Все секреты, как правильно приварить толстое к тонкому
В процессе производства необходимость приваривание тонких листов к толстым случается достаточно часто. Но использование контактных электродов привычного диаметра от 4 мм для толстого металла совершенно не годится для сварки тоненького. Такая задача решаема, если провести предварительно операции подготовки. Какие именно — расскажем в нашей статье.
Стачивание толстого листа до требуемой толщины
Для уравнивая толщин заготовок можно прибегнуть к одному из способов:
- стачивание толстого листа до меньшей толщины, соответствующей другой заготовке;
- проточка кромки толстого элемента с образованием тонкой кромки.
Как один, так и другой способ имеют место быть. Однако во втором случае сложно образовать высококачественный сварочный шов. Непросто удержать горелку по линии тонкого листа. Поэтому вариант стачивания исключит излишнее коробление и упростит процесс соединения заготовок.
Сварка тонких металлических листов должна вестись низкими токами, поэтому неправильно будет использовать электроды в 4—5 мм. Они «задушат» электродугу и не позволят ей зажечься в полную силу.
Они «задушат» электродугу и не позволят ей зажечься в полную силу.
Оптимальный вариант сварки — 2—3 мм электроды. Причем качество сварочного материала имеет решающее значение. Рекомендуется прокалить их перед применением до 160 градусов. После этого покрытие станет плавиться равномерно. Без затухания, внезапных вспышек материала электрода можно успешно манипулировать дугой, формировать непрерывный шов.
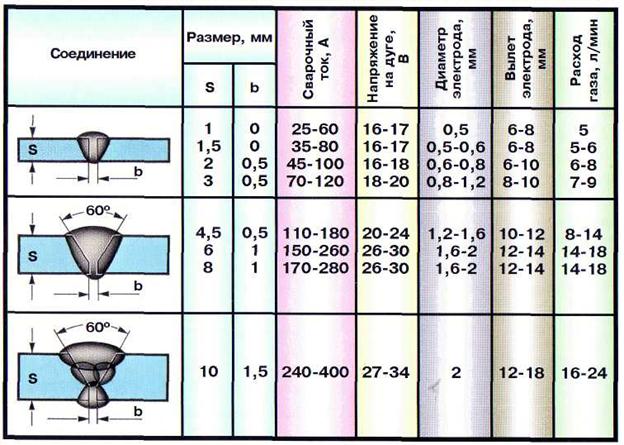
Ток сварки устанавливается гораздо меньше работы с толстыми листами. Он меняется следующим образом:
- Толщина материала 1 мм — сила тока 25—35 А, диаметр электрода 1,6 мм.
- При толщине металла 1,5 мм — сила тока 45—55 А, электрод 2 мм.
- Металл в 2 мм проваривается током 65 А электродом 2 мм.

- Железо толщиной 3 мм варится током 75 А — 3 миллиметровым электродом.

Отлично зарекомендовали себя инверторы с переменным напряжением, но работой в высоких частотах. Малый ток поможет избежать прожогов тонкого листа и потеков. Глубина сварочной ванны не должна превышать толщину металла.
Если аппарат позволит устанавливать стартовое напряжение, непременно этим воспользуйтесь. Стоит уменьшить его на 20 % от обычного. Этот даст возможность сваривать без образования ненужных отверстий в начале розжига дуги. Этим способом удобно начинать сварку прямо с места соединения.
Если регулирования стартового тока нет как класса, то электрод зажигается на толстой заготовке с образованием ванны и переносом на тонкий материал. Особо тоненький материал сваривают прерывистой дугой. Это актуально при поддержке сварочником импульсного режима. Так автомат станет периодически прерывать дугу, чтобы материал охладился.
Сваривание тонколистового железа встык должно осуществляться опытными сварщиками.
При работе необходимо грамотно совмещать пластины друг с другом. Стыковой способ часто приводит к образованию прожогов.
По возможности стоит расположить пластины внахлест, а начинать варить с нижней пластины. Это позволит соорудить основание для наплавляемой кромки и не прожечь все изделие целиком. Первый шаг с верхней пластины ведет к ее подрезу.
Приваривание к толстому листу специального ободка
Другим известным подходом к разным по толщине заготовкам является приваривание специального ободка, который в дальнейшем обеспечивает комфортную сварку. Одним из неудобств этого вида соединения является остаток сварочного шва на тонком листе, представляющим собой нарост. Да и остающийся металлический ободок несколько портит внешний вид деталей. Самое качественное соединение при таком методе — от импульсной аргонодуговой сварки.
Самое качественное соединение при таком методе — от импульсной аргонодуговой сварки.
Зато при таком способе легче получить качественный шов. При работе отсутствует его смещение, сварочная ванна образуется нормальной ширины, а наблюдать во время сварки за образующимся швом удобно.
Общее правило сваривания толстого и тонкого металла — зажигание дуги, формирование ванночки начинается на толстом листе. На тонкий переносится лишь кратковременно край ванночки.
Как приварить тонкий металл к толстому
В процессе производства различных конструкций и оборудования может возникнуть потребность в соединении тонкого металла к толстой детали. Такая задача легко решается, если прежде как приварить тонкий металл к толстому металлу выполнить некоторые подготовительные операции:
в массивной детали необходимо сделать проточку для создания одинаковой толщины свариваемых элементов;
установить из толстой детали со стороны тонкой детали специальный ободок.
- Сварка тонкой детали к толстому профилю при наличии в последнем проточки обеспечивает нормальный ход процесса и образование высококачественного сварочного шва. Данный способ имеет один недостаток, который заключается в сложности удерживания горелки по линии тонкого соединения металла.
- Сварку электрической дугой можно проводить двумя способами: непрерывным свариванием всего шва и прерывистым свариванием или сваркой точками.
- При непрерывной сварке электрод проводится по всей длине шва без отрыва. Значение сварочного тока выставляется примерно на значение 40-60А, в зависимости от применяемого аппарата оно может отличаться, поэтому необходимо в конкретном случае определять силу тока по горящей дуге и по тому, как проплавляется металл. Нужно, что бы корень шва полностью проплавлялся, но не прожигался. Это основной момент, от которого зависит непрерывный процесс сваривания шва по всей длине. То есть необходимо взять подходящего диаметра электрод, выставить соответствующую силу тока, и вести, не отрывая электрод с некоторой скоростью. При этом необходимо не забывать, что при слишком быстром движении электрода корень шва не проварится, а сварочный шов будет накладываться поверх стыка. При слишком медленной скорости металл можно прожечь.
- Сварка точками (прерывистая сварка) обеспечит более качественное соединение деталей. Значение тока в этом случае устанавливается немного больше обычного для гарантированного проваривания шва. Техника заключается в том, что при зажигании дуги после касания необходимо убрать электрод, затем опять зажечь дугу и убрать электрод. Такой процесс должен происходить настолько быстро, что бы металл не успел остыть полностью. Можно варить чуть длиннее, а не только точками, главное следить за состоянием сварочной ванны и не допускать что бы металл не проплавился насквозь.
 При этом необходимо не забывать, что при слишком быстром движении электрода корень шва не проварится, а сварочный шов будет накладываться поверх стыка. При слишком медленной скорости металл можно прожечь.
При этом необходимо не забывать, что при слишком быстром движении электрода корень шва не проварится, а сварочный шов будет накладываться поверх стыка. При слишком медленной скорости металл можно прожечь.Процесс сварки тонкого металла с толстым при помощи установки со стороны тонкого металла ободка обеспечивает простоту проведения такой работы (отсутствует смещение шва, нормальная ширина сварочной ванны) и хорошая обозреваемость расплавленного металла в сварочной ванне.
Насадки для сварки MIG тонкого металла
MIG ( Металлическая дуга в среде инертного газа ) — это тип сварки непрерывной проволокой , подходящий для высокой производительности, гибкий и универсальный. Благодаря оборудованию последнего поколения Minifaber может сваривать любой металл, даже самый тонкий.
Риск при сварке очень тонких листов (0,6–5 мм) заключается в образовании пузырей и пористости на поверхности линии сварки. Чтобы этого избежать, можно предпринять ряд мер.
Давайте посмотрим:
- Что такое сварка MIG для тонкого металла?
- Методы сварки MIG тонкого металла
- Какой провод выбрать?
- Какую толщину можно сваривать с помощью сварки MIG?
- Как сваривать тонкую нержавеющую сталь MIG
- Можно ли сваривать тонкий металл с толстым?
Что такое сварка MIG для тонкого металла?
Сначала давайте посмотрим, что такое сварка МИГ.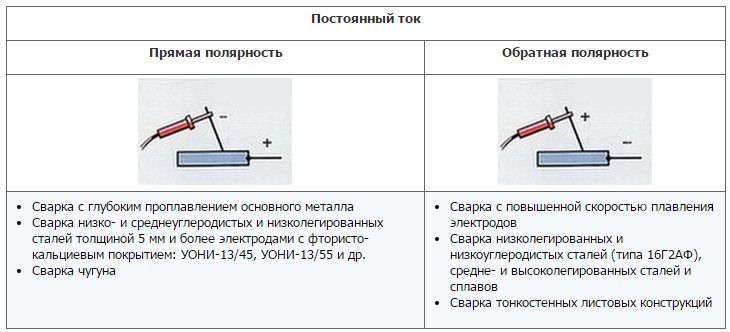
Сварка МИГ представляет собой тип дуговой сварки. Чтобы нагреть металлы и обеспечить возможность сварки, он использует мощность, выделяемую электрической дугой , которая стреляет между электродом (называемым присадочным материалом) и свариваемым металлом. Это также тип сварки непрерывной проволокой. Электрод представляет собой бесконечную проволоку; в процессе она сплавляется с кромками свариваемого металла.
В конце концов, это тип сварки, в котором используется действие определенных газов. Как? В качестве защиты сварочной ванны. Газы вводятся в сварочную ванну баллоном для защиты дуги и зоны сварки от воздействия окружающей атмосферы.
Сварка MIG тонкого металла, например Сварка MIG алюминия , сегодня полностью автоматизирована благодаря использованию антропоморфных роботов , которые направляют горелку на сварной шов свариваемой детали.
Техника сварки МИГ тонкого металла
Дуговая сварка МИГ может выполняться:
- С газовой защитой (G. M.A.W. газовая дуговая сварка металлическим электродом)
- Без защиты газа (флюс или самозащитная проволока)
 M.A.W. газовая дуговая сварка металлическим электродом)
M.A.W. газовая дуговая сварка металлическим электродом) Эти два процесса отличаются газом, используемым для защиты сварочной ванны. В случае сварки тонких металлов не следует использовать Co2, так как он слишком горячий, и следует предпочесть газ аргон вместо этого.
Чтобы приступить к сварке MIG тонких металлов, необходимо знать больше о сварочной проволоке.
Сварка тонкого металла методом MIG требует опыта и высокой точности. Мы поможем вам с индивидуальной сметой. Свяжитесь с нами
Безгазовая сварка MIG тонкого металла: какую проволоку выбрать?
Как вы знаете, при сварке непрерывной проволокой используется проволока, которая вставляется в горелку сварочного аппарата. Какую проволоку следует предпочесть для сварки MIG тонких металлов? Морфология сечения проволоки может быть двух типов:
- Сплошная проволока : секция, состоящая только из металлической порошковой проволоки. Сплошную проволоку выбирают из того же свариваемого вещества; он должен иметь такой же химический состав, чтобы быть эффективным. В проволоке есть элементы, помогающие в очистке свариваемого материала.
 Сплошную проволоку выбирают из того же свариваемого вещества; он должен иметь такой же химический состав, чтобы быть эффективным. В проволоке есть элементы, помогающие в очистке свариваемого материала.
Сплошную проволоку выбирают из того же свариваемого вещества; он должен иметь такой же химический состав, чтобы быть эффективным. В проволоке есть элементы, помогающие в очистке свариваемого материала.- Порошковая проволока , содержащая гранулы. Порошковая проволока выполняет ту же функцию, что и электрод с покрытием. Порошковая проволока имеет газозащиту, центр проволоки заполнен гранулированным порошком – флюсом. Так как он работает как электрод с покрытием, он может быть рутиловым, основным или специальным типом.
Для сварки тонкого металла лучше всего подходит порошковая проволока из-за ее меньшей силы тока.
Насколько тонкий слой можно сваривать с помощью сварки MIG?
Машины Minifaber могут контролировать количество тепла, сваривать любой лист толщиной менее 0,8 мм с использованием процесса MIG. Однако в идеале мы используем сварку TIG ( Tungsten Inert Gas ) для листов толщиной 0,6 мм или тоньше.
Как сваривать MIG тонкую нержавеющую сталь
Minifaber может сваривать даже тонкие листы из стали и нержавеющей стали методом MIG. В этом случае обязательно соблюдать осторожность, чтобы не превысить температуру сварки, но в то же время достичь достаточно высокой температуры для сварки твердого материала, такого как нержавеющая сталь.
Можно ли сваривать тонкий металл с толстым?
Правильные настройки — это первый шаг в сварке металлов разного размера. Для начала станки Минифабер настроены на рекомендуемые цифры для самой толстой заготовки. Резак перемещается быстро, чтобы не допустить возгорания более тонкой заготовки. Длина дуги также влияет на количество передаваемого тепла. Чем длиннее дуга, тем больше вольт и, следовательно, тем горячее . Вот почему вам нужно поддерживать узкую дугу (в идеале 3 мм), чтобы снизить температуру.
Свяжитесь с нашими специалистами, чтобы узнать больше о MIG-сварке тонкого металла.
Ручная сварка листового металла. Можно ли дуговой сваркой тонкий металл?
от персонала
Сварка листового металла считается высококвалифицированным процессом, требующим многолетней практики для освоения. Чаще всего для сварки листового металла (по порядку) используются процессы сварки TIG, MIG и, наконец, сварка электродами. Заметно, что сварка палкой находится в конце этого списка.
Почему сварка электродом или электродуговая сварка в среде защитного газа (SMAW) используется значительно реже, чем другие виды сварки? Давайте рассмотрим этот распространенный вопрос в следующей статье.
Содержание страницы
- Можете ли вы приклеить сварной лист?
- Ручная сварка тонкого металла
- Насколько тонкий металл можно использовать для дуговой сварки?
- Можно ли сваривать листовой металл 22 калибра?
- Какой тип сварочного аппарата лучше всего подходит для тонколистового металла?
Можете ли вы сваривать листовой металл?
Да, можно сваривать листовой металл с помощью аппарата для сварки электродом, но это наиболее сложный вариант из-за агрессивного характера процесса сварки электродом. Мы рекомендуем использовать сварочный аппарат для сварки листового металла только в том случае, если у вас очень ограниченный бюджет (и у вас нет доступа к аппарату для сварки TIG или MIG) или вы работаете на открытом воздухе (в этой области преобладающим типом сварки является электрод).
Мы рекомендуем использовать сварочный аппарат для сварки листового металла только в том случае, если у вас очень ограниченный бюджет (и у вас нет доступа к аппарату для сварки TIG или MIG) или вы работаете на открытом воздухе (в этой области преобладающим типом сварки является электрод).
Сварка тонкого металла электродом
Итак, если вы решили, что аппарат для сварки электродом является лучшим вариантом для вашего проекта, вот несколько важных советов, которые следует учитывать, например, для успешной сварки листового металла:
Настройка
Подготовка к установке для сварки листового металла стержнем даже важнее, чем при стандартных процедурах сварки, если вы хотите добиться успеха. Убедитесь, что сварочный аппарат работает на постоянном токе, чтобы обеспечить бесперебойную работу и сварку. Когда дело доходит до силы тока, начните с более холодного и предпочтительно на тестовом образце и отрегулируйте силу тока экспериментально. Более толстый листовой металл потребует немного больше тепла, чем более тонкий.
Выбор электрода
Мы рекомендуем использовать электрод E6011 или E6013 для сварки листового металла. Это связано с тем, что эти электроды содержат высокую концентрацию целлюлозы, что значительно упрощает их использование с плавной дугой.
Сварочный процесс
Как обычно при сварке электродом, вы хотите перетащить сварной шов (так, чтобы ваша рука находилась перед сварочной ванной). Важно наблюдать за сварочной ванной, чтобы убедиться, что вы не перегреваете листовой металл, что может привести к чрезмерному проплавлению и потенциальному короблению стали. Скорость перемещения сварного шва может иметь ключевое значение для поддержания достаточного количества подводимого тепла.
Какую толщину можно использовать для дуговой сварки?
При сварке листового металла толщина (или калибр) листового металла не является большой проблемой, если речь идет о более толстых листах. Однако сварка гораздо менее гибка при работе с более тонкими материалами. Наши рекомендации по минимальной и максимальной толщине листового металла должны начинаться не менее чем с 16 калибра или 1,5 мм и не превышать 6 мм (15/64 дюйма). Все, что больше 6 мм, считается металлической пластиной, а не листовым металлом.
Наши рекомендации по минимальной и максимальной толщине листового металла должны начинаться не менее чем с 16 калибра или 1,5 мм и не превышать 6 мм (15/64 дюйма). Все, что больше 6 мм, считается металлической пластиной, а не листовым металлом.
Мы рекомендуем минимум 1/16 дюйма (1,5 мм), потому что все, что меньше 16 калибра, создаст больше проблем, чем стоит сваривать. Листы толщиной 22 (0,7 мм), например, обычно используются в производстве листового металла для всех видов производственных работ.
Можно ли сваривать листовой металл 22 калибра?
Металлический лист толщиной 22 калибра (0,03 дюйма) можно сваривать с помощью сварочного аппарата TIG или даже с помощью сварочного аппарата MIG. Тем не менее, не рекомендуется выполнять сварку листового металла толщиной 22 дюйма, так как высока вероятность чрезмерного провара, что может стать проблемой. Калибр 16 или 1,5 мм является безопасным нижним пределом толщины материала при сварке листового металла.
Если вы впервые свариваете лист с помощью сварочного аппарата, то лучше всего начать с листового металла толщиной 2 мм и выше. Сварка более толстого листового металла стержнем намного проще из-за ограниченного проникновения, лучшего контроля тепла (сварочная ванна не будет деформироваться или продувать металл) и будет производить более эстетичные сварные швы.
Сварка более толстого листового металла стержнем намного проще из-за ограниченного проникновения, лучшего контроля тепла (сварочная ванна не будет деформироваться или продувать металл) и будет производить более эстетичные сварные швы.
Если вам абсолютно необходимо сварить тонкий лист металла с помощью сварочного аппарата, мы рекомендуем использовать минимально возможную силу тока в сочетании с высокой скоростью перемещения сварного шва. Ключевым моментом здесь является избегание чрезмерного подвода тепла, поэтому постарайтесь сначала потренироваться на пробном образце, прежде чем приступать к серьезному проекту.
Какой тип сварочного аппарата лучше всего подходит для тонколистового металла? Без сомнения, это должен быть процесс сварки TIG. Сварка TIG с газом была разработана специально для сварки листового металла и может работать намного эффективнее при более низких температурах, чем сварка Stick или MIG. Точность также является важным преимуществом использования аппарата TIG, поскольку гораздо проще управлять контролем нагрева, что, как мы уже говорили, очень важно при сварке листового металла.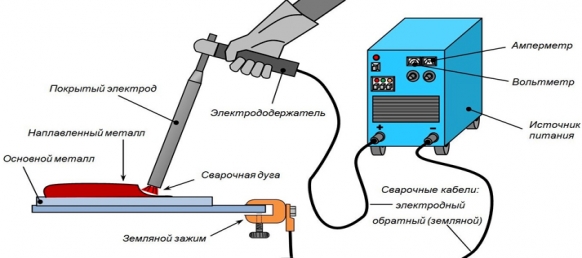
Следующим лучшим вариантом, в зависимости от обстоятельств, может быть сварочный аппарат MIG или использование автоматизированного роботизированного аппарата (например, лазерного сварочного аппарата). Сварочные аппараты MIG с защитным газом отлично подходят для сварки более толстого листового металла (3,5 мм +), поскольку они очень производительны благодаря своей скорости сварки и хороши для сохранения глубины провара и качества сварки.
Сварка MIG не так практична для использования на более тонких листовых металлах, как и сварка электродами, поскольку она имеет свои ограничения в отношении тепловложения и качества сварки.
В качестве альтернативы можно использовать автоматический сварочный аппарат, который окажется отличным вариантом для сварки листового металла. Часто в автоматических сварочных аппаратах используется установка TIG или лазерной сварки, и благодаря исключению человеческого фактора точность и качество являются исключительными.
Ограничения существуют для автоматической сварки листового металла и обнаруживаются, когда сварное соединение сложное (например, с кривизной или внутри компонента).