Как работает контактная точечная сварка и ее преимущества
Точечная контактная сварка является несложным и эффективным способом соединения металлических изделий. Эта технология успешно применяется уже более полутора веков в машиностроении и в сфере изготовления бытовой продукции. Доступность технологии позволяет использовать ее не только на заводах, но и в домашних мастерских. Сварка алюминия полуавтоматом также возможна, что позволяет относительно легко выполнить ремонт деталей, изготовленных из цветного металла.
Принцип работы
Соединение металлических изделий контактной точечной сваркой осуществляется за счет локального нагрева материала. Повышение температуры до необходимого уровня осуществляется за счет прохождения электрического импульса большой силы (до 15 000 ампер). Для соединения металлических деталей их также необходимо прижать со значительным усилием.
Отличительной особенностью оборудования является наличие небольшого напряжения. Даже в производственных установках разность потенциалов не превышает 3 В. Осуществляется применение контактной точечной сваркой по ГОСТу 15878-79.
Осуществляется применение контактной точечной сваркой по ГОСТу 15878-79.
Технология и этапы
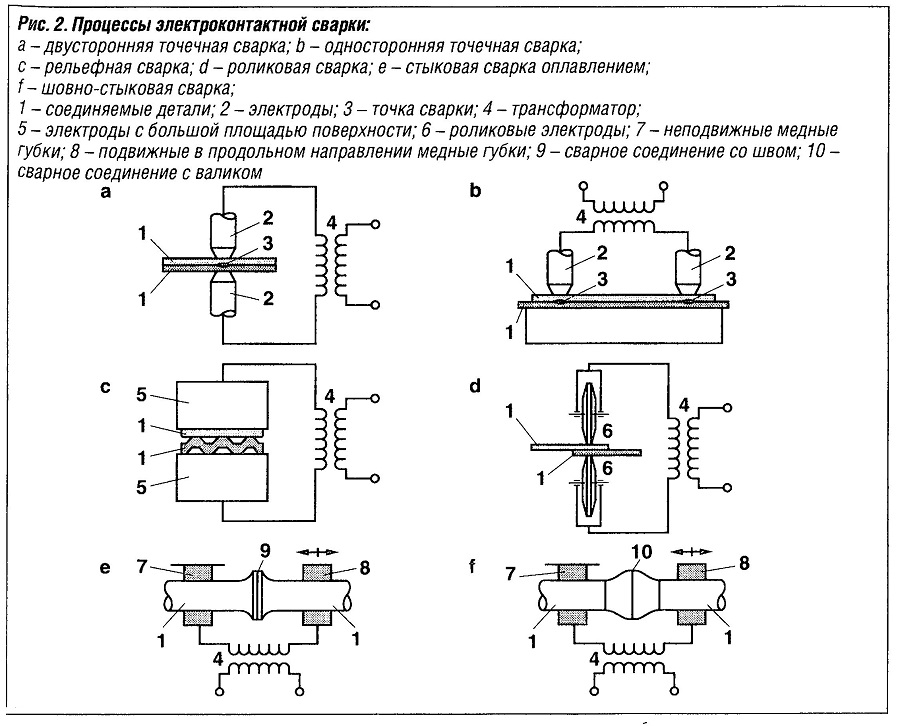
Установки контактной точечной сварки состоит из источника питания и зажимных элементов. Для получения низкого напряжения при больших показателях силы тока применяются мощные трансформаторы индукционного типа. В качестве токоотвода при контактной точечной сварке могут использоваться графитовые или медные элементы, которые фиксируются на металлических деталях посредством зажимного элемента. Клещи могут прижиматься к обрабатываемой поверхности различными способами. По методу зажима свариваемых деталей различают следующие виды контактной точечной сварки:
- Механические. В клещах этого типа прижим контактов осуществляется посредством мускульной силы.
- Пневматические. Прижатие рабочих элементов осуществляется за счет цилиндров со сжатым воздухом.
- Гидравлические. Аналогичны пневматическим устройствам, но только вместо воздуха используется специальная жидкость.
- Электромагнитные.
 Сближение рабочих элементов происходит под воздействием мощного электромагнита.
Сближение рабочих элементов происходит под воздействием мощного электромагнита.
 Сближение рабочих элементов происходит под воздействием мощного электромагнита.
Сближение рабочих элементов происходит под воздействием мощного электромагнита.Механические клещи применяются в бытовых аппаратах. Оборудование этого типа обладает относительно низкой производительностью и не дает полного контроля над степенью сжатия. Пневматические и гидравлические элементы используются преимущественно в переносных установках. Аппараты с использованием такого привода характеризуются качественным прижимом, но являются относительно медленными. Электромагнитные приборы работают практически молниеносно, поэтому могут применяться как в бытовых устройствах, так и в больших стационарных аппаратах.
Вне зависимости от типа применяемого привода, оборудование может отличаться рабочими показателями. Основные параметры контактной точечной сварки:
- Сила тока.
- Длительность импульса.
- Усилие сжатия электродов.
- Форма рабочих электродов.
Технология контактной точечной сварки подразумевает последовательность следующих этапов:
- Подготовка поверхности.
- Сжимание деталей.
- Нагрев деталей.
- Отключение электричества.
Продолжительность прогрева металла определяется визуально оператором. Как правило, как только металл начинает краснеть, подача электроэнергии прекращается.
Преимущества и недостатки
Применение контактной точечной сварки позволяет получить следующие преимущества:
- Получение прочных соединений.
- Экономичность.
- Возможность автоматизации процесса.
- Экологичность.
С помощью этого вида оборудования свариваются изделия из толстого и тонкого металла.
Недостатки метода:
- Необходимость тщательной подготовки свариваемых деталей.
- Сложность настройки оборудования.
К числу недостатков следует также отнести сложности определения качества сварного соединения.
Сварочные работы с применением аппаратов этого типа позволяют надежно соединить между собой металлические детали. При соблюдении рекомендаций по использованию устройства работа выполняется при минимальных временных затратах и физических усилиях.
что это и как работает?
← Пред. статьяХолодная сварка: что это, виды, как с ней работать, отличия от клеяМеханизм сварки заключается в расплавлении и спаивании двух материалов, поэтому «холодная сварка» звучит скорее как оксюморон. На самом деле это вполне действующий метод, который идеально подходит как для мелкого ремонта при отсутствии сварочного аппарата, так и для «сваривания» в ситуации, когда высокотемпературное воздействие использовать не рекомендуется. Пользоваться ей просто и безопасно, она прекрасно подойдёт для бытовой эксплуатации.
След. статья →Раскрой металла: что это, виды раскрояРаскрой металла — разметка деталей на металлическом листе, причём не просто разметка, а размещение их с наибольшей экономией, чтобы использовать лист с минимальным количеством отходов. Чем меньше отходов, тем дешевле получается деталь. Совсем избежать их получается только с изделиями правильной геометрической формы, фасонные заготовки, как правило, имеют большое количество неровных линий и кривых.
Дата: 13.04.2020Автор: МОП «Комплекс 1»
Просмотров: 246
След. статья →Раскрой металла: что это, виды раскрояРаскрой металла — разметка деталей на металлическом листе, причём не просто разметка, а размещение их с наибольшей экономией, чтобы использовать лист с минимальным количеством отходов. Чем меньше отходов, тем дешевле получается деталь. Совсем избежать их получается только с изделиями правильной геометрической формы, фасонные заготовки, как правило, имеют большое количество неровных линий и кривых.
Статья имеет отношение к услугам:Сварочные работы
Рейтинг: 5,00 1 голос
- 1. Что это такое?
- 2. Как работает точечная контактная сварка
Что это такое?
Точечная сварка (перейти к услуге) — или точечная контактная сварка — сваривает детали в месте контакта с помощью одновременного воздействия разряда электрического тока и давления. Представляет из себя систему с двумя электродами, которыми зажимаются листы металла. Самый простой аппарат устроен так: рабочий укладывает листы на нижний электрод и прижимает верхним, одновременно пропуская через них ток, в итоге материалы скрепляются точечно — в одном месте.
Представляет из себя систему с двумя электродами, которыми зажимаются листы металла. Самый простой аппарат устроен так: рабочий укладывает листы на нижний электрод и прижимает верхним, одновременно пропуская через них ток, в итоге материалы скрепляются точечно — в одном месте.
Точечная сварка используется практически во всех сферах деятельности, от сельского хозяйства до судоходства, такой агрегат есть на каждой СТО. Таким образом сваривают провода, прутки, профили, листы металла толщиной до 20 мм, практически любые сплавы, хотя особенно хорошо контактному скреплению поддаются лёгкие сплавы, латунь, нержавеющая сталь.
Как работает точечная контактная сварка
В самом простом своём воплощении аппарат для контактной сварки состоит из:
- трансформатора тока,
- сварочного зажима с электродами,
- устройства, которое осуществляет сжатие,
- включателя/выключателя подачи тока,
- системы управления, которая позволяет контролировать подачу тока.
Система управления необязательна для бытовых приборов, подобные устройства часто собирают самостоятельно, и сила их тока обычно остаётся неизменной.
Непосредственно процесс сваривания состоит из 4 этапов:
- подготовки изделия к работе, разметки,
- размещения материалов, требующих скрепления, между электродами,
- подачи тока — из-за термического и силового воздействия металл пропаивается насквозь,
- деформации, скрепления.
Из-за сравнительной простоты конструкции точечная сварка распространена в быту, она быстра и экономична, справиться с таким аппаратом может даже человек, который не имеет квалификации сварщика. При необходимости процесс точечного сваривания можно поставить на поток и автоматизировать. Также у сваренных подобным образом деталей отсутствуют коробление и деформации.
Есть и недостатки: далеко не все детали можно сварить подобным образом, а при больших объёмах работ процесс может быть длительным и трудоёмким.
Контактная точечная сварка всё равно весьма эффективна и прекрасно подойдёт для своих целей.
Увидели незнакомый термин? Посмотрите его значение в словаре.
Рекомендуемые статьи
Основная зона обслуживания в ЮФО: Ростовская областьАзовБатайскВолгодонскКаменск-ШахтинскийНовочеркасскНовошахтинскРостов-на-ДонуТаганрогШахты, АдыгеяМайкоп, Астраханская областьАстрахань, Волгоградская областьВолгоградВолжскийКамышин, КалмыкияЭлиста, Краснодарский крайАнапаАрмавирЕйскКраснодарНовороссийскСочи, КрымЕвпаторияКерчьСимферополь, Севастополь
Трехступенчатый процесс точечной сварки
Поделись этим: Фейсбук Логотип Facebook Твиттер Логотип Твиттера Реддит Логотип Reddit LinkedIn Логотип LinkedIn WhatsApp Логотип WhatsApp
Точечная сварка – это процесс, при котором соприкасающиеся металлические поверхности соединяются под действием тепла, полученного в результате сопротивления протеканию электрического тока.
Количество энергии выбирается в соответствии со свойствами материала листа, его толщиной и типом электрода. Применение слишком малой энергии не приведет к расплавлению металла или плохому сварному шву. Приложение слишком большого количества энергии расплавит слишком много металла и сделает отверстие, а не сварной шов [1].
Точечная сварка включает три стадии; на первом этапе электроды подносят к поверхности металла и прикладывают небольшое давление. Затем кратковременно подается ток от электродов. После отключения тока электроды остаются на месте, чтобы материал остыл. Время сварки варьируется от 0,01 сек до 0,63 сек в зависимости от толщины металла, силы электрода и диаметра электродов.
Получите помощь в написании эссе
Если вам нужна помощь в написании эссе, наша профессиональная служба написания эссе всегда готова помочь!
Служба написания эссе
Оборудование, используемое в процессе точечной сварки, состоит из держателей инструментов и электродов. Держатели инструментов функционируют как механизм, надежно удерживающий электроды на месте, а также поддерживают дополнительные водяные шланги, охлаждающие электроды во время сварки. Электроды обычно изготавливаются из сплава с низким сопротивлением, обычно из меди, и имеют множество различных форм и размеров в зависимости от необходимого применения.
Планирование экспериментов (DOE) — это метод, который позволяет разработчикам одновременно определять интерактивные эффекты факторов, влияющих на результат любого дизайна. План экспериментов (DOE) помогает точно определить чувствительные части и чувствительные области в конструкции. Затем дизайнер может исправить эти проблемы и получить оптимальные параметры дизайна.
Методология поверхности отклика (RSM) исследует взаимосвязь между независимыми переменными и переменной отклика в статистике. Методология поверхности отклика (RSM) представляет собой последовательность планирования экспериментов (DOE) для получения оптимального отклика. Достаточно определить, какие объясняющие переменные влияют на интерес переменных отклика.
Постановка задачи
Точечная контактная сварка (RSW) является наиболее эффективным способом соединения как однородных, так и разнородных металлов. Точечная сварка сопротивлением обычно используется в автомобильной промышленности для производственных линий по сборке кузовов. Основными преимуществами точечной сварки являются эффективное использование энергии и высокая производительность. Для повышения прочности и хорошего качества сварки необходимо исследовать параметры сварки. Небольшое изменение параметра повлияет на все остальные параметры. Основными параметрами точечной сварки являются сварочный ток, время сварки, усилие и время выдержки.
В настоящее время мир сталкивается с энергетическим кризисом и экологическими проблемами, энергосбережение и безопасность стали наиболее важными вопросами для автомобильной промышленности. Для достижения этих целей снижение веса является наиболее эффективным, что приводит к быстрой разработке и применению передовых высокопрочных сталей. В этом исследовании DP600 является усовершенствованной высокопрочной сталью (AHSS), которая была выбрана для определения оптимальных параметров точечной сварки для определения качества разработки сварного шва, поскольку характеристики материала, такие как легкий вес, низкий коэффициент текучести прочность на растяжение, высокая способность к упрочнению и хорошее поглощение энергии. Хорошая формуемость DP600 позволяет пользователям увеличить прочность компонентов. Поэтому изделия можно сделать прочнее и безопаснее под нагрузкой.
Точечная сварка сопротивлением является ключевой технологией в автомобильной сборке, поскольку этот процесс является быстрым и простым, сваривает множество различных комбинаций материалов, которые трудно соединить другими способами сварки. Свариваемость различных материалов, таких как усовершенствованная высокопрочная сталь ДП600 и низкоуглеродистая сталь, связана с развитием исследуемого качества самородка за счет формирования твердости, предела прочности при растяжении. Это исследование направлено на изучение влияния параметров контактной точечной сварки (RSW), таких как сварочный ток, время сварки, давление и скорость, на развитие образования очагов, сосредоточенных на очагах сварки и зоне термического влияния (HAZ).
Свариваемость различных материалов, таких как усовершенствованная высокопрочная сталь ДП600 и низкоуглеродистая сталь, связана с развитием исследуемого качества самородка за счет формирования твердости, предела прочности при растяжении. Это исследование направлено на изучение влияния параметров контактной точечной сварки (RSW), таких как сварочный ток, время сварки, давление и скорость, на развитие образования очагов, сосредоточенных на очагах сварки и зоне термического влияния (HAZ).
Цель исследования
Основная цель данного исследования:
- Поиск оптимального параметра для оптимизации размера сварочного ядра и зоны термического влияния (ЗТВ) для получения хорошего качества контактной точечной сварки с использованием факторного проектирования и методологии поверхности отклика (RSM).
- Разработать математическую модель для прогнозирования размера сварного шва и зоны термического влияния (ЗТВ) с использованием методологии поверхности отклика (RSM).

Значение проекта
Математические модели разработки можно эффективно использовать для прогнозирования размера зоны сварки, что может улучшить качество и производительность сварки в методологии поверхности отклика (RSM).
Объем исследования
Объем исследования заключается в изучении процесса контактной точечной сварки с использованием методологии факторного проектирования и поверхности отклика (RSM) для нахождения оптимальных параметров для оптимизации размера сварного шва и зоны термического влияния. Используемый материал представляет собой усовершенствованную высокопрочную сталь DP600 толщиной 0,8 мм в сочетании с низкоуглеродистой сталью толщиной 1,0 мм. Используемая машина – это пистолеты OBARA диаметром 6 мм. Детали электродных медных сплавов приведены ниже:
Сплав RWMA Class Hard Elec. Cond & Desc Использование для сварки
CMW 3 2 83B 85% CU + ХРОМ CRS И ОБЩАЯ СВАРКА
Используемый микроскоп представляет собой составной световой микроскоп.
ОБЗОР ЛИТЕРАТУРЫ
Введение в контактную точечную сварку (RSW)
Контактная точечная сварка представляет собой процесс соединения металлических поверхностей, который в течение многих лет широко используется в автомобильных конструкциях для изготовления сборок из листового металла. Этот процесс используется для соединения листовых материалов и использует профилированные электроды из медного сплава для приложения давления и передачи электрического тока через заготовку. Тепло выделяется в основном на границе раздела двух листов, что в конечном итоге приводит к плавлению свариваемого материала с образованием расплавленной ванны, сварного шва. Расплавленная ванна удерживается давлением, создаваемым кончиком электрода и окружающим твердым металлом. Преимущество контактной точечной сварки заключается в высокой скорости и возможности автоматизации.
Расплавленная ванна удерживается давлением, создаваемым кончиком электрода и окружающим твердым металлом. Преимущество контактной точечной сварки заключается в высокой скорости и возможности автоматизации.
Рис. 1. Машина контактной точечной сварки с работой [3]
Размер и форма сварных швов индивидуальной формы ограничиваются прежде всего размером и контуром поверхностей электродов. Сварной шов формируется на поверхностях укладки, как показано на рисунке 1, но не распространяется полностью на внешние поверхности. В сечении самородок в правильно оформленном точечном шве имеет круглую или овальную форму. Расстояние между соседними точечными сварными швами или рядами точечных сварных швов должно быть достаточным, чтобы предотвратить шунтирование или ограничить его допустимой величиной.
В контактной точечной сварке (RSW) методология предназначена для определения оптимальных условий сварки, обеспечивающих максимальную прочность соединений. Методология поверхности отклика (RSM) используется для разработки эффективной модели для прогнозирования прочности сварного шва путем включения таких параметров, как давление, время сварки и другие [7]. В данном случае исследование из журнала, проведенное в соответствии с центральной композиционной гранецентрированной конструкцией для точечной сварки образцов меди и латуни толщиной 0,2 и 0,3 мм. Модель поверхности отклика, сопряженная с генетическим алгоритмом, для оптимизации условий сварки для достижения желаемой прочности сварного шва. В процессе сварки меди и латуни образуется большая зона термического влияния (ЗТВ) и зона сплавления (ФЗ).
В данном случае исследование из журнала, проведенное в соответствии с центральной композиционной гранецентрированной конструкцией для точечной сварки образцов меди и латуни толщиной 0,2 и 0,3 мм. Модель поверхности отклика, сопряженная с генетическим алгоритмом, для оптимизации условий сварки для достижения желаемой прочности сварного шва. В процессе сварки меди и латуни образуется большая зона термического влияния (ЗТВ) и зона сплавления (ФЗ).
Рис. 2: Схематическое изображение [7]
Таблица 1: Переменные для соединения медных латунных образцов [7]
В методе поверхности отклика важным является планирование экспериментов. Выявлены факторы, оказывающие существенное влияние на прочность сварного шва. Это давление сварки, время сварки и амплитуда вибрации рупора. Для медно-латунных образцов толщиной 0,2 и 0,3 мм для определения максимального и минимального значения параметров сварки большое количество пробных пусков. Из пробных прогонов наиболее подходящие параметры были определены в таблице 1 выше.
Модель поверхности отклика для прочности сварного шва представляет собой совокупность математических и статистических методов, полезных для моделирования и анализа проблем, связанных с реакцией, на которую влияют переменные, и целью которой является оптимизация этой реакции [7]. Затем разработали математические модели для прогнозирования прочности сварного шва. Для экспериментов уравнение
Где yi — характеристика прочности сварного шва, xi — давление, время сварки и амплитуда, ¿½0, ¿½j, ¿½jj и ¿½ij представляют постоянные, линейные, квадратичные и взаимодействующие условия. Для уравнений точечной сварки, как показано ниже:
После проведения 20 экспериментов с различными уровнями параметров значение прочности сварного шва, полученное из экспериментов, и значения, предсказанные на основе модели поверхности отклика по расчетной матрице.
Таблица 2: Прочность сварного шва и RSM [7]
Рис. 3. Влияние амплитуды и времени сварки на прочность сварного шва [7]
Рисунок 4: Влияние давления и времени сварки на прочность сварного шва [7]
Рисунок 5: Влияние амплитуды и давления на прочность сварного шва [7]
И для других экспериментов, в которых использовалась методика поверхности отклика (RSM) путем точечной сварки, в которой в качестве образца использовался алюминий [8]. Они исследовали эффект между алюминиевой пеной и металлической точечной сваркой столба. На основании их эксперимента. Численное моделирование и аналитические модели были разработаны для количественного разделения поглощения энергии на компонент пенопластового фильтра и компонент секции шляпы, а также относительный вклад каждого компонента в эффект взаимодействия.
Они исследовали эффект между алюминиевой пеной и металлической точечной сваркой столба. На основании их эксперимента. Численное моделирование и аналитические модели были разработаны для количественного разделения поглощения энергии на компонент пенопластового фильтра и компонент секции шляпы, а также относительный вклад каждого компонента в эффект взаимодействия.
Рисунок 6: схематический чертеж точечной сварки, использованной в эксперименте [8]
Методология поверхности отклика (RSM) — это метод понимания корреляции между несколькими входными переменными и выходной переменной.
Рисунок 7: Сравнение эксперимента и численного результата [8]
Рис. 8. Поверхность отклика моря для заполненной пеной колонны, сваренной точечной сваркой [8]
Рис. 9: Поверхность отклика пиковой силы для заполненной пеной колонны, сваренной точечной сваркой [8]
Таблица 3: Оптимальная квадратная колонна, заполненная пеной [8]
Из методологии Response Face (RSM) они получают оптимальное значение t = толщина, a = толщина, плотность, давление и SEA.
Электротермический процесс сварки
При контактной сварке тепло, необходимое для создания когерентности, генерируется путем подачи электрического тока через стопку листов между электродами. Так, формирование сварного соединения, в том числе диаметр ядра и зона термического влияния (ЗТВ), однозначно зависят от электрических и термических свойств листов и материалов покрытий. Общее выражение тепла, выделяемого в электрической цепи, может быть выражено как:
Q= I Rt (модификация закона Ома) [3]
где Q — это тепло (Джоуль), I — ток (Ампер), R — электрическое сопротивление цепи (Ом, Ом) и t — время (секунды), которое может течь в цепи. Для контактной сварки выделение тепла во всех точках сварного соединения имеет большее значение, чем общее количество выделяемого тепла, поскольку нагрев не является и не должен быть равномерным в сварном соединении. Это означает, что следует больше учитывать скорость нагрева, чем общее количество тепла, поскольку оно будет определять температурную историю и, в свою очередь, микроструктуру [3]. Например, при сварке алюминия расплавление может не произойти, если применяемый сварочный ток мал из-за низкого удельного электрического сопротивления алюминия. Как правило, при сварке электрический и термический процессы следует рассматривать вместе.
Например, при сварке алюминия расплавление может не произойти, если применяемый сварочный ток мал из-за низкого удельного электрического сопротивления алюминия. Как правило, при сварке электрический и термический процессы следует рассматривать вместе.
Параметр точечной сварки
Параметр
1. Усилие электрода
Усилие электрода необходимо для сжатия металлических листов, которые необходимо сварить и соединить вместе. Это требует большого усилия электрода, потому что качество сварки будет недостаточно хорошим. Однако сила не должна быть слишком большой, так как это может вызвать другие проблемы. Когда сила электрода увеличивается, тепловая энергия уменьшается. Таким образом, более высокое усилие электрода требовало более высокого сварочного тока. Когда сварочный ток становится слишком большим, между электродами и листами образуются брызги. Это приведет к прилипанию электродов к листу.
2. Время сжатия
Время сжатия — это временной интервал между первоначальным приложением силы электрода к изделию и первым приложением тока. Время сжатия необходимо для задержки сварочного тока до тех пор, пока усилие электрода не достигнет желаемого уровня [3].
Время сжатия необходимо для задержки сварочного тока до тех пор, пока усилие электрода не достигнет желаемого уровня [3].
3. Время сварки или нагрева
Время сварки – это время, в течение которого сварочный ток подается на металлические листы. Время сварки измеряется и регулируется в циклах линейного напряжения, как и для всех функций синхронизации. Поскольку время сварки более или менее связано с тем, что требуется для точки сварки, трудно дать точное значение оптимального времени сварки. Например:
- Время сварки должно быть как можно короче.
- Параметры сварки следует выбирать так, чтобы износ электродов был как можно меньше. (короткое время сварки.).
- Время сварки должно привести к тому, что диаметр наггета будет большим при сварке толстых листов.
- Время сварки может потребоваться отрегулировать в соответствии со сварочным оборудованием, если оно не соответствует требованиям к сварочному току и усилию электрода. (Может потребоваться более длительное время сварки. ).
- Время сварки должно быть таким, чтобы вмятина от электрода была как можно меньше. (короткое время сварки.).
- Время сварки должно быть адаптировано к сварке с автоматической заправкой наконечников, при которой размер контактной поверхности электрода может поддерживаться на постоянном уровне. (более короткое время сварки.) [3].
 ).
).4. Время удержания
Время выдержки — это время после сварки, когда электроды все еще приложены к листу для охлаждения сварного шва (время, в течение которого сохраняется давление после выполнения сварки). Время выдержки необходимо для затвердевания сварного шва, прежде чем отделить свариваемые детали, но оно не должно быть слишком большим, так как это может привести к тому, что тепло в месте сварки будет распространяться на электрод и нагревать его. В этом случае электрод будет более подвержен износу. Кроме того, если время выдержки слишком велико, а содержание углерода в материале высокое (более 0,1%), существует риск того, что сварной шов станет хрупким. [3]
[3]
5. Сварочный ток
Во время сварки используется сварочный ток. Величина сварочного тока контролируется двумя вещами; во-первых, настройка переключателя ответвлений трансформатора определяет максимальное значение доступного сварочного тока; во-вторых, процент управления током определяет процент доступного тока, который будет использоваться для выполнения сварного шва. Низкий процент текущих настроек обычно не рекомендуется, поскольку это может повлиять на качество сварного шва. Правильный сварочный ток можно получить, установив процентное значение тока в диапазоне от семидесяти до девяноста процентов, отрегулировав переключатель ответвлений. Сварочный ток должен быть как можно меньше. При определении используемого тока его постепенно увеличивают до тех пор, пока между металлическими листами не появятся сварочные брызги. Это указывает на то, что был достигнут правильный сварочный ток. Сварочный ток также влияет на величину диаметра наггетсов. Различное значение тока приведет к разным размерам диаметра самородка [3].
Рисунок 10: Цикл сварки
Сварочные процессы при точечной сварке сопротивлением состоят из 5 циклов, как показано на рисунке 10. Первый цикл — это время сжатия, когда к заготовке прикладывается давление электрода. Второй цикл – это время сварки, этот процесс, когда ток включен, и сварочный ток применяется к металлическим листам для расплавления листового металла для процесса сварки. Затем, время постнагрева, текущая задержка на низком уровне. Четвертый цикл — крутое время. Этот цикл позволяет диаметру расплавленного ядра затвердеть перед освобождением сварных деталей и, наконец, в цикле выключения сила электрода, приложенная к листовому металлу, снимается, процесс сварки завершен.
Свойства материала
Внедрение усовершенствованной высокопрочной стали (AHSS)
DP600 — одна из усовершенствованных высокопрочных сталей (AHSS) для автомобильной промышленности с повышенной пластичностью и формуемостью [4]. DP600 обычно используется при производстве колес легковых и грузовых автомобилей. Он предназначен для уменьшения веса и увеличения срока службы и изготовлен из типичных свойств этих материалов для максимального использования.
Он предназначен для уменьшения веса и увеличения срока службы и изготовлен из типичных свойств этих материалов для максимального использования.
Основные свойства
Механические свойства
Таблица 4: механические свойства для DP600 [4]
Химический состав
Таблица 5: Химический состав для DP600 [4]
Размер
Таблица 6: Размеры для DP600 [4]
Преимущества высокопрочной стали (DP600)
Высокопрочная сталь (DP600) преимущественно используется в автомобильной промышленности из-за многих преимуществ, таких как ниже [4]:
- Низкое отношение предела текучести к прочности на растяжение.
- Упрочняющая способность высокая.
- Хорошие характеристики поглощения энергии для обеспечения безопасности при столкновении с конструкциями.
- Продукт прочнее и безопаснее под нагрузкой.
- Хорошая реакция на отверждение при прокаливании, что значительно увеличивает предел текучести в сформированных областях.

МЕТОДОЛОГИЯ ИССЛЕДОВАНИЯ
Методология Проекта
Методология фактически представляет собой систематическое изучение метода и комплекса процедур. В этом исследовании есть несколько этапов. На рис. 3 ниже показана методология этого проекта.
Подробная информация о методологии
Сбор информации
При сборе информации вся соответствующая информация о точечной сварке и используемых материалах была собрана для обеспечения дальнейшего понимания. Вся соответствующая информация получена из Интернета, журналов, библиотек и других ресурсов. Важно понять теорию и предыдущий шаг.
План эксперимента
План эксперимента — это шаг вперед, направленный на улучшение характеристик дизайна, который позволяет сократить время цикла разработанных процессов [5]. Дизайн эксперимента представляет собой серию тестов по изменению входной переменной (параметра) для изучения и выявлению выходного изменения выходного отклика. Затем проанализируйте результат процесса, чтобы найти оптимальное значение или параметры, влияющие на процесс.
Рисунок 11
На рис. 4 показан пример модели процесса, в которой показан ряд неконтролируемых факторов, которые являются дискретными, например, разница между машинами или операторами, а также температура или влажность окружающей среды.
Проект скрининга и полный факторный дизайн
Схема скрининга заключается в том, чтобы определить, какие факторы и эффекты являются важными. Когда есть 2-4 фактора и можно выполнить полный факториал. Полный факторный дизайн в два уровня. Полный факторный план — это общий экспериментальный план, в котором все входные факторы установлены на двух уровнях каждый. Эти уровни называются ¿½высокий¿½ и ¿½низкий¿½ или +1 и -1. Совокупность всех входных факторов называется полным факторным планом в два уровня [6]. Если есть k факторов на 2 уровнях, полный факторный план имеет 2? бежит.
Таблица 7: Номер прогона 2? Полный факториал
Количество факторов Количество запусков
2 4
3 8
4 16
5 32
6 64
7 128
Цель факторного проектирования, как показано ниже:
- Для выявления факторов, оказывающих существенное влияние на реакцию.
- Для выявления взаимосвязей между факторами.
- Чтобы определить, какие факторы оказывают наибольшее влияние на ответ.
- Решить, оправдано ли дальнейшее исследование влияния фактора.
- Чтобы исследовать функциональную зависимость ответа от нескольких факторов одновременно (если и только если вы тестируете много уровней каждого фактора) .

Методология поверхности отклика
Методология поверхности отклика (RSM) исследует отношения между независимыми переменными и переменными отклика. Целью RSM является использование последовательности разработанных экспериментов для получения оптимального ответа. Ниже приведен пример RSM:
Рисунок 12 : Поверхность отклика ¿½Пик¿½ Рисунок 13 : Поверхность отклика ¿½Склон¿½
Рисунок 14 : Поверхность срабатывания ¿½Восходящий гребень¿½ Рисунок 15 : Поверхность срабатывания ¿½седло¿½
Математический метод
По результатам эксперимента будет разработана математическая модель, связывающая параметры процесса и их взаимодействие с параметром отклика. Эта модель будет использоваться для прогнозирования размера зоны сварки, что может улучшить качество и производительность сварки при контактной точечной сварке.
Эта модель будет использоваться для прогнозирования размера зоны сварки, что может улучшить качество и производительность сварки при контактной точечной сварке.
Наиболее распространенные модели, соответствующие экспериментальным данным, используют либо линейное уравнение. Линейная модель с двумя факторами X1 и X2, как показано ниже:
Y = ¿½0 + ¿½1X1 + ¿½2X2 + ¿½12X1X2 + экспериментальная ошибка
Y – отклик для заданных уровней основного эффекта X1 и X2, а X1X2 включен для возможного эффекта взаимодействия между X1 и x2. Константа ¿½0 — это отклик Y, когда оба главных эффекта равны 0 [6].
Преимущество использования DOE заключается в том, что он может обеспечить организованный подход, позволяющий решать как простые, так и сложные экспериментальные задачи. Эксперимент состоит в том, чтобы выбрать подходящую цель, а затем провести и провести серию экспериментов. Таким образом, можно сделать вывод, что Министерство образования может получить более полезную и более точную информацию об учебной системе. Оценивается совместное влияние всех факторов [5]
Оценивается совместное влияние всех факторов [5]
Экспериментальный процесс
Эксперимент направлен на получение радиуса расплавленной зоны или сварного шва и зоны термического влияния (ЗТВ). Диаметр точки сварного шва и зоны термического влияния (ЗТВ) измеряют путем получения изображения образца под микроскопом. В эксперименте будут варьироваться все параметры, такие как время сварки, диаметр наконечников, сварочный ток и усилие.
Все результаты с различными параметрами будут записаны для исследования развития наггетсов, сосредоточенного на сварных швах и зоне термического влияния (ЗТВ).
Процедура этого эксперимента по подготовке образца образца:
а) Резка.
б) Литье.
в) Шлифование.
г) Полировка.
д) Травление.
f) Изучите размер сварного шва и размер ЗТВ с помощью микроскопа.
Заключение
После получения оптимального результата и подтверждения твердости и прочности испытанием на растяжение, испытание на твердость и испытание на изгиб, заключение по этому проекту подтверждается, и проект завершен на 100%.
Написание диссертации
После получения заключения для завершения этого проекта необходимо написать диссертацию для завершения проекта. Весь процесс и данные этого проекта от начала до конца должны быть записаны и собраны в виде книги.
ССЫЛКИ
- Патент США 4456810, Adaptive Schedule Selective Weld Control, июнь 1984 г. «Процесс сварки останавливается… до того, как расплав превысит диаметр электрода. В противном случае из места сварки вылетит внушительный, но совершенно нежелательный поток искр и горячего металла».
- 1995-2012 CMW вкл.
- Влияние диаметра сварочной наггетсы на предел прочности при растяжении соединений контактной точечной сварки одного и того же листового металла Walther jenis Факультет Машиностроительного Университета Малайзии, Паханг, май 2009 г.
- www.corusgroup.com.
- А. Фаузи. Влияние параметров резания на диаметр отверстия и шероховатость поверхности при сухом сверлении алюминиевого сплава 6061 2009.
- Справочник по инженерной статистике 2009 г.
- Международный журнал передовых инженерных исследований и исследований, 2009 г..
- Оптимизация точечной сварной колонны из пенопласта на ударопрочность 2010.

Поделись этим: Фейсбук Логотип Facebook Твиттер Логотип Твиттера Реддит Логотип Reddit LinkedIn Логотип LinkedIn WhatsApp Логотип WhatsApp
Точечная сварка — VIP Inc., Прецизионный листовой металл, Механический цех и сварочное производство
Компания Vista Industrial Products, Inc. располагает многочисленными возможностями точечной сварки. Наш обученный персонал имеет опыт сварки различных видов стали, нержавеющей стали и даже алюминия. Некоторые из различных типов продуктов, которые мы используем для точечной сварки, включают:
- Кронштейны
- Шкафы
- Ящики
- Киоски
- Шасси
- Прочие комплекты из листового металла
Что такое точечная сварка?
Точечная сварка заключается в скреплении листов металла двумя электродами из медного сплава. Используемый листовой металл обычно имеет толщину от 0,020 до 0,12. Более толстую заготовку труднее выполнить точечной сваркой, так как ток имеет больше окружающего металла, к которому может течь. В то время как два медных электрода удерживают листы вместе, большой электрический ток проходит через электроды и плавит металл в «пятно» и сваривает две части вместе.
Используемый листовой металл обычно имеет толщину от 0,020 до 0,12. Более толстую заготовку труднее выполнить точечной сваркой, так как ток имеет больше окружающего металла, к которому может течь. В то время как два медных электрода удерживают листы вместе, большой электрический ток проходит через электроды и плавит металл в «пятно» и сваривает две части вместе.
Количество тока, подаваемого на точку, определяется амплитудой и продолжительностью тока, а также сопротивлением между медными электродами. Тип и толщина листового металла, а также тип используемых электродов помогут определить правильную силу тока, необходимую для создания точечной сварки. Если к листовому металлу приложен недостаточный ток, то сварной шов будет некачественным, так как металл не станет металлом. Если к листовому металлу приложен слишком большой ток, то листовой металл полностью расплавится, образовав дыру.
Преимущества точечной сварки
Преимущество использования точечной сварки заключается в том, что она выполняется быстро, поскольку такая большая сила тока производится за короткое время, и что ее очень легко контролировать для получения надежных сварных швов без воздействия на весь лист.
Ниже представлены различные аппараты для точечной сварки, которыми мы располагаем на нашем современном объекте площадью 153 000 квадратных футов.
Тип машины | Основные моменты |
Многоголовочный аппарат для точечной сварки с 8 пистолетами и полупроводниковым управлением | Количество: 1 |
Аппарат для точечной сварки с полупроводниковым управлением | Количество: 2 |
Аппарат для точечной сварки с полупроводниковым управлением | Количество: 4 |
Аппарат для точечной сварки с полупроводниковым управлением | Количество: 5 |
Аппарат для точечной сварки алюминия с твердотельным контролем | Количество: 1 |
Аппарат Nelson Model 2500 для сварки шпилек с емкостным разрядом | Количество: 1 |
Нажмите на видео ниже, чтобы узнать больше о возможностях точечной сварки VIP.