Как варить полуавтоматом – видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов.
 Так заготовка не перегреется и не прогорит;
Так заготовка не перегреется и не прогорит; - если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
 Так заготовка не перегреется и не прогорит;
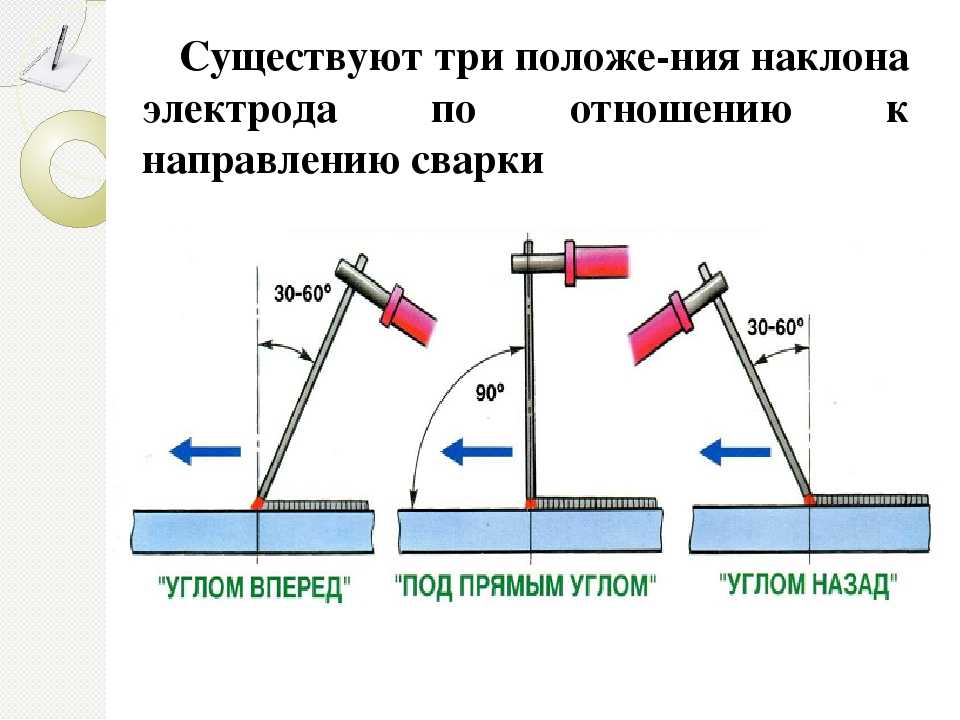
Так заготовка не перегреется и не прогорит;При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
ОСНОВНЫЕ ПРАВИЛА ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Как варить полуавтоматом видео :
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.

Это простые правила, которые нужно помнить.
Принцип действия
Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Этот параметр мы рассмотрим ниже в этой статье.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
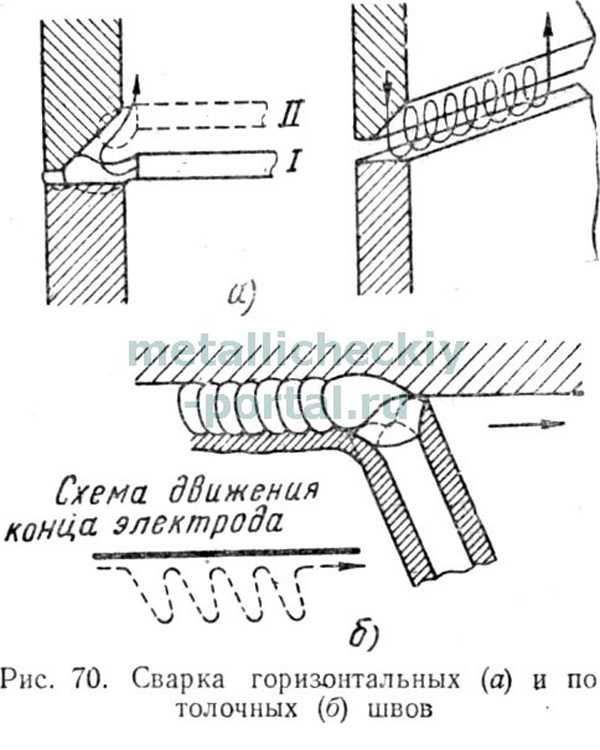
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
 Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получитсяЕсли не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Видео описание
Как научиться варить газосваркой, ацетиленом.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому погрузка и разгрузка резервуаров в рукавицах, пропитанных маслом, категорически запрещена. Также нельзя пользоваться промасленной ветошью для протирки баллонов с O2 – это приведёт к взрыву со всеми вытекающими последствиями!
Как создается давление
1 – генератор; 2 – кислоррод; 3 – редуктор; 4 – шланг; 5 – горелка; 6 – присадочный пруток; 7 – заготовка Источник mechanicinfo.ru
Давайте подробнее разберемся, как работает сварка ацетиленом и кислородом при помощи принципиальной схемы, которую вы видите на верхнем изображении. Кислород привозят на производство в стальных баллонах, выкрашенных в синий цвет, где он содержится под давлением до 150 атмосфер или 1,52 МПа (как кто привык).
Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.Для подключения ацетиленовой сварки на баллон с кислородом сварщик устанавливает редуктор, который понижает давление со 150 на 3-10 атмосфер и дальше газ направляется к горелке. По другому шлангу в это время к горелке движется ацетилен.
Примечание: для сварки ацетиленом C2h3 не всегда вырабатывают непосредственно на рабочем месте в генераторе из воды и карбида кальция. В некоторых ситуациях газ заказывают на заводе, и он поступает по назначению в баллонах белого цвета.
Как правильно варить сваркой — дуговой в том числе, использование электродов, сварочного аппарата, формирование структуры шва для начинающих + видео
Технология сварочных работ
На сегодняшний день известны следующие разновидности электродуговой сварки:
- Сварка неплавящимся электродом.
Схема устройства сварки с неплавящимся электродом
Вольфрамовый (или графитовый) стержень, используемый как электрод, не плавится, но поддерживает электрическую дугу. Наплавляемый металл подаётся в виде проволоки или прутка. Такой вид сварки может работать и без присадочного материала, в режиме паяльника.
- Сварка под флюсом.
Промышленная установка для сварки под флюсом
Электрод, создающий электрическую дугу, подаётся внутрь слоя флюса, которым покрыта деталь. Таким образом создаются условия для идеального соединения металлов, не подверженного разрушающему влиянию воздуха.
- Полуавтоматическая дуговая сварка.
Схема устройства полуавтоматической электродуговой сварки
Роль электрода выполняет проволока из металла, к которой подаётся электрический ток. По мере её плавления происходит автоматическая подача (так, чтобы длинна дуги сохранялась постоянной). В тоже время к месту сварки нагнетается защитный газ — углекислый или аргон.
Содержание:
- Технология сварочных работ
- Что необходимо для работы
- Как правильно варить сваркой
- Настройка аппарата
- Таблица соотношения электрода и сварочного тока
- Подключение электрода
- Видео: прямая и обратная полярность при работе инверторного сварочного аппарата
- Создание дуги
- Движение электрода
- Формирования структуры сварного шва
- Видео: 10 ошибок начинающего сварщика
- Видео: как научиться варить красивые швы элетросваркой
- Техника безопасности при сварке
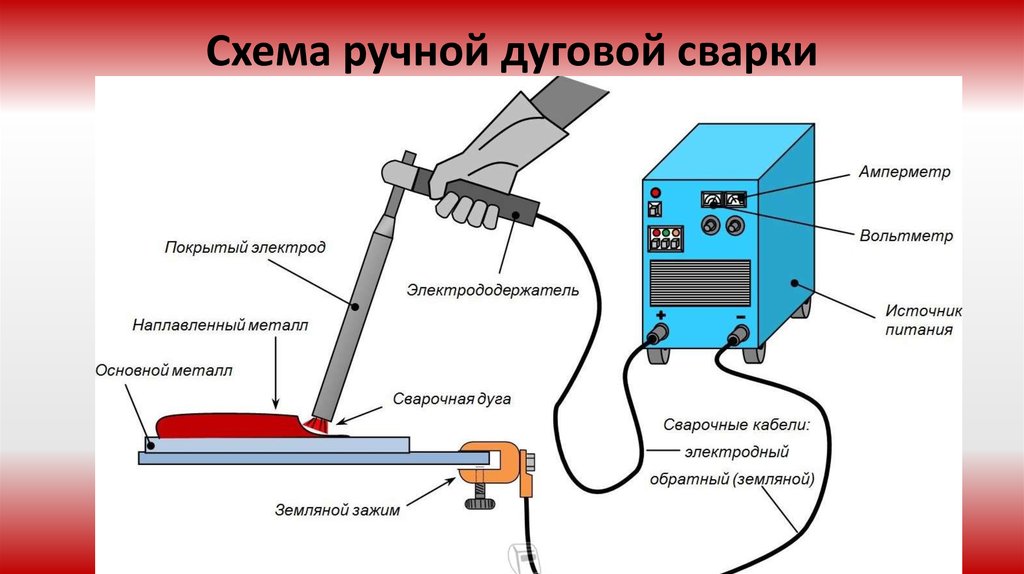
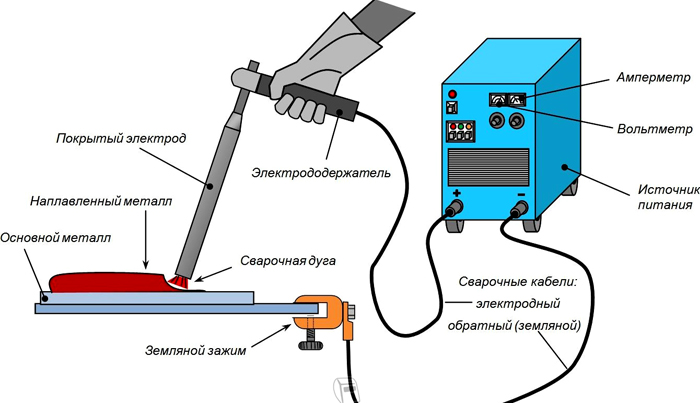
В домашних условиях такие виды сварки практически не применяются. Поэтому перейдём к рассмотрению четвёртого вида сварочных работ — ручной электродуговой сварки.
Ручная дуговая сварка основана на применении специального электрода в обмазке
Электросварочные аппараты для ручной сварки разделяют на два типа — переменного тока и постоянного тока.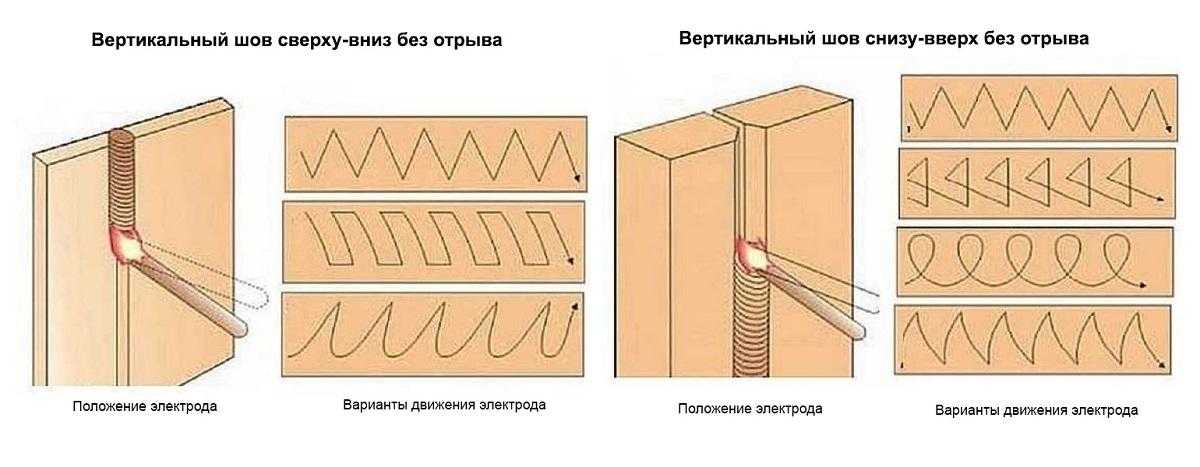 Использование переменного тока позволяет конструировать приборы высокой производительности и мощности. Преимуществом постоянного тока, благодаря отсутствию смены полярности, является более ровный шов с меньшим количеством металлических брызг.
Использование переменного тока позволяет конструировать приборы высокой производительности и мощности. Преимуществом постоянного тока, благодаря отсутствию смены полярности, является более ровный шов с меньшим количеством металлических брызг.
В 1802 г. В.В. Петровым было открыто явление гальванической вольтовой дуги.
В 1803 г. была опубликована книга, в которой автор предлагал использовать это явление для пайки металлов и освещения.
Прибор для сварки металлов при помощи «электрогефеста» был запатентован в 1882 г. Бенардосом Н.Н.
Российский инженер Н.Г. Славянов в 1888 г. впервые применил для сварки электрод.
В 1932 г. советским физиком Хреновым К.К. произведена успешная сварка металлов под водой.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических деталей. Высокая температура (до 7000о С) расплавляет материал до жидкого состояния и происходит диффузия — смешивание на молекулярном уровне.
Принципиальным отличием сварки от склеивания является отсутствие вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Поэтому нужно отчётливо понимать, что для правильного применения сварки использовать можно только однородные металлы. Нельзя приварить алюминий к железу или медь к нержавейке. Температура плавления у разных материалов различная, а создание сплавов не входит в круг возможностей сварочного оборудования.
Для сварки железных конструкций существуют различные сварные аппараты.
- Трансформаторы. Служат для преобразования сетевого тока напряжением 220 В, в ток с параметрами необходимыми для создания высокотемпературной электрической дуги. Происходит это за счёт понижения напряжения (не более 70 В) и повышения силы тока (до тысяч ампер). Сегодня такие приборы постепенно уходят в прошлое, так как для бытового использования они слишком громоздки и потребляют большое количество электроэнергии. Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными.
Трансформатор переменного тока для производства сварочных работ
- Выпрямители.
Выпрямитель переменного тока в постоянный производства для сварочных работ
Преобразуют переменный ток потребительской сети в постоянный. Принцип работы таких приборов основан на использовании выпрямляющих кремниевых диодов, которые также называются вентилями. Характерным отличием сварочного аппарата постоянного тока от сварочного переменного тока, является сильный нагрев электрода на плюсовом полюсе. Это даёт возможность контролировать процесс сварки: осуществлять «щадящую сварку», манипулируя настройками ощутимо экономить электроды при резке металла.
- Инверторы.
Инверторный сварочный аппарат
Довольно долгое время (до 2000 г.
) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.
 Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными.
Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными. ) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.
) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.Главным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также ощутимое снижение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавной регулировки выходящего тока, что заметно повысило КПД агрегата и обеспечило лёгкость зажигания дуги во время работы.
Но есть и недостатки:
- временные ограничения в использовании, что связано с нагревом электронной схемы преобразования;
- создание электромагнитного «шума», высокочастотных помех;
- негативное влияние влажности воздуха, что приводит к образованию конденсата внутри прибора.

Что необходимо для работы
Перед тем как приступить к сварке, необходимо сварочный аппарат и экипировка:
- Сварочные электроды. Подбираются исходя из предстоящих задач. Оптимальным размером для начинающего сварщика считается электрод толщиной 3,2 мм. Более тонкие электроды применяются для сварки миниатюрных деталей. При диаметре электрода более 3,5 мм. требуется оборудование повышенной мощности.
Диаметр электрода подбираетс в соответствии с планируемыми работами
- Костюм сварщика. В него входят одежда из плотного негорючего материала и обувь толстой кожи. Верхняя одежда хорошего качества отличается высоким воротником и двойным слоем ткани на запястьях. Штанины брюк широкие, полностью закрывающие обувь от попадания искр. В обязательном порядке в костюм входят брезентовые перчатки, пропитанные антипиритным составом (ГОСТ 12.4.250–2013 ССБТ). Существует несколько классов сварочных костюмов, в зависимости от степени соприкосновения с агрессивными средами.
Сварочный костюм предназначен для защиты сварщика от ожогов
- Маска со светофильтрующими стеклами. Очки лучше не применять, так как в защите нуждаются не только глаза, но и кожа лица, волосы, органы дыхания. Работа без маски приводит к офтальмии (воспалению роговицы глаза) и ожогам сетчатки, ведущих к полной потере зрения. При проведении потолочных сварочных работ, дополнительно к маске на голову и плечи одевается дополнительная накидка для защиты от ожогов.
Предназначена для предохранения глаз, лица, шеи и органов дыхания от вредного воздействия
- Слесарный инструмент — молоток, металлическая щётка, струбцины, тиски, напильники и т.д. В идеале работы производятся на верстаке или специальном сварочном столе. Если такие условия отсутствуют, необходимо выбирать место с максимально устойчивым положением.

Место проведения сварочных работ освобождается от горючих материалов и оборудуется средствами тушения огня — водой, песком, технической содой. Если это закрытое помещение необходимо обустроить приточно-вытяжную вентиляцию.
Если это закрытое помещение необходимо обустроить приточно-вытяжную вентиляцию.
Необходимое противопожарное оборудование на любом объекте
Как правильно варить сваркой
Для успешного овладения техникой неразъёмного соединения металлических деталей, необходимо освоить 4 базовых навыка, без которых не обходится ни одна «сварочная сессия».
Настройка аппарата
Основой настройки сварочного аппарата является правильный подбор силы тока и напряжения, выводящийся на клеммы. Несмотря на простоту формулировки, тема настройки заслуживает отдельного разговора. Но если кратко сформулировать критерии настройки, то можно выделить 5 основных параметров:
- Структура и диаметр электрода.
Выбор диаметра электрода зависит от толщины металла заготовки
Электрод подбирается исходя из того, к какой группе относится основной (тот, на который наносится сварка) металл. Классифицируют три группы стали — обычная, закалённая и жаропрочная.
Для обычной стали критерием подбора является соотношение прочности: показатель прочности основного металла должен быть близок к прочности электрода, выраженного в мегапаскалях (МПа). Покрытие электрода предназначено для того, чтобы максимально защищать место соединения от воздействия кислорода и азота атмосферного воздуха.Существует 4 вида обмазки — кислый, рутиловый, целлюлозный и основной. Каждый тип выполняет свои задачи. Для жаропрочных и закаляющих сталей электрод подбирается по химическому составу — шов должен иметь максимальное приближение химической структуры к основному материалу. Прочность электрода в этом случае в расчёт не берётся. Для подбора диаметра электрода наилучшим ориентиром служит толщина заготовки. Чем толще деталь подлежит сварке, тем больший диаметр электрода потребуется.Электроды различаются по структуре, диаметру и назначению
- Марка электрода.
Маркировка отображает структуру стержня и химический состав его покрытия.
Для каждого вида металла разработаны оптимальные условия, способствующие соединению деталей. Кроме свойств материалов, маркировка содержит информацию о том, в каких условиях может использоваться электрод — открытая, закрытая строительная площадка, высотные или подземные работы и т.п.Разнообразие электродов обусловлено их предназначением для работы с определённым видом металла
- Пространственное положение сварного шва.
Установка режима сварки тесно связана с условиями ведения сварки. В различных ситуациях при помощи регулировок можно менять интенсивность электрической дуги, что позволяет ускорять или замедлять процедуру нанесения соединительного шва, изменяет температуру варки. К примеру, при положении сварочного направления «сверху-вниз», утолщается слой расплавленного металла, но глубина шва уменьшается и распространяется вширь. Если же направление сварки «снизу-вверх», количество расплавленного металла уменьшается, так как он стекает под действием собственного веса.
В результате шов становится уже.Виды сварочных работ в различных местоположениях
- Количество швов.
Зачастую изделие обваривается несколькими швами. Первый шов может быть прихваточным, следующий — основным, и за ним ещё один — закрепляющий или выравнивающий. На каждом этапе может меняться траектория наложения шва и глубина прогрева металла. Пользуясь такой технологией, опытный сварщик формирует идеальное соединение деталей.
Трёхслойный шов соединения труб
- Полярность электрода.
Известно, что в зависимости от положения «плюса» и «минуса» зависит температура электрической дуги. На «плюсе» температура всегда выше. Знание этого позволяет пользователю определять правильное расположение полярности. Чаще «плюс» закрепляют на основной детали, а «минус» на электроде (прямая полярность). Если наоборот — полярность называется «обратной».
 Для обычной стали критерием подбора является соотношение прочности: показатель прочности основного металла должен быть близок к прочности электрода, выраженного в мегапаскалях (МПа). Покрытие электрода предназначено для того, чтобы максимально защищать место соединения от воздействия кислорода и азота атмосферного воздуха.Существует 4 вида обмазки — кислый, рутиловый, целлюлозный и основной. Каждый тип выполняет свои задачи. Для жаропрочных и закаляющих сталей электрод подбирается по химическому составу — шов должен иметь максимальное приближение химической структуры к основному материалу. Прочность электрода в этом случае в расчёт не берётся. Для подбора диаметра электрода наилучшим ориентиром служит толщина заготовки. Чем толще деталь подлежит сварке, тем больший диаметр электрода потребуется.
Для обычной стали критерием подбора является соотношение прочности: показатель прочности основного металла должен быть близок к прочности электрода, выраженного в мегапаскалях (МПа). Покрытие электрода предназначено для того, чтобы максимально защищать место соединения от воздействия кислорода и азота атмосферного воздуха.Существует 4 вида обмазки — кислый, рутиловый, целлюлозный и основной. Каждый тип выполняет свои задачи. Для жаропрочных и закаляющих сталей электрод подбирается по химическому составу — шов должен иметь максимальное приближение химической структуры к основному материалу. Прочность электрода в этом случае в расчёт не берётся. Для подбора диаметра электрода наилучшим ориентиром служит толщина заготовки. Чем толще деталь подлежит сварке, тем больший диаметр электрода потребуется. Для каждого вида металла разработаны оптимальные условия, способствующие соединению деталей. Кроме свойств материалов, маркировка содержит информацию о том, в каких условиях может использоваться электрод — открытая, закрытая строительная площадка, высотные или подземные работы и т.п.
Для каждого вида металла разработаны оптимальные условия, способствующие соединению деталей. Кроме свойств материалов, маркировка содержит информацию о том, в каких условиях может использоваться электрод — открытая, закрытая строительная площадка, высотные или подземные работы и т.п. В результате шов становится уже.
В результате шов становится уже.Для того чтобы безошибочно выбрать величину тока проще всего воспользоваться готовыми таблицами.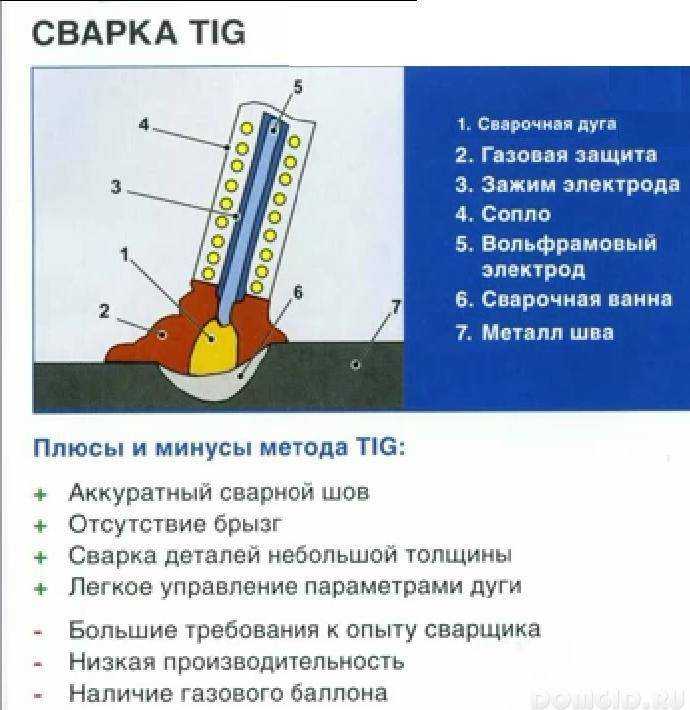
Но в силу того, что каждый аппарат имеет свои конструктивные особенности и технологические нюансы, решающее слово всё-таки остаётся за «методом научного тыка» — эмпирической подборки нужного тока экспериментальным путём.
Настройка сварочного тока в зависимости от диаметра электрода
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
Односторонний шов соединяет поверхность деталей с одной стороны, двухсторонний — с двух противоположных сторон.
Примеры сваривания деталей различными швами
Также можно воспользоваться универсальной таблицей для широкого диапазона:
Начинающему сварщику легко запомнить простое правило. Если ток превышает необходимый показатель — электрод будет прожигать заготовки. Если ток ниже, чем нужно — деталь не проваривается, наплавленный металл отваливается при воздействии на него механическим способом.
Подключение электрода
Электрод может подключаться к плюсовому или минусовому выходу тока. Если на деталь подключается « », то полярность называется прямой. Если «-» — обратной. Соответственно, при прямой полярности на электроде располагается «минус», а при обратной «плюс». Разница между этими положениями заключается в том, что на «плюсовой» клемме всегда выделяется большее количество тепла. Опытные сварщики используют это явление при решении конкретных задач. Так, например, манипулируя полярностью, можно варить тонколистовую сталь нержавейки, чувствительной к перегревам. Для этого «плюс» подаётся на электрод, а «минус»- на лист тонкого металла.
Один из вариантов подключения электрода
Видео: прямая и обратная полярность при работе инверторного сварочного аппарата
 com/embed/GrVBaIZ3ddE?feature=oembed”>
com/embed/GrVBaIZ3ddE?feature=oembed”> Создание дуги
Процесс сваривания начинается с зажигания электрической дуги. Во всех видах ручной сварки дуга создаётся кратковременным прикосновением электрода к детали. При этом происходит резкое нагревание торца электрода до температуры, достаточной для установления дугового разряда.
Процесс зажигания электродной дуги требует определённых навыков
После короткого замыкания, если дуга воспламенилась, необходимо поддерживать расстояние между торцом электрода и деталью 3–5 мм. При этом нужно учитывать тот факт, что длина электрода по мере сварки уменьшается. При превышении расстояния в 5 мм. дуга прерывается, при уменьшении менее 3 мм. электрод может прилипнуть к заготовке или привести к большому разбрызгиванию расплавленного металла.
Движение электрода
Для создания хорошего шва, разработаны различные схемы ведения дуги вдоль свариваемого места. При этом важным считается не только расплавление кромок свариваемых деталей, но и наполнение сварочной ванны необходимым количеством наплавленного из электрода металла.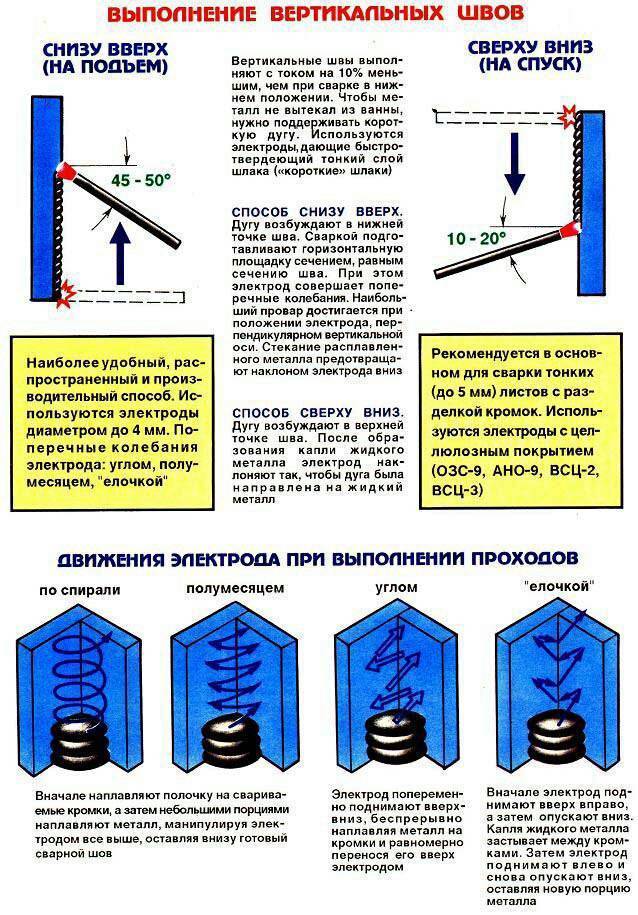
Различные варианты траектории торца электрода
Достичь этого возможно при сохранении постоянной длины электрической дуги и систематичным перемещением торца электрода по определённой траектории.
При производстве шва без поперечных перемещений, ширина стыка, как правило, равна b = (0,8–1,5)хdэл. Где b-ширина сварного стыка, а d — диаметр электрода.
Проход таким швом считается предварительным, нормальной конфигурацией шва считается b = (3–5)хdэл.
Поэтому, в задачу сварщика входит проход шва с применением одной из технологий проварки. Различные траектории торца электрода применяются в разных ситуациях.
Формирования структуры сварного шва
Плавильным пространством электродуговой сварки называется т.н. сварочная ванна (или кратер), которая возникает под действием тепла исходящего от дуги.
Сварочная ванна это жидкое состояние сварочного шва до застывания как свариваемого металла.

С перемещением источника тепла передвигается также плавильное пространство. Условно плавильное пространство делят на две части. Головная часть (передняя) и хвостовая часть (тыловая). В передней части происходит расплав металлов и смешение основного и дополнительного материала в единое целое (диффузия). В тыловой, по мере остывания, происходит кристаллизация плотной поверхности сварочного шва.
Схематическое изображение сварочного кратера
Формирование шва может происходить при сварке под флюсом, окружённое оболочкой шлаков и тогда дуга практически не видна. А сварку называют закрытой.
Открытой сваркой называется процесс формирования плавильного пространства, окружённого прозрачными газами, выделяемыми обмазкой электрода.
Видео: 10 ошибок начинающего сварщика
Видео: как научиться варить красивые швы элетросваркой
 youtube.com/embed/HM7fnqdfTAM?feature=oembed”>
youtube.com/embed/HM7fnqdfTAM?feature=oembed”> Техника безопасности при сварке
Пренебрежение правилами личной безопасности влечёт за собой самые неприятные, а порой и трагичные, последствия. Основные правила техники безопасности гласят:
- Используя сварочное оборудование необходимо следить за надёжной изоляцией проводов, осуществляющих питание прибора и непосредственно электрической дуги. Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.
- Работы должны производиться в целой спецодежде, обуви и огнеупорных перчатках. В помещениях где производится сварка должны применяться резиновые коврики и галоши. Пространство должно хорошо освещаться.
- Сварочное оборудование, в частности электрододержатель, должно соответствовать нормам надёжной изоляции, исключающие прямой контакт с кожей сварщика. Электрододержатель считается качественным, если выдерживает 8000 и более зажимов электродов.
- Для обеспечения безопасности рекомендуется применение автоматических выключателей.
Таковы некоторые из положений ГОСТа, регламентирующего работы сварщика. Конечно, в домашних условиях никто не будет контролировать выполнение вышеизложенных положений. Однако их необходимо знать и помнить, что писаны они не ради красного словца, а на горьком опыте пострадавших.
Сварочные работы стоят на втором месте по опасности после шахтёрского труда. Даже в домашнем хозяйстве, где к сварке прибегают время от времени, нельзя забывать о потенциальной опасности при работе с электрическим током и расплавленным металлом. Для поддержания безопасности следует использовать защитную маску только заводского изготовления, специальную негорючую одежду, обувь и перчатки. На рабочей площадке вседа должны быть средства пожаротушения — вода, песок и огнетушитель. Не стоит подвергать опасности себя и собственный дом, пренебрегая простыми правилами безопасности. Аптечку желательно укомплектовать противоожоговыми препаратами.
- Автор: Илья Крючков
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Похожие статьи
- Как правильно варить электросваркой
Резьба, заклёпка, клей. Это то, чем можно скрепить две металлические детали, не прибегая к электросварке. Для многих электросварка — своего рода высшая… - Сварочный аппарат для дома и дачи: какой выбрать, трансформатор, выпрямитель, инвертор, генератор
Строительство дома или его ремонт часто требуют сварочных работ. Каждый раз обращаться за помощью к профессионалам долго и накладно. Причем большая часть… - Сварка труб электросваркой: электроды, как правильно покрасить квадратные трубы
Основной способ соединения труб – применение сварочных устройств. Сварка труб электросваркой производится с помощью электродов, которые расплавляются под…
Мастеринг нержавеющих электродов SMAW
Усовершенствования покрытия позволяют использовать электрод -16 для сварки в положении 2G.
Освоение использования электродов SMAW из нержавеющей стали имеет важное значение для изготовления и ремонта сварочных работ в таких областях, как производство электроэнергии (коммунальные предприятия, промышленные объекты и корабли), резервуары и сосуды, нефтехимическая, целлюлозно-бумажная, пищевая и питьевая и многие другие отрасли промышленности. Поскольку большая часть работы выполняется в полевых условиях и требует результатов кодового качества, процесс SMAW остается разумным выбором, как и постоянное использование новейших составов электродов.
Типы покрытия из нержавеющей стали
Электроды SMAW из нержавеющей стали классифицируются в соответствии со спецификацией AWS A5.4/A5.4M:2012 для электродов из нержавеющей стали для дуговой сварки в среде защитного металла. Как определено, электроды классифицируются по составу металла шва и типу сварочного тока. Например, обозначение AWS E308L-15 означает электрод (E), сталь типа AISI 308 (20 % хрома, 10 % никеля), максимальное содержание углерода 0,04 % (L) и положительную полярность электрода постоянного тока (-15).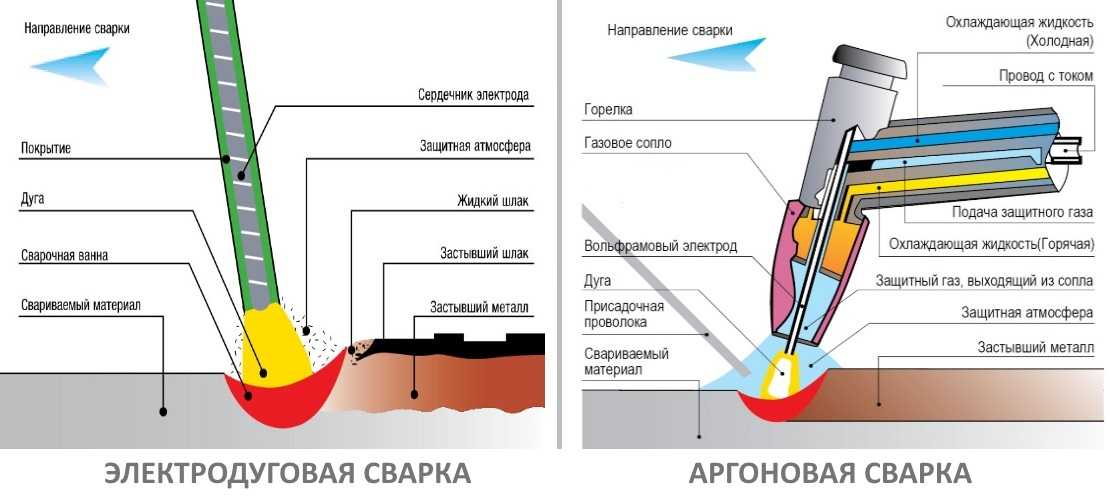 Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Две цифры в конце названия электрода SMAW (-15, -16 или -17) называются «обозначениями удобства использования». Они являются результатом различных составов покрытия, которые влияют на полярность, положение(я) сварки, профиль валика и механические свойства. Короче говоря, выбор правильного электрода SMAW требует сначала выбора правильного сплава (тема для другой статьи), а затем желаемых характеристик удобства использования на основе покрытия, которому посвящена эта статья.
Навык рецептуры
Производители электродов разрабатывают рецептуры покрытий SMAW для оптимизации множества соображений производительности:
- «Скорость замерзания», которая является комбинацией вязкости шлака, поверхностного натяжения и температуры плавления.
- Контроль сварочной ванны.
- Простота зажигания дуги и повторного зажигания.
- Выпуск шлака. Некоторые шлаки выделяются самостоятельно, в то время как другие требуют энергичного соскабливания отбойным молотком.
- Проникновение (глубокое, среднее или мелкое).
- Стабильность дуги и степень разбрызгивания.
- Профиль сварного шва (выпуклый, плоский или вогнутый).
- Внешний вид сварного шва (гладкий или волнистый).
- Физические и механические свойства наплавленного металла.
Покрытия электродов включают элементы для легирования, раскисления, связывания, газообразования, стабильности дуги, пластификации (для формуемости при экструзии) и образования шлака. Общие элементы включают хром, никель, марганец, ферросилиций, феррохром, ферромарганец, силикаты, кальций, магний, оксид титана, калий, плавиковый шпат, тальк, слюду и другие.
Подобно разнице между дешевым самогоном и элитным бурбоном, разница в производительности между электродами является результатом внимания к качеству ингредиентов (поставки от поставщиков, которые строго контролируют химический состав, чистоту и консистенцию) и навыков мастера-дистиллятора ( понимание того, как правильно выбирать, комбинировать и обрабатывать ингредиенты).
Обозначения
Покрытия A-15 содержат значительные количества известняка и плавикового шпата и могут называться покрытиями типа «известковая основа». Покрытия -16 и -17 содержат рутил в качестве основного компонента, который также известен как диоксид титана или оксид титана, с небольшим количеством известняка. Тип покрытия иногда называют основным-рутиловым.
ПокрытиеA-15 образует тонкий, быстро застывающий шлак, который облегчает сварку в нерабочем положении электродами размером 5/32 дюйма и меньше. Валик умеренно волнистый и слегка выпуклый, что может обеспечить необходимый запас прочности в высоконагруженных соединениях. Их часто выбирают для работы на стройплощадке и в критических условиях, например, для сварки супераустенитных материалов или материалов с очень высоким содержанием никеля в криогенных установках, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на известковой основе имеют самую плохую свариваемость, потому что то, как металл перемещается поперек дуги, затрудняет контроль сварочной ванны. Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения.
Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения.
Электроды -16 считаются «удобными для сварщиков». Поскольку они содержат элементы, которые легко ионизируются, такие как калий, электроды -16 легче зажигаются и перезажигаются и имеют стабильную, ровную дугу с точным переносом металла сварного шва в виде распыления. Однако, поскольку шлак замерзает медленно, исторически они ограничивались плоским (1F, 1G) и горизонтальным (2F, 2G) положениями. Возможна вертикальная и потолочная сварка, но поскольку сварочная ванна более жидкая, чем -15, она требует большего мастерства оператора. Валик от выпуклого до плоского с мелкой рябью и хорошим сплавлением боковых стенок. Шлак легко и полностью удаляется без вторичной пленки, что означает меньше времени на очистку, шлифовку и полировку. Они работают от переменного или постоянного тока (предпочтительнее DCEP).
Покрытия -17 содержат повышенную долю кремнезема для образования жидкой сварочной ванны с превосходным смачивающим действием и очень мелкой рябью для минимизации щелевой коррозии и шлифовки после сварки.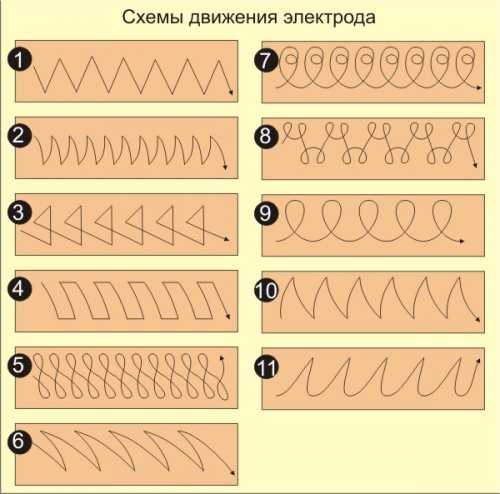 Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Среди других применений электроды -17 были разработаны для оборудования для молочной и пищевой промышленности и химических контейнеров, где радиус сварного шва должен быть гладким и вогнутым, чтобы предотвратить захват частиц. При сварке в плоском и горизонтальном угловых положениях вогнутая наплавка и отсутствие неровностей поверхности делают ее идеальной для применений, где важными факторами являются внешний вид, скорость и окончательная отделка.
Улучшения свариваемости
Большинство ведущих производителей электродов постоянно совершенствуют свои рецептуры на основе отзывов клиентов и возможностей улучшения (например, новые поставщики, смещение производственных площадок или наем новых составителей рецептур электродов, инженеров и химиков).
Так обстоит дело с составами покрытий для некоторых наиболее часто используемых аустенитных марок нержавеющей стали, включая 308L, 309L и 316L. Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Более новые электроды -15 обеспечивают лучшую свариваемость, чем электроды, произведенные много лет назад, поскольку стабильность дуги и перенос металла были улучшены. Некоторые из электродов -16, доступных в настоящее время, предлагают шлаковые системы, которые поддерживают сварку в положениях 2G и 3G лишь со средними навыками. Шлак создает полку для поддержки ванны, но позволяет избежать проблемы скученности ванны (нежелательная ситуация, возникающая, когда шлак пытается обогнать ванну, что может захватить шлак или погасить дугу). Эти электроды соответствуют требованиям обозначения -16 и имеют тот же профиль валика от плоского до слегка выпуклого, что и электроды -16, но по существу предлагают характеристики позиционирования и самоотделяющийся шлак электрода -17.
Консультации по сварке
Перед сваркой ознакомьтесь со всеми правилами OSHA, касающимися воздействия шестивалентного хрома, которые могут потребовать использования системы удаления дыма или шлема с PAPR.
При использовании источника сварочного тока с регулируемыми функциями запуска дуги установите регулируемое усилие дуги так, чтобы оно слегка благоприятствовало более «мягкой, маслянистой» стороне характеристик дуги. Если в машине есть настройка для рутиловых электродов, выберите ее. Если необходимо выбрать настройку для основного (EXX18) или целлюлозного электрода, выберите основной. С регулируемой функцией горячего пуска добавьте пусковой ток на 25 % больше, чем сварочный ток, в течение от половины до одной секунды. Обратите внимание, что электроды из нержавеющей стали требуют меньшего тока, чем мягкие электроды того же диаметра, поэтому следуйте рекомендациям производителя.
По сравнению с низкоуглеродистой сталью электроды из нержавеющей стали имеют медленное и быстрое замерзание сварочной ванны. Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Для системы быстрозамерзающего шлака электрода -15 добавление небольшого количества взмахов электрода (примерно 1/8 дюйма шага вперед и пауза) поможет создать ванну. Для более медленно замерзающих шлаковых систем электродов -16 и -17 используйте технику плетения, чтобы сгладить свод. Чем медленнее застывает шлак, тем шире переплетение. Чтобы избежать высокой выпуклости, проведите электродом посередине и сделайте паузу по краям (что также поможет связать выступы сварного шва).
Для сварки вертикально вверх подтолкните электрод вверх, как в случае E7018, но используйте плетение вместо прямого валика. Некоторые операторы используют метод J, при котором шаг электрода вперед происходит на одном конце сварного шва; другие просто перемещают электрод вверх на 1/16 – 1/8 дюйма, когда они проходят через середину.
Несмотря на то, что методы индивидуальны, как и оператор, каждый опытный оператор делится одним и тем же советом по сварке SMAW с использованием электрода из нержавеющей стали: нулевое время в центре валика, пауза на краях, полагайтесь на синхронизацию техники и никогда используйте внешний вид шлака, чтобы предвидеть профиль борта. Общие советы включают в себя «этот стержень будет лгать вам» и «не волнуйтесь; шлак не соответствует профилю борта». Учитывая появление на рынке более новых электродов серии 300, операторы обязаны получить несколько упаковок с образцами и на себе испытать разницу в характеристиках покрытия.
Джефф Липко — инженер по сварке и разработке, а Натан Лотт — инженер по применению в ESAB, 2800 Airport Rd., Denton, Texas 76207, 800-372-2123, [email protected], nlott@esab. ком, www.esabna.com.
Полное руководство по орбитальной сварке для начинающих [включает ресурсы]
В этом руководстве мы расскажем все, что вам нужно знать об орбитальной сварке.
- Что такое сварка?
- Что такое орбитальная сварка?
- Когда использовать орбитальную сварку?
- Преимущества орбитальной сварки
- Оборудование, необходимое для орбитальной сварки
- Достижение сварного шва наилучшего качества: процесс подготовки
- Марки орбитальных сварочных аппаратов
Что такое сварка?
Проще говоря, сварка — это процесс, при котором два отдельных куска металла (известных как электроды) сплавляются вместе с использованием высокой температуры.
Посмотрите базовую демонстрацию сварки здесь:
Сварочные электроды: плавящиеся и неплавящиеся
Существует 2 категории сварочных электродов.
Что такое орбитальная сварка?
По определению, орбитальная сварка относится к автоматизированной сварке закрепленных труб или труб с вращением электрода (или по орбите) вокруг трубы.
Это особый вид сварки, при котором дуга непрерывно вращается на 360° вокруг объекта (трубы/трубы).
Как работает сварочный автомат:
История орбитальной сварки
Орбитальная сварка была разработана в 1960-х годах, когда в аэрокосмической промышленности возникла потребность в более точном методе сварки.
Затем этот конкретный процесс начал находить свое место в различных областях, от автомобилестроения до пищевой промышленности.
Когда использовать орбитальную сварку?
Итак, как выбрать между сваркой и орбитальной сваркой?
Орбитальная сварка должна использоваться, если
✓ Производство включает в себя трудные позиции для ручной обработки
Место проведения сварки и место установки самого аппарата влияют на безопасность сварщика. Кроме того, он играет роль в определении сложности выполнения задачи.
Кроме того, он играет роль в определении сложности выполнения задачи.
Следовательно, если безопасность сварщика будет поставлена под угрозу, рекомендуется автоматическая процедура.
✓ Для производства большого количества сварных швов
Поскольку процесс полностью автоматизирован, орбитальная сварка идеально подходит для производства большого количества сварных швов благодаря своей повторяемости.
С другой стороны, если для производства требуется
- Небольшие количества или
- Индивидуальные детали
Можно использовать комбинацию полуавтоматических и механизированных машин.
Преимущества орбитальной сварки
Оборудование, необходимое для орбитальной сварки
AXXAIR SASL 200/300
1. Программируемое источник электроснабжения
Переносные источники электроэнергии
.
Поток защитного газа, сила сварочного тока и частота импульсов, скорость перемещения сварочной головки и операции подачи проволоки
Среднего размера Мобильные источники питания
Ток: до 400 ампер
Напряжение: 3-фазное 415 В
- Тяжелый вес: крепления на колесах для мобильности
- Контролирует до 6 осей настроек
Поток защитного газа, сила сварочного тока и частота импульсов, скорость перемещения сварочной головки, операции подачи проволоки, контроль напряжения дуги и колебания.
Полноразмерные источники питания
Ток: 300–600 ампер
Напряжение: 3-фазное 415 В или многовольтный вход
- Управление 6 осями или более
2. Сварочная головка
Функции:
- Удерживает электрод на месте
- Оказывает давление на свариваемые детали
- Протекает сварочный ток
- Поддержание температуры нагрева
Сварочные головки для сварки труб
AAXAIR SATF 40nd
- Сварочная головка с закрытой камерой
Диаметры: 1,6–168 мм
Автогенная сварка труб без присадочной проволоки
AXXAIR SATO 40E0x
- U-образная открытая сварочная головка
Диаметр: 8–275 мм
Обычно используется для орбитальной сварки TIG с присадочной проволокой или без нее
- Открытая сварочная головка кареточного типа
Диаметры: от 114 мм (внешний) и далее
Орбиты вокруг труб/труб на специальных рельсах с присадочной проволокой или без нее
Головки для приварки труб к трубным решеткам
- Закрытая орбитальная головка для сварки труб к трубным решеткам (без присадочной проволоки)
Диаметры: 9,5–33,7 мм (внутренние)
Сварка ВИГ (GTAW) без присадочной проволоки
- Открытые головки для сварки труб с трубными решетками (с присадочной проволокой или без нее)
Диаметры: 10 мм (внутренний) – 60 мм (внешний)
3.
 Устройство подачи проволоки
Устройство подачи проволокиВ зависимости от мобильности сварочного оборудования может потребоваться механизм подачи проволоки. Он может быть встроен в сварочную головку или поставляться как отдельное устройство.
4. Система охлаждения (вода/воздух)
Функция: защита сварочного оборудования от перегрева
Это необходимо для защиты оборудования от теплового повреждения и оператора от теплового поражения.
Существует 2 основных типа систем охлаждения: водяная или воздушная.
Система воздушно-водяного охлаждения
Несомненно, достижение качественного сварного шва зависит от знаний и опыта оператора для установки точных параметров.
Достижение сварного шва наилучшего качества: процесс подготовки
Планирование играет ключевую роль в достижении идеального сварного шва.
Помимо подготовки материалов и обеспечения безопасных условий, вы также должны привыкнуть к оборудованию.
1. Подготовка конца трубы/трубы
Убедитесь, что режущие лезвия заточены для получения чистого реза без деформации труб.
2. Выбор материала
При одинаковых параметрах выполните пробные сварные швы с использованием разных партий металлов, чтобы убедиться, что конечные продукты однородны.
3. Выравнивание сварных соединений
- Выравнивание: Используйте инженерные зажимы для выравнивания и фиксации сварных труб на месте. Это ускоряет процесс подготовки.
- Зазоры: не более 5% толщины стенки трубы/трубы
- Толщина стенки трубы: ±5% для обеспечения качества сварки
4. Сварочные газы
Подходящая газовая смесь зависит от плавких материалов. Некоторые распространенные смеси:
- Аргон и водород
- Гелий и аргон
5. Геометрия вольфрамового электрода
Источник: подготовка к победе
- Конус (угол)
Источник: 8 практических советов по орбитальной сварке
- Диаметр наконечника
Источник: 8 практических советов по орбитальной сварке
Выбор вольфрамовых электродов должен обеспечивать оптимальный баланс срока службы электрода и сварочных характеристик.