Расчет силы тока при сварке
05.02
2020
Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки
Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.


Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.
Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
 Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы. Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
1,6 | 1. | 25… 50 |
2 | 2… 3 | 40… 80 |
2,5 | 2… 3 | 60… 100 |
3 | 3… 4 | 80… 160 |
4 | 4… 6 | 120… 200 |
5 | 6… 8 | 180… 250 |
5… 6 | 10… 24 | 220… 320 |
6… 8 | 30… 60 | 300… 400 |
 .. 2
.. 2Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
d электрода, мм | Пространственное положение | ||
Нижнее | Вертикальное | Потолочное и полупотолочное | |
3 | 100… 130 А | 100… 130 А | 90… 110 А |
4 | 170… 220 А | 160… 180 А | 150… 180 А |
5 | 210… 250 А | 180… 200 А | Сварка не выполняется |
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение
Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара. Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Возможно, вас заинтересует
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток – постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток – постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
ОЗС-4 (НАКС)
Ток – переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток – переменный или постоянный прямой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МК-46.00 (НАКС)
Ток – постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4. 5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/45 (НАКС, РРР, РС)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
9224-75)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИ-13/45 А (НАКС)
Ток – постоянный обратной полярности
Цена с НДС за 1 кг.Показать еще
Как выбрать силу сварочного тока при сварке электродами
Содержание
- Как отрегулировать ток, зная диаметр электрода
- Есть ли взаимосвязь между силой тока и позицией
- Какое значение имеет полярность
- По какой формуле выбирается сила сварочного тока
- Рекомендуем к выбору: стержневые электроды
Качество сварки во многом связано с тем, насколько правильно был выбран её режим. Под ним имеют в виду целый ряд условий и регулируемых характеристик:
Под ним имеют в виду целый ряд условий и регулируемых характеристик:
- силу и полярность рабочего тока;
- диаметр стержневого электрода, его тип и скорость движения;
- позицию при сварке или положение шва.
К расчету силы сварочного тока подходят внимательно. Он имеет ключевое значение, так как влияет на производительность процесса и механические свойства шва. Характерные проблемы при слишком низких значениях тока — плохой поджиг дуги, залипание электрода, грубая чешуйчатость шва, сильное шлакообразование, несплавление с основным металлом. При излишне высоких токах электроды сгорают быстрее, есть риск прожечь тонкий металл, мешает сильное разбрызгивание.
Рассмотрим, от чего может зависеть сила сварочного тока, по какой формуле определяется и обязательно ли применять её в работе.
Как отрегулировать ток, зная диаметр электрода
Диаметр электрода подбирают, отталкиваясь от толщины детали. Как правило, советы по выбору силы тока сварочного аппарата даны в его руководстве по эксплуатации или на пачке с расходниками. Если их нет, можно использовать таблицу зависимостей.
Если их нет, можно использовать таблицу зависимостей.
Ориентировочные значения для сварки, выполняемой встык в нижнем положении:
Толщина заготовки, мм | Ø электрода, мм | Ток, А |
2 | 1,5 | 25-40 |
3-5 | 2 | 60-100 |
3-5 | 3 | 90-150 |
4-10 | 4 | 120-200 |
10-15 | 5 | 180-280 |
16-24 | 6 | 220-360 |
Зависимость проста — чем толще заготовка, тем большего диаметра нужен электрод и тем выше ток можно использовать.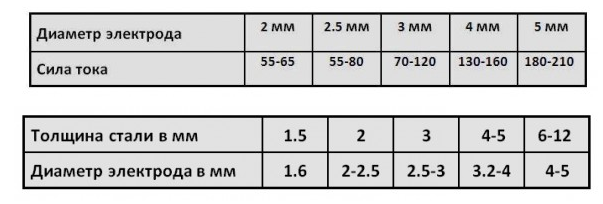
На первый взгляд разбег значений может показаться широким. Для точного выбора рабочего тока нужно учитывать позицию, химический состав стали или сплава, требуемую глубину провара. Так, например, для высоколегированных сталей или никелевых сплавов потребуется более низкий ток, чем для низколегированных и нелегированных. Это связано с разницей в сопротивлении электродов.v
Чем выше ток, тем сильнее расплавление, а вместе с ними быстрее процесс сварки и глубже провар. А, значит, если вам необходима большая глубина провара, то и ток необходимо выставлять на максимум, допустимый для электрода.
Есть ли взаимосвязь между силой тока и позицией
Положение или позиция играет весомую роль. В общем случае от минимальных табличных значений можно отталкиваться при сварке в положениях PF (вертикальное на подъем) и РЕ (потолочное), а также при выполнении корневых проходов.
Верхние максимальные значения актуальны для заполняющих проходов, верхних швов и сварки в остальных позициях.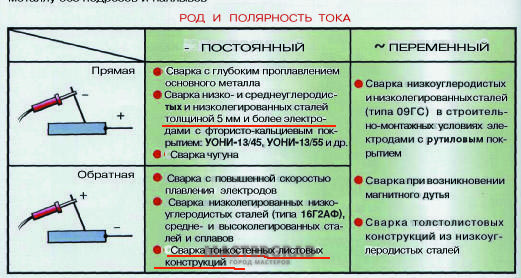 Наиболее сильный ток можно устанавливать для положения РА (нижнее). В таком случае ванна практически не растекается, будут обеспечены глубокий провар и прочный шов.v
Наиболее сильный ток можно устанавливать для положения РА (нижнее). В таком случае ванна практически не растекается, будут обеспечены глубокий провар и прочный шов.v
От позиции и типа соединения зависит не только сила сварочного тока, но и подбор диаметра электрода.
На примере металла толщиной 10-15 мм и для стыковых соединений это выглядит так:
- многослойные швы в нижней позиции выполняют разными электродами — первый проход электродом 3-4 мм, последующие 4-5 мм;
- для сварки в положении РС (горизонтальное) используют электроды 4-5 мм, в вертикальных PF и PG — аналогичные, но на пониженном токе 140-160 А;
- для позиции РЕ (потолочная) применяют электроды до 5 мм при уменьшенных значениях тока.
Ø электрода, мм | Ток в зависимости от положения, А | |||
нижнее | вертикально на спуск | горизонтально | потолочное | |
3 | 120-130 | 90-95 | 120-130 | 90-95 |
4 | 160-180 | 140-160 | 160-180 | 140-160 |
5 | 180-280 | 150-220 | 180-280 | — |
Для тавровых соединений обращают внимание и на позицию, и на длину катета. При ручной дуговой сварке минимальный катет при толщине заготовки 4-5 мм должен быть не меньше 4 мм. Это важно, так как вся геометрия швов завязана на толщину металла и планируемую нагрузку на деталь или конструкцию.
При ручной дуговой сварке минимальный катет при толщине заготовки 4-5 мм должен быть не меньше 4 мм. Это важно, так как вся геометрия швов завязана на толщину металла и планируемую нагрузку на деталь или конструкцию.
Длина катета, мм | Ø электрода, мм | Ток в зависимости от позиции, А | ||
нижнее | вертикально на спуск | вертикально на подъем | ||
4 | 3,2-4 | 130-180 | 110-140 | 110-140 |
5 | 4-5 | 180-240 | 140-190 | 140-190 |
6-8 | 5 | 240-290 | 190-230 | 190-230 |
Какое значение имеет полярность
При ММА сварке инвертором можно использовать прямую полярность, когда «+» находится на заготовке, в «-» на электроде, или обратную.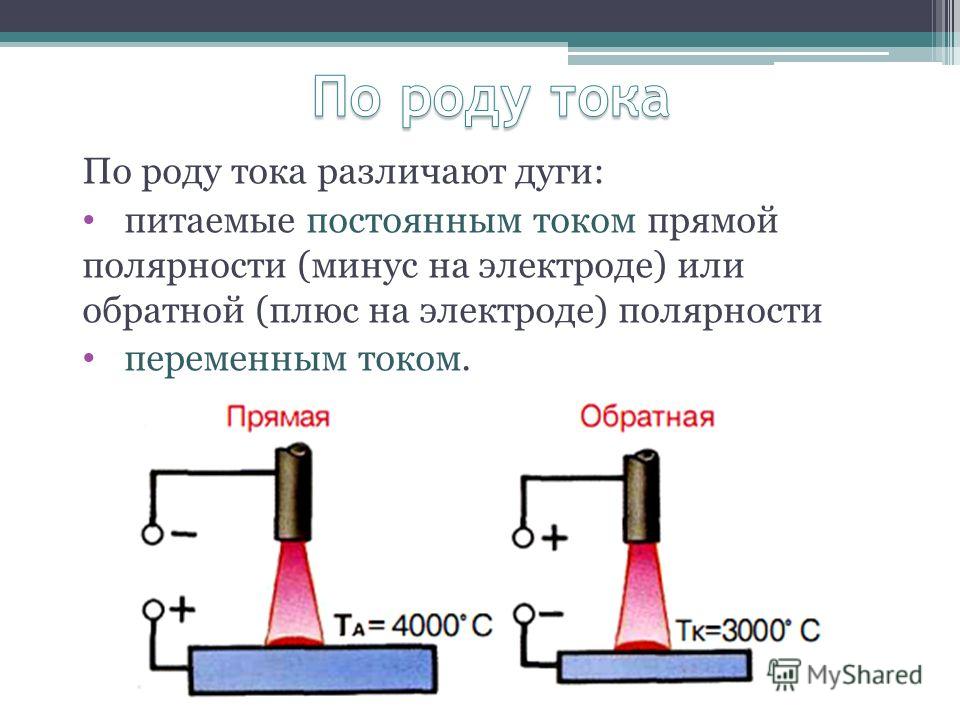
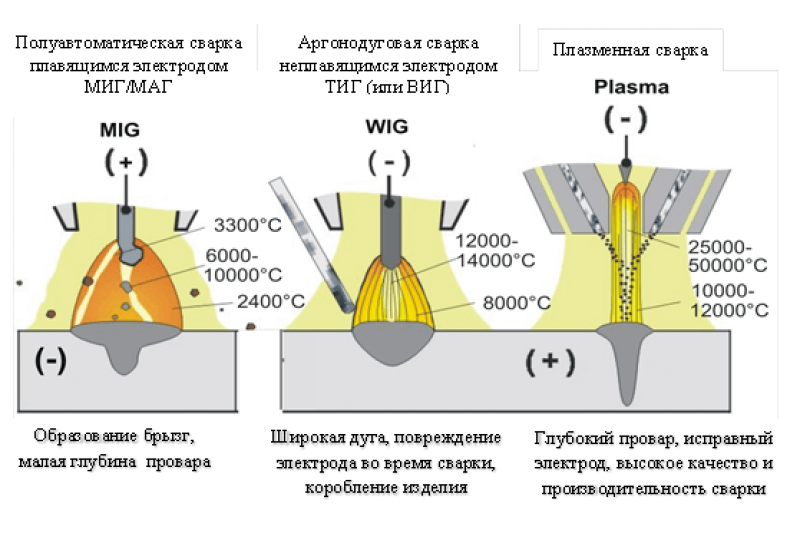
Полярность тока влияет на то, с какой скоростью плавится электрод и насколько глубоким будет провар. На обратной полярности активнее плавится электрод, но металл проплавляется менее глубоко, благодаря пониженному вводу тепла. Её используют для сварки высоколегированных сталей, которым не нужна высокая термическая нагрузка, и тонкого металла до 3 мм. Следовательно, и сила тока в этом случае может быть небольшой.
Прямая полярность снижает скорость плавления электрода, но обеспечивает более глубокое проплавление материала. Она подходит для тугоплавких металлов и толстых заготовок, когда нужны хороший провар и требуется высокий сварочный ток.
По какой формуле выбирается сила сварочного тока
Профессиональные сварщики подбирают режим и выполняют регулирование силы сварочного тока опытным путем без каких-либо расчетов. Новички могут использовать эмпирические формулы, позволяющие определить приблизительные значения:
- I = (20+6d)d при использовании электродами с Ø 4-6 мм
- I = 30d для работы электродами Ø менее 4 мм
I — сила тока, а d — Ø электрода.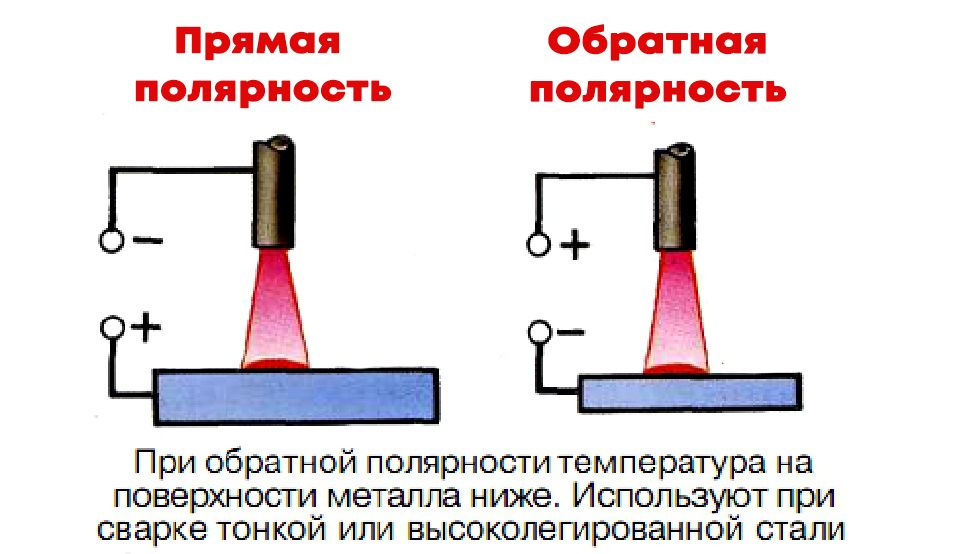
Полученные значения корректируют, учитывая положение сварки. Для позиций РЕ и PF ток уменьшают примерно на 20%.
Рекомендуем к выбору: стержневые электроды
Для сварки углеродистых сталей рекомендуем рутиловые электроды ESAB ОЗС-12. Они легко зажигаются и стабильно горят. Швы не склонны к порообразованию. Покрытие качественное и не обсыпается. Электроды гнутся под любым углом, хорошо сваривают на предельно низких токах и позволяют делать тавровые соединения с вогнутым швом.
Когда нужны электроды с основным покрытием для сварки нагруженных конструкций и высокая прочность шва, можно посоветовать ESAB OK 48.00. Соединение имеет отличные характеристики вязкости. Швы ровные и устойчивы к образованию трещин.
Для сварки нержавейки хорошо подойдут ESAB OK 61.30 с рутилово-кислым покрытием. Электроды практически бесшумно горят, мягко плавят металл. Шлаковая корка практически отсутствует и сама легко отскакивает при остывании. Для более высокого катета при угловых соединениях нужно удерживать длинную дугу.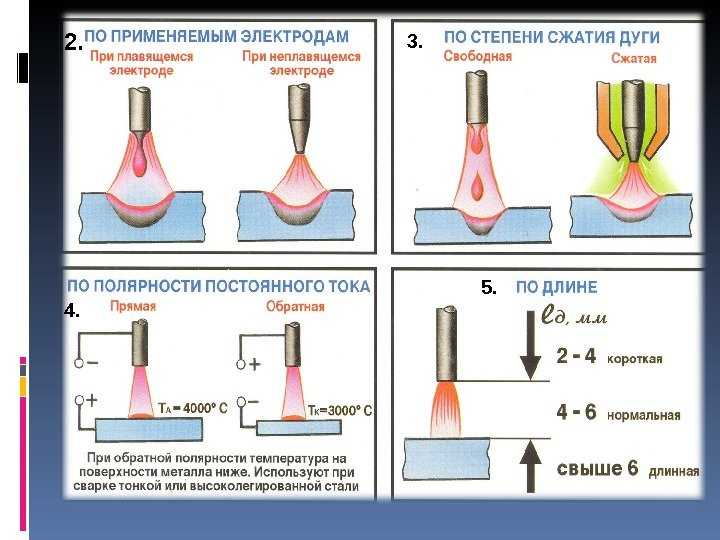
Сварку чугуна рекомендуем выполнять ESAB OK 92.60 и ЭЛЗ ЦЧ-4. Штучные ЦЧ-4 подходят для заварки дефектов и наплавки, шов устойчив к образованию белого чугуна, но требуют навыков удержания дуги и предварительного подогрева. Электроды ESAB OK 92.60 можно использовать для деталей из высокопрочного чугуна, которые подвергаются большим нагрузкам. Они хорошо работают как на горячую, так и на холодную.
Так как токонагрузочная способность электродов зависит от диаметра и длины, все они выпускаются в различном исполнении. Это позволяет подбирать их под тонкий и толстый металл.
Обратите внимание, что сила сварочного тока и покрытие электродов тоже взаимосвязаны, хотя разница и незначительна.
Для наглядности можно сравнить рутиловые ESAB ОЗС-12 и основные ESAB OK 48.00.
| Ø электрода, мм | Ток в зависимости от позиции, А | |
| 2 | ОЗС-12 | OK 48.00 |
| 2,5 | 40-70 | 55-80 |
Как выбрать правильную полярность при сварке
Сварщики должны обладать определенным объемом технических знаний, чтобы правильно выполнять свою работу. Одним из технических терминов, которые можно услышать в любом сварочном цеху или на курсах сварки, является полярность. Полярность является одним из факторов, определяющих качество и прочность сварного шва. Поскольку не бывает двух одинаковых сварочных проектов, сварщики должны приспосабливаться к каждому материалу в зависимости от желаемых результатов.
Одним из технических терминов, которые можно услышать в любом сварочном цеху или на курсах сварки, является полярность. Полярность является одним из факторов, определяющих качество и прочность сварного шва. Поскольку не бывает двух одинаковых сварочных проектов, сварщики должны приспосабливаться к каждому материалу в зависимости от желаемых результатов.
Другим термином, с которым сталкивается каждый сварщик, является сварочный ток. Многие сварочные аппараты имеют маркировку переменного или постоянного тока, описывающую полярность тока аппарата. Вот что вы должны знать:
Сварка переменным и постоянным током
Переменный ток означает переменный ток, а постоянный ток — постоянный. В то время как постоянный ток течет в одном направлении, что приводит к постоянной полярности, переменный ток течет в одном направлении в течение половины времени и в обратном направлении в течение другой половины.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, он образует электрическую цепь с положительным или отрицательным полюсом. Это свойство называется полярностью. Поскольку правильная полярность обеспечивает прочные высококачественные сварные швы, правильный выбор имеет решающее значение.
Это свойство называется полярностью. Поскольку правильная полярность обеспечивает прочные высококачественные сварные швы, правильный выбор имеет решающее значение.
Сварка с неправильной полярностью может вызвать множество проблем, в том числе неэффективное проплавление, чрезмерное разбрызгивание и потерю контроля над сварочной дугой.
Какие существуют типы полярности при сварке?
Три основных типа полярности при сварке: постоянный ток прямой полярности, постоянный ток обратной полярности и переменный ток.
Прямая полярность постоянного тока возникает, когда пластины положительные, а электрод отрицательный, в результате чего электроны перемещаются от кончика электрода к опорным пластинам. В большинстве случаев около двух третей тепла дуги выделяется на электроде, а другая треть приходится на опорную плиту.
Из-за этого электрод быстро расплавляется, а скорость наплавки металла увеличивается.
С другой стороны, пластины плохо плавятся из-за меньшего количества тепла.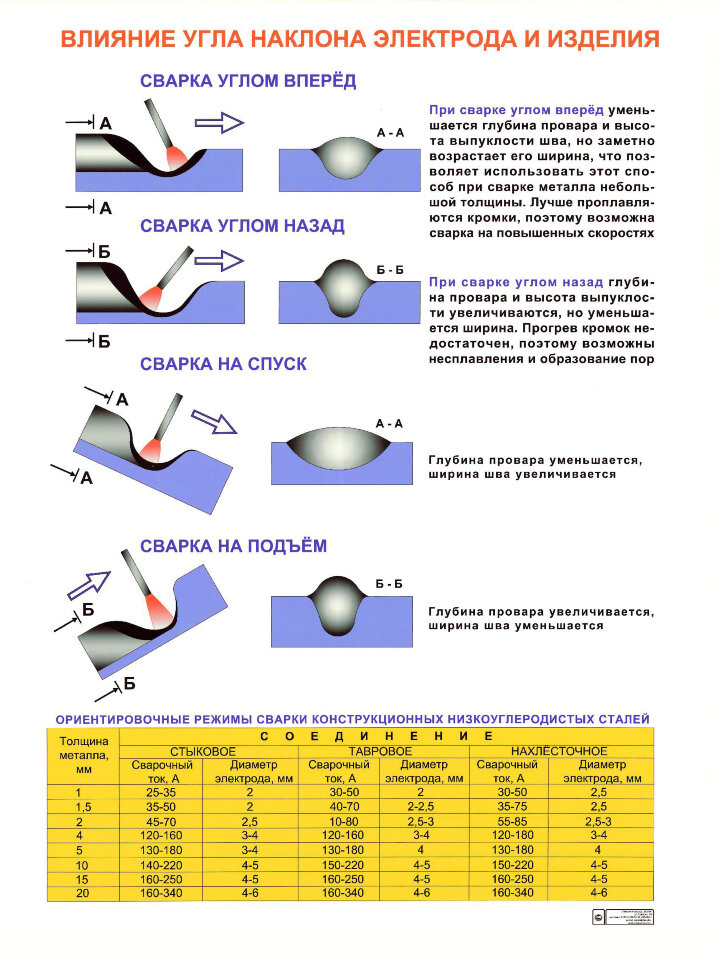 Недостаточное плавление, отсутствие надлежащего проникновения и сильное армирование – вот некоторые из довольно распространенных дефектов.
Недостаточное плавление, отсутствие надлежащего проникновения и сильное армирование – вот некоторые из довольно распространенных дефектов.
Постоянный ток обратной полярности происходит, когда электрод положительный, а пластины отрицательные. Электроны меняют направление и перемещаются от базовой пластины к электроду, выделяя больше тепла на пластине по сравнению с прямой полярностью постоянного тока. Сварка постоянным током с обратной полярностью обычно имеет меньше дефектов включения и обеспечивает более быстрый процесс сварки. Он хорошо работает с тонкими материалами и металлами с низкой температурой плавления, такими как медь.
Потенциальные проблемы с обратной полярностью постоянного тока включают более короткий срок службы электрода и необходимость более высокого уровня усиления, если скорость установлена неправильно. Хотя этот метод отлично подходит для более тонких материалов, он часто неэффективен для соединения толстых пластин с более высокой температурой плавления.
Если источник питания подает переменный ток с полярностью , обратная и прямая полярность будут чередоваться с положительной пластиной основания и отрицательным электродом в половине случаев. Напротив, электрод будет положительным, а опорная пластина отрицательной другой половиной.
Полярность переменного тока имеет атрибуты прямой и обратной полярности, и оба они возникают в течение одного и того же цикла. Он эффективен с большинством типов электродов и пластин различной толщины, что делает его популярным универсальным выбором.
Выбор из различных типов полярности при сварке
При выборе полярности необходимо учитывать несколько факторов, включая температуру плавления материала и его толщину. Например, алюминий и магний лучше всего работают с обратной полярностью из-за их низкой температуры плавления. С другой стороны, нержавеющая сталь и титан лучше реагируют на полярность переменного тока. Он обеспечивает преимущества прямой и обратной полярности и предотвращает чрезмерное расширение зоны термического влияния.
Каждый сварщик будет работать с различными материалами, поэтому необходимо ознакомиться с типами полярности, которые можно использовать в различных обстоятельствах.
Как выбрать параметры силы тока при сварке электродом + таблица
Выбор полярности и силы тока зависит от типа процесса сварки, основного металла и сварочного электрода. Это контролирует количество электричества, протекающего в секунду, и определяет уровень проплавления и качество сварочного валика.
Понимание всех циферблатов и цифровых индикаторов на сварочном аппарате может быть пугающим. Несколько элементов управления на аппарате для сварки стержнем будут проще, чем на аппарате TIG. Топовый аппарат TIG может иметь до 20 ручек управления для различных настроек.
Аппараты для ручной сварки, аппараты для сварки MIG и аппараты для сварки TIG имеют различные элементы управления на передней части аппарата. Они предназначены для регулировки уровня тока, необходимого для сварки.
Но как узнать, на какой сварочный ток или напряжение установить аппарат?
Установка силы тока на сварочном аппарате, будь то Stick (SMAW), MIG (GMAW) (*обычно используется настройка напряжения) или TIG (GTAW), зависит от некоторых ключевых переменных, таких как область применения и основной материал, процесс сварки , и электрод.
Как только вы определите эти три основные переменные, вы можете настроить свой сварочный аппарат и начать наложение сварного шва. В этой статье мы подробно обсудим эти три переменные, а также дадим несколько «советов для профессионалов»!
Содержание
1
Применение сварки и основной материал
В этом разделе мы обсудим применение сварки, основной материал и, в частности, как это относится к выбору силы тока на сварочном аппарате.
Сварочное приложение
Сварочное приложение имеет прямую зависимость от силы тока, используемой при сварке.
Микросварка TIG и сварка лазерным лучом имеют схожие области применения, но в случае сварки TIG сила тока довольно низкая. Однако в случае лазерной сварки сила тока вообще отсутствует, поскольку внутри заготовки отсутствует электрический ток. Напротив, сварка MIG и сварка Stick (а иногда и сварка TIG) могут использовать очень высокие настройки силы тока для достижения оптимального проникновения в заготовку.
Например; Высокотехнологичная сварка TIG на выпускном коллекторе вертолета будет иметь совершенно другую необходимую силу тока, чем, скажем, для нефтепровода. Разница будет заключаться в сварке более тонких экзотических металлов и приварке трубы диаметром три фута к следующей по порядку трубе.
В некоторых приложениях сила тока выбирается для удобства. Например, вы можете захотеть сварить MIG лист металла с другим листом металла в своей мастерской, поэтому вы можете увеличить силу тока, чтобы как можно быстрее наложить сварной шов.
Это не означает, что быстрое прохождение сварного шва является хорошей практикой, но ускорение сварного шва в некритичных условиях очень распространено.
СОВЕТ ПРОФЕССИОНАЛА: Если вы хотите увидеть все виды сварочных работ в одном месте, вам следует посетить верфь, производственный цех или местное техническое или профессиональное училище. Скорее всего, вы можете увидеть конкретное приложение для сварки, которое вас интересует, и вы можете захотеть продолжить изучение этого приложения с точки зрения карьеры.
Основной материал
Категория основного материала довольно широка. Поэтому мы сосредоточимся на двух основных направлениях в категории основного материала. И это Тип и Толщина.
Обе эти области очень тесно связаны с тем, какая сила тока должна использоваться на сварочном аппарате.
Как тип материала может повлиять на выбор силы тока?
Тип материала, используемого в различных сварочных работах, может широко варьироваться от сварки к сварке, от рабочей площадки к рабочей площадке или даже от технологии сварки к технологии сварки.
Прежде чем даже подумать о том, на какую силу тока настроить сварочный аппарат, спросите себя, какой металл вы будете сваривать.
Основными типами материалов, которые можно сваривать стандартными методами сварки, являются углеродистая сталь, нержавеющая сталь и алюминий. Для всех трех типов материалов требуются разные значения силы тока на соответствующих сварочных аппаратах. Наиболее заметна разница между черными и цветными металлами, т.е. между сталью и алюминием.
Для некоторых материалов требуются более высокие или более низкие настройки силы тока в зависимости от точки плавления сырья. Это очень заметно при взгляде на алюминиевые материалы. Прежде всего потому, что температура плавления алюминиевого материала обычно составляет около 1200 градусов по Фаренгейту.
Выбор силы тока при сварке алюминия
При сварке алюминиевых материалов обычно необходимо переключать ток с постоянного (постоянный) на переменный (переменный). Кроме того, сила тока должна быть увеличена, чтобы компенсировать более высокую температуру плавления алюминия.
Сварка алюминия методом ВИГ уникальна тем, что используется переменный ток из-за его характеристик очистки.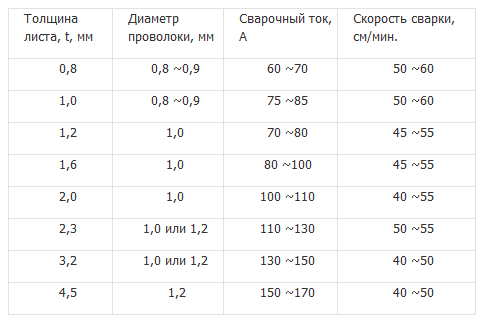 Это достигается за счет переменного сварочного тока с одного направления на другое.
Это достигается за счет переменного сварочного тока с одного направления на другое.
После зажигания дуги в алюминиевом сварочном валике TIG и образования сварочной ванны оператор должен перемещать валик относительно быстро. Это связано с тем, что алюминиевый основной материал имеет тенденцию «впитывать» высокую силу тока и потенциально деформировать основные металлы.
Ручка Сварочный ток для стали различной толщины
Регулировка силы тока сварки электродом для компенсации толщины стального материала аналогична процессам, необходимым для компенсации толщины материала с помощью сварочного аппарата MIG.
Ручные сварочные аппараты имеют простую ручку управления на передней части аппарата, которая регулирует силу тока поворотом запястья. Аналогичным образом, сварочные аппараты MIG обладают той же упрощенной функциональностью, которая пригодится, когда вы хотите переключиться с толстой детали на тонкую.
СОВЕТ ПРОФЕССИОНАЛА: Если вы не уверены, какую силу тока использовать с определенным куском материала, будь то толстый или тонкий, алюминий или сталь, всегда полезно потренироваться на сварке на куске материала.
 похож на конечную металлическую заготовку, которую вы собираетесь сваривать. Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что ваш сварной шов не имеет нужной степени проплавления для толщины свариваемого материала.
похож на конечную металлическую заготовку, которую вы собираетесь сваривать. Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что ваш сварной шов не имеет нужной степени проплавления для толщины свариваемого материала. Сварка электродом: переход от тонкой заготовки к толстой
Сварка электродом, которая имеет наиболее заметные изменения при переходе от тонкой заготовки к толстой.
Сварка электродами отличается от сварки MIG и TIG тем, что оператор сварки должен выбрать другой электрод, который лучше всего подходит для толщины заготовки. Тот же электрод, который хорошо подходит для тонкой стали, не будет так полезен при сварке более толстой стали. Это связано с тем, что более толстый кусок стали требует большего проплавления и более широкого корня сварного шва.
Более тонкий электрод не годился бы для этой цели — он просто слишком быстро израсходовался бы.
Процесс сварки и выбор силы тока
Сварочные процессы, которые мы рассмотрим в контексте выбора силы тока, представляют собой три основных процесса: TIG (дуговая сварка вольфрамовым электродом в газе, или GTAW), MIG (дуговая сварка металлическим электродом в газе, или GMAW), и Stick (дуговая сварка защищенным металлом или SMAW).
Существуют и другие технологии сварки, которые можно обсудить в контексте выбора силы тока. Но эти три технологии сварки чаще всего используются новичками.
Сварка ВИГ
Сварка ВИГ в целом предназначена для тех сварщиков, у которых наилучшая зрительно-моторная координация, поскольку большинству сварщиков ВИГ требуется координация рук, глаз и ног — почти как вождение автомобиля!
Уникальной характеристикой сварки ВИГ, когда речь идет о силе тока, является то, что ножная педаль сварочного аппарата ВИГ регулирует силу тока, необходимую для сварки, в зависимости от ввода пользователя.
Ножная педаль начинает с 0 ампер в состоянии покоя и постепенно увеличивается по мере того, как сварщик нажимает на педаль до определенного предела. Предел регулировки силы тока с помощью ножной педали ограничен силой тока аппарата для сварки ВИГ и/или настройками аппарата.
Некоторые аппараты для сварки TIG имеют функцию «Пиковая сила тока» на панели управления, которая должна быть установлена примерно на 40-50 % выше желаемого диапазона силы тока, который будет использоваться при сварке.
Некоторые аппараты для сварки TIG имеют другие функции управления силой тока, такие как фоновая сила тока или точная регулировка силы тока при использовании переменного тока. Но эти корректировки выходят за рамки этой статьи.
Сварка MIG
В этой статье мы будем использовать настройки переменного напряжения вместо настроек силы тока, которые чаще используются в других технологиях сварки.
Настройки напряжения на стандартном аппарате для сварки MIG определяют мощность, используемую во время сварки MIG. Всегда существует необходимый баланс между напряжением и скоростью подачи проволоки. Тем более, что скорость подачи проволоки необходимо увеличивать, так как напряжение также увеличивается, иначе сварочная ванна не будет должным образом снабжаться присадочным материалом.
Для тонких материалов вы должны начать с самой низкой настройки напряжения, а для более толстых материалов вы соответственно увеличите напряжение. Сварочные аппараты MIG по своей природе стабильны, если основные материалы не меняются слишком сильно. Оператор сварки может годами устанавливать настройки сварочного аппарата MIG, если он или она не меняет тип используемого материала.
Оператор сварки может годами устанавливать настройки сварочного аппарата MIG, если он или она не меняет тип используемого материала.
СОВЕТ ПРОФЕССИОНАЛА: Все сварочные аппараты MIG разные, и все способы сварки разные. После того, как вы найдете оптимальную настройку сварки для вашего аппарата MIG (для вашего конкретного применения), запишите его на бумаге и прикрепите к боковой части вашего сварочного аппарата. Это избавит вас от головной боли, которая возникает, когда другой оператор использует ваш аппарат, или аппарат столкнется, и ваши настройки будут потеряны.
Сварка электродом
Сварка электродом, как упоминалось ранее, имеет наиболее значительную корреляцию между нанесением сварного шва и силой тока сварки.
Сварщик может использовать одну настройку силы тока в один день, когда он или она сваривает стальной лист для конструкции, а затем использовать другую настройку в другой день, когда он или она сваривает поверхность ковша обратной лопаты.
Хорошей новостью о электродной сварке является то, что есть таблицы, которые можно легко найти в Интернете, , которые обычно очень хорошо предсказывают силу тока, необходимую для определенной толщины сварного шва и сопровождающего электрода для электродной сварки.
Если вы будете следовать уровням силы тока, показанным на одной из этих диаграмм, вы должны быть в хорошей форме. Если вам нужно внести незначительные коррективы в температуру сварки, находясь «под колпаком» во время сварки электродом, самый простой способ добиться этого — слегка отвести сварочный стержень от сварочной ванны, чтобы слегка «длинная дуга». Это позволит получить более широкую и горячую лужу.
В этой таблице приведены исходные данные для выбора правильных параметров электродной сварки для вашего типа и размера электрода:
| Electrode Diameter (inch) | 6010/6011 | 6012 | 6013 | 6020 | 6027 | 7014 | 7015/7016 | 7018 | 7024/7028 |
| 1/16 | – | 20-40 | 20-40 | – | – | – | – | – | – |
| 5/64 | – | 25-60 | 25-60 | – | – | – | – | – | – |
| 3/32 | 40-80 | 35-80 | 45-90 | – | – | 80-125 | 65-110 | 70-100 | 100-145 |
| 1/8 | 75-125 | 80-140 | 80-130 | 100- 150 | 125-185 | 110-160 | 100-150 | 115-165 | 140-190 |
| 5/32 | 110-170 | 1109-190 | 105-180 | 130-190 | 160-240 | 150-210 | 140-220 | 150-220 | 180-250 |
| 3/16 | 140-215 | 140-240 | 150-230 | 175-250 | 210-300 | 200-275 | 180-255 | 200-275 | 230-305 |
| 7/32 | 170-250 | 200-320 | 210-300 | 225-310 | 250-350 | 260-340 | 240-320 | 260-340 | 275-365 |
| 1/4 | 210-320 | 250-400 | 250-350 | 275-375 | 300-420 | 330-415 | 300-390 | 315-400 | 335-430 |
| 5/16 | 275-425 | 300-500 | 320-430 | 340-450 | 375-475 | 390-500 | 375-475 | 375-475 | 400-525 |
СОВЕТ ПРОФЕССИОНАЛА: Хорошее эмпирическое правило для настройки вашего сварочного аппарата (SMAW) на приблизительную правильную настройку для начала: настройка силы тока должна быть примерно такой же, как и десятичный эквивалент диаметра стержня.
 Например, диаметр стержня 3/32 дюйма будет (0,094) 90 ампер, диаметр стержня 1/8” будет (0,125) 125 ампер, диаметр стержня 5/32” будет (0,157) 155 ампер. Это эмпирическое правило работает для электродов большинства размеров, и как только вы зажжете дугу и получите первый валик сварного шва на своей детали, вы сможете отрегулировать настройки оттуда.
Например, диаметр стержня 3/32 дюйма будет (0,094) 90 ампер, диаметр стержня 1/8” будет (0,125) 125 ампер, диаметр стержня 5/32” будет (0,157) 155 ампер. Это эмпирическое правило работает для электродов большинства размеров, и как только вы зажжете дугу и получите первый валик сварного шва на своей детали, вы сможете отрегулировать настройки оттуда. Электрод
Единственным процессом сварки, в котором существенно коррелирует электрод и сила тока, является сварка электродом или SMAW. Этот тип сварки и сила тока настолько зависят друг от друга в этой категории, поэтому эта тема вошла в тройку основных факторов выбора силы тока.
В процессах сварки TIG и сварки MIG используются электроды по определению, но при сварке TIG используется полуплавкий вольфрамовый стержень, а при сварке MIG используется легкоплавкая проволока, оба из которых не имеют большого значения, когда речь идет о выборе силы тока.
Существует множество типов электродов для электродуговой сварки, и каждый из них предназначен для конкретного применения. Например, электроды различаются по толщине свариваемого основного материала.
Например, электроды различаются по толщине свариваемого основного материала.
Они также различаются по горизонтальному, вертикальному или потолочному расположению. Эти различные свойства отражены в четырех- или шестизначном числе, напечатанном на каждом электроде-стержне для удобства справки.
Эти числа сообщают пользователю, для какого источника питания, положения сварки, прочности на растяжение и проплавления был разработан данный электрод.
Наиболее распространенными электродами на рынке являются электроды 6010, 6013 и 7018. Эти три электрода очень распространены в промышленности благодаря их невероятной гибкости в применении.
Как правильно выбрать электрод и силу тока?
Электрод 6010 предназначен для глубокого проникновения в заготовку, тогда как электрод 6013 предназначен для меньшего проникновения. Для наилучшего внешнего вида сварщика сварщик должен выбрать сварочный электрод 7018.
Этот электрод Hobart Stick является хорошим вариантом:
Сварочный стержень Hobart 7018
8,5/10 Наш балл
После того, как вы выбрали сварочный электрод для стержневой сварки, прочтите информацию на боковой стороне контейнера с электродом, чтобы узнать, какую сварочную силу тока рекомендует производитель электрода.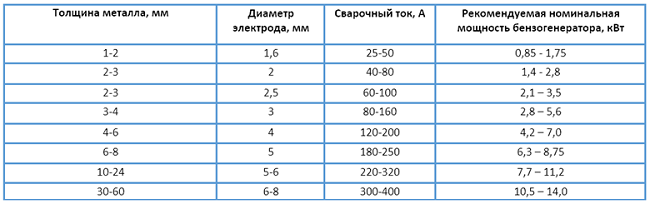 Конкретная используемая сила тока зависит, прежде всего, от диаметра электрода.
Конкретная используемая сила тока зависит, прежде всего, от диаметра электрода.
Например, электрод восьмого диаметра отлично сваривается при силе тока от 75 до 125 ампер. В то время как электрод диаметром 5/32 может оптимально сваривать до 220 ампер.
Лучший способ определить оптимальную силу тока, которую следует использовать, — это проверить сварочный электрод на куске металла и понаблюдать за получившимся сварным швом. Если он имеет приемлемый внешний вид и скорость проникновения, то бегите с ним.
Важным фактором при регулировке силы тока на вашем сварочном аппарате является рекомендуемый производителем сварочного аппарата рабочий цикл.
Рабочий цикл определяется как продолжительность времени, в течение которого сварочный аппарат может выполнять сварку в течение 10-минутного периода времени. Некоторые машины более тяжелые, чем другие.
Например, машина, используемая на стройке, скорее всего, будет иметь более тяжелые компоненты и более длительный рабочий цикл, чем сварочный аппарат-любитель в чьем-то гараже.
Рабочий цикл обратно пропорционален сварочному току. То есть по мере увеличения силы тока продолжительность рабочего цикла в минутах уменьшается.
СОВЕТ ПРОФЕССИОНАЛА: Ищете решение для ситуации, когда у вас по какой-то причине откололся электрод с кучей флюса? Если вы выполняете сварочные работы, где сварной шов должен соответствовать определенным требованиям, об использовании электрода с зазубринами не может быть и речи. Один из способов, которым опытные сварщики спасают отколовшиеся электроды, заключается в том, чтобы иметь поблизости стальную пластину размером 6 x 6 дюймов, где они могут быстро наложить валик сварного шва, используя проблемную область электрода, а затем возобновить фактический валик сварного шва, когда электрод вернулся в раздел с хорошим потоком.
Заключение
Выбор силы тока не так сбивает с толку и пугает, как может показаться.
Существуют определенные ключевые переменные, определяющие силу тока, которая должна использоваться в определенном сварочном приложении, например, применение и основной материал, процесс сварки и электрод.