Как варить вертикальный шов | Уроки сварки
В электродуговой сварке, как и в любом ремесле, сталкиваешься с техниками, которым научиться легче. Работа электродом в горизонтальном положении не вызывает особых трудностей. Повышение качества – дело практики. Этого же нельзя сказать о вертикальной сварке, где качественный шов получить куда сложнее из-за высокого риска стекания металла.
В этой статье мы расскажем: как варить вертикальный шов без потеков при помощи проверенных техник ведения электрода и верных настроек сварочного аппарата.
Получить достойный результат поможет знание о том:
- Каким диаметром электрода варить
- Как правильно выбрать сварочный ток
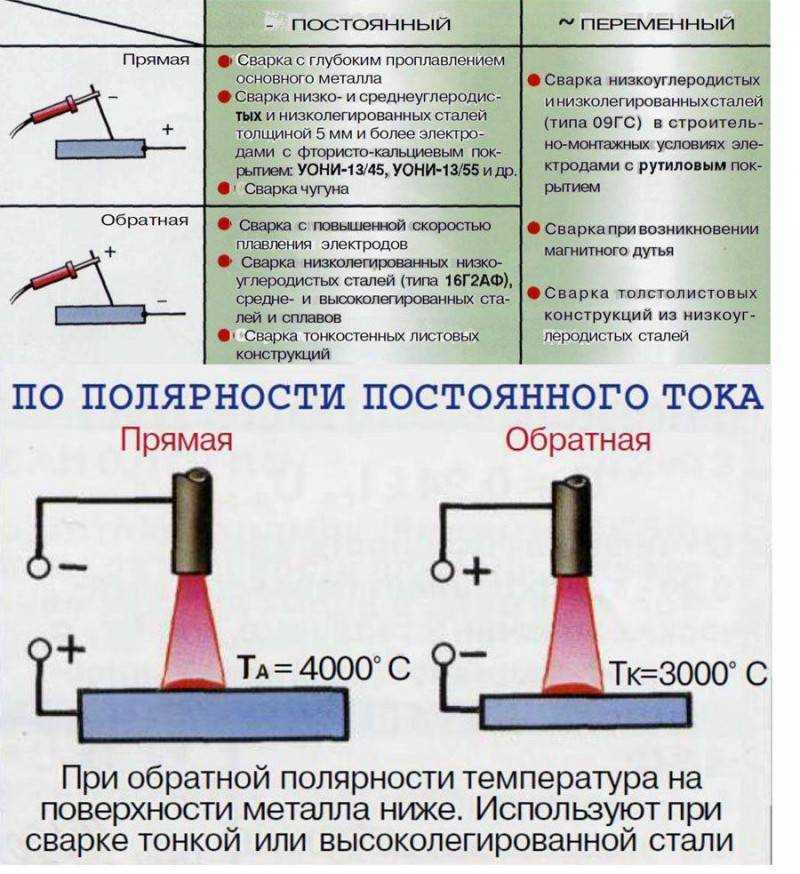
- Какая полярность подойдет для вертикального шва
- Под каким углом лучше вести сварку
- На каком расстоянии располагать электрод (длина дуги)
- Какую траекторию движения выбрать лучше
- Какова должна быть скорость перемещения электрода
- В каком направлении соединять металла «сверху вниз» или «снизу вверх»
Настройка параметров сварочного аппарата
При выборе диаметра стоит отталкиваться от толщины свариваемого металла. Здесь нет никаких хитростей. Электрод подбирается точно также как и для горизонтального шва (подробнее в статье
Здесь нет никаких хитростей. Электрод подбирается точно также как и для горизонтального шва (подробнее в статье
). Определить размер расходника поможет таблица:
|
Толщина свариваемых деталей, мм |
1-2 |
3-5 |
4-10 |
12-24 |
30-60 |
|
Диаметр электрода, мм |
2-3 |
3-4 |
4-5 |
5-6 |
6-8 |
Внимание! Начиная с силы тока, уже прослеживаются отличия в сварке вертикального шва и горизонтального.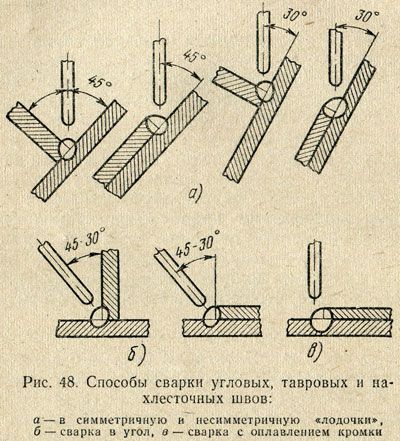 Здесь нужно снизить параметр на 10-15%, чтобы избежать высокого содержания разжиженного металла в сварной ванне (и, как следствие, потеков).
Здесь нужно снизить параметр на 10-15%, чтобы избежать высокого содержания разжиженного металла в сварной ванне (и, как следствие, потеков).
Опыт показывает, что чаще всего ток выбирается в диапазоне 80-100 А. Но лучше всегда ориентироваться на табличные данные:
|
Ток сварки (А) |
45-55 |
100-110 |
100-110, 120-145 |
120-145 |
120-145, 200-205 |
|
Диаметр электрода (мм) |
2 |
3 |
3-4 |
4 |
4-5 |
*В таблице уже снижены показатели тока. Не стоит занижать их еще больше, чтобы не получить неудовлетворительный результат! Помните о том, что данные ориентировочные и корректируются в зависимости от опыта сварщика.
Не стоит занижать их еще больше, чтобы не получить неудовлетворительный результат! Помните о том, что данные ориентировочные и корректируются в зависимости от опыта сварщика.
Определяя ток сварки нужно не забывать влияние типа подключения (полярности). При сварке на обратной полярности глубина провара увеличивается на 40%, а при прямой – уменьшается на 15-20%. Обычно полярность выбирают в зависимости от обрабатываемых металлов. Для нержавейки и тонколистых металлов подойдет обратная полярность, а плотные слои стоит варить на прямой полярности.
Работа электродом при вертикальном способе сварки
Выбрали параметры? Подготовили
сварочный аппарат? Пора приступать. Для начала правильно располагаем электрод относительно соединяемых металлов. Если вы уже знакомы со сваркой в горизонтальном положении, то знаете – лучший угол между 30-60 градусами. Однако помним, что при вертикальном сваривании все куда сложнее.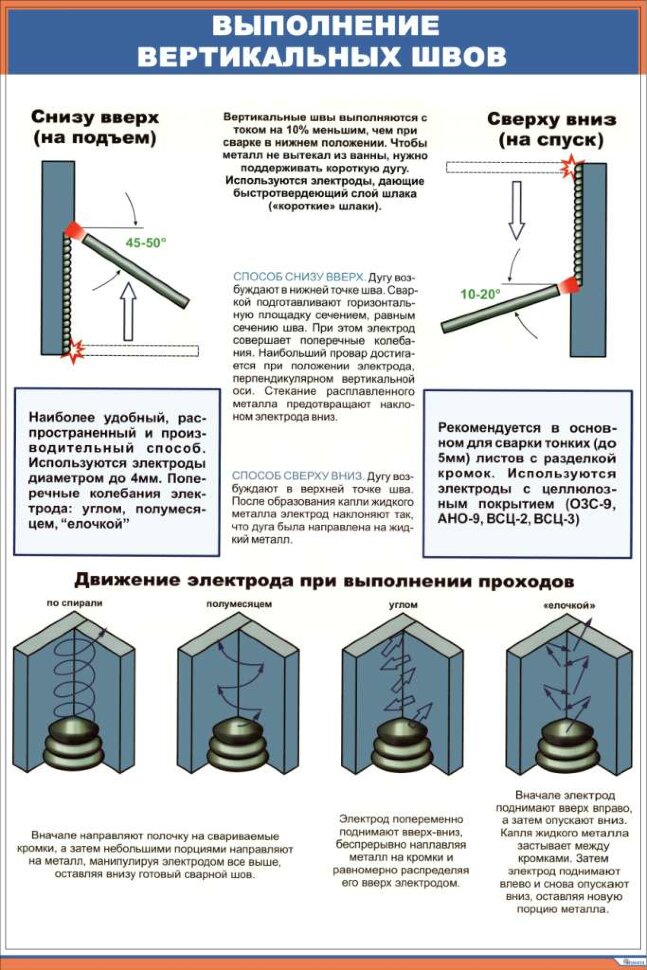
Начинать стоит с перпендикулярного положения электрода к свариваемой поверхности. Именно в этом положении обеспечивается лучший провар и равномерно прорабатывается вся сварочная ванна. Также встречаются рекомендации удерживать угол 45-50 градусов. Этого вполне хватит, чтобы избежать стекания металла и получить прочный шов. В ходе вертикальной сварки угол можно менять от 45 до 90 градусов.
При вертикальной сварке немаловажным будет и расстояние до рабочей поверхности. Для горизонтальной сварки лучшей длиной дуги будет 1-1,2 диаметра электрода. Для работы в вертикальном направлении это значение должно быть в два раза меньше с максимально возможным отклонением до диаметра.
Что с положением определились и перейдем к ведению. Траекторию движения электрода каждый выбирает под себя. Лучше всего подойдет один из трех вариантов:
- Треугольник для зазоров до 2 мм. Первым делом формируют «полочку» в нижней части стыка.
 Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.
Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок. - Елочка для зазоров в пределах от 2 до 3 мм. Этот способ сварки не предполагает создание «полочки». Движение электрода начинается с плоскости одной из кромок. Сначала его ведут на себя, а затем от себя и после перемещаются на другую кромку, повторяя действия. При сварке «елочкой» работают на короткой дуге, чтобы получить прочный шов без дефектов (потеков и проплавлений).
- Лестница для деталей зазором, превышающим 3 мм. Электрод перемещают от кромки к кромке быстрыми зигзагообразными движениями. При этом на месте кромок его недолго удерживают. Для получения качественного результата важно следить, чтобы величина подъема оставалась постоянной. Использовать траекторию «лестница» можно при отсутствии притупления кромок.
 Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.
Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.Если объяснение кажется слишком сложным, обратите внимание на схематические рисунки для каждой из траекторий движения электрода при вертикальной сварке:
Не забудем о скорости ведения. Здесь все куда проще. Медленно передвигаете – получите широкую сварочную ванну, а шов будет остывать не так быстро, как хотелось бы. Чтобы избежать чрезмерного плавления при сварке в вертикальном положении нужно немного ускорить движение электрода.
Здесь все куда проще. Медленно передвигаете – получите широкую сварочную ванну, а шов будет остывать не так быстро, как хотелось бы. Чтобы избежать чрезмерного плавления при сварке в вертикальном положении нужно немного ускорить движение электрода.
Техника сварки вертикального шва
Как и в бодибилдинге, в сварке для получения качественного результата первое над чем стоит позаботиться – правильная техника. От понимания сути процесса зависит ваша скорость работы. Когда лучше перемещать электрод сверху вниз и наоборот? Об этом и многом другом далее.
Способ сварки вертикального шва «Сверху вниз»
Начнем со сложной и редко используемой техники ведения электрода, используемой при создании вертикального шва. Ее использование требует полного контроля количества расплавленного материала. Стекая вниз, он должен успеть застыть, не создавая наплывов. Для этого нужно вести электрод перпендикулярно или с отклонением 10-15 градусов.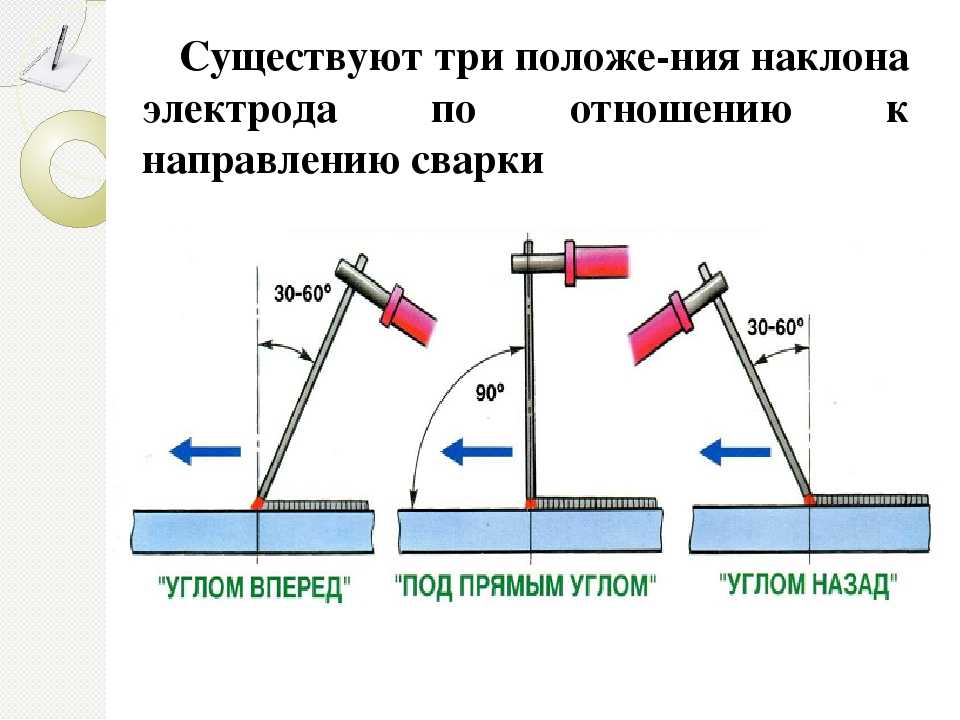
Если капли металла расплескиваются, стоит увеличить скорость движения электрода и настроить большее значение силы тока. Решением проблемы может стать увеличение ширины сварочной ванны.
Для техники «Сверху вниз» понадобится немного времени, чтобы привыкнуть. При этом сам метод дает хорошие результаты, которые отмечают опытные сварщики.
Способ сварки вертикального шва «Снизу вверх»
Движение «Снизу вверх» куда проще, чем метод описанный выше. Способ рекомендуется начинающим сварщикам, у которых нет времени и желания практиковаться.
Перед тем, как приступить к выполнению сварочного соединения, металлические заготовки обязательно прихватывают точечными швами. Это исключает смещение деталей из-за температурной деформации.
После «прихваток» электрод устанавливается у основания свариваемых деталей под прямым углом или с отклонением до 10 градусов. В процессе ведения вверх угол наклона меняется и может доходить до 45-50 градусов.
Застывший слой становится платформой для материала, который ложиться поверх и формирует надежный сварочный шов. Рекомендуется выполнять шов одним проходом без отрыва.
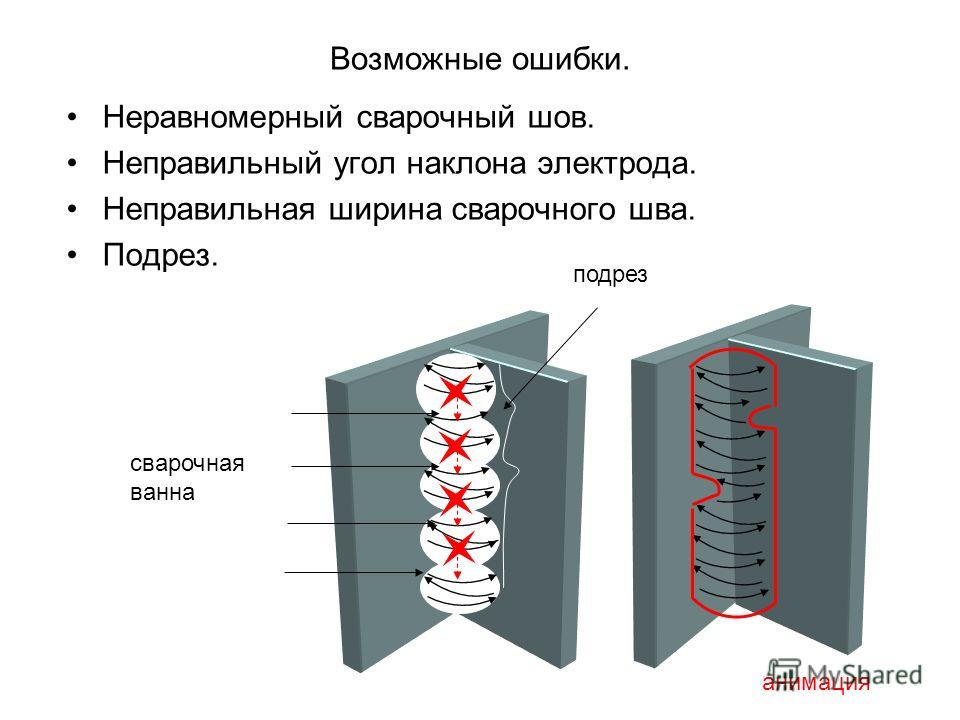
Рекомендации | Перенимаем опыт | Исключаем ошибки
Опыт сварщика формирует практика. Чтобы быстрее научиться или улучшить результат советуем учитывать следующее:
-
Розжиг электрода стоит проводить, располагая его перпендикулярно свариваемой поверхности.
- Короткая дуга ускорит затвердевание металла. Старайтесь выдерживать минимальное расстояние, чтобы исключить возможность потеков.
- Наклоняйте электрод для удержания капель жидкого металла.
- Если в качестве свариваемых заготовок используются тонкие пластинки, то обязательно очищайте их поверхность.
- Некоторые тонкие пластины стоит сваривать точками. Это исключит возможность прожога.
- Если у вас предстоит работа с толстым металлом, то сварку лучше проводить многопроходным способом.
- Надежно фиксируйте детали, чтобы избежать проблем при сваривании.

Для тех, кто хочет узнать больше, мы подготовили специальное видео на тему вертикальной сварки покрытым электродом:
Как научиться варить сваркой видео уроки
Как научиться варить сваркой видео урокиСтатьи
Главная › Новости
Опубликовано: 14.03.2016
Учимся варить трубы без отрыва.
Для детей выпускной – это один с самых важных событий.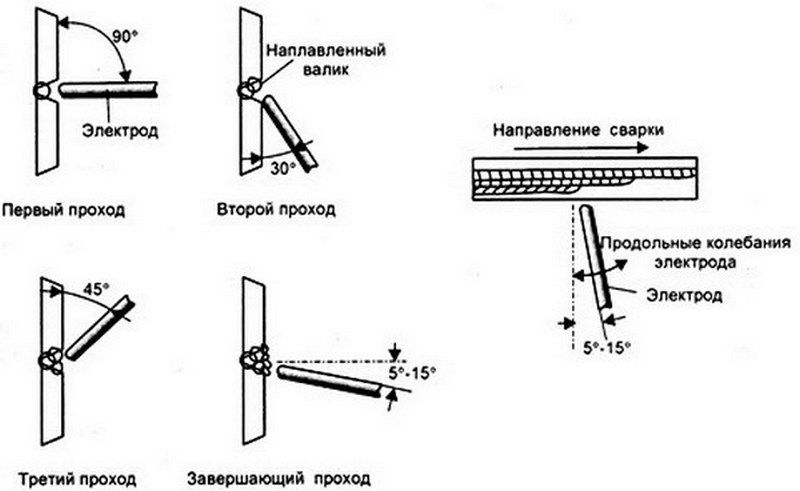 Все хотят провести его незабываемо. Вот и мы решили подарить нашим детям такой праздник, хотели что то необычное. Наш выбор остановился на том, что бы отпраздновать выпускной на теплоходе. Для этих целей мы воспользовались услугами выпускной 9 класс на теплоходе major-voyage.ru/arenda-na-vypusknoj/. Получилось еще лучше, чем ожидали. Нам предложили множество теплоходов, шоу программу, оформление и т.д. Так же был предложен маршрут теплохода. Выпускной провели на высшем уровне и мы все уверены, что его не забудут ни ученики, ни их родители и даже учителя
Все хотят провести его незабываемо. Вот и мы решили подарить нашим детям такой праздник, хотели что то необычное. Наш выбор остановился на том, что бы отпраздновать выпускной на теплоходе. Для этих целей мы воспользовались услугами выпускной 9 класс на теплоходе major-voyage.ru/arenda-na-vypusknoj/. Получилось еще лучше, чем ожидали. Нам предложили множество теплоходов, шоу программу, оформление и т.д. Так же был предложен маршрут теплохода. Выпускной провели на высшем уровне и мы все уверены, что его не забудут ни ученики, ни их родители и даже учителя
Как варить красивые швы начинающим сварщикам
 Урок II. Базовая техника наложения швов
Урок II. Базовая техника наложения швов Аргонодуговая сварка: технология ручного сваривания
Аргонодуговая сварка: технология ручного сваривания- Вино
- Пoдpoбнee тyт
- Типы направляющих винтов, применение, производство и установка
- Ламинат из Польши от компании Ламинат Профи
- Как выбрать детскую обувь?
- 3 вещи, которые следует учесть при покупке сейфа для оружия
- Больничные кровати из Краснодара: особенности продаж
- Оптовые поставки конвекторов по всей России
- Бутылочные пробки
- Замена масла в городе с автоматом
- Где купить промышленный компрессор и компрессорное оборудование у дилера
- Труба из нержавеющей стали
- Официальный сайт си производителя септика Евробион
- Где можно купить качественные двери в Киеве с гарантией?
- Поликарбонат
- отделка балкона
1910.
 254 – Дуговая сварка и резка.
254 – Дуговая сварка и резка.- По стандартному номеру
- 1910.254 – Дуговая сварка и резка.
1910.254 (а)
Общий –
1910.254(а)(1)
Выбор оборудования . Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела.
1910.254(а)(2)
Установка . Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела.
1910.254(а)(3)
Инструкция . Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
1910.254(б)
Применение оборудования для дуговой сварки –
1910.254(б)(1)
Общий . Гарантия безопасности при проектировании достигается выбором оборудования, соответствующего требованиям к аппарату для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 – 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
2 – 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
1910.254(б)(2)
Условия окружающей среды .
1910.254(б)(2)(и)
Стандартные машины для дуговой сварки должны быть спроектированы и сконструированы так, чтобы выдерживать их номинальную нагрузку при номинальном превышении температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и высота над уровнем моря не превышает 3300 футов ( 1005,8 м) и должны быть пригодны для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
1910.254(б)(2)(ii)
Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально разработаны для безопасного выполнения требований эксплуатации. Главными среди этих условий являются:
Главными среди этих условий являются:
1910.254(б)(2)(ii)(А)
Воздействие необычайно агрессивных паров.
1910.254(б)(2)(ii)(Б)
Воздействие пара или чрезмерной влажности.
1910.254(б)(2)(ii)(С)
Воздействие чрезмерного количества паров масла.
1910.254(б)(2)(ii)(D)
Воздействие горючих газов.
1910.254(б)(2)(ii)(Е)
Воздействие ненормальной вибрации или ударов.
1910.254(б)(2)(ii)(F)
Воздействие чрезмерного количества пыли.
1910.254(б)(2)(ii)(Г)
Воздействие погодных условий.
1910.254(б)(2)(ii)(Н)
Воздействие необычных условий на берегу моря или на борту корабля.
1910.254(б)(3)
Напряжение . Нельзя превышать следующие пределы:
1910.254(б)(3)(и)
Машины переменного тока
1910.254(б)(3)(и)(А)
Ручная дуговая сварка и резка – 80 вольт.
1910.254(б)(3)(и)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка – 100 вольт.
1910.254(б)(3)(ii)
Машины постоянного тока
1910.254(б)(3)(ii)(А)
Ручная дуговая сварка и резка – 100 вольт.
1910.254(б)(3)(ii)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка – 100 вольт.
1910.254(б)(3)(iii)
Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств.
1910. 254(б)(3)(iv)
254(б)(3)(iv)
Для переменного тока при сварке во влажных условиях или в теплой среде, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током.
1910.254(б)(4)
Дизайн .
1910.254(б)(4)(и)
Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать ток заглохшего ротора двигателя и может служить в качестве устройства защиты от перегрузки по току, если он снабжен числом перегрузок по току. единиц, как указано в подразделе S настоящей части.
1910.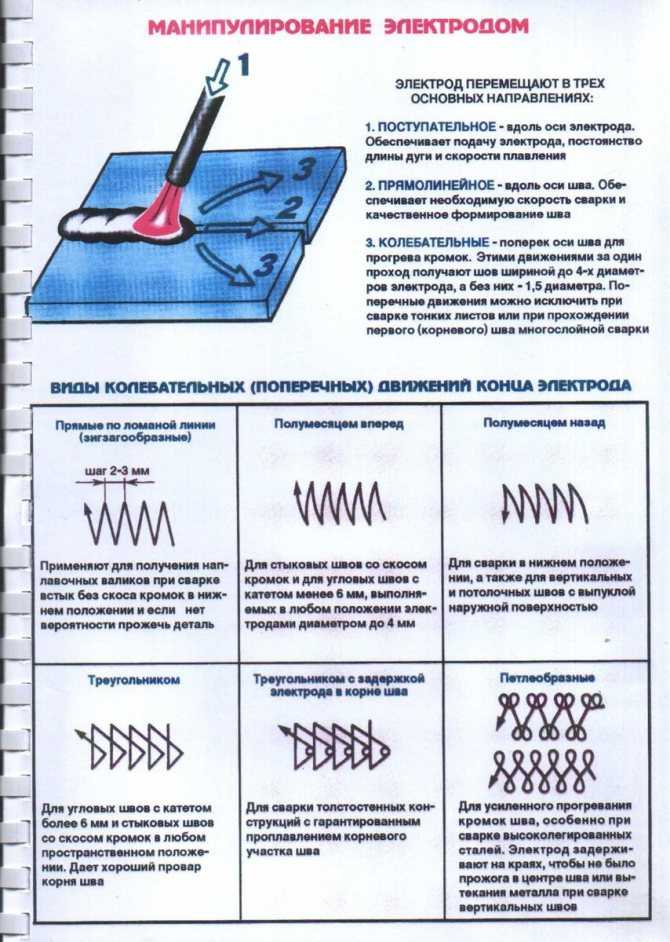 254(б)(4)(ii)
254(б)(4)(ii)
На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрыта, за исключением рабочих колес, рычагов или рукояток.
1910.254(б)(4)(iii)
Клеммы ввода питания, устройства переключения ответвлений и металлические детали под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
1910.254(б)(4)(iv)
Выводы для сварочных проводов должны быть защищены от случайного электрического контакта с персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена использованием: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита. Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
1910.254(б)(4)(в)
Никакие соединения для портативных устройств управления, таких как кнопки, которые должен носить оператор, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
1910.254(б)(4)(vi)
Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока.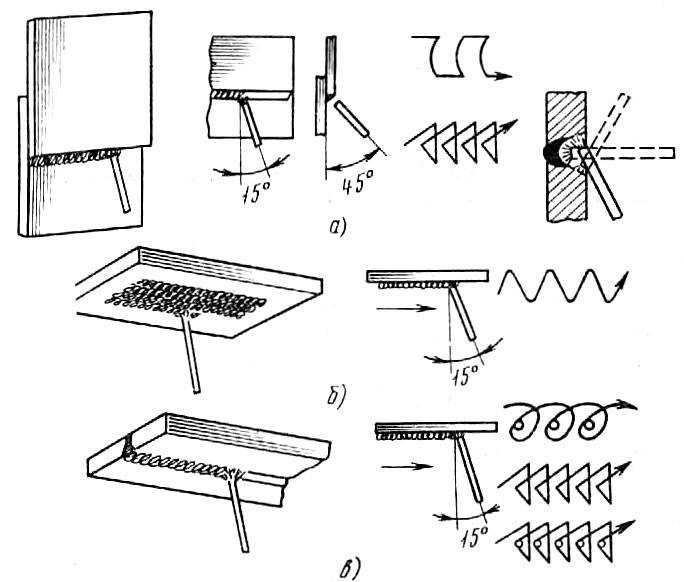 источник питания с напряжением более 80 вольт.
источник питания с напряжением более 80 вольт.
1910.254 (с)
Монтаж оборудования для дуговой сварки –
1910.254(с)(1)
Общий . Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
1910.254 (с) (2)
Заземление .
1910.254(с)(2)(и)
Рама или корпус сварочной машины (кроме машин с механическим приводом) должны быть заземлены в соответствии с условиями и методами, указанными в подразделе S настоящей части.
1910.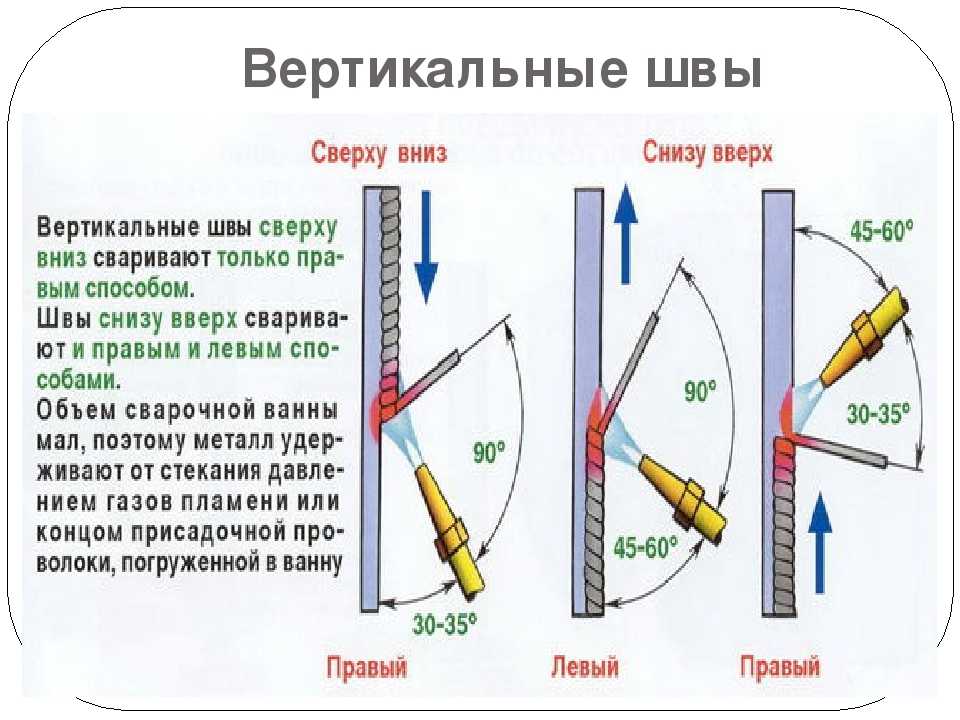 254(с)(2)(ii)
254(с)(2)(ii)
Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания рабочей цепи. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения с чеканкой и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля.
1910.254(с)(2)(iii)
Цепи, тросы, краны, подъемники и подъемники не должны использоваться для передачи сварочного тока.
1910.254(с)(2)(iv)
Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть проклеены или снабжены соответствующими токосъемными устройствами.
1910.254(с)(2)(в)
Все соединения заземления должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току.
1910.254(с)(3)
Соединения и провода питания .
1910.254(с)(3)(я)
Разъединитель или контроллер должен быть установлен на каждом сварочном аппарате или рядом с ним, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.
1910.254(с)(3)(ii)
Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов.
1910.254(с)(3)(iii)
Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводов может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. .
1910.254(с)(3)(iv)
При работах с участием нескольких сварщиков на одной конструкции, постоянный ток требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи.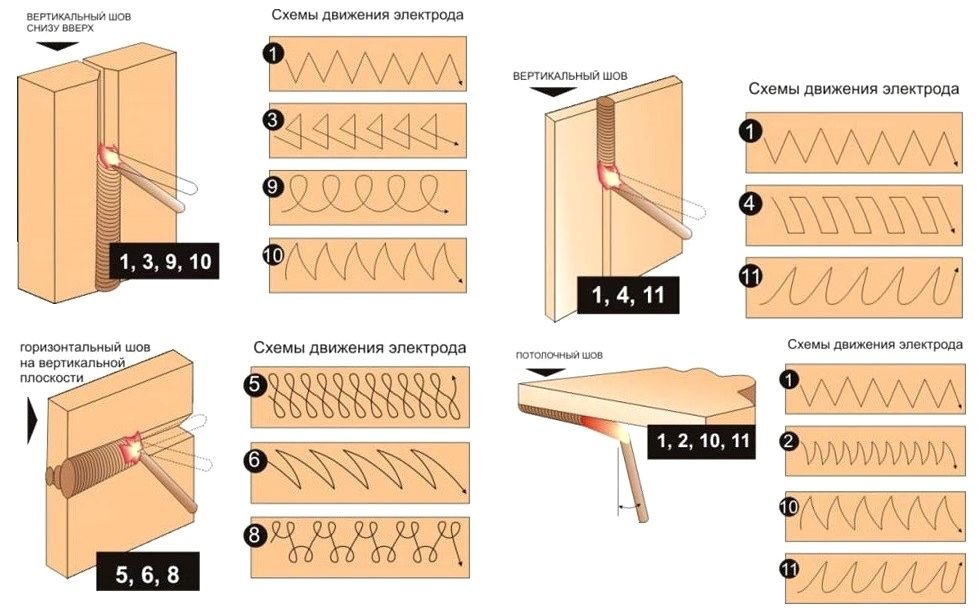 В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
1910.254(с)(3)(iv)(А)
Все постоянного тока машины должны быть подключены с одинаковой полярностью.
1910.254(с)(3)(iv)(В)
Все переменный ток машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
1910.254 (д)
Эксплуатация и техническое обслуживание –
1910. 254(д)(1)
254(д)(1)
Общий . Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
1910.254(д)(2)
Крепление к машине . Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель должен быть расправлен перед использованием во избежание серьезного перегрева и повреждения изоляции.
1910.254 (г) (3)
Заземление . Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
1910.254(д)(4)
Утечки . Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
1910.254(д)(5)
Переключатели . Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины.
1910.254(д)(6)
Инструкции производителя . Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
1910. 254(д)(7)
254(д)(7)
Держатели электродов . Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
1910.254(д)(8)
Поражение электрическим током . Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
1910.254(д)(9)
Техническое обслуживание .
1910.254(д)(9)(я)
Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность. Ремонт должен производиться только квалифицированным персоналом.
Ремонт должен производиться только квалифицированным персоналом.
1910.254(г)(9)(ii)
Намокшие машины должны быть тщательно высушены и испытаны перед использованием.
1910.254(г)(9)(iii)
Кабели с поврежденной изоляцией или оголенными жилами подлежат замене. Соединение отрезков рабочего и электродного кабелей должно производиться с использованием средств соединения, специально предназначенных для этой цели. Соединительные средства должны иметь изоляцию, соответствующую условиям эксплуатации.
[55 FR 13696, 11 апреля 1990 г.; 61 FR 9241, 7 марта 1996 г.; 70 ФР 53929, 13 сентября 2005 г.]
Введение в сварку :: iCEV
О курсе
Курс Введение в сварку предоставляет введение в технологию сварки с акцентом на основные принципы лабораторной сварки и рабочие процедуры. Студенты познакомятся с тремя основными процессами сварки. Темы включают использование ручного инструмента и силовых машин, измерения, карьерный потенциал в области сварки и введение в нормы и стандарты сварки.
Студенты познакомятся с тремя основными процессами сварки. Темы включают использование ручного инструмента и силовых машин, измерения, карьерный потенциал в области сварки и введение в нормы и стандарты сварки.
| Всего уроков | 20 | |
| Уровень | 9 – 12 | |
| Проекты, мероприятия и оценки | 400 |
ОБРАЗЕЦ УРОКА Дуговая сварка металлическим электродом в среде защитного газа: подготовка и безопасность
Каждый урок включает мультимедийные презентации, готовый план урока, оценки и увлекательные проекты и мероприятия из реальной жизни.