Как варить инверторной сваркой?
Главная » Сварка » Виды Сварки
Виды Сварки
Автор admin На чтение 4 мин. Просмотров 653 Опубликовано
Как варить инверторной сваркой? Ответ на этот вопрос ищут тысячи свежеиспеченных владельцев инверторных аппаратов, желающих разобраться с функциональностью своего приобретения. И если вы относитесь к этой группе, то вам следует остановиться. Вы уже все нашли. Далее по тексту мы ознакомим вас с технологией сварки металлоконструкций с помощью инверторных сварочных аппаратов.
Содержание
- Почему инвертор — преимущества инверторного сварочного аппарата
- Как правильно варить инверторной сваркой -обзор процесса
- Подведем итоги
Почему инвертор — преимущества инверторного сварочного аппарата
Новое поколение аппаратов — сварочные инверторы – сумели, за очень короткое время, завоевать популярность и в среде любителей, занятых бытовой сваркой, и в сообществе профессионалов, использующих сварку в производственных процессах.
Причем популярность подобной техники объясняется не модой на технологические новинки, а вполне ощутимыми достоинствами инверторов, среди которых можно выделить следующие качества:
Словом, причины перейти на инверторную сварку имеются даже у профессионала. А любители или начинающие сварщики попросту не имеют иных разумных альтернатив процессу инверторной сварки.
Как правильно варить инверторной сваркой -обзор процесса
Инверторная сварка, как и любой другой технологический процесс, начинается с подготовки рабочего места и самого рабочего (сварщика).
Рабочее место следует очистить от пыли и мусора, удалить со сварочного стола (если таковой имеется) лишние заготовки и смести металлическую стружку.
Причем категорически не рекомендуется переносить «рабочее место» под дождь и на мороз. Сварщик должен защитить себя робой, маской и респиратором.
Закончив предварительную подготовку рабочего места можно заняться свариваемыми заготовками. Стыкуемые детали сваривают без предварительной обработки, но если толщина заготовки превышает 4 миллиметра, то на торцах заготовок нужно напилить (нарезать) фаску (под углом 60-70 градусов).
Стыкуемые детали сваривают без предварительной обработки, но если толщина заготовки превышает 4 миллиметра, то на торцах заготовок нужно напилить (нарезать) фаску (под углом 60-70 градусов).
Завершив подготовку деталей можно приступать к самой сварке.
Причем варить металл инверторной сваркой нужно по следующим правилам:
- Установите аппарат, расположив его на полуметровом удалении от стен или крупногабаритных деталей интерьера вашего рабочего места.
- Заземлите аппарат.
- Подберите электроды (исходя из ширины шва и типа свариваемого металла). Затем укажите на панели управления работой инвертора нужную силу тока и прочие характеристики, выбираемые в соответствии с типом электродов.
- Закрепите стыкуемые детали на сварочном столе (или где-то еще), обездвижив стыкуемую конструкцию.
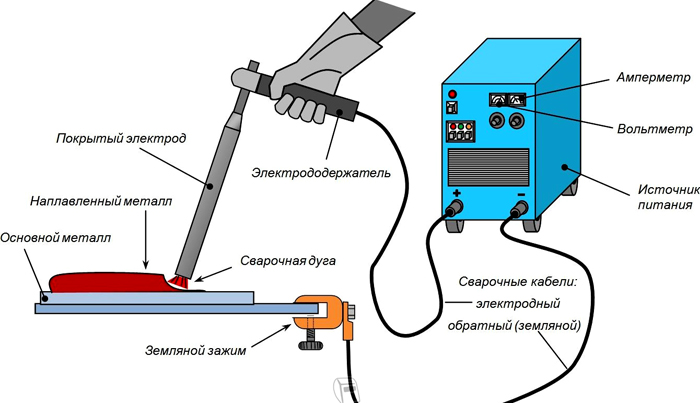
- Набросьте на металлическую столешницу рабочего стола зажим анода (или катода) и вставьте в держак (катод или анод) электрод.
- «Зажгите» сварочную дугу, «чиркнув» по детали электродом.
 И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва.
И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва. - Завершив сварку, оббейте с поверхности шва слой отвердевшего флюса. И зачистите шов металлической щеткой или болгаркой.
 И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва.
И, удалив на 1-1,5 сантиметра от поверхности шва конец электрода, начинайте проплавлять металл деталей, заполняя шов расплавленным металлом электрода, который стоит держать под углом 75 градусов к плоскости шва.Подведем итоги
Как видите: процесс сварки не отличается сложностью. Вам не придется беспокоиться о «взрывоопасном» характере кислородно-ацетиленовой смеси или переживать за каждый случай «налипания» электрода на деталь. И даже силу тока можно отрегулировать прямо в процессе сварки, повернув в нужную сторону ручку регулятора на инверторе.
При этом качество шва будет вполне на уровне результатов работы дуговых или газовых аппаратов. Именно поэтому такая технология формирования неразъемных соединений пользуется вполне заслуженной популярностью.
советы для новичка по правильной сварке проволокой
Содержание:
- Разные виды полуавтоматической сварки
- Как настроить сварочный аппарат для полуавтоматической сварки
- Как правильно варить
- Несколько слов о выборе полуавтомата для сварки
Сварка полуавтоматом – один из самых известных и популярных методов соединения деталей. Технология несложная даже для новичка, главное – выбрать правильный расходный материал и придерживаться инструкций во время настройки и использования сварочного полуавтомата. Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Технология несложная даже для новичка, главное – выбрать правильный расходный материал и придерживаться инструкций во время настройки и использования сварочного полуавтомата. Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Сваривание металла полуавтоматом намного облегчает работу оператора, проволока подается в автоматическом режиме, мастер выполняет остальные процессы.
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки существуют? Читайте в нашей статье.
Что нужно для сварки полуавтоматом, какие существуют техники
Сварка полуавтоматом выполняется за счет газа и проволоки из меди, алюминия, толщина которой зависит от типа металла.
Существует три основных вида сварки с использованием полуавтомата. Классифицируются они согласно использованию расходного материала:
- в среде инертного газа;
- за счет защитного газа;
- пользуясь порошковой проволокой.

Сварка полуавтоматом в среде инертного газа – сварка MIG/MAG, которая выполняется металлической проволокой. Скорость авто подачи проволоки нужно устанавливать в зависимости от силы тока. Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
В качестве защитного газа применяются углекислоты, смесь аргона с гелием. Принцип работы полуавтомата для сварки довольно простой: проволока подается с определенной скоростью, в это же время в само устройство через специальное углубление (сопло) поступает газ. За счет углекислого газа можно с легкостью обработать тонкий металл, толщина которого составляет не больше 0,5 мм, а также более толстый металл. Аргон с гелием используется для сварки толстого низколегированного металла, алюминия, отлично подойдет для сварки чугуна.
Самые популярные сварочные полуавтоматы
ТОП 5
Ваш промокод на скидку
Для прочности сварочных швов необходимо правильно подбирать проволоку. Можно воспользоваться порошковой проволокой, которая применяется для всех типов металлов. К тому же, при использовании порошковой проволоки нет необходимости применять защитную газовую среду. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Можно воспользоваться порошковой проволокой, которая применяется для всех типов металлов. К тому же, при использовании порошковой проволоки нет необходимости применять защитную газовую среду. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Техника дуговой сварки выполняется в среде газа аргона. Газовое давление нужно регулировать с помощью редуктора, чтобы оно не было слишком большим, и хорошо защищало сварочную ванну. Очень часто, когда давление газа очень высокое, может возникнуть подсос воздуха, из-за чего качественный сварочный шов не получится, и вся работа пойдет насмарку, придется начинать все сначала. Мастеру в этом случае нужно обезопасить себя от брызг, защитить механизмы сварочного аппарата, удалить грязь с поверхности.
Если планируется сварка защитным газом, можно купить баллон качественной газовой смеси в специализированном магазине. Выполнять сварку полуавтоматом можно и без использования какого-либо газа, инертного или защитного. Процесс выполняется с помощью флюсовой проволоки. Устройство составляется из труб, содержащих флюс. Во время работы флюс сгорает, после сгорания флюс образовывает защитный газ.
Устройство составляется из труб, содержащих флюс. Во время работы флюс сгорает, после сгорания флюс образовывает защитный газ.
С помощью дуговой сварки, можно производить любой тип шва, в том числе сделать вертикальный шов. В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
Много советов и нюансов сварки полуавтоматом в статье: “Что такое полуавтоматическая сварка: виды, устройство и принцип работы”
Как настроить полуавтомат
Прежде, чем начать работу на сварочном полуавтомате, желательно пройти теорию обучения. Многие также спрашивают, как настроить аппарат для сварки металлов.
Настройка проходит в несколько этапов:
- Регулировка силы сварочного тока, и регулировка давления газа, расход которого зависит от толщины обрабатываемого металла. Сделать так, чтобы эти две величины соответствовали норме, очень просто – в инструкции к каждому устройству есть пункты, в которых указана вся необходимая информация. Стоит заметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе аппарата и низкому качеству шва.
- Настройка подачи проволоки. Она тоже зависит от силы тока и толщины свариваемого металла. Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
- Настройка силы и напряжения тока. Эти два параметра зависят от мощности аппарата.
- Выбор режимов для каждого типа металла. Выбирать режимы стоит на пробной заготовке, в случае необходимости откорректировать полярность, силу тока. Если аппарат настроен правильно, с учетом всех нюансов, получится устойчивая, сварочная дуга. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет начинающему мастеру в подготовке аппарата к работе.

Как варить сварочным полуавтоматом
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода, сварщик может приступать к работе.
Сначала нужно настроить держатель мундштука, наконечник которого должен находиться в зоне проведения сварки. Нажимая пусковую кнопку, нужно наконечником чиркнуть в месте, где будет проходить сварочный процесс. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Нажимая пусковую кнопку, нужно наконечником чиркнуть в месте, где будет проходить сварочный процесс. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Весь процесс, кроме подачи проволоки, выполняет сварщик, он должен тщательно следить за скоростью ведения наконечника, который должен находиться в правильном положении и при верном наклоне.
О преимуществах полуавтоматической сварки читайте в статье: “Что лучше выбрать: сварочный полуавтомат или инвертор”
Как выбрать полуавтомат
Прежде, чем приступить к выбору сварочного устройства, необходимо проверить параметры электросети, a затем уже выбирать аппарат, ориентируясь на силу тока. Также нужно определиться, для каких именно целей покупается аппарат, какие металлы нужно будет сварить.
Полезная информация о критериях выбора сварочного полуавтомата в статье: “Как выбрать сварочный полуавтомат для дома”
Помимо этого, можно посмотреть разные обучающие видео, которые помогут научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Поскольку в интернет-магазинах представлено великое множество полуавтоматов для сварки, то для правильного и быстрого выбора можно ориентироваться на топовые модели.
Лучшие аппараты для полуавтоматической сварки в статье: “Рейтинг сварочных полуавтоматов по надежности в Украине – ТОП 7 лучших моделей”
В представленный рейтинг вошли сварочные полуавтоматы от самых надежных производителей. Эти аппараты успешно проявили себя в работе и поэтому продаются лучше всех. Они получили положительные отзывы пользователей, поскольку отличаются надежностью и практичностью.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Сварка и машины для электродов E6010
Успех сварки зависит от наличия правильных инструментов и умения ими пользоваться. Для сварки труб, сварки вне рабочего места и сварки в полевых условиях с грязным или ржавым металлом это означает использование электродов E6010 SMAW (стержневых) и источников сварочного тока, специально предназначенных для работы с этим электродом.
Стержневые электроды приобретают разные характеристики, поскольку состав покрытия зависит от типа электрода. В соответствии с разделом II ASME, часть D (параграф A7.1), «покрытия [на электроде E6010] содержат большое количество целлюлозы, обычно превышающее 30% по весу. Другие материалы, обычно используемые в покрытии, включают диоксид титана, металлические раскислители, такие как ферромарганец, различные типы силикатов магния или алюминия и жидкий силикат натрия в качестве связующего».
Из-за состава покрытия электроды E6010 обычно называют «целлюлозными» или «высокоцеллюлозными натриевыми». Эти электроды обладают следующими характеристиками:
- Глубоко проникающая, мощная дуга распылительного типа, которая помогает оператору добиться хорошей врезки с обеих сторон шва при корневом проходе.
- Эти «копающие» характеристики также делают электроды E6010 хорошим выбором для ремонтных работ в полевых условиях, поскольку копающая дуга может прожечь ржавчину, грязь и краску (тем не менее, ничто не заменит хорошую подготовку к сварке).
- Сварочная ванна хорошо смачивается, но быстро остывает. Это свойство «быстрого застывания» делает электроды E6010 особенно подходящими для сварки над головой. Операторам нравятся электроды E6010, потому что расплавленный металл остается в соединении и не падает на них так сильно, как на другие всепозиционные электроды.
- Тонкий слой шлака, который легко удаляется, упрощает очистку и подготовку к следующему проходу сварки.
- Плоская поверхность сварного шва с крупными неравномерно расположенными волнами.

В совокупности эти характеристики определяют, почему электроды E6010 предназначены для сварки труб, а также для таких применений, как строительство в полевых условиях, верфи, водонапорные башни, сосуды под давлением, напорные трубы, стальное литье и стальные резервуары для хранения.
Подготовка шва
Во многих случаях применения электродов E6010 требуется 100-процентное проплавление. В случае ответственных сварных швов 100 процентов соединений будут подвергаться ультразвуковому контролю и другим видам контроля.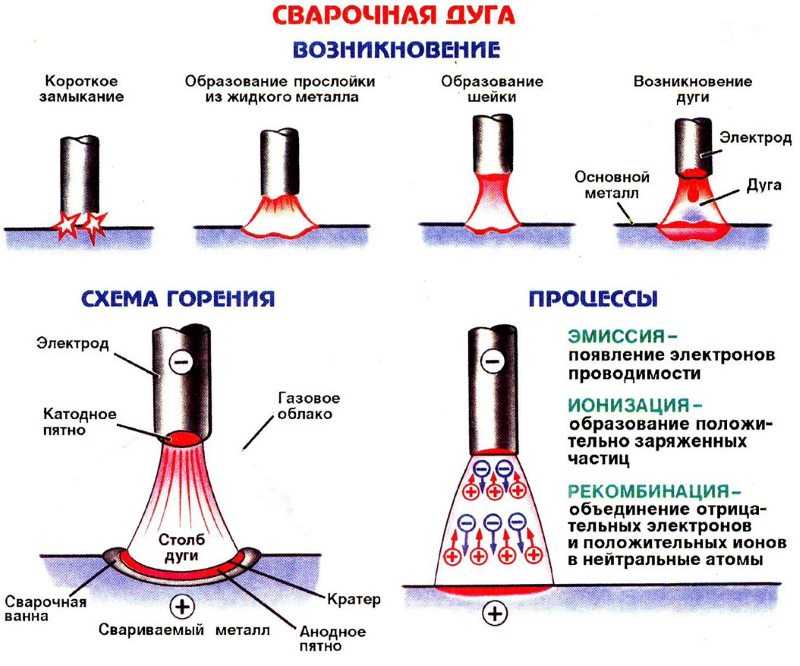
- Снятие фаски с кромок трубы или листа; типичный скос составляет 37,5 градусов для трубы и 22,5 градуса для листа.
- Оставляя небольшую площадку «шириной никеля» (примерно от 3/32 до 1/8 дюйма). Площадка — это нескошенная часть металла на краю соединения. Здесь металл должен быть толще, чтобы выдерживать тепло сварки; в противном случае сила дуги «пробьет» соединение.
- Создание зазора примерно от 3/32 до 1/8 дюйма (или в соответствии со спецификацией). Чтобы обеспечить равномерный зазор, старый трюк сварщика труб состоит в том, чтобы согнуть отрезок наполнителя TIG диаметром 3/32 или 1/8 дюйма в U-образную форму и вставить его между секциями при прихватке.
И, говоря о прихватке, сделайте прихваточные швы длиной около 1 дюйма, затем с помощью шлифовальной машинки сузьте или «зачистите» каждый конец прихватки.
Взмах и пауза
Электроды E6010 требуют трех особых манипуляций. Для начала помните, что напряжение пропорционально расстоянию. Длинная дуга увеличивает напряжение (и текучесть ванны), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над ванной. Из-за своих характеристик ведущей дуги электроды E6010 требуют тугой дуги. Инструкторы иногда советуют учащимся полностью вставить электрод в зазор («Вы держите длинную дугу. Вставьте ее туда!»).
Вторая и третья техники, известные как «хлыст и пауза» и «чтение замочной скважины», должны работать в гармонии. Вместо того, чтобы перетаскивать электрод с постоянной скоростью и углом или раскачивать его из стороны в сторону, операторы «хлестят» электрод вперед на долю дюйма (возможно, от 3/32 до 1/4 дюйма) и сразу же возвращают его примерно на 1/8 дюйма. дюйма и «пауза» на долю секунды, чтобы создать сварочную ванну.
дюйма и «пауза» на долю секунды, чтобы создать сварочную ванну.
Некоторые эксперты описывают движение кнутом и паузой как два шага вперед, один шаг назад; расстояние каждого шага примерно равно диаметру электрода. Обратите внимание, что некоторые операторы на самом деле не делают паузу. Скорее, они медленно продвигаются вперед примерно на диаметр электрода, прежде чем снова взбить.
Взбивание электрода позволяет достичь нескольких целей. Во-первых, это дает луже возможность остыть, а также предоставляет операторам возможность манипулировать лужей с высокой степенью контроля. Во-вторых, он вытягивает расплавленный металл вперед, когда оператор перемещает вперед электрод. В-третьих, когда дуга соприкасается с новым металлом, она проникает в стороны соединения и открывает замочную скважину.
Считывание замочной скважины
При сварке открытого корневого шва и использовании метода взмаха и паузы операторы заметят, что «замочная скважина» открывается, когда они выдвигают стержень вперед (она называется замочной скважиной, потому что выглядит как отверстие на старинный замок). Хорошие операторы сварки могут прочитать замочную скважину и использовать ее для оценки подводимого тепла. Кроме того, они регулируют технику взмаха и паузы, а также скорость движения, чтобы контролировать размер замочной скважины.
Хорошие операторы сварки могут прочитать замочную скважину и использовать ее для оценки подводимого тепла. Кроме того, они регулируют технику взмаха и паузы, а также скорость движения, чтобы контролировать размер замочной скважины.
Если замочная скважина станет слишком большой, дуга может продуть соединение. Чтобы «сохранить» сварной шов без разрыва дуги, решения включают в себя увеличение скорости перемещения, удержание максимально возможной дуги и создание небольшого овала, чтобы направить тепло на скос. Если это не помогло, остановите сварку и уменьшите силу тока.
Правильный сварщик
Электроды E6010 требуют большего напряжения, чем другие электроды. Кроме того, когда оператор взмахивает электродом, длина дуги изменяется, и источник сварочного тока должен поддерживать дугу на месте.
Из-за этих двух проблем источники питания, пригодные для работы с электродами E6010, имеют две общие характеристики. Во-первых, они имеют высокое напряжение холостого хода (OCV), то есть напряжение на электроде до зажигания дуги (например, при отсутствии тока). Частая аналогия заключается в том, что OCV — и помните, что напряжение обеспечивает электрическое давление — похож на садовый шланг с включенной водой и до открытия сопла. Источник питания, который обеспечивает хорошее электрическое напряжение, обеспечивает лучший запуск дуги.
Частая аналогия заключается в том, что OCV — и помните, что напряжение обеспечивает электрическое давление — похож на садовый шланг с включенной водой и до открытия сопла. Источник питания, который обеспечивает хорошее электрическое напряжение, обеспечивает лучший запуск дуги.
Во-вторых, хорошие сварочные аппараты E6010 имеют большой индуктор. Катушка индуктивности сопротивляется изменению электрического тока, проходящего через нее. Говорят, что они «удерживают мощность» или действуют как «запас мощности», чтобы поддерживать установленную дугу, когда оператор манипулирует электродом. В обычных источниках питания и сварочных генераторах используются большие магниты, такие как медная проволока, намотанная на ферритовый сердечник. Источники питания на основе инвертора используют электронику и гораздо меньшие магниты для минимизации общего веса.
Обратите внимание, что инверторы должны быть специально разработаны для сварки электродом E6010. Добавление необходимых электронных компонентов и написание алгоритмов, обеспечивающих хорошие характеристики дуги, увеличивает стоимость установки. Большинство небольших многопроцессорных инверторов, предназначенных для домашних сварщиков, просто не имеют этих компонентов (а целевая аудитория не имеет навыков работы с электродами E6010, даже если они и есть).
Большинство небольших многопроцессорных инверторов, предназначенных для домашних сварщиков, просто не имеют этих компонентов (а целевая аудитория не имеет навыков работы с электродами E6010, даже если они и есть).
В других случаях, как и в случае с ESAB Rebel, производитель специально разработал его для работы с E6010. При подключении к 230 В переменного тока он обеспечивает 92,8 В постоянного тока OCV. Подключенный к 120 В переменного тока, он обеспечивает 77,6 В постоянного тока OCV. При сварке номинальная выходная мощность стержня составляет 110 А/24,5 В при 20-процентном рабочем цикле при 120 В переменного тока и 160 А/26,5 В при 20-процентном рабочем цикле при 230 В переменного тока.
В результате хорошего OCV и схемы, разработанной для электродов E6010, Rebel обеспечивает механических подрядчиков, сварщиков труб и других специалистов типом контроля дуги, который они обычно ассоциируют с полноценным промышленным устройством — в 40-фунтовом. упаковка. Учитывая, что большинство сварщиков используют электрод E6010 диаметром 1/8 дюйма при силе тока от 70 до 100 ампер (постоянный ток EN или EP), Rebel представляет собой настоящее портативное решение для сварки E6010.
В дополнение к традиционному использованию в трубах и котлах способность дуги E6010 пробивать ржавчину и краску делает этот электрод подходящим выбором для ремонта в полевых условиях.
Большинство инверторов профессионального уровня также обеспечивают регулируемый горячий пуск и регулируемую регулировку форсирования дуги, чтобы адаптировать характеристики дуги к конкретным электродам. Горячий старт увеличивает ток выше установленного значения на несколько миллисекунд, чтобы помочь установить дугу. Поскольку электроды E6010 «легко зажигаются» (особенно по сравнению с электродами E7018), они не нуждаются в значительной помощи при горячем старте; поэкспериментируйте со значениями от 0 до 15 процентов. Регулятор силы дуги увеличивает силу тока, когда напряжение падает ниже определенного порога, что позволяет операторам вводить электрод в соединение без прилипания электрода. Электроды E6010 благодаря своей ведущей дуге не нуждаются в особом дополнительном контроле силы дуги; поэкспериментируйте со значениями от 10 до 30 процентов.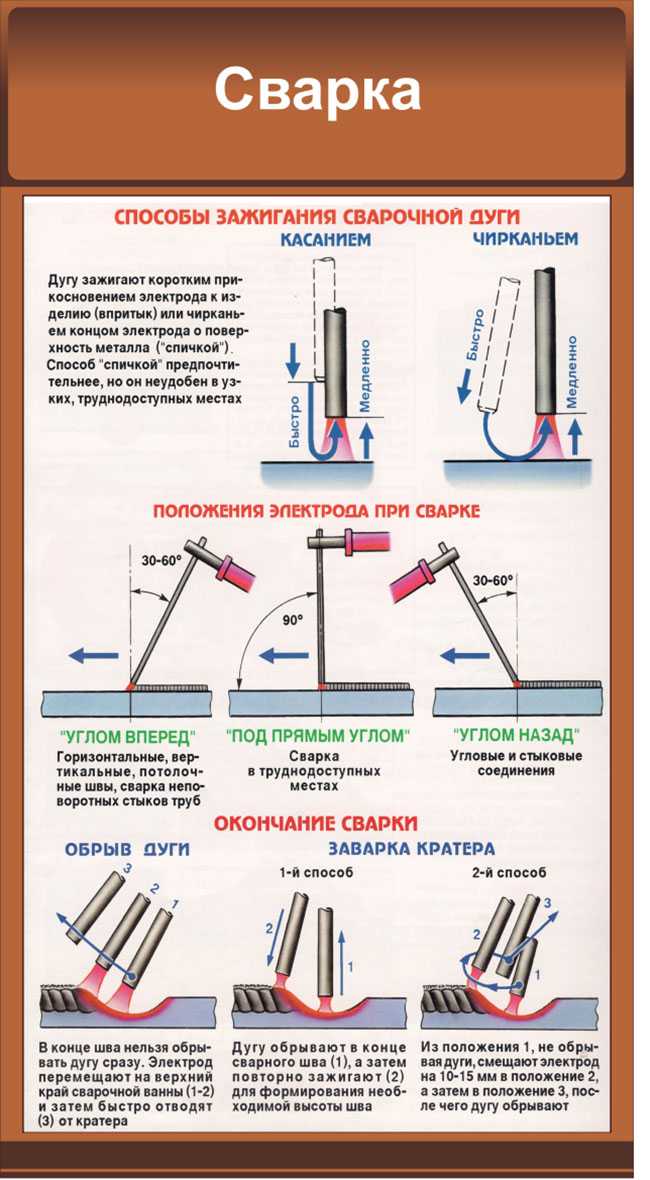
Любой, кто начинает читать о электродной сварке, вскоре узнает, что профессионалы в области сварки электродами труб, сосудов под давлением и других важных компонентов не имеют себе равных, когда дело доходит до навыков сварки. Одним из навыков, которые отличают их от других, является их способность многократно выполнять сварные швы «рентгеновского качества» с электродом E6010. Чтобы перейти от ученика к подмастерью, сварщики тратят тысячи часов практики на промышленном оборудовании. Благодаря достижениям в области легких инверторов у этих профессионалов теперь есть еще один инструмент, который упрощает работу, когда важна портативность. Кроме того, эти инверторы отвечают потребностям профессионалов, которым нужен домашний сварочный аппарат, работающий как их рабочая система. И хотя средний человек дома не будет на практике запускать тысячи стрингеров, по крайней мере, есть устройство, которое позволяет ему пользоваться преимуществами электродов E6010.
ESAB
MMA-180, сварочный аппарат с инвертором постоянного тока, 180 А, сварочный аппарат с двойным напряжением 110 и 230 В – Amico Electric
MMA-180, сварочный аппарат с инвертором постоянного тока, 180 А Перейти к содержаниюРаспродажа!
169,00 $
MMA-180 представляет собой выпрямитель, использующий самую передовую инверторную технологию. Источник сварочного тока может обеспечить более сильную, более концентрированную и более стабильную дугу. Когда палка и заготовка становятся короткими, ее реакция будет быстрее. это означает, что легче спроектировать сварочный аппарат с различными динамическими характеристиками, и его даже можно отрегулировать по специальности, чтобы сделать дугу мягче или жестче.
Источник сварочного тока может обеспечить более сильную, более концентрированную и более стабильную дугу. Когда палка и заготовка становятся короткими, ее реакция будет быстрее. это означает, что легче спроектировать сварочный аппарат с различными динамическими характеристиками, и его даже можно отрегулировать по специальности, чтобы сделать дугу мягче или жестче.
MMA-180, 180 Amp Stick ARC DC инверторный сварочный аппарат, 110 В и 230 В сварочный аппарат с двойным напряжением количество
Добавить в список желаний
Сравнить
Артикул: ММА-180 Категория: Ручной сварочный аппарат
- Описание
- Дополнительная информация
- Отзывы (0)
Описание
Особенности:
- MMA-180 специально разработан для сварки целлюлозных электродов сварочный аппарат, очень прост в использовании всех электродов, с функцией регулировки усилия.
- Простота запуска и улучшения, простота в эксплуатации, светодиодный дисплей силы тока.

- Усовершенствованная инверторная технология IGBT, превосходная стабильность дуги, горячий пуск, защита от заедания, регулировка усилия, плавный контроль силы тока, совместимость со всеми генераторами.
- Автоматическая компенсация колебаний напряжения, защита от перенапряжения, защита от пониженного напряжения, защита от перегрузки по току, защита от перегрузки.
- Автоматический контроль температуры вентилятора. Интеллектуальное управление вентилятором срабатывает, когда начинается сварка, для охлаждения компонентов и снижения содержания загрязняющих веществ в воздухе, проходящих через источник питания.
- Легкость и прочность компонентов делают этот надежный рабочий инструмент для профессионального или личного использования.
- Это оптимизировано для обеспечения безупречного сварного шва, что практически исключает брызги и очистку после сварки.
- Двойной вход напряжения 110 В/230 В. Все машины протестированы в США и имеют годовую гарантию.

Технические характеристики:
- Модель: MMA-180
- Номинальное входное напряжение: 110 В и 230 В переменного тока
- Частота: 60 Гц/50 Гц
- Номинальная входная мощность: 230 В/9,5 кВА/41 А и 110 В/5,6 кВА/51 А
- Диапазон тока: 230 В/15–180 А и 115 В/15–140 А
- Принудительный ток: 0–50 А и 0–10 А
- Номинальный рабочий цикл: 180 А при 60 % и 153 А при 100 %
- Номинальное напряжение холостого хода постоянного тока: 75-Voltage
- Используемый электрод: 230 В/1/16” – 5/32” и 115 В/1/16” – 1/8”
- Коэффициент мощности: 0,93
- Размеры: 13,5 х 6,5 х 11 дюймов
- Масса нетто: 18,9 фунта.
- Размер упаковки: 16,5 x 9,5 x 13 дюймов
- Вес упаковки: 26 фунтов.
Упаковочный лист:
- Ручной сварочный аппарат MMA-180.