способы, швы, сварочный аппарат, стоимость
Автор admin На чтение 5 мин. Просмотров 798 Опубликовано
В прежние времена был лишь классический метод сварки, поэтому у людей не было особого выбора каким методом варить. В современное время появились множество разных материалов и способов сварки. Каждый требует определенной технологии и подхода. Дуговая сварка считается самой популярной, поэтому нужно внимательно рассмотреть весь процесс, включая выбор оборудования, электродов и способ сварки.
В основе лежит электрическая дуга, которая способна раскалять металл до 5 тысяч градусов, обеспечивая сплавление деталей. Такая температура подходит для большинства металлов, а значит, способ считается универсальным для многих вещей. Сварка бывает прямой или косвенно в зависимости от направления дуги. При прямо действии дуга непосредственно возникает между металлом и электродом, а при косвенном – между двумя электродами без направления сварочного тока на металл. В процессе сварки плавится и сам электрод, образуя так называемую сварочную ванну, в которой происходит процесс сплавления.
В процессе сварки плавится и сам электрод, образуя так называемую сварочную ванну, в которой происходит процесс сплавления.
На каждом электроде нанесена специальная обмазка, когда она горит, то образует газовый слой. Этот слой защищает металл от реакции с кислородом, а то в этом бы случае образовывался шлак на поверхности металла. От шлака качество шва становится хуже. Дуговая сварка ГОСТом определена, то есть для получения определенного шва нужно выставить силу тока и выбрать специальный диаметр электрода в зависимости от вида металла. Это все можно узнать в соответствующих таблицах государственных стандартов.
Содержание
- Оборудование для дуговой сварки
- Как выбирать электроды?
- Технология дуговой сварки
Оборудование для дуговой сварки
Существует три модели: сварочные трансформаторы, выпрямители и инверторы.
Первый вариант самый простой. Его принцип работы заключается в понижении напряжения сети, чем обычно и занимаются трансформаторы. Проходя через первичную и вторичную обмотку, меняется сила тока, которая требуется для сварки.
Проходя через первичную и вторичную обмотку, меняется сила тока, которая требуется для сварки.
Если вы хотите получить качественные швы дуговой сварки, то требуется специальные электроды для трансформатора. Только при этом условии трансформатор создает красивые и качественные швы.
И не стоит забывать про КПД этого прибора, оно составляет до 90%, что, пожалуй, лучший показатель, среди остальной техники.
Вторая модель, выпрямитель, он способен выпрямлять ток, то есть преобразовывать его из переменного в постоянный. Сварочный трансформатор может варить переменным током, но в некоторых случаях лучше брать более стабильный прямой ток.
Иногда стандартных 50-и герц из городской электросети недостаточно для работы сварочного устройства. Тогда возникает вопрос, как варить дуговой сваркой при больше частоте? Для этого применяют инверторы. Это более мощный аппараты, но в тоже время по весу не превышают 8 килограмм. По устройству инвертор чем-то напоминает выпрямитель. Особенность для любого сварщика заключается в том, что на корпусе инвертора можно плавно регулировать силу тока. Это необходимо, когда идет сварка тонкого листового металла небольшими электродами.
Это более мощный аппараты, но в тоже время по весу не превышают 8 килограмм. По устройству инвертор чем-то напоминает выпрямитель. Особенность для любого сварщика заключается в том, что на корпусе инвертора можно плавно регулировать силу тока. Это необходимо, когда идет сварка тонкого листового металла небольшими электродами.
Если вы решили выбрать сварочный аппарат для дуговой сварки нужно смотреть на диапазон изменения тока. От возможностей диапазона зависит размер электродов, которые можно применять на данном аппарате.
Важно, чтобы дуга легко зажигалась, работала стабильно.
Как выбирать электроды?
Электрод – это тонкий металлический стержень, на который наносятся ферросплавы. В процессе работы ферросплав создает защитный газовый слой, защищая сварочную ванну. Задача электрода расплавиться и также расплавить достаточное количество металла, чтобы произошло крепкое соединение в месте плавления. Необходимая энергия зависит от силы тока, проходящей по электроду.
Разные способы дуговой сварки подразумевают использование разных электродов. Кроме диаметра, они отличаются по типу покрытия. Бывают покрытия – кислые, основные, целлюлозные и другие малоиспользуемые типы. Для самых распространенных задач, когда требуется сварка углеродистых или низколегированных сталей, обычно используют марку УОНИ-13/НЖ/12х13.
Технология дуговой сварки
Неважно, как вы собираетесь варить, обычной классической сваркой вам нужна дуговая сварка под флюсом. Во всех случаях методика похожа, за исключением автоматических сварочных процессов. Очень популярна на заводах импульсно дуговая сварка, которая выполняется в автоматическом режиме. Для обычного металла рекомендуют сварку постоянным током. Но всем металлам подходит такой способ.
Например, алюминий надо варить под защитой аргона. Этот металл очень быстро окисляется на воздухе, а образовавшаяся оксидная пленка не позволяет металлу соединяться. Для такой сварки требуется хорошая квалификация, поэтому начинающим сварщикам нужна электро дуговая сварка.
Классическая инверторная дуговая сварка должна начинаться с подбора силы тока на вашем аппарате. Если вы не знаете, как подобрать, просто загляните в инструкцию к сварочному трансформатору, в ней в зависимости от толщины металла есть значения тока.
Начиная сварку, медленно двигайте электрод. При этом сварочная ванна должна нормально заполниться, чтобы расплавленные металл немного возвышался над металлическими деталями. Автоматическая дуговая сварка контролируется автоматикой и проще для человека, но когда вы варите ручным способом, надо внимательно следить за движениями. Они должны быть не слишком быстрыми и не слишком медленными.
Важный момент для новичка – зажигание дуги. Его производят быстрым чирканьем электродом по металлической детали.
Другой способ предназначен для узких и труднодоступных мест: электрод прикладывают к поверхности металла, а потом плавно отводят на пару миллиметров. Цена дуговой сварки зависит от сложности процесса.
Если нужно сварить нержавейку или алюминий понадобятся специальные электроды или сварка аргоном.
И также не забывайте соблюдать технику безопасности во время проведения сварочных работ.
Как правильно варить электродуговой сваркой, что необходимо для безопасности
Ручная электродуговая сварка используется человечеством более ста лет. Она остается наиболее универсальной технологией для соединения металла.
Оглавление
- Методы сварки
- Как выбрать сварочный аппарат
- Основы дуговой сварки
- Техника выполнения сварных швов видео
- Техника безопасности при работе с электросваркой
Методы сварки
Электрическая сварка – это универсальный способ скрепления металлических деталей. Электросварка проста в использовании, а сварной шов долговечен. Сварные работы менее затратнее, нежели другие способы соединений, будь то заклепки, резьбовые или болтовые соединения.
Рассмотрим три основных типа електрической сварки:
- MMA – ручная дуговая сварка, выполняется штучным электродом;
- TIG – сварка производится не плавящимся вольфрамовым электродом;
- MIG-MAG – полуавтоматическая сварка электродной или порошковой проволокой.


Каждый из способов сварки имеет свои плюсы и минусы. В большинстве случаев для частного использования в домашних условиях, здесь нет особых требований к сварным конструкциям и для упрощения сварных работ, – используют технологию ММА. Электроды можно купить в ближайшем хозяйственном магазине и они всегда доступны.
Как выбрать сварочный аппарат
Для технологии сварки ММА применяют два основных типа сварочных аппаратов: трансформаторные и инверторы.
Сварочные трансформаторы – с помощью трансформатора понижают напряжение бытовой электросети 220В к 40-70В рабочего напряжения сварки. Трансформаторы могут работать на переменном (АС) и на постоянном (DC) напряжении. Ток может быть регулируемым плавно или ступенчато в пределах 40-200А.
Одним из главных требований сварочного трансформатора является постоянство напряжения в сети. Если ваша электросеть работает нестабильно, то за счет сварочного аппарата она будет «проседать» еще больше.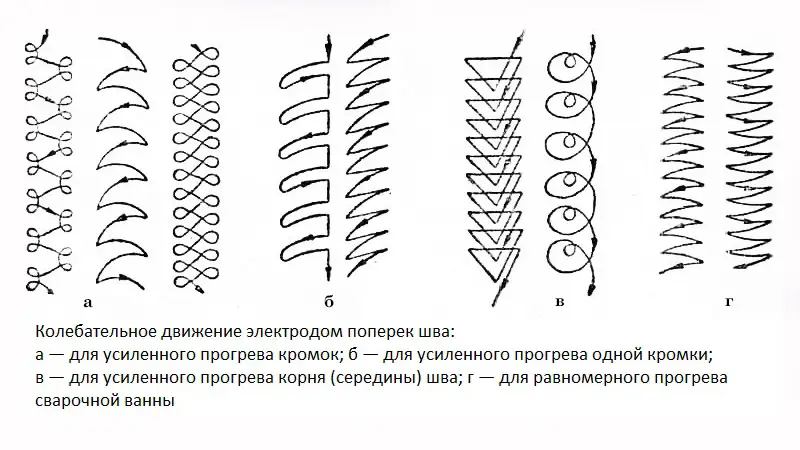 В связи с этим могут возникнуть неудобства у ваших соседей.
В связи с этим могут возникнуть неудобства у ваших соседей.
Сварочные трансформаторы не имеют сложных электронных компонентов, поэтому они очень надежные и долговечные. Все сварочные трансформаторы дешевле своих собратьев по сварочному делу. Технология изготовления отработанная десятилетиями и очень редко дает сбой.
Инвертор – последнее слово техники в ММА. Ето компактный и легкий сварочный аппарат. Обеспечивает систему стабилизации горения дуги, регулирует выходное напряжение, обладает системой защиты и системой ускоренного поджига дуги.
Поскольку сварочные инверторы высокотехнологичны и имеют серьезную электронную начинку, по этому надежность таких аппаратов меньше. Также не исключено использование китайских запчастей в самых брендовых производителей.
При выборе инвертора следует учесть такие моменты:
Максимальный сварочный ток. В зависимости от максимального тока мы можем использовать электроды большего диаметра – 4-5мм, и варить толстые и глубокие швы. Для бытовых условий достаточно максимального тока в 150 А при работе электродом Ø4мм.
Для бытовых условий достаточно максимального тока в 150 А при работе электродом Ø4мм.
Рабочий цикл – условное количество времени работы и простоя сварочного инвертора для того, чтобы он остыл. Выражается в %. Для всех моделей цикл составляет 5 или 10 мин. Время работы в цикле будет также зависеть от рабочего тока: чем ток ниже, тем больше времени можно варить в одном рабочем цикле.
Гарантия, да-да, именно гарантия, поскольку инвертор – сложное электронное оборудование. По этому, чем больше гарантия, тем больше вероятность того, что он не откажет и в послегарантийный срок. Ведь, если производитель использовал качественные комплектующие для производства инвертора, то и строк гарантии может достигать 3-х лет.
Основы дуговой сварки
Металлический стержень электрода взаимодействуют с основным металлом при температуре около 5000°К. Расплавленный металл образует сварной шов. Глубина, на которую расплавился металл изделия, называют глубиной проплавления. Ширина, на которую расплавился основной металл называют шириной сварочной ванны. Глубина и ширина сварочной ванны зависит от силы сварочного тока, режима сварки, диаметра электрода.
Ширина, на которую расплавился основной металл называют шириной сварочной ванны. Глубина и ширина сварочной ванны зависит от силы сварочного тока, режима сварки, диаметра электрода.
Выделим главные критерии при работе дуговой сваркой:
Сварочный ток – устанавливается соответственно диаметру и покрытию электрода.
Обратите внимание, что при увеличении диаметра электрода при том же сварочном токе плотность последнего уменьшается. Как следствие уменьшается глубина провара, происходит увеличение ширины шва, появление «блуждающей» дуги.
Напряжение дуги – зависит от ее длины, она должна составлять не больше диаметра электрода.
Скорость сварки – устанавливается таким образом, чтобы металл из сварочного электрода успел заполнить ванну сварного шва, образуя бугорок без подрезов и наплывов.
Типичные проблемы сварного шва:
Сварку переменным током очень часто применяют в бытовом хозяйстве, выполняется электродами с рутиловым покрытием.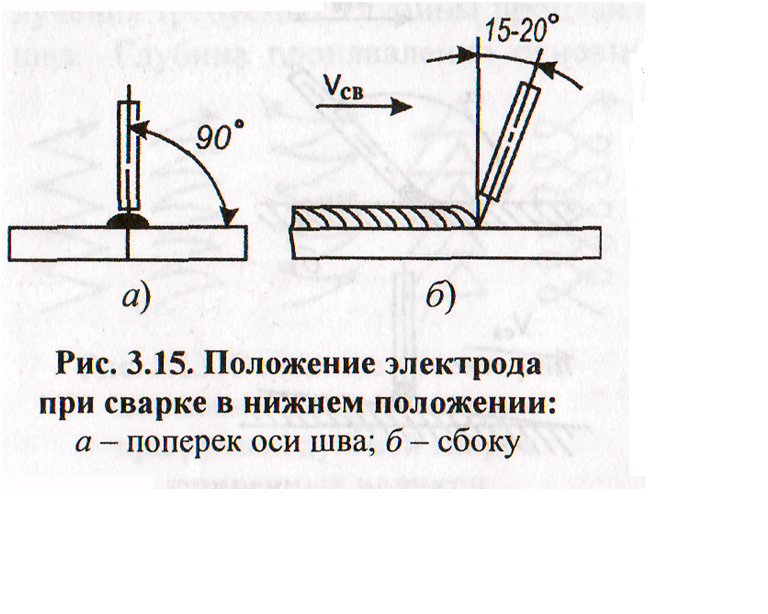
Сварку постоянным током применяют для сваривания среднеуглеродистых сталей и чугуна. Обратную полярность применяют для повышения скорости сварки.
Зажигание сварочной дуги производят серией коротких и резких прикосновений электродом к металлу, или чирканьем электродом о поверхность изделия в направлении будущего сварного шва. Если электрод «прилип» к изделию, его необходимо оторвать резким покачивание вправо-влево с отводом держака вверх. После зажигания дуги электрод может находится в трех положениях:
- углом назад;
- углом вперед;
- под прямым углом.
При завершении сварного шва, для предупреждения образования кратера, дугу необходимо обрывать после заварки кратера несколькими круговыми движениями.
Техника выполнения сварных швов
Существует несколько десятков режимов сварки и методов манипулирования электродом при выполнении сварных швов. В процессе сварки электрод всегда перемещается в трех направлениях:
Поступательное движение вниз – поддерживает электрическую дугу в процессе плавки электрода, регулирует глубину сварочной ванны. Скорость движения зависит от скорости горения электрода.
Скорость движения зависит от скорости горения электрода.
Перемещение электрода вдоль направления сварного шва, образует сварочную ванну. Скорость движения зависит от ширины шва и режима сварки.
Поперечные движения – перемещение электрода в стороны для образования ширины сварочной ванны. Колебательные движения определяют ширину сварного шва, но не должны превышать 3-х диаметров электрода.
Металл нужно держать в расплавленном состоянии до образования валика сварного шва. Нужно не допускать преждевременного остывания металла в сварочной ванне. Необходимо контролировать ширину сварочной ванны, глубину проплавления.
В зависимости от того, где выполняется сварной шов, различают несколько пространственных положений выполнения сварного шва.
Нижнее
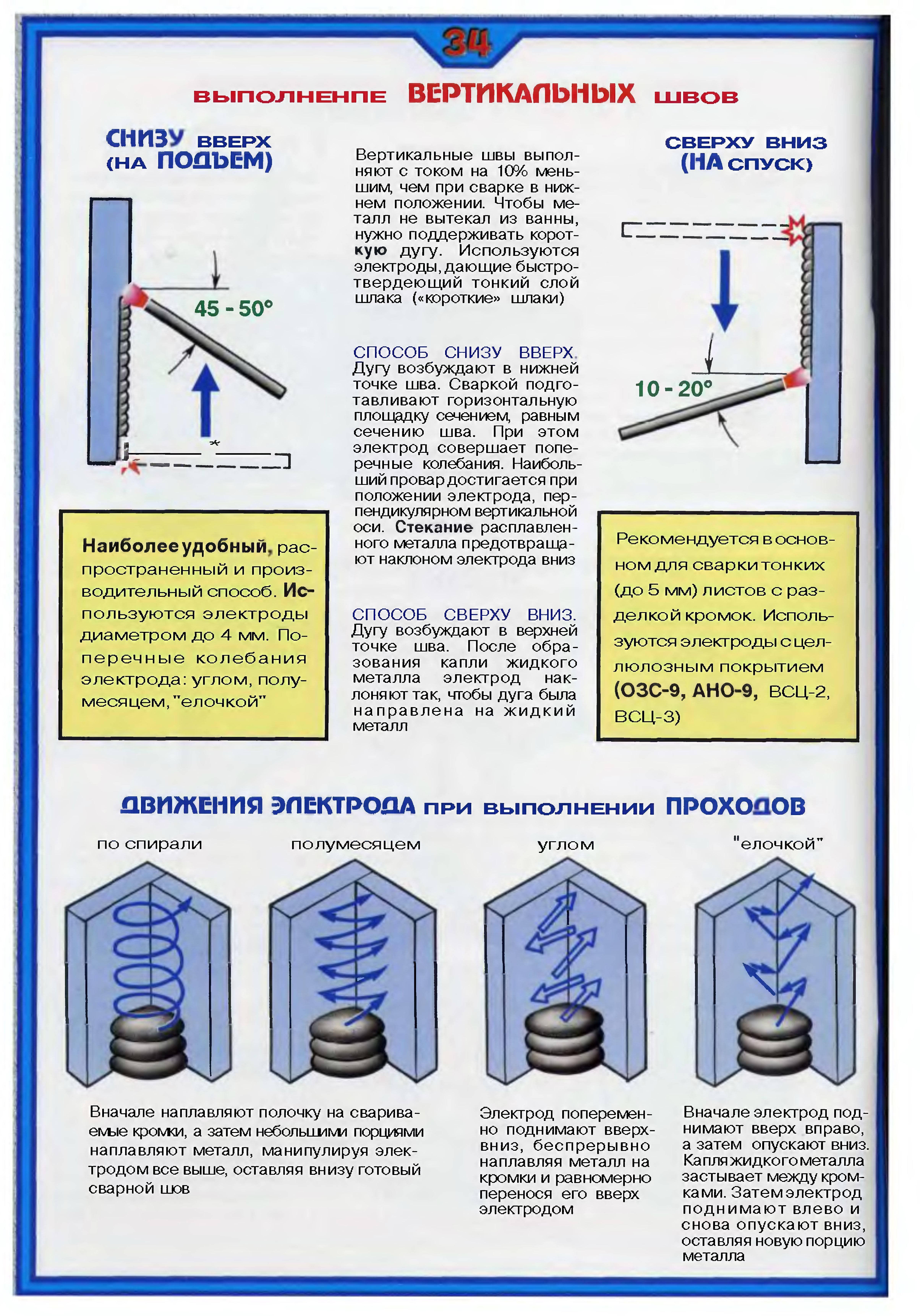
Вертикальные
Потолочные
Техника безопасности при работе с электросваркой
Сварочные работы – это работы с повышенным уровнем опасности. Поэтому каждому сварщику необходимо соблюдать правила охраны труда и пожарной безопасности. Все работу должны проводится в защитных костюмах, перчатках или рукавицах, обязательно использовать сварочную маску с различными светофильтрами. Ограждать зону сварки. Правила безопасности регламентируются СНиП 12-03-2001.
Поэтому каждому сварщику необходимо соблюдать правила охраны труда и пожарной безопасности. Все работу должны проводится в защитных костюмах, перчатках или рукавицах, обязательно использовать сварочную маску с различными светофильтрами. Ограждать зону сварки. Правила безопасности регламентируются СНиП 12-03-2001.
Наобилее интересные варианты по теме как правильно варить электродуговой сваркой, что необходимо для безопасности.
Дуговая сварка в печи…
Фрэнк в Колорадо
Супервентилятор TVWBB
- #1
…это выглядело и звучало как сварочный аппарат!
Не удается найти элемент на месте, необходимо заказать, и он будет готов через неделю.
 Хорошо, что у меня сегодня есть гриль для приготовления ужина.
Хорошо, что у меня сегодня есть гриль для приготовления ужина.
Брэд Олсон
Бриллиантовый член TVWBB
- #2
Отстойно, что нельзя найти элемент локально. Нет поблизости приличных мастерских по ремонту бытовой техники?
Конечно, ваша карта человека требует, чтобы вы попытались отремонтировать элемент с помощью клейкой ленты хотя бы один раз…
Фрэнк в Колорадо
Супервентилятор TVWBB
- #3
В 40 милях отсюда есть магазин бытовой техники и магазин Lowe’s. Магазин не перезвонил, и у Lowe’s их нет. Мне нравится пытаться покупать на месте (или, по крайней мере, для меня, живущего в трущобах), но кажется, что Амазонка будет самой быстрой доставкой.
Я погуглил и нашел это на yootoob, что дает реалистичный звук,
(кажется, нередкая проблема)
Фрэнк в Колорадо
Супервентилятор TVWBB
- #4
На самом деле, я хотел направить своего внутреннего Чака Норриса и зажечь с ним сигару, но подумал лучше, чем совать туда голову.Брэд Олсон сказал:
….Конечно, ваша карта человека требует, чтобы вы попытались отремонтировать элемент с помощью клейкой ленты хотя бы один раз…
Нажмите, чтобы развернуть…
Не хочу стать кандидатом Дарвина, если все пойдет не так… LOL.
Ю.Кальчик
Золотой член TVWBB
- #5
 … если бы это случилось 10 с лишним лет в аренде, в которой мы с g/f были. На следующий день нашел сменный элемент в сельском хозяйственном магазине в одном городе.
… если бы это случилось 10 с лишним лет в аренде, в которой мы с g/f были. На следующий день нашел сменный элемент в сельском хозяйственном магазине в одном городе.БУДЬТЕ ОСТОРОЖНЫ ПРИ ЗАМЕНЕ. В некоторых печах элемент всегда «горячий» с переключением нейтрали/земли. Вы действительно хотите отключить диапазон, когда заменяете его, чтобы избежать риска поражения электрическим током.
Фрэнк в Колорадо
Супервентилятор TVWBB
- #6
Абсолютно… Я всегда отключаю выключатель.
Вы помните, его можно было заменить только спереди или вам нужно было тянуть его, чтобы получить доступ к каким-либо креплениям или проводке сзади?
Линн Доллар
Изумрудный член TVWBB
- #7
Давным-давно я потерял элемент в духовке за день до Дня Благодарения, когда собирался приготовить индейку для всей семьи. Быстро удалось найти новый.
Фрэнк в Колорадо
Супервентилятор TVWBB
- #8
Только что посмотрел видео по замене… элемент выходит спереди… посоветовали не пускать провода, при отсоединении не давать падать а то буду вытаскивать.
Ю.Кальчик
Золотой участник TVWBB
- #9
Когда я заменил элемент, после удаления винтов элемент отсоединился с помощью пары фиксированных лепестковых разъемов. Я не помню опасности падения с разъемами за полостью. Я помню, что единственная причина, по которой я выдвинул диапазон вперед, заключалась в том, чтобы вытащить вилку. Мы жили в фермерском доме, переоборудованном в дуплекс, и у меня не было доступа к панели выключателя.Фрэнк из Колорадо сказал:
Абсолютно… Я всегда отключаю выключатель.
Вы помните, его можно было заменить только спереди или вам нужно было тянуть его, чтобы получить доступ к каким-либо креплениям или проводке сзади?Нажмите, чтобы развернуть…
Фрэнк в Колорадо
Супервентилятор TVWBB
- #10
Все в первый раз… радости владения собственным домом.
Ю.Кальчик
Золотой участник TVWBB
- #11
Га. Проблемы с бытовыми приборами, проблемы с электричеством (я преследую проблему с GFCI), сантехника, отопление … дерьмо, это напомнило мне, я собирался заказать запасной запальник и запасной датчик пламени для нашей печи.
Джейсон в Калифорнии
Матч звезд TVWBB
- #12
Это случилось со мной однажды. Я никогда раньше не видел ничего подобного, и должен сказать, что меня это немного напугало, когда я посмотрел на духовку и увидел, что происходит.
Импульсно-дуговая сварка: Создание ювелирных изделий – Сообщество производителей ювелирных изделий Ганоксин
В этой статье показано, как создавать украшения, особенно серьги с несколькими драгоценными камнями, с помощью импульсно-дуговой сварки или технологии импульсно-дуговой сварки.
Эти серьги будут собраны из находок, представленных в новой Книге находок Stuller, том 47. Эти детали можно найти в различных внешних формах для драгоценных камней разного размера, начиная со страницы 373.
Эти детали можно найти в различных внешних формах для драгоценных камней разного размера, начиная со страницы 373.
| Выводы отлиты с помощью прыгающих колец в разных направлениях. Три соединительных соединительных кольца обрезаны в верхней центральной части. | |
| Для распиливания переходного кольца использовался пильный диск 8/0. На стыках, образовавшихся при распиловке, оставляли металлическую накладку. | |
| Далее детали собираются с помощью плоскогубцев. | |
В этом проекте наконечник № 1 использовался с аппаратом для импульсно-дуговой сварки ABI. Пять советов прилагаются к устройству, предоставляя пользователю несколько вариантов для широкого спектра сварочных работ, с которыми обычно сталкиваются ювелиры-универсалы. Периодически электрод и керамический воротник нуждаются в изменении формы. Здесь алмазный круг используется для изменения формы электрода. Здесь алмазный круг используется для изменения формы электрода. | |
| После изменения формы сварочный карандаш снова собирают, помещая керамическую манжету на электрод. | |
| После установки керамического кольца узел затягивается шестигранным ключом. Для этого сварочного применения электрод утапливают примерно на полмиллиметра ниже поверхности керамического кольца. | |
| Собранный сварочный наконечник снова вкручивается в сварочный карандаш. | |
Когда провод с зажимом типа «крокодил» подключен к отрицательной клемме, а сварочный карандаш прикреплен к положительной клемме, соединительные кольца остаются постоянными. Небольшой обрыв металла обеспечил достаточный избыток, чтобы заполнить швы. Импульсно-дуговая сварка ABI была настроена на среднюю мощность и напряжение 35 вольт. Кончик сварочного карандаша держится на расстоянии около одного миллиметра от стыка. Для завершения каждого сустава использовалось от трех до четырех импульсов энергии. Когда закончили, провода были гладкими, ровными и полностью соединенными. Для завершения каждого сустава использовалось от трех до четырех импульсов энергии. Когда закончили, провода были гладкими, ровными и полностью соединенными. | |
| При импульсно-дуговой сварке соединений использовали три импульса энергии; один в верхней части сустава и по одному с каждой стороны сустава. Используя этот процесс, проволока в каждом соединительном кольце была сварена без потери формы. Процесс занял несколько минут и не требовал очистки, которая была бы необходима при использовании факела. |
Настройки оборудования для прихватки, сварки и импульсно-дуговой сварки различаются и зависят от объема, степени контакта и сплава материала, с которым вы работаете. Практика использования подобных материалов даст вам параметр для настроек, необходимых для вашего приложения. Сохраняйте записи о настройках и задачах для дальнейшего использования.
Марк Манн
Все права защищены на международном уровне. Авторское право © Марк Манн. Пользователи имеют право загружать информацию и делиться ею до тех пор, пока не будут получены деньги — коммерческое использование этой информации не допускается без письменного разрешения Марка Манна
Авторское право © Марк Манн. Пользователи имеют право загружать информацию и делиться ею до тех пор, пока не будут получены деньги — коммерческое использование этой информации не допускается без письменного разрешения Марка Манна
__________________________________________
Это содержание опубликовано в справочнике вместе с другими приложениями для сварки. . Чтобы получить копию Справочника ABI по сварочным работам для проектирования и ремонта ювелирных изделий, свяжитесь с Джанет Кирк по телефону 401-461-4140 9.0007
Вы принимаете на себя всю ответственность и риск за использование ресурсов безопасности, доступных на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за материалы, информацию и мнения, представленные на этой веб-странице или доступные через нее. Никакие советы или информация, представленные на этом веб-сайте, не создают никаких гарантий. Вы полагаетесь на такие советы, информацию или содержимое этой веб-страницы исключительно на свой страх и риск, включая, помимо прочего, любые инструкции по безопасности, ресурсы или меры предосторожности или любую другую информацию, связанную с безопасностью, которая может быть доступна на этой веб-странице или через нее.