Сварка тонкого металла электродом: ошибки, советы, правила
Сварка Пайка | Сварка 0 Комментариев
Содержание:
Сварка тонкого металла электродом: ошибки, советы, правилаВарить тонкий металл проще всего при помощи аргонодуговой сварки. Таким образом, получится создать узкий и красивый сварной шов с минимальным тепловложением.
Однако у большинства мастеров нет под рукой полуавтомата. Многие прекрасно обходятся и обычным РДС инвертором, тем более, если нужно варить чисто «для себя» и несколько раз в год.
Именно при сварке тонкого металла инвертором и возникают ошибки чаще всего. Чтобы добиться красивого шва на тонкостенной заготовке, важно понимать, что к чему, и действовать согласно технологии.
Когда нужно варить тонкий металл
В бытовых условиях тонкостенный металл варится чаще всего при изготовлении бака под летний душ. Нередко к сварке электродом прибегают и автомобилисты, когда нужно подварить пороги автомобиля.
Также часто приходится варить тонкостенную профильную трубу, толщина которой едва превышает 2 мм. Именно в таких случаях и возникают определенные проблемы, прожоги и деформации, в результате которых значительно страдает качество шва.
Сложности при сварке тонкого металла
Сразу нужно оговориться и сказать, что тонкий металл — это такой металл, толщина которого от 0,8 до 1,5 мм. Варить металл толщиной менее 0,8 мм обычным электродом нереально.
Однако и с более толстым металлом возникают не менее распространенные проблемы:
- Наплывы — они образуются в результате того, что заготовка начинает проваливаться под собственным весом;
- Прожоги — не менее распространенный дефект, который приводит к появлению дыр в заготовке. В результате этого серьёзно страдает внешний вид изделия;
- Непровары — боясь получить прожог, неопытные сварщики используют слишком малый ток для сварки или чрезмерно быстро перемещают электрод вдоль шва. В результате этого наплавленный металл не успевает смешиваться с основным, что и приводит к возникновению непроваров;
- Деформация заготовок — происходит вследствие перегрева основного металла.

Таким образом, зная все вышеперечисленные ошибки при сварке тонкого металла, можно попытаться не допустить их в дальнейшем.
Как варить тонкий металл электродом
Для сварки тонкого металла важно использовать только подходящие электроды. Лучшим вариантом станут электроды диаметром 2-2,5 мм. Такими электродами можно легко сварить металл, толщина которого 1 мм. Если толщина металла значительно меньше, то рекомендуется применять электроды диаметром 1,6 мм.
Не менее важно и правильно подобрать сварочный ток для электродов. Если используются электроды 2-2,5 мм диаметром, то сила тока не должна превышать 35 Ампер. Для электродов 1,6 мм диаметром, сила тока должна быть в районе 10-20 Ампер.
Ниже приведены несколько главных правил, как варить тонкий металл электродом:
- Не перегревайте основной металл. Держите дугу строго по центру соединения, таким образом, получится избежать прожога по краям заготовки;
- Не задерживайте подолгу электрод над металлом. Данная ошибка приведёт к прожогу и деформации заготовки;
- Старайтесь держать конец электрода как можно ближе к металлу, чтобы всегда была короткая дуга, длиной до 3 мм;
- Держите электрод под углом в 30-45 градусов.
 Данная ошибка приведёт к прожогу и деформации заготовки;
Данная ошибка приведёт к прожогу и деформации заготовки;Кроме того, используйте сварку на обратной полярности, поскольку это позволит не прожигать тонкий металл. Чтобы значительно минимизировать деформацию металла, строго соблюдайте порядок провара сварных швов.
Как варить тонкий металл инвертором: методы и технологии сварки
Главная / Электроды
Назад
Время на чтение: 3 мин
0
1614
В своей профессиональной деятельности любой сварщик рано или поздно встретится с тонколистовым металлом. Это может быть любой металлический лист с толщиной до 2 мм.
Встречается он достаточно часто, например, из него изготавливаются профилированные трубы.
Работа такого типа не является самой сложной из сварочных работ, она не требует большой мощности аппарата и электродов большого диаметра, однако есть нюансы, которые необходимо учитывать, иначе сварной шов не получится качественным.
В этой статье мы расскажем об тонкостях работы с тонколистовыми металлами.
- Особенности сварки
- Виды дуговой сварки
- Электроды для сваривания
- Подготовка к сварке
- Инверторы
- Техника сварки
- Работа с оцинкованной сталью
- В заключение
Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже. Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.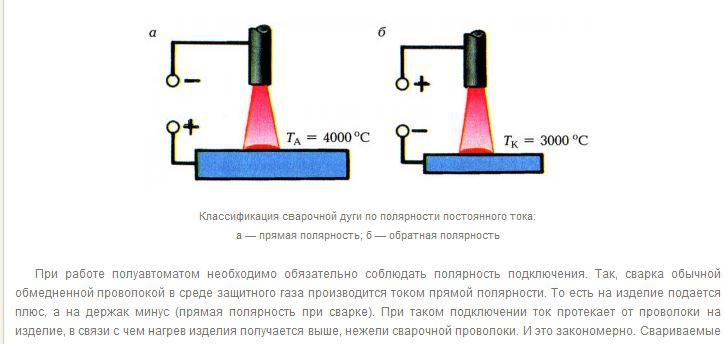
Прокаливание электродов
Обмазка электродов требует герметичности при хранении, однако это условие повсеместно не выполняется. Острые края стержней, как правило, нарушают герметичность полиэтиленовой упаковки уже при первой перекладке пачек. Таким образом, к моменту покупки электроды оказываются напитанными излишней атмосферной влагой.
В таком состоянии из-за опасности получения некачественного шва и возможности слишком сильного разбрызгивания металла сварку ими производить нельзя. Нужно высушить электроды. Производитель даёт чёткие рекомендации относительно параметров процесса, устанавливая время сушки и предельную температуру. Она обычно не превышает 260 ºС.
Чем варить тонкий металл. Способы сварки.

Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях. Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2. Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Обмазка электродов
Обмазка сердечника — это твёрдый состав, своеобразный флюс, предназначенный для защиты металла расплава от вредного воздействия кислорода, при попадании которого в жидкий металл образуются окислы, ухудшающие качество соединения.
Другая функция обмазки — термоизоляция расплава для задержки времени затвердевания (чтобы из него успели выйти вредные газовые и неметаллические включения). В современных электродах используют несколько видов обмазки. Главными являются основная (в маркировке электродов обозначается буквой «Б») и рутиловая (буква «Р»).
В современных электродах используют несколько видов обмазки. Главными являются основная (в маркировке электродов обозначается буквой «Б») и рутиловая (буква «Р»).
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа. Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором? Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод.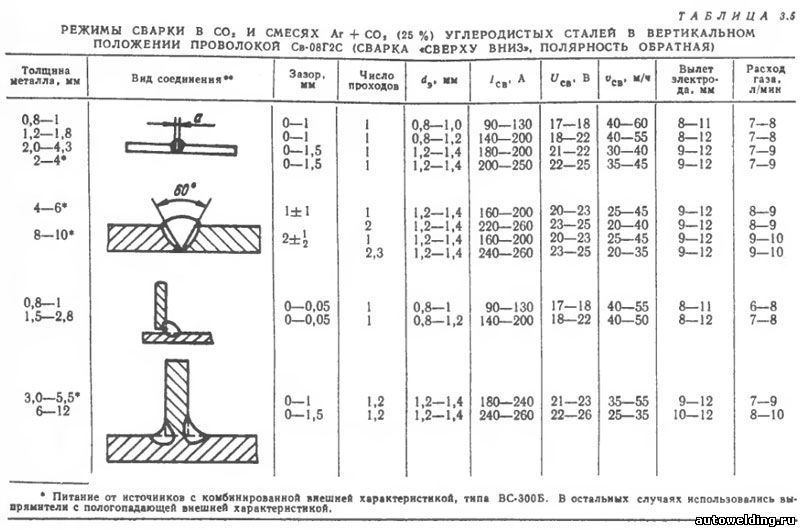 При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Как выбрать сварочные электроды
- Диаметр
. При выборе диаметра электродной продукции отталкиваться необходимо от толщины соединяемых элементов и возможностей сварочного аппарата. Наиболее популярной и универсальной считается тройка (3 мм). - Покрытие.
Нанесение покрытия преследует несколько целей. В первую очередь защищается стержень от коррозии. Но еще важнее становится образование в зоне сварки защитной атмосферы, которая предотвращает образование шлака. - По-разному ведут себя электроды при сварке грязных или ржавых поверхностей. Не все сварщики уделяют чистоте сопрягаемых кромок должное внимание. Поэтому им больше понравятся неприхотливые расходники, пусть даже цена у них будет немного выше.
- Марка электродов
. Основная масса электродной продукции хорошо сваривает низкоуглеродистые и низколегированные стали. А вот для работы с нержавейкой или легированными сортами следует отдать предпочтение специализированным расходникам. - Хранение
. Разные виды покрытий способны впитывать в определенных количествах влагу. Она негативно влияет на качество шва, проблемы появляются с розжигом дуги, некоторые электроды полностью становятся непригодными для сварки. Поэтому лучше найти место для пачки электродов в отапливаемом сухом помещении. - Производитель.
Еще недавно отечественные сварщики с восхищением говорили об импортной электродной продукции, которая была на голову выше отечественных аналогов. Сегодня наметилась тенденция к улучшению качества российских электродов, они мало в чем уступают зарубежным конкурентам.

В наш обзор попали 13 лучших сварочных электродов. При составлении рейтинга были учтены мнения экспертов и отзывы российских сварщиков.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.

Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Лучшие сварочные электроды с рутиловым покрытием
Большой популярностью в последние годы стали пользоваться рутиловые электроды. Их любят сварщики за быстрый розжиг, стойкость к влаге, возможность работы на постоянном и переменном токе. Вот несколько качественных моделей.
Quattro Elementi 772-166
Рейтинг: 4.9
В сфере металлообработки устойчивым спросом пользуются рутиловые электроды Quattro Elementi 772-166. Они предназначены для выполнения сварочных работ с низкоуглеродистыми и низколегированными марками сталей. Отменное качество шва достигнуто за счет уникального химического состава, даже кромки с грязью и коррозией соединяются без пор и раковин. Эксперты выделяют выдающиеся механические характеристики электродной продукции. Предел текучести достигает отметки 290 МПа, показатель ударной вязкости составляет 110 Дж/кв. см. Мощная и стабильная дуга упрощает работу сварщика.
К недостаткам итальянских электродов пользователи относят высокую себестоимость. Чтобы наплавить 1 кг металла, уходит до 1,7 кг рутилового материала.
Чтобы наплавить 1 кг металла, уходит до 1,7 кг рутилового материала.
Достоинства
- качественный шов;
- высокие технические параметры;
- не требуется зачистка кромки от ржавчины;
- мощная стабильная дуга.
Недостатки
- высокий расход.
Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.

Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали. Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т.е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.
Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу. Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Диаметр
Выбор диаметра электрода (сердечника) определяется толщиной свариваемых деталей и величиной максимального тока применяемого сварочного аппарата. Чем они выше, тем более толстыми могут быть соединяемые элементы.
Все три параметра находятся в зависимости друг от друга. Их значения указаны в специальных таблицах, которыми удобно пользоваться перед работой и закупкой электродов. Так, для деталей толщиной 3-4 мм нужно использовать электроды диаметром 3 мм с регулировкой рабочего тока в пределах 80-160 А.
Сварка листового металла: 5 доступных методов и 10 важных советов
Сварка — это процесс соединения металлических деталей. Это один из наиболее распространенных способов соединения металлических предметов, и существует множество различных видов сварки. Является ли сварка листового металла разновидностью сварки, используемой для изготовления металлических конструкций, трубопроводов и других элементов, таких как резервуары для хранения?
Это один из наиболее распространенных способов соединения металлических предметов, и существует множество различных видов сварки. Является ли сварка листового металла разновидностью сварки, используемой для изготовления металлических конструкций, трубопроводов и других элементов, таких как резервуары для хранения?
Искусство сварки листового металла представляет собой сложный процесс, включающий различные методы. Вы должны обладать соответствующими знаниями и навыками, чтобы получить наилучшие результаты в сварочных работах. Сварка листового металла — отличный способ сэкономить время на ваших проектах.
Эта статья будет включать методы и основные рекомендации, которые следует помнить при сварке тонких металлических листов для достижения наилучших результатов.
Что такое сварка листового металла?
Сварка листового металла является одним из основных процессов соединения металлов в обрабатывающей промышленности. Процесс обычно требует нагрева двух кусков листового металла до точки плавления, а затем использования горелки для их сварки.
Процесс сварки листового металла обычно используется в самолетах, автомобилях, грузовиках, бытовой технике, лодках, кораблях и другом промышленном оборудовании.
Доступные методы сварки листового металла
Теперь возникает большой вопрос: «Как сварить листовой металл». Есть много способов сделать это. Давайте узнаем различные типы методов сварки листового металла.
Сварка MIG
MTG или сварка металлов в среде инертного газа — это тип сварочного процесса с использованием электрической дуги для расплавления присадочного материала и соединения двух или более кусков металла вместе. MIG обычно используется для сварки тонких материалов, таких как листовой металл и трубы.
В качестве защитного газа используется смесь аргона и двуокиси углерода. Присадочный материал подается через сварочный пистолет, и расплавленный присадочный материал образует валик на конце соединения. Расходуемый механизм подачи проволоки подает присадочный материал.
Сварка ВИГ
Вольфрамат — это элемент, который встречается в природе в таких минералах, как вольфрамит и шеелит. Вольфрам не встречается в природе, его получают синтетическим путем. Он используется во многих отраслях промышленности, включая электронику, оптику и металлургию.
Вольфрам используется в дуговой сварке, потому что он обеспечивает высокую температуру плавления и низкое давление паров. Аргон и гелий обычно используются при сварке.
Наполнитель используется для усиления или наращивания швов. Вместо кислородно-ацетиленового пламени используется электрическая горелка.
Руки сварщика подают присадочную проволоку в ванну. Мягкий пуск и остановка нагрева позволяет производить сварку листового металла или сварку металла. Сварку в этом положении часто называют сваркой «вне положения». Вы можете найти различия между сваркой MIG и TIG в этой статье.
Плазменная дуговая сварка
Плазменная дуговая сварка расплавляет металлическую проволоку с помощью электрического тока.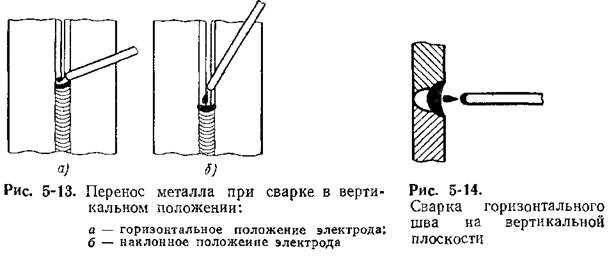 Затем через ванну расплава продувают газ, образуя плазму, которая создает сильную дугу.
Затем через ванну расплава продувают газ, образуя плазму, которая создает сильную дугу.
Эта дуга нагревает основной материал, расплавляя его и создавая сварной шов. Плазменно-дуговая сварка широко используется в судостроении, авиастроении и других отраслях промышленности.
В отличие от сварки TIG, она не требует присадочных материалов и обеспечивает высокое качество сварных швов. Он также требует меньшей мощности и работает на более высоких скоростях, чем сварка TIG. Этот тип сварки используется в различных отраслях промышленности, таких как строительство, ремонт в полевых условиях, производство, судостроение и нефтяная промышленность.
Сварка электродом
Дуговая сварка — это тип сварочного процесса, в котором используется электрический ток для расплавления металлической проволоки или стержня и их сплавления. Для дуговой сварки требуются два электрода: положительный электрод, называемый расходуемым электродом или присадочным материалом, и отрицательный электрод, называемый основным материалом. Третий электрод, известный как заземляющая или экранирующая пластина, обеспечивает путь для обратного тока электрического тока к источнику.
Третий электрод, известный как заземляющая или экранирующая пластина, обеспечивает путь для обратного тока электрического тока к источнику.
Обычно используется в судостроении, строительстве и производстве стали.
Электронно-лучевая и лазерная сварка
Электронно-лучевая сварка (ЭЛС), также называемая электронно-лучевой сваркой (ЭЛС), представляет собой процесс дуговой сварки с использованием сфокусированного потока электронов для расплавления присадочного металла и соединения двух кусков материала вместе.
Газовая сварка
Газовая сварка является отличным методом соединения тонких листов стали, алюминия, меди, латуни, нержавеющей стали, титана и других сплавов. Он не требует электричества и очень экономичен.
Газовая сварка также полезна для соединения мелких деталей, таких как гайки, болты, винты, шайбы и пружины. Однако газовая сварка требует большого мастерства и опыта. Не пора ли заняться газовой сваркой? У нас есть пошаговое руководство, которое поможет вам освоить искусство газовой сварки.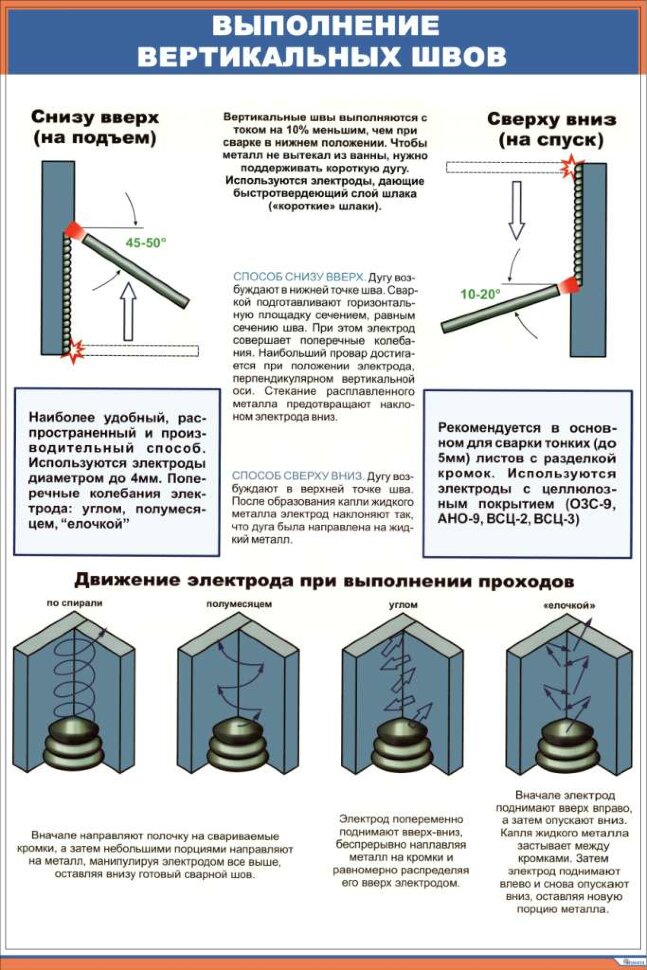
Дефекты очень распространены при сварке листового металла. У нас есть специальная статья о распространенных дефектах, посвященная общим дефектам и способам их устранения в различных процессах обработки листового металла. Не забудьте проверить это.
Типы металлов, используемые при сварке листового металла
Хотя нержавеющая сталь является обычным металлом, используемым при сварке листового металла, существуют и другие, которые также используются. К ним относятся алюминий, углеродистая сталь и даже золото.
Каждый металл имеет свои преимущества и недостатки, которые следует учитывать перед тем, как сварщики приступят к работе. Углеродистая сталь является самым дешевым и наиболее часто используемым металлом для сварки листового металла. Он прочный и легко сваривается, но также подвержен ржавчине и коррозии.
Алюминий — еще один популярный металл, используемый для сварки листового металла. Он легкий и устойчивый к коррозии, но его трудно сваривать.
Золото — самый дорогой металл, используемый для сварки листового металла. Он невероятно прочен и не подвержен коррозии, но его также очень трудно сваривать.
Поверхность, которую следует учитывать при сварке листового металла
Мы перечислили наилучшую поверхность, которую вы можете учитывать при выборе сварки листового металла.
Плоская поверхность
Плоская сварка лучше всего подходит для плоских поверхностей. При сварке на плоской поверхности необходимо держать горелку под углом к поверхности. Было бы лучше, если бы вы также перемещали горелку вперед и назад вдоль шва, чтобы убедиться, что все стороны шва расплавлены.
Горизонтальная поверхность
При установке в горизонтальном положении металлические листы создают у сварщика впечатление, что они плоские. Однако он может принимать любую из двух форм.
Угловой сварной шов
Процесс соединения двух поверхностей под углом приводит к образованию углового сварного шва. Кусок металла помещается поверх второго куска металла, и оба куска нагреваются до тех пор, пока они не станут достаточно мягкими, чтобы сплавиться вместе. Когда две части металла сплавлены вместе, сварной шов выглядит как буква «L».
Кусок металла помещается поверх второго куска металла, и оба куска нагреваются до тех пор, пока они не станут достаточно мягкими, чтобы сплавиться вместе. Когда две части металла сплавлены вместе, сварной шов выглядит как буква «L».
Сварка с разделкой кромок
Сварка с разделкой кромок получается, когда два куска металла встречаются под углом. Один кусок металла помещается над другим, а затем оба металла прижимаются друг к другу. В результате получается шов, похожий на канавку.
Советы экспертов: для горизонтальных поверхностей наилучшим вариантом является сварка стержнем.
Вертикальная поверхность
Сварщик обычно находится в вертикальном положении лицом к поверхности, когда он находится в вертикальном положении сварочного вала. При сварке горелку необходимо держать под углом 45° к пластине. Вы также должны держать кончик электрода подальше от расплавленного металла.
Если направить горелку прямо на расплавленный металл, металл потечет вниз и покроет кончик электрода. Это означает, что вы не получите чистую дугу и получите некачественный сварной шов.
Это означает, что вы не получите чистую дугу и получите некачественный сварной шов.
Потолочная сварка
Потолочная сварка является наиболее сложной, потому что расплавленный металл падает вниз, когда вы пытаетесь сварить. Вы также должны следить за брызгами. Минимизируйте размер сварочной ванны, используя достаточное количество присадочного материала. И не забудьте использовать достаточно тепла, чтобы получить хороший сварной шов.
10 советов по сварке листового металла
Теперь, когда вы знаете некоторые металлы, используемые при сварке листового металла, вот несколько советов, которые помогут вам начать работу. Во-первых, всегда используйте чистые и сухие инструменты. Влажные инструменты могут вызвать ржавчину и коррозию металла.
Во-вторых, при сварке металла обязательно используйте правильную силу тока и напряжение. Слишком много или слишком мало может привести к тому, что сварной шов будет слабым и разрушится. Наконец, всегда проверяйте сварные швы перед их использованием. Это обеспечит их прочность и не сломает под давлением.
Это обеспечит их прочность и не сломает под давлением.
Безопасность на производстве во время сварки При использовании сварочного оборудования важно соблюдать технику безопасности на производстве. Это включает в себя ношение надлежащего защитного снаряжения, такого как сварочный шлем, перчатки и фартук. Кроме того, всегда держите под рукой огнетушитель на случай аварии.
Теперь пришло время дать вам еще несколько советов экспертов, чтобы вы могли идеально выполнить сварку металла.
1. Используйте правильную технику для металла
До дуговой сварки или кислородного газа существовали простые способы делать вещи. Благодаря современным технологиям сварка таких прочных металлов, как нержавеющая сталь и титан, стала проще. Но для каждого типа металла нужна своя техника, и мы должны выбрать правильную. Нам нужно решить, как лучше всего выполнить работу.
2. Используйте метод сварки с пропуском
Этот метод, известный как «сварка с переходом», предполагает выполнение нескольких стежков или коротких сварных швов в стратегических местах, чтобы зафиксировать положение тонкого листового металла. После нескольких минут охлаждения сварщик может приступить к сварке ранее недоступных для сварки участков. С помощью скиповой сварки можно уменьшить деформацию и коробление металла.
После нескольких минут охлаждения сварщик может приступить к сварке ранее недоступных для сварки участков. С помощью скиповой сварки можно уменьшить деформацию и коробление металла.
Пропускная сварка является эффективным методом соединения тонких листов металла. Он позволяет избежать искажения формы деталей и позволяет избежать коробления.
При сварке избегайте вращения горелки; вместо этого быстро перемещайте резак вперед и назад по прямой линии.
3. Техника прихватки
Прихватка – отличный метод соединения тонких стальных листов. Ее еще называют точечной сваркой. Прихватки — это очень маленькие сварные швы, которые не повредят поверхность материала.
При соединении двух кусков металла между ними необходимо обеспечить зазор в 1 мм. Затем вы размещаете прихватку прямо в центре разрыва.
После того, как гвоздь установлен, вы должны сильно надавить на него с обеих сторон, пока он не расплавится. После плавления прихватка прилипнет к металлу и образует прочную связь.
4. Тестовый запуск на металле
Перед началом сварки в серийном производстве необходимо выполнить тестовый запуск на металле. Безопасность на производстве во время сварки При использовании сварочного оборудования важно соблюдать технику безопасности на производстве. Это включает в себя ношение надлежащего защитного снаряжения, такого как сварочный шлем, перчатки и фартук. Кроме того, всегда держите под рукой огнетушитель на случай аварии.
Существует множество переменных, которые могут повлиять на качество сварки, поэтому важно оптимизировать процесс, чтобы обеспечить наилучшие результаты. Это включает в себя использование правильной силы тока и напряжения, а также обеспечение того, чтобы ваши инструменты были чистыми и сухими. Таким образом, вы сможете иметь прототип своего продукта, будь он в полузавершенном или готовом состоянии.
5. Выберите присадочный металл
Крайне важно выбрать присадочный металл, совместимый с механическими свойствами вашего изделия. При использовании присадочного металла необходимо учитывать его толщину. Более толстый металл требует больше тепла для плавления. Если использовать слишком толстый металл, есть риск перегрева и повреждения материала. С другой стороны, если вы используете слишком тонкий металл, сварной шов может не держаться должным образом.
При использовании присадочного металла необходимо учитывать его толщину. Более толстый металл требует больше тепла для плавления. Если использовать слишком толстый металл, есть риск перегрева и повреждения материала. С другой стороны, если вы используете слишком тонкий металл, сварной шов может не держаться должным образом.
Вам также необходимо учитывать тип металла для сварки, с которым вы работаете. Некоторые металлы требуют различных видов наполнителей. Например, для алюминия требуется более толстый наполнитель, чем для стали.
6. Используйте малый электрод
Используйте стержень, который тоньше вашего металла. Используйте электрод размером менее 1/8 дюйма. Электрод меньшего размера позволит вам создать более тугую дугу, что уменьшит прожог и позволит пользователю обточить электрод до меньшего размера.
7. Используйте проволоку малого диаметра
При сварке необходимо учитывать используемый материал. Например, если вы свариваете алюминий, вам понадобится проволока другого сечения, чем если бы вы сваривали сталь.
Вы также должны учитывать свой уровень навыков при выборе правильного размера провода. Если вы только начинаете, вы можете выбрать небольшую проволоку, потому что она поможет вам освоить сварку. По мере накопления опыта вы будете чувствовать себя более комфортно с большими размерами.
8. Используйте защитный газ с высоким содержанием аргона
Используйте защитный газ с более высоким процентным содержанием аргона при сварке алюминия. Аргон — инертный газ, который не вступает в реакцию с металлами, как это делает кислород. Следовательно, он не будет окислять металл. Если вы используете чистый аргон, вам нужно добавить в смесь углекислый газ, чтобы увеличить ее плотность.
9. Регулировка нагрева
При сварке листового металла тепло является наиболее важным фактором. Слишком много тепла приведет к расплавлению металла, что приведет к выходу соединения из строя. Чтобы избежать этого, мы используем разные виды нагрева в зависимости от типа металла.
Для более толстых материалов, таких как сталь, мы используем дуговую сварку вольфрамовым электродом (GTAW), поскольку она обеспечивает более высокое качество сварного шва. Мы используем электродуговую сварку при сварке более тонких материалов, таких как алюминий, потому что это позволяет нам располагать сварной шов под любым углом.
Мы используем электродуговую сварку при сварке более тонких материалов, таких как алюминий, потому что это позволяет нам располагать сварной шов под любым углом.
Мы также используем горелку, которая нагревает кончик электродной проволоки вместо основания, что позволяет нам сосредоточить тепло на области, где должен произойти сварной шов.
10. Выберите правильную компанию
Металл для сварки — это промышленный процесс, при котором металлы соединяются друг с другом с помощью тепла и давления. Сварщики должны соблюдать строгие правила техники безопасности, чтобы избежать травм. Выберите компанию, которая предлагает своим клиентам полный спектр услуг, включая изготовление, ремонт и восстановление сварных деталей. Кроме того, они также должны оказывать техническую помощь и консультации.
Сварка листового металла проста, если вы знаете правильные методы. Обратитесь к советам по использованию сварки листового металла, чтобы улучшить свои навыки сварки и сделать так, чтобы она работала лучше всего для вас. Конечно, вы также можете доверить это профессионалам.
Конечно, вы также можете доверить это профессионалам.
WayKen: ваш надежный партнер в области сварки листового металла
Если вам нужны высококачественные услуги по сварке листового металла на заказ, включая гибку, штамповку и изготовление прототипов из листового металла. WayKen — правильный выбор партнера. Мы предлагаем широкий спектр услуг, от сварки до станков с ЧПУ и лазерной резки и других сопутствующих услуг по механической обработке.
WayKen стремится предоставлять нашим клиентам наилучшие услуги и продукты. Нужны ли вам простые детали или сложный проект, включающий несколько материалов, мы предоставим результаты, которым вы можете доверять. Свяжитесь с нами сегодня, чтобы получить бесплатную цитату!
Какая сварка подходит для тонких металлов?
Когда дело доходит до сварки металла, лучше всего подходит сварка ВИГ. Это точно, гарантируя, что сварные швы останутся именно там, где они должны быть. В результате готовое изделие выглядит великолепно.
Как сварить тонкий лист металла?
Сварка тонкого материала требует высоких температур. По этой причине нам нужен достаточный запас энергии. Мы можем использовать различные методы в зависимости от толщины материала. Мы предпочитаем сварку MIG при работе с более толстыми материалами, поскольку она позволяет нам сваривать толстые листы за меньшее время. Однако, если толщина минимальная, лучшим вариантом будет сварка TIG.
Можно ли при сварке MIG алюминия использовать переменный или постоянный ток?
Сварка MIG — это простой и быстрый метод соединения металлов. Для алюминия подходит сварка МЭГ как переменным, так и постоянным током. Однако сварка постоянным током является самой быстрой, поскольку не требует специального оборудования.
5 советов по сварке TIG тонкого металла — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
TIG-сварка тонкого металла, также известная в некоторых кругах как «микро-TIG», представляет собой особенно трудную задачу для сварщика TIG. Есть много вещей, которые могут пойти не так, когда вы работаете с тонким металлом, который может просто расплавиться, пока вы работаете с ним. Когда вы превратили свою заготовку в лужу металла, перешлифовка не сильно вам поможет. Вот 5 советов по эффективной сварке TIG тонкого металла:
Есть много вещей, которые могут пойти не так, когда вы работаете с тонким металлом, который может просто расплавиться, пока вы работаете с ним. Когда вы превратили свою заготовку в лужу металла, перешлифовка не сильно вам поможет. Вот 5 советов по эффективной сварке TIG тонкого металла:
Когда вы работаете с тонким металлом с помощью сварочного аппарата TIG, вы можете планировать только так много. Есть много факторов, которые следует учитывать — от вашей техники до ваших настроек, вашей педали и вашего присадочного металла. Единственный способ эффективно сваривать тонкие металлы TIG — это начать с набора практических деталей. Это также может помочь записать лучшие настройки, когда вы добьетесь успеха.
Используйте педаль для сварки тонкого металла с нужной мощностью Одним из преимуществ сварочного аппарата TIG является ножная педаль, с помощью которой можно регулировать тепловую мощность. Благодаря низким настройкам мощности, которые предлагает аппарат для сварки TIG, и универсальности педали нагрева, гораздо проще сваривать тонкие металлы, такие как тонкая сталь или алюминий, с помощью аппарата для сварки TIG, а не с помощью аппарата для сварки MIG.
Благодаря низким настройкам мощности, которые предлагает аппарат для сварки TIG, и универсальности педали нагрева, гораздо проще сваривать тонкие металлы, такие как тонкая сталь или алюминий, с помощью аппарата для сварки TIG, а не с помощью аппарата для сварки MIG.
Неустойчивая дуга может быть особенно проблематичной при сварке тонкого куска металла с небольшим сварным швом. После очистки металла ацетоном и удаления остатков с поверхности, отшлифуйте вольфрамовый электрод до тонкого кончика, как у карандаша. Когда вы затачиваете электрод, колесо не должно быть перпендикулярно электроду. Кончик электрода должен быть направлен в сторону передней части круга, чтобы он стачивал по всей длине электрода.
Сварка ВИГ тонкого металла с присадочным металлом меньшего размера Присадочный металл может создать или буквально разрушить проект тонкой сварки ВИГ. Важными факторами будут твердость присадочного металла и его размер. Присадочные стержни диаметром от 0,005 до 0,020 дюйма идеально подходят для микро-ТИГ, так как слишком много присадочного металла будет распределять слишком много тепла и деформировать металлическую заготовку.
Важными факторами будут твердость присадочного металла и его размер. Присадочные стержни диаметром от 0,005 до 0,020 дюйма идеально подходят для микро-ТИГ, так как слишком много присадочного металла будет распределять слишком много тепла и деформировать металлическую заготовку.
Радиатор — это кусок металла (иногда из меди), который можно поместить под заготовку, чтобы поглотить часть избыточного тепла. Некоторые сварщики предполагают, что использование радиатора в первую очередь является признаком того, что вы делаете что-то не так. Однако, если вы новичок в TIG-сварке тонкого металла, радиатор может быть хорошим способом обеспечить себе надежную защиту, пока вы выясняете свои настройки.
Сварка ВИГ позволяет сваривать самые разные металлы различных размеров и толщины. Когда приходит время сваривать тонкий металл, сварка TIG, безусловно, является одним из лучших доступных вариантов, но вам нужно немного попрактиковаться, прежде чем освоить ее.