описание и рекомендации Особенности вертикальных швов и технология сваривания
Чтобы получить прочные соединения металлических изделий и надежных швов, нужно в совершенстве владеть технологией проведения сварочных работ. Мастер должен подробно знать, как варить вертикальный шов и другие тонкости этой процедуры: как правильно подключать и регулировать диапазон применяемого тока, как подобрать необходимые сварочные материалы. Перечисленные навыки помогут добиться крепкой и эстетической стыковки металла, которая прослужит не один год.
Содержание
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.
Прежде чем узнать о способах, стоит ознакомиться с распространенной проблемой — горячими трещинами.
Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
 Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели.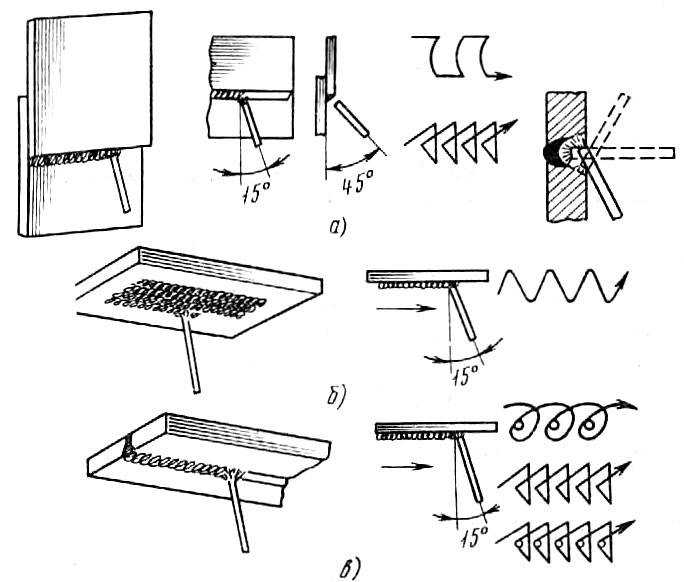 Применяется для создания каркасов, резервуаров.
Применяется для создания каркасов, резервуаров.
При неправильном проведении сваривания возможно возникновение дефектов таких, как прожог, свищи, подрезы, непровары, наплывы.
Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
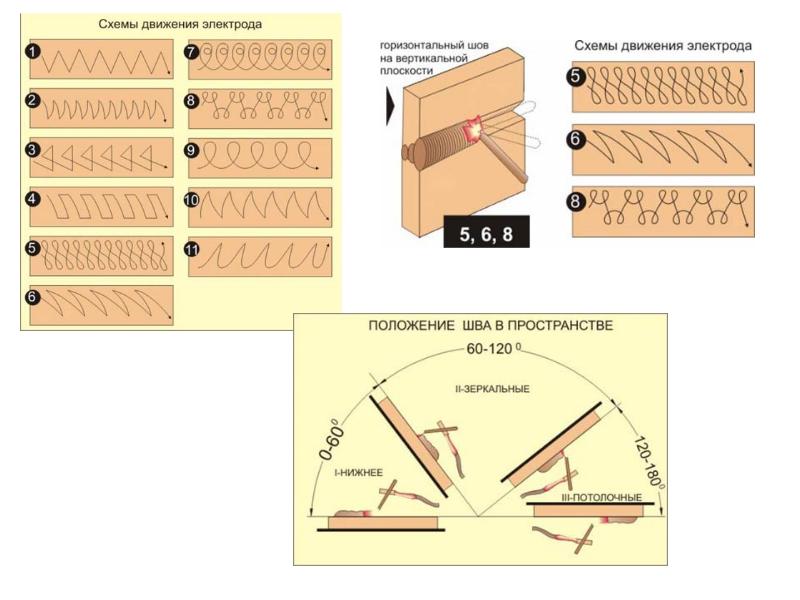
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Особенности вертикальных швов
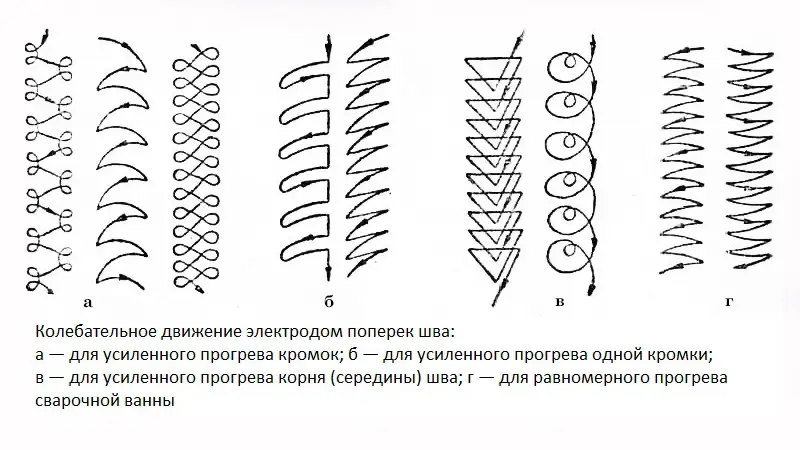
Вертикальные сварочные швы прорабатывают по методике движения от самого низа к верху. Траектория движений сварщика электродом осуществляется специальными способами, в зависимости от применяемой технологии. По вертикали поднимаются по линиям полукруга, ёлочки или шагами по зигзагу. При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
На низком горизонте варят с помощью стыковочных сборок или другим методом углов.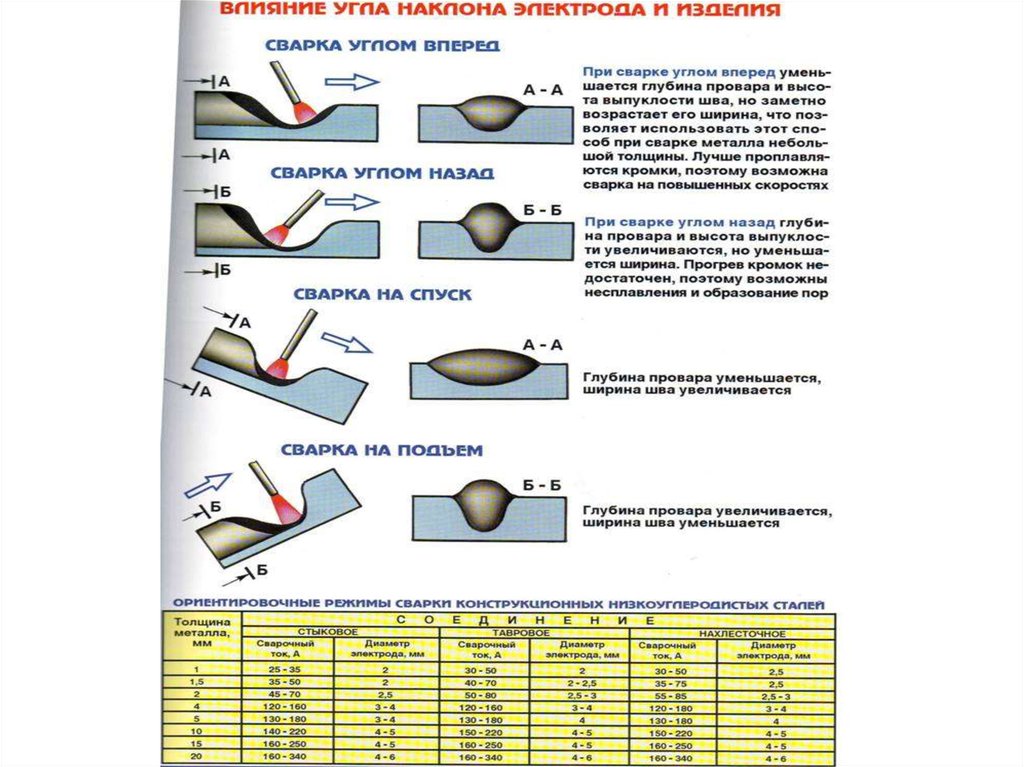 Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Верхние сварочные комплексы — самые трудоемкие. Сложность придает текучесть расплавленной массы, которая съезжает с рабочей зоны. Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Показатели электрического тока и скорости перемещения дуги влияют на конечный результат сборки. Использование высоких электрических значений создает прогрев деталей до больших глубин, что позволяет повышать скорость движения электрода. Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
| Диаметр проводника, мм | Сечение деталей, мм | Показатель тока, А |
| 1,6 | 1-2 | 35-50 |
| 2 | 2-3 | 45-80 |
| 2,5 | 3-4 | 65-100 |
| 3 | 4-5 | 85-150 |
| 4 | 5-6 | 125-200 |
О правильном выборе тока и диаметра электрода можно почитать тут.
Учитывая пространственное расположение сцепления, подбирают соответствующий наклон ведения электрического тока. Горизонтально и вертикально расположенные изделия, как и стыки неподвижных труб, требуют направления дугового разряда вперед углом. Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Качественные соединения при выполнении продольных соединений сплавления зависят от соблюдения всех этапов технологического процесса. Весомое препятствие вызывает контролирование процедуры, в результате которой образуется вертикальный шов электродуговой сваркой. Это объясняется точным физическим законом силы тяжести. Он тянет вниз жидкую массу расплава. Облегчить процесс поможет знание о том, какие электроды лучше для сварки.
До того, как варят вертикальный шов дуговой сваркой или применяют другой метод, требуется грамотно провести подготовку свариваемых частей. Первичная обработка — важная часть технологического процесса. После очищения металлических изделий их закрепляют в специальном положении путем создания мелких поперечных зацепок. Они не дадут деталям двигаться.
Принцип формирования узлов по осям вертикали состоит в том, чтобы переменный ток использовался только для техники движения снизу вверх. Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.
Технология сварки вертикальных сопряжений
Без опыта в сварке сложно понять, как безопасно сваривать вертикальные швы электросваркой согласно техническим требованиям, а также сделать его гладким и монолитным. Профессиональное сцепление металла получается, когда:
- Постоянно контролируют взаимную перпендикулярность электродов и металлических частей.
- Используют укороченную дугу, из-за которой кристаллизация ускоряется. Это снижает количество потеков и дефектов совмещений.
- Изменен угол проводника, чтобы приостановить потеки расплавов.
- Уже произошла утечка. Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.
Подробнее о том, как правильно варить сваркой, можно узнать тут.
Когда требуется проложить дорожку сверху вниз в труднодоступном месте, лучше не спешить и следовать специальным нормам. В результате железо будет податливо, а потеки не будут мешать.
Правила того, как осторожно, правильно и профессионально заварить местный вертикальный шов сваркой, когда металлические листы совсем тонкие:
- предварительно обработать изделие, убрать загрязнения и прочие остатки на металле, снять оцинковку;
- точечными шагами снизить потеки и прожоги материала.
Понять, как следует правильно сваривать инверторной сваркой вертикальный шов, легко, если сварщиком учтены следующие факторы:
- состав соединительных материалов;
- сварочные методики при таких составах;
- опыт мастера;
Также необходимо заранее узнать о возможностях применяемого оборудования.
Условия проведения сварочной работы
Чтобы крепко заварить части металла, требуется выбрать принцип траектории либо снизу вверх, либо наоборот. Подобные перемещения проводят, отрывая или не отрывая дуги.
Если начальное положение ванны снизу, то жидкий металл поступает сверху. Чтобы остановить разбрызгивание, проводник наклоняют по отношению к рабочей плоскости, где ложится стыковка деталей. Нижний расплав затвердевает и образует упор для следующей выемки.
Для образования прочного соединения снизу без дугового отрыва электрод двигают равномерно без смещений. Диапазон поворота электрода около 90 градусов. Это позволит разгладить узлы сопряжения. Скоростной темп при этом сохраняется на высоких значениях. Следует координировать процесс сваривания металла. Когда потеки начнут появляться у одного среза, можно отступить к другому краю. При этом продолжить перемещение к верху.
Сварить металлоконструкции своими руками может каждый. Надо знать правила работ, которые подробно рассмотрены здесь.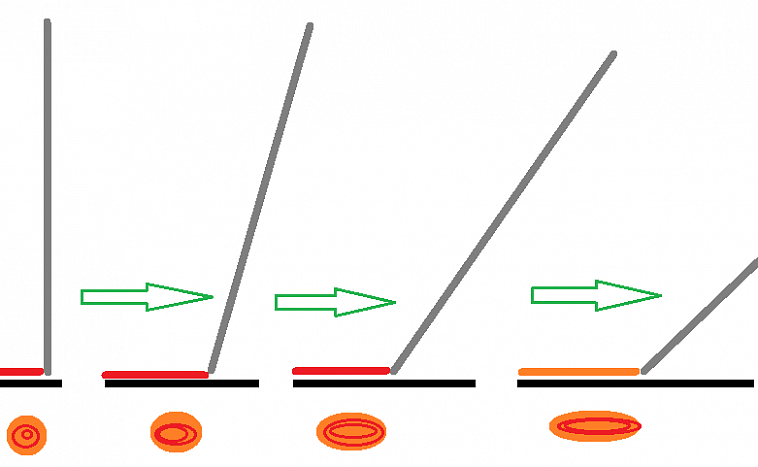
Металлические стыковки с отрывом дуги доступны любому мастеру. Обычно начинающие сварщики так набираются опыта. В период отрыва нагрев конструкции существенно падает. Для устойчивости электрода, как и в первом варианте, применяют уступ кратера.
Сварка вертикального шва при помощи ручной дуговой сваркой гораздо сложнее. Для уменьшения разбрызгивания расплавленной массы повышают силу электричества и поднимают темп. Кроме того, перемещают и увеличивают ширину шагов.
Процесс расплавки электродами
Для ускорения времени новичкам научиться гораздо проще варить вертикальный шов с отрывом дуги. По ходу работы дуговой разряд подпирают срезом сварной ванны. Траектории движения проводников при формировании кратера с отрывом и без отрыва, проводятся согласно рисунку ниже.
Металлическая сварка, направленная сверху вниз, станет устойчивее, когда пойдут короткие электрические дуги. Нужно уверенно вести проводник строго перпендикулярно краям. В процессе его наклоняют вниз на 45°.
Результат сборки напрямую зависит от оборудования и его мощностей. Ручная сварка обеспечивает:
- проникновение в труднодоступные места сваривания;
- монтаж в каждом положении;
- применение основных видов сплавов.
Из недостатков можно выделить: низкий КПД, зависимость качества состыковок от квалификации рабочего, вредные испарения и искры, возникающие при работе, требуется специальная форма сварщика и маска.
Полуавтоматический режим
Метод занимает промежуточное место между дуговым и автоматическим способом. В течение варки применяются среды защитных газов. Сварка местного вертикального шва инвертором имеет свои преимущества:
- стабильное функционирование электрической дуги, обеспечивающей напряжение;
- высокий КПД;
- простота выполнения операций;
- небольшие параметры аппаратов.
Для тонких листов используются метод «Треугольника». Основывается на технологии ведения проводника от низа к верху. Жидкая масса, находящаяся перед застывшим участком, не протечет. Запомнить, как правильно варят вертикальные швы инвертором, просто. Достаточно взять электроды 3 мм и установить электрическую силу тока на 100А. Затем перемещайте траекторию проводника так, чтобы ванна наклонилась, как в треугольнике.
Жидкая масса, находящаяся перед застывшим участком, не протечет. Запомнить, как правильно варят вертикальные швы инвертором, просто. Достаточно взять электроды 3 мм и установить электрическую силу тока на 100А. Затем перемещайте траекторию проводника так, чтобы ванна наклонилась, как в треугольнике.
О преимуществах и недостатках сварки полуавтоматом: https://svarkaed.ru/svarka/obuchenie-svarke/svarka_poluavtomatom.html
«Лестница» применяется, когда между свариваемыми частями образуется широкое расстояние. Сама технология подразумевает плавные волны от края до края, при незначительном уклоне проводника. Качественное замыкание получится, если взбираться по «Лестнице» снизу вверх, не отрывая дуги.
Мелкие зазоры хорошо перекрывает метод «Елочки». Направлять электрод следует по соответствующему рисунку. Когда расплавленного металла станет много, нужно остановиться для проплавки. Таким же образом поступают с другой стороны.
На рисунке видно, как сварка выглядит в вертикальном положении.
Сварочный шов имеет широкое применение в производстве. Наработка опыта поможет избежать потеков раскаленного железа. Используйте современные методики, позволяющие совмещать металлические детали вертикально.
Соблюдая все характеристики и нормативы, получатся износостойкие и долговечные подсоединения без наслоения шлака. Построение стыковочных стежков производится посредством полуавтомата и ручной сваркой. Среди существующих систем — эти наиболее устойчивые и доступные. Технологические принципы необходимо проработать, и после приступать к практике. Обладая техникой монтажа сварных комплексов, останется только повышать квалификацию.
Как вам статья?
Как варить инверторной сваркой советы новичкам
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток.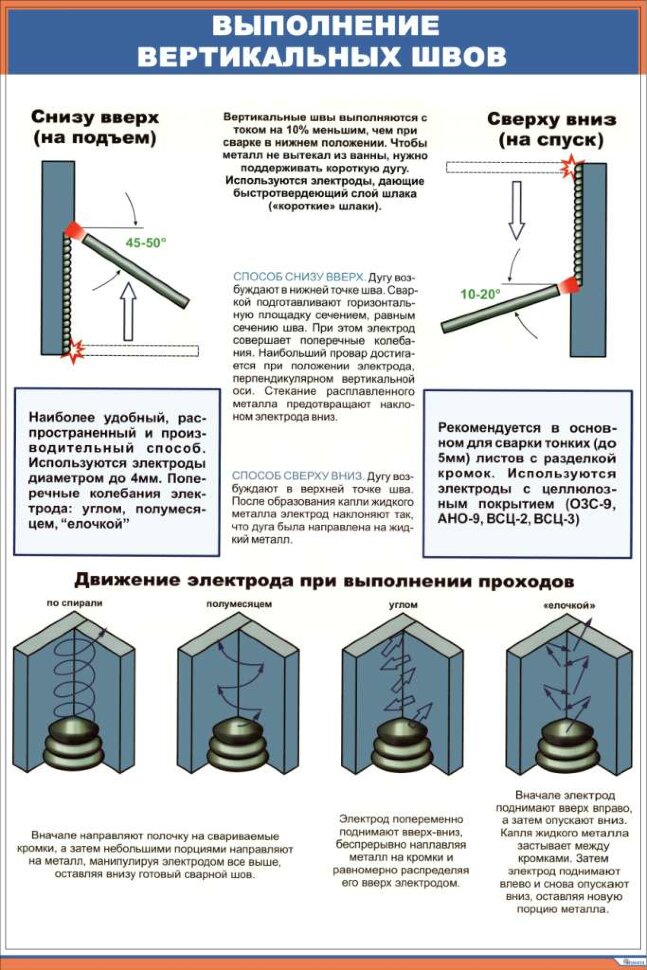 При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.
Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.
Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.
Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.
Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха.
Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.
Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов
Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.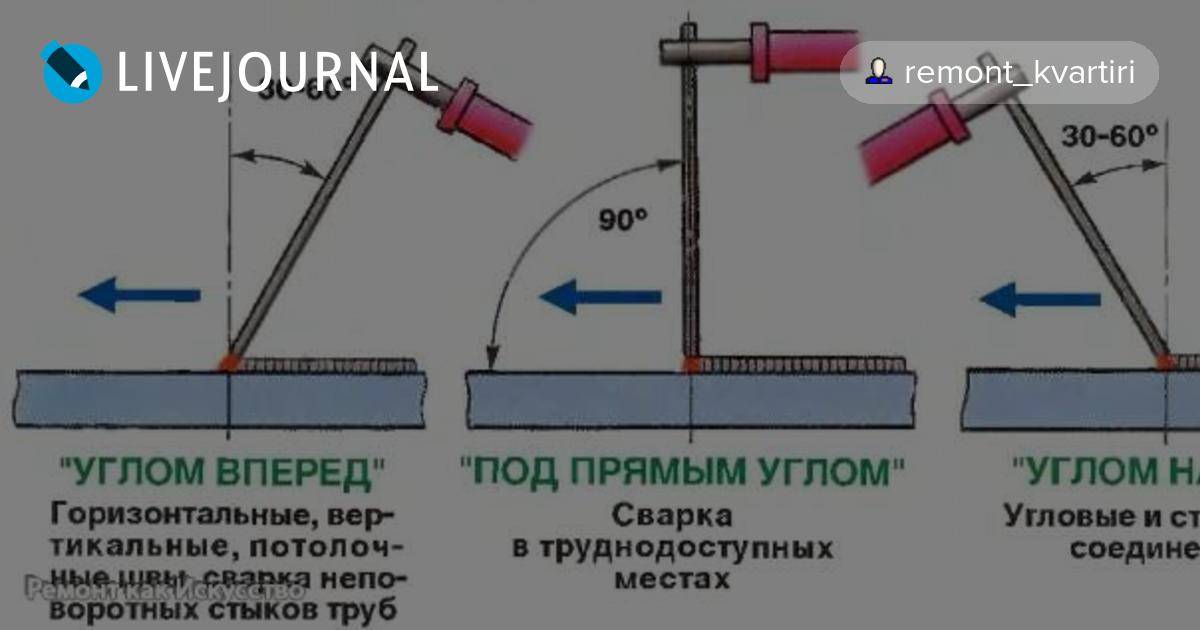
Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите.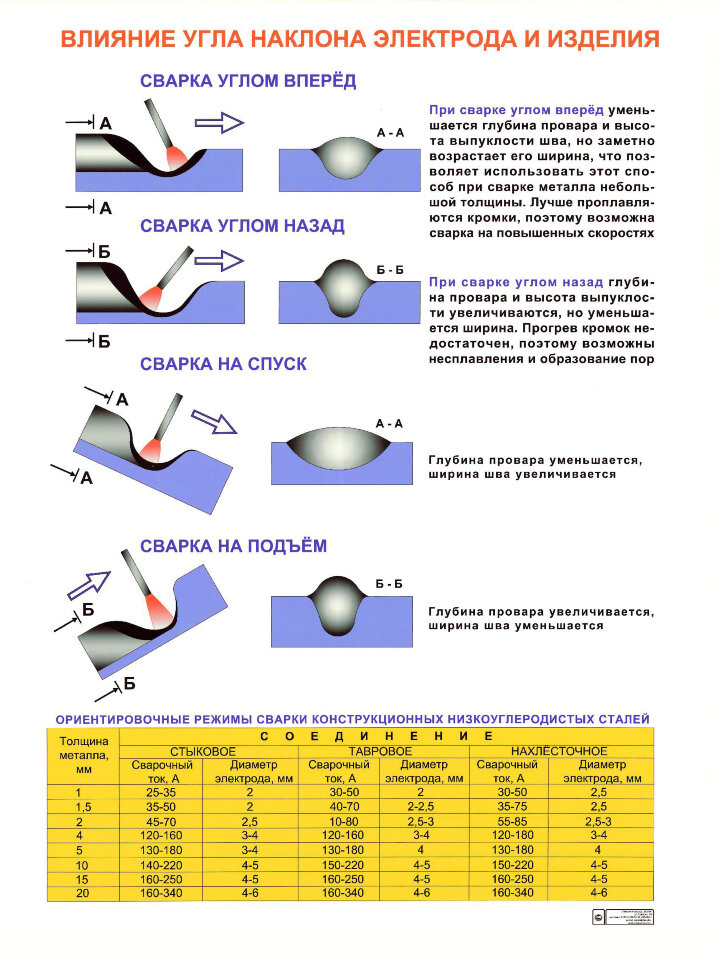 Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Выходные данные по шовной сварке Статистические наблюдения
Блог, Сварка сопротивлением, Шовная сварка, Сварка
Опубликовано