Что такое электродуговая сварка. Принцип работы электросварки
Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
СОДЕРЖАНИЕ
- Что такое электродуговая сварка
- Принцип сварки электродом
- Виды электросварки
- Оборудование для электродуговой сварки
- Особенности выполнения работы
- Меры безопасности
Что такое электродуговая сварка
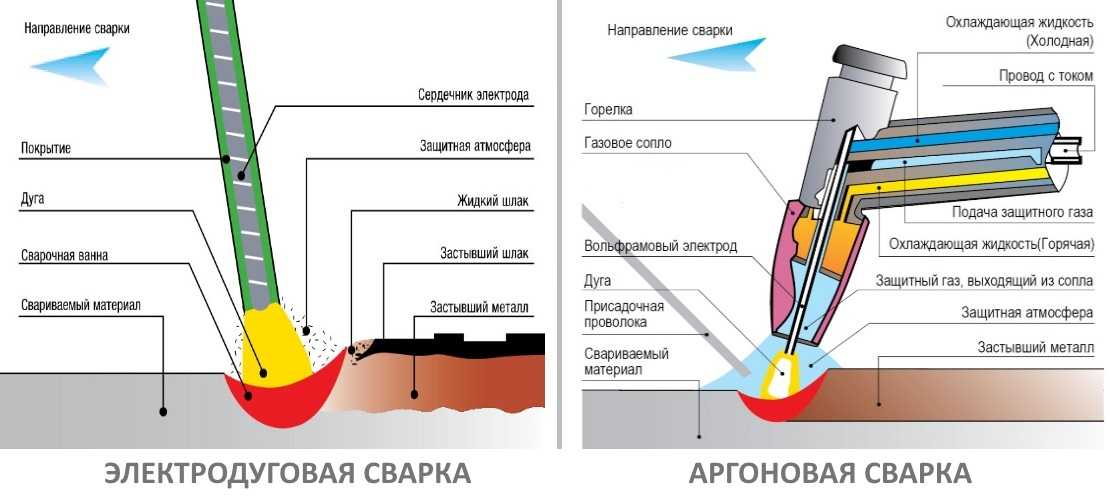
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая.
 Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
 Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком . Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом. Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
 Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.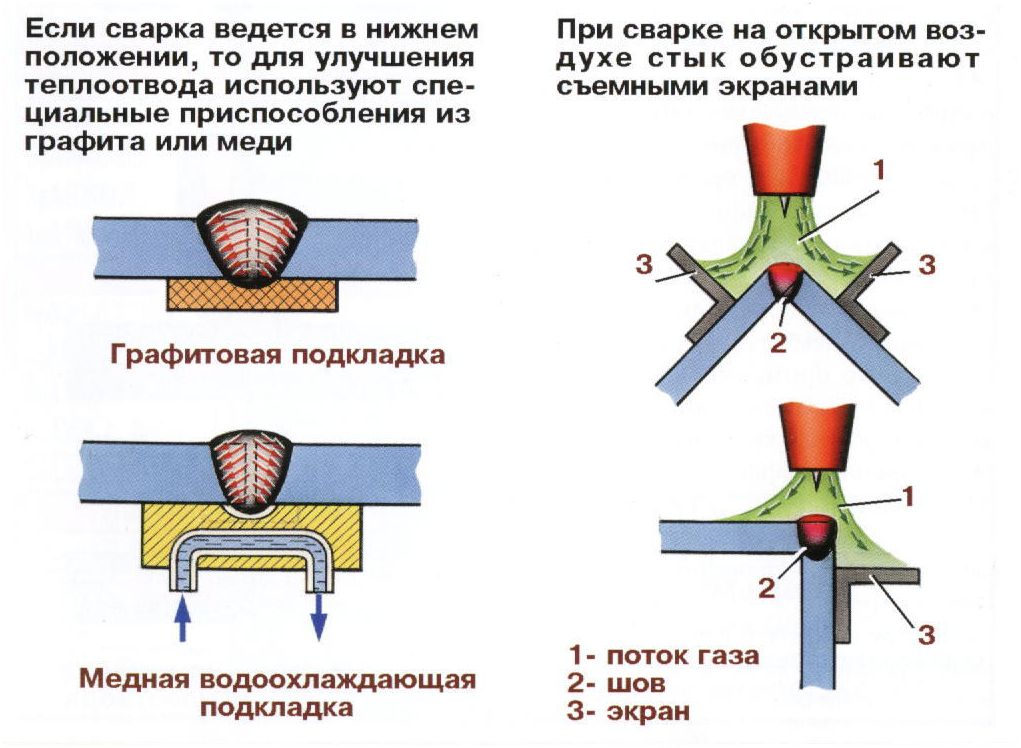
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию. Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
- Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
- Во время сварки деталей электрод плавно перемещается вдоль линии стыка. Он постепенно заполняется расплавом, который еще называют сварочной ванной. Она состоит из металла заготовок и расходного материала. Застывая расплав образует сварной шов. Руководствуясь в работе технологической картой, специалист может точно рассчитать рабочие параметры, включая мощность, продолжительность воздействия дуги и т.п.
- При формировании вертикальных швов электрод удерживается в прямом положении. Впрочем, небольшое отклонение (до 10 градусов включительно) никак не повлияет на качество результата.
- Чтобы исключить наплавление в одном месте, применяются разные техники сваривания: елочка, треугольник, проход в несколько раз и другие.
 Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.

Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.
- Сварочные работы следует выполнять на открытой площадке или же в хорошо проветриваемом помещении.
- Перед началом работы нужно запастись средствами пожаротушения: огнетушителем, водой и песком.

Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Что такое электродуговая сварка. Принцип работы электросварки
Оцените, пожалуйста, статью
12345
Всего оценок: 9, Средняя: 4
Сварка металла. Как это работает?
Дмитрий Крылов
Эксперт по частным домам. Опыт загородного проживания: 30 лет.
Сварка металла представляет собой соединение двух или нескольких частей изделий путем их нагревания и плавления на стыке с добавлением связующего или без него.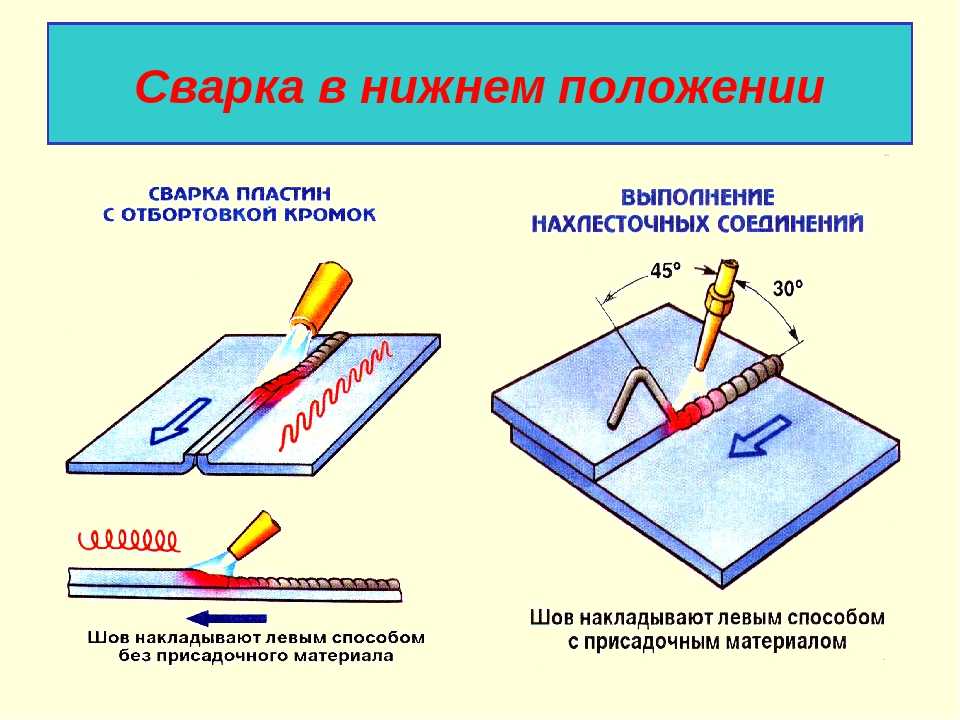 Источником тепла как правило является сварочная дуга, создаваемая током, генерируемым источником сварочного тока.
Источником тепла как правило является сварочная дуга, создаваемая током, генерируемым источником сварочного тока.
Сварку электрической дугой еще обычно называют дуговой сваркой. Тепло, генерируемое дугой, может быть использовано для дуговой сварки, в результате чего детали плавятся вместе. Например, именно так выглядит сварка вольфрамовым электродом с инертным газом.
Как правило, материал наполнителя подается через механизм подачи проволоки, к которому подключен сварочный пистолет, или вручную в виде покрытого электрода. Важно, чтобы материал наполнителя имел примерно ту же температуру плавления, что и заготовка.
Перед началом сварки металла, кромки свариваемых деталей должны быть правильно подготовлены, для получения соответствующей сварочной канавки, например, V-образной формы. Во время сварки дуга расплавляет края канавки и сварочный материал. Это создает так называемую сварочную ванну и обеспечивает лучше сцепление деталей друг с другом.
Наиболее распространенными металлами, которые сваривают друг с другом, являются алюминий, углеродистая сталь и нержавеющая сталь (также известная как высоколегированная сталь).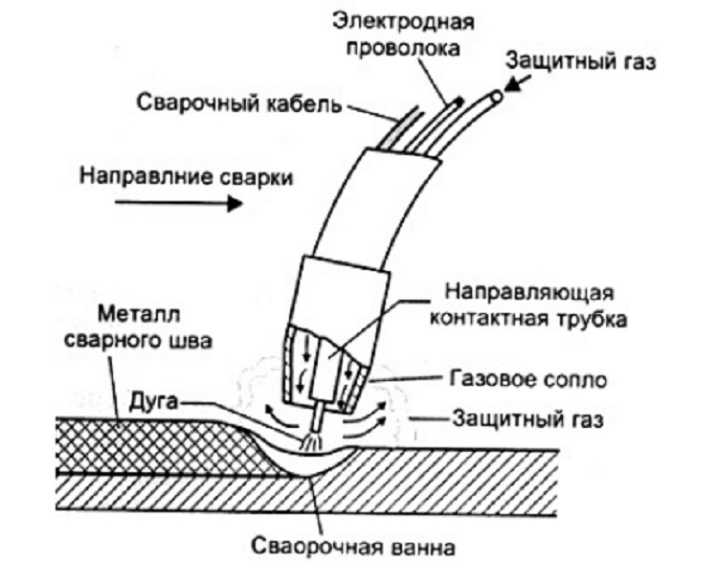 Но пластмассы также можно сваривать — в этом случае источником тепла является горячий воздух или электрический резистор.
Но пластмассы также можно сваривать — в этом случае источником тепла является горячий воздух или электрический резистор.
Что такое сварочная дуга?
Сварочная дуга — это электрический импульс, который протекает между сварочным электродом и заготовкой. Это происходит, когда между двумя элементами возникает достаточно высокое напряжение (бесконтактное зажигание) или когда пользователь ударяет по сварному материалу электродом (зажигание трением).
Электрическая дуга является основой дуговой сварки. Благодаря ей осуществляется соединение основного материала свариваемых деталей с присадочным материалом для формирования сварного шва.
Напряжение в такой дуге очень большое. Оно течет через воздушный зазор и образует дугу с температурой в несколько тысяч градусов (до 10000 °C). Поскольку ток постоянно течет между заготовкой и электродом, перед началом работы, заготовка должна быть заземлена с помощью кабеля заземления, подключенного к сварочному аппарату.
Чтобы получить гладкий и прочный шов, сварочная дуга должна быть стабильной. Следовательно, сварочное напряжение и скорость подачи проволоки должны быть адаптированы к свариваемому материалу и его толщине.
Следовательно, сварочное напряжение и скорость подачи проволоки должны быть адаптированы к свариваемому материалу и его толщине.
Техника сварщика влияет на то, является ли дуга мягкой или твердой, а следовательно, и на качество сварного шва. Расстояние от сварочного электрода до канавки и поддержание постоянной скорости движения горелки также имеет большое значение. Выбор правильного напряжения и скорости подачи проволоки является базовым навыком для каждого сварщика.
Хотя современные сварочные устройства предлагают множество функций, облегчающих работу сварщиков, таких как сохранение предыдущих настроек сварки или вызов готовых синергетических линий, что значительно упрощает настройку параметров устройства в соответствии с поставленной задачей.
Что такое защитный газ? И для чего он нужен?
Защитный газ оказывает большое влияние на производительность и качество сварки. Как следует из названия, защитный газ защищает расплавленный шов от окисления, а также от загрязнения и влаги в воздухе. В противном случае эти факторы могут снизить устойчивость сварного шва к коррозии, увеличить его пористость и ослабить его долговечность путем изменения геометрии соединения. Защитный газ также охлаждает сварочную горелку. Чаще всего это аргон, гелий, углекислый газ и кислород.
В противном случае эти факторы могут снизить устойчивость сварного шва к коррозии, увеличить его пористость и ослабить его долговечность путем изменения геометрии соединения. Защитный газ также охлаждает сварочную горелку. Чаще всего это аргон, гелий, углекислый газ и кислород.
Защитный газ может быть инертным или активным. Инертный газ не вступает в реакцию со сварочной ванной. Активный газ, с другой стороны, участвует в процессе сварки — он стабилизирует дугу и сглаживает подачу материала к сварному шву. Инертный газ используется для сварки MIG (сварка плавящимся электродом в защитном щите с инертным газом), а активный газ — для сварки MAG (сварка плавящимся электродом в защитном щите для активного газа).
Гелий (He) также является популярным инертным защитным газом. Гелий и смесь гелия и аргона используются при сварке TIG и MIG. Гелий способствует большему проникновению и обеспечивает более высокую скорость сварки, чем аргон.
Углекислый газ (CO2) и кислород (O2) являются активными газами, используемыми в качестве окисляющего компонента для стабилизации дуги и обеспечения более плавного процесса подачи материала во время сварки MAG. Точные пропорции компонентов защитного газа зависят от типа стали.
Точные пропорции компонентов защитного газа зависят от типа стали.
Методы сварки
Методы сварки классифицируются на основе метода генерирования тепла и метода подачи присадочного материала. Выбор конкретного метода зависит от сварного материала и его толщины, требуемой эффективности работы, желаемых эстетических показателей и целевого качества сварного шва.
Наиболее распространенными методами сварки являются MIG / MAG, TIG и MMA (сварка электродом с покрытием). Самый старый, самый известный и наиболее часто используемый метод — это сварка MMA. Он широко используется для монтажа и наружных работ, требующих оборудования, которое легко переносить и использовать.
Медленная сварка TIG дает очень хорошие сварные швы, поэтому этот метод используется для видимых сварных швов или швов, которые требуют исключительной точности.
Сварка МИГ / МАГ считается наиболее универсальной, поскольку нет необходимости отдельно подавать материал в сварочную ванну. Вместо этого сварочная проволока подается непосредственно в сварочную ванну в газовой подушке от сварочного пистолета.
Существуют также другие методы сварки для специальных применений, таких как лазерная, плазменная, дуговая сварка под флюсом, ультразвуковая и точечная и фрикционная сварка. Мы обязательно расскажем о них в будущих статьях нашего блога.
Какие бывают сварочные аппараты?
Аппаратов для сварки металла сегодня на рынке представлено очень много. Ранее об этом мы уже писали на страницах нашего блога. Поэтому затронем здесь эту тему кратко. Все они классифицируются на 3 основных вида:
- полуавтоматы;
- инверторные;
- аргонодуговые установки;
Например, модель EWM Pico 180 puls с импульсной функцией является одним из лучших устройств для сварки.
Кроме самого аппарата сварщику следует заранее позаботиться о наличии всех расходников и аксессуаров. Это:
- электроды;
- порошковая проволока;
- разъемы;
- фиксаторы;
- клеммы заземления.
Все эти «мелочи» обеспечивают комфорт в работе и качественное выполнение производственной задачи.
Безопасность работы при сварке
Сварка металла связана с рядом рисков. Электрическая дуга излучает очень яркий свет и ультрафиолетовое излучение, которое может повредить ваше зрение. Брызги и искры расплавленного металла могут обжечь кожу и стать причиной пожара, а испарения, выделяющиеся при сгорании, могут быть опасными для дыхательной системы.
Однако всех этих опасностей можно избежать с помощью правильной подготовки и соответствующего защитного снаряжения.
Чтобы снизить риск возникновения пожара, перед началом работы, внимательно осмотрите место вокруг будущей сварки и удалите все легковоспламеняющиеся материалы . Средства пожаротушения также должны быть подготовлены. Рабочее место также должно быть недоступным для посторонних.
Защитите глаза, уши и кожу с помощью соответствующих средств индивидуальной защиты. Сварочный шлем с регулируемым фильтром защищает глаза, волосы и уши. Кожаные сварочные перчатки и прочный, негорючий комбинезон защищают руки и тело от искр и тепла.
Если вы планируете работать в помещении, то рабочее место также должно быть оборудовано достаточной вентиляцией для удаления сварочного дыма.
Была ли эта статья для вас полезной? Пожалуйста, поделитесь ею в соцсетях:
Не забудьте добавить сайт Недвио в Закладки. Рассказываем о строительстве, ремонте, загородной недвижимости интересно, с пользой и понятным языком.
Как работает сварка? – Welding Headquarters
Сварка представляет собой процесс плавления, при котором два или более различных металла и термопластичных компонентов соединяются вместе с помощью высокотемпературного тепла или давления, или того и другого. Это помогает комбинировать более мелкие и простые объекты для создания более сложных структур.
В процессе сварки детали соединяются путем расплавления присадочного материала (например, стали) в месте соединения. Комбинация достигается тремя основными методами: газовой сваркой, дуговой сваркой или лазерной сваркой.
В этом посте мы подробно рассмотрим, как работает сварка, процесс соединения разных деталей и основные виды сварки, которые используют профессионалы.
Основы сварки
Сначала вам нужно понять, что сварка отличается от пайки или пайки. При пайке наполнитель вжигается между двумя компонентами, которые плотно прилегают друг к другу. Только наполнитель сгорает и соединяется с обеими частями, образуя связь.
При сварке основные металлы или пластмассы также обжигаются, в результате чего они плавятся и соединяются с наполнителем, образуя более надежное и прочное соединение.
Различные виды сварки
Для сварки металлов, пластика или дерева используется более дюжины различных сварочных процессов. Их можно разделить на две широкие категории; сварка давлением и процессы нагрева.
В категории нагрева вы можете найти различные методы сварки, от более простого кислородно-топливного метода до высокотехнологичного процесса, включающего лазерную сварку.
Однако, когда дело доходит до практического и коммерческого применения, большинство сварщиков обычно используют только четыре типа сварки. К ним относятся MIG, TIG, дуговая сварка и дуговая сварка с флюсовой проволокой. Каждый тип сварки имеет определенные преимущества и недостатки, и сварщик должен иметь соответствующую подготовку, чтобы эффективно их использовать.
Как работает сварка
В этом руководстве мы сосредоточимся на процессе дуговой сварки плавлением. Он включает в себя различные подходы к применению дуги и типы соединений для получения требуемого соединения. Наиболее распространенными типами сварных соединений являются;
- Соединение встык: Образует соединение под углом 135-180° между двумя металлическими концами
- Соединение внахлестку: Этот сварной шов используется для углового соединения 0-5° между двумя перекрывающимися деталями
- Тройник: Может использоваться для соединения края одной детали с гранью другой детали под углом 5-90°
- Угловое соединение: Это соединение образует соединение под углом 30-135° между двумя металлическими кромками или концами
- Кромочное соединение: Общий сварной шов между кромками двух деталей, который может находиться под углом от 0 до 30°
- Исходный материал: Сюда входят несколько металлических деталей, которые соединяются вместе в процессе сварки.
- Наполнители или расходные материалы Материал: Это дополнительные материалы, которые нагреваются в дуге и наносятся на поверхность швов или под них для создания более прочного соединения.
Исходные материалы, используемые при сварке
Сварка может выполняться для различных материалов, включая металлы, пластмассы и даже дерево. Каждый из них требует различных температур и методов сварки.
Сварка металлов включает нагрев основного металлического материала , который затем плавится и соединяется с другими материалами для создания прочного сварного соединения. В рабочую зону подается высокая температура, которая создает ванну расплавленного материала, который охлаждается, образуя соединение. Обычно это соединение так же прочно, если не прочнее, чем сам исходный материал.
Защитный газ может использоваться для защиты расплавленной сварочной ванны и присадочного металла от загрязнения или окисления окружающей средой.
Помимо металлов, с помощью сварки можно также соединять пластмассы. Нагрев пластмассового исходного материала осуществляется в три этапа. Во-первых, площадь поверхности подготавливается и соединяется с помощью давления. Тепло применяется короткими, контролируемыми импульсами. Материалам дают остыть, в то время как к материалам продолжают прикладывать давление для создания сварного шва.
Методы нагрева можно разделить на внутренние и внешние в зависимости от конкретного процесса, используемого для сварки.
Деревянный основной материал также может быть соединен сваркой. Материалы подвергаются большому давлению, а затем нагреваются за счет линейного трения, которое создает тепло на поверхности для соединения заготовок вместе. Процесс сварки древесины выполняется довольно быстро и обеспечивает прочный конечный результат без использования клея или гвоздей.
Различные типы сварочных процессов
Сварка электродом, сварка МИГ и ВИГ являются наиболее распространенными методами дуговой сварки металлов. Давайте кратко рассмотрим каждый из этих методов здесь.
Как работает дуговая сварка?
Дуговая сварка защищенным металлом, также известная как сварка стержнем, представляет собой метод сварки, при котором электрод подается в точку сварки, где дуга плавит и соединяет металлы.
Сварочный пистолет состоит из сердечника проволоки, который предназначен для создания высокотемпературной дуги на кончике электрода. Дуга подводится близко к заготовке и быстро отводится, оставаясь при этом достаточно близко к области соединения, чтобы создать температуру, которая может достигать 6500°F для расплавления основного металла.
Для достижения наилучших результатов площадь поверхности расплавленного металла защищают от оксидов и нитратов, которые могут присутствовать в окружающей среде. Это делает электродуговую сварку идеальной для сварки трубопроводов, строительства, литья стали и ремонта тяжелого оборудования.
Метод сварки электродом является одним из самых дешевых и наименее затратных методов соединения металлических деталей. Это также один из самых портативных методов, поскольку сварочные пистолеты можно легко использовать в ограниченном пространстве. Защитный газ не используется при сварке электродом, в отличие от методов сварки TIG или MIG, и вы можете использовать сварку электродом, даже если вы находитесь на улице или работаете при сильном ветре или дожде.
Еще одним преимуществом является то, что электродную сварку можно использовать на грязных или слегка ржавых металлах. Это подходящий метод для проектов сварки, где вы просто не можете использовать методы TIG или MIG.
Однако у сварки электродом есть и недостатки. Во-первых, он имеет меньшую расходную эффективность, так как при сварке таким способом довольно много отходов присадочного материала. Оператор также должен обладать высокой квалификацией и эффективно работать на открытом воздухе или в ограниченном пространстве.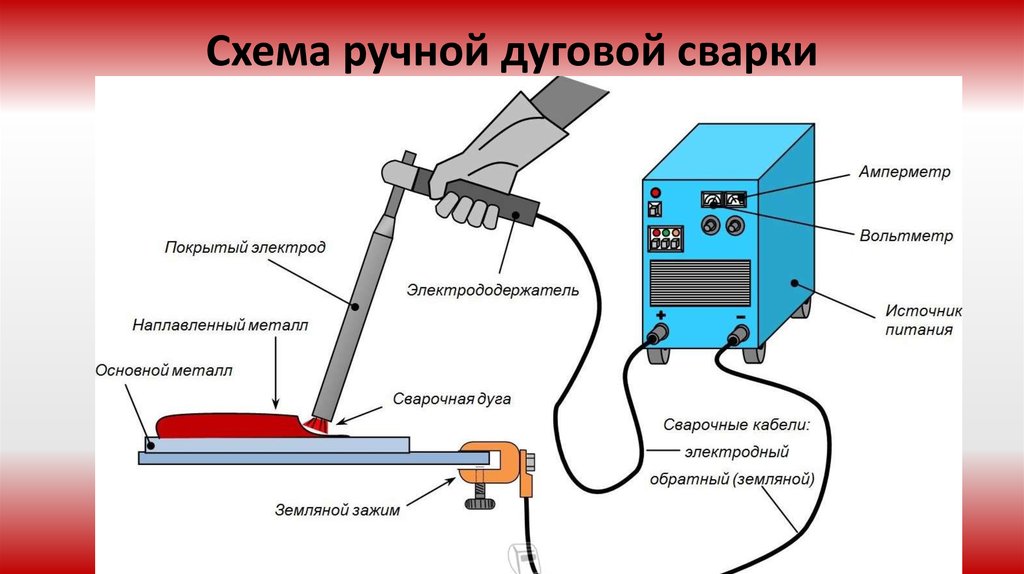 Сварка стержнем также требует больше времени для выполнения сварочных проектов, и вам потребуется немного больше времени, чем другим методам, чтобы овладеть необходимыми навыками. Также сложнее использовать электродуговую сварку для сложных или деликатных проектов, требующих предельной точности или эффективности.
Сварка стержнем также требует больше времени для выполнения сварочных проектов, и вам потребуется немного больше времени, чем другим методам, чтобы овладеть необходимыми навыками. Также сложнее использовать электродуговую сварку для сложных или деликатных проектов, требующих предельной точности или эффективности.
Метод дуговой сварки существует уже давно и обычно считается устаревшим по сравнению с методами защиты от старения MIG или TIG. Этот процесс требует большого количества ручных операций, что усложняет его для новых методов. Однако этот процесс необходим в некоторых ситуациях, когда трудно использовать сварку TIG или MIG из-за положения или угла наклона материалов или типа используемых материалов.
Сварка стержнем — очень недорогое решение, не требующее больших инвестиций в дорогостоящее оборудование. Качество окончательного сварного шва может быть не самым лучшим, в основном потому, что этот метод допускает только неглубокое проплавление, образование трещин и пористость. Соединения, сваренные стержнем, также более уязвимы к суровым погодным условиям.
Соединения, сваренные стержнем, также более уязвимы к суровым погодным условиям.
Как работает сварка MIG?
Сварка MIG, также известная как газовая дуговая сварка металлическим электродом (GMAW), включает в себя непрерывный электрод, проходящий через сварочный пистолет, который нагревается и соединяет металлы. Оператору MIG необходимо нажать курок на горелке, чтобы подать расходуемый электрод к заготовке.
Этот метод сварки создает дугу между основным материалом и пистолетом, который нагревает материал до тех пор, пока он не достигнет точки плавления. Лужа расплавленных кусков — это то, что позволяет соединять разные металлы друг с другом.
Сварку MIG можно использовать для широкого спектра металлов, включая нержавеющую сталь, углеродистую сталь, медь, магний, никель, алюминий и кремнистую бронзу.
Основное преимущество сварки методом MIG заключается в том, что она снижает потери благодаря более эффективной подаче электрода к заготовке. Это снижает потребность в очистке сварного шва, снижает подвод тепла к рабочей зоне и уменьшает количество дыма во время сварки.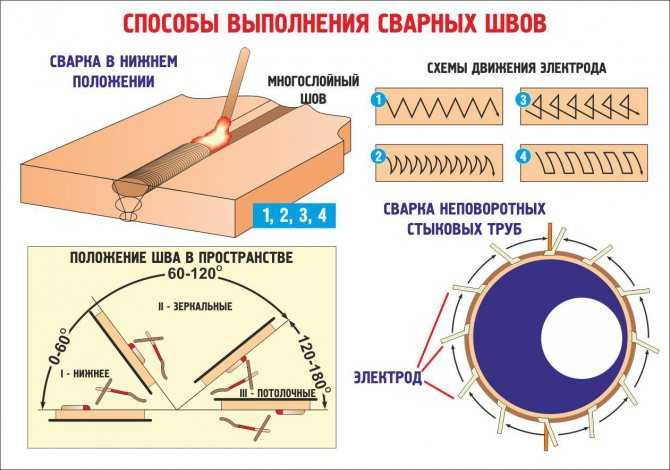 Что еще более важно, сварка MIG — это самый простой для изучения метод сварки, что делает его вполне подходящим для начинающих или энтузиастов-любителей.
Что еще более важно, сварка MIG — это самый простой для изучения метод сварки, что делает его вполне подходящим для начинающих или энтузиастов-любителей.
Если посмотреть на недостатки, то у сварки MIG есть некоторые проблемы. Во-первых, вам нужен внешний защитный газ для электрода. Сварочные аппараты MIG также имеют достаточно высокую стоимость и требуют для работы дополнительного оборудования. Положения и рабочие углы для сварки ограничены. Например, вы не можете использовать эту технику для потолочной или вертикальной сварки. Вы также не можете эффективно выполнять прихваточные швы с более толстыми материалами. Наконец, чтобы успешно использовать этот метод сварки, все поверхности заготовки должны быть очищены от грязи и ржавчины.
Для эффективной сварки MIG необходимо правильно отрегулировать параметры мощности в соответствии с толщиной материала. Скорость сварки также является важным фактором, влияющим на проплавление и прочность сварного шва. Если вы уменьшите скорость доставки электрода, вы сможете увеличить проникновение в металл. Вы можете использовать различные калькуляторы для сравнения различных настроек, необходимых для мощности сварки в конкретном проекте.
Вы можете использовать различные калькуляторы для сравнения различных настроек, необходимых для мощности сварки в конкретном проекте.
Защитный газ является важным фактором, который следует учитывать при сварке MIG. Для сварки MIG требуется внешняя подача защитного газа, который покрывает электрод и защищает его от внешней среды. Наиболее часто используемыми газами при сварке MIG являются аргон, гелий, кислород и углекислый газ. Каждый из них предоставляет свои уникальные преимущества.
Двуокись углерода (CO2) является наиболее распространенным реактивным газом, используемым при сварке MIG. Как правило, это самый дешевый из используемых защитных газов. Кроме того, это единственный защитный газ, который можно использовать в чистом виде без добавления другого инертного газа. Именно поэтому CO2 является самым популярным защитным газом.
Многие профессиональные сварщики также используют смесь, состоящую из 75–95 процентов аргона и 5–25 процентов CO2. Эта комбинация обеспечивает более желательную стабильность дуги и контроль над сварочной ванной, что вызывает меньшее разбрызгивание, чем чистый CO2.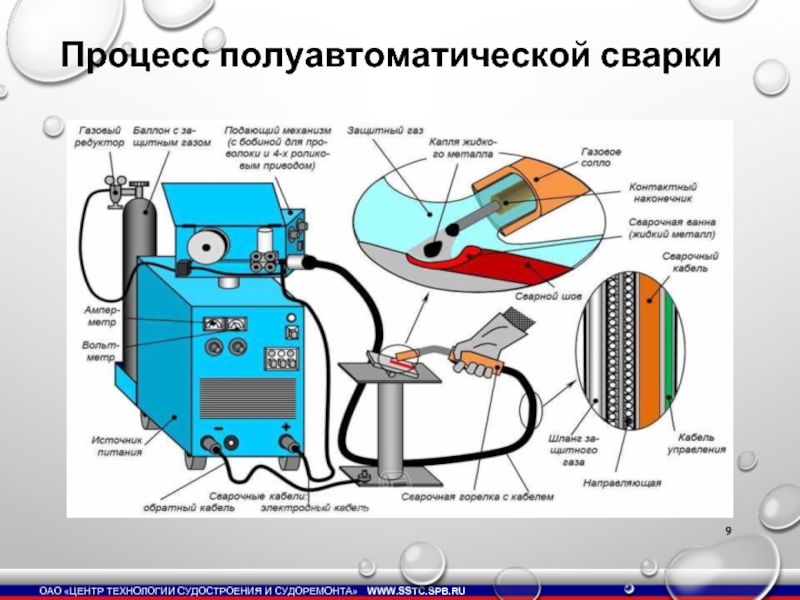
Сварка MIG чаще всего используется в автомобильной промышленности. Сварка MIG создает прочный сварной шов, способный эффективно выдерживать огромные нагрузки. Автомобильный ремонт и строительство обычно требуют прочности и универсальности, и сварка MIG вполне подходит для этой цели. Другие распространенные области, в которых используется сварка MIG, включают робототехнику, брендинг, строительство и морскую промышленность.
Как работает сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как сварка Heliarc, — это еще один известный процесс сварки, в котором неплавящийся вольфрамовый электрод используется для нагрева и расплавления основного основного металла. Поскольку вольфрам имеет очень высокую температуру плавления, электрод не растворяется при сильном нагреве, необходимом для создания металлических соединений.
Это устраняет необходимость в присадочных материалах, необходимых при сварке MIG. Комбинация металлов достигается просто за счет электродной дуги. Однако вы можете добавить внешний присадочный стержень в расплавленную ванну, чтобы создать сварной шов, улучшающий механические свойства металла. Использовать наполнитель или нет, зависит от типа проекта, над которым вы работаете.
Однако вы можете добавить внешний присадочный стержень в расплавленную ванну, чтобы создать сварной шов, улучшающий механические свойства металла. Использовать наполнитель или нет, зависит от типа проекта, над которым вы работаете.
Основное преимущество метода сварки TIG заключается в том, что он позволяет работать с очень тонкими или хрупкими материалами. Не создает большого количества брызг или металлических отложений на сварном шве. TIG производит высококачественные, чистые сварные швы, а сварные швы обеспечивают очень эстетичный внешний вид. Металлические соединения прочны и эффективны, предлагая тот же уровень прочности, что и основной материал.
У сварки TIG есть и недостатки. Во-первых, это высокая стоимость. Оборудование TIG довольно дорогое и может не подойти сварщикам, работающим неполный рабочий день. Для защиты электрода требуется внешний защитный газ, что дорого и сложно в обращении. Этот метод имеет более высокую кривую обучения, чем сварка MIG. Сварщики TIG должны быть квалифицированными операторами.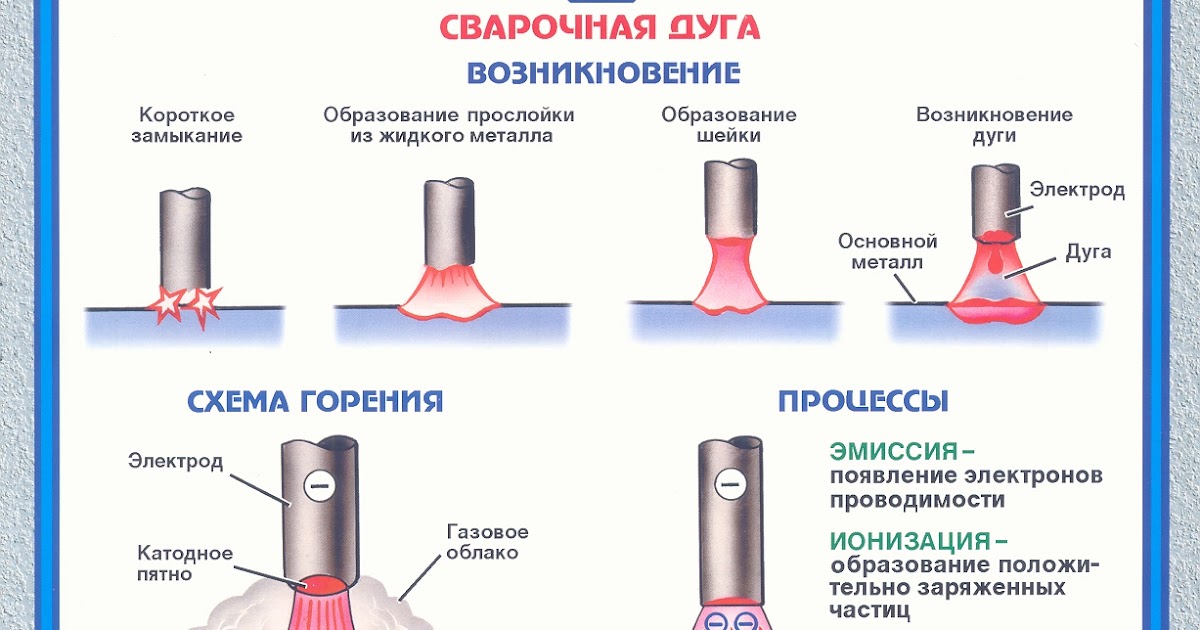 Если вы не используете дополнительный наплавляемый материал, сварка TIG может быть не такой прочной, как сварка MIG, усиленная дополнительными металлическими наплавками.
Если вы не используете дополнительный наплавляемый материал, сварка TIG может быть не такой прочной, как сварка MIG, усиленная дополнительными металлическими наплавками.
Как и в случае сварки MIG, вам понадобится внешний источник газа, обычно смесь аргона, гелия и углекислого газа. Сварка TIG чаще всего используется в трубопроводных системах, аэрокосмической сварке и сварке мотоциклов или велосипедов.
Метод сварки TIG в наши дни стал довольно популярным среди сварщиков. Это связано с тем, что сварка TIG обеспечивает чистую и гладкую поверхность. Он обеспечивает более высокую степень чистоты конечного продукта, чем любой другой метод сварки. TIG чаще всего используется для сварки металлических деталей из нержавеющей стали. Однако он также подходит для других металлов, включая алюминий, медь, магний, никель и т. д.
Сварка ВИГ обычно используется в отраслях, где в изделиях преобладают цветные металлы. Сюда входят такие отрасли, как производство труб, автомобилей и велосипедов, а также ремонт и техническое обслуживание различных типов инструментов, изготовленных из алюминия, меди, магния и нержавеющей стали.
Роль флюса и защитного газа при сварке
Флюс обычно используется при сварке MIG для получения защитного газа, защищающего дугу. Это химическое покрытие, покрывающее присадочный стержень, которое сгорает во время работы электрода. При сгорании флюса выделяется защитный газ, который предотвращает окисление основы сварного шва и присадочного материала.
Флюс может быть изготовлен из самых разных соединений в зависимости от области применения и присадочного материала, используемого при сварке. Он предлагает много преимуществ для процесса сварки.
Флюс в основном используется для защиты основания металлического шва и присадочного материала от кислорода и других окружающих газов, присутствующих в окружающей среде. Он создает барьер, называемый защитным газом, защищая дугу и сварочную ванну от воздействий окружающей среды. Flux создает более чистую среду для существования и работы дуги внутри.
При сварке TIG защитный газ подается непосредственно на поверхность сварного шва, чтобы защитить новое металлическое соединение от загрязнений. Эти примеси, также известные как включения, могут загрязнять металл и создавать пористость, ослабляющую соединение.
Эти примеси, также известные как включения, могут загрязнять металл и создавать пористость, ослабляющую соединение.
И последнее, но не менее важное: защитный газ регулирует дугу, помогая ей нагреться до более высокой температуры, чтобы образовалась лужа жидкого металла.
Как работает сварка
Сварка — это широко распространенный метод металлообработки, при котором два куска металла соединяются друг с другом, образуя прочную связь. Но что именно происходит, когда два металла соединяются вместе? По определению, сварка соединяет два куска металла плавлением. Чтобы правильно сплавиться, основной металл должен плавиться и течь вместе. В старых методах сварки использовалась кислородная паяльная лампа для нагрева кусков металла до тех пор, пока основные металлы не достигали температуры плавления, но в новых методах теперь используется электрическая дуга для выработки тепла, необходимого для плавления металла. Дуга возникает при передаче электрического заряда от электрода к заготовке.
Существует множество различных интерфейсов, использующих эту базовую предпосылку для получения сварного шва. Наиболее широко используемым методом является дуговая сварка металлическим электродом в среде защитного газа (SMAW), более известная как электродуговая сварка. Этот метод включает использование расходуемого электрода в виде стержня, покрытого флюсом, для создания дуги, которая плавит наполнитель и соединяет заготовки. Дуговая сварка металлическим газом (GMAW), известная в просторечии как сварка MIG, представляет собой метод, в котором в качестве электрода используется расходуемая проволока, которая автоматически подается через пистолет, который одновременно подает аргон в качестве защитного агента. Дуговая сварка под флюсом (SAW) включает в себя сварку соединения с использованием электрической дуги, затушенной слоем флюса.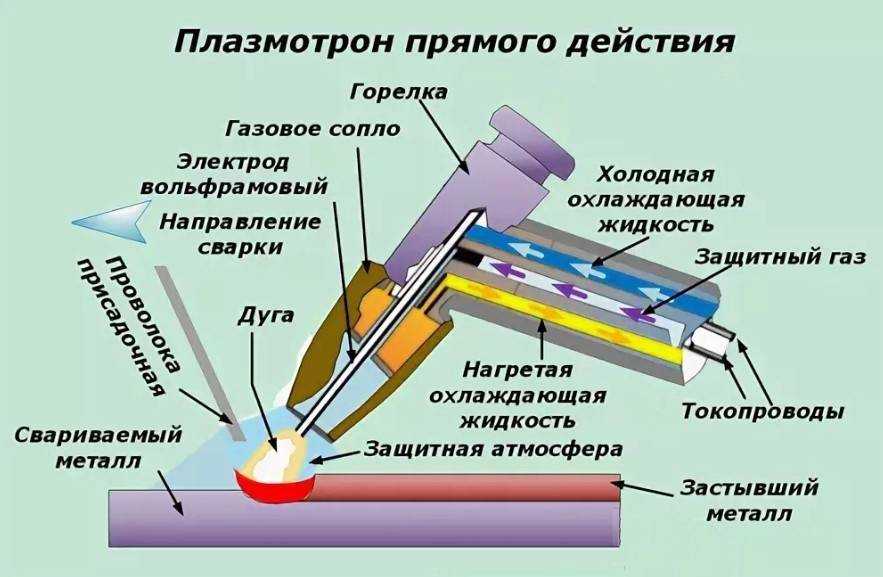
Искусство сварки основано на личном методе сварки сварщика. Многие переменные влияют на характеристики сварного шва одновременно, поэтому у инженеров-сварщиков есть записи о квалификации процедуры (PQR), чтобы гарантировать надежный сварной шов в определенных ситуациях. Многие сварщики используют уникальный подход к уравновешиванию этих переменных, давая хорошо обученному сварщику собственный особый метод. Материал, толщина, тип соединения и угол сварки — все это переменные, которые необходимо учитывать. В то же время тепло должно сохраняться равномерно между двумя заготовками, иначе сварной шов будет неоднородным. Сварщик с положительным послужным списком может успешно сваривать в самых разных ситуациях, и мастерство в этих ситуациях позволяет разработать собственный метод или стиль.
Многие сварщики используют уникальный подход к уравновешиванию этих переменных, давая хорошо обученному сварщику собственный особый метод. Материал, толщина, тип соединения и угол сварки — все это переменные, которые необходимо учитывать. В то же время тепло должно сохраняться равномерно между двумя заготовками, иначе сварной шов будет неоднородным. Сварщик с положительным послужным списком может успешно сваривать в самых разных ситуациях, и мастерство в этих ситуациях позволяет разработать собственный метод или стиль.
Сварной шов чрезвычайно чувствителен к атмосферным загрязнениям. Если сварка выполнена без надлежащей защиты, это может привести к пористому или слабому сварному шву. Флюс используется при дуговой сварке защищенным металлом для покрытия электрода и при дуговой сварке под флюсом для покрытия зоны сварки. Когда флюс расходуется, он образует углекислый газ и шлак. Углекислый газ действует как защитный газ и защищает сварной шов, а шлак остается твердым побочным продуктом расплавленного флюса.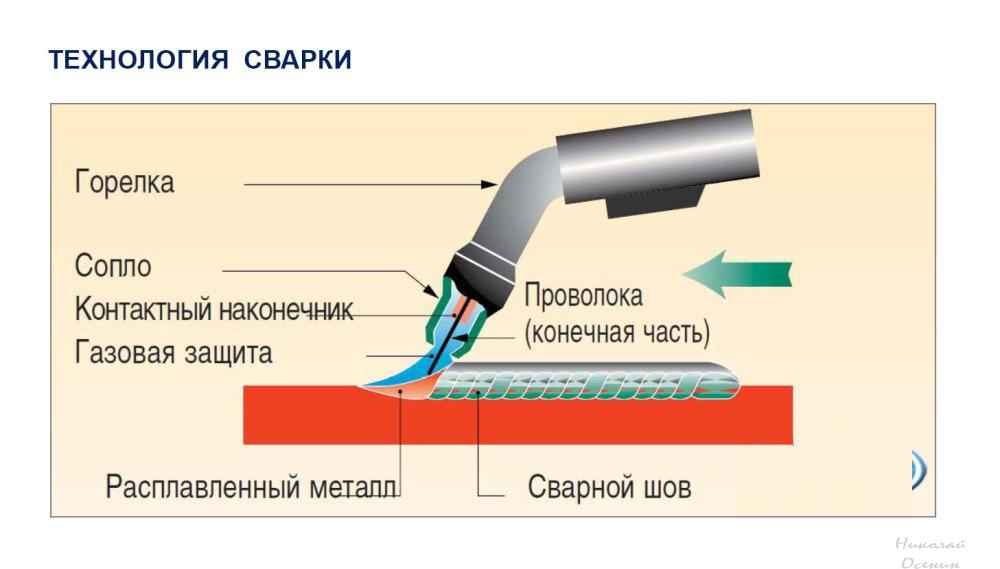 Шлак должен быть удален для обеспечения качества и эстетической консистенции. При сварке MIG и TIG в качестве защитного агента используется газообразный аргон. Аргон — это нереакционноспособный газ, который хорошо защищает от загрязнения и в этих случаях подается сварочной горелкой. Сварка TIG часто требует высокой точности, и в некоторых случаях заготовки помещаются в небольшую камеру, заполненную аргоном, чтобы создать среду «чистой комнаты» и предотвратить любое возможное загрязнение.
Шлак должен быть удален для обеспечения качества и эстетической консистенции. При сварке MIG и TIG в качестве защитного агента используется газообразный аргон. Аргон — это нереакционноспособный газ, который хорошо защищает от загрязнения и в этих случаях подается сварочной горелкой. Сварка TIG часто требует высокой точности, и в некоторых случаях заготовки помещаются в небольшую камеру, заполненную аргоном, чтобы создать среду «чистой комнаты» и предотвратить любое возможное загрязнение.
Сварка – это отрасль, характеризующаяся качеством изготовления и постоянной квалификацией. Сертификация может быть выдана только в том случае, если сварщик может стабильно выполнять качественную работу, и эта сертификация зависит от того, как часто сварщик практикует свое ремесло. Проекты часто требуют, чтобы сварщики были сертифицированы по определенному коду. Это гарантирует, что только утвержденные сварщики участвуют в проекте, что является важной спецификацией для требовательных клиентов, включая федеральные и местные органы власти.