Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.


Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.

Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Используемый за основу автотрансформаторОбмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Контактная сварка своими руками | Строительный портал
Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них можно самостоятельно освоить, имея определенные теоретические знания и навыки. Самодельная контактная сварка, которая используется для соединения разных элементов стальных труб, алюминиевых и медных проводов, не является исключением.
Содержание:
- Процедура контактной сварки
- Виды контактной сварки
- Устройство аппарата для точечной сварки
- Изготовление аппарата для точечной сварки
Процедура контактной сварки
Контактную сварку используют в большинстве случаев для производства серии однотипных изделий или для изготовления сварных соединений деталей, которые имеют большие размеры. Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Контактная сварка в домашних условиях требует использования мощнейших источников питания, чем в ситуации с электродуговой сваркой, потому что даже в небольших контактных машинах для подобных работ сила тока измеряется тысячами ампер, не вспоминая уже более крупные машины.
Данный технологический процесс производят с нагревом области сварки электрическим током, проходящим через заготовки, с использованием давления. Основными параметрами этого метода сварки являются ток, время протекания тока и сила сжатия. Зависимо от определенных значений этих показателей выделяют жесткий и мягкий режимы сварки.
Помимо этого, выделяют несколько разновидностей контактной сварки – стыковую, точечную и шовную. Поскольку процесс производится при помощи электродов, которые размещаются по-разному относительно заготовок, то также бывает одно- и двухсторонняя сварка.
Обычно технологию контактной сварки выполняют по точечному типу. Заготовки прижимают электродами, через которые идет в будущем высокоамперный ток. Он проходит по большому числу мелких каналов заготовки, которые разогреваются, и в итоге расплавляется центральная зона точки сварки.
При стыковой сварке ток пропускается через стык деталей примерно одинакового сечения, а после достижения сварочного жара в области сварки осуществляется осадка. Электроды, которые подводят к изделию ток и производят осадку, при шовной сварке имеют форму роликов, которые катятся по шву, поэтому данный способ сварки ещё называют роликовой сваркой.
Виды контактной сварки
Контактная сварка — это процедура, при которой соединение свариваемых деталей совершается по всей поверхности торцов, что стыкуются. Сварка может выполняться сопротивлением или оплавлением (прерывистым или непрерывным).
Сварка сопротивлением
Обработанные детали плотно прижимают между собой и включают сварочный ток.
Цветной металл и его сплавы хорошо свариваются сваркой сопротивлением. Данным видом контактной сварки хорошо сваривать и разнородные металлы – латунь и медь, сталь с медью, разные сорта стали. Сварка сопротивлением нуждается в высокой чистоте свариваемых поверхностей и строгом контроле температуры нагрева. Поэтому данная методика не получила широкого использования.
Сварка непрерывным оплавлением
Сварку непрерывным оплавлением выполняют в такой последовательности. Детали, которые закреплены в зажимах машины, плавно приводят перемещением подвижного зажима в соприкосновение при включении сварочного тока. При этом осуществляется оплавление свариваемых торцов изделий. Потом проводят осадку на определенную величину и выключают ток.
Подобная методика ручной контактной сварки применяется при сварке тонкостенных труб, рельсов и листов. Допускается сварка разных металлов. Достоинством сварки металла непрерывным оплавлением выступает высокая производительность, а недостатком — существенные потери металла на разбрызгивание и угар.
Сварка прерывистым оплавлением
Сварку прерывистым оплавлением производят чередованием неплотного и плотного контакта свариваемых деталей при включенном токе сварки. Возвратно-поступательные движения зажима способны периодически замыкать сварочную цепь в области контакта деталей, пока их торцы не разогреются до температуры примерно 800—900 градусов по Цельсию.
Затем совершается оплавление и осадка. Прерывистым оплавлением принято сваривать низкоуглеродистую сталь в тех ситуациях, когда мощность аппарата недостаточна для осуществления сварки с непрерывным оплавлением.
Данная методика контактной сварки своими руками связана с дополнительными затратами металла, поэтому зачастую подогрев проводят способом сопротивления, включая при замкнутой сварочной цепи ток, а потом разводят детали и занимаются оплавлением и осадкой.
Устройство аппарата для точечной сварки
Самодельный аппарат для контактной сварки можно использовать для сваривания деталей из обычной и нержавеющей листовой стали, которая имеет толщину 0,08 — 0,9 миллиметра, или для соединения проволоки из стали толщиной до 1,5 миллиметра.
Аппараты для контактной сварки в своем составе содержат два функциональных узла — выносной сварочный пистолет и блок питания. Блок питания состоит из реле, что собран на тиристоре и сварочном трансформаторе. К одному выводу его низковольтной обмотки при помощи сварочного кабеля подключается электрод.
При сварке второй вывод надежно соединяется с самой массивной свариваемой деталью. Первичную обмотку трансформатора подключают к сети при помощи диодного моста и включенного в его диагональ тиристора. Трансформатор вспомогательный малой мощности оказывает питание сети управления тиристора и лампы подсветки.
Сварочный пистолет собирают из двух одинаковых деталей по размеру и форме, которые вырезаны из гетинакса, текстолита или другого прочного изолятора. В передней части крепят ламподержатель, микропереключатель и переходник, в задней – размещают выключатель подсветки между держателями и накладками винтами.
Накладки соединяют между собой винтами, которые вкручиваются в ламподержатель, распорные планки и переходник. Между накладками размещается сварочный кабель, который соединяется с переходником с использованием контровочного винта. На сварочном кабеле фиксируются отправляющие провода и коммутируют переключатели.
В отверстия переходников крепят сменные электроды, которые фиксируются при помощи контровочной гайки. На основании без изоляционной прокладки монтируют второй вывод обмотки трансформатора. Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
Изготовление аппарата для точечной сварки
Для сборки оборудования для контактной сварки в домашних условиях рекомендуется использовать нижеследующие рекомендации. Размеры блока питания определяются габаритами трансформатора, поэтому сборку необходимо начинать с него.
Сборка трансформаторов
Особого значения не имеет конструкция трансформатора. Определяющим параметром служит сечение магнитопровода, оно должно быть больше 60 сантиметров квадратных. Магнитопровод вы можете использовать любой.
Намотайте первичную обмотку, которая содержит 160 — 165 витков, на круглом каркасе проводом ПЭТВ, который имеет диаметр 1,62 – 1,7 миллиметра, расположите на одной стороне магнитопровода и от него изолировать с помощью деревянных клиньев. Затем изогните петлей концы шины вторичной обмотки для дальнейшего крепления к ним сварочного кабеля болтами.
Изолируйте по всей длине шину перед намоткой лентой из фторопласта или аналогичного материала в один слой. Можете использовать изоленту, сложенную в несколько слоев. Изолируйте друг от друга такой же лентой слои первичной обмотки. Зафиксируйте ее выводы тесьмой. По схеме контактной сварки должны «вперекрышку» собираться пластины магнитопровода.
Стяжку магнитопровода необходимо производить болтами М8 и уголками. Для выпрямления пластин предварительно выполните стяжку. Верхнюю часть магнитопровода удалите после этого и поместите каркасы с обмотками на него. Затем поставьте на место пластины верхней части и выполните окончательную стяжку пластин. Относительно магнитопровода каркасы зафиксируйте деревянными клиньями.
После этого выполните электрическую проверку трансформатора — включите в сеть 220 В и измерьте напряжение на вторичной обмотке, которое в идеале должно составлять 41 В, а обмотки при этом не должны перегреваться. После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
Вспомогательный трансформатор бывает любого типа, он обеспечивает на вторичной обмотке напряжение в 6 и 15 Вольт. Самодельный вспомогательный трансформатор вы можете сделать на основе магнитопровода с сечением 1 сантиметр квадратный.
Первичная обмотка должна иметь 8000 витков провода ПЭТВ — 2, который имеет диаметр 0,06 миллиметров, вторичная — 800 витков, обмотка III — содержать 200 витков кабеля с диаметром 0,2 миллиметра. Обмотки между магнитопроводом и собой изолируйте фторопластовой лентой.
Сборка сварочного пистолета
Если вас интересует, как сделать контактную сварку, то запомните, что начинать следует со сварочного пистолета. Его изготовление начинается с создания переходника и электродов. Из листа текстолита вырежьте накладки, габариты которых можно изменять под собственную руку. В ламподержателе просверлите каналы для проводов, которые ведут к лампе подсветки.
С помощью двух держателей и винтов крепится к накладкам микропереключатель. Распорные планки вы можете изогнуть из полосы оргстекла с учетом размещения на накладках и сварочного кабеля, который проходит через рукоятку. Накладки скрепите винтами, что ввернуты в переходник и распорные планки.
Опаяйте конец сварочного кабеля, вставьте в отверстие переходника и зафиксируйте контровочным винтом. Рекомендуется применять для надежной фиксации накладок специальные клеящие мастики. Притупите острые кромки накладок, а рукоятку обмотайте изолентой.
Если вы выполнили правильно сборку, то аппарат контактной сварки начнет работать сразу же. Для оценки работы собранной электросварки можно поступить так. Приварите несколькими точками к очищенному стальному бруску полоску стального листа, что имеет ширину 10 — 12 миллиметров, а потом оторвите ее плоскогубцами.
В результате в точках соединения должны образоваться отверстия, которые называют вырывами, диаметром около 0,5 — 0,8 миллиметра. Отрегулируйте длительность сварного импульса при возможных отклонениях с помощью подстроечного резистора. Проверку необходимо производить при последовательном и параллельном включении конденсаторов.
Теперь можно перейти к использованию аппарата. «Заземляющий» кабель следует подсоединить к детали, к которой приваривается другая деталь. Затем необходимо включить аппарат, приложить соединяемые детали друг к другу, прижать их плотно электродом сварочного пистолета и нажать на кнопку. Через 1 — 1,5 секунды можно снять электрод с точки, а затем установить на следующую.
Вы ознакомились с технологией и оборудованием для контактной сварки. Напоследок запомните, что мастер, который работает с аппаратом контактной сварки, должен находиться на коврике из резины и использовать перчатки и защитные очки.
что это? Точечная сварка своими руками из микроволновки или трансформатора, схема машины контактной сварки, ГОСТ, виды и применение
С давних времен люди использовали сварку, но процесс создания неразъемного соединения сильно отличался от метода, используемого в наши дни. Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Что это такое?
Для соединения металлических элементов маленького размера или тонких пластин применяется один из самых востребованных методов – это контактная сварка. Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Аппарат для сварки имеет два основных узла.
- Механический – здесь находятся электроды, в установках для точечной сварки они выглядят как зажимные щипцы, в аппаратах для сварки швом это ролики.
А также приводы сжатия и вращения, зажатия и осадки.
- Электрический – эта конструкция состоит из сварочного трансформатора, регулятора напряжения (этот элемент переключает количество витков в первичной обмотке), вторичного контура (через него электрический ток проходит к свариваемым деталям), прерывателя первичной цепи (он служит для включения и выключения тока), регулятора цикла (это устройство регулирует все необходимые параметры – последовательность операций, длительность и другие).
Также в машине для сварки есть и вспомогательные блоки.
- Пневмогидравлический – здесь присутствуют фильтры, элементы, смазывающие движущиеся детали, система, которая подводит поток воздуха к приводу сжатия, система, регулирующая давление.
- Водное охлаждение сварочного аппарата.
Плюсы и минусы
Контактная сварка металлов применяется в различных областях промышленности, множество преимуществ объясняет ее популярность.
- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.
- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.
Не обошлось и без недостатков, о которых необходимо помнить во время работы.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.
- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.
 Питание от источника должно быть достаточно мощным.
Питание от источника должно быть достаточно мощным.Виды
Контактная сварка представлена несколькими видами, которые применяются в своей сфере.
Точечная
Точечная сварка – это более востребованный вид, применяющийся в быту и на производстве. Сваривать можно элементы толщиной не больше 5 миллиметров. Для создания соединения детали располагают внахлест относительно друг друга и зажимают между двумя электродами, имеющими конусообразную форму. Прижимной механизм сдавливает детали после подается электрический импульс. Размягчение металлических деталей происходит только в месте касания электродов. В результате чего образуется сварная точка диаметром несколько миллиметров.
Электроконтактная точечная сварка может быть односторонней и двусторонней. Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
Двусторонняя или нормальная сварка более востребована, здесь работают два электрода.

Для обработки металла есть два режима.
- Мягкий – применяется для заготовок из закаленной стали. Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
- Жесткий – свариваются цветные металлы с добавлением меди и алюминия, легированные стали. В жестком режиме сила сжатия сварочных клещей и сила тока больше, чем в мягком. В зависимости от того, какая толщина у металла, длительность передаваемого импульса может составлять до сотой доли секунды. Такой режим, благодаря высокой производительности востребован на производстве.
Машины для точечной сварки делятся на четыре вида:
- универсально-стационарные;
- универсально-переносные;
- специализированно-стационарные или многоточечные;
- пресс для рельефной сварки,
Многоточечные установки делятся на два вида, в аппаратах первого типа – двухэлектродных на поверхность подводятся два электрода, в аппаратах второго типа – многоэлектродных подводятся все электроды одновременно, но электрический импульс проходит только через каждые две точки последовательно.
В точечных установках электроды находятся в специальных электрододержателях, которые крепятся к хоботам сварочной машины. Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Сами электроды изготавливают из сплава хрома, цинка и меди или из холоднотянутой красной меди. Для производства электрододержателей используется латунь.
Рельефная
Рельефная – это вариант сварки точечного типа. Здесь на свариваемых деталях заранее подготавливают рельефы разной формы. Металлические заготовки прижимаются с двух сторон плоскими электродами, нагрев происходит только на выступах (рельефах). Главное преимущество рельефной электроконтактной сварки – длительный срок эксплуатации электродов. Благодаря специальной форме с большой контактной поверхностью они изнашиваются медленно. Минус – у сварочных машин должна быть большая мощность.
Шовная
Метод шовной или роликовой сварки используется для соединения листового металла, который располагается внахлест. Принцип действия этого метода такой же, как и у точечной, но вместо конусных электродов здесь используются дисковые. Один диск является движущимся, второй работает за счет силы трения. Разогрев и зажим заготовок происходит роликами, получается прочный диффузный шов.
Шовная сварка может проходить в нескольких режимах.
- Ролики движутся непрерывно, и подача тока тоже происходит непрерывно.
- Ролики движутся непрерывно, а подача тока прерывается.
- Движение роликов прерывается, и подача тока также прерывается.

Стыковая
При стыковой электроконтактной сварке нагрев происходит во всей области соприкосновения металлов друг с другом. Стыковая сварка может проходить двумя методами.
- Сопротивлением – заготовки очень плотно прижимаются в месте соединения, затем через них пропускают электрический импульс. После того как шов нагрелся и размягчился, электрический ток отключают. А заготовки остаются сжатыми, пока не произойдет их осадка. Когда шов затвердел, процесс заканчивается. Для работы с сопротивлением поверхности подгоняют и зачищают. Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
- Оплавлением – в этом способе места соединения заготовок предварительно разогревают с помощью тока, затем медленно соединяют их между собой. Далее проводят осадку.
Главный недостаток сварки оплавлением – расплавленные металлические элементы могут сгорать или разбрызгиваться. Этот метод подходит для соединения деталей из разных сплавов.
По тому, как будет осаживаться готовый шов, сварочные аппараты для стыковой сварки делят на три вида.
- С рычажно-эксцентриковой системой подачи и осадки. Здесь также есть механизм для обжига свариваемой зоны в зажимах аппарата.
- Установки для сварки методом оплавления или для оплавления с дополнительным подогревом. В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
- На аппаратах третьего вида процесс сварки проходит оплавлением без перерыва, предварительно подогретых стыков металлических листов. Цикл может быть автоматический или полуавтоматический.
 У машин данного типа система подачи и осадки – ручная.
У машин данного типа система подачи и осадки – ручная.Отдельно стоит отметить такую сварку, как конденсаторная – это вид сварки накопленной электроэнергией. В конденсаторах есть запасенная энергия, которая во время разряда трансформируется в тепловую энергию. Есть два способа конденсаторной сварки.
- Безтрансформаторная или ударная – конденсатор подключается сразу к металлу. Во время удара одного элемента о второй происходит разряд конденсатора, в это время кромки металлов оплавляются, а затем свариваются во время усадки. Применяется для стыковой электросварки.
- Трансформаторная – здесь конденсаторы разряжаются на первичный контур (обмотку), а во вторичном узле располагаются уже зажатые электродами детали. Используют для точечной или шовной сварки.
Сферы применения
Область, в которой применяется электроконтактная сварка, довольно большая – это могут быть и массивные конструкции. Например, космические летательные аппараты, а также миниатюрные полупроводники и микросхемы. Сваривать можно детали практически из любых металлов – высоколегированные и низкоуглеродистые стали, нержавеющие стали, различные сплавы. Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Шовная электроконтактная сварка используется для производства влагонепроницаемых емкостей. Шовной сваркой получают прочноплотные соединения в приборостроительной сфере. Рельефным методом сваривают кронштейны и листовые детали. Например, для кузовного ремонта автомобилей, для крепления дверных петель, для соединения крепежей. У стыковой электросварки сфера применения довольно ограничена из-за того, что сложно обеспечить равномерный нагрев стыков.
В основном используется для сваривания трубопроводов, рельсов (для создания железной дороги в стационарных или полевых условиях), проволоки или различных стержней.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху. С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки.
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для уменьшения подачи импульса можно использовать резистор. Для этого отрезок стального провода подключается к цепи низковольтной обмотки.

Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1.7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.
Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро. Так как на поверхности оказывается давление, выплескивание ядра не происходит.
- После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
Дополнительно
- Для работы с большими деталями или труднодоступными местами применяют сварочные пистолеты или переносные клещи.
- При сварке алюминия используются специальные электроды с наконечниками – это нужно для того, чтобы избежать образования вмятин на поверхности.
- Точечную сварку иногда приходится убирать при помощи высверливания, например, для ремонта автомобилей. Для этого есть специальные фрезы или сверла для высверливания.
- Для бытовых работ обычно приобретают компактных аппараты с регулятором мощности. Самый востребованный – это споттер. У него низкая цена, в конструкции отсутствуют зажимные клещи, а импульс передается через вывод, подводимый сразу к электроду и детали.
- Перед началом сварки можно потренироваться в подборе оптимального импульса. На таймере аппарата для точечной сварки можно менять длительность импульса, для разных материалов он будет разный (например: для проволоки 2 – 3 миллиметра нужен не сильно длинный импульс, иначе возможен прожог; а для соединения арматуры чуть больше, чтобы место сварки было прочным).

Возможные дефекты
Во время работы могут возникать дефекты, негативно сказывающиеся на конечном результате.
- Прожог – этот дефект появляется из-за большого напряжения, из-за продолжительного импульса или при сильном сжатии деталей. Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
- Расплескивание металла – в процессе работы из точек соединения начинают вылетать искры. Возникает это из-за сильного сжатия элементов или из-за слабой подачи импульса длительное время. Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.
- Непровар – появляется из-за слабо-подаваемого тока, недостаточной силы прижима или ослабленных щипцов. Возникает непровар, если места сварки находятся рядом.
- Уменьшение размера сварки – возникает из-за непродолжительного импульса либо детали были не плотно сжаты.
 Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.
Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.В месте соединения в результате такого дефекта возникает несколько микроточек – такое соединение нельзя охарактеризовать как прочное.
В следующем видео вас ждет современный процесс точечной сварки металлических предметов.
Точечная контактная сварка своими руками: как собрать самодельный аппарат?
В домашних условиях иногда требуется надежно соединить две небольшие металлические детали. Лучше всего это сделать с помощью контактной точечной сварки (КТС).
Принцип действия
Соединение деталей с помощью КТС осуществляется за счет воздействия на материалы электрической энергии. Эта энергия, преобразуясь в тепло, расплавляет небольшой участок металла. После его затвердевания образуется сварное соединение (шов).
Для осуществления КТС необходимы:
Источник электроэнергии для точечной сварки имеет:
- Низкое выходное напряжение (1- 3 В).
- Большую величину сварочного тока (>200 А).

При этом длительность импульса тока не превышает 1-2 секунды, а зона расплавления металла должна быть минимальной.
Устройство прижима обычно совмещается с электродами, по которым протекает ток сварки.
Трансформатор
В качестве источника тока для КТС обычно используется трансформатор, преобразующий высокое напряжение сети в низкое напряжение сварки. При конструировании самодельного сварочного аппарата для точечной сварки часто используются мощные трансформаторы от уже отработавших электрических приборов. В частности, могут быть использованы трансформаторы от микроволновых печей или сварочных аппаратов.
Основным требованием к таким устройствам является то, что они должны иметь достаточную мощность (не менее 1 кВт). При этом для сварки более массивных деталей требуются более мощные трансформаторы. В любом случае трансформаторы требуют доработки.
Доработка состоит в удалении имеющейся вторичной обмотки и намотки поверх первичной обмотки (220 В) дополнительно одного или нескольких витков толстого медного провода.
Примерная стоимость сварочных трансформаторов на Яндекс.маркетВ некоторых случаях производят замену обеих обмоток. Для мощных аппаратов, например, первичную обмотку выполняют более толстым проводом, а вторичную обмотку выполняют в виде одного витка, выполненного из алюминиевой шины.
Возможен вариант намотки нескольких витков толстого провода непосредственно на тороидальный сердечник трансформатора старого сварочного аппарата.
Устройство прижима
В процессе сварки значение имеет не только наличие сварочного тока, но и создание усилия прижатия свариваемых деталей.
С этой целью обычно используется рычаг, при нажатии на который электроды с двух сторон сжимают свариваемые детали. Для возврата рычага в исходное положение применяют пружину. Если требуется более сильный прижим, то дополнительно используется винтовая стяжка.

Рычаги могут быть выполнены из металла или дерева. При этом металлические рычаги необходимо изолировать.
Управление
В процессе ручной сварки производится кратковременное включение аппарата. Для этого в цепь питания трансформатора вводится выключатель. В простейшем случае он представляет собой кнопочный выключатель, который подключает первичную обмотку к сети. Иногда действие выключателя совмещается с положением рычага, и при его опускании на место сварки замыкается электрическая цепь, и происходит точечная сварка.
Электроды
КТС производится с помощью электродов. Электроды представляют собой медные цилиндрические детали различной формы, с помощью которых устройство прижима сдавливают свариваемые детали. Через электроды подводится сварочный ток. Диаметр электродов выбирается в зависимости от мощности аппарата. При этом провода, по которым подводится ток к электродам, должны иметь сечение, соответствующее проходящему по нему току. В противном случае, из-за влияния сопротивления относительно тонких проводов будет уменьшаться сварочный ток. В худшем случае провода, имеющие малое сечение, будут греться и могут сгореть.
Примерная стоимость электродов на Яндекс.маркетЭлектроды можно купить готовые, а можно сделать самостоятельно. Для этого используется медный пруток. Если аппарат предназначен для сварки тонких материалов, и его мощность невелика, то можно в качестве электродов использовать медные наконечники от обычных паяльников.
В некоторых случаях любители выполняют электроды из медных пластин.
Микросварка своими руками – делаем портативный аппарат
Микросварка, собранная своими руками из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нужно расчетливому мастеру.
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер.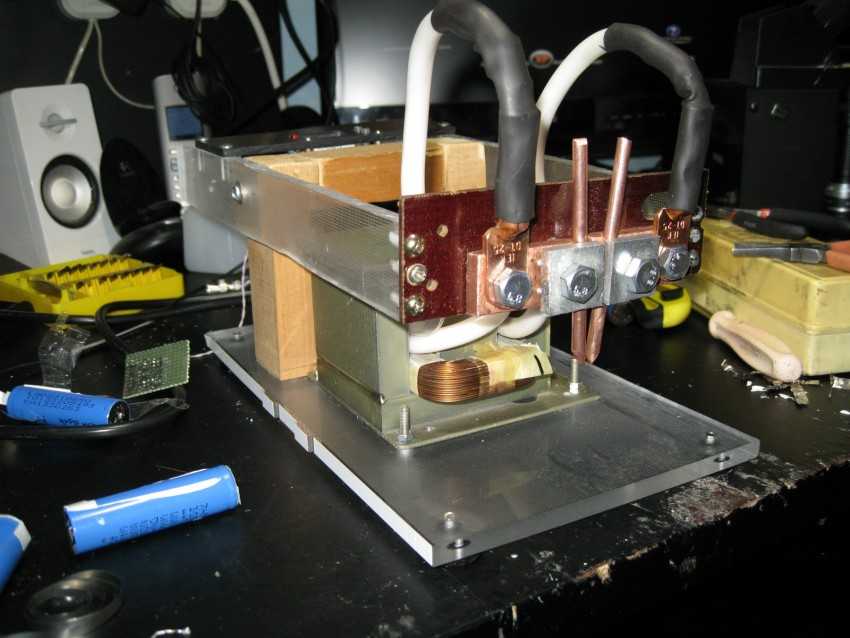 Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
Трансформатор микроволновки
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка.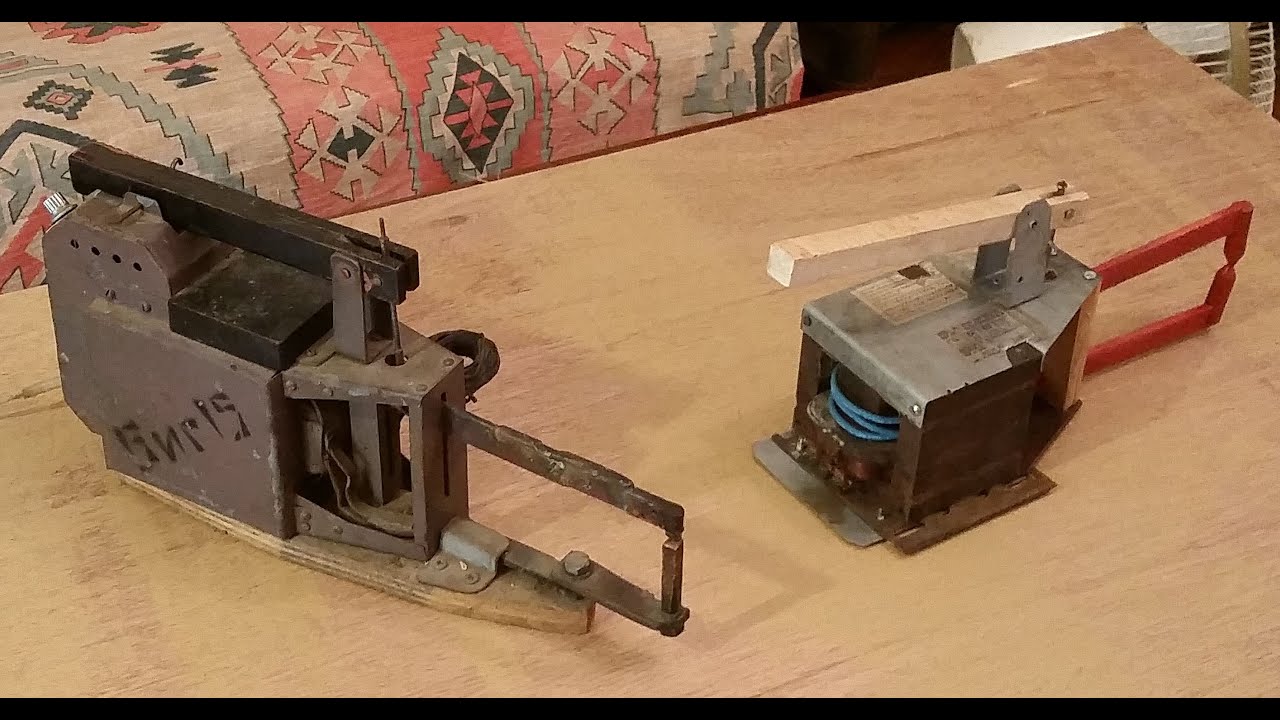 Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Корпус из дерева
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
Сварочные электроды
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью.![]() Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
 youtube.com/embed/lTyHXuL-6-Q?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/lTyHXuL-6-Q?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Контактная точечная сварка своими руками
При помощи самодельной контактной сварки, процесс изготовления которой рассмотрим в данном обзоре, можно не только выполнять стандартные операции — сваривать тонкий листовой металл, но и при необходимости — быстро разогреть закисшую гайку или болт. Довольно универсальная конструкция получилась.
В текстовом описании под авторским видео, которое опубликовано на YouTube канале 1000 DIY’s and Advice, вы можете найти все необходимые чертежи и электрические схемы для этой самоделки.
Теперь ближе к сути. Для изготовления контактной точечной сварки нам потребуется довольно мощный трансформатор. В данном случае автор будет использовать понижающий трансформатор на 36 V.
Помимо трансформатора, нам также понадобятся и другие основные комплектующие:
- медные прутки с резьбой;
- силовой кабель для сварки;
- сайлентблоки;
- резьбовая шпилька;
- отрезки профильной металлической трубы.
Советуем также прочитать статью-обзор: как в условиях домашней мастерской сделать удобный и функциональный сварочный верстак с ящиками и вращающейся платформой.
Приступаем к работе. Первым делом необходимо будет отрезать по размеру металлические профильные трубы, а также подготовить другие заготовки и детали.
Основные этапы работ
На следующем этапе автор приступает к изготовлению оси с колесами. Для этого понадобятся сайлентблоки, профтруба и резьбовая шпилька.
В стойке из профильной трубы автор вырезает пазы под педаль. Угол наклона стойки определяем на глаз.
Силовой сварочный кабель будет проходить внутри профильных труб и загибаться у самого электрода на специальные металлические скобы. Сами электроды будут прижиматься к кабелям при помощи болта.
Раму для трансформатора автор сваривает из отрезков металлического уголка 45*45 мм.
К нижнему электроду внутри токопровода из профтрубы автор пропустил медные шинки, снятые со вторичной обмотки трансформатора.
Далее зачищаем все детали болгаркой и приступаем к сварке каркаса. Дополнительно автор усилил каркас металлическими косынками и уголком, чтобы конструкция была надежной.
После этого собираем и устанавливаем ножную педаль. Тяга педали закреплена к верхнему токопроводу.
Сама педаль состоит из двух частей: большая надежно фиксирует свариваемые детали, а дополнительная маленькая — включает автоматику.
Покрываем металлический каркас грунтом и красим. Затем устанавливаем в раму подготовленный трансформатор. Обратите внимание, что первичные и вторичные обмотки подключены параллельно. Устанавливаем автоматику.
Подробно о том, как сделать контактную точечную сварку своими руками, можно посмотреть на видео ниже.
Оцените запись
[Голосов: 40 Средняя оценка: 4.1]Контактная сварка своими руками из микроволновки: сварочный аппарат из трансформатора
На чтение 13 мин. Просмотров 14k. Опубликовано Обновлено
активно применяется в разных отраслях промышленности уже много лет. Не менее актуальна она в домашних мастерских, ремонтных цехах и гаражах, где ее успешно реализуют умельцы своими силами для выполнения разнообразных операций, связанных с металлом.Стоимость серийного оборудования для подобных технологических операций довольно высока, но агрегат для контактной сварки может быть сконструирован .
Коротко о технологиях точечной контактной сварки
Технология контактной представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
[box type=”fact”]Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.[/box]Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.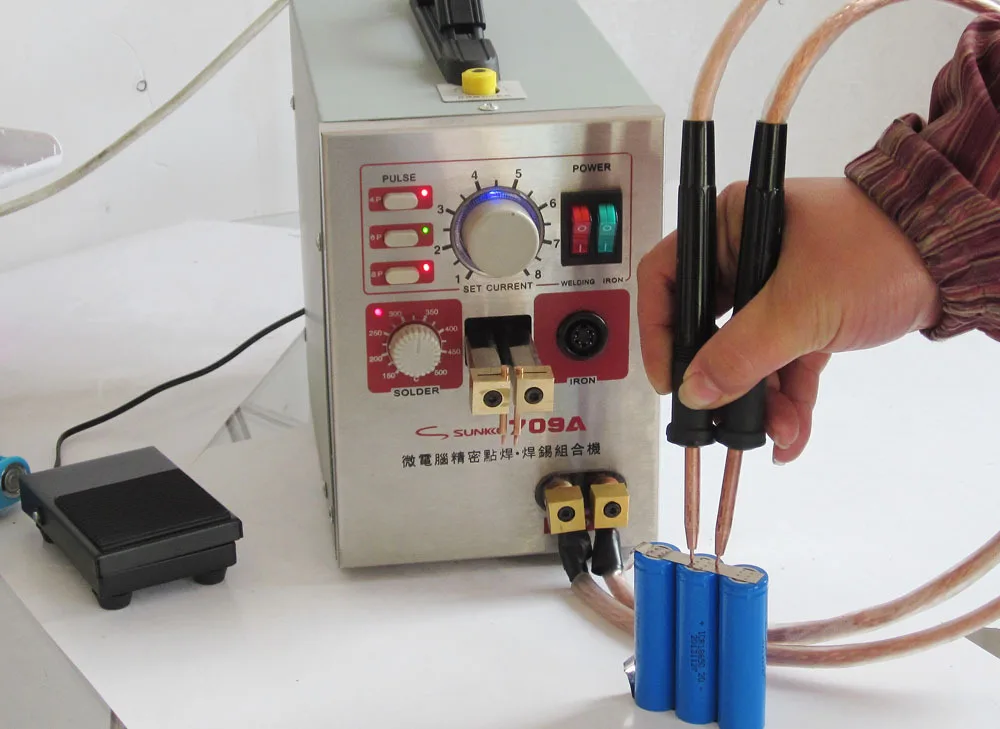
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.
Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
Схема устройства самодельного сварного аппарата
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Самодельный будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор. Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.
Устройство трансформатора микроволновки.Технологически всю работу можно разделить на две части:
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.
В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей. При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.
Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.
Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
 com/embed/M9tOEUoliag?feature=oembed”>
com/embed/M9tOEUoliag?feature=oembed”>
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.
Схема электрическая сварочного аппарата.Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
[box type=”info”]На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.[/box]Если все соединения отдельных конструктивных элементов для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.
Управление самодельным сварным аппаратом
Управление аппаратом из микроволновки, изготовленного своими руками, не составит особых трудностей даже для неопытного мастера. Оно осуществляется с помощью двух элементов: рычага и выключателя.
Оно осуществляется с помощью двух элементов: рычага и выключателя.
Рычаг отвечает за силу сжатия между электродами, определяющую надежность контакта соединяемых деталей в точке выполнения сварки. Поэтому его важно дополнить винтовыми элементами, обеспечивающими еще более значительную силу сжатия.
Рычаг в нерабочем состоянии самостоятельно отводится вверх, что позволит предотвратить произвольное замыкание контактов и беспрепятственный доступ к заведению изделия. Для этого к его основанию следует закрепить пружину с карбюратора актуальной жесткости.
Специализированное производственное оборудование, используемое с целью соединения листов стали со значительной толщиной, имеют элементы сжатия, способные создавать давление от 50 до 1000 кг, исходя из необходимости.
Для точечной сварки из микроволновки, применяемой для нерегулярных и простых работ в домашних условиях, будет достаточно давления до 30 кг.
Для большего комфорта сварщика, простоты работы и увеличения силы сжатия до актуального значения, прижимной рычаг стоит сделать длинным. Оптимальная длина ‒ 60 см.
С его помощью можно увеличить прилагаемое усилие в 10 раз, а это значит, что при давлении на рычаг с усилием 3 кг, электроды и соединяемые металлические детали будут сжиматься силой, равной 30 кг.
То есть, даже незначительное по силе нажатие на рычаг рукой сварщика, позволит ему запустить сварной процесс и точно провести электродом по рабочей поверхности металла.
[box type=”warning”]На заметку! Крайне важно надежно зафиксировать сварное оборудование на поверхности рабочего стола, для чего применяют струбцины соответствующего размера. В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.[/box] Варианты конструкции сварочного аппарата.Выключатель отвечает в устройстве за подачу тока к электродам для сварки и подключается к цепи первичной обмотки трансформатора. Напомним, что сила тока во вторичной обмотке значительно превышает аналогичный показатель первичной обмотки.
Напомним, что сила тока во вторичной обмотке значительно превышает аналогичный показатель первичной обмотки.
Если подсоединить выключатель ко вторичной обмотке, он спровоцирует образование дополнительного сопротивления, и произойдет приваривание его контактов под воздействием сильного тока.
Располагайте выключатель непосредственно на рычаге, если он используется в качестве прижимного механизма. В таком случае вторая рука сварщика останется свободной, и ею можно будет придерживать свариваемые детали.
Это позволит улучшить качество сварных швов, так как повыситься прицельность и точность ведения электрода по поверхности рабочего изделия.
Основные операции по сбору точечной сварки своими руками из обычной б/у микроволновки завершены.
Мастеру останется лишь потренироваться перед началом работы, что позволит понять суть и вникнуть в особенности протекания основных процессов сварки различных металлов, исходя из формы и толщины металлоизделий. И только потом можно приступать к практическому применению самодельного оборудования из микроволновки.
[box type=”fact”]Важно! Особенностью работы на оборудовании для точечной сварки, изготовленном своими руками из микроволновки, заключается в том, что подавать ток нужно только на сжатые электроды. [/box]Если подача тока осуществляется на электроды, не находящиеся в состоянии сжатия, сварщик столкнется с интенсивным искрением сварной проволоки и ее активным подгоранием.
Еще одной проблемой, с которой может столкнуться мастер в процессе применения самодельного агрегата для сваривания металлических деталей, является риск сильного нагрева трансформатора и токопроводящих элементов этого оборудования.
Такая ситуация приводит к выходу самодельной модели из строя. Избежать перегрева позволит создание простейшей системы охлаждения сварочного аппарата из вентилятора.
Еще одной хитростью, уберегающей точечную сварку от перегрева, являются такие временные перерывы в ее работе, на протяжении которых трансформатор и токопроводящие элементы успевают остыть.
Время выдержки сварных электродов под током в сжатом состоянии при сварных операциях нужно контролировать визуально, с учетом цвета точки в месте соединения. Малоопытный сварщик может применить с этой целью специальное реле.
https://youtu.be/eUmhrj36UNQ
Заключение
Бытовую сварку из трансформатора микроволновки можно сделать при минимуме материальных вложений и временных затрат в бытовых условиях. Технология сборки контактной сварки из микроволновки проста и не требует наличия дорогостоящего оборудования, специфического инвентаря, редких материалов.
Важно подготовить подробную схему сборки агрегата, проявить бдительность при разборке СВЧ печи и сборке самодельной сварки на ее основе. Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
В сварке можно отточить видение и ощущение
Хорошее зрение при сварке имеет мало общего со зрением, так же как хорошее чувство ремесла не имеет ничего общего с физической устойчивостью. И то, и другое можно отточить, если сварщик хочет, пишет сварщик из Детройта Джош Велтон. Изображения предоставлены Джошем Велтоном
«Единственное, что хуже, чем быть слепым, – это иметь зрение, но не видеть». – Хелен Келлер
«У вас должны быть твердые руки и прекрасные глаза!» Это реакция, которую я часто получаю по поводу своей работы сварщиком. Предполагается, что для укладки прочного борта необходимы физические инструменты. По правде говоря, у меня нет ни того, ни другого.
Предполагается, что для укладки прочного борта необходимы физические инструменты. По правде говоря, у меня нет ни того, ни другого.
Один окулист сказал мне, что по закону я слепой на левый глаз, близорукость и ужасное двоение в глазах. В течение последнего года я начал носить очки с прогрессивными линзами, которые немного помогают. Обращались к вопросу о лазерной хирургии, но из-за того количества времени, которое я провожу, глядя на сварочную ванну, я немного нервничаю по поводу дополнительной светочувствительности.Итак, нет, у меня не очень глаза.
У меня тоже никогда не было устойчивых рук. Оглядываясь назад на мой первый урок сварки в Macomb Community College, когда я был учеником в Chrysler, мы немного выполнили кислородно-ацетиленовую сварку, прежде чем перешли к сварке TIG. Инструктор Джон Касир провел для нас демонстрацию. С фонариком в правой руке и наполнителем в левой руке, оба вытянутых далеко от тела, он положил ровный, последовательный, 7-дюймовый. шарик. Неизменный, как машина. Я вспоминаю, как обратился к своему товарищу-ученику и сказал: «Если тебе нужно быть настолько устойчивым, чтобы сваривать, меня нет.«Я дрожу, как лист – всегда. Да, я люблю сахар и кофеин; Я уверен, что моя склонность к жевательным конфетам Monster и Haribo не помогает ситуации, равно как и операции на четырех руках.
Так что с самого начала я использовал все уловки, которые мог найти, чтобы замаскировать свои недостатки. С проблемами зрения вы мало что можете сделать. Я узнал, что зрение и зрение – две совершенно разные вещи. При зрении 20/20 нет ни интерпретации, ни серой зоны; то, что вы видите, то и получаете, и вы можете атаковать это.Но видение добавило элементы предвкушения, чувства и обоснованных предположений. Я гораздо больше полагаюсь на свое зрение, чем на свое зрение. Честно говоря, это не всегда идеальная компенсация, но если бы у меня был выбор, я бы предпочел чистое зрение, чем идеальное зрение.
Переходим к устойчивой руке. Однажды я работал с подмастерьем, который рассказал мне немного о том, как его обучали. Когда его учили сварке, его инструктор посоветовал ему «чувствовать себя как можно более неудобно» во время практики, потому что тогда он сможет сваривать в любой ситуации.Какая ошибочная концепция! И это доказал его ученик, который не был хорошим сварщиком. Да, вас поставят в неудобное положение, и вас ждут казни. Но вам нужно развить мышечную память, прежде чем вы сможете начать выступать.
Когда его учили сварке, его инструктор посоветовал ему «чувствовать себя как можно более неудобно» во время практики, потому что тогда он сможет сваривать в любой ситуации.Какая ошибочная концепция! И это доказал его ученик, который не был хорошим сварщиком. Да, вас поставят в неудобное положение, и вас ждут казни. Но вам нужно развить мышечную память, прежде чем вы сможете начать выступать.
Был ли я в подъемнике с качающейся стрелой, ремонтирующем верхнюю дверь с помощью ручки, под машиной, нажимая на педаль TIG коленом, лежа на спине, выполняя импульсную сварку MIG под 80-тонным резервуаром, или вверх ногами в нержавеющем Приваривание шайбы головки цилиндров с помощью зеркала, в то время как мой партнер держал щит перед моим лицом, потому что мой шлем не проходил через отверстие, я чувствовал себя настолько комфортно, насколько это было возможно в любой ситуации.Как только вы научитесь ориентироваться, сварка становится сваркой, и ваше обучение и опыт возьмут верх.
Подумайте о человеческих динамиках, связанных с сваркой стержнем. Работая от заготовки сзади, находится электрод, который держится на жало, которое вы держите руками. Затем следуют ваши запястья, руки, локти, плечи, корпус и кора. Любое беспокойство в ногах распространяется на ваше тело; проходит через ваши плечи, руки, локти и кисти; затем к жалу; затем электрод.Откуда бы ни исходила дрожь, она усиливается по мере удаления от источника. Даже небольшое подергивание руки приведет к большему подергиванию рабочего конца электрода.
Чем ближе вы можете упереться руками, руками и телом в заготовку, тем лучше вам будет. Очевидно, что в одних обстоятельствах это сделать труднее, чем в других, но не бойтесь мыслить нестандартно. Я даже видел, как парни брали веники и приставляли их к трубе, которую они приваривают, чтобы было к чему опереться.Я возьму тиски и прикреплю их к рабочей области, чтобы на них опиралась рука или рука. При сварке под резервуаром я схватился за высокий угловой блок под углом 90 градусов, чтобы опереться на одну из вытянутых рук, что помогло обеим стабилизировать.
В остальном тоже помогает правильная стойка. Как винтажный Мигель Кабрера в коробке для теста или Мани Мэйвезер на ринге, вам нужно найти положение, которое сохранит ваше тело в равновесии. По мере того, как вы поднимаетесь оттуда, держите локти как можно сильнее, а руки на одной линии с телом.Эти общие идеи применимы для любого типа сварки, хотя с TIG у вас возникает дополнительная проблема, связанная с поддержанием устойчивости присадочного стержня и, во многих случаях, с работой ножной педали.
Если я сижу за стендом для сварки TIG, мне не нужно беспокоиться о нижней части тела. Главное, чтобы сохранять устойчивость – это руки и кисти. Я держу работу как можно ближе к себе, и я держу локти прижатыми к бокам.
При использовании длинного куска присадочного стержня колебание на заднем конце может затруднить управление погружающимся концом в лужу.Однажды меня научили трюку сгибать 2–3 дюйма. часть стержня под углом 90 градусов на противоположном конце от того места, где вы его плавите. Согнутый конец всегда утяжеляется в нижнем положении и удерживает штангу устойчиво, а не переворачивается.
Другой вариант – заправить стержень между рукой и телом, удерживая его неподвижно. Но обычно я просто держу стержень пальцами, зажимая его, придавая ему напряжение, чтобы он давил на мою руку, а не позволял ему парить в пространстве.
По возможности я кладу запястье руки с горелкой как можно ближе к месту сварки. Иногда я просто держу фонарик большим и указательным пальцами, используя мизинец и безымянный пальцы, чтобы опереться на рабочую поверхность. При любом типе сварки чем ближе вы можете поднести руки к дуге, тем устойчивее вы будете. Чем ближе вы положите руки или руки на твердую поверхность, тем устойчивее вы будете. Не всегда возможно быть так близко, но это общая идея. Ближе = устойчивее.
Однако недостатком положения руки с горелкой вблизи сварного шва является то, что это увеличивает сложность выполнения длинного прохода. При сварке TIG мои пальцы, кисть, запястье и рука должны двигаться синхронно, чтобы угол горелки и длина дуги оставались неизменными, когда я провожу руку с горелкой по сварному шву.
При сварке TIG мои пальцы, кисть, запястье и рука должны двигаться синхронно, чтобы угол горелки и длина дуги оставались неизменными, когда я провожу руку с горелкой по сварному шву.
Таких движущихся частей гораздо больше, чем других. Если вы можете, держите руку с резаком над заготовкой, не касаясь ее, и используйте руки и тело, чтобы повернуть сварной шов вниз.Если вы достаточно устойчивы, чтобы сделать это, это правильный путь. Или, если есть гладкая поверхность, вы можете положить на нее руку горелки и скользить во время сварки, почти как по рельсам. Проблема в том, что если вы наткнетесь на препятствие, это может вас испортить.
Так что, даже если вы этого не видите и у вас нет самой устойчивой руки, вы не должны позволять этому мешать. Возможно, вам придется прибегнуть к одному или двум нетрадиционным методам, но если это то, что нужно, пусть будет так. Не расстраивайтесь, просто подойдите к вопросу творчески и определите, что работает для вас.
программ по сварочным технологиям: все, что вам нужно знать
Карьера в области сварочных технологий может быть не тем, о чем вы раньше думали. Но если вы ищете новую карьеру, которая предлагает множество возможностей, обратите внимание на сварку.
По мере того, как инфраструктура нашей страны стареет и требует ремонта, потребность в профессиональных сварщиках и металлистах будет расти. Помимо инфраструктуры, сварщики получают стабильную работу на производстве и не только.Сварщик – профессия, требующая больших физических усилий, но при этом доставляющая удовольствие творчеству. Кроме того, чтобы стать сварщиком, не нужно учиться в колледже. Диплом средней школы и краткосрочная программа по сварочным технологиям в местном профессиональном училище – это все, что вам нужно, чтобы начать эту полезную карьеру.
Заинтересованы в обучении сварщику? Продолжайте читать, чтобы получить всю информацию, необходимую для начала работы в этой области.
Что такое сварка?
Сварка – это нагрев металлов для ремонта или изготовления конструкций, машин или оборудования.Рабочие используют технологии с помощью сварщиков, резаков, формирователей, измерительных инструментов и многих других сварочных аппаратов. Они также устанавливают, эксплуатируют и обслуживают сварочное оборудование.
В задачи сварщика входят:
- Изучение чертежей, проектов или спецификаций
- Расчет размеров свариваемых деталей
- Работа с горелками или пусковыми источниками питания
- Контроль безопасности процесса сварки
Потенциальным сварщикам потребуется обучение работе с машинами и инструменты.Вы можете найти это обучение в школе, имеющей национальную аккредитацию, с конкретным планом обучения сварочным технологиям.
Мягкие навыки, необходимые для сварочной техники
Чтобы стать успешным сварщиком, нужно обладать несколькими «мягкими» навыками. Эти типы навыков связаны с , как вы работаете, и могут быть улучшены самостоятельно.
Детально . Сварщики выполняют прецизионные работы с минимальными дефектами. Они могут видеть детали и конкретные характеристики металла, а также обнаруживать изменения в металле, соединениях, швах и оборудовании.Для этого потребуется хорошее зрение и внимание к деталям.
Ловкость рук . Сварщики должны иметь твердую руку и хорошую координацию движений рук и глаз для выполнения мелких работ и контроля над инструментами, которые могут быть опасны при неправильном использовании.
Физическая выносливость . Способность выдерживать длительные периоды простоя и повторяющиеся движения важна для сварщиков, так же как и терпимость к ношению защитного снаряжения и потенциально возможной работе в экстремальных условиях, таких как жара, холод, под водой, высоко, в тесноте и т. Д.
Физическая сила . Сварщики должны быть в хорошей физической форме. Им часто приходится поднимать тяжелые металлические предметы и перемещать сварочное оборудование. Во время работы часто требуются наклоны и наклоны. Вы также можете находиться на ногах в течение длительного времени.
Навыки пространственной ориентации . Сварщикам необходимы двух- и трехмерные пространственные способности, поскольку они читают и интерпретируют диаграммы для соответствия металлическим изделиям.
Помимо перечисленных выше навыков межличностного общения, вам потребуются технические курсы по сварочным приложениям и технологиям, которые предлагает аккредитованная школа.
Курсы по сварке
Как правило, диплом по сварочным технологиям можно получить менее чем за год. Курсовая работа на территории кампуса будет включать в себя методы и безопасность газовой сварки, методы и безопасность сварки штангой, сварку порошковой проволокой, математику для профессий и другие классы повышения квалификации.
Газовая сварка (GMAW) – это сварочный процесс с использованием газа и проволоки для создания электрической дуги, которая, в свою очередь, вызывает тепло для процесса плавления. Сварка палкой (SMAW) – это ручной процесс, при котором для выполнения сварного шва используется стержень, удерживающий электрический ток.Другой тип сварки, называемый дуговой сваркой порошковой проволокой (FCAW), использует флюс вместо газа для создания тепла.
Ваше обучение будет включать в себя все эти методы, и вы узнаете, какой из них лучше всего подходит для конкретного производства. Обратите внимание, что безопасность является важной частью курсовой работы, поскольку вы имеете дело с металлами при очень высоких температурах и специальным оборудованием.
Ваши курсы будут охватывать как начальные, так и продвинутые методы сварки. Кроме того, ваша школа может сотрудничать со сварочными ассоциациями и компаниями, чтобы предоставить вам практическое обучение, которое поможет вам подготовиться к сертификации и будущему трудоустройству.
Сертификация по окончании курса
По окончании курсов ваше учебное заведение может подготовить вас к сертификации по приложениям SMAW и FCAW. Хотя эти сертификаты не требуются для получения сварочной работы, сертификация позволит вам опередить других соискателей, у которых нет этих сертификатов.
Стоимость сертификационных тестов должна быть включена в вашу программу, и ваша школа поможет вам записаться на экзамены. После курсовой работы вы будете более чем готовы к получению этих сертификатов, поэтому не позволяйте тревоге перед экзаменами обескураживать вас.
Услуги по трудоустройству
Отличная программа обучения покажет высокий уровень успешности трудоустройства ее выпускников и подготовит вас к поиску, подаче заявления и собеседованию на желаемую работу.
Служба карьерного роста в вашей школе может помочь с написанием резюме, навыками собеседования, подготовкой к сертификационным экзаменам и совмещением работы и жизни. Карьерный наставник, который может лично направить вас в поиске работы, станет отличным союзником и возможным будущим работодателем, поэтому воспользуйтесь программами наставничества в вашей школе.
Хорошая школа кровно заинтересована в вашем профессиональном успехе как выпускник и всегда будет вашим защитником на рынке вакансий сварщика.
Развитие сварочной профессии
Сварщики необходимы в судостроении, автомобилестроении и ремонте, а также в авиакосмической промышленности. Вы можете найти работу в строительстве, на трубопроводах, на электростанциях и нефтеперерабатывающих заводах. Присоединение к ассоциации сварщиков также может помочь вам установить контакты и найти работу, наиболее подходящую для вас.
По мере того, как вы приобретаете опыт сварщика, потенциал для карьерного роста возрастает. Своевременное информирование о сварочных технологиях через профессиональную ассоциацию поможет вам оставаться в курсе. Продолжение оттачивания навыков межличностного общения повысит ваши шансы на будущее управление и рост в качестве профессионального сварщика.
Руководители и менеджеры сварки имеют право на более высокую заработную плату, чем обычные сварщики, и всегда есть потребность в их более высоких технических навыках.
Начните сварку сегодня
Если вы дочитали до этого места, то знаете, что вам нужно, чтобы стать отличным сварщиком и найти будущее в сварочной профессии.
Готовы ли вы изучить программы сварочных технологий? Сделайте первый шаг в своем образовании, связавшись с нами, чтобы ознакомиться с нашей дипломной программой по сварочным технологиям.
Успех студентов и возможность карьерного роста, а также все курсы, которые вам понадобятся, чтобы стать отличным сварщиком, доступны в этой годичной программе. Позвольте нам помочь вам начать новую карьеру в сварке уже сегодня!
СвязанныеСварка пластмасс. LEISTER Инструменты, оборудование, принадлежности для сварщиков пластмасс
Сварка пластмасс – руководство по сварке пластмасс
Вы можете этого не осознавать, но вы окружены вещами, созданными сваркой пластика.От винилового сайдинга до одноразовых столовых приборов, медицинского оборудования и игрушек для бассейнов – сварка пластика является причиной множества вещей в нашей повседневной жизни. Без сварки пластмасс наша жизнь была бы совсем другой. Возможно, у нас не было бы таких вещей, как искусственные швы, швейные машины, изоляция электрических кабелей или пластмассовые контейнеры, если бы не для сварки пластмасс. Клейкие и механические крепежные элементы могут только тогда помочь, когда дело доходит до соединения пластмасс. Так что, к счастью, сварка пластмасс стала идеальным вариантом для создания безграничного количества вещей, которые нужны и нужны в нашей жизни.А знаете ли вы, что с качественным сварочным аппаратом для пластика вы можете взять в свои руки ремонт и проекты из пластика? Это так!
Как пользоваться этим руководством?
- Получите полное образование и прочтите всю эту ерунду.
- Выберите тему, о которой вы хотите узнать больше, и одним нажатием кнопки перенеситесь в эту конкретную секцию технологического нагрева. [1]
- Что такое сварка пластмасс?
- Три основных этапа сварки пластмасс?
- Пресс
- Отопление
- Охлаждение
- Методы сварки пластмасс
- Сварка горячим воздухом
- Ультразвуковая сварка
- Радиочастотная сварка
- Центробежная сварка
- Вибросварка
- Лазерная сварка
- Сварка горячей плиты
- Контактная сварка
- Преимущества и преимущества сварки пластмасс
- Советы по сварке пластмасс
- Что следует учитывать при сварке пластмасс?
- Виды сварных швов
- Рекомендации, которые следует учитывать при покупке сварочного аппарата для пластика
- Качество
- Гарантия
- Поддержка
- Контроль температуры
- Встроенный вентилятор
- Форсунки
Сварка пластмасс – это процесс соединения в молекулярную связь двух совместимых термопластов, как правило, с помощью тепла.Другими словами, термопласты (полимерный пластик, который можно плавить и формировать несколько раз) соединяют друг с другом путем плавления поверхностей и их сжатия.
Три основных этапа сварки пластмассСуществует три основных этапа для хорошего соединения термопластов: прессование (обеспечение достаточного давления при соединении пластиков друг с другом), нагрев (достижение правильной температуры расплава) и охлаждение (время, в течение которого стыку дают остыть перед разъединением. давление).
- Прессование: Приложение давления, которое часто используется на стадиях нагрева и охлаждения, используется для удержания деталей в правильной ориентации и улучшения потока расплава через поверхность раздела.
- Нагрев: Цель стадии нагрева – обеспечить межмолекулярную диффузию от одной части к другой по поверхности затвердевания (перемешивание расплава).
- Охлаждение: Охлаждение необходимо для затвердевания вновь образованной связи; выполнение этого этапа может существенно повлиять на прочность сварного шва.
Существует несколько методов сварки пластмасс, которые в первую очередь различаются по способам нагрева, и все процессы делятся на две основные категории внутреннего и внешнего нагрева. Наиболее распространены следующие способы сварки пластмасс:
Сварка горячим воздухом также известна как сварка горячим газом и представляет собой процесс, в котором используется тепло горячего газа, обычно воздуха, нагретого электронагревательными элементами в сварочном пистолете.Специально разработанная сварочная горелка генерирует очень горячий воздух с помощью подачи только для пластика, что позволяет различным компонентам плавиться, а затем соединяться вместе.
Ультразвуковая сварка пластмасс – это соединение или повторное формование термопластов с использованием тепла, генерируемого высокочастотной акустической вибрацией. Этот процесс достигается путем преобразования высокочастотной электрической энергии в высокочастотное механическое движение. Это механическое движение вместе с приложенной силой создает тепло трения в точках соединения, что приводит к молекулярной связи между деталями, а время сварки обычно составляет от одной десятой до двух секунд.
Радиочастотная сварка аналогична ультразвуковой сварке, но вместо акустических колебаний в ней используется высокочастотная электрическая энергия (радиоволны). Это предпочтительный метод сварки тонких пластиков, время сварки которого составляет от двух до пяти секунд.
Процесс центробежной сварки состоит из двух частей, соединенных трением в результате вращения одной части с высокой скоростью, в то время как другая часть остается неподвижной. Трение между двумя частями вызывает линьку, сплавление деталей, а время сварки обычно составляет от половины до пяти секунд.
Процесс вибрационной сварки (также известный как сварка трением) – это когда детали трутся друг о друга с определенной частотой и амплитудой, вызывая трение и выделяя тепло. Тепло плавит пластик в области соединения, и детали сплавляются вместе, а время сварки обычно составляет от одной до пяти секунд.
В методе лазерной сварки две части прижимаются друг к другу, и лазерный луч перемещается по линии соединения. После затвердевания пластика образуется прочная связь, а время сварки обычно составляет от трех до пяти секунд.
Процесс сварки горячей пластиной (также известный как стыковая сварка) использует тепло от горячей пластины (горячие пластины изготовлены из алюминиевых сплавов), которая помещается между пластиковыми поверхностями, требующими склеивания. Две пластмассовые поверхности либо прижимаются к горячей пластине, либо удерживаются рядом с ней в течение некоторого времени, затем горячая пластина удаляется, и детали прижимаются друг к другу, образуя сварной шов. Обычно время сварки составляет от десяти до двадцати секунд.
При контактной сварке тепло передается за счет теплопроводности.Свариваемые пластиковые детали соединяются, а горячие наконечники сжимают их, плавят и соединяют все вместе.
Преимущества и преимущества сварки пластмассСоединение пластмасс между собой можно производить с помощью клея, механических креплений или посредством сварки. Но каковы преимущества и преимущества сварки пластмасс?
- Сварка пластика обычно не требует использования каких-либо расходных материалов, в то время как соединение клеем требуется (расходные материалы беспорядочные, и их трудно удержать).
- Сварка пластмасс обычно не требует интенсивной подготовки поверхности, как это делают клеи.
- Пластиковый сварной шов постоянен, а механические крепежные детали и клеи – нет.
- Пластиковые сварные швы легкие.
- Сварка пластика может обеспечить герметичное и воздухонепроницаемое уплотнение.
Есть ли какие-то особые преимущества у различных методов сварки пластмасс? Абсолютно!
Преимущества сварки горячим воздухом:
- Гибкий, применим для большинства геометрических деталей
- Может быть очень недорого
- Прочные сварные швы, если основной материал очищен и предварительно нагрет
Преимущества ультразвуковой сварки:
- Очень быстрый процесс (обычно <1 секунды)
- Усовершенствованное современное оборудование со сложными функциями управления и контроля
- Экономичный
Преимущества радиочастотной сварки:
- Высокая энергоэффективность
- Склеивает пленки или тонкие листы со сложной геометрией окружности
Преимущества центробежной сварки:
- Очень быстрый процесс (обычно <1 секунды)
- Усовершенствованное современное оборудование со сложными функциями управления и контроля
- Экономичный
Преимущества вибросварки:
- Для крупных деталей
- Внутренние стены сварные
- Отлаженный процесс с возможностью отличного контроля
Преимущества лазерной сварки:
- Очень чистый процесс, почти полное отсутствие сварного шва
- Точное управление / селективный нагрев
- Работает с простыми конструкциями стыков (равномерный контакт сопрягаемых поверхностей)
Преимущества сварки горячей пластиной:
- Просто и надежно
- Подходящие детали сложной геометрии, даже в плоскости соединения
- Может быть адаптирован для использования с материалами с различной температурой плавления и вязкостью расплава
- Относительно высокая устойчивость к дефектам сопрягаемых поверхностей
При соединении двух пластиков ключевым компонентом является тип пластика, который необходимо нагреть и соединить.Очень важно сваривать аналогичный пластик с аналогичным пластиком, например, полипропилен с полипропиленом, полиуретан с полиуретаном или полиэтилен с полиэтиленом. Убедившись, что у вас есть аналогичные пластмассы, можно приступать к сварке. Ниже приведены несколько советов, которые помогут вам подготовиться к сварке.
- Работайте в хорошо вентилируемом помещении и используйте термостойкие перчатки и одежду с длинными рукавами для защиты.
- Хотя сварка пластика не испускает вредного света, рекомендуется носить сварочный козырек, который может быть прозрачным.
- Очистите пластик с мылом и водой или, если необходимо, с помощью чистящего растворителя, такого как МЭК (метилэтилкетон). Обязательно удалите весь мусор и сухой пластик безворсовой тканью. Если на вашем пластике есть краска, удалите краску наждачной бумагой с зернистостью 80, но будьте осторожны, чтобы не поцарапать пластик!
- Еще раз проверьте, какой пластик вы свариваете. Обычно это буквы на пластике, например PE (полиэтилен), PP (полипропилен) или PVC (поливинилхлорид).Затем выберите сварочный стержень, соответствующий этому типу пластика. Если вы не можете определить, какой у вас тип пластика, вы можете получить комплект для проверки сварочного стержня (его можно найти в большинстве хозяйственных магазинов), в который входят различные типы пластиковых сварочных стержней и инструкции о том, как определить, какой стержень подойдет для вашего пластик.
- Перед включением резака соедините кусочки пластика зажимом и лентой и сформируйте соединение. Убедитесь, что соединения надежно закреплены и находятся в правильном положении, потому что вам не нужно беспокоиться о том, чтобы их регулировать во время сварки.
- Предварительно нагрейте сварочный пистолет не менее 2 минут.
Теперь вы готовы приступить к сварке, поэтому обратите внимание на следующие инструкции:
- Скрепите пластик вместе, прихватив концы. Используя насадку для прихватывания, проведите ее концом по линии сварного шва, чтобы обеспечить легкое плавление двух пластмасс вместе, тем самым закрывая поверхность стыка и предотвращая перемещение пластмасс по завершении сварки.
- Обрежьте конец сварочного стержня угловыми кусачками.Таким образом вы увеличиваете свои шансы получить очень гладкий сварной шов без образования пузырьков пластика.
- Вставьте сварочный стержень в сопло сварочного пистолета.
- Проведите наконечником сварочного пистолета по пластику, касаясь пластика только краем сопла. Нагревайте, пока не увидите, что пластик начал плавиться.
- Будьте последовательны в напряжении и темпе. Двигайтесь в устойчивом медленном темпе, чтобы расплавить пластик ровно настолько, чтобы связать их, но не обжечь.
- По завершении сварки подождите не менее 5 минут, чтобы пластик остыл.
При сварке пластмасс следует учитывать несколько факторов. Давайте посмотрим, что нужно знать о нагреве, сварочном стержне, сварочном пистолете и сварочном комплекте.
- The Heat – Вероятно, вам понадобится температура в диапазоне от 200 до 300 ° C (от 392 до 572 ° F). Ниже или выше этого диапазона пластик недостаточно плавится или сгорает.Убедитесь, что вы знаете, какая температура вам нужна, в зависимости от типа пластика, который вы свариваете.
- Сварочный стержень – Очень важно, чтобы сварочный стержень был из того же материала, что и свариваемый пластик, и чтобы конец сварочного стержня был обрезан так, чтобы он имел форму острия карандаша.
- Сварочный пистолет – Ручные (ручные) сварочные инструменты используются для небольших производственных работ, подробных проектов и ремонтных работ и не должны использоваться для толщины более 10 мм.Для более крупных производств используйте инструменты для экструзионной сварки.
- A Сварочный комплект – Для новичков пластиковые сварочные комплекты – отличный вариант, потому что они полностью оснащены всем необходимым для большинства ремонтов. В комплект входят сварочный аппарат, различные сварочные стержни, сварочные наконечники и руководство, которое поможет вам в процессе сварки.
Пластиковые сварные швы имеют внешний вид, аналогичный металлическим сварным швам, поэтому используются многие из тех же методов сварки.Ниже приведены шесть наиболее распространенных типов пластиковых сварных швов:
- Угловой шов – Угловой шов – одна из наиболее часто используемых геометрий шва. Его получают путем сварки двух деталей, которые соединяются в тройник.
- Внутренний угловой шов – Внутренний угловой шов обычно используется в труднодоступных местах. Таким образом, сварка швов произвольной формы и шлицевых швов выполняется наиболее эффективно.
- Внешний вид углового шва – Внешний угловой шов представляет собой угловой сварной шов, в котором сварной шов проходит по краю соединенных друг с другом деталей.Следовательно, сварка выполняется по внешней продольной стороне (кромке).
- Х-образный шов – Двойной V-образный шов также известен как Х-образный шов. Это тип стыковой сварки, состоящий из комбинации двух V-образных швов на каждой из двух сторон соединяемых компонентов.
- V-образный шов – Для получения V-образного угла, типичного для V-образного шва, заготовки либо скошены, либо расположены под соответствующим углом друг к другу.
- Шов внахлест – Швы внахлест в основном используются для пластиковых листов. Листы укладываются друг на друга, а сварной шов накладывается на верхнюю открытую кромку материала.
Если вы собираетесь купить сварочный аппарат для пластмассы, перед покупкой необходимо изучить несколько вещей.
- Качество. В первую очередь обратите внимание на качество сварочного аппарата для пластика.Качественный сварщик будет соответствовать мировым стандартам сварки, установленным DVS (Немецкое общество сварщиков). Стандарты DVS включают обеспечение прочной структурной и молекулярной сварки.
- Гарантия. У качественного сварочного аппарата должна быть хорошая гарантия.
- Поддержка. Ознакомьтесь с системой поддержки поставщика сварочных аппаратов. Нередко при использовании сварочного аппарата требуются запасные части, техническая поддержка или совет по применению.Хороший поставщик будет обладать знаниями и опытом, чтобы удовлетворить ваши потребности.
- Контроль температуры. Абсолютно необходимо иметь точную температуру, необходимую для вашего проекта или ремонта. Ваш сварочный инструмент должен иметь встроенный точный электронный контроль температуры, которым легко пользоваться. Многие сварщики пластмасс оснащены цифровыми дисплеями для удобства просмотра.
- Встроенный вентилятор. Не все сварщики могут иметь встроенный нагнетатель.Однако для тех, кто это делает, сварщик становится намного более портативным и простым в использовании.
- Сопла. Для вашего процесса сварки пластмасс потребуются специальные сопла для получения желаемого сварного шва. Всегда проверяйте, какие насадки доступны и насколько они просты в использовании.
По мере того, как наше поколение все больше и больше зависит от пластика, практически необходимо иметь удобный сварочный аппарат для пластика, который поможет быстро и легко отремонтировать поврежденный пластик.Может быть, вам нужно починить треснувший каяк, или починить сломанные солнцезащитные очки, или починить пластиковый каркас вашего автомобиля, или починить пластиковую игрушку вашего ребенка. Качественный сварщик пластика может сделать из вас героя! Мы знаем, что вы можете купить пластиковые сварочные пистолеты, инструменты, оборудование и комплекты в Harbour Freight, Amazon, Walmart, Home Depot и т. Д. – выбор действительно за вами. Однако наша цель в Assembly Supplies – hotairtools.com – помочь вам в процессе принятия решения, чтобы вы могли купить лучшие инструменты для сварки пластмасс для ваших нужд, будь то первоклассные инструменты Leister, отмеченные наградами, или другого конкурента.Кроме того, мы стремимся предоставить вам полезные практические руководства, видеоролики на YouTube и другие онлайн-ресурсы, которые дадут вам советы о том, как добиться наилучших результатов при сварке пластмасс. Наша цель: служить вам.
Основные термины сварки
Основные Условия сварки – Часть 2Цветные металлы – Не получают из железной руды. Его добывают в основном в его истинном виде, например, из меди, алюминия, никеля и т. Д.
Сопло – латунная насадка длиной около трех дюймов и в форме открытого цилиндра.Накладывается и изолятор (чтобы сопло не быть электрически заряженным, что приведет к короткому замыканию на РОДИТЕЛЬСКИЙ МЕТАЛЛ и удару черт возьми, кто-то не использует перчатки.) и уплотнения наверху, обеспечивающие защиту газ в одном направлении идти… выходить через сварной шов.
Очень важно постоянно удаляйте скопившиеся БРЫЗГИ из ФОРСУНКИ. Спреи против разбрызгивания и окунания помогают предотвратить прилипание брызг к внутренней части сопла, блокирует ЗАЩИТНЫЙ ГАЗ.
Обрыв цепи – Скрестите руки на грудь. Теперь рассредоточьте их. Когда они пересекаются, они похожи на «ЗАКРЫТЫЙ ЦЕПЬ». Когда они не пересекаются, они похожи на разомкнутую цепь. Когда переключатель на сварочный аппарат открыт, он не замыкает цепь, поэтому электричество не может течь.
Когда он замкнут, переключатель соединяет две токопроводящие части замыкая цепь, позволяя электричеству течь по ней.
Осциллирующий – При перетаскивании (задняя рука) или толкании (передней рукой) ЛУЧИ сварного шва вы колеблетесь двигаясь из стороны в сторону.(Представьте себе колеблющийся веер.) Это перышит или моет по бокам ЛУЖИ в РОДИТЕЛЬСКИЙ МЕТАЛЛ.
Духовки – см. ПОРИСТОСТЬ, а также проверьте печи на этом сайте.
Переполнение – аналогично перебор, многие сварщики думают, что чем больше наплавлен шов, тем лучше сварной шов. Перелив – это трата времени и материала, он может ослабить сталь, если поместить слишком много тепла на стыке. (Напротив этого – ЗАПОЛНЕНИЕ)
Основной металл – также называется «недрагоценным металлом», это металл или сталь, которые вы
на самом деле сварка.
Обточка – При механической работе
металл, который вы чистите. Как вы это механически работаете? Вы получите колотушку
(молотком) и бить по нему. Что он делает, так это снимает напряжения в стали. Использование
Беруши !
Проникновение – Слияние или глубина в РОДИТЕЛЕ
МЕТАЛЛА с его поверхности, или количество FUSION через открытый стык.
Сварка пластика – Да, на самом деле есть сварка пластика.Он использует несколько разные процессы. Видел одного в поле с термофеном, который почти выглядел как фен, и длинный пластиковый сварочный стержень.
Сварной штепсель – Say you вам нужно сварить два куска стали. В одном дыра, в другом нет. Вы кладете всю деталь на твердую деталь, а затем привариваете отверстие Убедитесь, что вы прожигаете нижнюю часть. Вы можете сделать один сварной шов на дно отверстия (разумеется, должным образом ПОДКЛЮЧЕНО) или заполните отверстие заподлицо.
я две недели провел на электростанции, заделывая дыры. После того, как он был поврежден смерчем решено было сварить все косынки и соединения, которые обычно были прикручены. Затем они попросили нас удалить болты и вставить заглушки в отверстия, которые не имели конструктивного значения, а служили только для эстетики. К этому день, мне интересно, какого черта они просто не оставили болты! И я все еще не могу считаю, что я неоднократно рисковал своей жизнью, работая в очень сложных, неловких ситуациях, просто заткнуть дырочку заклеенную папой!
Полярность – Раньше мы ссылались к потоку тока как СТРАХОВАЯ ПОЛЯРНОСТЬ и ОБРАТНАЯ ПОЛЯРНОСТЬ.В ИП электричество потекла из ЖАЛА в РАБОЧИЙ ЗАЖИМ. В РП электричество потекло из РАБОЧЕГО ЗАЖИМА в Жало.
Более подробное объяснение см. ЭЛЕКТРОД ПРЯМОГО ТОКА ОТРИЦАТЕЛЬНЫЙ и ЭЛЕКТРОД ПРЯМОГО ТОКА ПОЛОЖИТЕЛЬНЫЙ, что теперь мы используем вместо ПОЛЯРНОСТЬ.
Пористость – называются червоточинами, это газовые карманы, застрявшие в сварном шве. Пара причин была бы из-за того, что достаточно защитного газа в MIG или влаги в FLUX в стержнях с низким содержанием водорода 7018.
Влагу можно легко предотвратить с помощью одной из стержневых печей Keen. S ee Как правильно хранить удилища… http://www.keenovens.com/articles/store-rods.htm
Порты – В пистолете МиГ есть небольшие отверстия (отверстия), через которые проходит экранирование. газ. ФОРСУНКА затем направляет газ над ЛУЧЕЙ сварного шва.
Позиционер – их обычно можно найти в более крупных и престижных фабричных магазинах. Они могут поворачивать, наклонять, вращать, вращать, и это позволяет вам делать большую часть сварных швов в плоские или горизонтальные ПОЛОЖЕНИЯ СВАРКИ, что действительно ХОРОШО!
Предварительный нагрев – Некоторые стали лучше воспринимают сварной шов, и сварной шов будет более прочным. если сталь нагревается перед сваркой.Это особенно актуально на севере в зимнее время. Добавление горячего присадочного металла к холодной стали НЕ является хорошей идеей, потому что это может привести к тому, что сталь станет хрупкой и растрескается.
Большую часть времени в характеристиках сварного шва будет указана температура ПРЕДВАРИТЕЛЬНОГО НАГРЕВА. Один из способов проверки сталь с термокарандашами, которые плавятся при определенных температурах, чтобы показать, когда достигается нужное тепло. См. ТРЕЩЕНИЕ.
Пост-нагрев – Я знаю, Я знаю, это не в алфавитном порядке, но я просто не мог поставить POST-HEAT впереди ПРЕДВАРИТЕЛЬНОГО НАГРЕВА, потому что это просто не работает.Пост-нагрев, конечно, точно что это такое… нагрев после сварки.
Собственно то, что вы
контролируют охлаждение стали. Вместо того, чтобы дать ему остыть
самостоятельно, вы периодически нагреваете его и замедляете процесс охлаждения.
Это
больше для экзотических металлов, поскольку мне как строителю по металлу никогда не приходилось делать
пост-нагрев. Однако, работая несколько раз в магазине на чугуне, у меня возникало
для последующего нагрева чугуна, чтобы убедиться, что он не треснул.
Вот отличный сайт от Lincoln на кастинге сварка железа.
Лужа – Аааа, лужа. Мой инструктор по сварке раньше сверлил мне голову: «РАССЛАБИВАЙТЕ руку и СМОТРИТЕ ЛАЗУ!» В ЛУША такой же, как СВАРОЧНЫЙ БАССЕЙН. Именно расплавленный присадочный металл объединяет с РОДИТЕЛЬСКИМ МЕТАЛЛОМ. Вы должны видеть это и манипулировать им, чтобы получить хороший сварной шов.
следующий отрывок взят с сайта TheFabricator.com…
I научился сварке у двух лучших в своем деле.Фил Ньюэлл кричал в мою ухо, говоря мне, что я никогда не стану сварщиком, потому что я недостаточно практиковался – боялся к черту меня. Майк Уолдроп был непринужденным, покладистым, выпившим пиво со мной после уроков. такой парень. Я научился всевозможным трюкам от них обоих и вечно благодарен. У них были разные стили обучения, но они оба учили основы:
РАССЛАБИТЬ РУКУ
ЧАСЫ
ЛУЖА
Правильный угол тяги
Правильная скорость движения
Правильный ток
ПРАКТИКА,
ПРАКТИКА, ПРАКТИКА!
Закалка – быстрое охлаждение стали для получения это сложнее.Чтобы сталь затвердела, в ней должно быть достаточно углерода. Мягкая сталь не может быть закален, чтобы затвердеть, потому что в нем всего 0,33% углерода. Тебе нужно около 0,70% для затвердевания при закалке. Вы меняете кристаллическую структуру от одного атомного паттерна к другому.
Я уже говорил об этом в http://keenovens.com/articles/heat-treating-2.htm.
А очень хорошую статью о твердости и закалке можно найти на сайте eFUNDA. сайт инжиниринговой компании.
Излучение – Сварочная дуга гаснет радиация, от которой вы должны защищать себя и других.Важно что вы объявляете другим, что готовитесь к удару и дуге. В моем магазине мы кричать “СМОТРИТЕ В ГЛАЗА !!!” Это означает, что вам нужно отвести взгляд кто бы это ни сказал. Смотрите FLASHBURN.
Помимо жжения глаз, радиация Излучаемая дугой также может обжечь кожу, как солнечный ожог. Вам следует всегда покрывайте кожу темным хлопком, шерстью или кожей. Повторное облучение ожоги кожи могут привести к раку кожи в более позднем возрасте, что очень быстро растущая и смертельная форма рака.
Рентгенография – Враг плохие сварщики. Сварочный шов просвечивается рентгеновскими лучами, и на нем будут видны даже мельчайшие ДЕФЕКТЫ ШВА. (Шлаковые включения, пористость или поднутрение!)
Стержни – см. ЭЛЕКТРОД. То, что мы называем электродами в магазине или на поле. Больше «электродов» никто не просит, они просят больше стержней. Так же, как на самом деле термин “SMAW”, в В магазине или на поле мы называем это «Сварка палкой». Итак, если я “сварка палкой”, Я использую стержни.”
Корневое отверстие – Если вы свариваете два пластины вместе, которые имеют фаску, (см. ФАСКА) корневое отверстие – это зазор, разделяющий две пластины.
Проникновение корня – Как далеко находится НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ
проникая в КОРЕННОЕ ОТВЕРСТИЕ и через него. Вот хорошая иллюстрация из
Интегрированный
Публикация…
Безопасность – ааааа Грэшоппер, это абсолютно САМАЯ важная часть сварки, безопасность вас И окружающих!
Сварка таит в себе всевозможные опасности.У меня было немало ударов, ушибов, синяков, порезы, царапины, удары и т. д. Но хуже всего было, когда меня сбили с 3-го этаж здания (ну вообще-то прямо под 3-м этажом, а кто считает?) и сломал мне лодыжку.
Однако, хотя он и опасен по своей природе, он может быть относительно безопасно, если соблюдаются надлежащие меры безопасности и здравый смысл используется.
Одна из моих любимых головокружений – разные телешоу, которые показывают люди, явно пренебрегающие безопасностью.Все, что нужно, – это доля секунды, чтобы пострадать, или обидеть кого-нибудь. И обычно на то, чтобы все сделать правильно, потребовалось мгновение, или приобретите подходящий инструмент или защитное снаряжение.
Есть всякие книги, статьи и руководства по технике безопасности при сварке. Просто помните, что вы можете получить сами а другие пострадают или убьют, если вы не научитесь и не будете следовать этим правилам.
Два из несчастных случаев, о которых я слышу почти каждый год, являются травмы глаз (из-за ношение надлежащих защитных устройств) и люди, пострадавшие или погибшие в результате сварки на контейнерах или рядом с ними.
Сварка / резка на контейнере, который вы не знаю опасно по трем причинам…
Это может быть токсичным, легковоспламеняющимся или взрывоопасным.
НИКОГДА, НИКОГДА, НИКОГДА не приваривайте к таре, которая не является новой из стали или не была очищена. и безопасность сертифицированы.
Я не свариваю б / у контейнеры ПЕРИОД. Не стоит жизнь или тело, чтобы сделать чертовски барбекю!
Также на легковых и грузовых автомобилях, бензобаках должны быть удалены или обязательно заполнены, чтобы они не взорвались.Если он полон, самое большее, что он мог сделать, это сжечь. Если есть пары и искра, или ток путешествуя неправильным путем, ты можешь проснуться МЕРТВЫМ!
http://www.hobartwelders.com/pdfs/ms199776b.pdf
http://www.millerwelds.com/resources/safetyresources.html
http://www.lincolnelectric.com/community/safety/
Шов Сварной шов – шов находится там, где соприкасаются две пластины, полосы и т. Д. Это важно что вы получите половину СВАРОЧНОГО БАССЕЙНА с каждой стороны шва.
В ДУГОВОЙ СТРОЖКЕ (где вы вырезаете существующий сварной шов) вы хотите прорезать сварной шов пока вы не увидите шов, который будет выглядеть как трещина. Здесь две части встретить. Срез на сварном шве с небольшим повреждением или нагревом пластин.
Полуавтоматическая сварка – пример MIG. Машина работает проволоку (НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ) и автоматически подает ЗАЩИТНЫЙ ГАЗ, но это требует человек должен нажать на спусковой крючок и манипулировать пистолетом, чтобы сделать сварной шов.
Семьдесят пять / Двадцать пять – 75% аргона / 25% двуокиси углерода, см. ЗАЩИТНЫЙ ГАЗ.
экранированный Дуговая сварка металла – См. Также СВАРКА ПЛОТКОЙ. SMAW, это процесс, в котором мы используем ЭЛЕКТРОДЫ или ШТАНГИ. Хотя некоторые другие процессы более эффективны, есть некоторые виды работ, где SMAW является наиболее практичным, например лазание по высотная офисная башня, торговые центры и большие разнесенные строения.
См. следующие преимущества / недостатки…
http: // www.thefabricator.com/ArcWelding/ArcWelding_Article.cfm?ID=584
http://www.thefabricator.com/ArcWelding/ArcWelding_Article.cfm?ID=3
Экранирование Газ – Газы, такие как аргон или гелий, инертны, то есть не будут сочетать с другими элементами. Это делает их хорошими для удержания атмосферных загрязнений. из СВАРОЧНОГО БАССЕЙНА. Двуокись углерода не инертна, но эффективна и используется в MIG. либо сам по себе, либо в смеси с инертными газами, например 75/25.
Двуокись углерода дает более глубокий сварной шов, а 75/25 дает более гладкий шов и МЕНЬШЕ БРЫЗГИ, чем чистый CO2.
Пропустить сварку – Используемая последовательность для контроля деформации (искажения). Однажды на парковке были большие балки из бетона со стальными вставками на каждом конце для приваривания к вставкам на колоннах. Бетон никогда не затвердевает полностью, в нем есть влага. Если вы поднесете к нему резак, или излишек тепла от сварки, он дует вверх и отправить небольшую бетонную шрапнель, стреляющую, как папа, склеенный осколком граната.
Если бы мы сварили эти плиты прочно, бетон раздулся бы. из-за пластины и сильно ослабили точки соединения.
Так вместо этого мы пропускаем сварку пластин. Мы сварили пару дюймов наверху, пара в центре и пара внизу. Мы позволим этому остыть, а затем сделаем это снова пока плита не сварилась сплошной. Все дело в том, чтобы сохранять спокойствие, чувак.
Шлак – когда ПОТОК на сварочной СТАНКЕ плавится, образуется ЗАЩИТНЫЙ ГАЗ. для защиты сварного шва, а затем образует затвердевшее защитное покрытие поверх сварного шва.Он должен быть удален и тщательно очищен, обычно щеткой.
Шлак Включение – Если вы не очистите ШЛАК от БУСА должным образом, вы запустите риск того, что он станет частью сварного шва, когда вы проведете следующий валик. Хороший сварщик обычно сжигает его на следующем проходе, но если нет, будет кусок шлака в валике, который оставляет слабое место. Включения шлака – одни из основных ДЕФЕКТЫ СВАРКИ.
Щелевой – Щелевой сварной шов такой же, как и PLUG WELDS за исключением того, что они не круглые, а удлиненные.(Длинный и узкий.) И снова Интегрированный Издательство дает хорошее представление о них…
Smart Talk – Когда у вас есть начальник, которого нет знаю диддли-приседания, пытаясь говорить, как будто он умен. Хотя обычно это очень раздражает, но также может быть довольно забавным. Ученики и политики также печально известны этим.
Мыльный камень – Красивый мягкий камень сильно сжатый тальк, что делает его отличным для маркировки на СТАЛИ.
Солидус – УМНЫЙ РАЗГОВОР, говоря твердо.
Сплошная стальная проволока – Мягкая стальная проволока MIG используется для… правильно, сварки низкоуглеродистой стали. Если ты делаешь художественные работы, вы также можете использовать твердую сталь на нержавеющей. Сварные швы заржавеют, но они будут держаться до тех пор, пока на них не будет стресса. Вы бы НЕ сделали этого на все структурные элементы, например сварные швы, склонны к растрескиванию.
Также можно использовать рулоны FLUX CORE (FCAW), НЕРЖАВЕЮЩЕЙ СТАЛИ (SST), и алюминий (Al).
Рулоны бывают по паре фунтов: пять, десять, двадцать, тридцать три, и сорок четыре фунта, о которых я знаю.
Я бы сказал, что катушки с проволокой можно купить в Ваш местный магазин сварочных материалов, некоторые хозяйственные магазины, Loews, Home Depot, Harbour Грузовые перевозки, Северные инструменты и Грейнджер.
Брызги – При сварке, особенно в процессе MIG и УТОЧКИ серии 60, дуговая сила выдувает мелкие капельки НАПОЛНИТЕЛЯ МЕТАЛЛ на поверхность РОДИТЕЛЬСКОГО МЕТАЛЛА.
При сварке MIG требуется либо распыление на внутреннюю поверхность сопла. с аэрозолем или окуните его в густое вещество, которое покрывает внутреннюю часть чтобы брызги не прилипали. Если в сопле скопились брызги, это будет препятствовать прохождению защитного газа. При использовании насадки погружением, вы хотите нагреть сопло, выполнив сначала несколько проходов или у вас будет просто насадка, полная дерьма.
Если брызги легко отслаиваются, значит, это не так. Большое дело, если брызги не сколачиваются, значит, у вас слишком высокая температура.
Также, если вы работаете над произведением искусства или чем-то, что вам действительно не нужно, Чтобы продолжить, вы можете распылить РОДИТЕЛЬСКИЙ МЕТАЛЛ или намазать его грязью, и он не допускайте прилипания брызг.
Один из самых глупых / безумных / бессмысленных в моей педагогической карьере произошло то, что студент ел кусок сопла окунать.Оно было отвратительно грязным после нескольких месяцев использования, и он неожиданно съел его. К счастью он не был токсичен и почему-то его не тошнило. Когда я спросил его, почему он это сделал это, он просто посмотрел на меня со странной улыбкой на лице!
Точечная сварка – Используется на тонком металле, таком как кузова автомобилей, у вас есть пара зубцов, которые держат сталь вроде плоскогубцев. Между ними небольшой шарик (мне это нравится слово.) НАПОЛНИТЕЛЬНОГО МЕТАЛЛА. Зубцы пропускают ток через сталь, плавя присадочный металл, при этом прочно удерживая сталь вместе.Пока все установлено правильно, он расплавит присадочный металл и даст очень маленький, но прочный сварной шов. Если это установить слишком холодно, сварной шов не выдержит. Если поставить слишком жарко, он просто смоет “шарик” присадочного металла или прожечь сталь.
Хорошая идея использовать это на некоторых кусках стали, чтобы получить AMPS прямо перед тем, как начать настоящую сделку.
Это
– небольшой точечный сварщик в Хобарте. Они бывают всех размеров, некоторые НАМНОГО больше
Сталь – Сталь – это железная руда, добытая из земли, очищенная в доменных печах и затем в расплавленном состоянии добавляют углерод.При необходимости можно добавить СПЛАВЫ. пока расплавлен. См. Сталь Подача статьи.
Сварка стержнем – См. SMAW и http://keenovens.com/articles/stick-welding.htm.
Готово
с машиной с электрическим или бензиновым / дизельным двигателем. Для тяжелого изготовления
и конструкции из конструкционной стали, ПРЯМОЙ ТОК обычно используется, потому что он
работает более плавно, чем ПЕРЕМЕННЫЙ ТОК.
Одно исключение было, когда мы использовали AC машины для запуска 6011 RODS на заводе по производству черного чугуна, на котором я работал.Пластины жесткости (пластина вставляется в перемычку балки, чтобы придать ей дополнительную прочность и предотвратить провисание) То, что мы обычно устанавливаем, можно было сделать с помощью 6011, и это было дешевле с использованием переменного тока. Во всем остальном мы использовали DC с 7018 или FLUX CORED ARC WELDING.
В Профсоюз железных рабочих, я много лет сваривал, используя только 7018 УДИЛИЩА с ДК. (7018 также называют с низким содержанием водорода или LoHi) Примерно единственный раз мы не использовали 7018, когда мы использовали УДИЛИЩА 6010 для настила.(Мы бы сгорели листы на крыше в балки внизу.)
Miller eTraining имеет приятный
сайт для базовых
электричество…
Прилипание – Чертовски неприятное происшествие когда стержень прилипает к стали вместо того, чтобы зажигать дугу. Обычно это вызвано из-за недостаточной жары или из-за неправильного угла ШТАНГА.
Конец стержень нагревается ровно настолько, чтобы сплавиться с основным металлом без запуска ARC.
Это чертовски расстраивает новых сварщиков, и это плохо, потому что тогда они STINGER еще плотнее, что дает шанс снова воткнуть удочку.(Вы должны расслабиться рукой при сварке!)
Если достаточно быстро дернуть жалом, можно Освободите стержень, иначе придется отсоединять жало от стержня, а затем сломать стержень. (ПРИМЕЧАНИЕ: при отсоединении держите капюшон опущенным, потому что он сделайте яркую вспышку.)
Если FLUX отломится от конца стержня, вы необходимо “длинная дуга” (держите стержень на расстоянии четверти дюйма или около того от пластины и дайте ему гореть), пока он не сожжет обнаженный МЕТАЛЛ НАПОЛНИТЕЛЯ обратно до флюса.)
Новичкам следует практиковаться в зажигании дуги снова и снова, чтобы научиться как ударить без прилипания.
Вылет – Расстояние до провода выступает из конца СОПЛА при сварке MIG.
Стингер – То, что мы называем ДЕРЖАТЕЛЕМ ЭЛЕКТРОДА в магазине или на поле. В SMAW есть несколько размеры стингеров, от легких до тяжелых промышленных. В поле мы подключит РАБОЧИЙ ОТВОД к колонке для завершения цепи, что позволило нам нужно только тащить жало к тому месту, где мы сваривали.(Пока структура был сталью.) Это чертовски легче сделать, чем перетащить оба провода, особенно отрабатываем высокие прогулки по узким балкам!
Бусина для тетивы – The Первую бусину вы должны выучить после того, как освоите запуск дуги. В зависимости от стержень или процесс, этот валик будет выполнен с перетаскиванием на плоских поверхностях с небольшое или полное отсутствие КОЛЕБАНИЙ. После первого бусинки остальные идут параллельно первое.
Для плоских (см. ПОВЕРХНОСТЬ) наростных швов валики будут перекрываться друг друга.Другими словами, бусинка должна смыться примерно до половины. существующей бусины. Таким образом, будет хороший TIE-IN, соединяющий две бусинки. После выполнения нескольких из них верх будет гладким, если все сделано правильно.
См. Также КРАТЕР и ОСЦИЛАТ.
Дуга под флюсом – Когда Давным-давно я учился в сварочной школе, мы ездили на большой сталелитейный завод. То, что я видел, как они плавили железо в огромных доменных печах, давали сливные отверстия с динамитом, ярко-оранжевым расплавом стали, текущим в разные формы, и вся основная техника, внушала трепет!
Итак, я вижу этого парня, сидящего с помощью большой машины, просто наблюдая за этим с сигарой, торчащей изо рта.Я спросил, что он делает, и он вежливо ответил: «Какого черта это выглядит? как я делаю? Я свариваю! »
« А дуги нет ». Я ответил.
Злым, саркастическим, полным ругательств голосом он рассказал мне, как они используют набор ЭЛЕКТРОДОВ без покрытия с нанесенным флюсом поверх стали. Поток крышка не позволяла видеть дугу, поэтому все, что он сделал, это установил машину, затем сел там и убедитесь, что он работает правильно. Это очень хороший процесс для длительного, непрерывного сварные швы.
Наплавка – Сварные швы, используемые для наращивания изношенного оборудования до его первоначальный вид. Хороший пример – бульдозер. Сзади – звездочка для заставить трек двигаться вперед или назад. Колеса внизу и несколько вверху держать это в строчке. На другом конце звездочки находится промежуточное колесо. Его цель заключается в том, чтобы удерживать гусеницу на месте, поскольку она постоянно катится.
Все эти изнашиваются вниз по мере использования, и гораздо дешевле покрыть эти сварные швы, чем покупать новое оборудование, особенно для крупных магазинов и стройплощадок.
Итак, сборка сварка вверх выполняется, как правило, с помощью стержня с твердой поверхностью, который делает именно это; это добавляет сталь и сплавы, которые очень твердые и не изнашиваются.
Моя Первая сварочная работа заключалась в выполнении поверхностных сварных швов на промежуточных колесах. Я сидел и медленно вращал колесо, вращая шток взад и вперед, примерно на 4 дюйма слева направо.
Мы началось в 8 утра. Я бы сварил и подумал, что это должно быть близко к обеду и посмотри на мои часы … сейчас 8:15! Было скучно!
Но ты должен начать где-нибудь, и сидя там, делая узор плетения снова и снова, изо дня в день В конце концов, я научился бегать по действительно хорошему непрерывному бусу, так что это было хорошее начало.
Прихватка Сварной шов – Небольшой сварной шов, используемый для удержания того, что вы свариваете, на месте, пока вы не сварите он твердый. Широко используются в производстве, прихваточные швы легко разламываются. если необходимо внести изменения.
ДЕЙСТВИТЕЛЬНО важно, чтобы вы приварите ВСЕ точки к чему-то, что было прихваточно, особенно если это будет использоваться конструктивно.
Однажды фабрикант сварил “собаку”. (временная подъемная проушина для крепления мостового крана) на лестнице чтобы поднять их на несколько дюймов от своего стола.Он забыл снять его, и он отправлен с собакой все еще на месте.
Когда он попал в поле, незнающий новичок зацепил его, и оно пошло вверх. К чему-то подобному, вы набираете только один сторона, чтобы вы могли сбить его, когда закончите. Этого было много для магазина, но качаясь в воздухе, гвозди оторвались, и лестница упала примерно 26 этажи до земли.
Чудом никто не пострадал, кроме прораба. кричал так, что чуть не растопил телефон бедного мастера в тот день!
Марка обязательно полностью прожечь прихватку при сварке и не начинать и не останавливать сварку или на прихватке.
Тройник – В плоском состоянии две пластины соединены вместе где, если перевернуть их вверх ногами, они будут похожи на T. Хммм … Интересно если так они и получили свое название?
Закалка – Некоторые стали могут быть затвердевает при нагревании, затем быстро закаливается. Когда наши отбойные молотки затупляются мы затачиваем, а затем закаляем их.
С помощью резака нагреваем их до так называемого “вишневого” красный “(оранжевый для меня), затем остановитесь и дайте им остыть, пока они тускло-оранжевые.(Важно, чтобы кончик фонаря на расстоянии нескольких дюймов, чтобы убедиться, что сталь не плавится и не царапается).
Затем мы быстро окунаем его в ведро с минеральным маслом, чтобы быстро охладить его. Вода тоже подойдет, но не так хорошо, и вам нужно убедитесь, что он прохладный или холодный.
После этого у вас есть молоток с повторной закалкой.
После
использование, кристаллическая структура в стали изменяется.В твердой стали кристаллы
маленькие и близко друг к другу. В более мягкой и пластичной стали кристаллы длиннее
и дальше друг от друга.
Когда молотки подвергаются нагреву и постоянным ударам, кристаллы удлиняются, а концы тускнеют. Мы нагреваем их, делая их гибкими и бережно снимите стресс, а затем быстро охладите их, что заставит их сжиматься.
Ваш Лезвие карманного ножа изготовлено из очень твердой стали с высоким содержанием углерода, которая удерживает край хорошо.Если бы вы затачивали его на шлифовальном станке и позволяли Чтобы нагреться, он больше не будет сохранять хорошую кромку, потому что вы измените его макияж.
Характер – это тоже то, что потерял мой босс, когда я был для них мудрым.
на растяжение Прочность – Сварочные УДИЛИЩА, такие как 7018, 6010 и т. Д., Оцениваются по пределу прочности на разрыв. на квадратный дюйм. Первые два числа указывают предел прочности на разрыв в тысячах. (Стержень 10018 с низким содержанием водорода будет первой тройкой.)
7018 имеет 70000 фунтов прочности на разрыв на один квадратный дюйм сварного шва. 6010 будет иметь 60 000 фунтов. Который это большая сила для небольшого количества сварного шва!
Предел прочности на разрыв способность сопротивляться растяжению НАПРЯЖЕНИЕМ. Сила измеряется в точке требуется, чтобы сталь или металл достигли точки усталости, когда они устают и слезы на части.
Я провожу демонстрацию, в которой Я ПРИВАРИВАЮ СВАРКУ 6 “X 6” пластину к концу стола, оставляя только ½ дюйма сварного шва на каждом конце верхняя сторона с 7018.
Затем я спрашиваю студентов, встанут ли они на нее, если это было 30 этажей в воздухе. Большинство говорят, что они не будут, поэтому я забираюсь на стол и сделайте эту глупую стойку журавля из Каратэ Кида, стоящего одной ногой на тарелка.
Показывает, какой предел прочности на разрыв имеют две маленькие прихватки, легко поддерживая мой вес.
шт. Не привязывайте тарелку к высоте 30 этажей и
стойка крана! Это только для демонстрации!
И, кстати, когда мы прихватили сварку
корзины, чтобы работать высоко, мы всегда были привязаны ремнями безопасности
до того, как мы попали в них!
Натяжение – Натяжение или растяжение с сила.Хороший пример – резинка. Напряжение – это то место, где вы его растягиваете.
Также такая головная боль, которую я испытывал, когда работал высоко и выглядел вниз.
Тестовый купон – Я писал о том, как сварщики должны доказать самих себя больше, чем в любой другой профессии или карьере. Это делается либо деструктивным испытание, разрушающее сталь, или неразрушающий контроль, такой как рентгеновское излучение. Это как стать «сертифицированным» сварщиком.
Об испытании на разрушающий сварной шов при сварке конструкций СВАРКА КАНАВКА выполняется либо с открытым КОРНЕМ, либо с использованием РЕЗЕРВНАЯ ПОЛОСА.Обе стороны пластины отшлифованы заподлицо и нарезаны на 1 ½ дюйма. полосы, которые сгибаются в JIG.
Затем полосы проверяют на наличие трещин, или другие дефекты. Если ничего не найдено, вы получаете работу, терпите неудачу и в дальнейшем вы идти.
Обычно гнутся две полосы от КОРЕНЯ и две от ЛИЦА.
Иногда полоски фактически разорвутся на две части. Если это произойдет, вы можете захотеть чтобы проверить другую карьеру или приступить к практике!
Горловина углового шва
– Этот отличный сайт от TWI показывает различные филе горловины.
http://www.twi.co.uk/j32k/protected/band_3/jk66.html
Tie-in – После запуска STRINGER BEAD выполняется врезка когда другой борт стрингера, параллельный первому, сгорает наполовину внутрь. Вместо того, чтобы быть двумя бусинками рядом, они переплетены вместе. Аааа… они стали одним Кузнечиком.
Крепление очень важно для придания прочности при выполнении нескольких пройти сварные швы.
Сварка TIG (GTAW, газо-вольфрамовая дуговая сварка) – Был вызван Heliarc, затем Tig, теперь GTAW. Однако большинство сварщиков на местах до сих пор зову его Тиг. Если они называют это Гелиарком, они старые. Подожди минута… Я назвал это Heliarc !!!
Этот процесс сварки соединяет металлы путем их нагрева неплавящимся материалом. вольфрамовый электрод. Это означает, что электрод Вольфрамовый, не плавится в сварном шве, как присадочный металл в стержне.
В СВАРОЧНОЙ СВАРКЕ ПРУТ расходуется во время сварки. Как ты
горит в сталь, стержень плавится, поэтому нужно толкать
в сталь, когда вы идете, чтобы компенсировать то, что конец стержня
потребляется, что делает его короче.
В Tig вы держите вольфрам на одинаковом расстоянии от РОДИТЕЛЬСКОГО МЕТАЛЛА.
во время сварки, потому что он не расходуется.
Это можно сделать путем плавления двух частей без присадочного металла, или при помощи присадочного стержня, который вы держите и вставляете в сварной шов.
Для Tig Weld требуется гораздо больше навыков и терпения, потому что вы использовать обе руки для разных функций и подавать стержень правильно. Это означает большую координацию, поэтому, если вы не можете ходить и жевать жвачку одновременно, потребуется МНОГО практики чтобы снять это.
Базовые бусины относительно простые, но нестандартные, экзотические металлы, трубы и трубки, а также замкнутые пространства могут быть очень трудными, и требуется много времени, чтобы освоить.
Тем не менее, если вы собираетесь использовать его для хобби, работая над ваша гоночная машина, мотоцикл и т. д. не позволяйте им запугать вас. С практика, вы можете стать опытным.
Для защиты используется аргон, гелий или смеси инертных газов. сварной шов и практически без дыма; это очень просто чтобы увидеть СВАРОЧНЫЙ БАССЕЙН. (За исключением алюминия, где лужа довольно трудно понять.)
Tig Torch – Состоит из головки для защиты вольфрама, цанги (втулка для удержания вольфрама) корпус цанги (верно, удерживает цанга), ВОЛЬФРАМА и керамической чашки. Вольфрам несет в себе ток, вызывающий дугу. Отверстия в цанге прямое экранирование газ выходит из керамической чашки и окружает СВАРОЧНЫЙ БАССЕЙН. Разные люди держат факел по-разному.Мне все равно, как ты держишься это до тех пор, пока вы расслаблены и сварка выходит нормально! Некоторые факелы имеют воздушное охлаждение, в то время как другие используют воду или антифриз. Если вы используете горелка с жидкостным охлаждением, вам лучше быть очень осторожным, чтобы не настроить ее вниз на горячий кусок металла. Выпустите утечку, и вы можете быть шокированы очень плохо с DC, и если вы используете AC, вы можете проснуться мертвым! Чем меньше факел, тем быстрее он нагревается.
Вольфрам – Это сложно! Он также имеет самую высокую температуру плавления. острие любого металла, только элемент углерод имеет более высокую один. Это делает его хорошим ЭЛЕКТРОДОМ для использования в сварке TIG. Это не расходный материал тогда как стержневые электроды являются расходными материалами. Они сгорают, когда вы используете их, вольфрам нет. Он переносит дугу и выделяет тепло для ЗАЖИГА сталь. См. TIG.
Если хочешь потянуть хорошо прошу Вольфрама.Это оригинал название вольфрама, потому что он добывается из руды, одна из них называется Вольфрамит. После того, как они спросят, о чем вы, черт возьми, объясните и удивляться их ограниченным знаниям в области металлургии.
Undercut – Это КАРДИНАЛЬНЫЙ ГРЕХ сварочного кузнечика! Врезание в сталь силой дуги оставляет вырез канавка в сварном шве.Если он не залит присадочным металлом, остается ДЕФЕКТ СВАРНОГО ДЕФЕКТА, который является слабым местом, которое может вызвать совместный провал. Это может привести к материальному ущербу, травмам и даже убыткам. жизни. См. СВАРНАЯ ПОДПИСЬ.
Недозаполнение – ДЕФЕКТ сварного шва, который случается, когда вас нет нанесение достаточного количества НАПОЛНИТЕЛЯ в соответствии со спецификациями сварки.
Подводная сварка – Очень хочется поставить “сварку” под водой »здесь.Либо это делается на самом деле в воде, или в барокамере, которая представляет собой затопленное помещение, где вода был откачан. Если это делается в воде, это обычно в чрезвычайных ситуациях. ремонт, потому что нет возможности сделать красивый сварной шов под водой, хотя вы можете сделать такой, который выдержит.
Вот сайт с отличной статьей на эту тему… http://www.metalwebnews.com/howto/underwater-welding/underwater-welding.pdf
Есть несколько школ подводной сварки, расположенных в разных
области нации. Два хороших, о которых я знаю, посещая или исследуя
are
The Ocean Corporation и Санта-Барбара
Городской Колледж . Также есть во Флориде и Вашингтоне.
Заявите, что я знаю.
Визуальный осмотр – самый простой и фундаментальный СВАРОЧНЫЙ ТЕСТ.После того, как сварка сделана, квалифицированный инструктор, инспектор, бригадир, прораб и т. д. внимательно осмотрят сварной шов. глядя на это. Будет проверено на «Кардинальный грех». ПОДНЯТИЯ, ПОРИСТИ, НАПОЛНЕНИЯ и др.
Показывает только поверхность, а не то, что внутри. Однако вы можете в значительной степени увидеть, знает ли кто-нибудь, что он делает, визуально осматривая их сварные швы.
Напряжение – это сила, заставляющая электроны течь через дирижер. (Убедитесь, что вы не станете дирижером, всегда носить перчатки при сварке и оставаться сухими!) когда вы включаете садовый шланг. Вода течет, потому что она перекачивается. Насос подобен вольт, а вода подобна АМПЕРАЖУ.
коробление – это когда сталь деформируется скручиванием, прогиб или изгиб из-за тепла от сварного шва.Обычно не проблема с толстой сталью, но ГЛАВНАЯ проблема с тонким материалом.
Есть шаги, которые вы можете предпринять, чтобы предотвратить деформацию, например, поставив сталь в зажимном приспособлении, зажимая или немедленно охлаждая после того, как он будет сварен. (Сразу охлаждение нельзя использовать на некоторых металлов и сплавов, потому что это сделало бы их хрупкими.)
Смотрите своими глазами !!! – вот что мы кричим в нашем магазине пусть люди знают, что мы собираемся зажать дугу.Ты всегда должен дайте людям знать, прежде чем зажигать дугу, чтобы у них не было ВСПЫШКИ ГОРЕТЬ.
Weave Bead – обычно используется на последней бусине или шапочке сварной шов. Это делается при КОЛЕБАНИИ стержня в широком узоре. вперед и назад, и, по моему опыту, в основном это сделано с УТОЧКАМИ 7018.
Сварной шов – хотя определений много, одно мне нравится это склеивание или сплавление двух материалов.Это можно сделать с помощью или без присадочного стержня или проволоки и может использовать все виды безумных процессов такие как взрывчатка, давление, лазер и другие. Мой покойный, немеханический брат спрашивал меня, собираюсь ли я использовать перемычки и бенгальские огни “, когда я СВАРКИ ПЛОСКОЙ СВАРОЧНОЙ СВАРКОЙ. Многие думают, сварщика, как какого-то грязного парня, стоящего там с висящей сигарой изо рта. В некоторых случаях так оно и есть, но там существует МНОГО сварочных процессов, и появляются новые инновации. обнаруживают все время.Вы могли работать грязно, черт возьми, на некоторых жирная конвейерная система, опасная, как черт возьми, в воздухе на многоэтажном или в абсолютно чистом, кондиционированном и безопасном авиакосмический магазин. Сварка – это очень разнообразное занятие.
Свариваемость – если металл или сталь можно сваривать, и с каким процессом?
Weld Blanket – Используется для защиты от искр, расплавленной стали и БРЫЗГОВ от ожогов, рубцов или возгорания окружающих участков, когда сварка или резка.Они сделаны из материала с очень высокой устойчивость к жаре.
Дефект сварного шва – ПОДРАЗДЕЛЕНИЕ, ПОРИСТОСТЬ, ВКЛЮЧЕНИЕ ШЛАКА И НЕЗАПОЛНЕНИЕ все дефекты, которые могут отрицательно повлиять на сварной шов, обычно вызывают трещина, которая ослабляет его. Слабые сварные швы могут повредить оборудование или материалы, ранить или даже убить.
Сварочный электрод – см. СТЕРЖНИ.
Поверхность приварного шва – находится на противоположной стороне ОТКРЫТИЯ КОРЕНЯ на верх тарелки.Это то место, где проходит пропуск CAP.
Калибр сварного шва – бывает разных размеров и используется ИНСПЕКТОР по сварке, чтобы проверить размер сварного шва. Измеряет, сколько НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ наносится от КОРНЕВОГО ОТВЕРСТИЯ до СВАРОЧНОЙ ЛИЦЫ.
Сварочный пистолет – В СВАРОЧНОЙ СВАРКЕ мы используем ДЕРЖАТЕЛЬ ЭЛЕКТРОДА, который называется Стингером в этой области. При сварке FLUX CORED или MIG мы используем пистолет со спусковым крючком.Когда вы нажимаете на курок, это заставляет проволоку подавать и активирует электрическую дугу.
Сварные соединения – Внахлест, стык, кромка, угол и тройник – это пять основные сварные швы. Пиво и Стрип – это тоже пара косяков. сварщики знают.
Weld Metal – сплав МЕТАЛЛА НАПОЛНИТЕЛЯ (ПРУТ или проволока) и расплавленный РОДИТЕЛЬНЫЙ МЕТАЛЛ, образующий сварку шарик.
Сварной шов – Изготовлен при нанесении присадочного металла на пластина или соединение при перемещении по длине РОДИТЕЛЬСКОГО МЕТАЛЛА. В в одних случаях достаточно одного прохода, а в других требуется несколько проходов. Все зависит от того, над чем вы работаете.
Сварочная ванна – см. СВАРНАЯ ЛУЧА.
Сварные позиции – в конструкционной стали есть плоские, горизонтальные, Вертикальные и потолочные.
Угловые швы выполняются на тройнике:
1F = плоское сопряжение, 2F = горизонтальное сопряжение, 3F = вертикальное сопряжение,
и 4F филе сверху
На листе выполняются швы с разделкой кромок:
1G = плоская канавка, 2G = горизонтальная канавка, 3G = вертикальная канавка,
и 4G = Overhead Groove.
Символ сварного шва – – это рисунок на СИМВОЛЕ СВАРКИ, который указывает, какой тип сварного шва необходимо выполнить.т.е. скругление, нахлест, стык и т. д.
http://files.aws.org/technical/errata/A2.4errata.pdf
Сварочный сертификат – документов, показывающих, какие испытания / процедуры прошел сварщик. Многие люди уделяют слишком много внимания «сертификации». Возможно, вы сможете пройти тест на 100% в контролируемой среде. Это совсем другая игра с мячом, чем подниматься на 30 этажей в воздух, когда холодный ветер дует вам в шею, когда вы стоите на луче шириной 2 дюйма!
Существует множество различных сертификатов и несколько различных учреждений, которые их предлагают, например…
- Американское общество сварщиков – конструкционная сталь.
- Американское общество инженеров-механиков – котлы и сосуды под давлением.
- Американский институт нефти – нефте- и газопроводы
Процедура сварки – Как они хотят. Указанный на чертежах или примечаниях к сварщику как WPS или Спецификация процедуры сварки, он рассказывает вам, как подготовить соединение, какой процесс его сваривать, размер и размеры самого сварного шва, сколько проходов и какой вид отделки. будет.т.е. стружка и щетка, машинная шлифовка или полировка.
Символ сварки – (см. Также символ сварного шва) – Показывает, какой тип сварного шва, где он будет, размер и размеры.
На нем есть стрелка, указывающая, где на стыке будет сварной шов, контрольная линия, где находится СИМВОЛ СВАРЯ, и «хвост» для информации о самом сварном шве.
Техника сварки – – это способ сварки. Для разных сварных швов используются разные методы.Для СВАРКИ ПЛОСКОЙ с использованием 6010 вы КАЧАЕТЕ УДОЧКУ либо по кругу, либо по принципу «взбить и сделать паузу», когда вы вбиваете стержень в СВАРОЧНЫЙ БАССЕЙН и из него. Это радикальная техника по сравнению с техникой 7014, которую вы постоянно тащите с небольшим окостенением.
Некоторые инструкторы настаивают, чтобы вы использовали ТОЛЬКО их методику. Мне все равно, если вы будете стоять на голове и полоскать горло арахисовым маслом, пока у вас все получится. Если ваша техника дает хороший сварной шов, то меня это устраивает.
Проволочная щетка – Действительно важный инструмент как для предварительной, так и для последующей очистки сварного шва.В сварке «Чистота – это благочестие», ОСОБЕННО в сварке MIG. Mig не работает, если на металле есть краска, ржавчина или грязь. Хотя STICK и FLUXCORE могут прожечь краску, ржавчину и грязь, все же желательно иметь чистую поверхность, если это вообще возможно. Чем чище поверхность, тем выше ваши шансы на получение хорошего, чистого и надежного шва.
Существуют ручные щетки, щетки для ручных шлифовальных машин и щетки для настольных шлифовальных машин.
После выполнения прохода важно хорошо его почистить, особенно если вы собираетесь пройти по нему еще один проход.
Если вы показываете свой сварной шов своему инструктору или сдаете его для сертификационного испытания, в ваших интересах правильно очистить сварной шов. Чем лучше вы его очистите, тем лучше будет выглядеть!
Процедура сварки – AWS представляет собой процедуру сварки – «подробные методы и практические приемы, включая все процедуры сварки, используемые при производстве сварного изделия». Когда я только начал заниматься сваркой и читал подобные определения, я думал: «Что за? Кто? Где? Ты что, издеваешься надо мной?
Итак, вот мой перевод… «как ты собираешься делать сварку».”
В чертежахесть процедуры сварки, в которых указывается, какой процесс, а также какое количество, толщину, ширину и длину сварного шва требуется.
На большой работе суперинтендант проводит сварочные работы с главным мастером, который будет выполнять это с мастером, который будет выполнять это вместе со сварщиком.
В цехе проработает мастер со сварщиками.
Сварочная лужа – или WELD POOL – это расплавленный металл, образующийся во время сварки.Он может быть получен путем плавления только РОДИТЕЛЬНОГО МЕТАЛЛА, РОДИТЕЛЬСКОГО МЕТАЛЛА в сочетании с МЕТАЛЛОМ-НАПОЛНИТЕЛЕМ или в основном МЕТАЛЛА-ЗАПОЛНИТЕЛЯ в ПОВЕРХНОСТИ.
Он должен быть защищен от атмосферных загрязнений с помощью газовой защиты, создаваемой либо потоком ЭЛЕКТРОДА, либо ЗАЩИТНЫМ ГАЗОМ.
Размер сварного шва – Да, кузнечик, размер сварного шва имеет значение. Размер сварного шва указан на СИМВОЛЕ СВАРКИ и не должен быть больше или меньше требуемого.
Символ сварного шва – находится на СИМВОЛЕ СВАРКИ и указывает, какой вид сварного шва будет выполняться. Я нашел хороший сайт, иллюстрирующий это и символы сварки: http://www.tpub.com/steelworker1/29.htm
.Испытание сварного шва – При сварке существует визуальных испытаний , разрушающих испытаний и неразрушающих испытаний . В сварке нужно проявлять себя чаще и труднее, чем в любой другой профессии.
Визуальный тест – см. ВИЗУАЛЬНЫЙ ОСМОТР.
Разрушающий тест – При сварке конструкций две сваренные вместе пластины затем разрезаются на полоски, обычно шириной 1 ½ дюйма. ЛИЦЕВАЯ и КОРЕННЯЯ стороны пластины отшлифованы заподлицо.
Они сгибаются с помощью зажимного приспособления, с двух торцевых сторон и двух сторон корня, и если они сгибаются без трещин, ПОРИСТИЧНОСТИ или ВКЛЮЧЕНИЯ ШЛАКА, вы получите свою работу.
Фотография с сайта http: // www.wtti.edu/coupons.html
Если на них есть трещины, пористость или включения шлака… продолжайте движение.
Неразрушающий тест – используется, когда нецелесообразно проводить разрушающий тест или получить полное представление о сварном шве. Существует несколько типов, таких как рентгеновские тесты, тесты с использованием магнитных частиц, ультразвука и жидкого проникающего красителя.
Рентген показывает практически ВСЕ части сварного шва. Если будет НИЧЕГО не так, он обязательно появится! Сварные швы, выполненные в соответствии с рентгеновскими кодами, имеют нулевой допуск.Это означает, что вам лучше сварить его идеально КАЖДЫЙ шов, КАЖДЫЙ раз!
За годы работы сварщиком конструкций в профсоюзе металлургов я тестировал на стройплощадках тесты на разрушающий изгиб или рентгеновские лучи. Проведено много других тестов, но здесь я описываю только эти два. Вы можете найти больше информации о других методах тестирования в большинстве сварочных журналов или найти их в сети.
Это Список условий сварки представлен вам компанией Keen Ovens, лидером в области сварочного хранения. Духовки.
Сварочное оборудование и защитная одежда
Сводка
Безопасность сварки начинается с понимания того, что может пойти не так, и подготовки к тому, когда это произойдет. Риски включают поражение электрическим током, травмы, связанные с вдыханием токсичных паров, травмы глаз и ожоги кожи. Для начала во время всех сварочных работ необходимо носить защитную одежду и оборудование, включая каски и щитки.
Для дуговой сварки электрическая дуга является очень мощным источником света, включая видимый, ультрафиолетовый и инфракрасный.Во время всех процессов электросварки операторы должны использовать защитные очки и щиток для рук или шлем, снабженный подходящим фильтрующим стеклом для защиты от интенсивных ультрафиолетовых и инфракрасных лучей. Когда другие люди находятся в непосредственной близости от места электросварки, эта зона должна быть экранирована, чтобы дуга не была видна ни прямо, ни в отражении от стекла или металла.
Во время всех процессов кислородно-ацетиленовой сварки и резки операторы должны использовать защитные очки для защиты глаз от тепла, яркого света и летящих осколков горячих металлов.
Также не забудьте сохранить паспорта безопасности материалов (MSDS) для всех опасных материалов. Каждый производитель предоставляет паспорта безопасности материалов, чтобы держать вас в курсе любых потенциальных опасностей, например, если респиратор необходим при работе над проектом.
Области повышенного риска для безопасности при сваркеОбзор
Безопасность сварки начинается с правильного защитного снаряжения. Сюда входят:
- Респиратор / маска сварщика : Есть несколько типов респираторов.Купите ту, которая предназначена для сварщиков, и того типа проектов, которые вы будете выполнять. Если вы покупаете маску с фильтром, подберите фильтр к типам используемых металлов и покрытий.
- Содержите место в чистоте и проверяйте наличие газов на предмет утечек.
- Вентиляция : Все сварочные участки должны иметь надлежащую вентиляцию. Обратитесь в OSHA за актуальными стандартами. Плохая вентиляция приводит к «отравлению шлейфом». Если вы подозреваете, что вы вдохнули токсичный шлейф, немедленно обратитесь за медицинской помощью.
- Хранение : Все легковоспламеняющиеся вещества должны храниться в ящике для легковоспламеняющихся жидкостей.
- Защита глаз : сварочная защита для глаз защищает от травм от мусора и от воздействия ультрафиолета. Для защиты при выполнении различных сварочных работ изготавливаются разные типы шлемов. Они различаются по номеру оттенка, наличию пассивной линзы или линзы с автоматическим затемнением (автоматически подстраивается под сварочные лучи) и комфорта / посадки.
- Противопожарная защита : Искры, образующиеся в процессе сварки, могут вызвать возгорание.Для сварки часто используются огнетушители класса C, так как они предназначены для электрического пожара. Песок и вода также могут помочь при тушении пожаров.
- Защитная одежда : Все участки кожи необходимо защитить от расплавленного металла и искр. Сюда входят:
- Рубашки с длинным рукавом
- Брюки, закрывающие верх обуви
- Перчатки
- Туфли или сапоги
- Волосы защищены шапкой сварщика
- Кожаные куртки также эффективны для защиты от шлаков и искр.
- Кожаные фартуки обеспечивают некоторую защиту при сидении
- Бахилы, называемые гетрами, защищают обувь, что может пригодиться, если вы работаете над проектом, в котором образуются искры и шлак (расплавленный металл)
Совет по технике безопасности при сварке : Используйте плоскогубцы при работе с металлами.Если вы считаете, что металл – это круто, используйте тыльную сторону руки и, не торопясь, поднесите его ближе к металлу. Подойдя ближе, вы почувствуете жар, если он будет слишком горячим.
- Подготовка к несчастным случаям : Держите под рукой аптечку, в которую входят бинты и спрей от ожогов. Рассмотрите вариант, который превосходит рекомендации ANSI (Американский национальный институт стандартов) и OSHA, например аптечку.
Шлемы и щиты
Сварочная маска и шлем с респираторомСварочные дуги – это яркий яркий свет.Они содержат часть ультрафиолета, который может вызвать повреждение глаз.
По этой причине дугу нельзя рассматривать невооруженным глазом на расстоянии 50,0 футов (15,2 м).
Яркость и точный спектр и, следовательно, опасность света зависят от процесса сварки, металлов в дуге, атмосферы дуги, длины дуги и сварочного тока.
Операторы, слесари и работающие поблизости нуждаются в защите от дугового излучения.
Интенсивность света дуги увеличивается с увеличением тока и напряжения дуги. Излучение дуги, как и все световое излучение, уменьшается пропорционально квадрату расстояния.
Процессы, при которых образуется дым вокруг дуги, имеют менее яркую дугу, поскольку дым действует как фильтр.
Спектр сварочной дуги подобен солнечному. Воздействие дуги на кожу и глаза такое же, как и на солнце.
Находясь ближе всего к сварщику, сварщику нужен шлем, чтобы защитить глаза и лицо от вредного света и частиц горячего металла.
Сварочная маска с автоматическим затемнениемСварочная маска обычно изготавливается из прессованного волокнистого изоляционного материала. Он имеет регулируемое оголовье, что позволяет использовать его людям с разным размером головы.
Чтобы свести к минимуму отражение и блики от интенсивного света, шлем имеет матово-черный цвет.
Он надевается на голову и может подниматься вверх, когда не сваривает. Главное преимущество шлема заключается в том, что он оставляет обе руки свободными, что позволяет одновременно удерживать работу и сваривать.
Ручной щиток обеспечивает такую же защиту, как и шлем, но удерживается на месте за ручку. Этот тип экрана часто используется наблюдателем или человеком, который занимается сваркой в течение короткого периода времени.
Защитный сварочный шлем имеет держатели для линз, которые используются для вставки покровного стекла и стекла фильтра или пластины. Стандартный размер фильтрующей пластины – 2 x 4-1 / 4 дюйма (50 x 108 мм). В некоторых шлемах держатели линз открываются или откидываются вверх.
Линзыпредназначены для предотвращения ожогов от вспышки и повреждения глаз за счет поглощения инфракрасных и ультрафиолетовых лучей, создаваемых дугой.
Стекла или пластины с фильтрами имеют разную оптическую плотность для фильтрации света различной интенсивности в зависимости от процесса сварки, типа основного металла и сварочного тока.
Цвет линз, обычно зеленый, синий или коричневый, является дополнительной защитой от яркого белого света или бликов.
Цветные линзы позволяют четко видеть металл и сварной шов. Линза лупы, расположенная за стеклом фильтра, иногда используется для обеспечения четкого обзора.
Защитная пластина должна быть размещена снаружи фильтрующего стекла, чтобы защитить его от сварочных брызг.
Стекло фильтра должно быть закалено, чтобы оно не разбилось при попадании брызг сварочного шва.
Стекла с фильтром должны иметь маркировку с указанием производителя, номера оттенка и буквы «H», указывающей на то, что стекло было обработано для обеспечения ударопрочности.
Маски для газовой дуговой сварки
Для обеспечения безопасности при сварке металлической дугой (MIG) требуются более темные светофильтры, чем при сварке металлической дугой в экранированной среде (стержневой).
Интенсивность ультрафиолетового излучения, излучаемого при газовой дуговой сварке, в 5–30 раз выше, чем при сварке покрытыми электродами.
Не выполняйте сварку с треснувшими или дефектными экранами, поскольку проникающие лучи от дуги могут вызвать серьезные ожоги.
Убедитесь, что цветные стеклянные пластины подходящего оттенка для дуговой сварки. Защитите пластину цветного стекла от брызг расплавленного металла с помощью покровного стекла.
Замените покровное стекло, если оно повреждено или покрыто брызгами расплавленного металла.
Защитные маски также необходимо носить там, где это необходимо для защиты глаз. Сварщики должны носить защитные очки, а измельчители и болгарки часто используют защитные маски в дополнение к защитным очкам.
При выполнении некоторых сварочных работ требуется использование респираторов-масок.
Каски с «пузырчатой» передней частью могут быть адаптированы для использования с респираторами.
См. Нашу страницу о безопасности дуговой сварки для определения толщины линз и пластин шлема в таблицах применения.
Защитные очки
Защитные очки для сварки – Показано: Защитные очки для сварки с мягкой стороны от Hardware WorldВо время процессов полностью электрической сварки операторы должны носить защитные очки.
Защитные очки защищают глаза от сварочных брызг, которые иногда попадают внутрь шлема.
Эти прозрачные очки также защищают глаза от частиц шлака при скалывании и от горячих искр при использовании угловой шлифовальной машины.
Контактные линзы нельзя носить при сварке или работе со сварщиками.
Рекомендуются затемненные защитные очки с боковыми щитками, особенно при скалывании или шлифовании сварщиков. Те, кто работает рядом со сварщиками, также должны носить затемненные защитные очки с боковыми щитками.
Защитная одежда
Защитная одежда включает сварочные перчатки, пальто, рукава и защиту для ног.Персонал, подвергающийся опасностям, создаваемым сваркой, резкой или пайкой, должен быть защищен средствами индивидуальной защиты в соответствии со стандартами OSHA, подраздел I, средства индивидуальной защиты, параграф 1910.132 .
Соответствующая защитная одежда, необходимая для любых сварочных работ, будет зависеть от размера, характера и местоположения выполняемых работ.
Сварщики должны носить рабочую или производственную одежду без отверстий и щелей, чтобы лучи дуги не попадали на кожу.
Те, кто работает близко к дуговой сварке, также должны носить защитную одежду. Одежда должна быть всегда сухой, включая перчатки.
Вместо хлопчатобумажной ткани следует носить шерстяную одежду, поскольку шерсть не так легко сгорает или повреждается брызгами сварочного шва, а также помогает защитить сварщика от перепадов температуры.
Одежда из хлопка, если она используется, должна быть подвергнута химической обработке для снижения ее горючести.
Вся остальная одежда, например джемперы или комбинезоны, не должна содержать масел или смазок.
Взрывозащищенные фартуки или сварочные куртки из кожи, огнестойкого или другого подходящего материала следует носить для защиты от брызг расплавленного металла, теплового излучения и искр.
Накидки или плечевые накидки из кожи или других подходящих материалов следует носить во время сварки или резки над головой.
Кожаные тюбетейки можно носить под шлемами во избежание ожогов головы.
Искры могут попасть в закатанные рукава, карманы одежды или манжеты комбинезонов и брюк. Поэтому рукава и воротники должны быть застегнуты, а карманы должны быть убраны спереди комбинезона и фартуков. В качестве альтернативы вам следует приобрести хорошую пару сварочных втулок, чтобы быть уверенным, что вы надежно защищены.
Брюки и комбинезон не должны быть подняты наружу. Для тяжелых работ следует использовать огнестойкие леггинсы, высокие сапоги или другие аналогичные средства.
Для обеспечения безопасности при сварке на производстве экран из листового металла перед ногами рабочего может обеспечить дополнительную защиту от искр и расплавленного металла при резке.
Сварочная куртка – огнестойкая сварочная куртка с регулируемыми манжетами и поясными ремнями. На изображении: сварочная куртка Black Stallion BSX® FR Защитные перчатки для сварки Mig и Stick. Прошит огнестойким кевларом. На изображении: Black Stallion BSX® Stick / MIG Welding GlovesСледует надевать огнестойкие перчатки, желательно кожаные, для защиты рук и рук от лучей дуги, брызг расплавленного металла, искр и горячего металла.
Кожаные перчатки должны быть достаточной толщины, чтобы они не сморщились от тепла, не прогорали и не быстро изнашивались.
Кожаные перчатки не следует использовать для подъема горячих предметов, так как при этом кожа становится жесткой и трескается.
Не допускайте попадания масла или смазки на перчатки, так как это снизит их огнестойкость и приведет к их быстрому возгоранию или обугливанию.
Защитное снаряжение
Средства защиты лежат в основе любого плана обеспечения безопасности при сварке.В случае воздействия острых или тяжелых падающих предметов или опасности столкновения в ограниченном пространстве необходимо использовать каски или средства защиты головы.
Для сварки и резки над головой или в ограниченном пространстве также необходимо использовать ботинки со стальным носком и средства защиты органов слуха. Если вы собираетесь приваривать низко, то рекомендуется приварить наколенники.
Для обеспечения безопасности при сварке в любой зоне, во время работы необходимо обеспечить соответствующую защиту для защиты находящихся поблизости рабочих или прохожих от яркого света при сварке.
Экраны должны быть расположены так, чтобы не было серьезных ограничений вентиляции. Экраны должны быть установлены так, чтобы они находились на высоте около 2,0 футов над полом, если работа не выполняется на таком низком уровне, что экран необходимо поднимать ближе к полу для защиты соседних рабочих.
Высота экрана обычно составляет 6,0 футов (1,8 м), но может быть больше в зависимости от ситуации.
Экран и окружающие области должны быть окрашены специальными красками, поглощающими ультрафиолетовое излучение, но не создающими высокого контраста между яркими и темными областями.
Рекомендуются светлые пастельные тона краски на основе цинка или диоксида титана. Не использовать черную краску.
Опасность возгорания
Ответственность за выполнение плана противопожарной безопасности и защиты при сварке лежит на сварщиках, резчиках и контролерах.
Примерно шесть процентов пожаров на промышленных предприятиях вызваны резкой и сваркой, которые выполнялись в основном с помощью переносного оборудования или в зонах, специально не предназначенных для таких работ.
Разработка основных мер предосторожности, которые должны быть приняты для предотвращения пожара во время сварки или резки, содержится в Стандарте по предотвращению пожара при использовании процессов резки и сварки, Стандарт Национальной ассоциации противопожарной защиты 51B, 1962.
Некоторые из основных мер предосторожности при сварке для предотвращения возгорания при сварке или резке приведены ниже.
Во время операций сварки и резки образуются искры и брызги расплава, которые иногда разлетаются на значительные расстояния.
Искры также попали через трещины, отверстия в трубах или другие небольшие отверстия в полу и перегородках, вызвав возгорание в других местах, которое временно может остаться незамеченным.
По этим причинам сварка или резка не должны выполняться вблизи легковоспламеняющихся материалов, если не приняты все меры для предотвращения возгорания.
Горячие куски основного металла могут соприкоснуться с горючими материалами и вызвать возгорание.
Пожары и взрывы также были вызваны передачей тепла через стенки контейнеров в легковоспламеняющуюся атмосферу или горючие вещества внутри контейнеров.
Все горючие или легковоспламеняющиеся предметы подвержены возгоранию при резке и сварке.
При сварке или резке деталей автомобилей масляный поддон, бензобак и другие части автомобиля считаются опасными для возгорания и должны быть удалены или эффективно защищены от искр, шлака и расплавленного металла.
По возможности, легковоспламеняющиеся материалы, прикрепленные к оборудованию или рядом с ним, требующим сварки, пайки или резки, будут удалены. Если удаление нецелесообразно, следует использовать подходящий экран из термостойкого материала для защиты легковоспламеняющегося материала.
Должно быть в наличии оборудование для пожаротушения любого типа пожара.
Безопасность при сварке в замкнутом пространстве
Безопасность сварки в ограниченном пространстве сопряжена с рядом проблем.Под замкнутым пространством подразумевается относительно небольшое или ограниченное пространство, такое как резервуар, бойлер, сосуд высокого давления или небольшой отсек корабля или резервуара.
При выполнении сварки или резки в замкнутом пространстве газовые баллоны и сварочные аппараты следует оставлять снаружи. Перед началом работы тяжелое переносное оборудование, установленное на колесах, должно быть надежно заблокировано для предотвращения случайного перемещения.
Если сварщик должен войти в замкнутое пространство через люк или другое отверстие, будут предусмотрены средства для быстрого удаления его в случае возникновения чрезвычайной ситуации.Когда для этой цели используются ремни безопасности и спасательные веревки, они прикрепляются к телу сварщика, чтобы его нельзя было зажать в небольшом выходном отверстии.
Дежурный с заранее запланированной спасательной процедурой будет находиться снаружи, чтобы постоянно наблюдать за сварщиком и иметь возможность проводить спасательные операции.
Когда дуговая сварка приостанавливается на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды будут извлечены из держателей, при этом держатели будут осторожно расположены так, чтобы исключить случайный контакт.
Сварочные аппараты будут отключены от источника питания.
Чтобы исключить возможность утечки газа через утечки или неправильно закрытые клапаны при газовой сварке или резке, клапаны подачи газа и кислорода должны быть закрыты, регуляторы разблокированы, газовая и кислородная магистрали продуваются, а клапаны на горелке закрываются. выключен, когда оборудование не будет использоваться в течение длительного периода времени.
По возможности резак и шланг также удаляются из замкнутого пространства.
После завершения сварочных работ сварщик маркирует горячий металл или предоставляет другие средства предупреждения других рабочих.
Дополнительную информацию см. В нашем руководстве по технике безопасности при производстве металла.
Сделайте стальной ящик для цветов (Введение в сварку и изготовление металла)
Наденьте шлемы и пусть летят искры!
Если вы когда-нибудь восхищались волшебством сварщика на работе, этот урок для вас. За один вечер вы сможете окунуться в мир изготовления металла, научиться у мастеров делать свои собственные изделия из металла и стать сильнее, быстрее, умнее – или, по крайней мере, с новыми потрясающими, огненными навыками! Будьте волшебником.
Этот семинар познакомит вас с основными навыками, используемыми при изготовлении металла – резкой, сваркой и шлифовкой – посредством управляемого создания небольшой минималистской сеялки. Под руководством опытного мастера вы получите ОЧЕНЬ практический опыт работы со всеми инструментами, необходимыми для резки, придания формы, сварки и полировки стали. Вы будете практиковать и развивать свои навыки и артистизм, а также применять их для создания собственных, практичных и красивых готовых работ, которые можно будет забрать домой.
Наконец, вы сможете персонализировать характеристики сеялки, включая ее ножки и отделку.Например, вы можете оставить свою сеялку «чистой и блестящей» или использовать наши граверы, чтобы персонализировать ее по своему усмотрению.
Этот семинар будет толкать вас работать, так что вы можете получить эти большие награды – новые компетенции, новое создание, новая уверенность. Если вы уже знакомы с некоторыми электроинструментами или являетесь новичком, вы получите больше комфорта в магазине и получите новые навыки. Будь то уникальный опыт или начало любовного романа с металлом, вы возьмете домой классный нестандартный предмет, узнаете что-то новое и необычное и хорошо проведете время.Забирайся туда и заставь искры полететь!
Обзор
Уровень квалификации: Начинающий – этот курс разработан для новичков с небольшим опытом изготовления металлических изделий или без него.
Инструменты и методы: У вас будет много практических занятий со сварочным аппаратом MIG, а также с угловыми шлифовальными машинами и различными ручными инструментами.
Продолжительность: 4 часа, плюс-минус тридцать минут.
Размер класса: 4-6 человек.
Закажите частную мастерскую для себя и своих друзей!
100 основных правил, которые можно и нельзя делать в сварке
Умение работать с металлом – захватывающий и вдохновляющий опыт.Как сварщик, вы сможете превратить некоторые из самых прочных материалов в мире в продукт, который будет полезен другим. Этот навык используется в автомобилестроении, дорожном строительстве, строительстве и производстве систем вооружения и транспортных средств. Вот список из 100 правил, которые можно и чего нельзя делать в отношении любого сварочного аппарата MIG, сварочного аппарата TIG и аппарата плазменной резки.
Что нужно делать в сварочных машинах
- Проверьте и дважды проверьте свою рабочую зону на наличие легковоспламеняющихся материалов.Убедитесь, что в полу нет отверстий или треснувших окон, через которые могут пройти искры.
- Удалите горючие жидкости и газы из помещения. Все, что нужно, – это небольшая искра, чтобы вызвать огромный взрыв.
- Уберите все горючие материалы на безопасное расстояние. Все горючие материалы должны находиться на расстоянии не ближе 20 футов от вашего проекта.
- Вымойте пол перед тем, как начать. Пыль и мусор на полу могут стать источником топлива для любых искр, которые могут попасть туда.
- Закройте все горючие материалы, которые нельзя сдвинуть с места. Если вы не можете переместить их все с рабочего места, накройте их негорючими материалами, такими как металлическая пленка или асбестовая занавеска.
- Накройте и намочите горючий пол. Если напольный материал сам по себе горючий, накройте его металлической пленкой или асбестовыми материалами.
- соблюдайте все надлежащие процедуры при работе с материалами, которые содержат или содержат легковоспламеняющиеся жидкости. Это включает в себя изоляцию, гашение, продувку и инвертирование.Непосредственно перед сваркой MIG проверьте материалы, чтобы убедиться в отсутствии горючих паров. Подумайте о том, чтобы заполнить привариваемый контейнер / резервуар водой на расстоянии нескольких дюймов от рабочей зоны в качестве дополнительной меры предосторожности.
- Защитить шланги. Держите шланги на безопасном расстоянии от любого оборудования.
- Зафиксировать все цилиндры. Транспортируйте их только с установленными крышками.
- Убедитесь, что все электрическое оборудование установлено правильно. Соблюдайте все рекомендуемые пределы нагрузки цепи с рекомендуемой защитой цепи.
- Перед использованием размотать все шланги. Шланги вашего оборудования должны быть размотаны и расположены на безопасном расстоянии от технологического процесса.
- Защитите сварочные провода. Накройте или подвесьте провода, чтобы предотвратить повреждение.
- Храните кислород и ацетилен в разных местах. Разделите газы на расстоянии не менее 20 футов или пятифутовым брандмауэром, рассчитанным на полчаса.
- При необходимости установить пожарную охрану. Если сомневаетесь, всегда проявляйте осторожность.
- Убедитесь, что огнетушитель легко доступен.Последнее, что вам нужно делать в случае пожара, – это копаться в поисках чего-нибудь, чтобы его потушить.
- Убедитесь, что между вами и другими сварщиками достаточно места. Вы не хотите оказаться на пути искр от другого оператора.
- Еще раз проверьте все соединения на вашей установке. Перед началом работы все муфты и фитинги должны быть плотно прижаты.
- Проверяйте все свое оборудование перед каждым использованием. Этот шаг очень важен, чтобы гарантировать, что вы не закончите работу с неправильно настроенной буровой установкой.
- Храните все газовые баллоны в вертикальном положении. Конец клапана должен быть направлен вверх, а не в сторону или к полу.
- Пользоваться средствами защиты глаз. На травмы глаз приходится примерно 25% всех травм, связанных со сваркой и плазменной резкой, и они, по сути, являются наиболее распространенными среди сварщиков. Особому риску подвержены те, кто производит промышленное / торговое оборудование, компьютерные материалы и металлические изделия. Надевайте защитные очки или защитные очки с боковым щитком, соответствующим ANSI Z87.1 всегда под шлемом.
- Найдите лучший заземляющий зажим, который вы можете найти. Хороший заземляющий зажим будет иметь медные точки контакта на губках, а также шунт.
- Используйте хороший спрей для защиты от брызг. Если вы работаете в месте с соблюдением правил, вам, вероятно, потребуется приобрести утвержденный спрей для защиты от брызг. Однако, если вы работаете сварщиком-любителем или работаете у независимого подрядчика со своим собственным бизнесом, вы можете обойтись кулинарным спреем PAM, который менее опасен для здоровья и дешевле.
- Держите запасной вкладыш под рукой. Замените лайнер до того, как он достигнет точки, в которой проволока не сможет пройти должным образом.
- Используйте правильные цепи тока и предохранители в том месте, где вы подключаете свою установку. Убедитесь, что проводка достаточна для безопасного отвода тока.
- Используйте достаточный расход защитного газа. Средняя скорость потока составляет около 20 кубических футов в час. Однако, поскольку калибровка всех расходомеров будет отличаться, вам может потребоваться больше или меньше.
- Убедитесь, что у вас правильная вентиляция. Несоблюдение этого правила может убить вас.
- Носить длинные рукава. Короткие рукава не рекомендуются.
- Надеть респиратор. Ношение одного не делает вас слабаком. Респираторы защитят вас от вредных газов, которые используются в процессе сварки TIG.
- Практикуйтесь часто. Проведите испытания металлолома, чтобы убедиться, что ваши настройки и техника дадут желаемые результаты.
- Обратный шов для предотвращения деформации тонкого листового металла.Приварите несколько дюймов в начале, в середине и в конце и повторяйте, пока не будет сварен весь шов. Этот метод может помочь предотвратить чрезмерное коробление при попытке сварить непрерывный длинный шов.
- Убедитесь, что ваша установка издает правильные звуки. При плазменной резке на короткое замыкание говорится «услышать жареный бекон». По возможности стремитесь к более плавному звучанию. При сварке алюминия методом MIG вам нужно услышать гудящий звук, а не треск и треск.
- Убедитесь, что ваши сварные поверхности чистые.Грязь, ржавчина, масло и жир повлияют на качество сварного шва.
- Следите за перчатками. Они могут быть дорогими, поэтому, когда они станут жесткими и неподатливыми, обращайтесь с ними, как с парой охотничьих ботинок, со смазкой для ботинок и феном.
- Используйте тонкую перчатку на руке, на которой подается наполнитель. Некоторые сварщики рекомендуют использовать перчатки для механиков или перчатки для сварки TIG из козьей кожи.
- Используйте вольфрам наименьшего размера для выполнения поставленной задачи. Использование слишком большого электрода может привести к возникновению нестабильной дуги и загрязнению сварного шва.В худшем случае возникнет дуга внутри чашки и наружу в сторону вольфрама, что приведет к разрушению тонких краев и потенциальной потере дорогостоящих деталей.
- При работе с алюминием в качестве сварочного аппарата TIG используйте умеренное количество горелочного газа. В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете его поддерживать.
- Рассмотрите возможность использования для защиты других газов, кроме аргона. Хотя аргон на сегодняшний день является наиболее распространенным и универсальным защитным газом, используемым при сварке TIG, вы получите лучшие результаты при использовании смеси гелия / аргона в определенных обстоятельствах.
- Использование Смесь гелия и аргона пятьдесят на пятьдесят для толстого алюминия и магния позволяет.
- Для толстых алюминиевых отливок используйте гелий и аргон в соотношении 3: 1. Соотношение гелия и аргона 3: 1 быстро образует лужи и обеспечивает более чистый сварной шов, чем 100-процентный аргон.
- Убедитесь, что в любом проекте есть вентиляционное отверстие, которое в конечном итоге будет герметичным. Если вы этого не сделаете, воздух внутри нагреется и унесет защитный газ. В некоторых случаях он может взорваться в конце сварного шва и испортить вашу работу.
- Перед началом работы убедитесь в надежном заземлении. Поражение электрическим током может привести к серьезным травмам или смерти.
- Не держите в каждой руке по два оголенных провода. Электрический ток может пройти через провода и оператора, что может привести к смертельному поражению электрическим током.
- Не прикасайтесь руками к электроду и металлическим частям электрода кожей или одеждой.
- Изолируйте себя от рабочей зоны и земли.
- Всегда надевайте сухие перчатки в хорошем состоянии.
- Сохраняйте сухую изоляцию между вашим телом, объектом и землей.
- Используйте промышленную систему вентиляции при использовании сварочного аппарата в закрытых помещениях для коммерческих целей. Для любителей позаботьтесь о достаточной вентиляции с открытыми окнами и вентиляторами.
- По возможности используйте вытяжной колпак. Вытяжные колпаки удаляют газы, если они выходят из рабочей зоны, чтобы ограничить воздействие.
- Носите соответствующие СИЗ (средства индивидуальной защиты). Это убережет от ожогов и воздействия дуговых лучей.
- Избегайте свернутых рукавов или манжет брюк при работе сварщиком TIG. Искры или горячий металл могут попасть в складки и прожечь кожу насквозь.
- Используйте надежные средства защиты органов слуха. Это поможет сохранить ваш слух при работе в шумной обстановке и предотвратит попадание мусора в слуховой проход.
Что нельзя делать в сварочном аппарате
- Не допускайте перегрузки электрической цепи при использовании сварочного аппарата MIG. Это может создать опасность пожара.
- Не работайте в закрытом помещении. Вы можете убить себя от вдыхания опасных газов.
- Не работайте на сварочном аппарате без достаточных средств защиты глаз. Хотя большинство травм глаз временные, вы можете навсегда ослепнуть.
- Не используйте дешевые зажимы заземления, если это возможно. Использование дешевых зажимов увеличит время пуска и не обеспечит хорошее заземление.
- Не используйте в коммерческих целях ничего, кроме одобренного спрея для защиты от брызг.
- Не эксплуатируйте буровую установку с забитым хвостовиком. Работа с засоренным лайнером может привести к плохой подаче проволоки, возникновению гнезд птиц и ожогам спины.
- При сварке запрещается носить одежду с короткими рукавами или одежду с манжетами. Вы можете получить ожоги от искр или горячего металла.
- Не допускайте контакта рук с острыми краями при открытии банок с электродами.
- Не работайте в зоне с горючими материалами.
- Не работайте в местах, где искры могут выходить из трещин в стенах или окнах и контактировать с горючими материалами снаружи.
- Не работайте с легковоспламеняющимися жидкостями или газами в этом районе. Одна искра может вызвать огромный взрыв.
- Не начинайте проект, если пол грязный. Пыль и мусор – отличное средство для разжигания огня.
- Запрещается сваривать контейнер, который содержал или в настоящее время содержит легковоспламеняющиеся материалы, без соблюдения надлежащих процедур очистки.
- Не обращайте внимания на расположение шлангов. Держите их на безопасном расстоянии от любых механизмов и источников тепла.
- Не работайте со спиральными шлангами. Засорение может привести к разрыву шлангов и травмам.
- Не перевозите баллоны без установленных крышек.
- Не храните баллоны боком или вверх дном. Клапаны с крышками всегда должны быть обращены вертикально.
- Не превышайте предельные нагрузки для электрических цепей. Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
- Не допускайте контакта проводов со сварочной поверхностью.Держите их накрытыми или подвешенными, чтобы не повредить.
- Не храните баллоны с кислородом и ацетиленом в одном месте. Разнесите их на расстоянии не менее 20 футов.
- Не начинайте работу без огнетушителя. Ваш успех в предотвращении возгорания зависит от того, насколько быстро вы сможете его потушить.
- Не используйте ярлыки. Быстрые пути приводят к длительным (и, возможно, опасным) задержкам.
- Не работайте в непосредственной близости от других сварщиков.Между вами и другими должно быть достаточно места, чтобы избежать травм.
- Не начинайте работу, пока не перепроверете все свои соединения и муфты. Перед началом работы следует позаботиться о любых ослабленных соединениях.
- Не используйте аппарат для сварки TIG, не убедившись, что все правильно настроено.
- Не используйте оборудование, рассчитанное на более высокий ток, чем рассчитаны на схему и предохранитель.
- Не экономьте на деталях для сварщика.Покупайте качественные запчасти и аксессуары у проверенного продавца.
- Не используйте сварочный аппарат без респиратора. Вдыхание газов, образующихся в процессе сварки, может нанести вред вашему здоровью.
- Не пытайтесь использовать сварщика без соответствующей подготовки. Если вы не знаете, что делаете, вы можете травмировать себя и других.
- Не продолжайте работу со своей установкой, если она звучит неправильно. Как MIG, так и TIG методы сварки подавляют определенные звуки при работе с разными металлами.
- Не используйте рваные или жесткие сварочные перчатки. Сделайте их эластичными с помощью смазки для ботинок.
- Не надевайте перчатки механика на руки, которые подают наполнитель. Их может быть трудно снять, если они станут слишком горячими для ношения.
- Не используйте вольфрам большего размера, чем необходимо для выполнения работы. Использование слишком больших электродов приведет к загрязнению сварного шва и может привести к возникновению нестабильной дуги.
- Не используйте слишком много защитного газа. У каждого типа металла есть своя заданная норма расхода газа для горелки.
- Не используйте не рекомендованные газовые смеси. Это могло вызвать серьезные проблемы.
- Не приваривайте проект, который будет герметичным на конце, не оставив небольшого вентиляционного отверстия. В противном случае это может закончиться потерей защитного газа или выдуванием сварного шва.
- Не эксплуатируйте буровую установку без надежного заземления. Поражение электрическим током может стать причиной травм или смерти.
- Не держите две оголенные проволоки в каждой руке при использовании сварочного аппарата TIG. Это может привести к тому, что ваше тело станет проводником тока между проводами.
- Не допускайте контакта электрода с кожей или одеждой, чтобы избежать ожогов.
- Не надевайте мокрые перчатки или перчатки, которые изнашиваются или рвутся.
- Запрещается использовать сварочный аппарат на влажной изоляции.
- Не выполняйте сварку без надлежащих средств защиты органов слуха. Это поможет предотвратить повреждение из-за шума окружающей среды, а также предотвратить попадание мусора в слуховой проход.
- Не выполняйте сварку без использования одобренных средств индивидуальной защиты. Это подвергает вас повышенному риску ожогов и травм.
- Не используйте 100-процентный аргон для сварки толстых алюминиевых отливок. Если вы это сделаете, ваш сварной шов может иметь дефекты.
- Не работайте на сварочном аппарате без рекомендованных защитных газов. Всегда следуйте рекомендациям производителя.