Как научиться варить металл – Земля Сварщиков
В личном жилище, на даче, в гараже и в том числе в квартире — всюду есть много дел, требующих сварки металла. Особенно данный навык нужен в процессе стройки. Нередко потребуются что-нибудь подварить или же отрезать. И если отрезать ещё возможно болгаркой, то накрепко соединить металлические детали кроме как сваркой — нечем. А если ремонт проводится собственными руками, то и сварочные работы можно провести самостоятельно. Тем более в тех местах, где аккуратный шов не требуется. О том, как нужно варить сваркой, расскажем на нашем сайте.
Виды электросварки
Электрическая дуга имеет возможность образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — сложнее: ток переменный, вследствие чего сварная дуга «скачет», сам аппарат — трудный и слишком большой, также во время работы аппарат издаёт много шума от дуги и самого трансформатора. Помимо этого, есть ещё один недостаток, во время варки трансформатор вызывает сильные скачки напряжения в сети, из-за чего может пострадать ваша или соседская бытовая техника.
Помимо этого, есть ещё один недостаток, во время варки трансформатор вызывает сильные скачки напряжения в сети, из-за чего может пострадать ваша или соседская бытовая техника.
Инверторы в основном работают от сети 220 В. При данном они имеют маленькие габариты и вес (прядка 3-8 килограммов), и издают не так много шума, практически не оказывают воздействия на сеть. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что, если вы решили научиться варить металл, стоит начать со сварочного инвертора и только после него перейти на трансформатор.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые применяются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый особым защитным составом. Бывают ещё графитовые и угольные неметаллические сварочные электроды, но они применяются при особых работах и начинающему сварщику скорее всего не понадобятся.
При соприкосновении электрода и металла, имеющих различную полярность, появляется электронная дуга. После ее возникновения, в том месте, куда она будет направлена, начинает расплавляться металл. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как появляется сварная ванна. Без понимания данного процесса вы не сможете варить металл правильно
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов выходит при перемещении ванны. А двигается она при движении электрода. В этом и заключается вся тайна сварки: надо с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она еще отстаивает металл от контакта с кислородом, присутствующим в воздухе. Впоследствии остывания его сбивают молотком. При этом разлетаются горячие осколки, из-за чего обязательно нужно надевать защитные очки, чтобы глаза не пострадали.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность включать для сварки зависит от типа работы. В случае если болтать об инверторах, то почаще плюс подключают на мелочь, а минус подают на электрод. Подобный вариант подключения именуют прямой полярностью. Но есть список дел, при коих подают оборотную полярность: минус — на мелочь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу собственную энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались.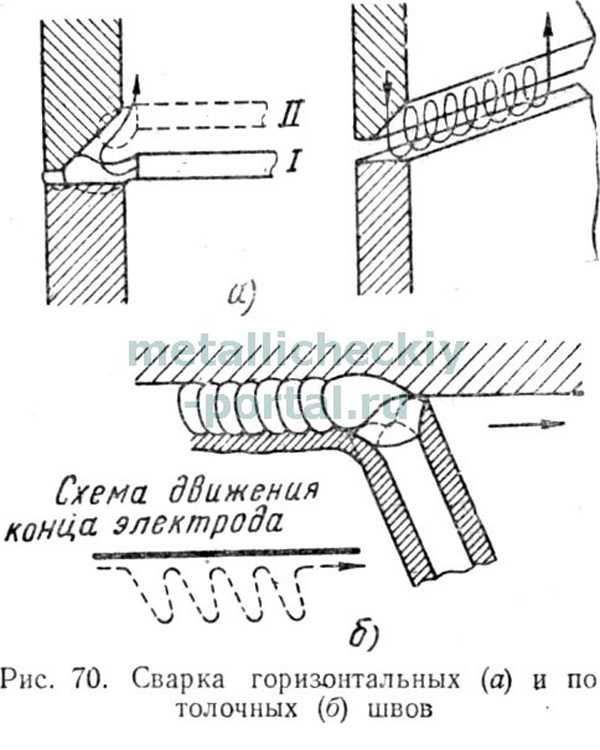 Теперь о том, как зажечь дугу. Появляется она при контакте электрода и подробности. Есть 2 варианта:
Теперь о том, как зажечь дугу. Появляется она при контакте электрода и подробности. Есть 2 варианта:
- чирканьем;
- постукиванием.
Из наименования все понятно: в одном случае надо провести электродом вдоль шва (чтобы не осталось следов), во втором — пару раз ударить кончиком электрода по детали.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба варианта розжига могут использоваться, здесь вы вольны выбирать более удобный метод для вас.
Вследствие чего берете некоторое количество электродов, толстый кусочек металла, и пробуете зажечь дугу. Как только у вас стало получаться, можно приступать к следующему шагу изучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60°. Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, собственно, что в одно и то же время приходится держать под контролем некоторое количество характеристик:
- подвигать электрод по одной из показанных на фото траекторий;
- по мере выжигания опускать его чуток ниже, предохраняя систематическое расстояние в 2-3 мм;
- наблюдать за объемами и состоянием сварной ванны, ускоряя или же замедляя перемещения электродом;
- наблюдать за направлением шва.


Желающим научиться электросварке для бытового использования все их осваивать не надо, но два-три перемещения для вас потребуются: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и даже не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.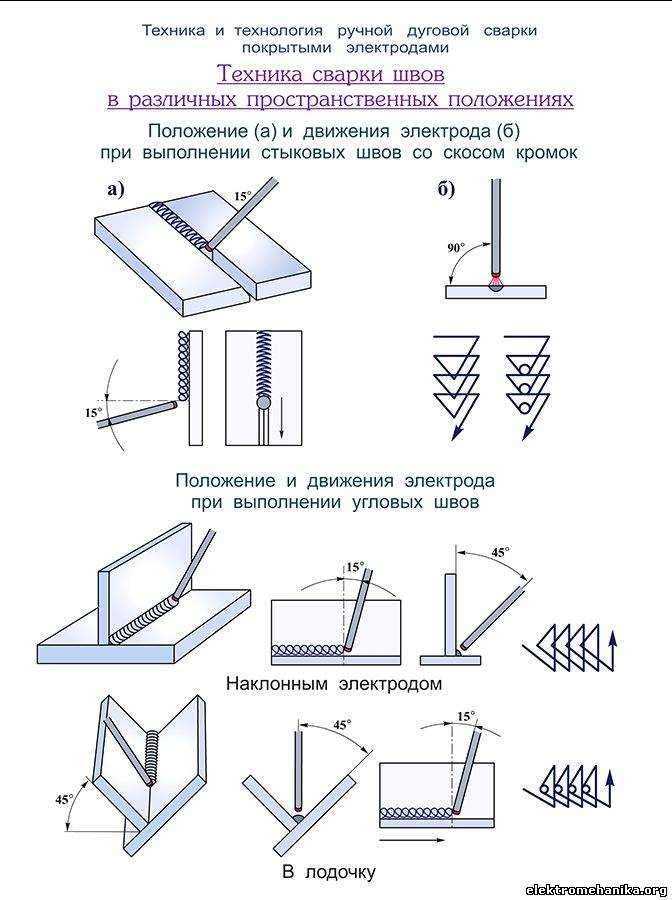
Как правильно сваривать металл
Научиться правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того, делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток.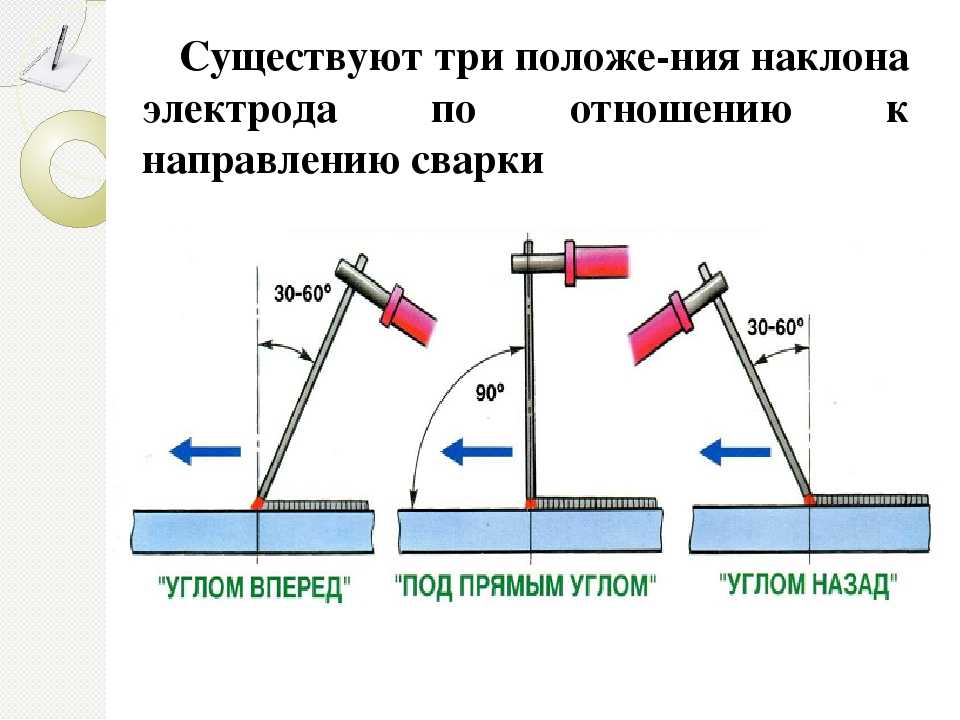 Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
| Диаметры электродов | Ток |
| 1,6 миллиметра | 35 – 60 Ампер; |
| 2,0 миллиметра | 30 – 80 Ампер; |
| 2,5 миллиметра | 50 – 110 Ампер; |
| 3,0 миллиметра | 70 – 130 Ампер; |
| 3,2 миллиметра | 80 – 140 Ампер; |
| 4,0 миллиметра | 110 – 170 Ампер; |
| 5,0 миллиметра | 150 – 220 Ампер; |
| Толщина металла | Толщина электрода |
| 2 – 3 миллиметра | 1,6; 2,0 |
| 3 – 5 миллиметра | 2,0; 2,5; 3,0; 3,2; 4,0 |
| 5 – 8 миллиметров | 3,0; 3,2; 4,0; 5,0 |
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение.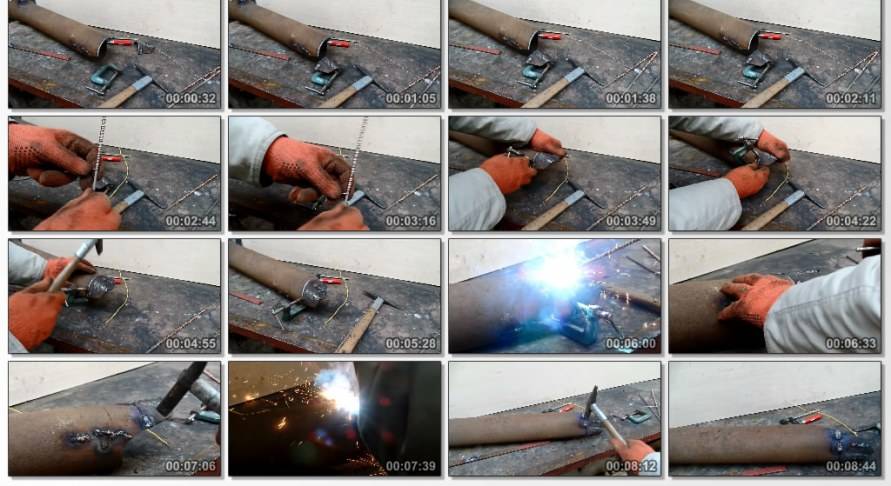 Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы, можно добиться хорошего сварного шва даже в таких условиях.
Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы, можно добиться хорошего сварного шва даже в таких условиях.
Как верно варить сваркой вы теперь понимаете. Осталось отточить навыки. Выбирайте сварочную установку, электроды и сварочную маску, а потом приступайте к практике.
Как правильно варить электродной сваркой (сварочным инвертором)
Что же такое сварка? Процесс, во время которого мастер соединяет две металлические детали между собой. Происходит это за счет нагревания сплавов электрической дугой, кромки плавятся, приобретают разжиженное состояние. Элементарные частицы электрода смешиваются с частицами металлических деталей. В результате диффузии получается шов, который прочно удерживает заготовки между собой.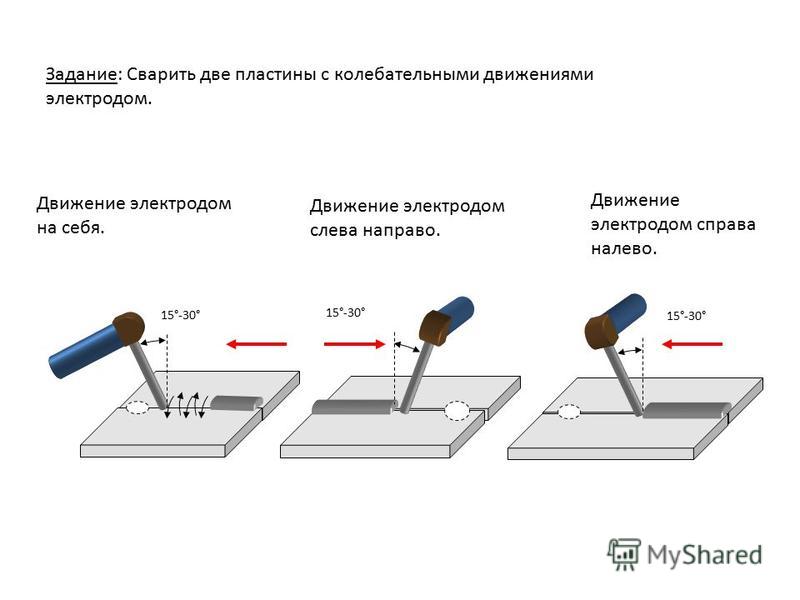 Надежность подобного соединения не поддается сомнению. К сварке больших металлоконструкций на промышленных объектах допускаются только профессионалы. В данной статье остановимся на некоторых рекомендациях для домашнего умельца, который решил освоить сварочный процесс самостоятельно. На садовом участке часто требуется получить неразъемные соединения металлических изделий. Например, при изготовлении оградительной сетки, тепличных каркасов или подставок под виноград. Мало ли еще вариантов, при которых элементарное владение сваркой принесет значительные преимущества для владельца загородного участка. Если же мастер не остановится на достигнутом, а продолжит самосовершенствоваться, то может вырасти до настоящего профессионала. Все решает практика и желание.
Надежность подобного соединения не поддается сомнению. К сварке больших металлоконструкций на промышленных объектах допускаются только профессионалы. В данной статье остановимся на некоторых рекомендациях для домашнего умельца, который решил освоить сварочный процесс самостоятельно. На садовом участке часто требуется получить неразъемные соединения металлических изделий. Например, при изготовлении оградительной сетки, тепличных каркасов или подставок под виноград. Мало ли еще вариантов, при которых элементарное владение сваркой принесет значительные преимущества для владельца загородного участка. Если же мастер не остановится на достигнутом, а продолжит самосовершенствоваться, то может вырасти до настоящего профессионала. Все решает практика и желание.
Достоинства сварочного инвертора
Научиться правильно сваривать метал не так сложно. Современные технологии шагают вперед семимильными шагами, появились возможности работы лазерными и электронными лучами, и даже ультразвуком. Для использования в домашних условиях наиболее оптимальной является электродуговая сварка под действием высокой силы электрического тока. Для работы используется сварочный инвертор, который преобразует переменный ток обычной бытовой электросети в постоянный.
Для использования в домашних условиях наиболее оптимальной является электродуговая сварка под действием высокой силы электрического тока. Для работы используется сварочный инвертор, который преобразует переменный ток обычной бытовой электросети в постоянный.
Из преимуществ этих аппаратов следует отметить:
- малый вес, который позволяет легко переносить аппарат в руках или на плече с помощью ремня;
- компактные размеры, агрегат спокойно помещается на небольшом пространстве и не требует много места для работы;
- быстродействие прибора позволяет работать с высокой производительностью;
- легкое зажигание обеспечивает хорошее начало работы и качественный шов;
- экономичность аппарата не последний вопрос при сварке.
Инвертор с диапазоном регулировки сварочного тока от 160 до 200 А отлично подойдет для работы на даче или в загородном доме.
Техника сварочного процесса
Правильно пользоваться сварочным аппаратом можно научиться за несколько сеансов. В начале работы сварщик вставляет электрод в держатель и небольшими постукиваниями по заготовке или чиркнув электродом по металлу, вызывает электрическую дугу. Как только дуга разгорелась, то есть пошло движение тока, необходимо удерживать расстояние между заготовкой и электродом в пределах от 3 до 5 мм. Примерный зазор должен соответствовать диаметру электрода.
В начале работы сварщик вставляет электрод в держатель и небольшими постукиваниями по заготовке или чиркнув электродом по металлу, вызывает электрическую дугу. Как только дуга разгорелась, то есть пошло движение тока, необходимо удерживать расстояние между заготовкой и электродом в пределах от 3 до 5 мм. Примерный зазор должен соответствовать диаметру электрода.
Литературные справочники утверждают, что угол наклона электрода должен составлять 70º по отношению к прямой поверхности. Это не совсем так. Во время проведения некоторых работ мастер может изменять угол наклона, если этого требует безопасность. Выпуклость шва зависит от угла наклона электрода. Больше наклон, выше бугорок.
Инвертор обладает большими возможностями по части работы с переменным напряжением. Благодаря наличию конденсаторов в конструкции, инвертор накапливает электроэнергию и обеспечивает бесперебойную работу. Стабильность подачи электрического тока, основное условие качественного выполнения операций.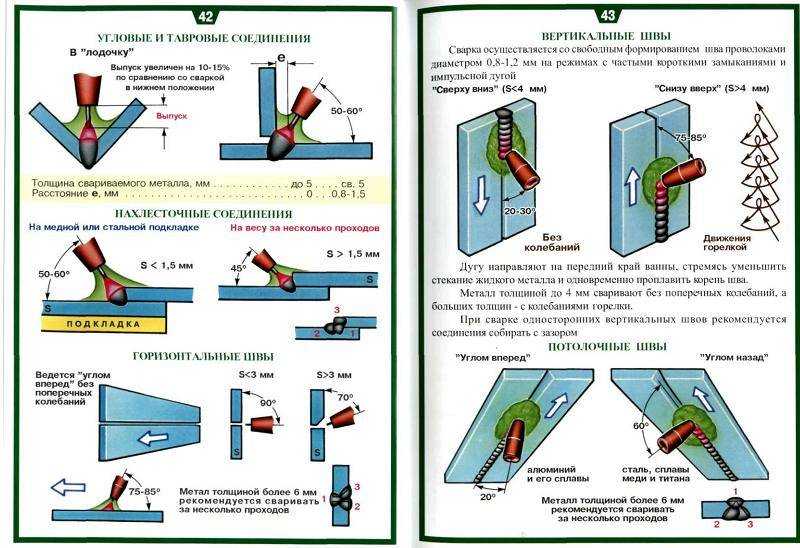 При большой силе тока могут образовываться проплешины в металле, при малой силе тока дуга может погаснуть.
При большой силе тока могут образовываться проплешины в металле, при малой силе тока дуга может погаснуть.
При начальном освоении метода сварки шов получается в виде валика. Развивая свои навыки, мастер может добиться соединения шва елочкой или зигзагом. Во время сварки пользователь совершает рукой колебательные движения от одной детали к другой. Более сложные конфигурации швов можно использовать при достижении хорошей уверенности и устойчивости руки. По окончании сварки шов необходимо зачистить, удалить шлаки. Окалину убирают молоточком или другим твердым предметом.
Продолжительность включения – индивидуальная характеристика каждого инвертора. Что она означает. Например, ПВ 50%. Это значит, что процесс непрерывной работы должен составлять 5 минут из 10-ти. Остальные 5 минут сварочный аппарат должен остывать. Значение касается максимального тока, при уменьшении сварочного тока продолжительность включения увеличивается.
Безопасность прежде всего
Уметь варить металл – это только часть работы.
Особенности выбора электрода
Техника сварки электродами заключается в том, что сварщик подводит электрод, по которому подводится сварочный ток к рабочей зоне. Один из распространенный вариантов исполнения электрода. Это твердый стержень, на котором находится плавящийся состав.
Распространенные ошибки
Каждый начинающий мастер проходит в своем обучении все этапы проб и ошибок. Есть некоторые советы, к которым следовало бы прислушаться в самом начале:
- новички пытаются варить ржавый или покрашенный металл, этого не нужно допускать, так как напрямую влияет на качество и надежность соединения. Поверхность должна быть тщательно очищена от грязи и ржавчины;
- если зазор между электродом и металлической заготовкой будет меняться то, дуга будет прерываться. Что в результате приведет к разрыву шва и многочисленным дефектам;
- не следует передвигать электрод слишком быстро, ванночка из расплавленного металла будет находиться ниже поверхности детали. Отчего шов получится неправильным. Для идеального шва важно отслеживать, чтобы шов был на уровне металла.
 Поверхность должна быть тщательно очищена от грязи и ржавчины;
Поверхность должна быть тщательно очищена от грязи и ржавчины;Различные типы дуговой сварки: процессы и преимущества
Перейти к содержимомуПредыдущий Следующий
- Посмотреть увеличенное изображение
Какие существуют типы дуговой сварки?
- Дуговая сварка в защитном металле (сварка электродом)
- Дуговая сварка металлическим газом (сварка MIG или MAG)
- Дуговая сварка порошковой проволокой
- Газовая вольфрамовая дуговая сварка (сварка ВИГ)
- Плазменно-дуговая сварка
- Дуговая сварка углеродом
- Дуговая сварка под флюсом
- Сварка атомным водородом
- Электрошлаковая сварка
- Приварка шпилек вытянутой дугой (DA)
Дуговая сварка — это вид сварки, используемый в различных отраслях промышленности, включая автомобильную, судостроительную, строительную и аэрокосмическую.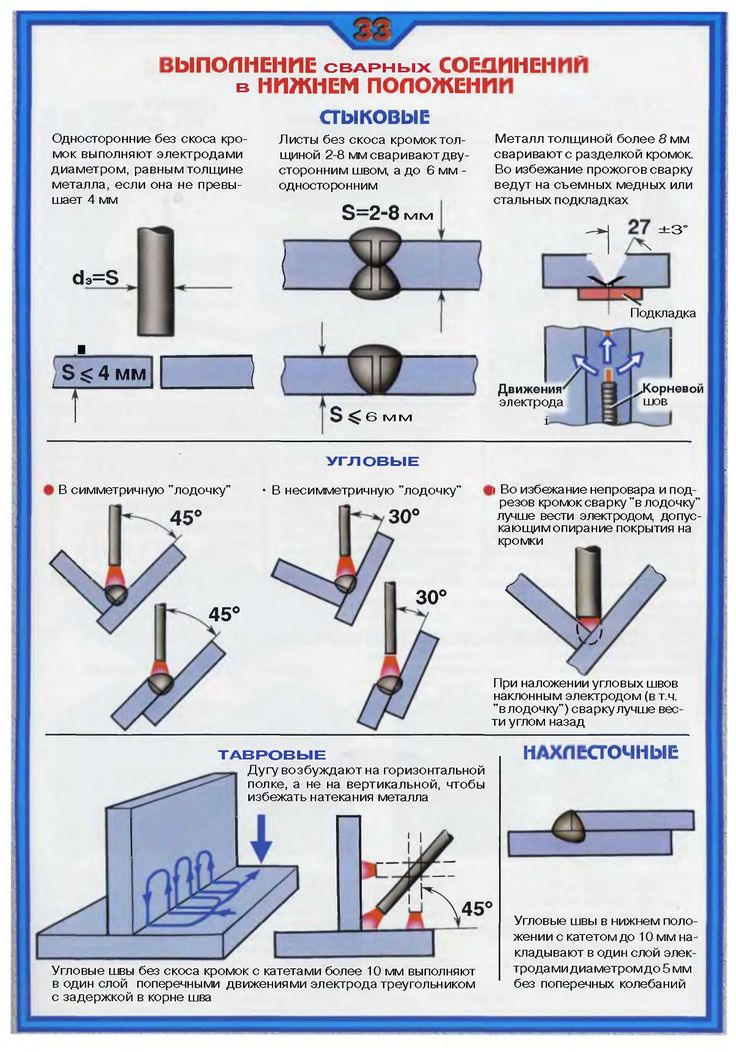 Процесс влечет за собой использование концентрированного тепла, генерируемого электрической дугой, для сварки металлов.
Процесс влечет за собой использование концентрированного тепла, генерируемого электрической дугой, для сварки металлов.
Дуга возникает от основного материала к электроду, сварочному стержню или проволоке и расплавляет металл. Затем сварщик может расплавить расплавленный металл и создать из него сварной шов.
В большинстве процессов дуговой сварки используются либо плавящиеся, либо неплавящиеся электроды, что определяет роль электрода и то, плавится ли он, чтобы стать частью сварного шва, или действует исключительно как проводник дуги, не плавясь.
В то время как во многих других процессах сварки используется газ, в дуговой сварке используется электричество, причем для некоторых типов требуется либо постоянный ток (DC), либо переменный ток (AC). Хотя некоторые виды дуговой сварки требуют газовой защиты для защиты дуги от загрязнений.
Компания Taylor Studwelding составила руководство по различным типам дуговой сварки, чтобы помочь вам определить, какой процесс наиболее подходит для вашего применения.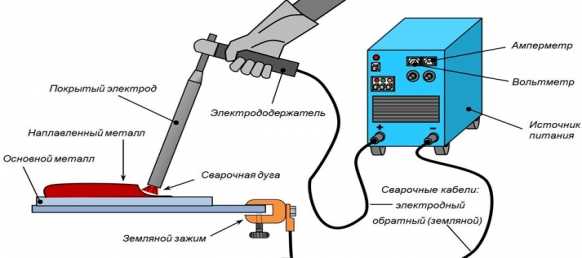
Электрическая дуга генерируется переменным или постоянным током между покрытым флюсом расходуемым электродом и обрабатываемым материалом. Затем присадочные материалы плавятся в расплавленной ванне и сплавляют металлы. Флюсовое покрытие электрода при нагреве распадается на защитный газ.
Этот процесс популярен, так как он недорогой и простой, но может быть медленнее.
Газовая дуговая сварка металлическим электродом (сварка MIG или MAG)В этом процессе образуется электрическая дуга постоянного тока (DC) между расходуемым проволочным электродом и материалами заготовки, которая расплавляет их вместе и заставляет их предохранитель. Защитный газ подается через сварочную горелку для защиты дуги.
Сварка MIG относится к использованию инертного газа металла в качестве защитного газа, тогда как в методе сварки MAG используется активный газ металла.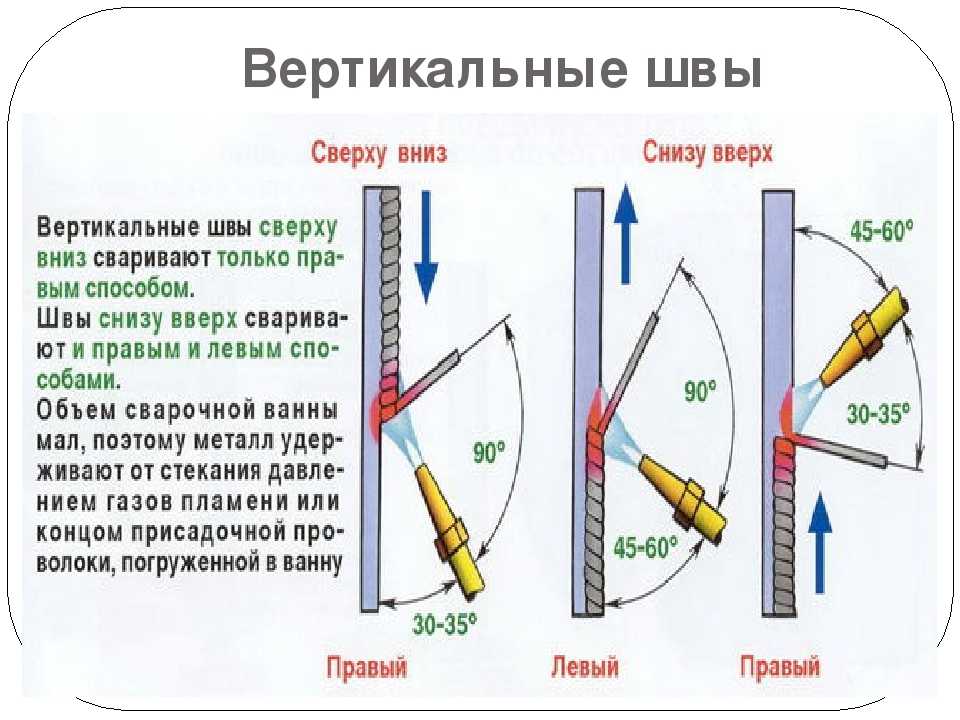
Первоначально этот процесс был разработан для цветных металлов, таких как алюминий, но затем стал широко использоваться для сварки различных материалов, включая тонкие листы. Процесс прост, экономичен, универсален и легко автоматизируется.
Процесс аналогичен сварке MIG, но вместо защитного газа часто используется полая электродная проволока, заполненная флюсом. Однако для неэмиссионных флюсов может потребоваться защитный газ.
Существует два типа дуговой сварки с флюсовой проволокой:
- Самозащитная — основанная на газовой защите от порошковой проволоки и шлаковой системы для защиты расплавленного металла от атмосферы.
- Газозащитный – использует внешний защитный газ и шлаковую систему для защиты дуги от окисления.
Этот метод идеально подходит для более толстых соединений благодаря высокой скорости наплавки металла шва, сильному проплавлению шва и источнику сварочного тока постоянного напряжения.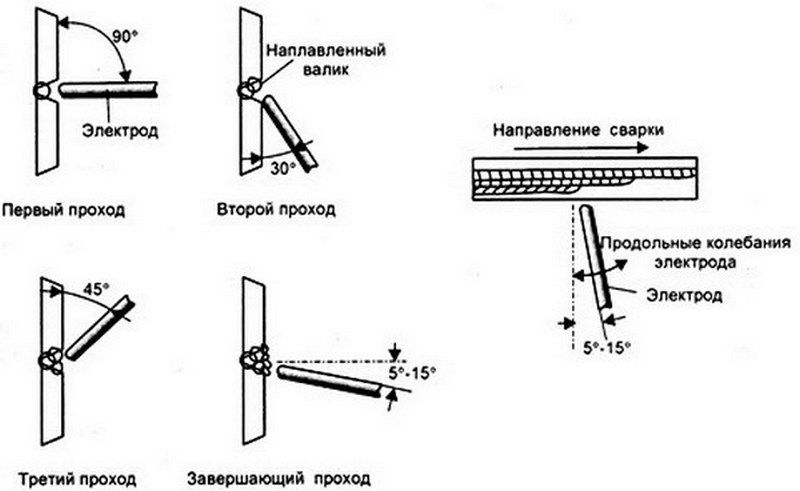
Дуговая сварка с флюсовой проволокой обычно используется на производственных предприятиях, при строительстве мостов, ремонте тяжелого оборудования, промышленных трубопроводов и железных дорог.
Он имеет гибкое движение и ориентацию резака, что упрощает работу пользователей. Тем не менее, сварной шов обычно визуально не приятен. Это может привести к включению шлака (результат попадания расплавленного флюса внутрь сварного шва) и является более дорогостоящим из-за необходимого оборудования.
Газовая вольфрамовая дуговая сварка (сварка ВИГ)В этом методе используется нерасходуемый вольфрамовый электрод и источник питания постоянного тока для создания плазменной дуги между металлами, и его можно проводить с присадочным материалом или без него. Инертный защитный газ защищает зону сварки и электрод от атмосферы.
Сварка ВИГ может быть трудной для обучения и технически сложной. Он требует большего контроля со стороны оператора, чем аналогичные процессы, но доступны как ручные, так и автоматические методы.
Этот процесс обеспечивает высококачественные, чистые и прочные сварные швы, но может занять много времени. Он в первую очередь подходит для сварки тонких материалов и цветных металлов, но не идеален для соединений более толстых металлов.
В этом типе сварки используются ионизированные газы и электроды для формирования струй горячей плазмы. Это похоже на сварку TIG, но плазменная дуга отделена от оболочки защитного газа из-за расположения электрода внутри корпуса сварочной горелки.
Плазменная дуговая сварка идеально подходит для узких и глубоких швов, поскольку струи особенно горячие, что позволяет увеличить скорость сварки.
Электрическая дуга образуется между неплавящимся угольным электродом и заготовкой, соединяя металлы и создавая прочную связь. Этот метод был первым обнаруженным типом дуговой сварки и ранее широко использовался.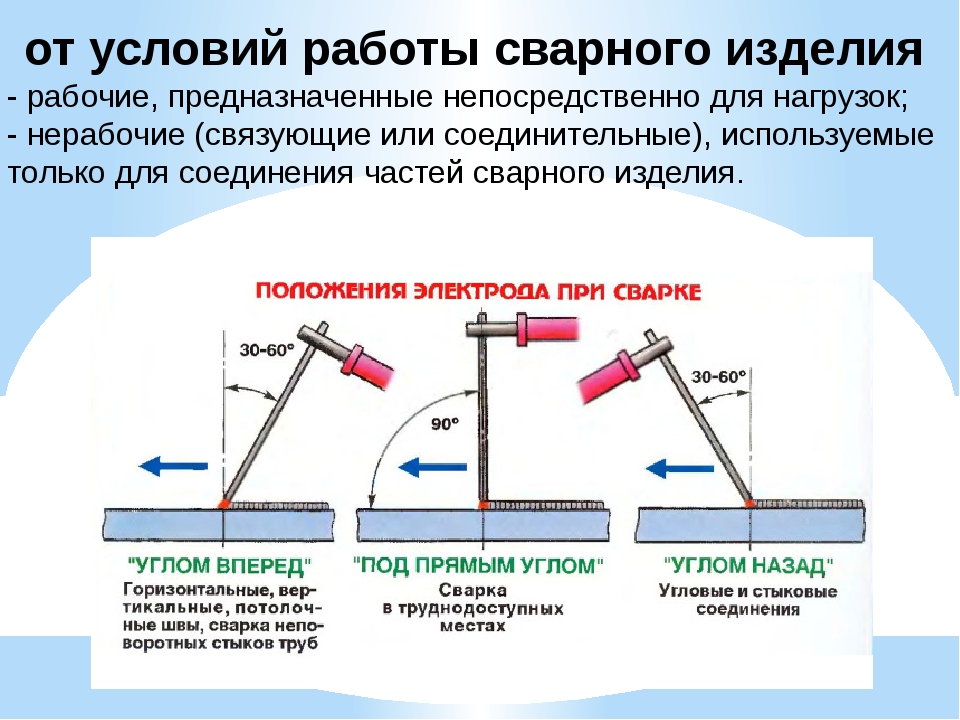 Однако с тех пор этот процесс сократился из-за повышенной безопасности и удобства современных методов.
Однако с тех пор этот процесс сократился из-за повышенной безопасности и удобства современных методов.
Этот метод создает электрическую дугу между заготовкой и постоянно подаваемым электродом. Слой флюсового порошка покрывает дугу и обеспечивает защитные защитные газы и шлак, которые могут добавлять легирующие элементы в сварочную ванну. Слой флюса также предотвращает искры и брызги и снижает потери тепла.
После сварки воронка для флюса может перерабатывать неиспользованный флюс и удалять слои шлака.
Этот процесс, который сварщик может использовать как автоматический или полуавтоматический, обеспечивает более глубокое проникновение тепла, но ограничен сталью и горизонтальными сварными швами.
Дуга возникает между двумя вольфрамовыми электродами с водородом, используемым в качестве защитного газа, и проходит через газообразный водород, вызывая его диссоциацию на атомарный водород.
Требуется квалифицированный оператор для управления выделяемым теплом, потоком газообразного водорода и дугой. Этот процесс дает быстрые результаты, но редко используется, поскольку он дорог, включает легковоспламеняющиеся газы и ограничен плоскими положениями. Обычно предпочтительнее сварка MIG.
Этот метод представляет собой комбинацию дуговой сварки и контактной сварки. В зону сварки подается проволока, а в электрическую дугу добавляется флюс до тех пор, пока расплавленный шлак, покрывающий поверхность сварного шва, не достигнет электрода и не зажжет дугу. Электрическое сопротивление расплавленного шлака расплавляет присадочный металл и создает ванну расплава на поверхности соединения.
Электрошлаковая сварка идеально подходит для сварки толстых материалов, таких как низкоуглеродистая сталь, из-за большого количества тепла. Сварщик выполняет этот процесс в вертикальном или близком к вертикальному положении.
Этот метод обычно считается формой приварки шпилек из-за используемого оборудования, но этот процесс включает в себя создание электрической дуги.
Используя инструмент или пистолет для дуговой сварки, сварщик прикладывает шпильку к основному металлу, который запускает вспомогательную дугу и поднимает шпильку на заданную высоту. Нарисованная дуга расплавляет основание шипа и исходный материал, создавая расплавленную ванну. Возвратное давление вдавливает шпильку в расплавленную ванну, а керамическая втулка удерживает расплавленный металл и закрепляет сварной шов.
Этот процесс обеспечивает чрезвычайно прочные сварные швы, что делает его наиболее подходящим для толстых основных материалов. Он также подходит для использования на неровных и дефектных поверхностях. По сравнению с приваркой шпилек с конденсаторным разрядом (CD), DA является более дорогим и трудоемким из-за необходимости использования наконечников. Тем не менее, приварка шпилек часто считается более выгодной, чем дуговая сварка, поскольку она, как правило, более рентабельна и дает более быстрые результаты.
Тем не менее, приварка шпилек часто считается более выгодной, чем дуговая сварка, поскольку она, как правило, более рентабельна и дает более быстрые результаты.
Каждый тип дуговой сварки имеет различные преимущества, недостатки и требования, что делает их пригодными для конкретных целей. Для получения дополнительных рекомендаций относительно того, какой процесс сварки наиболее подходит для вашего применения, обратитесь к специалисту по сварке.
Если вы не уверены, что лучше всего подходит для вашей предполагаемой функции – дуговая сварка или приварка шпилек, обратитесь за консультацией в Taylor Studwelding. Компания является ведущим производителем и поставщиком машин для приварки шпилек, в том числе оборудования для приварки шпилек Drawn Arc, которые обеспечивают превосходную прочность сварных швов на различных металлах.
Как работает дуговая сварка? Дуговая сварка использует электрическую дугу для выработки тепла и соединения двух металлов. Мощность, подаваемая на электрическую дугу, может быть переменным током (AC) или постоянным током (DC). Сварочные аппараты для дуговой сварки на переменном токе часто недороги, в то время как аппараты для дуговой сварки на постоянном токе предлагают более плавную дугу, которая лучше подходит для тонких материалов, однако они дороже.
Мощность, подаваемая на электрическую дугу, может быть переменным током (AC) или постоянным током (DC). Сварочные аппараты для дуговой сварки на переменном токе часто недороги, в то время как аппараты для дуговой сварки на постоянном токе предлагают более плавную дугу, которая лучше подходит для тонких материалов, однако они дороже.
Все процессы дуговой сварки используют для сварки электрическую дугу и имеют по крайней мере следующее:
- Электрод
- Кабель электрода
- Рабочий трос и зажим
- Металлы для соединения
- Дуга
Итак, насколько горяча сварочная дуга? Сварочная дуга при любом виде дуговой сварки будет иметь температуру около 3500°С.
В процессе дуговой сварки сварщик работает с двумя типами металла.
Исходный материал: Это металлические детали, которые соединяются вместе в процессе сварки.
Расходные материалы Материал: Это дополнительные материалы, которые нагреваются в дуге и наносятся на стыки для создания более прочного соединения.
В основном процессе дуговой сварки источник питания включается, и электрод подносится к основному материалу. Затем выделяется сильное тепло для создания электрической дуги. Затем тепло расплавляет основной металл, сердечник электрода и флюсовое покрытие. Затем флюсовое покрытие создает защитную среду для сварки. Расплавленный металл осаждается между двумя металлическими заготовками, чтобы соединить их вместе. Как только он затвердевает, он образует прочную связь между двумя материалами. Затем металлические детали оставляют остывать.
Ищете услуги дуговой сварки? Каждый тип дуговой сварки имеет различные преимущества, недостатки и требования, что делает их пригодными для конкретных целей. Для получения дополнительных рекомендаций относительно того, какой процесс сварки наиболее подходит для вашего применения, обратитесь к специалисту по сварке.
Если вы не уверены, что лучше всего подходит для вашей предполагаемой функции – дуговая сварка или приварка шпилек, обратитесь за консультацией в Taylor Studwelding. Мы являемся ведущим производителем и поставщиком машин для приварки шпилек, в том числе оборудования для приварки шпилек Drawn Arc, которые обеспечивают превосходную прочность сварных швов на различных металлах.
Часто задаваемые вопросы Какие существуют 4 типа дуговой сварки?Существует четыре основных типа дуговой сварки: дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и дуговая сварка с флюсовым покрытием (FCAW).
Сколько существует типов дуг? Всего существует десять типов дуговой сварки: сварка электродом, сварка MIG или MAG, дуговая сварка порошковой проволокой, сварка TIG, дуговая плазменная сварка, дуговая сварка углеродом, дуговая сварка под флюсом, атомно-водородная сварка, электрошлаковая сварка и сварка волочением Дуговая (DA) сварка шпилек.
SMAW известен как дуговая сварка с защитным металлом, также называемая дуговой сваркой.
Для чего используется дуговая сварка?Дуговая сварка используется для соединения материалов, требующих прочного соединения, особенно для точных работ.
Какой тип электрода используется при дуговой сварке?Тип требуемого электрода зависит от типа используемой дуговой сварки, например, при сварке электродом обычно используются электроды E7018. Если вы не уверены в том, какой тип электрода лучше всего использовать, свяжитесь с нами в Taylor Studwelding.
Для чего используется дуговая сварка?Дуговая сварка используется для соединения двух металлов. Он используется в различных отраслях промышленности, в том числе в автомобильной и аэрокосмической промышленности.
Что означает дуга в сварке? Дуга в сварке представляет собой электрический ток, используемый для создания тепла и соединения двух металлов. Дуга возникает от основного материала к электроду.
Дуга возникает от основного материала к электроду.
Об авторе: Хизер Кук
Перейти к началу
Как работает сварка
Сварка — это широко распространенный метод металлообработки, при котором два куска металла соединяются друг с другом, образуя прочную связь. Но что именно происходит, когда два металла соединяются вместе? По определению, сварка соединяет два куска металла плавлением. Чтобы правильно сплавиться, основной металл должен плавиться и течь вместе. В старых методах сварки использовалась кислородная паяльная лампа для нагрева кусков металла до тех пор, пока основные металлы не достигли температуры плавления, но в новых методах теперь используется электрическая дуга для выработки тепла, необходимого для плавления металла. Дуга возникает при передаче электрического заряда от электрода к заготовке. Электрод обычно является расходуемым и заряжается отрицательно или положительно в зависимости от желаемого характера сварного шва. Надлежащий сварной шов часто создает связь между заготовками, которая прочнее, чем первоначальная прочность самих заготовок.
Надлежащий сварной шов часто создает связь между заготовками, которая прочнее, чем первоначальная прочность самих заготовок.
Существует множество различных интерфейсов, использующих эту базовую предпосылку для получения сварного шва. Наиболее широко используемым методом является дуговая сварка металлическим электродом в среде защитного газа (SMAW), более известная как электродуговая сварка. Этот метод включает использование расходуемого электрода в виде стержня, покрытого флюсом, для создания дуги, которая плавит наполнитель и соединяет заготовки. Дуговая сварка металлическим газом (GMAW), известная в просторечии как сварка MIG, представляет собой метод, в котором в качестве электрода используется расходуемая проволока, которая автоматически подается через пистолет, который одновременно подает аргон в качестве защитного агента. Дуговая сварка под флюсом (SAW) включает в себя сварку соединения с использованием электрической дуги, затушенной слоем флюса. В основном автоматический процесс, присадочная проволока медленно подается вдоль стыка под флюсом.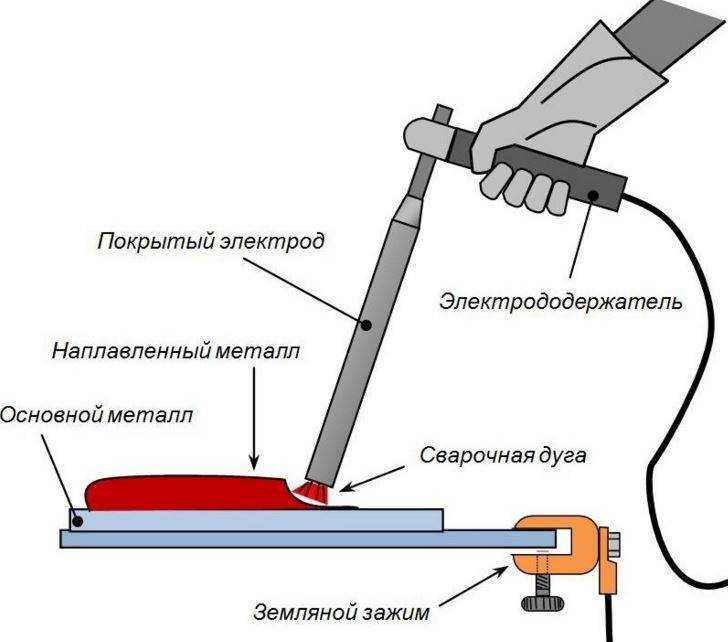 Этот метод обеспечивает высокое качество сварных швов благодаря флюсу, покрывающему дугу и проволоку; нет риска разбрызгивания из-за большого количества флюса. Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка TIG, является наиболее точной и трудоемкой. Проволока осторожно подается вручную в дугу, генерируемую нерасходуемым вольфрамовым электродом, помещенным в распылитель аргона, аналогичный MIG. Электрод из вольфрамового сплава не плавится под действием высокой температуры дуги, что повышает точность ручной подачи проволоки. Этот метод требует высокого уровня мастерства и применяется в особых случаях.
Этот метод обеспечивает высокое качество сварных швов благодаря флюсу, покрывающему дугу и проволоку; нет риска разбрызгивания из-за большого количества флюса. Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка TIG, является наиболее точной и трудоемкой. Проволока осторожно подается вручную в дугу, генерируемую нерасходуемым вольфрамовым электродом, помещенным в распылитель аргона, аналогичный MIG. Электрод из вольфрамового сплава не плавится под действием высокой температуры дуги, что повышает точность ручной подачи проволоки. Этот метод требует высокого уровня мастерства и применяется в особых случаях.
Искусство сварки основано на личном методе сварки сварщика. Многие переменные влияют на характеристики сварного шва одновременно, поэтому у инженеров-сварщиков есть записи о квалификации процедуры (PQR), чтобы гарантировать надежный сварной шов в определенных ситуациях. Многие сварщики используют уникальный подход к уравновешиванию этих переменных, давая хорошо обученному сварщику собственный особый метод. Материал, толщина, тип соединения и угол сварки — все это переменные, которые необходимо учитывать. В то же время тепло должно сохраняться равномерно между двумя заготовками, иначе сварной шов будет неоднородным. Сварщик с положительным послужным списком может успешно сваривать в самых разных ситуациях, и мастерство в этих ситуациях позволяет разработать собственный метод или стиль.
Материал, толщина, тип соединения и угол сварки — все это переменные, которые необходимо учитывать. В то же время тепло должно сохраняться равномерно между двумя заготовками, иначе сварной шов будет неоднородным. Сварщик с положительным послужным списком может успешно сваривать в самых разных ситуациях, и мастерство в этих ситуациях позволяет разработать собственный метод или стиль.
Сварной шов чрезвычайно чувствителен к атмосферным загрязнениям. Если сварка выполнена без надлежащей защиты, это может привести к пористому или слабому сварному шву. Флюс используется при дуговой сварке защищенным металлом для покрытия электрода и при дуговой сварке под флюсом для покрытия зоны сварки. Когда флюс расходуется, он образует углекислый газ и шлак. Углекислый газ действует как защитный газ и защищает сварной шов, а шлак остается твердым побочным продуктом расплавленного флюса. Шлак должен быть удален для обеспечения качества и эстетической консистенции. При сварке MIG и TIG в качестве защитного агента используется газообразный аргон.