воздушно-угольной дуговой резки применительно к области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 153 – Сварка HPAT – 3.0 Кредиты
В рамках этого курса студенты изучают надлежащую безопасность и основы газокислородной резки и дуговой сварки в среде защитного металла в гидравлической и пневматической областях.
Просмотреть результаты обучения по курсу SCC
WELD 154 – Сварка с ЧПУ – 1.0 Кредиты
В этом курсе студенты изучают безопасность и основы дуговой сварки в защитном металлическом корпусе, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки в том, что касается обработки.
Просмотреть результаты обучения по курсу SCC
WELD 155 – Автоматическая сварка – 1.0 Кредиты
В этом курсе студенты изучают надлежащую безопасность и основы газокислородной резки, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки в области ремонта автомобилей.
Просмотреть результаты обучения по курсу SCC
| Столичный общественный колледж
Обзор программы
MCC Campus (а):
MCC-Business & Technology
Координатор программы:
Аарон Гиббс 816.604.5246
MCC-Business & Technology сертифицирован как учебный центр Американского общества сварщиков.
Американское сварочное общество (AWS) определяет отраслевые стандарты сварки и признано во всем мире. Уровень AWS Учебная программа I и уровня II внедрена во всех классах сварки. Эти изменения позволит лучше подготовить наших студентов к сертификации AWS и расширить их карьерные перспективы.
Описание
Мы обучаем дуговой сварке защитным металлом, сварке MIG, сварке TIG, сварке труб, пламени. резка и плазменная резка.Ваша курсовая работа будет включать в себя устный перевод чертежей, основы электротехники, металлургия сварки и электрод Американского общества сварщиков классификации.
Вы будете использовать оборудование и методы, используемые в отрасли, и построить фундамент. войти в рабочую силу. Наши программы готовят студентов к сертификации AWS Level 1 и Level 2.
Предлагаемые степени и / или сертификаты
MCC-Business & Technology предлагает три сертификата готовности к работе, специалиста по прикладным наукам в области сварки и Менеджмент, а также курсы повышения квалификации.
Создание возможностей:
Знакомьтесь, Уитни
Этот ветеран воспользовался своими возможностями в программе сварки MCC при использовании инициатива, финансируемая за счет грантов. Прочтите историю успеха Уитни.
Знакомьтесь, Гилберт
Гилберт Столлингс искал место, которое он мог бы назвать своим домом. Нашел в MCC-Business & Технологическая программа сварки. У Гилберта была работа, прежде чем он получил степень и в настоящее время работает на Американском металлургическом заводе.Прочтите историю успеха Гилберта.
Что вы узнаете
Вы научитесь настраивать и управлять сварочным оборудованием, а также пользоваться ручной сваркой и оборудование термической резки для сварки или резки металлических деталей.
Что вы узнаете и где будете работать
Вы можете работать сварщиком, изготовителем, обслуживающим сварщиком, сварщиком MIG / TIG, инспектором, менеджер, продавец, инженер, монтажник и многое другое. Наши выпускники работают на строительстве компании, производственные предприятия, малый бизнес и сервисные компании.
Часто задаваемые вопросы
Когда я могу начать занятия?
Весенний, летний или осенний семестр.
Будут ли мои кредиты переведены в другие колледжи или университеты?
Да, обратитесь к одному из академических консультантов для получения дополнительной информации.
Сколько это стоит?
MCC – это большая ценность.Наша плата за обучение одна из самых низких в округе – около 1/3 от государственных четырехлетних школ и крошечной доли частных колледжей. Мы предлагаем много способы оплаты плюс план оплаты за обучение, чтобы упростить себе обучение в колледже. Рассчитайте здесь ориентировочную стоимость обучения.
Могут ли навыки, которые я приобрел на работе, засчитываться в мой сертификат или степень?
Да, вы можете пройти тестирование по некоторым курсам.Мы предлагаем кредит на избранные утвержденные на федеральном уровне программы ученичества.
Что нужно для успеха в этой работе?
Некоторые личные качества, необходимые для этой карьеры:
- Физические способности: Должен уметь подниматься, переносить, наклоняться и физически маневрировать для выполнения рабочих заданий.
- Внимание к деталям: Работа требует сосредоточенности и тщательности в деталях для выполнения рабочих заданий.
- Надежность: Работа требует ответственных, надежных и надежных людей для выполнения взятых на себя обязательств.
- Самоконтроль: Работа требует от людей спокойствия, сосредоточенности и сдержанности даже в неблагоприятных ситуациях. Должен уметь контролировать эмоции, гнев и агрессивное поведение.
- Независимость: Работа требует минимального контроля или его отсутствия. Люди должны зависеть от самих себя, чтобы выполнять рабочие задачи.
- Стрессоустойчивость: Работа требует способности принимать критику и уметь рационально справляться со стрессовыми ситуациями.
- Достижения / усилия: Работа требует стремления и амбиций для достижения личных амбициозных целей и приложения усилий для выполнения служебной задачи.
- Настойчивость: Работа требует способности выполнять сложные рабочие задачи перед лицом невзгод для выполнения рабочих заданий.
- Сотрудничество: Работа требует позитивного, приятного отношения к работе в команде.
- Аналитическое мышление: Работа требует логики в анализе рабочих вопросов и проблем.
Есть ли другие преимущества у сертификата сварщика и дипломной программы?
- Сварщики получают достойное вознаграждение за свои знания, навыки и опыт.
- По данным Министерства труда США, квалифицированные и знающие сварщики пользуются большим спросом.
- Многие вакансии открываются в результате выхода на пенсию в поле – сварщики имеют стабильную работу.
- Опытные инструкторы привносят в класс реальный опыт
Какие компании нанимают выпускников программ?
- Строительные компании
- Производственные предприятия
- Малые предприятия
- Самостоятельная занятость
Промышленные сварщики работают в самых разных местах.Большое количество сварщиков путешествуют по мегаполисам, обслуживая оборудование у клиентов.
Каковы преимущества занятий в MCC?
Вы испытаете очень практическую и интерактивную среду обучения. Классы small для личного обучения. Вы получите преданных своему делу инструкторов и отличника услуги – все по доступной стоимости.
- Наши классы сочетают обучение под руководством инструктора и онлайн-обучение с практической лабораторной работой.
- Специалисты отрасли проводят удобные вечерние занятия.
- Работодатели любят нанимать наших выпускников.
Остались вопросы? Связаться с Аароном Гиббсом 816.604.5246