Сварка электродами, как правильно варить начинающим
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия
Сварка на сегодняшний день – самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков : она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор .
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите . Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный – это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод . Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода : положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой – специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
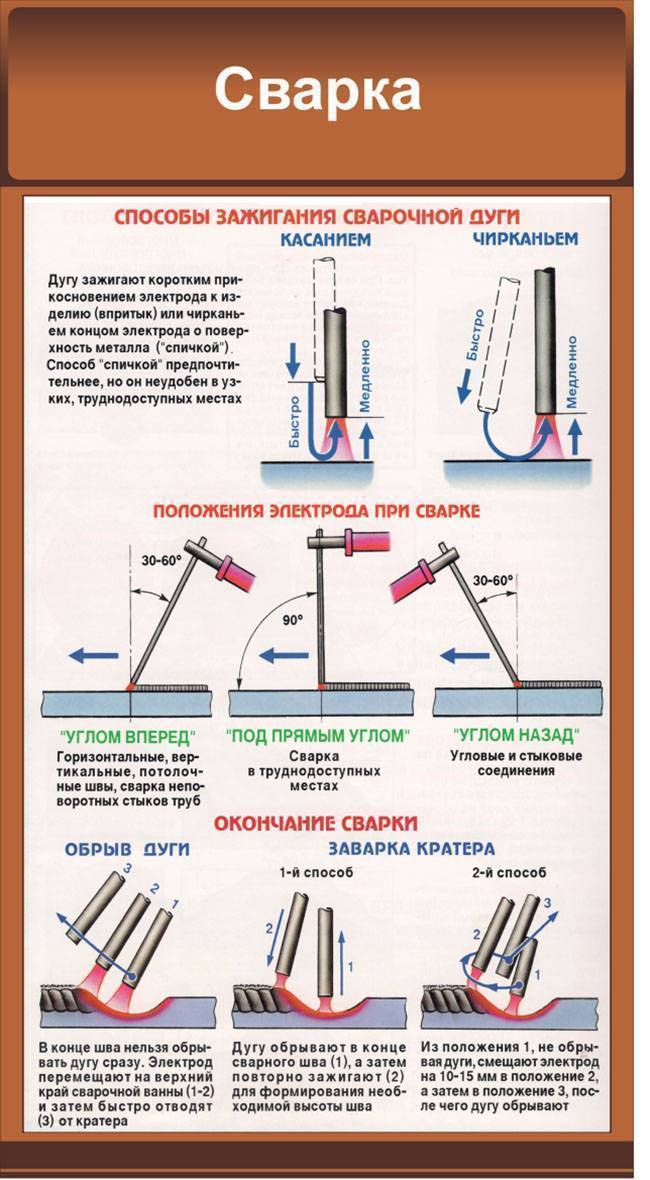
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла , при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять . Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям :
- Поступательное.
- Поперечное.
- Продольное.


Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит – не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра .
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов – это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота – 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота – 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры :
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая
. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички :
Все вышеперечисленные ошибки – это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе . Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих – задача непростая. Но при достаточном желании его можно освоить.
 Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.Как правильно варить электродной сваркой (сварочным инвертором)
Суббота, 15 Сентябрь, 2018
Что же такое сварка? Процесс, во время которого мастер соединяет две металлические детали между собой. Происходит это за счет нагревания сплавов электрической дугой, кромки плавятся, приобретают разжиженное состояние. Элементарные частицы электрода смешиваются с частицами металлических деталей. В результате диффузии получается шов, который прочно удерживает заготовки между собой. Надежность подобного соединения не поддается сомнению. К сварке больших металлоконструкций на промышленных объектах допускаются только профессионалы. В данной статье остановимся на некоторых рекомендациях для домашнего умельца, который решил освоить сварочный процесс самостоятельно. На садовом участке часто требуется получить неразъемные соединения металлических изделий. Например, при изготовлении оградительной сетки, тепличных каркасов или подставок под виноград. Мало ли еще вариантов, при которых элементарное владение сваркой принесет значительные преимущества для владельца загородного участка. Если же мастер не остановится на достигнутом, а продолжит самосовершенствоваться, то может вырасти до настоящего профессионала. Все решает практика и желание.
На садовом участке часто требуется получить неразъемные соединения металлических изделий. Например, при изготовлении оградительной сетки, тепличных каркасов или подставок под виноград. Мало ли еще вариантов, при которых элементарное владение сваркой принесет значительные преимущества для владельца загородного участка. Если же мастер не остановится на достигнутом, а продолжит самосовершенствоваться, то может вырасти до настоящего профессионала. Все решает практика и желание.
Достоинства сварочного инвертора
Научиться правильно сваривать метал не так сложно. Современные технологии шагают вперед семимильными шагами, появились возможности работы лазерными и электронными лучами, и даже ультразвуком. Для использования в домашних условиях наиболее оптимальной является электродуговая сварка под действием высокой силы электрического тока. Для работы используется сварочный инвертор, который преобразует переменный ток обычной бытовой электросети в постоянный.
Из преимуществ этих аппаратов следует отметить:
- малый вес, который позволяет легко переносить аппарат в руках или на плече с помощью ремня;
- компактные размеры, агрегат спокойно помещается на небольшом пространстве и не требует много места для работы;
- быстродействие прибора позволяет работать с высокой производительностью;
- легкое зажигание обеспечивает хорошее начало работы и качественный шов;
- экономичность аппарата не последний вопрос при сварке.

Инвертор с диапазоном регулировки сварочного тока от 160 до 200 А отлично подойдет для работы на даче или в загородном доме.
Техника сварочного процесса
Правильно пользоваться сварочным аппаратом можно научиться за несколько сеансов. В начале работы сварщик вставляет электрод в держатель и небольшими постукиваниями по заготовке или чиркнув электродом по металлу, вызывает электрическую дугу. Как только дуга разгорелась, то есть пошло движение тока, необходимо удерживать расстояние между заготовкой и электродом в пределах от 3 до 5 мм. Примерный зазор должен соответствовать диаметру электрода.
Литературные справочники утверждают, что угол наклона электрода должен составлять 70º по отношению к прямой поверхности. Это не совсем так. Во время проведения некоторых работ мастер может изменять угол наклона, если этого требует безопасность. Выпуклость шва зависит от угла наклона электрода. Больше наклон, выше бугорок.
Инвертор обладает большими возможностями по части работы с переменным напряжением. Благодаря наличию конденсаторов в конструкции, инвертор накапливает электроэнергию и обеспечивает бесперебойную работу. Стабильность подачи электрического тока, основное условие качественного выполнения операций. При большой силе тока могут образовываться проплешины в металле, при малой силе тока дуга может погаснуть.
Благодаря наличию конденсаторов в конструкции, инвертор накапливает электроэнергию и обеспечивает бесперебойную работу. Стабильность подачи электрического тока, основное условие качественного выполнения операций. При большой силе тока могут образовываться проплешины в металле, при малой силе тока дуга может погаснуть.
При начальном освоении метода сварки шов получается в виде валика. Развивая свои навыки, мастер может добиться соединения шва елочкой или зигзагом. Во время сварки пользователь совершает рукой колебательные движения от одной детали к другой. Более сложные конфигурации швов можно использовать при достижении хорошей уверенности и устойчивости руки. По окончании сварки шов необходимо зачистить, удалить шлаки. Окалину убирают молоточком или другим твердым предметом.
Продолжительность включения – индивидуальная характеристика каждого инвертора. Что она означает. Например, ПВ 50%. Это значит, что процесс непрерывной работы должен составлять 5 минут из 10-ти. Остальные 5 минут сварочный аппарат должен остывать. Значение касается максимального тока, при уменьшении сварочного тока продолжительность включения увеличивается.
Значение касается максимального тока, при уменьшении сварочного тока продолжительность включения увеличивается.
Безопасность прежде всего
Уметь варить металл – это только часть работы. Главное позаботится о собственной безопасности. Работа сварщика сопровождается ярким светом сварочной дуги, летящими брызгами раскаленного металла. Основной защитой лица и глаз мастера является сварочная маска. Специальное окошко позволяет хорошо видеть рабочую зону, надежные сенсоры позволят снизить вредоносные излучения ультрафиолета и инфракрасных лучей. Для защиты рук необходимо приобрести плотные рукавицы из брезента. Специальный комплект из комбинезона или отдельных штанов и куртки обеспечат максимальную безопасность во время работы. Рядом с рабочей площадкой не должны находиться легковоспламеняющиеся предметы. Для защиты от случайного возгорания необходимо иметь под рукой емкость с водой.
Особенности выбора электрода
Техника сварки электродами заключается в том, что сварщик подводит электрод, по которому подводится сварочный ток к рабочей зоне. Один из распространенный вариантов исполнения электрода. Это твердый стержень, на котором находится плавящийся состав. При выборе электрода следует определиться с его диаметром. Правило одно. Чем толще металл необходимо сварить, тем толще должен быть электрод. Есть специальные таблицы, которые наглядно показывают соотношение между диаметром электрода и толщиной металла. Однако, необходимо учесть, что сварка тонких листов металла – это задача для опытных сварщиков, работа ювелирная и требует уже некоторого понимания процесса сварки. Для толстых заготовок потребуются электроды большого диаметра, причем и оборудование для таких работ должно иметь соответствующую мощность. Следующий показатель. Каждый диаметр электрода подразумевает определенную силу тока для комфортной работы. При меньшей силе тока, шов может не получиться, при большей силе тока электрод может сгорать слишком быстро. Для небольших работ с начальными знаниями достаточно электрода с 3 мм диаметром.
Один из распространенный вариантов исполнения электрода. Это твердый стержень, на котором находится плавящийся состав. При выборе электрода следует определиться с его диаметром. Правило одно. Чем толще металл необходимо сварить, тем толще должен быть электрод. Есть специальные таблицы, которые наглядно показывают соотношение между диаметром электрода и толщиной металла. Однако, необходимо учесть, что сварка тонких листов металла – это задача для опытных сварщиков, работа ювелирная и требует уже некоторого понимания процесса сварки. Для толстых заготовок потребуются электроды большого диаметра, причем и оборудование для таких работ должно иметь соответствующую мощность. Следующий показатель. Каждый диаметр электрода подразумевает определенную силу тока для комфортной работы. При меньшей силе тока, шов может не получиться, при большей силе тока электрод может сгорать слишком быстро. Для небольших работ с начальными знаниями достаточно электрода с 3 мм диаметром.
Распространенные ошибки
Каждый начинающий мастер проходит в своем обучении все этапы проб и ошибок. Есть некоторые советы, к которым следовало бы прислушаться в самом начале:
Есть некоторые советы, к которым следовало бы прислушаться в самом начале:
- новички пытаются варить ржавый или покрашенный металл, этого не нужно допускать, так как напрямую влияет на качество и надежность соединения. Поверхность должна быть тщательно очищена от грязи и ржавчины;
- если зазор между электродом и металлической заготовкой будет меняться то, дуга будет прерываться. Что в результате приведет к разрыву шва и многочисленным дефектам;
- не следует передвигать электрод слишком быстро, ванночка из расплавленного металла будет находиться ниже поверхности детали. Отчего шов получится неправильным. Для идеального шва важно отслеживать, чтобы шов был на уровне металла.
Передовые интегрированные технологии — электроды
предлагает широкий ассортимент стандартных электродов, а также услуги и поддержку по индивидуальному дизайну электродов.
- Сокращение времени выполнения заказа.
- Цены ниже, чем у компании, которая произвела ваш сварочный аппарат.
- Наше качество гарантировано
- Нестандартные электроды — это не проблема.

Воспользуйтесь преимуществами нашего 25-летнего опыта изготовления электродов для Unitek, Hughes, Avio и многих других сварочных аппаратов. Мы являемся ведущим мировым поставщиком сварочных электродов.
Прокрутите вниз, чтобы просмотреть наш выбор и просмотреть нашу таблицу перекрестных ссылок.
Нажмите на эти изображения, чтобы увидеть чертежи продукта и запросить расценки.
Сварочные электроды с микронаконечником
ESQ
Электрод для контактной сварки AIT S-1
Электрод для контактной сварки AIT S-2
Электрод для контактной сварки AIT S-3
AIT Электрод для контактной сварки S-4
Электрод для контактной сварки AIT S-5
Электрод для контактной сварки AIT S-6
Электрод для контактной сварки AIT S-7
Электрод для контактной сварки AIT S-8
AIT S- 9 Электрод для контактной сварки
Электрод для контактной сварки AIT S-10
Электрод для контактной сварки AIT S-11
Электрод для контактной сварки AIT S-12
Электрод для контактной сварки AIT S-13
Электрод для контактной сварки AIT S-14
Электрод для контактной сварки AIT S-15
90 018Электрод для контактной сварки AIT S-16
AIT S -17 Электрод для контактной сварки
Электрод для контактной сварки AIT S-18
Электрод для контактной сварки AIT S-19
Электрод для контактной сварки AIT S-20
Электрод для контактной сварки AIT S-21
Электрод для контактной сварки AIT S-22
Электрод для контактной сварки AIT S-23
90 018Электрод для контактной сварки AIT S-24
AIT S -25 Электрод для контактной сварки
Электрод для контактной сварки AIT S-26
Электрод для контактной сварки AIT S-27
Электроды с внутренней резьбой
Заостренные электроды с гнездами
Купольные электроды с гнездами
Плоские электроды с гнездами
Смещенные электроды с гнездами
Электроды с усеченной головкой
Радиус Электроды с наружной резьбой
Электроды с наружной резьбой
Электроды с заостренной головкой
Электроды с наружной резьбой куполообразного типа
Плоские электроды с вилкой
Электроды с усеченной вилкой
Радиальные электроды с вилкой
Смещенный тип с вилкой Электроды
Прямые электроды
Купольный прямой электрод
Прямой электрод с заостренным концом
Прямой электрод с плоским концом
Прямые электроды со смещенным концом
Прямые электроды с усеченным концом
Прямые электроды с радиусным концом
Прямые электроды со смещением на 30°
90 025 Составные прямые электроды с куполообразным концом
Составные прямые электроды с плоским концом
Составная вставка Прямые электроды носового типа
Опорные электроды
Плоский опорный электрод большого диаметра
Составные плоские резервные электроды большого диаметра
Прямоугольные резервные электроды
Квадратные резервные электроды
СТЕРЖНИ ЭЛЕКТРОДА С ВНУТРЕННИМ И ВНУТРЕННИМ КОЛПАЧКОМ
Электрод с гнездовым колпачком Хвостовики
Электрод с наружной резьбой Хвостовики
Advanced Integrated Technologies (AIT) — ведущий производитель электродов для контактной сварки , в том числе для всех марок сварочных аппаратов, таких как Palomar/Hughes, Unitek, Amada, Avio, MacGregor и Sunstone Engineering. Наши эффективные производственные процессы позволяют нам предлагать доступные по цене электроды из различных материалов RWMA как для параллельного, так и для встречного типа сварки. Наши стандартные линейки продуктов охватывают широкий спектр областей применения, а также мы изготавливаем электроды на заказ в соответствии со спецификациями конечного пользователя.
Наши эффективные производственные процессы позволяют нам предлагать доступные по цене электроды из различных материалов RWMA как для параллельного, так и для встречного типа сварки. Наши стандартные линейки продуктов охватывают широкий спектр областей применения, а также мы изготавливаем электроды на заказ в соответствии со спецификациями конечного пользователя.
Уже более двадцати пяти лет компания AIT специализируется на электродах для микроконтактной сварки. На первых порах мы сотрудничали с Hughes Aircraft для создания электродов типа duo tip и esq, которые были одними из первых электродов с параллельным зазором. Основатель Пол Балентин успешно изготовил эти крошечные электроды с помощью микрошлифовального станка, и это привело к тому, что AIT приобрела опыт в области микроэлектродов для контактной сварки.
Наши электроды для микроконтактной сварки могут быть изготовлены в соответствии с конструкцией электрододержателя для любой машины. У нас есть одноточечные электроды с круглым стержнем для встречной сварки, а также электроды с круглым стержнем с параллельным зазором, такие как наши модели S20 и S23, которые эквивалентны электродам серии Unitek / Amada Unibond C.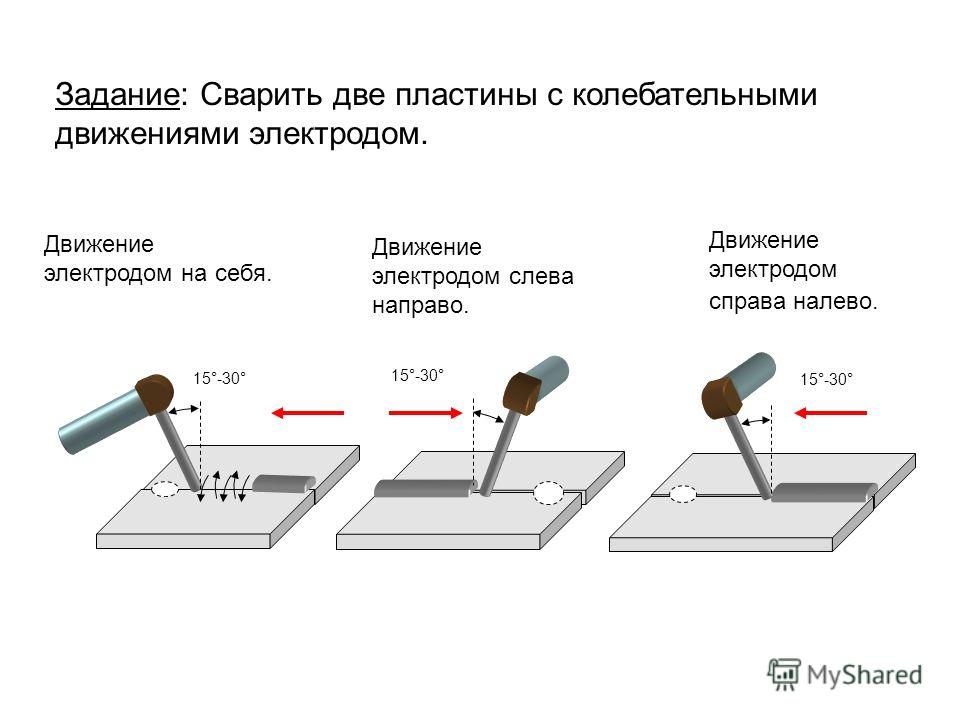 Другие наши электроды для микроконтактной сварки представляют собой электроды с параллельным зазором с квадратным стержнем и доступны либо в соединении с изолятором, либо в виде двух отдельных половинок, что позволяет клиентам устанавливать расстояние между зазорами с помощью держателя электрода.
Другие наши электроды для микроконтактной сварки представляют собой электроды с параллельным зазором с квадратным стержнем и доступны либо в соединении с изолятором, либо в виде двух отдельных половинок, что позволяет клиентам устанавливать расстояние между зазорами с помощью держателя электрода.
На нашем складе мы предлагаем широкий выбор конструкций электродов, подходящих для любого применения, и эти электроды поставляются с плоскими или слегка закругленными (выпуклыми) поверхностями наконечников, которые обычно подходят без дополнительных модификаций. Однако, если в вашем приложении для получения оптимальных результатов требуются наконечники особой формы, AIT может изготовить их в соответствии с вашими спецификациями. Позвоните нам сегодня, чтобы узнать, как мы можем предоставить электроды для контактной сварки, подходящие для вашего применения.
AIT-UNITEK-HUGHES-MICROJOIN-AVIO-ELECTRODE НОМЕР ДЕТАЛИ ПЕРЕКРЕСТНЫЕ ССЫЛКИ ТАБЛИЦА
| НОМЕР ДЕТАЛИ | ХЬЮЗ/МИКРООБЪЕДИНЕНИЕ |
С-3-М-А. 007Б.005С.012Д.0015 007Б.005С.012Д.0015 | ДУО-7Б5-00 |
| С-3-М-А.010Б.010С.020Д.0015 | ДУО-10В10-00 |
| С-3-М-А.015Б.020С.040Д.003 | ДУО-15С20-00 |
| С-3-М-А.033Б.015С.060Д.003 | ДУО-33C15-00 |
| НОМЕР ДЕТАЛИ | ХЬЮЗ/МИКРООБЪЕДИНЕНИЕ | ГАЙЗЕР | ГАЙЗЕР БОНДЕД С ПРОКЛАДКОЙ 0,002 | ГАЙЗЕР БОНДЕД С ПРОКЛАДКОЙ 0,004 |
| С-6-М-А.010В.010С.020 | ESQ-1010-00 | |||
| С-6-2-А.010Б.010С.020 | ESQ-1010-02 | |||
| S-6-W-A.010B.010C.020 | ESQ-1010-13 | |||
С-6-М-А. 010В.015С.035 010В.015С.035 | ESQ-1015-00 | ПГЕ-1015-ESQ | ПГЕ-22152-ESQA | ПГЕ-22154-ESQA |
| С-6-2-А.010В.015С.035 | ESQ-1015-02 | PGE-1015-ESQ-CU2 | ПГЕ-22152-ESQA-CU2 | ПГЕ-22154-ESQA-CU2 |
| S-6-W-A.010B.015C.035 | ESQ-1015-13 | ПГЕ-1015-ESQ-W | ПГЕ-22152-ЭСКА-В | ПГЕ-22154-ЭСКА-В |
| С-6-М-А.015В.025С.060 | ESQ-1525-00 | ПГЕ-1525-ESQ | PGE-32252-ESQA | PGE-32254-ESQA |
| С-6-2-А.015Б.025С.060 | ESQ-1525-02 | PGE-1525-ESQ-CU2 | ПГЕ-32252-ESQA-CU2 | ПГЕ-32254-ESQA-CU2 |
| S-6-W-A.015B.025C.060 | ESQ-1525-13 | ПГЕ-1525-ESQ-W | PGE-32252-ESQA-W | PGE-32254-ESQA-W |
| С-6-М-А.025В.045С.100 | ESQ-2545-00 | ПГЕ-2545-ESQ | PGE-52452-ESQA | PGE-52454-ESQA |
С-6-2-А. 025В.045С.100 025В.045С.100 | ESQ-2545-02 | PGE-2545-ESQ-CU2 | ПГЕ-52452-ESQA-CU2 | ПГЕ-52454-ESQA-CU2 |
| S-6-W-A.025B.045C.100 | ESQ-2545-13 | ПГЕ-2545-ESQ-W | PGE-52452-ESQA-W | PGE-52454-ESQA-W |
| НОМЕР ДЕТАЛИ | ХЬЮЗ/МИКРООБЪЕДИНЕНИЕ |
| С-11-М-А.015Б.015С.030Д.0015Е7Ф3.0 | ГВ011-3А |
| S-11-M-A.0205B.020C.035D.003E7F3.0 | ГВ011-2А |
| С-11-М-А.025Б.025С.045Д.005Е7Ф3.0 | ГВ011-1А |
| НОМЕР ДЕТАЛИ | ЮНИТЕК |
| С-12-2-А.020Б.030С.080Д1.125Е.625-С | ЕС1000 |
| С-12-2-А.020Б.030С.080Д2.000Е1.500-С | ЕС1002 |
С-12-М-А. 020Б.030С.080Д2.000Е1.500-С 020Б.030С.080Д2.000Е1.500-С | EU2030ML |
| С-12-М-А.025Б.037С.100Д1.125Е.625-С | EU2537M |
| С-12-М-А.020Б.030С.080Д1.125Е.625-С | ЕС2030MR |
| НОМЕР ДЕТАЛИ | ЮНИТЕК |
| С-13-2-А.020Б.344С1.312 | EP0402 |
| С-13-3-А.020Б.344С1.312 | EP0403 |
| С-13-Г-А.020В.344С1.312 | EP0450 |
| НОМЕР ДЕТАЛИ | ХЬЮЗ/МИКРООБЪЕДИНЕНИЕ |
| С-14-М-А.015Б.015С.040Д.0015Е7Ф3.00 | GW012-4A |
| С-14-М-А.020Б.020С.055Д.003Е7Ф3.00 | GW012-3A |
| С-14-М-А.025Б.025С.075Д.003Е7Ф3.00 | GW012-2A |
С-14-М-А. 050В.050С.075Д.003Е7Ф3.00 050В.050С.075Д.003Е7Ф3.00 | GW012-8A |
| С-14-М-А.025Б.025С.075Д.003Е20Ф3.00 | GW012-1A |
| С-14-М-А.050Б.050С.075Д.003Е20Ф3.00 | ГВ012-7А |
| НОМЕР ДЕТАЛИ | ЮНИТЕК |
| С-15-2-А.003Б.250С10Д1.75 | EP0802 |
| С-15-3-А.003Б.250С10Д1.75 | EP0803 |
| С-15-11-А.003Б.250С10Д1.75 | EP0811 |
| С-15-М-А.003Б.250С10Д1.75 | EP0820 |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | ХЬЮЗ/МИКРООБЪЕДИНЕНИЕ |
| С-16-2-А.062Б.125С.188Д15Е2.0Ф35 | ЭО0402 | |
С-16-3-А.062Б.125С.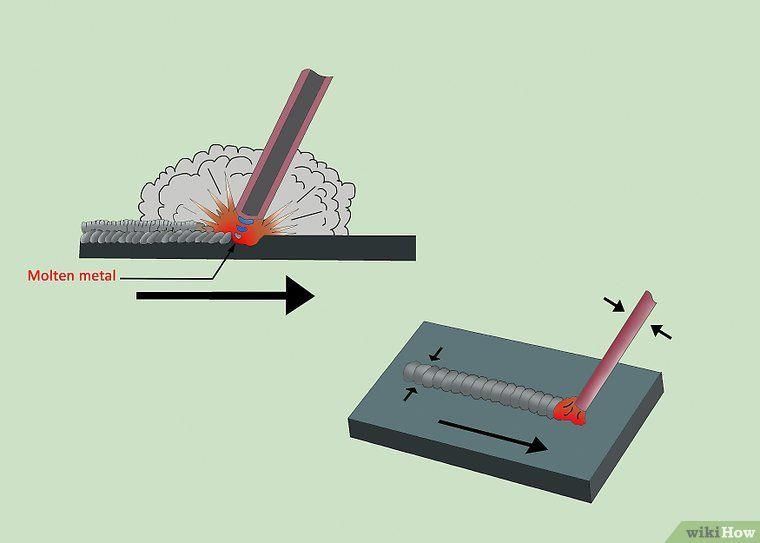 188Д15Е2.0Ф35 188Д15Е2.0Ф35 | ЭО0403 | |
| С-16-11-А.062Б.125С.250Д90Е2.0Ф35 | ЭО0411 | |
| С-16-13-А.062Б.125С.250Д90Е2.0Ф35 | ЭО0413 | |
| С-16-М-А.062Б.125С.250Д90Е2.0Ф35 | ЭО0420 | |
| С-16-11-А.062Б.125С.250Д1.83Е2.0Ф55 | ЭО-125-11 | |
| С-16-13-А.062Б.125С.250Д1.83Е2.0Ф55 | ЭО-125-13 | |
| С-16-М-А.062Б.125С.250Д1.83Е2.0Ф55 | ЭО-125-00 |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | ХЬЮЗ/МИКРООБЪЕДИНЕНИЕ |
| С-17-2-А.093Б.250С.312Д4.0 | ЭС0802Е | |
| С-17-3-А.093Б.250С.312Д4.0 | ЭС0803Е | |
С-17-Г-А.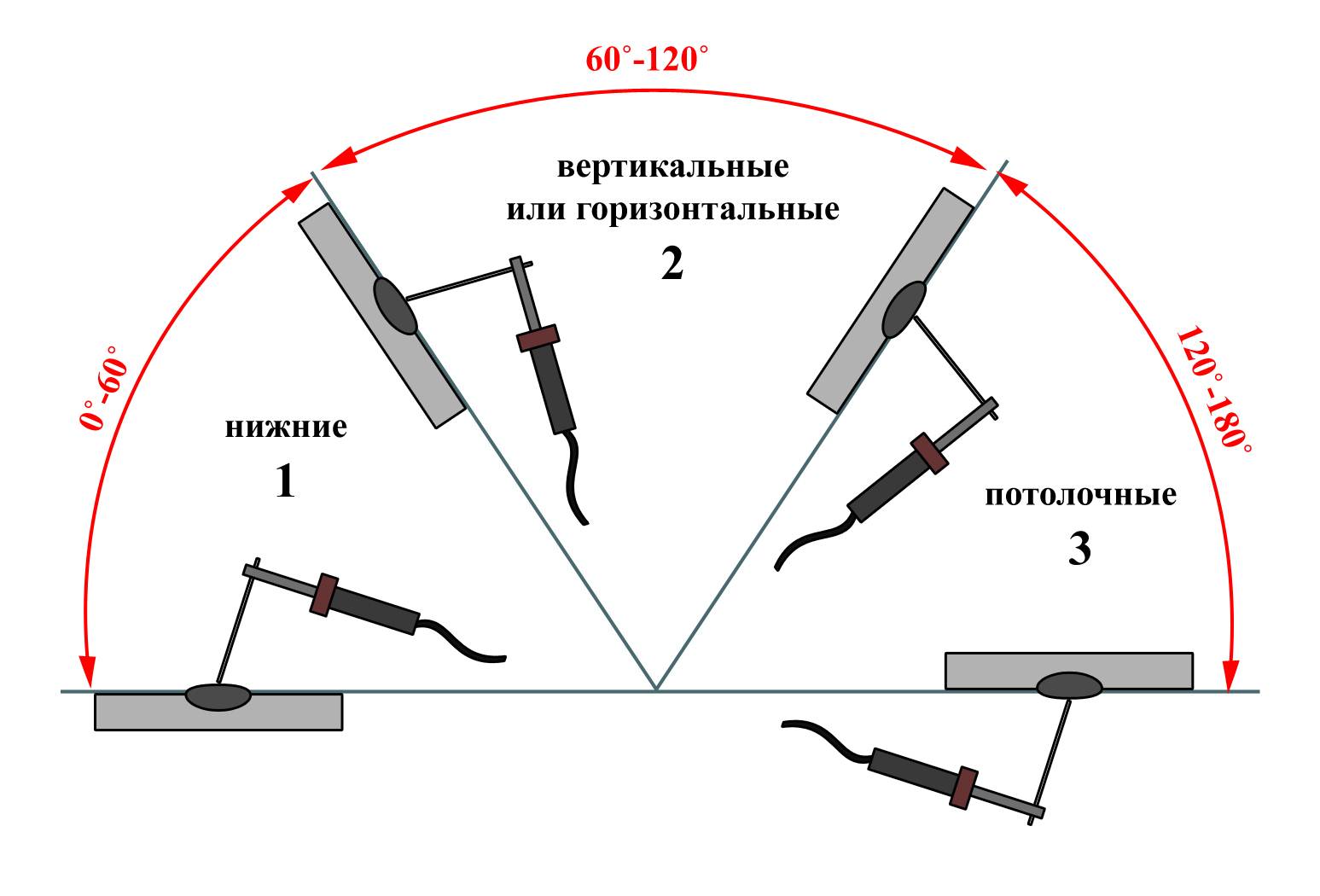 093Б.250С.312Д4.0 093Б.250С.312Д4.0 | ЭС0850Е | |
| С-17-М-А.093Б.250С.312Д4.0 | ЭС0820Е | |
| С-17-Г-А.062Б.250С.312Д4.0 | ES0850ES | |
| С-17-2-А.062Б.125С.150Д1.52Е45 | ЭР-125-02Э | |
| С-17-Г-А.062Б.125С.150Д1.52Е45 | ЭР-125-15Э |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | АВИО | ХЬЮЗ/МИКРООБЪЕДИНЕНИЕ | |
| S-19-G-A.063B.125C.125D15E1.25 | ЕС0450 | ЭР-125-15 | ДЛИНА НАКОНЕЧНИКА 0,150 | |
| С-19-2-А.063Б.125С.125Д15Е1.25 | ES0402 | ЭР-125-02 | ДЛИНА НАКОНЕЧНИКА 0,150 | |
| С-19-2-А.093Б.250С.188Д15Е2.0 | ES0802 | ЭХ-250-02 | ||
С-19-3-А.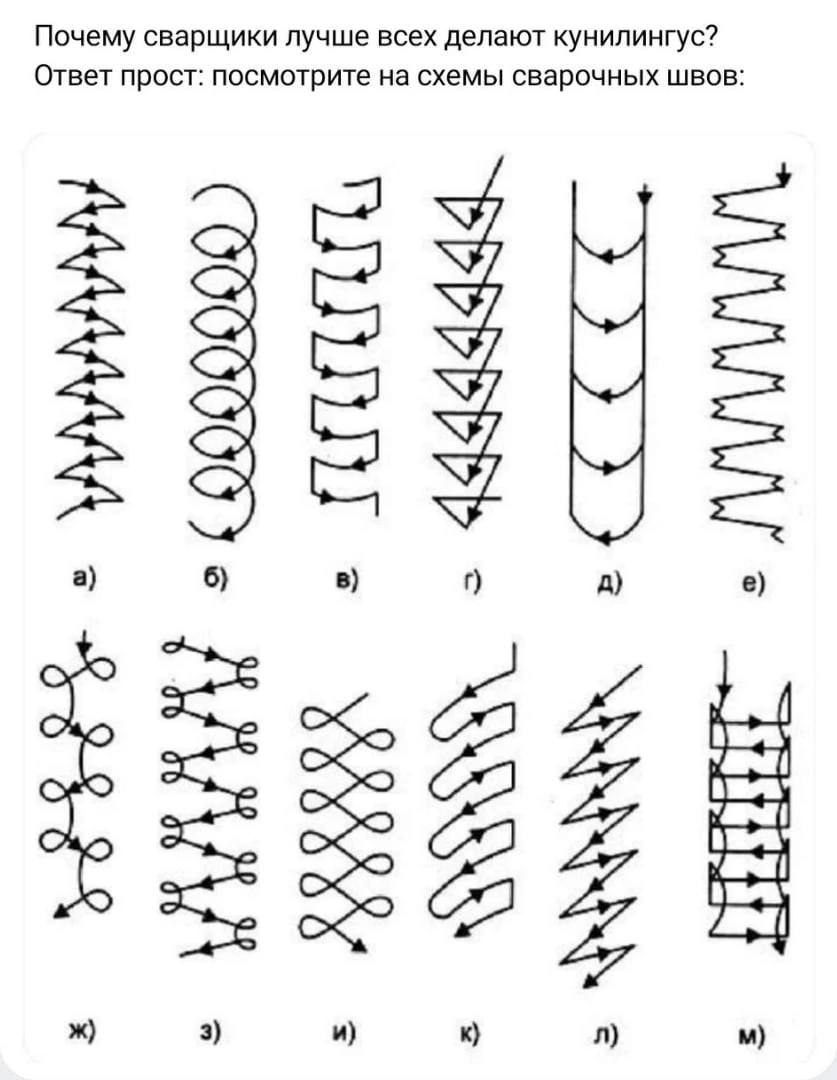 093Б.250С.188Д15Е2.0 093Б.250С.188Д15Е2.0 | ЕС0803 | ЭХ-250-03 | ||
| S-19-G-A.093B.250C.188D15E2.0 | ЕС0850 | ЭХ-250-15 | ||
| С-19-М-А.093Б.250С.188Д30Е2.75 | ES0802 | ЭО-250-00 | ||
| С-19-11-А.093Б.250С.188Д30Е2.75 | ЕС0803 | ЭО-250-11 | ||
| S-19-W-A.093B.250C.188D30E2.75 | ЕС0850 | ЭО-250-13 | ||
| С-19-2-А.78Б1.6С1.6Д15Е25 | EH-062-02A | |||
| С-19-2-А2.5Б6.4К5.0Д15Е69Р1.25 | ЭО-250-02А | |||
| С-19-3-А2.5Б6.4К5.0Д15Е69Р1.25 | ЭО-250-03 | 0,6875 | ||
| С-19-М-А2.5Б6.4К5.0Д15Е69.0Р1.25 | ЭО-250-00А | |||
С-19-11-А2. 5Б6.4К5.0Д15Е69.0R1.25 5Б6.4К5.0Д15Е69.0R1.25 | ЭО-250-11А | |||
| С-19-13-А2.5Б6.4К5.0Д15Е69.0Р1.25 | ЭО-250-13А |
| НОМЕР ДЕТАЛИ | ЮНИТЕК | ГАЙЗЕР |
| С-20-М-А.009Б.010С.025Д.001 | УТМ111С | ПГЭ-09101-60D |
| С-20-М-А.010Б.010С.025Д.002 | УТМ112С | ПГЭ-10102-60Д |
| С-20-М-А.018Б.020С.050Д.002 | УТМ222К | ПГЭ-18202-60Д |
| С-20-М-А.020Б.020С.050Д.004 | УТМ224К | ПГЭ-20204-60Д |
| С-20-М-А.010Б.010С.015Д.002 | УТМ224КС |
Электроды для контактной сварки | Планзее
В процессе контактной сварки соединяемые детали прижимаются друг к другу и нагреваются электрическим током до тех пор, пока в отдельных точках между ними не образуется расплавленная ванна.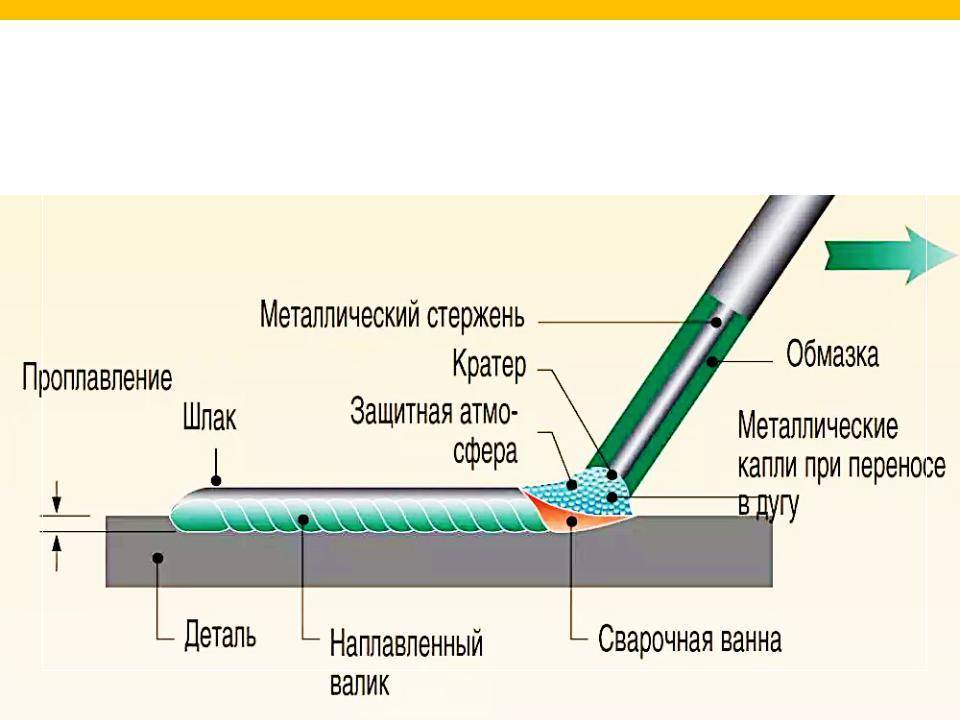 Этот процесс требует высоких токов и больших усилий прижима.
Этот процесс требует высоких токов и больших усилий прижима.
При сварке толстых листов усилия между электродом и соединяемыми деталями могут достигать 450 МПа. Это представляет серьезную проблему для сварочных электродов, которые должны выдерживать такие нагрузки.
Наши сварочные электроды из вольфрама, молибдена и их сплавов особенно подходят для сварки материалов с высокой проводимостью, таких как медь. Они используются в следующих процессах: точечная сварка, роликовая шовная сварка, рельефная сварка, сварка с осадкой.
Краткий обзор ваших преимуществ:
Долгий срок службы и повышенная производительность
ЭффективностьНадежность благодаря воспроизводимому качеству
- 900 18 Однородность, отсутствие сколов
Постоянное сопротивление в процессе сварки
Высокая плотность и твердость –
однородный материал
свойстваХорошая тепло- и электропроводность
Хотите получить более подробную информацию о нашей продукции? Не стесняйтесь запрашивать технические характеристики нашей продукции.
В зависимости от области применения контактной сварки мы можем предложить вам правильный продукт от сплошных электродов до электродов с обратным литьем (вставные электроды).
Мы производим наши твердые электроды из:
- W, WL10, WL20
- Пн, ТЗМ
- ВКу70/30, ВКу75/25, ВКу80/20, ВКу90/10
- Вольфрамовый сплав тяжелых металлов (DENSIMET®)
Мы производим наши литые электроды (электроды-вкладыши) из:
- Вал CuCrZr со вставкой W, WL10, WL20, Mo или TZM
- Медный вал со вставкой W, WL10, WL20, Mo или TZM
Что делает электрод превосходным и оптимальным?
Свойства материала твердого электрода и электродной вставки
Наш материал характеризуется чрезвычайно однородной структурой и большим количеством удлиненных частиц оксида лантана.
Эта мелкая однородная зернистая структура позволяет нам добиться особенно высокой плотности по всему поперечному сечению с хорошей твердостью.Здесь вы можете увидеть типичную структуру материала Plansee в сравнении с материалами других производителей. Неоднородная, более грубая структура последнего свидетельствует о том, что он мало формировался, что увеличивает риск пористости. Это, в свою очередь, приводит к выкрашиванию и ухудшению качества обработки, а также к ухудшению качества сварки.
Материал Plansee в продольном сечении (слева) и в поперечном сечении (справа)
Эталонный материал в продольном сечении (слева) и в поперечном сечении (справа)
100-процентная технология соединения залитого электрода
Чем лучше соединение между электродной вставкой из вольфрама (W, WL10, WL20) или молибдена (Mo или TZM) и стержнем электрода из меди (Cu) или медь-хром-цирконий (CuCrZr), тем лучше и воспроизводимее результаты сварки и тем дольше срок службы.
Почему это так? Благодаря нашей специальной технологии производства мы можем добиться 100-процентного соединения между электродной вставкой и стержнем электрода. Это приводит к чрезвычайно низкому электрическому контактному сопротивлению между вставкой и стержнем, что обеспечивает исключительно хорошую электропроводность и, в свою очередь, высокую теплопроводность, что обеспечивает высокоэффективное охлаждение наконечника электрода.
Электроды (электроды-вкладыши), изготовленные методом пайки, напротив, содержат полости в результате используемого метода изготовления. Поскольку эти полости не всегда имеют однородный характер, контактное сопротивление электродов, изготовленных таким образом, различно, а их охлаждающая способность непостоянна, что приводит к сокращению срока службы.
Кроме того, наша технология соединения помогает обеспечить устойчивое производство с низким уровнем потребления ресурсов: опыт показывает, что наши клиенты могут значительно снизить токи благодаря оптимальному соединению, тем самым снижая потребление энергии.
Это положительно скажется на вашем экологическом следе!Ниже, для сравнения, поперечный разрез припаянной электродной вставки (слева) и поперечный разрез наших залитых электродов (справа):
Здесь полости на стыке между основанием электрода и стержень (слева) хорошо видны. Сравните это с безупречным соединением литого электрода (справа):
Еще одним преимуществом наших литейных электродов является их более высокая прочность на изгиб. Как ясно показано на следующем рисунке, безупречное соединение отлитого электрода приводит к гораздо более стабильному изгибу, а также к большей жесткости благодаря его конструкции по сравнению с припаянным электродом того типа, который обычно встречается на рынке.
На приведенной выше диаграмме «сила изгибающей нагрузки» сравнивается изгиб отлитых и припаянных вставных электродов. Для испытания вставной электрод был зажат горизонтально в держателе (длина зажима такая же, как при реальном использовании) и прижат вертикальной силой к кончику электрода.
Сравнительный тест ясно показывает, что электрод, залитый обратным литьем, может подвергаться гораздо более высоким нагрузкам.Пайка по сравнению с обратным литьем.
Определен победитель точечной сварки!Краткий обзор преимуществ наших залитых электродов:
- Надежное соединение электрода с материалом стержня
- Постоянный уровень сопротивления
- Стабильная теплопроводность
- Снижение энергопотребления
- Воспроизводимое качество электрода
- Стабильность процесса в практическом применении
Ваши преимущества — более длительный срок службы и одинаковые параметры сварки.
Обработка электродов в соответствии с вашими требованиями
Мы предлагаем вам лучшее качество по экономичной цене благодаря нашему многолетнему производственному опыту. У нас есть подходящее производственное оборудование для удовлетворения ваших особых требований.
Просто отправьте нам свой чертеж, и мы изготовим электрод в точном соответствии с вашими спецификациями. Мы стремимся к скорости. Чтобы выполнить это обязательство, мы производим сплошные электроды из стандартных запасов различных размеров.
Рекомендации по сварке:
В зависимости от материала соединения мы рекомендуем следующий материал электрода из нашего ассортимента:СОЕДИНИТЕЛЬНЫЙ МАТЕРИАЛ МАТЕРИАЛ ЭЛЕКТРОДА Сталь без покрытия CuCrZr / Вт Нержавеющая сталь CuCrZr / WCu Сталь с покрытием CuCrZr / Mo / W / WCu Чистая медь Пн / Вт / ВтCu Латунь (CuZn / оловянная бронза CuSn) CuCrZr / Mo / W / WCu Прочие медные сплавы CuCrZr / Mo / W / WCu Cu + сплавы с медным покрытием Пн / Вт / ВтCu Прочие цветные металлы (например, Al, Mg, Ni, Ti) CuCrZr / Mo / W / WCu Благородные металлы (например, Ag, Au, Pt) CuCrZr / Mo / W / WCu Тугоплавкие металлы (например, Mo, Ta, Cr) Вт * Mo, в основном TZM / W, в основном WL10 / WCu, в основном W80Cu20
 Эта мелкая однородная зернистая структура позволяет нам добиться особенно высокой плотности по всему поперечному сечению с хорошей твердостью.
Эта мелкая однородная зернистая структура позволяет нам добиться особенно высокой плотности по всему поперечному сечению с хорошей твердостью.
 Это положительно скажется на вашем экологическом следе!
Это положительно скажется на вашем экологическом следе!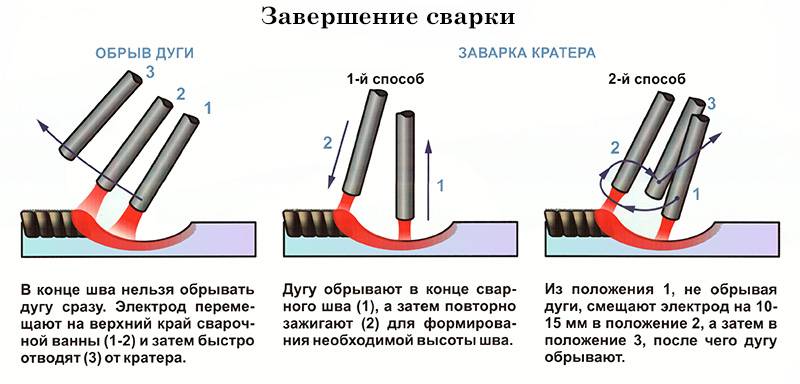 Сравнительный тест ясно показывает, что электрод, залитый обратным литьем, может подвергаться гораздо более высоким нагрузкам.
Сравнительный тест ясно показывает, что электрод, залитый обратным литьем, может подвергаться гораздо более высоким нагрузкам.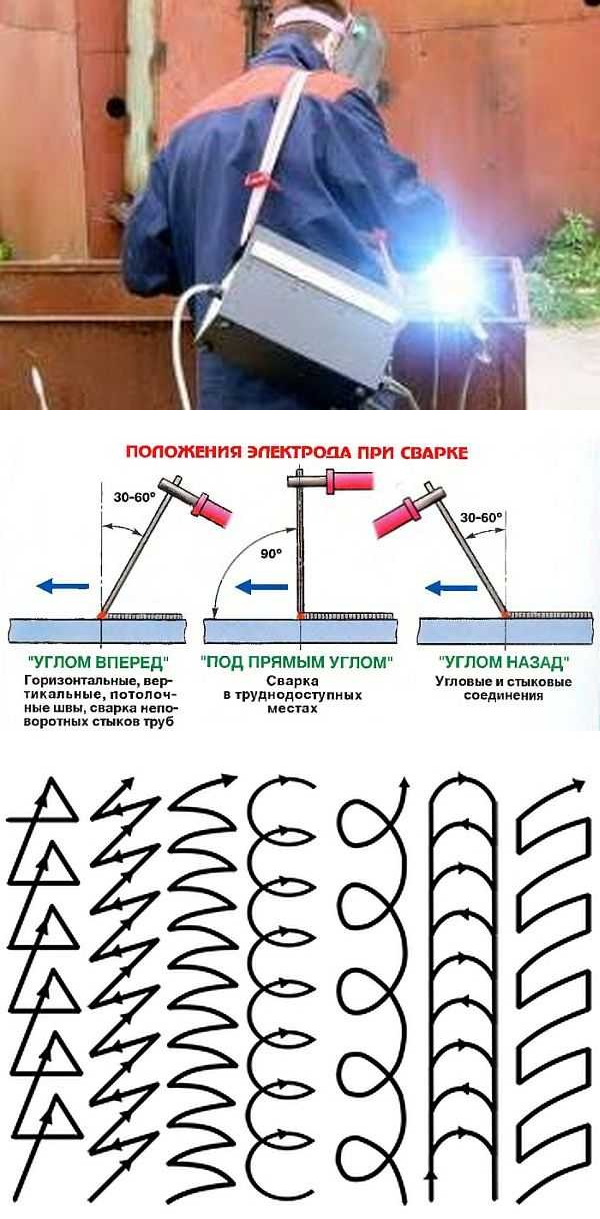 Просто отправьте нам свой чертеж, и мы изготовим электрод в точном соответствии с вашими спецификациями.
Просто отправьте нам свой чертеж, и мы изготовим электрод в точном соответствии с вашими спецификациями. Электроды Plansee — преимущества при заказе:
- Короткие сроки поставки благодаря 100- процент собственного производства
- Высокий стандарт качества и воспроизводимое качество
- Решения и требования заказчика выполнены
- Полная прослеживаемость, включая бесконфликтные материалы и продукты
- Также возможны годовые контракты с определенными запасами из резервного фонда
Увеличенный срок службы. Узнайте сами всего за 90 секунд, почему наши литые вставные электроды служат так долго.
Узнайте сами всего за 90 секунд, почему наши литые вставные электроды служат так долго.
Точечная сварка соединяет две электропроводящие металлические детали с использованием тепла, выделяющегося в результате электрического сопротивления при пропускании через них электрического тока. Два электрода прижимают металлические листы друг к другу и преобразуют сварочный ток в тепло на контактных поверхностях. Через место сварки пропускается большой ток. В этот момент металл плавится, образуя сварное соединение. Преимущество точечной сварки заключается в том, что на месте можно сконцентрировать большое количество энергии за очень короткое время. Таким образом, остальная часть листа не подвергается чрезмерному нагреву. Обычно толщина листа здесь составляет от 0,5 до 3 мм.
Электроды WCu для рельефной сварки
Мы поставляем 100% пропитанную вольфрамовую медь, состоящую из 75% вольфрама и 25% меди, для вашего процесса рельефной сварки в соответствии со стандартом RWMA Американского общества сварщиков (AWS).
Этот композит сочетает в себе лучшее из обоих материалов: прочность вольфрама и превосходную тепло- и электропроводность меди.
Вы можете положиться на наше качество. Свойства материала наших электродов из WCu всегда остаются неизменными. Однородная структура материала означает, что он очень легко обрабатывается.
Выступающая сварка — это разновидность точечной сварки. В этом процессе сварка выполняется на приподнятых участках (выступах) одного или обоих соединяемых компонентов. Тепло выделяется так же, как и при точечной сварке, за исключением того, что оно возникает преимущественно в области выступов. Выступающая сварка позволяет уменьшить расстояние между сварными швами. «Проекции» также можно использовать для позиционирования. Выступающая сварка обычно используется для приваривания заклепок, гаек и других винтов к металлическим пластинам.
Вольфрамовые электроды для сварки термодами
Мы производим наши вольфрамовые электроды для сварки термодами в соответствии с вашими спецификациями, чтобы удовлетворить ваши потребности.