Как варить трубы электросваркой | Сварка своими руками
Доброе время суток, уважаемый блог по сварке своими руками. Помогите разобраться с таким вопросом: я много лет работаю в жилищно-эксплуатационном управлении и свариваю трубы ацетиленовой горелкой, электросваркой давно не работал, уже и забыл, что значит варить электрододержателем.
Проблема следующая, как варить электросваркой? Хочу решить для себя стоит браться или нет.
Проблема ваша решаема. Только приобретите для начала «инструмент» — аппарат для сварки, как грамотно это сделать читайте в статье «Рекомендации по выбору сварочного инвертора».
Прежде чем приступить к непосредственным работам по электросварке труб, потренируйтесь на каком-нибудь ненужном металле. Если возьметесь сразу за трубы, практически сто процентов, что прожжете их или шов получится негерметичным, или со шлаком будет беда и т.д. Такая нервотрепка никому не нужна, поэтому
советуем начинать учиться следующим образом:
• Возьмите образец из листовой стали 2…4 мм толщиной (можно больше). Установите силу тока на своем сварочном аппарате приблизительно в среднее положение. Торцом электрода держите дугу на листе, но самим электродом не двигайте. Точку нужно держать около 1 сек. (с приходом опыта вы научитесь сами определять этот временной промежуток). Приобретите молоток и металлическую щетку для удаления шлака. Удаляем шлаковый налет с наплавленного места. Шлак оторвется цельным куском, если правильно подобран ток и все верно сделано. Под коркой шлака должен находиться наплавленная горка металла. Если по форме она напоминает «шарик с ножкой» — силу тока нужно увеличить. Если же вместо наплавленного места прожег и брызги -естественно, ее нужно уменьшить. Если все параметры учтены, место точечной наварки по форме должно быть похоже на каплю воды, которая растекается по поверхности листа, таким образом, что ее края плавно переходят к основному металлу.
Установите силу тока на своем сварочном аппарате приблизительно в среднее положение. Торцом электрода держите дугу на листе, но самим электродом не двигайте. Точку нужно держать около 1 сек. (с приходом опыта вы научитесь сами определять этот временной промежуток). Приобретите молоток и металлическую щетку для удаления шлака. Удаляем шлаковый налет с наплавленного места. Шлак оторвется цельным куском, если правильно подобран ток и все верно сделано. Под коркой шлака должен находиться наплавленная горка металла. Если по форме она напоминает «шарик с ножкой» — силу тока нужно увеличить. Если же вместо наплавленного места прожег и брызги -естественно, ее нужно уменьшить. Если все параметры учтены, место точечной наварки по форме должно быть похоже на каплю воды, которая растекается по поверхности листа, таким образом, что ее края плавно переходят к основному металлу.
• Начали выходить отдельные капли – ведите ими прямую линию. Ставится одна капля, потом дуга отрывается, электрод сдвигается и ставится следующая. Они должны друг друга перекрывать наполовину. Все время сбивается шлак ( он будет удаляться целыми кусками). Если все сделано правильно – должен получиться качественный шов, состоящий из равномерных чешуек. К такому же результату нужно стремиться и на трубе, или другой детали.
Они должны друг друга перекрывать наполовину. Все время сбивается шлак ( он будет удаляться целыми кусками). Если все сделано правильно – должен получиться качественный шов, состоящий из равномерных чешуек. К такому же результату нужно стремиться и на трубе, или другой детали.
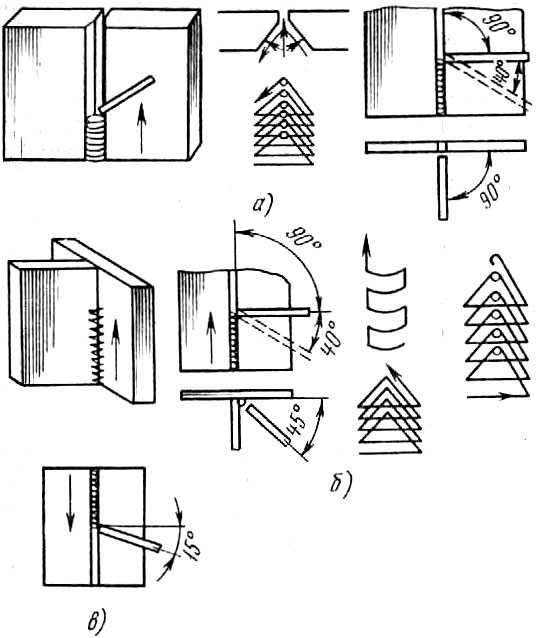
• Пробуйте, используя эту методику, получить стыковое соединение двух образцов листовой стали.
Между тонкими листами должен быть небольшой зазор, в толстых — снимаются фаски. Величина фасок и зазоров – это справочная информация, можете найти ее в соответствующих изданиях.
• Сварите из пластин уголок с углом 90 градусов. Если одна из пластинок толще, электрод направляют в ее сторону, сокращая угол.
Все та же техника, шов чешуйчатый, следующая точка наплывает на предыдущую, а торец электрода смотрит на уже выполненную часть шва.
Каждая точка ставится отдельно, не сваривайте шов одной дугой.
Шлак нужно удалять постоянно, контролируя сварочный шов по внешнему виду металла, на шлак не смотрим, не обращаем внимание. Кстати, говоря, он лучше убирается, когда остывший. Как только он станет черным, можно его сбивать. Часто шов выходит ровным, а шлаковые наросты, покрывающие его сверху, расположены как попало.
Кстати, говоря, он лучше убирается, когда остывший. Как только он станет черным, можно его сбивать. Часто шов выходит ровным, а шлаковые наросты, покрывающие его сверху, расположены как попало.
Если что-то не получится – можно срезать наплавленное болгаркой и наварить сверху по-новому.
• Сварка хорошо идет при хорошем освещении и удобном положении тела, когда локтями сварщик облокотился на стол или работы выполняются стоя, или сидя в удобном положении.
P.S. О технике сварки вы можете прочитать в умных книжках, но загвоздка состоит совсем в другом. Нужен опыт, чтобы его приобрести, нужно сжечь «несколько электродов», навскидку пол упаковки. Потому как невозможно научить по книге, как отрегулировать силу тока, чтобы перенос металла происходил капельно.
Повторимся, потому что это важно: шлак цвета соломы, более яркий по сравнению с металлом будет постоянно подниматься на поверхность ванны, но в можете об этом совершенно не беспокоиться.
Задача сварщика труб состоит в обеспечении герметичного провара, т. е нужно расплавить металл трубопровода на определенный размер (глубину) и заполнить образовавшееся углубление присадочным материалом электрода.
е нужно расплавить металл трубопровода на определенный размер (глубину) и заполнить образовавшееся углубление присадочным материалом электрода.
Разнотолщинные трубы или детали сваривают, контролируя время нахождения элетродного прутка на каждой стороне, путем «петляния» (от толстой стенки к тонкой, время нахождения на каждой смотрится визуально) или путем направления электрода в сторону более толстой стенки.
7 правил, как научиться варить электросваркой тонкий металл
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.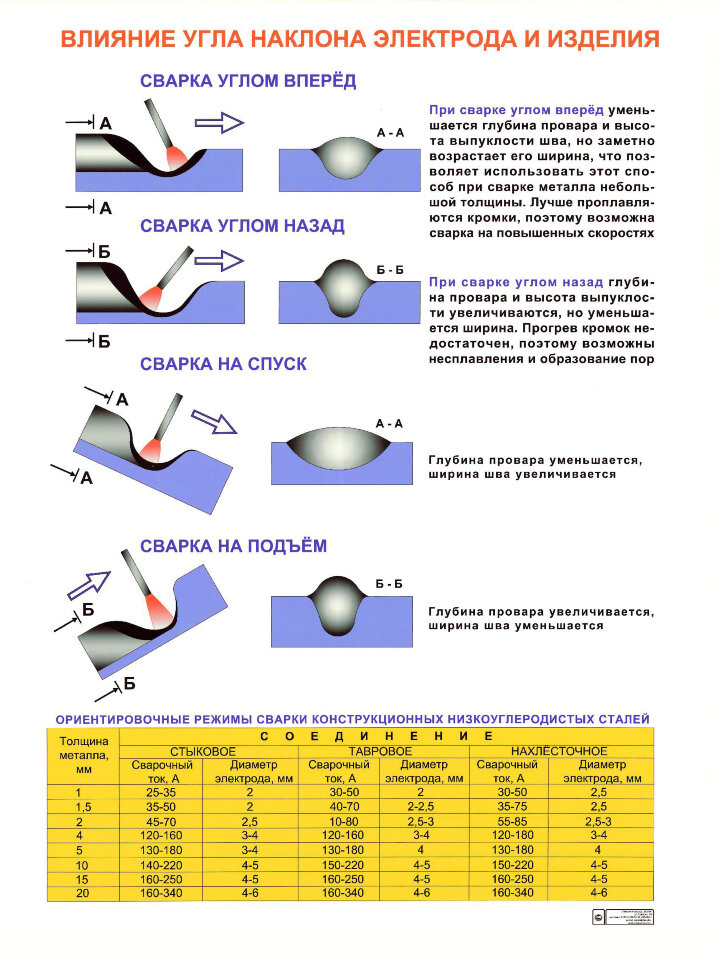
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус.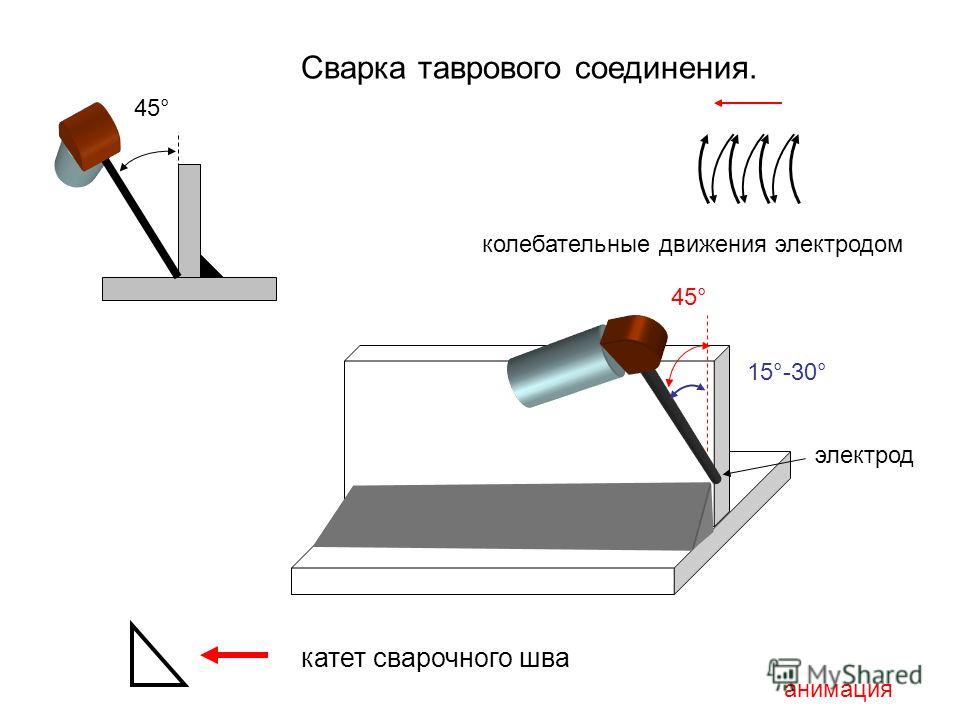 Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0. 2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
– углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
– углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
– прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита.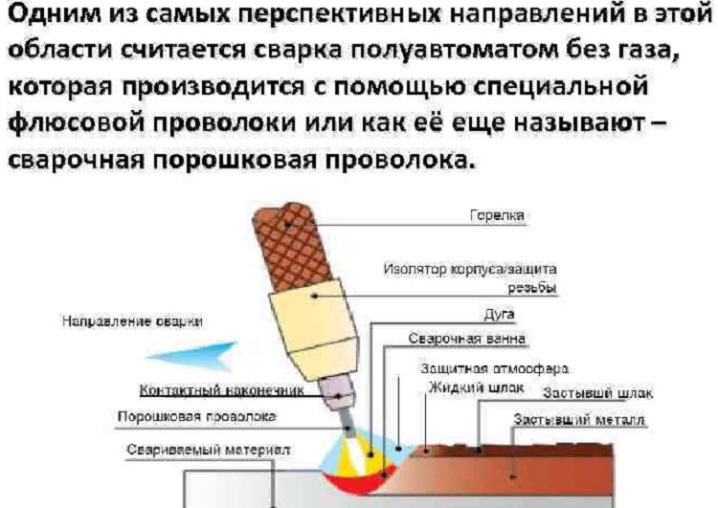 Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.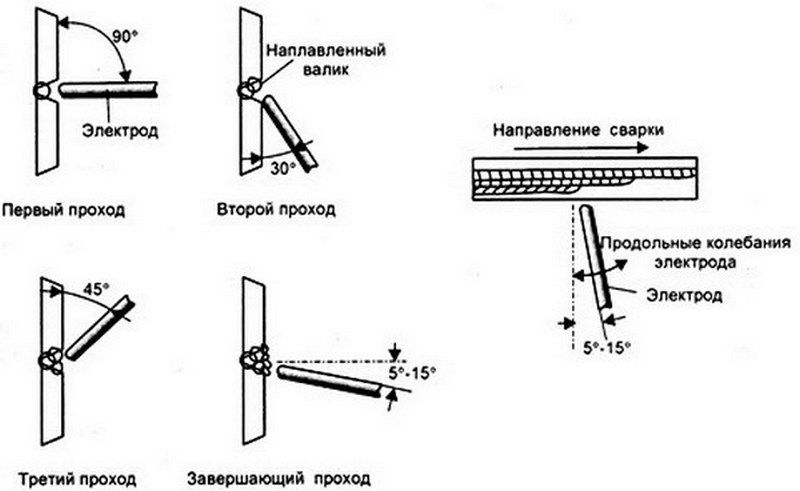
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Дуговая сварка «за» и «против»
Сварка — это процесс, который используется для соединения любых двух металлов. При дуговой сварке два металла соединяются вместе с помощью электрического тока. Электрический ток производит тепло, необходимое для сварки. Электрический ток проходит через сварочный аппарат MMA через горелку и электрод к заготовке. Дуга создается при температуре около 6000 градусов по Фаренгейту или более. Это расплавляет присадочный стержень и свариваемый металл, и образуется сварочная ванна. Вокруг сварного шва образуется флюс, который обеспечивает стабильность дуги и защищает от загрязнения сварного шва. Затем этот флюс удаляют с помощью проволочной щетки или отбойного молотка. Источником электроэнергии, используемым для этого, является переменный/постоянный ток.
Дуговая сварка используется в горнодобывающей промышленности, добыче нефти, газа, промышленности, бурении, добыче песка и гравия и т.
Существует четыре типа дуговой сварки:
- Сварка металла в защитных газах (SMAW) или Ручная дуговая сварка металла (MMW) , которая используется при ремонтно-строительных работах. Для этого требуется простое и минимальное оборудование и обучение оператора.
- Дуговая сварка металлическим газом (GMAW) , которая имеет высокую скорость, но менее универсальный процесс сварки.
- Дуговая сварка с флюсовой проволокой (FCAW) что дороже других. Он имеет более высокую скорость сварки, а также проплавление металла.


- Дуговая сварка под флюсом (SAW) , при которой дуга зажигается под покрывающим слоем флюса. При этом загрязняющие вещества в атмосфере блокируются потоком. Таким образом, качество дуги повышается при адаптации этого процесса.
Преимущества дуговой сварки:
Оборудование, используемое для сварки, не очень дорого и доступно каждому. Он также прост в использовании. Это делает его очень удобным для людей, которые хотят сваривать с помощью Дуговая сварка .
Вы, как правило, считаете сварочное оборудование громоздким и тяжелым. Оборудование, используемое для дуговой сварки, является портативным, поэтому его очень легко использовать в любом месте. Его можно взять с собой в любое место, а также он может находиться в замкнутом пространстве.
Нет необходимости в дополнительной газовой защите .
Причина, по которой он чаще всего используется, заключается в том, что он подходит для сварки большинства металлов и сплавов. Итак, вам не нужно заниматься разными видами сварки и можно обойтись Дуговая сварка .
Итак, вам не нужно заниматься разными видами сварки и можно обойтись Дуговая сварка .
Недостатки дуговой сварки:
При дуговой сварке необходимо часто заменять сварочный электрод. Таким образом, следует позаботиться о том, чтобы делать это всякий раз, когда это необходимо.
Скорость осаждения ниже, чем при непрерывном электродном процессе.
Необходимо удалить шлак из сварного шва.
При сварке получается очень яркая. Сварщик должен быть очень осторожным и носить защитные очки. Сварщик также должен носить защитное снаряжение, чтобы он был защищен от поражения электрическим током, ожогов и других проблем, которые могут возникнуть при сварке из-за высокой интенсивности тепла.
Сварка является важным процессом для соединения двух металлов, и дуговая сварка используется чаще всего из-за минимального используемого оборудования и минимальной подготовки человека. Таким образом, вы должны взвесить все за и против, прежде чем начинать дуговую сварку.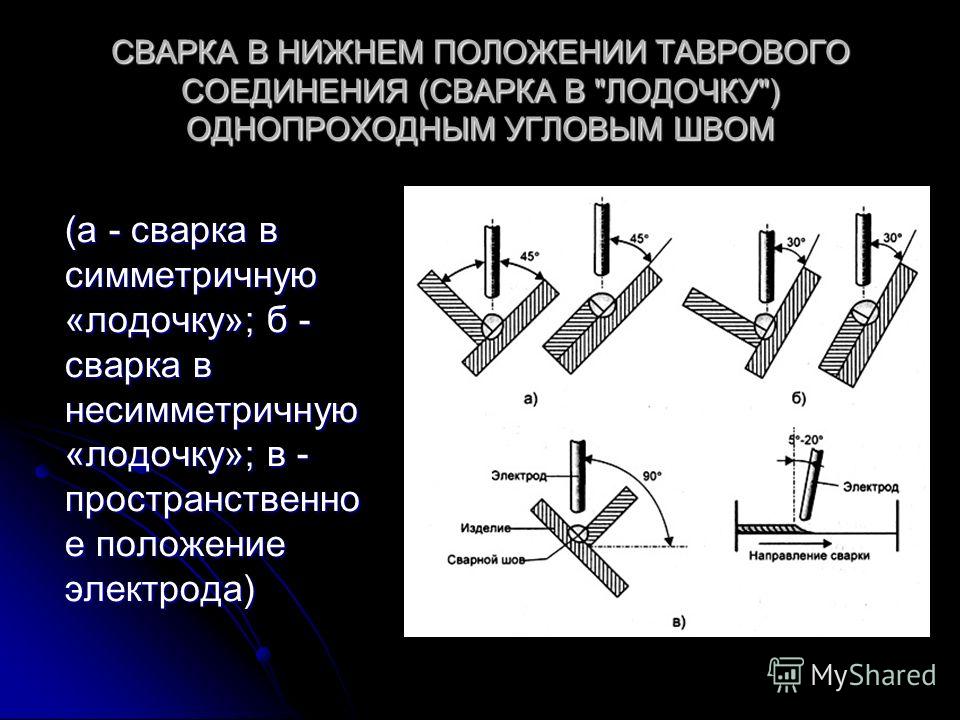 Поскольку обо всех недостатках можно позаботиться, а дуговая сварка является очень полезным и простым процессом сварки, люди должны использовать его для сварочных целей.
Поскольку обо всех недостатках можно позаботиться, а дуговая сварка является очень полезным и простым процессом сварки, люди должны использовать его для сварочных целей.
Что такое дуговая сварка порошковой проволокой (FCAW, также известная как сварка с двумя экранами)?
Дуговая сварка флюсовой проволокой (FCAW), также известная как сварка с двойным экраном, представляет собой полуавтоматический процесс дуговой сварки, аналогичный сварке металлическим активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
Этот процесс был впервые разработан в 1950-х годах как альтернатива ручной дуговой сварке металлическим электродом (ММА), которая также называется сваркой электродуговой сваркой. FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Она более производительна, чем сварка MAG.
Она более производительна, чем сварка MAG.
Как работает дуговая сварка под флюсом?
Дуговая сварка с флюсовой проволокой использует тепло, выделяемое электрической дугой, для плавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой расходуемой присадочной проволокой с трубчатым сердечником, при этом проволока и металлическая заготовка сплавляются вместе, образуя сварное соединение. Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления.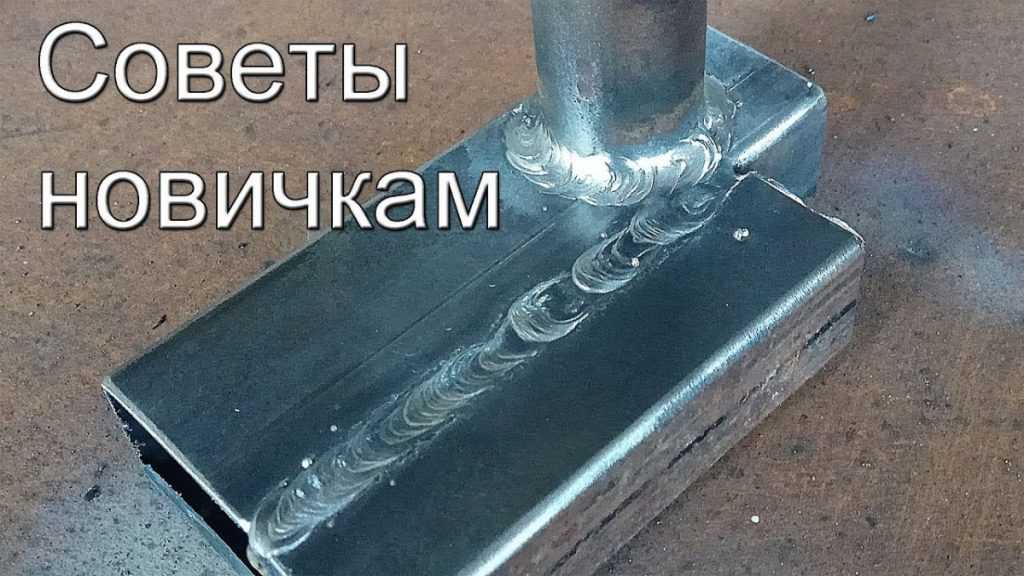 Металл шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка с двойным экраном, был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемыми защитными газами являются двуокись углерода или смеси аргона и двуокиси углерода. Наиболее часто используемая смесь состоит из 75% аргона и 25% углекислого газа. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки в неустановленном положении. Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Металл шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка с двойным экраном, был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемыми защитными газами являются двуокись углерода или смеси аргона и двуокиси углерода. Наиболее часто используемая смесь состоит из 75% аргона и 25% углекислого газа. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки в неустановленном положении. Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Второй вариант этого процесса не использует внешний защитный газ, а вместо этого полагается на защиту, обеспечиваемую самим порошковым электродом. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве. Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, выделяющие защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Какие металлы можно сваривать FCAW?
Дуговая сварка с флюсовой проволокой хорошо подходит для большинства углеродистых сталей, чугуна, нержавеющей стали и сплавов для наплавки/наплавки.
Однако цветные экзотические металлы, такие как алюминий, не могут быть сварены с помощью этого метода сварки.
Для получения дополнительной информации ознакомьтесь с нашими часто задаваемыми вопросами о том, как сваривать алюминий.
Каковы преимущества?
Метод сварки с флюсовым сердечником имеет ряд преимуществ по сравнению с другими методами. FCAW предпочтительнее сварки MAG для наружных работ, а также для соединения более толстых материалов. Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным. Этот процесс сварки также обеспечивает большую гибкость в отношении составов сплавов, чем MAG. Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва.
Дуговая сварка с флюсовой проволокой может выполняться во всех положениях, а также требует от операторов меньших навыков, чем MMA и MAG. Он также требует меньшей предварительной очистки металлов, чем другие процессы. Шансы на пористость также очень низки, если FCAW применяется правильно.
Шансы на пористость также очень низки, если FCAW применяется правильно.
Каковы недостатки/ограничения?
Этот процесс имеет несколько недостатков по сравнению с другими методами сварки, включая образование ядовитого дыма, из-за которого трудно увидеть сварочную ванну. FCAW производит больше дыма, чем другие процессы, такие как MMA или MAG.
Пористость также может быть проблемой, если газы из металла сварного шва не могут выйти наружу до того, как металл сварного шва затвердеет.
Электроды FCAW требуют более строгих правил обращения и хранения по сравнению с электродами из сплошной проволоки. Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.
Необходимо выбрать правильный присадочный металл, чтобы обеспечить требуемые механические свойства. Кроме того, необходимо обеспечить постоянную подачу проволоки, чтобы избежать связанных со сваркой проблем.
Другим недостатком является образование шлака, который необходимо удалять перед нанесением каждого последующего слоя.