Сварка операционного шва: как варить операционные швы?
Содержание статьи:
Сварка операционного шва: как варить операционные швы?Сварочный операционный шов применяется в крайних случаях, когда по-обычному заварить или ввариться в трубопровод не представляется возможным. Производится он через технологическое отверстие, которое заранее вырезается в трубе, а потом обратно заваривается куском металла.
Например, труба лежит на поверхности, таким образом, что снизу никак не подлезть. В таком случае, в месте сварки, сварщик делает «окно» сверху трубопровода, после чего заваривает трубу через окно снизу, а потом и её верхнюю часть.
Несмотря на всю кажущуюся простоту действий, операционный шов в сварке требует немалого опыта. Далеко не каждый сварщик умеет варить операционные швы, к тому же, делать это правильно. И если внутри трубы сварочный шов будет сильно выступать вверх, то это грозит печальными последствиями при эксплуатации трубопровода.
Сварка операционного шва — что вы ещё не знали?
Расскажу занимательную историю. У нас на работе был один сварщик, которого звали всегда варить операционные швы. Сварщиков было несколько, но звали именно его одного, по двум простым причинам — наличия огромного опыта и назойливость. Этот парень так хорошо варить «операционки», что проблем в дальнейшем никаких с ними не возникало.
У нас на работе был один сварщик, которого звали всегда варить операционные швы. Сварщиков было несколько, но звали именно его одного, по двум простым причинам — наличия огромного опыта и назойливость. Этот парень так хорошо варить «операционки», что проблем в дальнейшем никаких с ними не возникало.
Итак, операционка в сварке представляет собой окно внутри трубопровода, через которое можно было бы заварить металлоизделие. Форма окна или как его называют ещё «крышка» может быть различной, в виде треугольника, квадрата или прямоугольника.
Если во время сварки из трубы все время бежит вода, то надрез окна делают в определённую сторону, таким образом, чтобы можно было бы заткнуть трубу куском тряпки. Конечно же, чем меньше будет окно, тем лучше. Однако не всегда условия сварки позволяют сделать небольшое операционное отверстие в трубе.
Как варить операционный сварочный шов
В месте соединения трубы необходимо сделать окно сверху и по возможности зачистить будущий шов. Для сварки операционного шва рекомендуется использовать рутиловые электроды. Их преимущество в том, что они способны быстро вывести ржавчину из сварочной ванны. Полностью очистить трубу от ржавчины внутри, увы, не получится.
Для сварки операционного шва рекомендуется использовать рутиловые электроды. Их преимущество в том, что они способны быстро вывести ржавчину из сварочной ванны. Полностью очистить трубу от ржавчины внутри, увы, не получится.
После инициализации сварочной дуги, электрод подносится к стыку, и осуществляется сварка. Варить операционный шов нужно под небольшим углом, как правило, вперёд от центра. Нужно стараться проварить металл как можно глубже, при этом следует вести электрод с небольшим отрывом.
Таким образом, понадобится наложить несколько швов внутри трубы, которые будут слегка находить друг на друга. В конце заваривается само окно (крышка). Для облегчения данной работы к крышке приваривается временная рукоятка из электрода, за которую её можно было бы удобно удерживать рукой во время приваривания.
Порядок приваривания крышки операционного шва следующий:
- Сначала нужно приставить крышку к трубе и прихватить сваркой в нескольких местах;
- Затем можно приступать к обвариванию крышки;
- Варить рекомендуется углом назад.


Таким образом, можно сделать операционный шов, там, где обычные приемы сварки не подходят или малоэффективны.
Поделиться в соцсетях
Как правильно варить потолочный шов электросваркой (электродом, инвертором)
Содержание страницы
- 1 Распространенные сложности
- 2 Технология потолочной сварки
- 3 Аппараты и электроды
- 4 Меры предосторожности
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.

 Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Что такое машина для шовной сварки?
Основы
В отличие от точечной и рельефной сварки, которые представляют собой статические процессы сварки, шовная сварка выполняется посредством движения. Машина для сварки швов имеет одно или два колеса с приводом от двигателя, которые вращаются для создания серии точечных сварных швов внахлест на листовых компонентах для обеспечения герметичности свариваемой детали с защитой от воздуха и / или жидкости. Через эти ролики проходит ток, и свариваемые детали вдавливаются между ними. Электрическое сопротивление внутри электродных роликов генерирует тепло, которое непрерывно соединяет свариваемые материалы.
Непрерывный шов, импульсный шов и валковая точечная сварка
Далее можно различать шовную сварку (внахлест и непрерывную) и так называемую валковую точечную сварку. Шовная сварка разделяется на непрерывный шов и импульсный шов.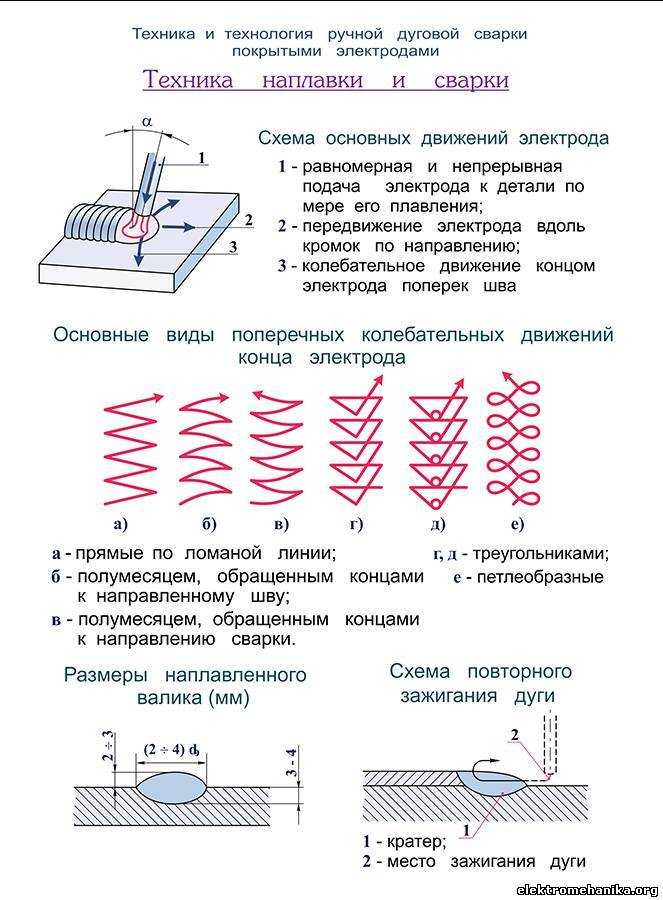 Непрерывный шов представляет собой перекрытие точечных сварных швов без времени охлаждения, в то время как импульсный шов представляет собой перекрытие точечных сварных швов с временем охлаждения, но настолько коротким, что точки все еще соединены вместе. И непрерывный шов, и импульсный шов иногда могут выполняться на одной и той же машине. Выбор между непрерывным швом и импульсным швом может быть сделан на основе материала листового компонента и внешнего вида сварного шва.
Непрерывный шов представляет собой перекрытие точечных сварных швов без времени охлаждения, в то время как импульсный шов представляет собой перекрытие точечных сварных швов с временем охлаждения, но настолько коротким, что точки все еще соединены вместе. И непрерывный шов, и импульсный шов иногда могут выполняться на одной и той же машине. Выбор между непрерывным швом и импульсным швом может быть сделан на основе материала листового компонента и внешнего вида сварного шва.
Роликовые электроды крупным планом
Роликовая точечная сварка представляет собой чередование серии точечных сварок с периодом охлаждения, но без открытия электрода в процессе сварки. Пятно прокатки хорошо видно в процессе сварки швов тормозных колодок, где тиснение на ободе сваривается точечной сваркой. Еще одной важной особенностью машины для контактной сварки швов является сварочный стержень или электрод. Он приводится в движение колесом, которое само приводится в движение двигателем. Это колесо противоположно движущей силе неподвижного стержня. Эта установка может использоваться для негерметичной шовной сварки (сварка сопротивлением качению) и хорошо подходит для соединения металлических листов.
Эта установка может использоваться для негерметичной шовной сварки (сварка сопротивлением качению) и хорошо подходит для соединения металлических листов.
Теперь давайте подробнее рассмотрим различные техники.
Прерывистая, непрерывная или роликовая точечная разность
При этом виде сварки при движении круга по заготовке прерывисто подаются импульсы тока. Эти прерывистые импульсы тока и давление, создаваемое колесами, образуют отдельные точечные сварные швы, и эти точечные сварные швы не являются герметичными соединениями. Кроме того, этот пакетный метод позволяет заготовке автоматически перемещаться из одного положения сварки в другое положение сварки. Он особенно подходит для материалов, изготовленных из более толстых листов и устойчивых к методам непрерывного перемещения.
Частота тока, подаваемого на заготовку, является основным фактором, когда речь идет об источниках питания и управлении шовной сваркой. Сварка может быть непрерывной, внахлест (прерывистой) или точечной, в зависимости от частоты и скорости.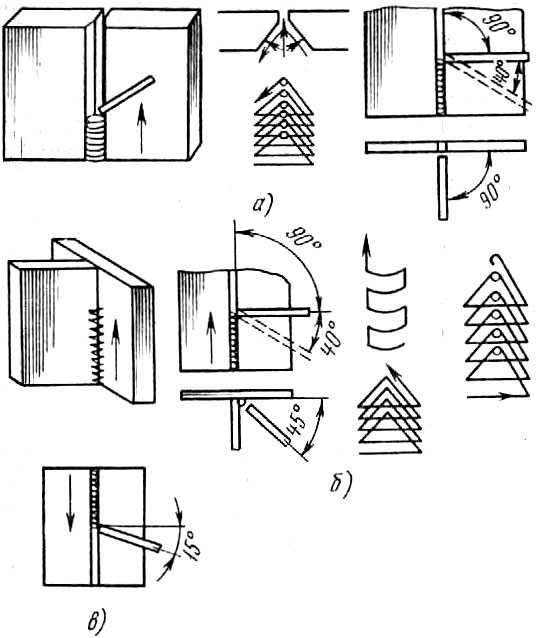
Непрерывные сварные швы обычно используются для создания непрерывных газо- или водонепроницаемых швов в листовых компонентах, таких как автомобильные бензобаки. Этот метод также используется для сварки продольных сварных швов в трубчатых конструкциях, где не требуется герметичность швов. Наиболее распространены двухколесные электроды или установки с одним поступательным колесом и одной неподвижной оправкой, которые подают ток и давление.
Сравнение прерывистой, непрерывной и роликовой точечной сварки
Охлаждение электрода
Аппараты для шовной сварки Внутреннее и внешнее охлаждение электродных колес. Тепло, выделяемое в процессе шовной сварки, может быть очень большим. Поэтому шовные сварщики обычно используют процесс водяного охлаждения для охлаждения электродов (колес), компонентов контроллера и трансформаторов. Выбор системы охлаждения зависит от материала листового компонента, желаемой прочности сварного шва и области применения свариваемой детали.
Учитывая, что сварка осуществляется при очень высокой температуре и приложенном давлении, конечный результат работы шовного сварщика должен быть очень прочным. Если вы все сделаете правильно, результат будет намного прочнее, чем материал, образующий сварной шов. В прошлом для изготовления стальных банок для напитков использовалось оборудование для сварки швов. Однако в настоящее время для изготовления стальных труб прямоугольного или круглого сечения применяют шовную сварку. Еще одной примечательной особенностью машины для шовной сварки является то, что ее сварочный стержень приводится в движение колесом, приводимым в движение двигателем, который противоположен движущей силе неподвижного стержня. Этот механизм обеспечивает негерметичные швы (сварка сопротивлением качению) и отлично подходит для соединения металлических пластин.
Преимущества
Преимущество сварочного аппарата заключается в том, что он может формировать чистый шов без образования газа или сварочного пара. Также нет необходимости использовать наполнительный контактный материал. Соединительный материал может быть воздухонепроницаемым и непроницаемым для жидкостей и может использоваться в различных областях. Для многих продуктов этот непроницаемый шов жизненно важен. Кроме того, можно добиться более короткого времени цикла по сравнению с точечной сваркой.
Также нет необходимости использовать наполнительный контактный материал. Соединительный материал может быть воздухонепроницаемым и непроницаемым для жидкостей и может использоваться в различных областях. Для многих продуктов этот непроницаемый шов жизненно важен. Кроме того, можно добиться более короткого времени цикла по сравнению с точечной сваркой.
Процесс может быть полностью автоматизирован, что делает его воспроизводимым. Кроме того, машины для шовной сварки могут производить одинарную и параллельную шовную сварку одновременно, что повышает эффективность производства. Кроме того, площадь перекрытия может быть отрегулирована более точно по сравнению с точечной или рельефной сваркой. Шовная сварка особенно эффективна при изготовлении листового металла, поскольку она позволяет получить более прочные и долговечные сварные соединения, чем сам материал металлических листов.
Но есть и недостатки. В то время как сварка контактным швом может хорошо формировать прямолинейное соединение, ролик не может создавать более сложные криволинейные сварные швы.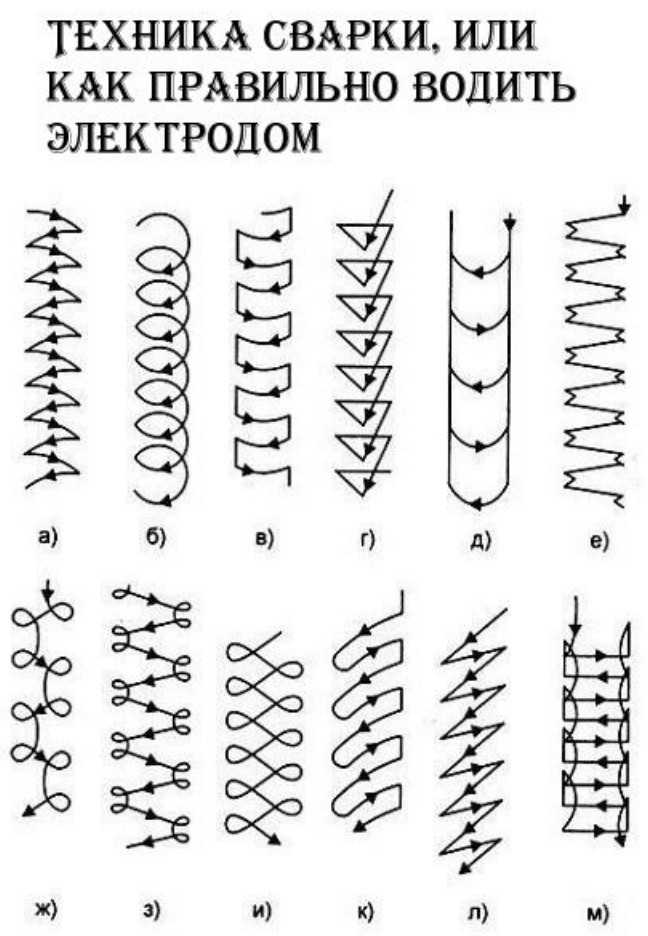 Сварка также невозможна во внутренних углах или там, где другие особенности компонентов препятствуют проникновению колесных электродов. Этот процесс также не подходит для соединения металлических пластин толщиной более трех мм. Из-за скорости роликов для обеспечения качества сварки могут потребоваться квалифицированные операторы, а сварочное оборудование также стоит дорого.
Сварка также невозможна во внутренних углах или там, где другие особенности компонентов препятствуют проникновению колесных электродов. Этот процесс также не подходит для соединения металлических пластин толщиной более трех мм. Из-за скорости роликов для обеспечения качества сварки могут потребоваться квалифицированные операторы, а сварочное оборудование также стоит дорого.
Области применения
Одним из основных применений сварки в плавательной среде является сборка топливных баков, поскольку она подходит для сварки непроницаемых для жидкости деталей. Сварочные аппараты также используются для сварки деталей сосудов, которые должны быть полностью водонепроницаемыми или воздухонепроницаемыми. Хотя другие типы сварочных процессов также способны создавать воздухонепроницаемые и водонепроницаемые швы, не в большей степени, чем шовная сварка, поскольку иногда они не могут обеспечить чистоту сварных швов. С другой стороны, сварка швов может обеспечить и то, и другое. Он также часто используется для всех видов бочек, а также компонентов выхлопной системы, баков самолетов, холодильников, масляных трансформаторов и т. д.,
д.,
Резервуары для воды, сваренные швом
Другим распространенным применением сварочных аппаратов является сварка труб и трубок. Это связано с тем, что шовную сварку сопротивлением можно выполнять в соответствующей области без необходимости использования в процессе каких-либо плавящихся металлов. Таким образом, трубы и трубы не получатся некрасивыми, потому что нет сварных швов, которые могут испортить эстетику. Методы сварки, используемые в области труб и труб, позволяют создавать бесшовные соединения, которые едва ощущаются на поверхности соединения. Наиболее распространенные материалы, используемые для шовной сварки, включают нержавеющую сталь, никелевые и магниевые сплавы.
Передовые решения для шовной сварки от Dahching
Как клиент Dahching, вы получите выгоду от нашего опыта в области сварки, независимо от того, какой тип сварочного аппарата вы ищете. Наши машины имеют различные функции автоматизации, такие как гибкий зажим. Если вы ищете комплексное решение, мы также можем помочь вам спланировать всю производственную линию сварочного оборудования, чтобы создать идеальное сочетание роботизированной технологии, машин для шовной сварки, включая пистолет, приспособления, ролики и т. д. Каждый наш клиент получает индивидуальный решение, которого они заслуживают. В качестве отправной точки сначала выберите тип машины для шовной сварки, наиболее подходящий для вашего применения: поперечный (также называемый сварочным аппаратом для кругового шва), продольный или универсальный для максимальной гибкости.
д. Каждый наш клиент получает индивидуальный решение, которого они заслуживают. В качестве отправной точки сначала выберите тип машины для шовной сварки, наиболее подходящий для вашего применения: поперечный (также называемый сварочным аппаратом для кругового шва), продольный или универсальный для максимальной гибкости.
Просто нажмите на интересующий вас тип машины, чтобы узнать о нем больше.
Если вас больше интересуют машины для стыковой сварки оплавлением, просто нажмите здесь.
Какие материалы используются для шовной сварки колес?
Сварка швов сопротивлением идеально подходит для быстрого получения высококачественных сварных швов. Однако для обеспечения этого материал, из которого изготавливается сварочный круг, должен обладать соответствующими свойствами.
Сварка контактным швом напрямую связана с точечной сваркой. Электрический ток и давление используются для сварки двух одинаковых или разнородных материалов. Однако, в отличие от точечной сварки, два электрода имеют форму колес и обычно сделаны из меди. Одно из этих двух колес ведущее. При прохождении двух заготовок точки сварки генерируются импульсами тока. При превышении определенной частоты импульсов точки сварки могут даже перекрываться — создается сплошной сварной шов.
Одно из этих двух колес ведущее. При прохождении двух заготовок точки сварки генерируются импульсами тока. При превышении определенной частоты импульсов точки сварки могут даже перекрываться — создается сплошной сварной шов.
Преимущество контактной шовной сварки по сравнению с точечной сваркой заключается в том, что в каждом случае заготовку не нужно продвигать вручную. Это означает, что пара электродов не должна открываться и закрываться по отдельности после каждой отдельной точки. При контактной шовной сварке вращающиеся сварочные электроды автоматически продвигают заготовку.
Благодаря этим сварочным круговым электродам можно не только выполнять сплошные сварные швы, но и износ электродов значительно меньше, чем при точечной сварке. Поскольку контактная шовная сварка позволяет получать непрерывные сварные швы, еще одним замечательным преимуществом является то, что ее можно использовать для изготовления воздухонепроницаемых и водонепроницаемых швов.
Из-за таких непрерывных сварных швов этот процесс используется при производстве контейнеров, которые должны быть водонепроницаемыми и/или воздухонепроницаемыми. Например, в производстве топливных баков. Кроме того, с помощью этого процесса часто сваривают трубы и шланги, поскольку в этом процессе не используются плавящиеся металлы и, следовательно, не образуются сварочные швы.
Этот метод также очень хорошо подходит для процессов, которые можно автоматизировать. Например, роликовая шовная сварка используется для изготовления барабанов стиральных машин, посудомоечных машин, раковин или дымоходных труб.
Какие материалы используются для шовной сварки колес? Медь и медные сплавы идеально подходят в качестве материалов для шовной сварки колес, так как обладают высокой тепло- и электропроводностью. В основном для электродов шовной сварки используются те же сплавы, что и для электродов точечной сварки.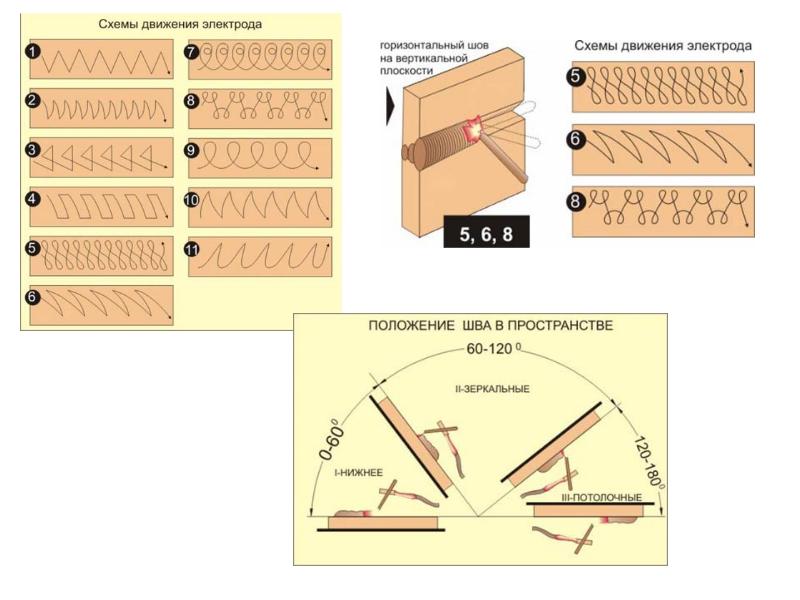 Например, материалы класса 2 RWMA используются для заготовок с высокой электропроводностью. Они идеально подходят для сварки холоднокатаной и горячекатаной стали, а также латуни и бронзы.
Например, материалы класса 2 RWMA используются для заготовок с высокой электропроводностью. Они идеально подходят для сварки холоднокатаной и горячекатаной стали, а также латуни и бронзы.
Для сварки материалов с высоким сопротивлением, таких как нержавеющая сталь, монель-металл и нихром, используются материалы класса 3 RWMA.
В чем преимущества сварочных кругов из сплавов AMPCO?AMPCO METAL производит широкий ассортимент сплавов, которые можно использовать в различных областях. Сплавы с высоким содержанием меди AMPCOLOY® 83, AMPCOLOY® 88, AMPCOLOY®89, AMPCOLOY® 91, AMPCOLOY® 95, AMPCOLOY® 940, AMPCOLOY® 944 и AMPCOLOY® 972 особенно хорошо подходят для контактной сварки. Материалы используются в качестве пластин, а также сварочных электродов.
Сварочные круги из AMPCOLOY® 972 или AMPCOLOY® 940 рекомендуются для сварки низкоуглеродистой и углеродистой стали, а сварочные круги из AMPCOLOY® 95 рекомендуются для сварки нержавеющей стали.