советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
- Правила инверторной сварки
- Принцип работы
- Как правильно сваривать металл инвертором
- Как варить вертикальный шов
- Полярность при сварке
- Советы для «чайников»
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+” и «-“).

Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.

Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
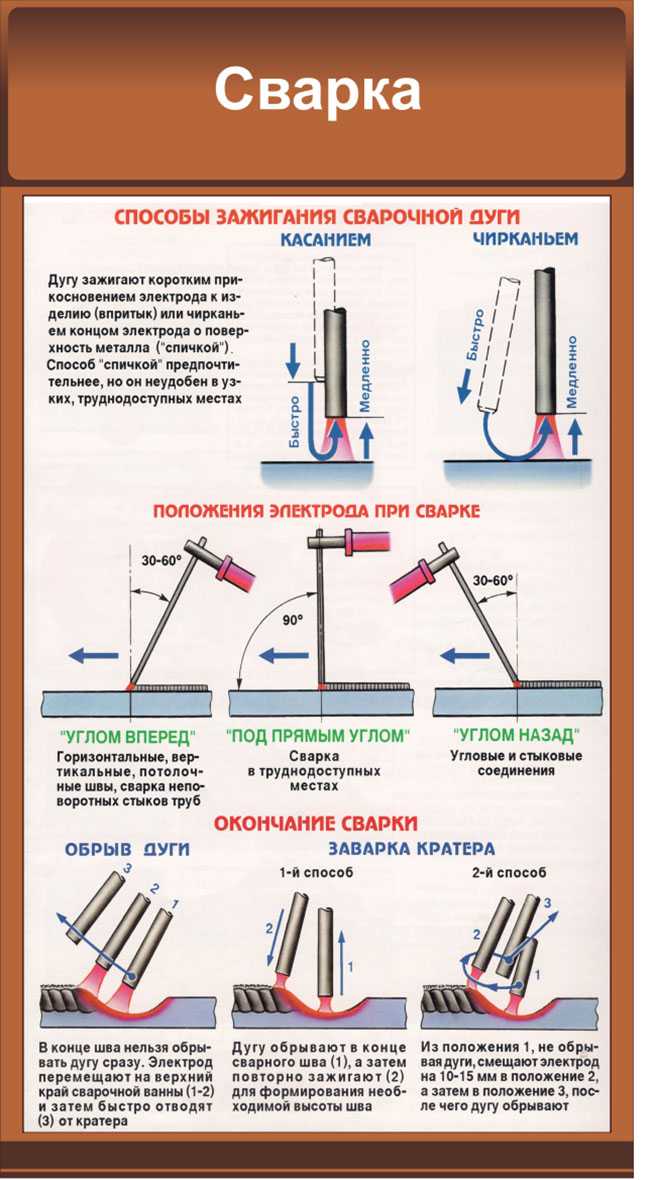
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.

Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
 После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
Как варить инверторной сваркой?
Главная » Сварка » Виды Сварки
Виды Сварки
Автор admin На чтение 4 мин. Просмотров 620 Опубликовано
Как варить инверторной сваркой? Ответ на этот вопрос ищут тысячи свежеиспеченных владельцев инверторных аппаратов, желающих разобраться с функциональностью своего приобретения. И если вы относитесь к этой группе, то вам следует остановиться. Вы уже все нашли. Далее по тексту мы ознакомим вас с технологией сварки металлоконструкций с помощью инверторных сварочных аппаратов.
Вы уже все нашли. Далее по тексту мы ознакомим вас с технологией сварки металлоконструкций с помощью инверторных сварочных аппаратов.
Содержание
- Почему инвертор — преимущества инверторного сварочного аппарата
- Как правильно варить инверторной сваркой -обзор процесса
- Подведем итоги
Почему инвертор — преимущества инверторного сварочного аппарата
Новое поколение аппаратов — сварочные инверторы – сумели, за очень короткое время, завоевать популярность и в среде любителей, занятых бытовой сваркой, и в сообществе профессионалов, использующих сварку в производственных процессах.
Причем популярность подобной техники объясняется не модой на технологические новинки, а вполне ощутимыми достоинствами инверторов, среди которых можно выделить следующие качества:
Словом, причины перейти на инверторную сварку имеются даже у профессионала. А любители или начинающие сварщики попросту не имеют иных разумных альтернатив процессу инверторной сварки.
Как правильно варить инверторной сваркой -обзор процесса
Инверторная сварка, как и любой другой технологический процесс, начинается с подготовки рабочего места и самого рабочего (сварщика).
Рабочее место следует очистить от пыли и мусора, удалить со сварочного стола (если таковой имеется) лишние заготовки и смести металлическую стружку.
Причем категорически не рекомендуется переносить «рабочее место» под дождь и на мороз. Сварщик должен защитить себя робой, маской и респиратором.
Закончив предварительную подготовку рабочего места можно заняться свариваемыми заготовками. Стыкуемые детали сваривают без предварительной обработки, но если толщина заготовки превышает 4 миллиметра, то на торцах заготовок нужно напилить (нарезать) фаску (под углом 60-70 градусов).
Завершив подготовку деталей можно приступать к самой сварке.
Причем варить металл инверторной сваркой нужно по следующим правилам:
- Установите аппарат, расположив его на полуметровом удалении от стен или крупногабаритных деталей интерьера вашего рабочего места.
- Заземлите аппарат.
- Подберите электроды (исходя из ширины шва и типа свариваемого металла). Затем укажите на панели управления работой инвертора нужную силу тока и прочие характеристики, выбираемые в соответствии с типом электродов.
- Закрепите стыкуемые детали на сварочном столе (или где-то еще), обездвижив стыкуемую конструкцию.
- Набросьте на металлическую столешницу рабочего стола зажим анода (или катода) и вставьте в держак (катод или анод) электрод.
- «Зажгите» сварочную дугу, «чиркнув» по детали электродом. И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва.
- Завершив сварку, оббейте с поверхности шва слой отвердевшего флюса. И зачистите шов металлической щеткой или болгаркой.

Подведем итоги
Как видите: процесс сварки не отличается сложностью. Вам не придется беспокоиться о «взрывоопасном» характере кислородно-ацетиленовой смеси или переживать за каждый случай «налипания» электрода на деталь. И даже силу тока можно отрегулировать прямо в процессе сварки, повернув в нужную сторону ручку регулятора на инверторе.
И даже силу тока можно отрегулировать прямо в процессе сварки, повернув в нужную сторону ручку регулятора на инверторе.
При этом качество шва будет вполне на уровне результатов работы дуговых или газовых аппаратов. Именно поэтому такая технология формирования неразъемных соединений пользуется вполне заслуженной популярностью.
Сварка алюминия инверторными источниками питания
Постоянный ток
трансформатор. В прошлом трансформатор работал непосредственно от входящего переменного тока частотой 50 или 60 Гц. На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более чем 120 раз в секунду.
Инверторы были введены в сварочные источники питания сначала для выработки постоянного тока (DC), а затем для выработки переменного тока. В этих источниках питания входящая мощность переменного тока частотой 50 или 60 Гц сначала выпрямляется до постоянного тока и фильтруется, а затем подается в секцию инвертора источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20 000 Гц. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
В этих источниках питания входящая мощность переменного тока частотой 50 или 60 Гц сначала выпрямляется до постоянного тока и фильтруется, а затем подается в секцию инвертора источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20 000 Гц. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
Этот импульсный высоковольтный высокочастотный переменный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный переменный ток частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления для получения постоянного сварочного тока. Выход управляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Поскольку силовой трансформатор работает на частоте 20 кГц, он намного более эффективен, чем трансформатор, работающий на частоте 60 Гц. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким. Источники питания для дуговой вольфрамовой сварки постоянным током (GTAW) на основе инвертора обычно весят от 30 до 50 фунтов. С некоторыми из этих блоков питания потребляемый ток при 205 А составляет 29 А при однофазном напряжении 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто завышается, годовая экономия на источнике питания обычно составляет 10 процентов от покупной цены источника питания.
Источники питания для дуговой вольфрамовой сварки постоянным током (GTAW) на основе инвертора обычно весят от 30 до 50 фунтов. С некоторыми из этих блоков питания потребляемый ток при 205 А составляет 29 А при однофазном напряжении 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто завышается, годовая экономия на источнике питания обычно составляет 10 процентов от покупной цены источника питания.
Инверторные источники питания также очень тонко «измельчают» поступающий переменный ток, что приводит к стабильному постоянному току без типичных пульсаций с частотой 60 Гц и стабильной сварочной дуге.
Переменный ток
В течение многих лет инверторные блоки питания могли питать только постоянный ток. Инверторов, выдающих переменный ток, просто не существовало. Это ограничивало использование инверторов для сварки алюминия, который обычно сваривается методом GTA с использованием переменного тока. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Запуск их с разной полярностью и поочередное включение и выключение генерировало псевдо-переменный ток. Некоторые инверторы до сих пор генерируют переменный ток таким образом.
Запуск их с разной полярностью и поочередное включение и выключение генерировало псевдо-переменный ток. Некоторые инверторы до сих пор генерируют переменный ток таким образом.
Способность генерировать переменный ток делает инверторные источники питания подходящими для сварки алюминия методом GTAW. Поскольку напряжение дуги никогда не проходит через нуль, дуга переменного тока становится более стабильной. Большинству источников питания GTAW на инверторной основе не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности, что снижает количество радиочастотных помех (RFI), создаваемых источником питания.
Поскольку управляющие сигналы могут передаваться на любой частоте, вплоть до удвоенной частоты инвертора (40 кГц), можно изменять частоту сварочного тока переменного тока. Некоторые машины могут выдавать переменный ток с частотой от 20 до 150 Гц. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению сварного шва.
В GTAW проплавление сварного шва происходит в отрицательной части цикла переменного тока. Во время электродно-положительной части цикла проплавление шва уменьшается, и больше тепла передается вольфрамовому электроду, но дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Таким образом, в то время как большинство других материалов сваривают методом GTA с использованием постоянного тока, алюминий обычно сваривают с использованием переменного тока.
Сварка с инверторами
Ранние источники питания GTAW давали простой синусоидальный выходной сигнал переменного тока с равным количеством положительного электрода и отрицательного электрода. Однако такое количество положительных электродов было ненужным для адекватной очистки. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному электроду, обычно примерно с 65 процентами отрицательного электрода и 35 процентами положительного электрода.
Инверторные блоки питания обеспечивают достаточную очистку дуги даже при положительном электроде всего на 15 процентов. Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего на вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего на вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Электроды из чистого или цирконированного вольфрама с тупым концом обычно рекомендуются для сварки переменным током с обычными источниками питания. Ситуация меняется при использовании инверторов. Большинство инверторов оптимизированы для зажигания дуги и лучшей сварки с использованием заостренных вольфрамовых электродов с 2-процентным содержанием тория. Многие пользователи также сообщают о хороших результатах при использовании заостренных вольфрамовых электродов с церием или лантана.
Сравнение сварочных аппаратов инвертора и трансформатора 2022
С другой стороны, инверторный сварочный источник питания появился в 1990-х годах, и сегодня он постепенно становится отраслевым стандартом. Итак, давайте обсудим различия инверторных и трансформаторных сварочных аппаратов, плюсы и минусы, а также то, в чем каждый тип сияет.
Быстрая навигация
- Как работают инверторные сварочные аппараты?
- Инверторная технология IGBT
- Преимущества инверторных сварочных аппаратов
- Основы сварщиков трансформаторов
- Преимущества сварщиков трансформаторов
- Инвертор против трансформатора сварщика Ultimate
- Versulate
- Эффективность сварщика
- Relibalt и Durability
- Эффективность сварщика
- Relabity и Durability
- Эффективность сварщика
- .
Как работают инверторные сварочные аппараты?
Инвертор работает за счет увеличения частоты основного источника питания с 50 Гц до 20 000 – 100 000 Гц.
Электронные переключатели очень быстро включают и выключают питание (до 1 миллионной доли секунды) для выполнения преобразования.
В результате инверторный сварочный аппарат преобразует источник питания переменного тока в более низкое полезное выходное напряжение.
Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.Поэтому устройства на основе инвертора используют ряд электронных компонентов для преобразования энергии. Напротив, обычные устройства на основе трансформатора зависят в первую очередь от большого трансформатора для регулирования напряжения.
IGBT Inverter Technology
Аббревиатура IGBT расшифровывается как «биполярные транзисторы с изолированным затвором». Это быстродействующие коммутационные устройства, облегчающие регулирование напряжения.
Имейте в виду, что в некоторых инверторных машинах используется более старая технология MOSFET. Однако IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их более надежными и менее подверженными повреждениям или отказам.
Вот почему инверторные сварочные аппараты с IGBT-транзисторами сегодня гораздо более распространены или являются отраслевым стандартом.
Технологическая схема однофазного инвертора IGBTПреимущества инверторных сварочных аппаратов
Понимая, как они работают, мы уже видим некоторые преимущества инверторных аппаратов.
Чаще всего речь идет о размерах и энергоэффективности, но не стоит забывать и о стабильной дуге, которую обеспечивает инверторная технология.Размер и вес
Наиболее заметное различие между трансформаторными и инверторными сварочными аппаратами заключается в их размере и весе.
Инверторы значительно меньше и легче трансформаторных сварочных аппаратов, поскольку они используют много электронных компонентов вместо больших трансформаторов.
Таким образом, вы можете купить инверторные сварочные аппараты весом менее 20 фунтов, чтобы пристегнуть их к плечу и носить с собой по мастерской.
Между тем, трансформаторные сварочные аппараты могут весить более 70-80 фунтов, то есть их нельзя перемещать без сварочной тележки или встроенных колес.
Эффективность инвертора
Чтобы продемонстрировать разницу в эффективности, вы должны знать, что инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами, которые обычно предлагают 60%.
Таким образом, инверторный сварочный аппарат потребляет больше энергии, что приводит к снижению счетов за электроэнергию на 10-15%.Кроме того, эффективность инверторных сварочных аппаратов также продемонстрирована при более высоких рабочих циклах. Например, большинство инверторов рассчитаны на рабочий цикл 60 % при максимальном выходном напряжении, в то время как большинство сварочных трансформаторов предлагают 30 %. Таким образом, вы можете работать более продолжительное время, не дожидаясь охлаждения с инверторами.
Производительность и надежность инверторного сварочного аппарата
Производительность качественных инверторных сварочных аппаратов значительно выше по сравнению с обычными сварочными аппаратами, и разница заметна при сварке MMA (дуговая/стержневая).
В результате электродуговая сварка становится намного более управляемой, так как вы получаете более легкий запуск дуги и постоянную стабильность дуги.
Если вам интересно, почему, вы должны знать, что инверторные машины имеют более высокое напряжение холостого хода и обеспечивают такие функции, как горячий старт, защита от пригорания и форсирование дуги.
Эти преимущества заметны при сварке тонких материалов, где использование обычного сварочного аппарата, как известно, затруднено. Благодаря бесступенчатой регулировке силы тока и очень стабильной дуге выходная мощность может быть очень низкой, чтобы вы могли сваривать листовые металлы или секции труб с относительной легкостью и контролем.
Основы сварочных аппаратов-трансформеров
Сварочные аппараты-трансформеры представляют собой более традиционный вариант сварки. Являясь рабочей лошадкой отрасли, эти сверхмощные машины требуют подключения к электросети и в основном используются для промышленных сварочных работ.
Сварочный источник питания трансформаторного типа преобразует электричество среднего напряжения и умеренного тока из сети 230 или 115 В переменного тока в источник питания высокого тока и низкого напряжения y . Чаще всего от 17 до 45 вольт (разомкнутая цепь) и от 55 до 590 ампер.
Они достигли отличного сварочного и производственного бума после Второй мировой войны, а в период между 1930-ми и 1980-ми годами почти все дуговые сварочные аппараты были трансформаторными.
Несмотря на то, что у них есть свои плюсы и минусы, если вы весь день свариваете мягкую сталь, вам не нужно смотреть дальше трансформаторного станка.Преимущества трансформаторных сварочных аппаратов
Несмотря на то, что большинство аппаратов для дуговой сварки, произведенных в последние годы, являются инверторными, трансформаторы по-прежнему обладают уникальными преимуществами, которые делают их предпочтительными для некоторых сварщиков. В первую очередь речь идет о надежности, долговечности и области применения.
Надежность сварочного трансформатора
Вы должны знать, что трансформаторы — это надежные и прочные машины, рассчитанные на долгий срок службы.
Уже почти столетие трансформаторные сварочные аппараты доказывают свою надежность. Напротив, у инверторных машин была лишь часть этого времени — примерно 30 лет, плюс-минус. Кроме того, у первых инверторных сварочных аппаратов было много проблем с долговечностью, так как они много горели.
Несмотря на то, что сегодня инверторные и трансформаторные сварочные аппараты надежны, трансформаторы по-прежнему имеют преимущество.
Долговечность трансформатора
При обсуждении сварочных аппаратов одно из существенных различий между инверторами и трансформаторами заключается в долговечности.
Загрязняющие вещества в воздухе и высокая влажность могут серьезно повредить инверторные сварочные аппараты, что в конечном итоге приведет к преждевременному выходу из строя.
Несмотря на то, что производители склонны делать инверторные сварочные аппараты более стойкими, трансформаторные сварочные аппараты по-прежнему процветают.
Что означает долговечность трансформатора для сварщиков? Повышенная надежность означает, что вы можете использовать сварочный аппарат с трансформатором для сварки в пыльных и влажных условиях вне помещений. Таким образом, трансформаторный сварочный аппарат считается настоящей рабочей лошадкой в отрасли с более высокой выходной мощностью и долговечностью.
Сварочное оборудование
Трансформаторные сварочные аппараты нашли свое применение во многих отраслях промышленности и в сварочном сообществе.
Однако даже сегодня они процветают в таких приложениях, как сварка трубопроводов, строительство или любые работы на строительных площадках.Трансформаторные аппараты более чем подходят, если вы не используете несколько способов дуговой сварки, а один раз выполняете одну и ту же работу неоднократно.
Инвертор против трансформатора Welder Ultimate Breakdown
В то время как производители пытались создать совершенный сварочный аппарат, который бы сочетал в себе положительные стороны как инверторных сварочных аппаратов, так и трансформаторных машин, усилия не увенчались успехом, поскольку конечный продукт был слишком сложным и дорогим. Так что на данный момент выбор все же стоит либо на инверторах, либо на трансформаторах.
Большинство специалистов по сварке считают, что ваш выбор должен основываться исключительно на ваших потребностях и личных предпочтениях. Тем не менее, выбор может быть сложным для новичка, и поэтому мы сделали окончательный анализ плюсов и минусов.
Универсальность сварочного аппарата
В индустрии электроники и программного обеспечения появилось множество обновлений и технологических достижений, позволяющих инверторным машинам точно настраивать параметры и идеально приспосабливаться к вашим потребностям.
В результате вы получаете непревзойденный контроль над своим инверторным сварочным аппаратом, повышая качество сварки и общую универсальность и производительность. Между тем, трансформаторный сварочный аппарат вполне способен многократно сваривать мягкую сталь.
Однако современные потребности часто включают сварку «экзотических» металлов, для которых требуются другие методы дуговой сварки, такие как улучшенная импульсная дуговая сварка TIG, и именно здесь инверторные сварщики работают лучше всего.
С другой стороны, трансформаторные сварочные аппараты обычно обеспечивают более высокую производительность, что делает их более подходящими для значительно более толстых материалов. Тем не менее, поскольку мы в основном говорим о домашнем использовании, инверторный сварочный аппарат имеет преимущество с точки зрения универсальности.
Эффективность сварщика
Зная, что инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт, легко сказать, что инвертор более эффективен, чем трансформаторный сварочный аппарат. Кроме того, большинство инверторов поддерживают два напряжения, что означает, что вы можете использовать оба источника питания 110 В/220 В.
С момента своего создания инверторные сварочные аппараты были ограничены только питанием постоянного тока. Однако последние усовершенствования в мире сварки сделали их способными работать как с переменным, так и с постоянным током. Поэтому у вас получится довольно грамотный и производительный сварочный аппарат с инвертором.
Не поймите меня неправильно, вы все равно можете добиться неплохих результатов с помощью высококачественного сварочного аппарата с трансформатором, но ваши сварочные работы могут быть намного проще с инверторным сварочным аппаратом. Кроме того, с инверторным сварочным аппаратом вы можете получить гораздо более высокие токи при заданном рабочем цикле.
Например, большинство инверторов имеют номинальную максимальную мощность при рабочем цикле 60%, в то время как трансформаторы обычно ограничивают ее до 20-30%.Надежность и долговечность
Если вы читали первую часть статьи, то понимаете, что трансформаторные сварочные аппараты имеют преимущество, когда речь идет о надежности и долговечности. Помните, что машины-трансформеры доказали свою надежность с течением времени, поэтому они прослужат дольше, чем вы ожидаете, если вы будете регулярно их обслуживать.
Между тем, последние инверторы довольно надежны, так как дефекты и отказы начала 1990-х устранены. Однако работа в пыльных, грязных и влажных условиях может привести к повреждению внутренних компонентов.
Так что, если ваши сварочные работы в основном связаны с гаражом или в помещении, инверторы отлично подойдут. Однако, если вам нужна рабочая лошадка, способная сваривать в более суровых условиях, вам следует остановить свой выбор на сварочном трансформаторе.
Затраты
Как и любая новая технология, инверторные сварочные аппараты были значительно дороже, когда они появились на рынке. Однако крупносерийное производство электроники сделало их намного дешевле и широко распространилось, поэтому первоначальная стоимость покупки инверторного и трансформаторного сварочных аппаратов сегодня одинакова.
Сварочный аппарат с инвертором снижает затраты на электроэнергию, а сварочный аппарат с трансформатором снижает затраты на техническое обслуживание по истечении гарантийного срока. Стоимость простоя является спорной, поскольку некоторые приложения могут повредить инверторный сварочный аппарат, но затраты на ремонт могут быть несколько выше.
Вес и транспортировка
Поскольку инверторы значительно легче и меньше, существует простое правило при рассмотрении веса и транспортировки. Если ваши проекты требуют от вас выполнения работы сварщиком, вам следует выбрать сварочный аппарат с трансформатором. Наоборот, вам следует выбрать инверторный сварочный аппарат, если вы получаете сварщика на работу.
 Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока. Чаще всего речь идет о размерах и энергоэффективности, но не стоит забывать и о стабильной дуге, которую обеспечивает инверторная технология.
Чаще всего речь идет о размерах и энергоэффективности, но не стоит забывать и о стабильной дуге, которую обеспечивает инверторная технология. Таким образом, инверторный сварочный аппарат потребляет больше энергии, что приводит к снижению счетов за электроэнергию на 10-15%.
Таким образом, инверторный сварочный аппарат потребляет больше энергии, что приводит к снижению счетов за электроэнергию на 10-15%.
 Несмотря на то, что у них есть свои плюсы и минусы, если вы весь день свариваете мягкую сталь, вам не нужно смотреть дальше трансформаторного станка.
Несмотря на то, что у них есть свои плюсы и минусы, если вы весь день свариваете мягкую сталь, вам не нужно смотреть дальше трансформаторного станка.
 Однако даже сегодня они процветают в таких приложениях, как сварка трубопроводов, строительство или любые работы на строительных площадках.
Однако даже сегодня они процветают в таких приложениях, как сварка трубопроводов, строительство или любые работы на строительных площадках.

 Например, большинство инверторов имеют номинальную максимальную мощность при рабочем цикле 60%, в то время как трансформаторы обычно ограничивают ее до 20-30%.
Например, большинство инверторов имеют номинальную максимальную мощность при рабочем цикле 60%, в то время как трансформаторы обычно ограничивают ее до 20-30%.