Как работать сварочным полуавтоматом – Mrmetall.ru
В наше время невозможно обойтись без сварки. И одним из перспективных видов является полуавтоматическая сварка. Она имеет международное обозначение MAG и MIG.
Содержание
- Mig и Mag
- Виды механизированной сварки
- Назначение полуавтоматической сварки
- Возможности полуавтоматической сварки
- Принцип действия
- Характеристики полуавтоматической сварки
- Максимальная толщина металла для работы полуавтоматом.
- Применяемые газы
- Аргон
- Азот
- Гелий
- Смесь гелия и аргона
- Смесь аргона (Ar) и кислорода (O2)
- Газ применяемый для черного металла
- Какой баллон нужен для полуавтоматической сварки?
- Что такое потребляемая мощность сварочного полуавтомата
- Способ движения горелки
- Аттестация НАКС для полуавтоматической сварки
- Преимущества и недостатки
- Преимущества:
- Недостатки
- Что нужно для полуавтоматической сварки
- Редуктор
- Осушитель
- Ротаметр
- Процесс в газовой смеси
- Что такое сварочный полуавтомат
- Горелка
- Источник питания
- Блок управления и устройство подачи
- Род и полярность сварочного ток
- Обратная полярность
- ПВ сварочного полуавтомата
- Вылет и выпуск электрода
- Индуктивность
- Технология полуавтоматической сварки
- Подготавливаем к работе полуавтомата
- Подготовка деталей для сварки
- Процесс сварки полуавтоматом или как им работать.

- Стыковые соединения
- Тавровые и угловые соединения

Mig и Mag
МAG расшифровывается как Metal Activ Gas, что означает полуавтоматическая сварка в среде активного углекислого газа. MIG – Metal Inert Gas, полуавтоматическая сварка выполняемая в среде инертных газов. Об этих видах поговорим в нашей статье.
MIG и MAG обозначают один и тот же сварочный процесс, выполняемый полуавтоматической сваркой в защитном газе. Mig выполняется в атмосфере инертного газа, а mag в активного, чаще всего – углекислом.
MAG и Mig процесс также называют механизированной сваркой (МП). Это обусловлено тем, что процесс подачи проволоки механический, а не ручной как в случае со способом TIG. По поводу TIG читайте в данной статье.
Зачатую у новичков возникает вопрос, что такое сварка МП. Расшифровывается МП – механизированная сварка плавящимся электродом, аббревиатура обозначающая, по сути, то же что MAG и MIG. Также возможно встретить название кемпинговая или кемпельная сварка.
В данном случае речь идет все о том же. Данное название пошло от производителя полуавтоматов фирмы KEMPPI
Виды механизированной сварки
По способу защиты расплавленной ванны металла:
- В защитных газах
- Самозащитой проволокой
- Под слоем флюса (flux)
По типу дуги:
- Стационарная;
- Импульсная
По способу переноса металла:
- Крупнокапельный
- Среднекапельный
- Струйный.
В данной статье речь будет идти о процессе выполняемым стационарной дугой в среде активного газа (или инертного). О процессе, выполняемом импульсной дугой, расскажем в нашей следующей статье.
Назначение полуавтоматической сварки
В пятидесятых годах прошлого века, когда разрабатывался данный процесс, его основной функцией было то же что и в наше время — получение высококачественных сварных швов. Особенно это актуально для тонких деталей.
Если работать данным способом правильно можно получать очень высокую производительность. Что очень востребовано на крупных предприятиях при изготовлении металлоконструкций с протяженными швами или изделий большой толщины.
Что очень востребовано на крупных предприятиях при изготовлении металлоконструкций с протяженными швами или изделий большой толщины.
Основная функция — это соединение металлов с высокой производительностью, и универсальностью применения. Данным способом варят огромное количество как цветных металлов, нержавеющих сталей и сплавов так и «черных» сталей, чугуна и прочих.
Теперь немного разберемся с оборудованием. Для сварных соединений используются специальные аппараты. Они называются – полуавтоматами.
МП ведется полуавтоматически – перемещает горелку вручную. Проволока подается автоматически. Это послужило названию полуавтомат.
Возможности полуавтоматической сварки
Возможности у данного способа очень широки. Работать возможно в любом положении хоть в нижнем, хоть в потолочном. Так как нет флюса, который может рассыпаться.
Данным способом особенно mig, возможно легко получать качественные соединения работая с высоколегированными сталями. Притом толщина деталей может быть как очень мала, от 0,8 мм, так и больше 100 мм.
Принцип действия
Работать полуавтоматом весьма не сложно.
Принцип, следующий: при нажатии на клавишу горелки из сопла полуавтомата подается присадочная проволока. Касаясь изделия концом проволоки зажигается дуга. Дуга горит между концом проволоки и деталями. Тем самым происходит сплавление метала деталей и присадочной проволоки.
Сварочная ванна и дуга защищаются потоком газов, подача которых происходит через сопло сварочной горелки. Основной металл и присадка плавится в сварочной ванне и перемешивается, а при остывании кристаллизуется. Горелка перемещается вдоль деталей и формируется шов.
Характеристики полуавтоматической сварки
Основными характеристиками является:
| 1 | Сварочный ток | 42-520 А (Для автоматического процесса до 1100 А) |
| 2 | Напряжение на дуге | 12-40 В |
| 3 | Скорость проведения процесса | 25 – 100 см / мин |
| 4 | Диаметр используемой присадочной проволоки | 0,8 – 3,0 мм |
| 5 | Расход газа | До 25 л / мин |
| 6 | Температура дуги при полуавтоматической сварке | 6000 – 8000 оС |
Максимальная толщина металла для работы полуавтоматом.

Значения максимальной толщины будут регламентированы не способом выполнения процесса будь то полуавтоматическая сварка в аргоне или покрытыми электродами. Так как заварить можно толщины и в 500 мм и более. Как например реакторная зона на атомных станциях.
Значения максимальной толщины нам укажет нормативный документ, согласно которому выполняется процесс. Если работать согласно ГОСТ 14771, то для U-образной разделки можно варить изделия толщиной вплоть до 100 мм. При двухсторонней до 100-120 мм.
Применяемые газы
Характеризует также полуавтоматический процесс применяемый газ. Те газы которые при попадании в шов образуют химические реакции с металлом сварочной ванны являются — активными. Применяются для MAG.
Для процесса МАГ используют следующие газы:
- Кислород (О2)
- Диоксид углерода (СО2)
- Азот
- Водород
Для MIG сварки используются инертные газы, одноатомные, не вступающие в химическую реакцию в отличие от активных и не дающие взаимодействовать газам из воздуха со свариваемым металлом.
Для МИГ применяют газы:
- Аргон
- Гелий
- А также смесь аргона (Ar) с гелием (He), диоксида углерода (СО2) и аргона, кислорода с диоксидом углерода, и смеси газов Ar+CO2+O2.
Часто возникают вопросы по использованию газов. Вот некоторые: для чего нужен газ в сварочном полуавтомате, для сварки полуавтоматом какой газ нужен?
В полуавтомате газ нужен для обеспечения защиты расплавленного металла от воздуха. Подбор газа происходит от того, какие металлы варятся, и предъявляемые при работе требования к изделию.
Аргон
Аргон применяют при проведении ручной механизированной сварки плавящимся электродом, когда необходимо варить такие металлы как титан, высоколегированные нержавеющие, жаростойкие и жаропрочные стали и алюминий.
Если коротко, то аргон применяется для полуавтоматической сварки сплавов из цветных металлов и ответственных металлоконструкций, изготовленных из конструкционных сталей.
Аргон делиться по маркам (А, Б, В).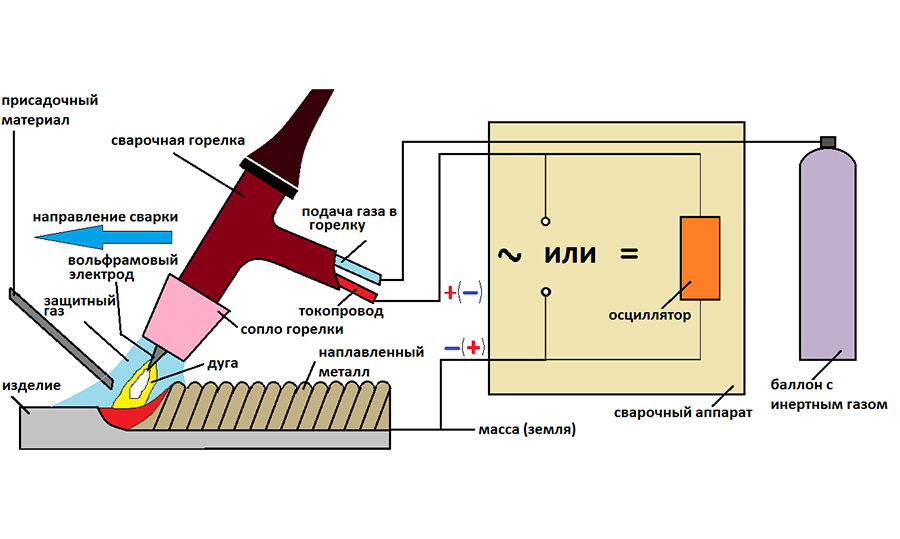 Отличие заключается в количестве примесей, которые присутствуют в аргоне. Марка А содержит в составе до 0,003% кислорода и 0,01% Азота. Это крайне высокая степень очистки. Марки Б уже содержит до 0,005% О2 и 0,04 азота соответственно.
Отличие заключается в количестве примесей, которые присутствуют в аргоне. Марка А содержит в составе до 0,003% кислорода и 0,01% Азота. Это крайне высокая степень очистки. Марки Б уже содержит до 0,005% О2 и 0,04 азота соответственно.
Аргон этой марки широко применяется для углеродистых легированных сталей. Марка В содержит до 0,1% азота. Значения кислорода те же что и для марки Б и 0,005%.
Азот
Азот используется редко. В основном применяется для меди и ее сплавов. Для других же металлов азот зачастую является вредным, вступая в реакции с расплавленным металлом шва.
Гелий
Гелий нечасто применяется отдельно. Расход данного газа высокий, а сам газ дорогой. Его применяют также, как и аргон. В основном активных, типа алюминия, циркония, высоколегированных сталей или титана. Сварочная дуга, горящая в газовой атмосфере гелия, имеет более высокую температуру. Это поможет работать там, где необходимо проваривать большие толщины, ведя процесс на высокой скорости. Кроме того, гелий имеет самую высокую степень ионизации. Процесс будет идти максимально стабильно.
Кроме того, гелий имеет самую высокую степень ионизации. Процесс будет идти максимально стабильно.
Смесь гелия и аргона
Чаще гелий используют в сочетании с аргоном. Смеси имеют различные соотношения компонентов, но наиболее распространена смесь Ar+He в соотношении 50% на 50%. Также весьма часто используется смесь Ar — 40 % и He – 60 %. Данные смеси используются преимущественно для титана, алюминия в авиационной и космической промышленности.
Смесь аргона (Ar) и кислорода (O2)
Смесь аргона (Ar) с добавлением кислорода (O2) применяется для сварки черных и нержавеющих сталей. Кислород, применяемый в смеси, улучшает стабильность протекания процесса. Кислород обеспечит мелкокапельным перенос электродного металла. Это уменьшит разбрызгивание металла, что очень хорошо работе полуавтоматической сваркой.
Газ применяемый для черного металла
Для черных металлов используют углекислый газ или углекислоту как его еще называют. При использовании углекислоты необходимо позаботиться о том, чтобы был редуктор с подогревом. Или отдельный подогреватель газа для полуавтоматической сварки.
Или отдельный подогреватель газа для полуавтоматической сварки.
Данные устройства могут работать от электросети 220 В. Так для чего нужна углекислота при сварке полуавтоматом? Конечно, для обеспечения защиты сварочного шва. Его применение очень широко так как газ недорогой.
При выполнении процесса в углекислоте обеспечивается большая глубина проплавления при высокой скорости протекания процесса.
Какой баллон нужен для полуавтоматической сварки?
Баллоны для активных газов, как и для инертных вмещают в себя 40 литров сжатого газа. Есть и баллоны малого объема в 5 и 10 литров. Газ в них находится под высоким давлением, около 15 МПа. Баллоны с газом имеют отличительный окрас. Цвета окраса баллонов приведены на рисунке ниже.
Что такое потребляемая мощность сварочного полуавтомата
Важная характеристика сварочного полуавтомата является потребляемая мощность. Величина потребления электричества полуавтоматом при работе. Ее можно рассчитать или получить посредством измерения. Для большинства аппаратов механизированной сварки значения от 3 до 25 кВт.
Для большинства аппаратов механизированной сварки значения от 3 до 25 кВт.
Способ движения горелки
Также важная характеристика — способ движения горелки. Движения зависят от размеров изделия, от его толщины, от положения сварочного шва. Так, к примеру при выполнении процесса в нижнем положении изделий толщиной 12 мм и больше. Колебательные движения совершаются, а при потолочном положении или толщиной 1 мм нет. Подробнее можете ознакомиться в данной статье.
Направление и траектория совершения колебаний горелки при тоже различны. Для сварки встык в тех случаях, когда зазоре между деталями меньше 0,5 мм, колебательные движения не выполняют.
Если больше, то производят колебания горелкой в виде петли. Если шов многопроходный, то заполнение тоже производится с поперечными колебаниями. Форма колебаний – «круговые». Завершающий облицовочный слой выполняется с колебаниями формы «Полумесяц».
Для проведения полуавтоматической сварке на опасных производственных объектах, требуется проведение аттестации по системе НАКС. Данная аттестация требуется большинством предприятий-заказчиков. По НАКС проходит аттестацию технология сварки для предприятия. Право применять данную технологию и работать.
Данная аттестация требуется большинством предприятий-заказчиков. По НАКС проходит аттестацию технология сварки для предприятия. Право применять данную технологию и работать.
Также все специалисты сварочного производства должны проходить аттестацию НАКС. Специалистами сварочного производства являются не только ИТР, но и мастера и сами сварщики. Сварщик — это специалист с первым уровнем НАКС. Об аттестации, и о том как проверить НАКС читайте по ссылке.
Преимущества:
- Простота в обучении данному методы
- Минимальные деформации изделий после
- Высокая скорость выполнения
- Можно работать во всех пространственных положениях
- Возможность варить детали малой толщины
Недостатки
- Сложность использования в монтажных условиях;
- Процесс на ветру крайне затруднителен, ввиду сдувания газовой защиты;
- Разбрызгивание и связанные с ним потери проволоки.
Что нужно для полуавтоматической сварки
Схема сварочного поста механизированной сварки МИГ и МАГ
Рассмотрев схемы можно получить достаточно полное понимание того, что необходимо для того, чтобы работать сварочным полуавтоматом.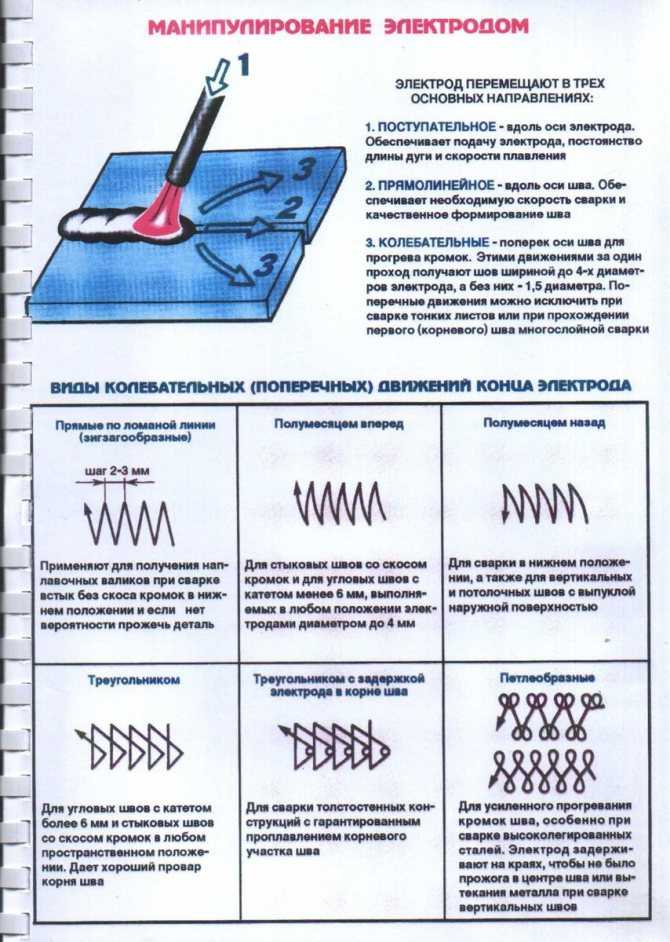 Первое это конечно сам полуавтомат, состоящий из инверторного источника питания, подающего устройство, сварочной горелки, газового оборудования.
Первое это конечно сам полуавтомат, состоящий из инверторного источника питания, подающего устройство, сварочной горелки, газового оборудования.
В некоторых случаях используется система охлаждения горелки. Подающее устройство для полуавтоматической сварки бывает совмещено с источником питания и установлено в одном корпусе. Также бывает и отдельной надстройкой, которая подключается к инвертору.
Длинна шланга при полуавтоматической сварке, как правило, составляет от 1 до 3 м. Это обусловлено тем на сколько близко стоят газовые баллоны. Если баллон один и установлен на одну станину со сварочным полуавтоматом, то длинна шланга будет 1-1,5 м. Шланг подключается к редуктору.
Редуктор
Редуктор — устройство цель которого регулировать (снижать) давление газа.
Современные редукторы зачастую уже совмещены с ротаметром и устройством для подогрева газа. Редуктор с подогревом для полуавтоматической сварки необходим, чтобы работать в холодное время года. Обеспечивая прогрев углекислого газа. Что улучшает его испаряемость и защиту.
Что улучшает его испаряемость и защиту.
Осушитель
Также для полуавтоматической MAG сварки применяют осушители высокого или низкого давления. Работать без осушителя, который поглощает влагу из углекислоты, сложно. В шов из газа будет попадать влага, которая станет причиной образования пор. Выпускаются высокого и низкого давления. Это отличает их места установки. До или после редуктора. Низкого давления после редуктора, высокого давления – перед редуктором.
Для полуавтоматической сварки в инертных газах оборудование все то же что и для процесса в среде активных газов. Различается только используемый газ ну и цвет баллона.
Ротаметр
Он определяет количество расходуемого газа в минуту.
Процесс в газовой смеси
Теперь добрались и до процесса в смеси газов. Тут уже будут более значимые отличия. Посмотрев на схему, можно видеть, что баллонов стало уже два. А может быть и больше, к примеру три для смеси Ar+CO2+O2. Также появился газовый смеситель. Все прочее оборудование такое же как и в случае с чистым газом.
Все прочее оборудование такое же как и в случае с чистым газом.
На схеме механизированной сварки выполняемой смесью газов изображен сварочный пост без водяного охлаждения. Как правило водяное охлаждение используется на аппаратах с высокой мощностью, большими токами и ПВ близким к 90-95%.
Что такое сварочный полуавтомат
Сварочным полуавтоматом называют аппарат с механизированной подачей присадочной проволоки. Полуавтомат состоит из различных узлов и конструктивных элементов. Разберем их подробнее.
- Горелки и рукава
- Источника питания
- Подающего механизма.
Горелка
Горелка поставляется совместно с рукавом. Это устройство которым сварщик ведет процесс. Через горелку подается присадочная проволока, на которую подается ток.
Во внутреннюю часть горелки устанавливается наконечник и диффузор или как его еще называют мундштук. Мундштук для полуавтоматической сварки необходим, через него подается рассеивающийся защитный газ.
На горелку наворачивается сопло. Сопло создает сфокусированную струю защитного газа. Что в свою очередь обеспечивает защиту металла шва от воздуха.
Во внутреннюю часть горелки устанавливается наконечник. Он резьбовой и изготавливается из меди или медных сплавов. Это необходимо потому того, что он токопроводящий. Медь же и медные сплавы обладают высокой проводимостью.
Источник питания
В настоящее время полуавтоматы все чащи являются инверторными. Инверторный полуавтомат отличается от выпрямителей тем, что при меньших размерах он имеет больший функционал.
Работать с инверторным полуавтоматом гораздо удобнее и комфортнее. Дуга зажигается и горит плавно. Инверторный источник по сравнению с выпрямителями потребляет меньше электроэнергии. Состоят они как правило из трансформатора и электронного транзисторного блока управления.
Выпрямителя также используются, как и 50 лет назад. Они разительно отличаются от инверторов тем, что стоят, как правило, в 1,6-2 раза дешевле.
Блок управления и устройство подачи
Блок управления необходим для согласованной работы источника питания полуавтомата, подающего механизма и газового оборудования. При работе регулируется в большинстве случаев скорость подачи проволоки. Сам блок управления обеспечивает выполнение определенной циклограммы процесса.
Подающее устройство как уже говорилось может быть как отдельной надстройкой, так и встроено в сам полуавтомат. Устройство подает присадочную проволоку по средствам роликов. Их может быть 2 или 4.
Большинство полуавтоматов как для MIG, так и для MAG с двумя подающими роликами. Системы с 4 роликами применяются, когда необходимо работать с проволокой большого диаметра. Также когда нужно работать с самозащитной порошковой проволокой.
Род и полярность сварочного ток
Сварочный ток для полуавтомата при способе MIG и тем более MAG сварки — постоянный. Лишь в некоторых случаях сварку MIG ведут на переменном токе, но процесс сварки идет нестабильно.
Применение переменного тока оправдано для некоторых цветных металлов – например при сварке алюминия. О сварке алюминия расскажем в одной из наших следующих статей.
Для сварочного полуавтоматом применяется – обратная полярность. Так как если использовать прямую полярность идет активное разбрызгивание присадочного металла. Дуга горит не стабильно.
Обратная полярность
Обратная полярность – это когда «+» подключаем к сварочной горелке, а «-» подключается на изделие.
Сварочный ток напрямую зависит от выбранного диаметра присадочной проволоки. Чем больше диаметр, тем выше значение тока. От этого увеличивается проплавление. Значение тока определяет скорость выполнения процесса.
Каждый сварщик настраивает ток таким образом, чтобы ему было комфортно работать. Кто-то добавляет чуть больше и ведет процесс быстрее. Кто-то, наоборот, чуть меньше и работает чуть медленно.
ПВ сварочного полуавтомата
Затрагивая вопрос тока, необходимо разобраться обозначением ПВ сварочного полуавтомата. Расшифровывается данное обозначение как продолжительность включения. Показатель ПВ указывает на то сколько времени полуавтомат сможет варить непрерывно на максимальном токе.
Расшифровывается данное обозначение как продолжительность включения. Показатель ПВ указывает на то сколько времени полуавтомат сможет варить непрерывно на максимальном токе.
Данные даются в процентах от цикла сварки в 10 минут. То есть если у полуавтомата ПВ =50%, это значит, что можно работать 5 минут данным полуавтоматом непрерывно. После ему требуется определенно время на охлаждение. Это важный параметр при выборе полуавтомата.
Вылет и выпуск электрода
Что называется выпуском электрода при механизированной сварке, а что вылетом. Это может ввести в ступор даже специалиста. Наглядно разницу этих двух понятий можно видеть на рисунке ниже.
Выпуск электрода – расстояние от края сопла до кончика присадочной проволоки.
Вылетом электрода называется — расстояние от наконечника до кончика проволоки.
Размер вылета должен быть оптимален. Так если он мал, то сопло будет слишком близко к сварочной ванне. Если так работать длительное время сопло испортиться.
Если вылет большой, то будет недостаточная защита сварочной ванны. Защитный газ попросту рассеиваться. Дуга при этом издает треск и идет сильное разбрызгивание. В сварочном шве будет дефекты в виде пор.
Размеры вылета и параметры режимов для работы полуавтоматической сварки подробно будут описаны ниже.
Индуктивность
Индуктивностью называется такой процесс, при котором происходит снижение скорости увеличения силы тока. Сложная получилась формулировка.
Данный процесс необходим для того, чтобы при зажигании дуги, когда проволока касается изделия. Ток увеличивался постепенно, а не мгновенно. Иначе это приведет к брызгам металл на начальном этапе.
Индукция происходит в катушке индуктивности. На практике регулировка индуктивности регулирует жесткость сварочной дуги, а также проплавление. Влияет на геометрию получающегося валика.
Технология полуавтоматической сварки
Чтобы работать на результат, сварку МИГ или МАГ необходимо выполнять полуавтоматом с пониманием технологии и теории.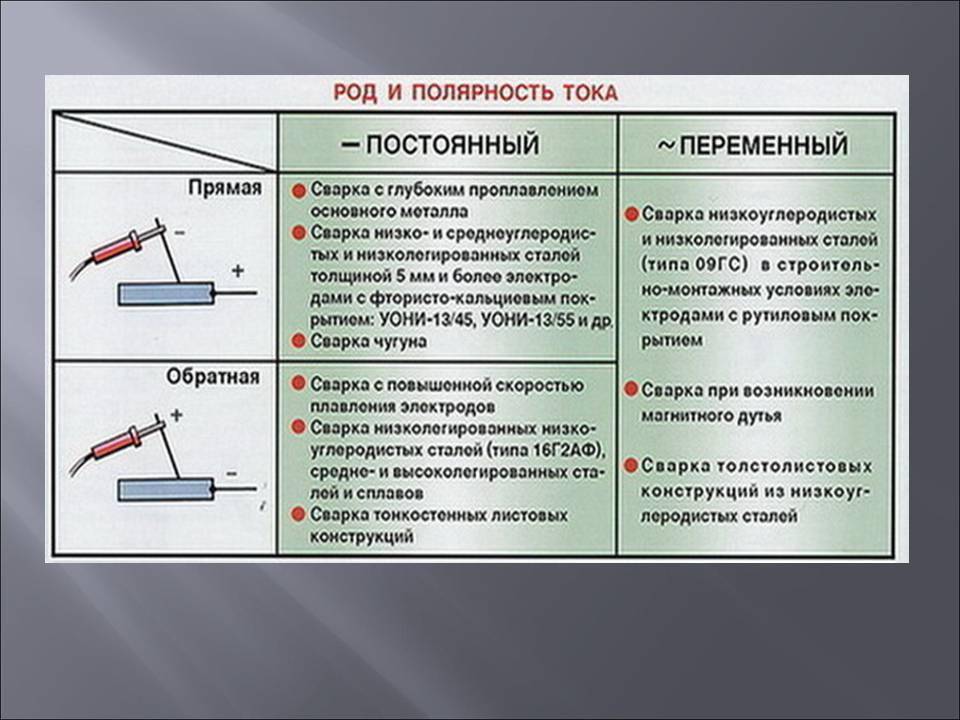 Полуавтоматическая сварка деталей чаще всего выполняется в цеховых условиях. Преобладающее большинство швов выполняемых данным способом являются стыковые и тавровые соединения.
Полуавтоматическая сварка деталей чаще всего выполняется в цеховых условиях. Преобладающее большинство швов выполняемых данным способом являются стыковые и тавровые соединения.
Подготавливаем к работе полуавтомата
Чтобы начать работать собираем полуавтомат по инструкции завода. Подключаем горелку в специальный разъем на корпусе аппарата. Устанавливаем в корпус полуавтомата присадочную проволоку. Закрепляем катушку с присадочной проволокой прижимной гайкой.
Ролики должны соответствовать диаметру применяемой проволоки. Пропускаем конец проволоки в направляющую, выполняем фиксацию прижимного механизма.
Настраиваем усилие прижатия проволоки, так как это необходимо чтобы ролики надежно сцеплялись со присадочной проволокой. Далее пропускаем проволоку в горелку. Для этого снимаем с горелки сопло и наконечник (мундштук). Нажимаем кнопку на корпусе горелки и ожидаем пока проволока выйдет из диффузора. Далее собираем горелку в обратном порядке. Полуавтомат собран для выполнения работы.
Ручная дуговая
70.21%
Полуавтоматическая (механизированная mig или mag)
14.89%
Аргонодуговая неплавящимся электродом
2.13%
Под слоем флюса
4.26%
Другой
8.51%
Проголосовало: 47
Подготовка деталей для сварки
Детали необходимо тщательно зачистить. От этого зависит 90% результата сварки. Зачистка выполняется до металлического блеска. Кромки обезжириваются. Лучше всего применить специальный обезжириваетесь, спирт или ацетон.
Открываем газ и настраиваем расход на редукторе. Расход газа берем из таблицы ниже.
Перед тем как зажигать дугу и работать, необходимо подать газ. По завершении процесса необходимо обдувать защитным газом горячий металл.
Еще один лайфхак, который поможет зажечь дугу. Необходимо откусывать проволоку под углом так, чтобы кончик присадки был заострен. Эту процедуру нужно проделывать каждый раз перед началом выполнения процесса.
Процесс сварки полуавтоматом или как им работать.

Чтобы начать работать полуавтоматом, нужно зажечь дугу. Это происходит при нажатии на пусковую кнопку сварочной горелки, а также коснувшись изделия зажечь дугу. Дуга загорается можно начинать работать. Для завершения нужно отпустить кнопку и отвести горелку.
Стыковые соединения
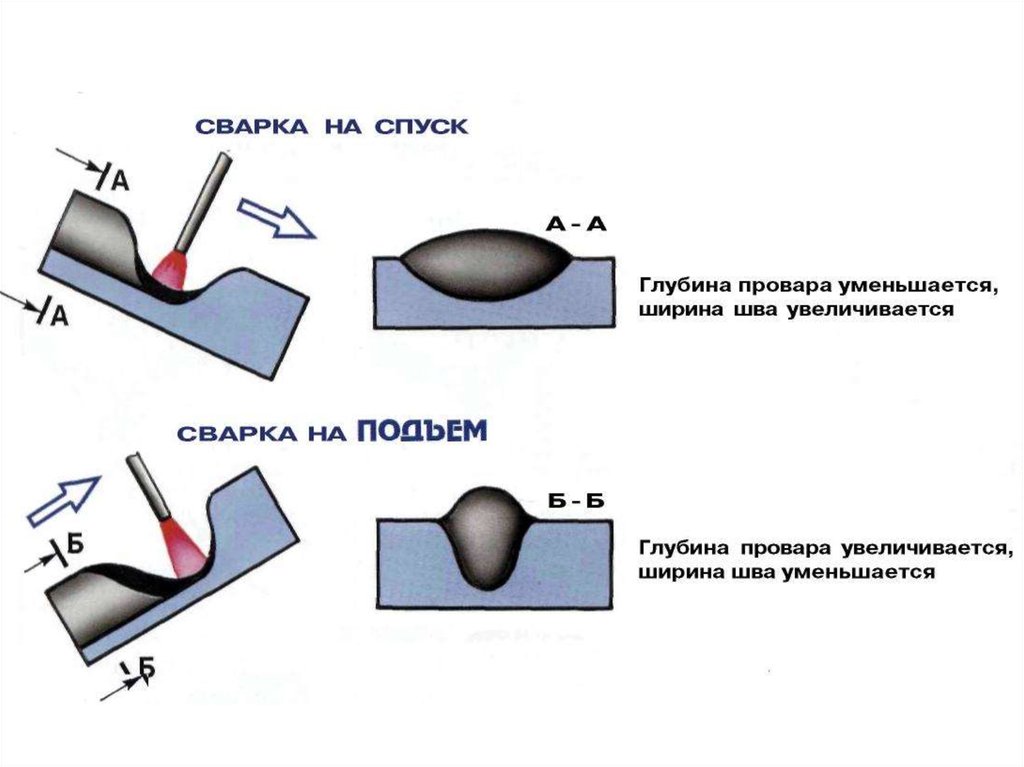
Сварку полуавтоматом ведут в различный пространственных положениях. Вести процесс возможно «углом вперед» также и способом «углом назад». От перемещения горелки углом назад провар будет больше, а шов уже. При выполнении процесса углом вперед ситуация обратная. Ширина шва увеличится, но проплавление снизится.
Угол горелки при сварке вертикальный, то есть под 90 градусов для деталей с равной толщиной. Если детали разной толщины, то направляем горелку к более толстой из деталей.
Если металл изделия тонкий до 3 – 4 мм, то работать лучше всего без разделки кромок, на съемной подкладке из материала, хорошо отводящего тепло. К примеру, из алюминия. Если деталь не предполагает использование съемной подкладки. Допустим ее просто не получиться убрать. Тогда можно применить остающуюся подкладку. Она изготавливается из того же материала что и основная деталь.
Допустим ее просто не получиться убрать. Тогда можно применить остающуюся подкладку. Она изготавливается из того же материала что и основная деталь.
Выполнять полуавтоматическую сварку тонкого металла лучше на спуск в вертикальном положении. Сварка выполняется сверху вниз, вести горелку нужно углом назад. Подробнее о тонком металле можете ознакомиться в данной статье.
Когда нужно работать с деталями большой толщины, тогда лучше применить MIG сварку в смеси. В качестве газа использовать смесь Ar+He в соотношении 40% + 60%. Сварку изделий большой толщины полуавтоматом лучше выполнять с двух сторон. Это обеспечить полный и качественный провар в корне шва.
Тавровые и угловые соединения
Тавровые и угловые соединения чаще всего встречаются при сварке полуавтоматом металлоконструкций, работать с ними приходится практически любому сварщику. При сварке тавровых соединений важен угол наклона горелки. Правильное выполнение подразумевает что он должен составлять от 45 до 60 градусов.
Процесс лучше выполнять «углом вперед» наклоняя горелку к изделию на угол от 70 до 90 градусов. Это обеспечивает качественное проплавление кромок деталей. Лучше всего выполнять сварку на спуск.
При выполнении угловых швов в лодочку, нужно увеличивать выпуск проволоки. Процентов на 12-15 от значения при нижнем положении сварки.
Способ сварки полуавтоматом прекрасно зарекомендовал себя в работе как в частных автосервисах и гаражах, так и на крупных предприятиях производящих металлоконструкции.
Ниже можете ознакомиться с видео как работает сварочный полуавтомат. Удачи Вам в работе!
Различия автоматической и полуавтоматической сварки
По тому, как стали популярны сварочные вращатели, нетрудно догадаться, что изготовление металлоконструкций при помощи сварки очень распространено. И с каждым годом объемы выпуска продукции возрастают. Вообще, сложно найти более надежный способ соединения двух металлических заготовок, чем сварка. С тех пор, как данный процесс был открыт, прошло уже много лет, но он по-прежнему не теряет актуальности.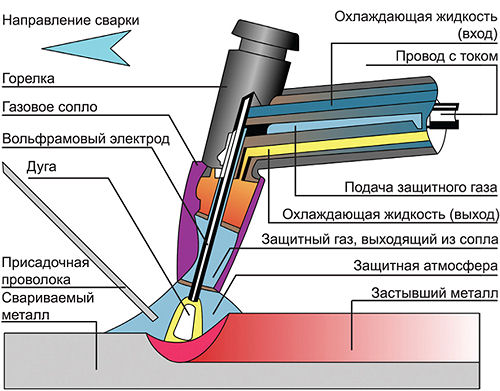
Конечно, со временем сварка усовершенствовалась, и сегодня она делится на несколько видов. Наибольшее распространение в промышленности получили два вида:
- Полуавтоматическая;
- Автоматическая.
Что же касается ручной дуговой, то она менее применима в крупном производстве, так как производительность ее намного ниже, чем у указанных выше других типов.
Если сказать коротко, чем отличаются автоматическая сварка от полуавтоматической, то разница в следующем. При автоматической сварке оператору не нужно формировать шов, тот формируется сам, отсюда и название сварки. При полуавтоматической сварщику требуется удерживать горелку и формировать шов, в зависимости от положения сварки, типа стыков заготовок и других факторов. Однако это слишком упрощенный ответ. Чтобы полностью понять разницу, следует рассмотреть особенности каждого из описанных видов сварки.
ОСОБЕННОСТИ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
Работа на полуавтомате более сложная, требует соответствующих навыков и знаний. Необходимо не просто вести горелку, а следить при этом, чтобы шов формировался равномерным, герметичным, без каких-либо дефектов в виде непроваров или пор. Поэтому может сложиться впечатление, что полуавтоматическую сварку лучше заменить автоматической. Однако это не так. У полуавтомата есть свои достоинства:
Необходимо не просто вести горелку, а следить при этом, чтобы шов формировался равномерным, герметичным, без каких-либо дефектов в виде непроваров или пор. Поэтому может сложиться впечатление, что полуавтоматическую сварку лучше заменить автоматической. Однако это не так. У полуавтомата есть свои достоинства:
- Сварка возможна в любом положении – горизонтальном, вертикальном, потолочном;
- Можно выполнять самые разные соединения – стыковые, внахлест, тавровые, угловые и т.д.;
- Аппарат, в том числе и баллон с защитным газом, более мобильны, их можно транспортировать в любую часть цеха или в иное помещение.
Именно из-за возможности работать в любом положении, полуавтоматическая сварка никогда не уйдет. Сварщик может выставить горелку так, как того требует ситуация, даже достать ею в труднодоступном месте, обрабатывать, как большие детали, так и маленькие. Ну а навыки и опыт приобретаются со временем, научиться варить на полуавтомате достаточно легко, многое зависит от настроек аппарата – если они выставлены правильно, то формирование шва в горизонтальном положении сможет выполнить даже новичок.
ОСОБЕННОСТИ АВТОМАТИЧЕСКОЙ СВАРКИ
Автоматическая сварка получила свое название за счет того, что в процессе работы не требуется участие человека. То есть, оператор один раз настроил аппарат согласно определенным задачам, и все, на этом его работа практически закончена, разве что, периодически нужно будет засыпать флюс. Таким образом, шов формируется самим аппаратом, и в этом состоит одно из главных преимуществ автоматической сварки. Исключается человеческий фактор, риск испортить заготовку, сделать шов с дефектом и т.д. Все получается равномерно, герметично и надежно.
Стандартный аппарат для автоматической сварки представляет собой тележку на колесах, на которой размещены:
- Электрооборудование;
- Емкость для флюса;
- Присадочный материал;
- Неплавящийся электрод;
- Система настроек.
Однако в этом и заключается главный минус автоматической сварки – аппарат может варить только в горизонтальном положении стыковые соединения. Вертикальный шов он уже не сможет сделать, поэтому до сих пор и остаются актуальными ручная дуговая и полуавтоматическая сварка.
Вертикальный шов он уже не сможет сделать, поэтому до сих пор и остаются актуальными ручная дуговая и полуавтоматическая сварка.
Как сварить что-нибудь своими руками
Фото: istockphoto.com
Сварка становится все более популярным хобби, и на то есть веские причины. С его помощью можно починить ворота или отремонтировать машину, сэкономив при этом связку. Сварочные проекты своими руками могут также включать в себя привлекательные кострища или скульптуры для двора. Высококачественное сварочное оборудование никогда не было таким простым в использовании, и оно стало удивительно доступным.
Начать работу проще, чем многие думают, и Боб Вила предлагает широкий выбор статей для тех, кто хочет научиться сварке. Мы охватываем ряд тем, в том числе термины сварки, различные виды сварки и практические советы о том, как сваривать для развлечения или получения прибыли.
Что такое сварка? Сварка – это процесс неразъемного соединения двух или более металлических частей. Сварочная проволока или присадочный стержень используются для создания электрической цепи, называемой «дугой», которая плавит металл при очень высоких температурах. При правильном формировании хорошие сварные швы обладают огромной прочностью и долговечностью.
Сварочная проволока или присадочный стержень используются для создания электрической цепи, называемой «дугой», которая плавит металл при очень высоких температурах. При правильном формировании хорошие сварные швы обладают огромной прочностью и долговечностью.
Хотя сварку можно использовать во всем, от производства консервных банок до судостроения, в этой статье мы сосредоточимся на том, как сваривать дома. MIG (металл в среде инертного газа) — самый популярный вид сварки среди новичков, потому что его легко освоить, а оборудование относительно недорого. Тем не менее, есть несколько других видов сварки, поэтому у тех, кто начинает это увлекательное хобби, никогда не будет недостатка в новых вещах, которые можно попробовать.
ПОДРОБНЕЕ О НАЧАЛЕ РАБОТЫ:
➤ 4 вида сварки, которые должен знать каждый домашний мастер
➤ Сварка MIG и TIG: в чем разница?
Наиболее популярные сварочные работы для начинающих — это базовый ремонт заборов и ворот, устранение повреждений кузова автомобиля или прицепа, изготовление небольших предметов мебели, таких как табуреты и тумбочки, а также разработка скульптурных деталей, которые позволяют сварщикам изучить их творчество.
Каждое из них можно выполнить с минимальным опытом и сэкономить значительные суммы денег. Также популярны проекты по сварке металлолома, что позволяет начинающим сварщикам практиковаться с минимальными затратами. Это все еще может привести к впечатляющим произведениям искусства. Ржавчина, вмятины и царапины являются неотъемлемой частью промышленной привлекательности этого вида работ. Знание того, какие типы сварных швов использовать для различных проектов, является ключом к успеху сварки.
ДОПОЛНИТЕЛЬНЫЕ ПРИМЕНЕНИЯ ДЛЯ СВАРКИ:
➤ 9 типов сварки и когда их использовать
Фото: istockphoto.com удовлетворить эту потребность. Остальные инструменты и оборудование можно использовать для всех видов сварки. Они были отобраны у ведущих производителей и обширных руководств покупателя, написанных исследователями Боба Вила.
- Fourney Easy Weld 261 : Этот мощный, но простой в использовании аппарат изготовлен одним из самых надежных брендов в области сварки. Сварка с флюсовой проволокой представляет собой разновидность сварки MIG, которую можно использовать как в помещении, так и на улице, а вес всего 19 фунтов делает аппарат Fourney очень портативным.
- Сварочный шлем Yeswelder : Хороший сварочный шлем является важным элементом защитного снаряжения, но он может быть довольно дорогим. Эта модель является нашим выбором «лучшее соотношение цены и качества», поскольку она включает в себя множество высококачественных функций по конкурентоспособной цене.
- Сварочные перчатки RAPICCA : Эти прочные, но гибкие сварочные перчатки являются огнестойкими и термостойкими, защищая пользователей от болезненных ожогов. Их также можно использовать с барбекю, дровяными горелками или горячими кастрюлями из духовки.
- Сварочная куртка Lincoln Electric : Сварочная куртка не является обязательной, но защитит вашу одежду от ожогов и грязи. Немногие бренды имеют лучшую репутацию, чем Lincoln Electric, и эта сверхпрочная кожаная версия должна служить годами. Некоторые сварщики предпочитают фартук, и нам особенно нравится этот высоко оцененный вариант от QeeLink.
- Сварочный молоток Hobart : Для очистки готовых сварных швов необходимы два инструмента: отбойный молоток и проволочная щетка. Хобарт сочетает в себе оба этих элемента в своем продуманном дизайне.
- Сварочные клещи Strong Hand для сварки MIG : Сварочные клещи — это универсальный инструмент, предназначенный для выполнения широкого круга задач, связанных со сваркой.
- Отрезная пила Porter-Cable : Резка металла ручной пилой возможна, но это тяжелая работа, требующая много времени. Отрезная пила, такая как качественная машина от Porter-Cable, является эффективной альтернативой.
 Сварка с флюсовой проволокой представляет собой разновидность сварки MIG, которую можно использовать как в помещении, так и на улице, а вес всего 19 фунтов делает аппарат Fourney очень портативным.
Сварка с флюсовой проволокой представляет собой разновидность сварки MIG, которую можно использовать как в помещении, так и на улице, а вес всего 19 фунтов делает аппарат Fourney очень портативным. Некоторые сварщики предпочитают фартук, и нам особенно нравится этот высоко оцененный вариант от QeeLink.
Некоторые сварщики предпочитают фартук, и нам особенно нравится этот высоко оцененный вариант от QeeLink. Для получения дополнительной информации о покупке и использовании сварщика:
➤ Лучшие сварщики для начинающих
➤ Как использовать сварщики MIG
 Тем не менее, если вы проявите терпение и уделите время каждому сварочному проекту, вы всегда получите лучшие результаты.
Тем не менее, если вы проявите терпение и уделите время каждому сварочному проекту, вы всегда получите лучшие результаты.Подготовка является ключевым элементом. Планирование каждой задачи и наличие всего под рукой, когда вы начинаете, позволяет полностью сосредоточиться на выполняемой работе. Кроме того, несмотря на то, что можно сваривать грязный или ржавый металл, очистка соединяемых кромок поможет повысить прочность сварного шва.
Также важно помнить о безопасности. Никогда не пытайтесь сваривать без маски или перчаток. При сварке могут образовываться неприятные испарения, поэтому важна адекватная вентиляция. При сварке дома следите за тем, чтобы дети и домашние животные не находились в зоне сварки. Это делается не только для их собственной безопасности, но и для того, чтобы вы не отвлекались и не поранились.
Фото: istockphoto.com
Расширьте свой сварочный репертуар Несмотря на то, что простые проекты по сварке, которые можно найти в Интернете, являются отличным местом для начала, вы можете получить огромное удовольствие от совершенствования своих навыков и расширения круга видов сварки. сварка вы делаете. Часто это означает, что работу можно выполнить быстрее, а также снизить затраты. Некоторые люди идут дальше сварки и превращают хобби в прибыльную подработку.
сварка вы делаете. Часто это означает, что работу можно выполнить быстрее, а также снизить затраты. Некоторые люди идут дальше сварки и превращают хобби в прибыльную подработку.
Ничто не заменит обучение сварке у опытного человека. Это может быть друг-сварщик, который может выступать в качестве наставника, или это могут быть местные занятия. Если они недоступны, то жизнеспособной альтернативой являются онлайн-курсы по сварке.
ДЛЯ ДОПОЛНИТЕЛЬНЫХ ВОЗМОЖНОСТЕЙ ОБУЧЕНИЯ:
➤ Лучшие онлайн-курсы по сварке
Как сваривать чугун и сталь
Если вы опытный сварщик чугуна или стального литья, вы, вероятно, уже знаете, что такое сварка чугуна или стального литья. может быть сложной задачей. Чугун имеет высокое содержание углерода от 2 до 4 процентов, что примерно в десять раз больше, чем в большинстве сталей. Он также может содержать более высокие уровни серы и фосфора, что затрудняет сварку без образования трещин.
С другой стороны, химический состав литой стали часто аналогичен низкоуглеродистой холоднокатаной стали, поэтому во многих случаях ее легче сваривать, чем чугун. Тем не менее, высокое содержание кремния и марганца в литой стали может значительно усложнить ее сварку.
Хорошей новостью является то, что специалисты по сварке придумали методы, позволяющие решить любые проблемы со сваркой любого из этих литых металлов. Вот их совет:
Как сварить чугун
Если вы собираетесь заняться сваркой чугуна, перед сваркой выполните следующие четыре шага:
1. Определите сплав
Три основных сорта чугуна включают серый чугун, ковкий чугун и ковкий чугун. Отметим, что есть еще и белый чугун, но, по мнению большинства, успешно сварить его невозможно.
Серый чугун — наиболее распространенная форма чугуна, представляющая собой проблему для сварщиков, когда чешуйки графита попадают в сварочную ванну и вызывают охрупчивание металла сварного шва.
Ковкий и ковкий чугун менее хрупкие из-за различий в их микроструктуре. Оба имеют сфероидальные углеродные микроструктуры в результате их производственных процессов.
2. Тщательно очистите отливку
Перед сваркой отливки должны быть надлежащим образом подготовлены. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Затем осторожно и медленно нагревайте зону сварки в течение короткого времени, чтобы удалить захваченный газ в основном металле.
Часто используемый метод проверки чистоты поверхности заключается в нанесении на нее сварного шва. Если на железе останутся примеси, сварной шов будет пористым. Вы можете повторять процесс до тех пор, пока пористость не исчезнет.
3. Предварительный нагрев отливки
Основной причиной контроля нагрева является тепловое расширение. При нагревании металл расширяется. Если весь объект нагревается и расширяется с одинаковой скоростью, стресс небольшой. Однако при локализации тепла в относительно небольшой зоне термического влияния (ЗТВ) он создает напряжение и растрескивание. Предварительный подогрев сводит к минимуму температурный градиент между телом отливки и ГЦ, снижая растягивающее напряжение, вызванное сваркой.
Однако при локализации тепла в относительно небольшой зоне термического влияния (ЗТВ) он создает напряжение и растрескивание. Предварительный подогрев сводит к минимуму температурный градиент между телом отливки и ГЦ, снижая растягивающее напряжение, вызванное сваркой.
4. Выберите подходящий метод сварки
Выберите метод сварки, наиболее подходящий для сплава железа. Тремя наиболее распространенными способами являются дуговая сварка, кислородно-ацетиленовая сварка и сварка пайкой, причем палка является наиболее популярной.
При электродуговой сварке для чугуна работают три первичных присадочных электрода: медный сплав, чугун с покрытием и никелевый сплав. Электроды из никелевого сплава довольно популярны для чугуна, потому что сварной шов никель-железо прочнее и имеет более низкий коэффициент теплового расширения, что снижает напряжения и повышает устойчивость к растрескиванию.
Направьте электрическую дугу на сварочную ванну, а не на основной металл. Это минимизирует разбавление. Используйте самую низкую настройку тока, одобренную производителем, чтобы снизить тепловую нагрузку. Предварительно нагрейте детали как минимум до 250 ° F перед сваркой медью, чугуном или электродами. При использовании никелевых электродов предварительный нагрев не требуется.
Это минимизирует разбавление. Используйте самую низкую настройку тока, одобренную производителем, чтобы снизить тепловую нагрузку. Предварительно нагрейте детали как минимум до 250 ° F перед сваркой медью, чугуном или электродами. При использовании никелевых электродов предварительный нагрев не требуется.
Сварка стального литья
Обучение сварке стального литья не так сложно, как сварка чугуна. Это связано с тем, что литая сталь представляет собой углеродистую или легированную сталь, которая была расплавлена и отлита в определенную форму. Однако, несмотря на то, что литая сталь имеет сходные свойства с прокатной сталью, некоторые отличия затрудняют ее сварку.
Несмотря на то, что вы можете сваривать литую сталь, используя процессы MIG или TIG, многие специалисты по сварке рекомендуют сварку электродами с использованием стержней E7018 для низкоуглеродистых сплавов и стержней из нержавеющей стали для трудносвариваемых отливок.
Одной из проблем при сварке стального литья является предотвращение деформации. Вот несколько советов, которые помогут в этом:
Вот несколько советов, которые помогут в этом:
- Предварительный нагрев отливки: отливки могут иметь неправильную форму, при этом более тонкие участки нагреваются быстрее. Сконцентрируйте тепло на более толстых участках.
- Частые прихватки.
- Установите наименьшую силу тока, которая обеспечит достаточно прочный сварной шов.
- Используйте максимально возможную скорость движения.
- Использовать меньше проходов.
- Замедлите охлаждение, завернув его в сварочные одеяла или закопав в песок.
- Еще несколько советов по успешной сварке стального литья:
- Очистите свариваемые кромки до голого металла.
- Предварительно нагрейте стальную отливку, если она содержит более 0,40% углерода или это низколегированная сталь. Предварительный нагрев до 250°F предотвращает попадание водорода в сварной шов.
- Если вы свариваете в холодной среде, предварительно нагрейте отливки с низким содержанием углерода до 75°F.
- Если вы ремонтируете трещину, просверлите оба конца (1/8″) и удалите трещину шлифовкой или выдалбливанием.

Сварка толстого чугуна
Толстые отливки часто становятся твердыми после сварки, и спустя долгое время после ее завершения может появиться холодное растрескивание. Или любые добавленные примеси могут концентрироваться в центре сварного шва, вызывая трещину еще до того, как сварной шов остынет.
Вот несколько советов по сварке толстого чугуна:
- Держите электрод вертикально при сварке чугуна.
- Делайте это медленно и постепенно, ограничивая количество, которое вы используете каждый раз.
- При ремонте трещины нанесите небольшое количество валиков на каждый конец, чтобы она не расползалась.
- Поддерживайте твердую руку и постоянную скорость.
Помните, чем дольше остывает сварной шов, тем прочнее будет соединение. Железо хрупко, а тепло вызывает напряжение в материале и ослабляет структурную целостность.