[простыми словами о сварке] какие электроды лучше, а какими легче варить?
содержание видео
Рейтинг: 4; Голоса: 2
В этом видео я расскажу не много информации о электродах: какие из присутствующих лучше, какими легче варить, и какие вообще стоит покупать начинающим сварщикам! Николай: Не показал нам электроды мр- 3 АРСЕНАЛ, мне как не профессионалу кажется они достойны быть увиденными и Лосиноостровский мр-3 далеко не самые худшие. Если учесть цена- качество и распространённость, то эти электроды великолепные Может мое мне ошибочное, не спорю. Благодарю
Дата: 2020-11-18
← Простыми словами начинающим сварщикам! Какой сварочный аппарат лучше выбрать!
[простыми словами о резаке] как правильно зажигать резак, и как его зажигают все! →
Похожие видео
Больше НИКАКОГО ХЛЕБА в рыбных котлетах! Удивительный рецепт нежных котлет!
• Татьяна огородница
Нейросеть СБЕРА нарисовала известных политиков! УГОРАЕМ вместе.
• Азбука Рисования
Посадка саженцев гортензии весной- все тонкости!
• Сад и Огород – Своими руками
Этого я вам еще не рассказывала! Открываю секреты про рассаду в самокрутках!
• Татьяна огородница
Я от них в восторге! Новинки этого сезона. Во что я сею рассаду в этом году
• Во саду ли в огороде
Рассада гибнет! Что делать и в чем причина
• Во саду ли в огороде
Комментарии и отзывы: 9
Роман
Роман, спасибо за ваши видеоуроки! Благодаря им начал получать удовольствие от сварки. Сегодня прикупил электроды разных марок – ОК46, УОНИ 13/55 от ESAB и NITTETSU-16W 2, 6мм. – буду учиться ими варить. До этого работал Монолитом R. Скажите, надо ли прокаливать NITTETSU (аналог LB) и если да, то при каких условиях? Роман, в чем разница работы прокаленных и нет электродов, как это влияет на работу? – часто, просто, некогда. Спасибо. И еще просьба по уроку – нигде не нашел видео как варить обратным углом (снизу в верх) угловое соединение профильных труб без отрыва, когда смотришь на соединение перед собой и нет возможности варить с отрывом.
Евгений
Спасибо! Пользую ОК 46, но вот вопрос-при сварке когда я прекращаю варить, электрод остывает и при повторном поджиге (при постукивание электродом) облетает намазка с кончика электрода (милиметров 5 примерно) и электрод начинает липнуть. Тыркаешь его тыркаешь и пока оглённая проволка не сгорит электрод не поджигается. Это электроды такие или я, что не правильно делаю? Или когда прилипнет электрод, отрываю и отлетает обмазка на кончике электрода.
Гоша
Такой вопрос приходилось ли варить электродами Патон Элите оранжевые, но не 3 мм, которые нормальные, а 2 мм? Все перепробовал, не варят, шлак залазит вперед при сварке в нижнем положении, хоть по чистому хоть по ржавчине, ток накрутишь то же особо ни чего не дает.
Паша
Скажите пожалуйста вчера варил забор варил первый раз, и швы так себе был но в конце в пачке попался один электрод и после него был шов отличный и как бы сверху был блеск типо масла, что это могло быть что это за электрод не можете сказать)
Дядя
Продавцы у нас подскажут ) спросил есть у вас электроды с рутиловым покрытием? Он так на меня посмотрел. точнее они, спрашивал в нескольких местах, понял что это бесполезно, надо самому чухать что к чему.
точнее они, спрашивал в нескольких местах, понял что это бесполезно, надо самому чухать что к чему.
hudkovka68
Для бытового использования, без опыта сварки, АНО-4 и 21 3 мм током 60-80А лучше нет на сегодняшний день(сотни метров: профильной трубы 1-2мм и уголок 4мм, пробовал вообще уйму разных электродов – всё не то.
Наум
Роман! посмотрел Ваше видео и расстроился! недавно купил Уони13-55 3, 5 кг. а Вы в видео говорите, что они для постоянного тока. у меня инвертор! он не потянит эти электроды?
ВИТЁК
Рома привет. Скажи пожалуйста, у меня есть и инвертор и трансформаторная сварки. Пробую варить электродами уонии. Нихрена не получается. Липнут, не зажигаются.
Олег
Скажите пож, я купил аппарат постоянного тока до 180 А, какими электродами вы мне посоветуете пользоваться для бытовых нужд, рутиловыми или с основным покрытием?
Сварка нержавейки электродом в домашних условиях: технология, видео, выбор электродов
Автор Сварщик На чтение 5 мин Просмотров 53 Опубликовано
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.
Содержание
- Особенности сварки нержавеющей стали
- Какие электроды выбрать для нержавейки
- Можно ли варить нержавейку обычным электродом?
- Технология сварки нержавеющей стали электродом
- Какой сварочный аппарат выбрать
- Настройка сварочного аппарата
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла.
 Желательно точно знать марку свариваемых заготовок.
Желательно точно знать марку свариваемых заготовок.
 Желательно точно знать марку свариваемых заготовок.
Желательно точно знать марку свариваемых заготовок.Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
 В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях.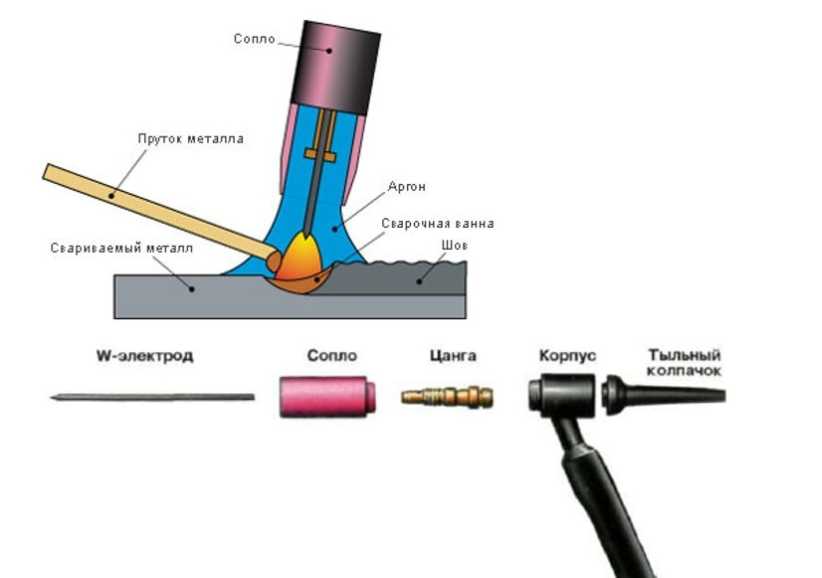 Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.

Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
 youtube.com/embed/yn1KSpJp0Bk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””>
youtube.com/embed/yn1KSpJp0Bk?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share” allowfullscreen=””> Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 – 40 | 12 |
| 1,5 | 40 – 60 | 13 |
| 2 – 3 | в пределах 80 | 14 – 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Различия в электродуговой сварке (7018 и 6013)
Сварка стержнем — это абсолютный вид искусства, на освоение которого уходят годы. Как и любой вид искусства, сварка стержнем включает в себя различные методы и оборудование, которые необходимо изучить, прежде чем приступать к какой-либо профессиональной работе. В этой статье основное внимание будет уделено двум наиболее распространенным сварочным электродам, используемым в мире профессиональной сварки, 6013 и 7018. оборудование.
В этой статье основное внимание будет уделено двум наиболее распространенным сварочным электродам, используемым в мире профессиональной сварки, 6013 и 7018. оборудование.
6013 и 7018 Характеристики сварочного электрода
Итак, что означают цифры на электродах? Буквы и цифры на сварочном стержне обозначают характеристики и то, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. Первый и второй наборы напечатанных номеров на сварочной палке означают разные характеристики, которые определяют тип применения, используемого электродами.
Как только вы узнаете разницу между этими номерами, заказать то, что вам нужно, не составит труда. Следуйте нашему простому руководству, чтобы наклеить номера сварочных электродов, чтобы сделать это проще.
Первые два номера сварочных палочек
Наиболее распространенные электродные стержни начинаются с 60 или 70. Эти цифры соответствуют тому, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. Итак, что означают 60 в e6018 и 70 в e7018? 60 означает 60 000 фунтов, а 70 — 70 000 фунтов. Таким образом, во многих случаях сварной шов прочнее сплавляемых материалов.
Итак, что означают 60 в e6018 и 70 в e7018? 60 означает 60 000 фунтов, а 70 — 70 000 фунтов. Таким образом, во многих случаях сварной шов прочнее сплавляемых материалов.
При сварке для простого домашнего проекта вам, скорее всего, понадобится электрод с меньшим номером. Но если вы свариваете металл для крупномасштабного проекта, например, на стройке, вам может потребоваться электрод с более высоким номером.
Последние две цифры
Как только вы узнаете, сколько KSI вам нужно, вы можете посмотреть на второй набор цифр, соответствующий флюсовому покрытию стержня. Более высокие числа означают, что стержень имеет большее покрытие. У стержня 7018 больше покрытия, а у стержня 6013 меньше.
Третье число
Помимо того, что оно является частью шкалы покрытия, третье число также обозначает одно из трех возможных положений электрода. Цифра 1 указывает на всепозиционный электрод, который является наиболее гибким. Цифра 2 означает плоскую или горизонтальную, а 4 означает плоскую, горизонтальную, вертикальную вниз и над головой.
Что означает буква «Е» на моем сварочном электроде?
Если на вашем сварочном электроде есть буква «Е», ее можно игнорировать. «Е» означает «электрод», другое название сварочной палочки. Нет никакой разницы между удилищами с буквой «Е» или без нее. Имеет значение только четырехзначное число.
6013 Сварочные стержни
Сварочные стержни Industrial 6013 используются для переменного и постоянного тока, где максимальная прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Электрод 6013 лучше всего использовать для легкого и среднего проплавления тонких или листовых металлических деталей. Электроды 6013 обычно используются в производстве корпусов грузовиков, металлической мебели, резервуаров для хранения, сельскохозяйственных приспособлений или там, где эстетика имеет решающее значение.
6013 Преимущества сварочной проволоки
Сварочные электроды 6013, изготовленные из низкоуглеродистой стали, обеспечивающей плавное проплавление дуги, отличаются исключительной универсальностью и могут работать во всех положениях на протяжении всей сварочной работы. Дуга, создаваемая сварочным стержнем 6013, обычно легко поддерживать с низкими потерями разбрызгивания. Сварочные стержни 6013 также имеют покрытие с высоким содержанием титана и калия. Это покрытие способствует более глубокому проплавлению, а прочности на растяжение в 60 000 фунтов на квадратный дюйм достаточно для выполнения большинства сварочных работ, выполняемых своими руками.
Дуга, создаваемая сварочным стержнем 6013, обычно легко поддерживать с низкими потерями разбрызгивания. Сварочные стержни 6013 также имеют покрытие с высоким содержанием титана и калия. Это покрытие способствует более глубокому проплавлению, а прочности на растяжение в 60 000 фунтов на квадратный дюйм достаточно для выполнения большинства сварочных работ, выполняемых своими руками.
Преимущества
- Высококачественный сварной шов
- Идеально подходит для начинающих
- Работает во всех положениях
Недостатки
- Не такие прочные, как другие стержни
6013 Применение сварочной проволоки
Сварочные электроды 6013 подходят для работ с легким и средним проплавлением. Кроме того, они отлично подходят для сварки углеродистой стали и могут сваривать под любым углом. Некоторые из наиболее распространенных применений сварочных стержней 6013 включают:
- Листовой металл
- Судоремонт
- Транспортные средства
- Общее машиностроение
7018 Сварочные стержни
Сварочные электроды Premium 7018 предназначены для сварки низко-, средне- и высокоуглеродистых сталей, а также высокопрочных низколегированных сталей. Этот стержень даст вам разумный контроль над дугой и сведет к минимуму беспорядок после сварки. Сварочные палочки из сплава 7018 легко ударить, они вызывают небольшое разбрызгивание, создают плавный поток в ванне и легко отделяют шлак. Одним из наиболее значительных преимуществ сварочной проволоки 7018 является то, что сварку можно выполнять, удерживая электрод в любом положении. Сварочные палочки 7018 идеально подходят для высокопрочных конструкций из низколегированной стали, а также для низко-, средне- и высокоуглеродистых сталей.
Этот стержень даст вам разумный контроль над дугой и сведет к минимуму беспорядок после сварки. Сварочные палочки из сплава 7018 легко ударить, они вызывают небольшое разбрызгивание, создают плавный поток в ванне и легко отделяют шлак. Одним из наиболее значительных преимуществ сварочной проволоки 7018 является то, что сварку можно выполнять, удерживая электрод в любом положении. Сварочные палочки 7018 идеально подходят для высокопрочных конструкций из низколегированной стали, а также для низко-, средне- и высокоуглеродистых сталей.
7018 Преимущества сварочной проволоки
Сварочные стержни из углеродистой стали используются для сварки конструкций и общего назначения, требующих дополнительной полировки или высоких температур плавления. Сварочные электроды 7018 можно использовать во всех положениях при использовании источников питания как переменного, так и постоянного тока. Покрытие сварочного электрода 7018 из железа с низким содержанием водорода делает его устойчивым к растрескиванию и защищает сварочный луч от кислорода и влаги, что позволяет ему хорошо работать при отрицательных температурах.
Преимущества
- Высокая стабильность
- Без брызг
- Пониженный уровень шума
- Хорошо работает при отрицательных температурах
Недостатки
- Минимальное проникновение
7018 Применение сварочной проволоки
Стержневые сварочные электроды 7018 отлично подходят для сварки углеродистой стали и идеально подходят для структурных применений и работ в сфере розничной сварки. Общие области применения сварочного стержня 7018 включают:
- Мосты
- Военные суда
- Электростанции
- Рабочая среда с отрицательными температурами
- Трубопроводы
- Стальные конструкции
Сварочные палочки 6013 или 7018 – что выбрать?
Тип сварочного электрода, который вы выберете, будет зависеть от вашего применения и опыта. Многие новички научатся использовать 6013 на своих уроках сварки. Если строительный проект не требует более высокого значения KSI, 6013 является широко используемым и надежным вариантом.
Многие новички научатся использовать 6013 на своих уроках сварки. Если строительный проект не требует более высокого значения KSI, 6013 является широко используемым и надежным вариантом.
Во многих случаях 7018 является отраслевым стандартом. В дополнение к более высокому KSI и покрытию, это также вариант с низким содержанием водорода, а это означает, что он с меньшей вероятностью приведет к растрескиванию важных инфраструктурных проектов, таких как строительство мостов. Тем не менее, отсутствие водорода в стержне означает, что вам нужно держать его в печи для стержня, чтобы он не поглощал влагу, которая может ослабить стержень.
Обратитесь в IMS за инструментами и оборудованием для сварки электродов Precision 6013 и 7018 сегодня
Как только вы узнаете, какой тип сварочной палки вам нужен для вашего проекта, посетите сайт Industrial Metal Supply. Мы продаем сварочные палки различных размеров и вариантов, включая сварочные аппараты премиум-класса, инструменты, шлемы и защитные очки, которые идеально подходят для выполнения большинства проектов.
Сварка и сельское хозяйство — два идут рука об руку
Сварка и сельское хозяйство — два идут рука об руку
Сварка и сельское хозяйство? У них больше общего, чем вы думаете. На самом деле, как недавно заметил один проницательный фермер, «вы не можете управлять фермой без сварки. » Этот фермер был абсолютно прав — чтобы поддерживать оборудование в рабочем состоянии в критические сезоны посева и сбора урожая, сварка и наплавка в межсезонье просто необходимы. Хорошее практическое знание этих процессов также пригодится, когда ваше оборудование выходит из строя в нерабочее время, и вам нужно быстро починить, чтобы вы могли продолжить свою работу.
В этой статье мы познакомим вас с некоторыми ключевыми понятиями сварки и наплавки. Когда мы говорим о сварке, мы говорим о соединении металлических частей вместе, чтобы что-то построить. Сварка в первую очередь для прочности. Наплавка, с другой стороны, представляет собой нанесение (путем сварки специальными электродами для наплавки) износостойких поверхностей на существующие металлические компоненты, которые находятся под нагрузкой, для продления срока их службы. Наплавку очень часто наносят на металлические кромки, которые царапают или раздавливают другие прочные материалы, например, лезвие дорожного грейдера.
Наплавку очень часто наносят на металлические кромки, которые царапают или раздавливают другие прочные материалы, например, лезвие дорожного грейдера.
Мы обсудим различные области применения, способы идентификации металлургии, основные процедуры сварки и безопасность. Очень часто начинающий или начинающий сварщик не получает желаемых результатов и предполагает, что его сварочный аппарат или электроды не работают должным образом. Однако во многих из этих случаев фермер не провел необходимой подготовки перед сваркой или выбрал неправильный процесс, параметры или расходные материалы. В этой статье мы надеемся обучить вас, чтобы вы знали, что использовать в нескольких приложениях, и могли получить наилучшие результаты. Поймите, что, хотя небольшие знания в области сварки могут вам очень помочь, для того, чтобы стать настоящим экспертом по сварке, нужно много книг!
Сварка
Фермерам постоянно необходимо ремонтировать и модифицировать машины и оборудование в соответствии со своими конкретными потребностями.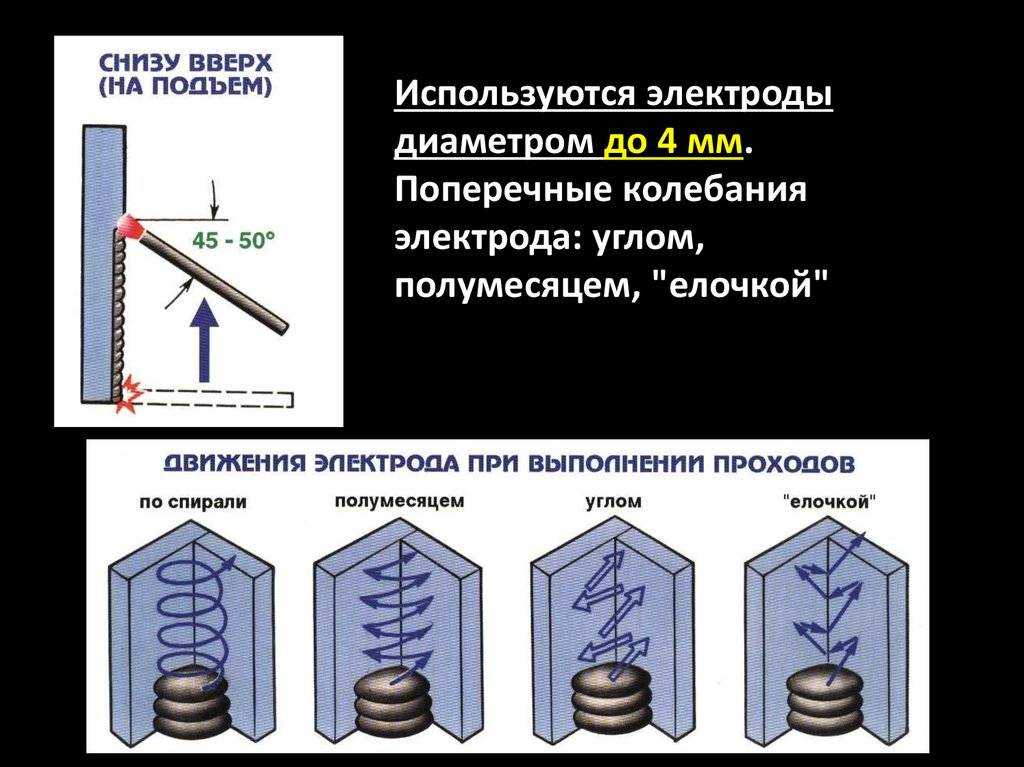 Эта мгновенная возможность изменять стальные ворота, желоба, загоны для животных и механизмы является огромным преимуществом для фермера. Ремонт сломанного плуга или комбайна в полевых условиях путем сварки того места, где он сломался за считанные минуты, может буквально спасти весь урожай. Потребности мясного скота обычно можно удовлетворить с помощью мягкой стали. Молочный скот и практически вся его система обработки молока требует нержавеющей стали. Два похожих на вид животных с очень разными потребностями в сварке. Но оба нуждаются в сварке, чтобы добиться успеха.
Эта мгновенная возможность изменять стальные ворота, желоба, загоны для животных и механизмы является огромным преимуществом для фермера. Ремонт сломанного плуга или комбайна в полевых условиях путем сварки того места, где он сломался за считанные минуты, может буквально спасти весь урожай. Потребности мясного скота обычно можно удовлетворить с помощью мягкой стали. Молочный скот и практически вся его система обработки молока требует нержавеющей стали. Два похожих на вид животных с очень разными потребностями в сварке. Но оба нуждаются в сварке, чтобы добиться успеха.
Применение для наплавки
Существует множество различных предметов, которые потенциально могут выиграть от наплавки на ферме. В основном их можно разделить на три категории «износа» — истирание, удар и контакт металла с металлом. Истирание является одним из наиболее распространенных видов износа, который вы можете увидеть на ферме, в эту категорию попадают все орудия, взаимодействующие с землей, такие как тракторные ковши, лезвия, зубья, устройства для обработки зерна и кормосмесители. Под заголовком «Удар» вы найдете оборудование, используемое для дробления и дробления, например, молотки-дробилки. Металл к металлу относится к износу стальных деталей, которые катятся или скользят друг относительно друга. Изнашиванию металла по металлу подвержены такие детали, как крановые колеса, шкивы, направляющие колеса на гусеничных передачах, зубья шестерен и валы.
Под заголовком «Удар» вы найдете оборудование, используемое для дробления и дробления, например, молотки-дробилки. Металл к металлу относится к износу стальных деталей, которые катятся или скользят друг относительно друга. Изнашиванию металла по металлу подвержены такие детали, как крановые колеса, шкивы, направляющие колеса на гусеничных передачах, зубья шестерен и валы.
Несмотря на то, что фермеры используют методы сварки и наплавки для восстановления старых, изношенных компонентов, Линкольн также рекомендует наплавлять многие новые компоненты. Наплавка чего-то нового может увеличить общий срок службы этого продукта.
Базовая металлургия
Прежде чем приступать к сварке или наплавке, необходимо определить основной металл. Хорошее эмпирическое правило на ферме состоит в том, что ничто не может быть мягкой сталью. Почти все инструменты изготовлены из высокопрочной стали (высоколегированной или низколегированной), а многие из них – из высокоуглеродистой стали. Но как отличить? Есть пара тестов, которые могут помочь.
Но как отличить? Есть пара тестов, которые могут помочь.
Первый – магнитный тест. Если магнит будет прилипать к орудию, то, скорее всего, он изготовлен из железа. Магнит, который не прилипает, указывает, вероятно, на изделие из марганца или нержавеющей стали. Во-вторых, попробуйте искровой тест. Если вы возьмете шлифовальный станок к изделию, получите ли вы 30-дюймовую длину, умеренно большой объем желтых искр с несколькими веточками и/или вилками, указывающими на мягкую сталь, или вы получите 25-дюймовую длину, от небольшого до умеренного объема желто-оранжевого цвета? искры, несколько вилок с прерывистыми разрывами, но несколько веточек, если они вообще есть, чтобы указать на легированные стали, или вы получаете 15-дюймовые короткие красные искры большого объема с многочисленными повторяющимися веточками, которые являются контрольными признаками высокоуглеродистого металла? Другой тест, тест долотом, также поможет определить тип металла. Если металл ломается большими кусками, когда вы беретесь за него зубилом, значит, перед вами чугун, сварить который бывает очень сложно, если только не использовать специальные высоконикелевые электроды и термообработку. С другой стороны, если долото дает стружку, похожую на штопор, вы смотрите на свариваемую сталь.
С другой стороны, если долото дает стружку, похожую на штопор, вы смотрите на свариваемую сталь.
Какова цель?
Теперь, когда вы определили базовый материал, вам нужно оценить конечную цель. В условиях фермы вам нужно выяснить, нужно ли вам укрепить предмет или предотвратить его износ? Если речь идет о сцепке трактора, конечной целью является прочность и пластичность, чтобы она не сломалась. СВАРИТЬ ЭТО! Если вы говорите о землеройном инструменте, вы не хотите, чтобы он изнашивался. ЖЕСТКИЙ ЭТО!
Определите, какой метод использовать
Существует три типа методов сварки. Они отличаются скоростью и стоимостью. Все методы доступны для всех продуктов сварки и наплавки. Тем не менее, определенные продукты часто обладают свойствами, которые в некоторой степени уникальны и не могут быть точно воспроизведены при использовании в другом процессе.
Ручная сварка
Ручная или дуговая сварка требует наименьшего количества оборудования и обеспечивает максимальную гибкость при сварке в удаленных местах и во всех положениях.
Полуавтомат
В этом типе сварки используются механизмы подачи проволоки и электроды с непрерывной подачей. Сварочный пистолет находится в руках оператора. Пистолет продолжает подавать проволоку, пока нажат спусковой крючок. Этому также намного легче научиться, чем сварке электродом. Этот тип установки становится все более популярным на фермах, которые выполняют более чем минимальные ремонтные работы. Полуавтоматическая сварка увеличивает скорость наплавки по сравнению с ручной сваркой, поскольку нет необходимости останавливаться после прожига каждого стержня.
Автоматический
Автоматическая сварка, требующая наибольшего количества начальных настроек, имеет самые высокие скорости наплавки для максимальной производительности.
 Как правило, каждый стержень допускает сварку в течение примерно одной минуты. За считанные секунды можно перейти от мягкой стали к нержавеющей и к твердосплавной. За считанные секунды диаметр электрода может измениться с малого на большой для небольших или больших сварных швов. Хотя этот тип сварки самый простой, он требует от оператора высочайшего мастерства.
Как правило, каждый стержень допускает сварку в течение примерно одной минуты. За считанные секунды можно перейти от мягкой стали к нержавеющей и к твердосплавной. За считанные секунды диаметр электрода может измениться с малого на большой для небольших или больших сварных швов. Хотя этот тип сварки самый простой, он требует от оператора высочайшего мастерства. Сварочная горелка переносится на механизированной тележке, и оператор сварки просто нажимает кнопку запуска. Это редко можно найти на ферме, но обычно в ремонтных центрах для тяжелой техники, которые будут восстанавливать ваши детали для вас, если график будет взаимно приемлемым.
Сварочная горелка переносится на механизированной тележке, и оператор сварки просто нажимает кнопку запуска. Это редко можно найти на ферме, но обычно в ремонтных центрах для тяжелой техники, которые будут восстанавливать ваши детали для вас, если график будет взаимно приемлемым.Процедуры сварки
При сварке необходимо выполнить пять основных этапов.
- Надлежащая подготовка – Сначала необходимо убедиться, что свариваемый металл чистый и сухой. Удалите ржавчину, грязь, жир, масло и другие загрязнения проволочной щеткой. Если их не удалить, эти загрязнения могут вызвать пористость, растрескивание и плохое качество наплавленного металла. Вы также должны удалить сильно потрескавшиеся, деформированные или упрочненные поверхности путем шлифовки, механической обработки или выдалбливания угольной дугой.
- Надлежащий предварительный подогрев – Сочетание содержания сплава, содержания углерода, массивного размера и жесткости детали создает необходимость предварительного нагрева во многих операциях сварки или наплавки. В большинстве случаев требуется предварительный нагрев, как минимум, чтобы довести деталь до комнатной температуры 70–100 °F. Для средне- и высокоуглеродистых и низколегированных сталей может потребоваться более высокий предварительный нагрев, чтобы предотвратить растрескивание под валиком, растрескивание при сварке или разрушение детали под напряжением. Предварительный нагрев можно осуществить с помощью горелки, печи или электрического нагревательного устройства. Специальные мелки, плавящиеся при температуре, помогут вам проверить правильность предварительного нагрева. Слишком много тепла, и вы часто можете разрушить сплавы!
- Надлежащее проплавление — правильная процедура сварки — Определите правильную силу тока, скорость перемещения, размер сварного шва, полярность и т. д. Убедитесь, что выполненный сварной шов соответствует вашим ожиданиям в отношении размера и внешнего вида. Сварные швы должны быть гладкими и равномерными, без подрезов и пористости. Если возможно, посмотрите видео, показывающее тип сварки, который вы будете выполнять, чтобы вы знали, как все должно выглядеть.
- Надлежащее охлаждение – Предварительный нагрев является наиболее эффективным способом замедления скорости охлаждения массивных или ограниченных деталей, которые по своей природе чувствительны к образованию трещин. Изоляция детали сразу после сварки сухим песком, известью или слоем стекловолокна также помогает свести к минимуму остаточные напряжения охлаждения, растрескивание и деформацию сварного шва. Никогда не охлаждайте сварной шов льдом или водой, так как это приведет к увеличению внутренних напряжений и возможному растрескиванию сварного шва.
- Термообработка после сварки – Для некоторых изделий может потребоваться отпуск или термообработка. Это означает, что вы нагреваете изделие своей горелкой после сварки и позволяете ему медленно остывать.
 В большинстве случаев требуется предварительный нагрев, как минимум, чтобы довести деталь до комнатной температуры 70–100 °F. Для средне- и высокоуглеродистых и низколегированных сталей может потребоваться более высокий предварительный нагрев, чтобы предотвратить растрескивание под валиком, растрескивание при сварке или разрушение детали под напряжением. Предварительный нагрев можно осуществить с помощью горелки, печи или электрического нагревательного устройства. Специальные мелки, плавящиеся при температуре, помогут вам проверить правильность предварительного нагрева. Слишком много тепла, и вы часто можете разрушить сплавы!
В большинстве случаев требуется предварительный нагрев, как минимум, чтобы довести деталь до комнатной температуры 70–100 °F. Для средне- и высокоуглеродистых и низколегированных сталей может потребоваться более высокий предварительный нагрев, чтобы предотвратить растрескивание под валиком, растрескивание при сварке или разрушение детали под напряжением. Предварительный нагрев можно осуществить с помощью горелки, печи или электрического нагревательного устройства. Специальные мелки, плавящиеся при температуре, помогут вам проверить правильность предварительного нагрева. Слишком много тепла, и вы часто можете разрушить сплавы!
Безопасность
При сварке/наплавке необходимо соблюдать несколько правил:
- Защитите себя от паров и газов – Всегда выполняйте сварку в открытом, хорошо проветриваемом помещении и голову из дыма – особенно с наплавкой
- Носите защитную одежду – Защитите глаза и лицо сварочной маской, предназначенной для дуговой сварки, а не только очками для газовой сварки. Таким же образом защитите свое тело от брызг сварки и вспышки дуги с помощью шерстяной или хлопчатобумажной одежды, огнеупорного фартука и перчаток, а также сапог. Также обязательно защитите окружающих от дугового излучения.
- Остерегайтесь поражения электрическим током – Не прикасайтесь к токоведущим частям и убедитесь, что ваш сварочный аппарат правильно заземлен. Никогда не сваривайте, если вы мокрые или если ваши перчатки имеют дырки.
- Опасность пожара/взрыва – Никогда не выполняйте сварку в замкнутом пространстве или рядом с сеном, мешками с кормом, бензином, дизельным топливом, гидравлическими жидкостями или чем-либо еще, что может быть в пределах досягаемости ваших сварочных искр, что может вызвать пожар или взрыв. Никогда не сваривайте в одиночку. Всегда имейте приятеля поблизости в случае чрезвычайной ситуации.
 Таким же образом защитите свое тело от брызг сварки и вспышки дуги с помощью шерстяной или хлопчатобумажной одежды, огнеупорного фартука и перчаток, а также сапог. Также обязательно защитите окружающих от дугового излучения.
Таким же образом защитите свое тело от брызг сварки и вспышки дуги с помощью шерстяной или хлопчатобумажной одежды, огнеупорного фартука и перчаток, а также сапог. Также обязательно защитите окружающих от дугового излучения.Заключение
После прочтения этой статьи вы сможете пожинать плоды сварки почти так же, как вы уже пожинаете плоды земли на своей ферме.