Как варить сваркой электродами для начинающих
Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. В нашей статье Вы найдете подробное и пошаговое описание сути процесса и способов как самостоятельно начать сваривать будь то забор, гараж или теплица.
Содержание
- Азы электросварки
- Как происходит сварка плавящимся электродом
- Обозначениями типов сварки
- Что нужно для работы инвертором
- Как правильно сварить металл
- Движения электрода при сварке
- Положения при сварке
- Основные ошибки
- Советы начинающему сварщику
Азы электросварки
Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Какие же электроды применяют
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки.
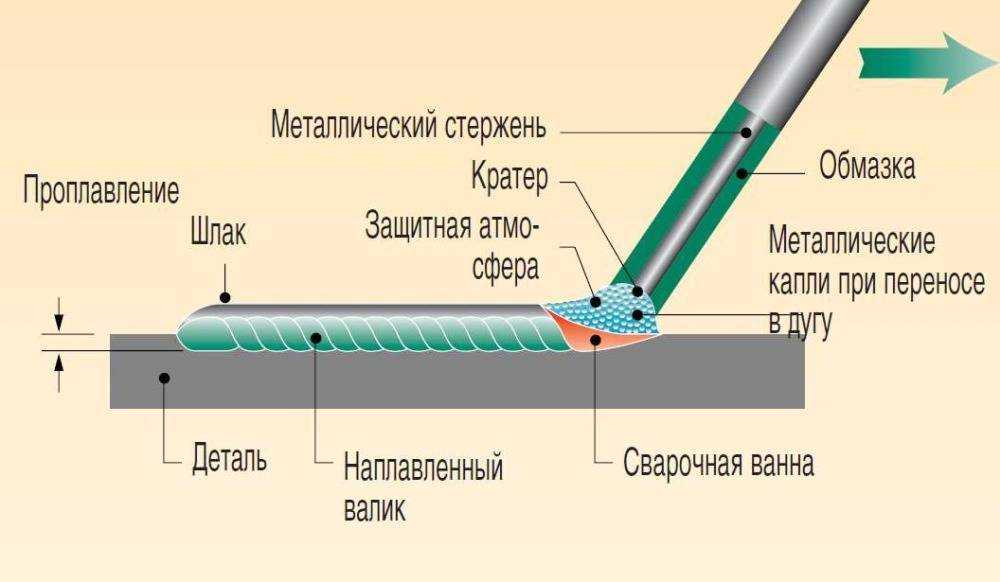
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это самый простой вид сварки, используемый как в промышленности, так и в быту.
MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.
TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Ручная дуговая электродами (MMA)
58.33%
В среде аргона неплавящимся электродом (TIG)
10.42%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
21.88%
Под слоем флюса
3.13%
Газовая
6.25%
Проголосовало: 96
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода.
Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке
Для получения качественного шва, крайне важно какими будет траектория движения.
Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка.
 При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны. - Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
 При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.Положения при сварке
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.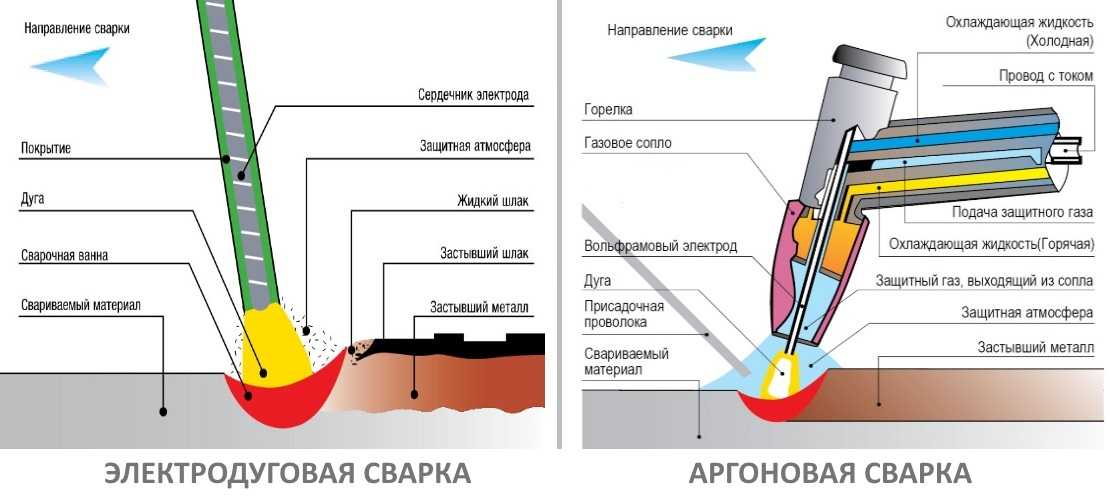
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика.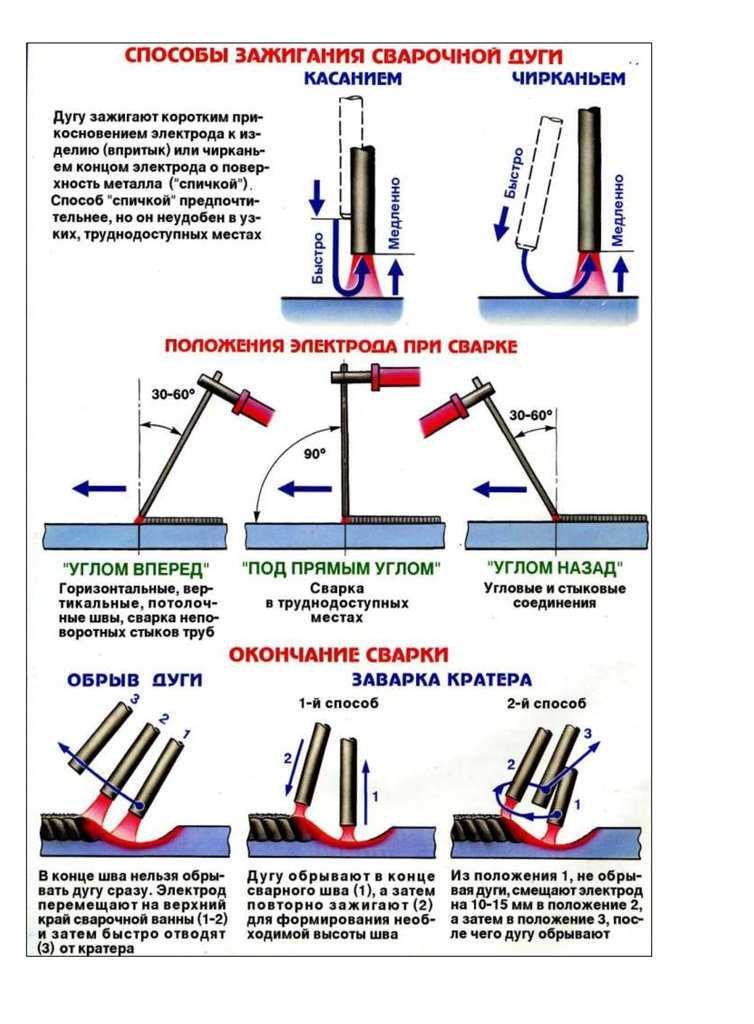 Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки
Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.
Советы начинающему сварщику
- Перед началом выполнения работы провести подготовку.
- Не забывайте произвести очистку свариваемых элементов от грязи и ржавчины, масла, краски, пыли.
- Работы можно проводить только в защитном снаряжении (маска, спецодежда, спецобувь), в противном случае, весьма вероятны травмы при работе.
- Подбираем электроды для каждого материала индивидуально. Не варим все подряд уонями.
- Электроды просушиваем (иногда можно прогреть резаком, но лучше как положено в печи).
- Особое внимание уделите выбору режима.
Вот мы и ответили на вопрос как варить металл. Если у вас еще остались какие-либо вопросы о сварке в общем, или о том, как сделать конкретную металлоконструкцию, будем рады видеть вас на нашем сайте mrmetall.ru вы всегда получите интересующие ответы, а еще откроете для себя что-то новое, полезное и интересное в мире сварки.
Если у вас еще остались какие-либо вопросы о сварке в общем, или о том, как сделать конкретную металлоконструкцию, будем рады видеть вас на нашем сайте mrmetall.ru вы всегда получите интересующие ответы, а еще откроете для себя что-то новое, полезное и интересное в мире сварки.
Сварка нержавейки электродом для начинающих
Содержание статьи:
Сварка нержавейки электродом для начинающихУже более века человек использует нержавейку для собственных нужд. Эта прочная и неподдающаяся коррозии сталь применяется практически повсеместно, начиная от крепежа и заканчивая промышленностью.
Незаменима нержавеющая сталь и в быту. Однако чтобы починить какую-либо вещь из неё понадобится дуговая сварка и электроды определённого типа. Также, при сваривании нержавейки у многих начинающих сварщиков возникают трудности.
Про особенности сварки нержавеющей стали электродом мы и поговорим в этой статье.
Что представляет собой сварка электродом?
Ручная дуговая сварка электродом — это процесс, при котором плавится электрод, расплавляя собой металл. В процессе горения электрода сгорает и его обмазка, которая образует в процессе сгорания газозащитную среду, защищающую расплавленный металл от кислорода.
В процессе горения электрода сгорает и его обмазка, которая образует в процессе сгорания газозащитную среду, защищающую расплавленный металл от кислорода.
Электрод не только плавит металл, но и служит в качестве присадочного материала, когда основного металла явно недостаточно для заполнения сварочной ванны. Подобная технология сварки именуется как ММА (Manual Metal Arc).
Какими электродами варить нержавейку
Для сварки нержавейки существуют два типа электродом, с основным и рутиловым покрытием. Новичкам, безусловно, проще и легче будет варить нержавеющую сталь электродами с рутиловой обмазкой, такими как ESAB OK 46.00 и Lincoln Electric Omnia 46.
Что же касается электродов с основным покрытием, то для сварки нержавейки применяются электроды следующих марок: ESAB FILARC 88S, СЭЗ ЗИО-8, СЭЗ ЦТ-15. Варить нержавейку инвертором можно во всех пространственных положениях, однако вертикальные швы поддаются лишь опытным сварщикам.
Сварка нержавейки электродом для начинающих
Перед тем как приступать к сварке нержавеющей стали электродом, изделия нужно тщательным образом подготовить к работе. Их поверхность должна быть очищена в зоне сварки от любых загрязнений. Кромки металла перед свариванием рекомендуется обезжирить, используя для этих целей бензин, либо ацетон.
Их поверхность должна быть очищена в зоне сварки от любых загрязнений. Кромки металла перед свариванием рекомендуется обезжирить, используя для этих целей бензин, либо ацетон.
Чтобы брызги расплавленного металла не прилипали к нержавейке, околошовную зону сварки нужно обработать специальным средством. Чтобы обеспечить оптимальную усадку, свариваемые изделия нужно располагать с небольшим зазором друг к другу.
Основные правила сварки нержавейки:
- Сварка нержавеющей стали инвертором осуществляется на обратной полярности. При выполнении сварочных работ необходимо стараться меньше проплавлять сварной шов;
- Для сварки нужно использовать тонкие электроды;
- При сварке нержавейки ток на сварочном инверторе должен быть выставлен на 20% ниже, чем при сварке любых низколегированных сталей. Для бытового инвертора вполне хватит тока в диапазоне 60-160 А.
Во время сварки нержавейки очень важно уметь отводить тепло после образования сварочного шва. Для охлаждения и предупреждений деформаций используют медные подкладки, и только при сварке аустенитной стали допускается охлаждение металла водой.
Для охлаждения и предупреждений деформаций используют медные подкладки, и только при сварке аустенитной стали допускается охлаждение металла водой.
Поделиться в соцсетях
РУКОВОДСТВО ДЛЯ НАЧИНАЮЩИХ ПО FORNEY EASY WELD 100 ST
Для Forney Easy Weld 100 ST требуется входное напряжение 120 В, а выходной ток составляет 90 А. Он поставляется с электрододержателем и зажимом заземления. Убедитесь, что зажим заземления прикреплен к металлическому рабочему столу или к металлу, с которым вы хотите работать. Держатель электрода предназначен для удержания электрода на месте и позволяет легко заменить электрод.
Forney Easy Weld 100 ST может выполнять сварку Stick и TIG сварки . Сварка электродом – это процесс дуговой сварки, в котором для наплавки валика используется плавящийся электрод. Сварка вольфрамовым электродом в среде инертного газа (TIG) используется вольфрамовый электрод и инертный газ, такой как аргон. Использование присадочного металла не является обязательным.
Использование присадочного металла не является обязательным.
Сварка ВИГ
Для сварки ВИГ на этом аппарате необходимо использовать инертный защитный газ, такой как 100% аргон. Вам понадобится горелка TIG размера 9 или 12 с разъемом Dinse 25 мм. Они не поставляются с машиной и могут быть приобретены отдельно.
Сварка электродом
Для сварки электродом очень важно правильно выбрать электрод для типа материала, с которым вы работаете. Мы рекомендуем электрод Forney E6013. Его легко бить, и он хорошо работает с большинством сталей. Попробуйте начать с диаметра 3/32 дюйма и установите машину на 50-70 ампер.
Ударьте по электроду, чтобы начать. Вы можете сделать это с помощью крана или ударного старта.
Расположитесь поудобнее
Во время сварки вам нужно принять очень удобное положение тела. Наклонитесь над заготовкой, упритесь опорной рукой и очень внимательно контролируйте движение электрода. Не держите электрод в воздухе, чтобы он не раскачивался, вы хотите поддерживать свой вес и контролировать ситуацию.
Контролируйте скорость
Не забывайте контролировать скорость сварки. Думайте об этом, как о контроле скорости во время вождения. Далее обратите внимание на вылет. Вылет — это расстояние между металлом и концом электрода. Это похоже на контроль дистанции до впереди идущей машины. Наконец, сосредоточьтесь на пути. Вам нужен хороший и равномерный сварной шов, похожий на то, когда вы едете по своей полосе движения.
Практика делает совершенным
Сварка требует практики! Если вы контролируете и контролируете все свои переменные, это становится второй натурой. Не забудьте зачистить шов шлаковым молотком и проволочной щеткой.
100 ST — это мощный небольшой аппарат, который идеально подходит для основных задач сварки TIG и Stick. Он идеально подходит для самодельщиков или любителей наряду с техническим обслуживанием и ремонтом.
На данную машину распространяется гарантия 1 год.
Ищете отзывы? Посетите нашу страницу на Amazon или посетите эти онлайн-источники:
pickwelder. com
com
120studio.com
Чтобы узнать больше о 100 ST и увидеть его в действии, посмотрите наши видеоролики:
Сварка TIG с Forney Easy Weld 100 ST
Сварка электродами с помощью Forney Easy Weld 100 ST
Различия в электродуговой сварке (7018 и 6013)
Сварка стержнем — это абсолютный вид искусства, на освоение которого уходят годы. Как и любой вид искусства, сварка стержнем включает в себя различные методы и оборудование, которые необходимо изучить, прежде чем приступать к какой-либо профессиональной работе. В этой статье основное внимание будет уделено двум наиболее распространенным сварочным стержням, используемым в мире профессиональной сварки, 6013 и 7018.
Как и любой вид искусства, сварка стержнем включает в себя различные методы и оборудование, которые необходимо изучить, прежде чем приступать к какой-либо профессиональной работе. В этой статье основное внимание будет уделено двум наиболее распространенным сварочным стержням, используемым в мире профессиональной сварки, 6013 и 7018.
Для получения дополнительной информации о сварке прочтите наше руководство по сварке для начинающих, в котором рассматриваются различные методы сварки, материалы, сварочные инструменты и оборудование.
6013 и 7018 Характеристики сварочного электрода
Итак, что означают цифры на электродах? Буквы и цифры на сварочном стержне обозначают характеристики и то, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. Первый и второй наборы напечатанных цифр на сварочной палке означают разные характеристики, которые определяют тип применения, используемого электродами.
Как только вы узнаете разницу между этими номерами, заказать то, что вам нужно, не составит труда. Следуйте нашему простому руководству, чтобы наклеить номера сварочных электродов, чтобы сделать это проще.
Следуйте нашему простому руководству, чтобы наклеить номера сварочных электродов, чтобы сделать это проще.
Первые два номера сварочных палочек
Наиболее распространенные электродные стержни начинаются с 60 или 70. Эти цифры соответствуют тому, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. Итак, что означают 60 в e6018 и 70 в e7018? 60 означает 60 000 фунтов, а 70 — 70 000 фунтов. Таким образом, во многих случаях сварной шов прочнее сплавляемых материалов.При сварке для простого домашнего объекта вам, скорее всего, понадобится электрод с меньшим номером. Но если вы свариваете металл для крупномасштабного проекта, например, на стройке, вам может потребоваться электрод с более высоким номером.
Последние две цифры
Как только вы узнаете, сколько KSI вам нужно, вы можете посмотреть на второй набор цифр, соответствующий флюсовому покрытию стержня.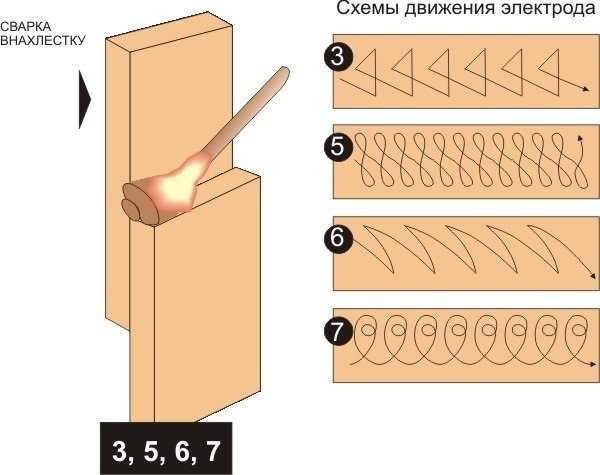 Более высокие числа означают, что стержень имеет большее покрытие. У стержня 7018 больше покрытия, а у стержня 6013 меньше.
Более высокие числа означают, что стержень имеет большее покрытие. У стержня 7018 больше покрытия, а у стержня 6013 меньше.
Третье число
Помимо того, что оно является частью шкалы покрытия, третье число также обозначает одно из трех возможных положений электрода. Цифра 1 указывает на всепозиционный электрод, который является наиболее гибким. Цифра 2 означает плоскую или горизонтальную, а 4 означает плоскую, горизонтальную, вертикальную вниз и над головой.
Что означает буква «Е» на моем сварочном электроде?
Если на вашем сварочном электроде есть буква «Е», ее можно игнорировать. «Е» означает «электрод», другое название сварочного стержня. Нет никакой разницы между удилищами с буквой «Е» или без нее. Имеет значение только четырехзначное число.
6013 Сварочные стержни
Сварочные стержни Industrial 6013 используются для переменного и постоянного тока, где максимальная прочность на растяжение составляет 60 000 фунтов на квадратный дюйм.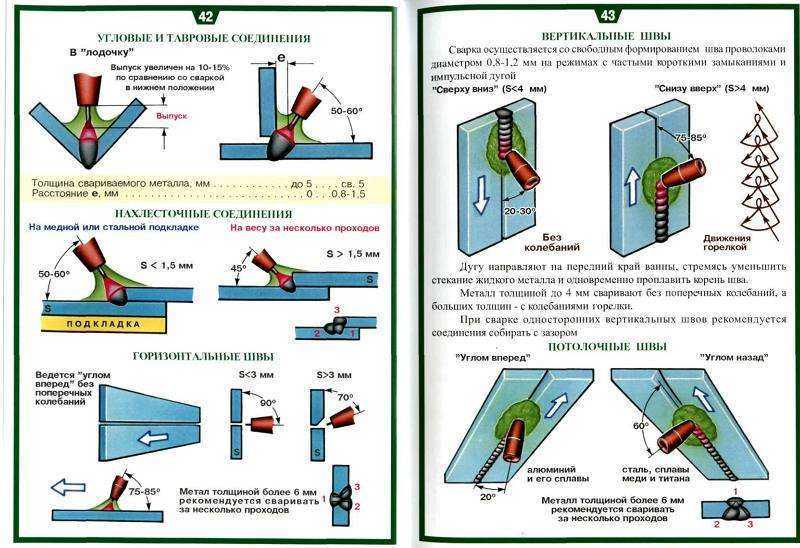 Электрод 6013 лучше всего использовать для легкого и среднего проплавления тонких или листовых металлических деталей. Электроды 6013 обычно используются в производстве корпусов грузовиков, металлической мебели, резервуаров для хранения, сельскохозяйственных приспособлений или там, где эстетика имеет решающее значение.
Электрод 6013 лучше всего использовать для легкого и среднего проплавления тонких или листовых металлических деталей. Электроды 6013 обычно используются в производстве корпусов грузовиков, металлической мебели, резервуаров для хранения, сельскохозяйственных приспособлений или там, где эстетика имеет решающее значение.
6013 Преимущества сварочной проволоки
Сварочные электроды 6013, изготовленные из низкоуглеродистой стали, обеспечивающей плавное проплавление дуги, отличаются исключительной универсальностью и могут работать во всех положениях на протяжении всей сварочной работы. Дуга, создаваемая сварочным стержнем 6013, обычно легко поддерживать с низкими потерями разбрызгивания. Сварочные стержни 6013 также имеют покрытие с высоким содержанием титана и калия. Это покрытие способствует более глубокому проплавлению, а прочности на растяжение в 60 000 фунтов на квадратный дюйм достаточно для выполнения большинства сварочных работ, выполняемых своими руками.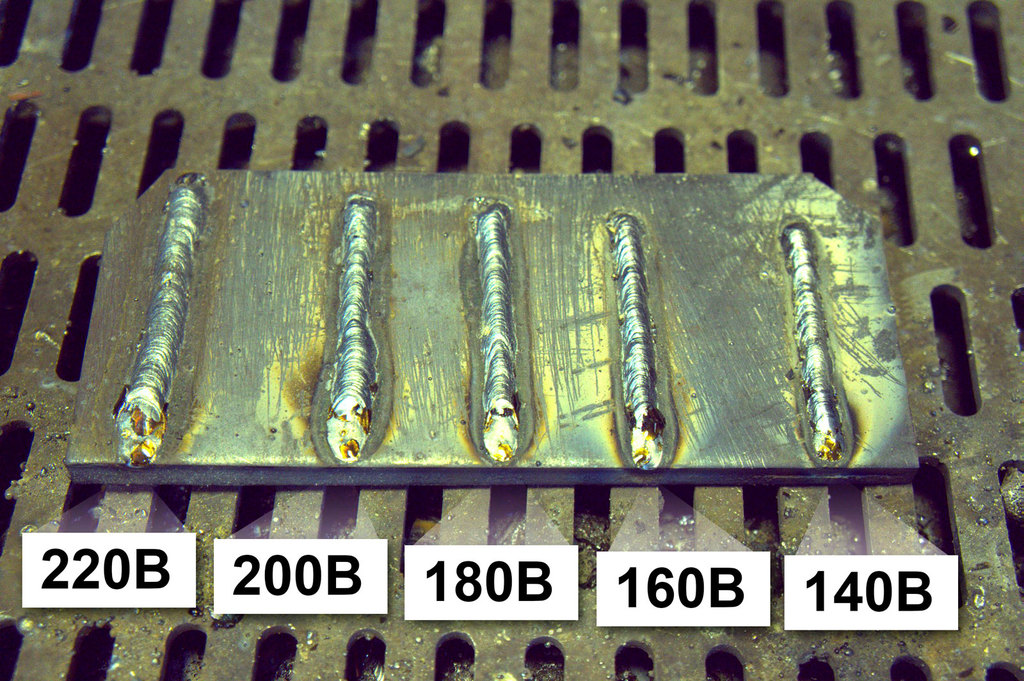
Преимущества
- Высококачественный сварной шов
- Идеально подходит для начинающих
- Работает во всех положениях
Недостатки
- Не такие прочные, как другие стержни
6013 Применение сварочной проволоки
Сварочные электроды 6013 подходят для работ с легким и средним проплавлением. Кроме того, они отлично подходят для сварки углеродистой стали и могут сваривать под любым углом. Некоторые из наиболее распространенных применений сварочных стержней 6013 включают:
- Листовой металл
- Судоремонт
- Транспортные средства
- Машины общего назначения
7018 Сварочные стержни
Сварочные электроды Premium 7018 предназначены для сварки низко-, средне- и высокоуглеродистых сталей, а также высокопрочных низколегированных сталей. Этот стержень даст вам разумный контроль над дугой и сведет к минимуму беспорядок после сварки. Сварочные палочки из сплава 7018 легко ударить, они вызывают небольшое разбрызгивание, создают плавный поток в ванне и легко отделяют шлак. Одним из наиболее значительных преимуществ сварочной проволоки 7018 является то, что сварку можно выполнять, удерживая электрод в любом положении. Сварочные палочки 7018 идеально подходят для высокопрочных конструкций из низколегированной стали, а также для низко-, средне- и высокоуглеродистых сталей.
Этот стержень даст вам разумный контроль над дугой и сведет к минимуму беспорядок после сварки. Сварочные палочки из сплава 7018 легко ударить, они вызывают небольшое разбрызгивание, создают плавный поток в ванне и легко отделяют шлак. Одним из наиболее значительных преимуществ сварочной проволоки 7018 является то, что сварку можно выполнять, удерживая электрод в любом положении. Сварочные палочки 7018 идеально подходят для высокопрочных конструкций из низколегированной стали, а также для низко-, средне- и высокоуглеродистых сталей.
7018 Преимущества сварочной проволоки
Сварочные стержни из углеродистой стали используются для сварки конструкций и общего назначения, требующих дополнительной полировки или высоких температур плавления. Сварочные электроды 7018 можно использовать во всех положениях при использовании источников питания как переменного, так и постоянного тока. Покрытие сварочного электрода 7018 из железа с низким содержанием водорода делает его устойчивым к растрескиванию и защищает сварочный луч от кислорода и влаги, что позволяет ему хорошо работать при отрицательных температурах.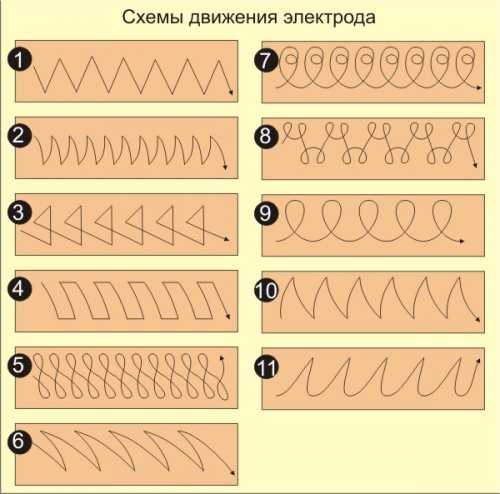
Преимущества
- Высокая стабильность
- Без брызг
- Пониженный уровень шума
- Хорошо работает при отрицательных температурах
Недостатки
- Минимальное проникновение
7018 Применение сварочной проволоки
Стержни для сварки электродов 7018 отлично подходят для сварки углеродистой стали и идеально подходят для структурных применений и работ в сфере розничной сварки. Общие области применения сварочного стержня 7018 включают:
- Мосты
- Военные суда
- Электростанции
- Рабочая среда с отрицательными температурами
- Трубопроводы
- Стальные конструкции
6013 или 7018 Сварочные палочки — что выбрать?
Тип сварочного электрода, который вы выберете, будет зависеть от вашего применения и опыта.