подготовка и технология процесса, типы швов
Инвертор для сварки, или инверторный источник сварочного тока (ИИСТ) – это источник питания электрической дуги, посредством которой и происходит соединение деталей из металла под воздействием очень высокой температуры. На сегодняшний день это один из самых популярных аппаратов для ручной сварки.
Содержание
- 1 Как работает ИИСТ
- 2 Организация рабочего места
- 3 Подготовка к процессу сварочных работ
- 4 Процесс сварных работ
- 5 Правильный розжиг дуги
- 6 Траектория движения электрода при сварке
- 7 Завершение
- 8 Типы швов при сварке электродами
- 9 Ошибки начинающих сварщиков
Как работает ИИСТ
Напряжение сети 220 В переменного тока подается на выпрямитель. Далее в силовом блоке инвертора постоянный ток преобразуется снова в переменный, но с повышенной частотой, который подается на высокочастотный сварочный трансформатор. Затем напряжение через выпрямитель подается на дугу.
На выходе получается дуга на постоянном токе, более устойчивая, что и требуется для качественной сварки.
Достоинства данного аппарата:
- За счет преобразования тока исследователи пришли к высокочастотному трансформатору, вес которого более, чем в 10 раз, меньше, чем у сетевого сварочного трансформатора. Масса его находится в пределах от 2 до 7 кг.
- Сварочная дуга высокого качества.
- Более сконцентрировано тепло к месту соединения, что повышает КПД.
- Минимальное разбрызгивание металла.
- Плавные регулировки сварочных характеристик.
- Более аккуратный и ровный сварной шов.
Недостатки:
- Ограничение по коэффициенту загрузки. При продолжительной работе происходит нагревание внутренних элементов, необходимо давать остывать в процессе работы.
- Повышенная чувствительность к влажности воздуха и конденсату внутри корпуса.
 Хранить инвертор рекомендуется в теплых сухих помещениях без резких перепадов температуры.
Хранить инвертор рекомендуется в теплых сухих помещениях без резких перепадов температуры. - Высокий уровень создаваемых высокочастотных электромагнитных помех.
 Хранить инвертор рекомендуется в теплых сухих помещениях без резких перепадов температуры.
Хранить инвертор рекомендуется в теплых сухих помещениях без резких перепадов температуры.Организация рабочего места
Оборудование для сварочных работ:
- Источник сварочного тока – сварочный инвертор или сварочный трансформатор.
- Сварочный электрод – в данном случае берется плавящийся, изготовленный из сварочной проволоки, которая подразделяется на углеродистую, легированную и высоколегированную. Поверх нанесен слой защитного покрытия, который тоже выполняет свою роль в этом процессе. Есть правило настройки преобразователя сварочного тока: чем толще электрод, тем большую мощность нужно выставить на сварочном аппарате.
- Одежда сварщика – это защитный огнестойкий костюм, который закрывает все открытые части тела: брюки, куртка с длинными рукавами, перчатки, прочная обувь (брюки должны быть поверх ботинок), шлем-маска с защитным стеклом. Необходимо, чтобы одежда была без синтетики.
- Молоток, для сбивания нагара. Напильник. Плоскогубцы.
 Необходимо, чтобы одежда была без синтетики.
Необходимо, чтобы одежда была без синтетики.Подготовка к процессу сварочных работ
Детали для сваривания подгоняются по размеру. Зачищаются от ржавчины и загрязнения.
Кабель массы подключается к одной из свариваемых деталей. Для надежного контакта это место зачищается до металла, можно применить напильник.
Электрод вставляется концом без напыления в держатель. Сварочный аппарат включается в сеть.
В соответствии с размером электрода выставляется сила тока. Можно руководствоваться табличными значениями. Всегда следует помнить, что слишком высокое значение силы тока будет резать металл, для чего ее и нужно использовать, а недостаточная – не даст дугу хорошего качества.
Процесс сварных работ
В процессе сварки горит электрическая дуга между металлом детали и электродом, расплавляя их.
Правильный розжиг дуги
Розжиг дуги можно сделать следующим способом: краткие касания кончиком электрода у начала сварного шва. Задача в том, чтобы электрический ток пробил воздушный промежуток и напыление на электроде.
Задача в том, чтобы электрический ток пробил воздушный промежуток и напыление на электроде.
Возможные причины, когда электрическая дуга не зажигается: качество подключения «массы», необходимо очистить кончик электрода от обсыпки, увеличить силу тока.
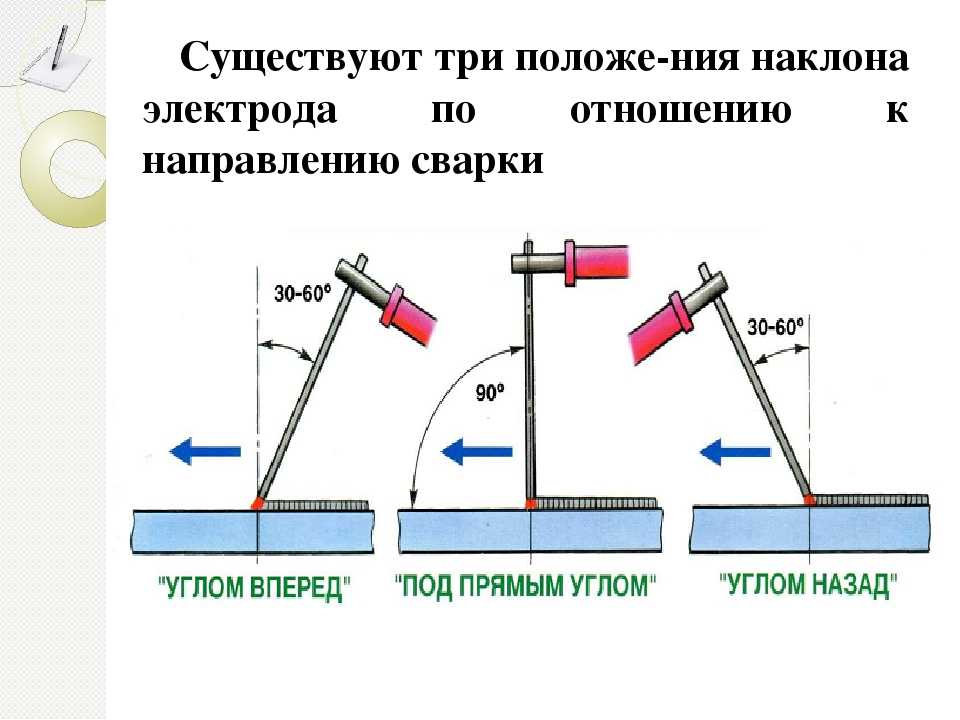
Траектория движения электрода при сварке
При сваривании вертикальных поверхностей сварной шов ведется снизу вверх.
При горизонтальном размещении направление движения электрода зависит от удобства выполнения шва.
Во время сварки электрод располагается под углом 300 – 600 к поверхности металла на расстоянии 3 – 5 мм от него.
Движение электрода идет поступательно – по принципу «елочка».
Для более ровного ведения шва можно отметить его место мелом.
Ускорять или замедлять ведение шва необходимо в зависимости от состояния сварной ванны — объема жидкого металла.
Завершение
По завершении процесса сварки очистить сварной шов от образовавшегося нагара. Осмотреть внимательно место сварки на предмет зашлакованности или пропуска.
Типы швов при сварке электродами
Швы бывают:
- Швы встык.
- Тавровые соединения.
- Угловые соединения.
- Швы внахлест.
Ошибки начинающих сварщиков
Наиболее часто встречающиеся ошибки заключаются в следующем:
- При медленном ведении электрода – образование прожогов.
- Слишком быстрое движение электрода – неровный шов.
- Не выдержан угол между электродом и поверхностью – шов плоский и неровный.
- Слишком маленький зазор между электродом и деталями – дефект «всплывания шва», металл непроварен.
- При слишком большом зазоре между электродом и рабочей поверхностью – шов непрочный, непроваренный металл.
- Детали повело – нужно перед началом сварки прихватить детали в нескольких местах с обеих сторон.
Чем легче варить полуавтоматом или электродом?
Статьи
Категории
Андрей Демидов
13 Июля 2020, Пн
Оглавление
- Отличия ручной сварки и полуавтоматической
- Какая лучше?
Полуавтоматическая сварка и ручная электродуговая имеет целый ряд отличий. Нельзя сказать, что, какая-то из них лучше или хуже. Все зависит от того, для каких работ выбирается агрегат, требований к качеству сварочного шва и величине нагрузки, которая будет оказываться на агрегат. Какой вид сварки более простой – полуавтоматический, с применением сварочной проволоки в защитной газовой среде или ручной дуговой, при помощи электродов?
Какой вид сварки более простой – полуавтоматический, с применением сварочной проволоки в защитной газовой среде или ручной дуговой, при помощи электродов?
Чтобы не ошибиться с выбором необходимого агрегата и режимом сварки, необходимо иметь представление о работе техники. Как она проводится и в чем преимущество каждого из устройств. Все это и многое другое можно узнать из описания агрегатов или получив консультацию у менеджеров, на сайте «СварМакс».
Ручная сварка и аргоннодуговая, проводится с плавящимися штучными и неплавящимися вольфрамовыми прутами. Плавится металл сварочной электродугой. Во время этого процесса расплавленный металл свариваемого изделия смешивается с металлом рабочих электродов. Показатель свариваемости и химические компоненты сварочного шва определяют при этом режиме сварки и его качество, прочность и аккуратность. Также, учитывают:
- толщину, вид применяемого электрода;
- химический состав покрытия электрода;
- толщину и тип свариваемого металла;
- длину сварочного шва.

Качество сварки при ручном дуговом режиме зависит и от таких параметров, как: плотность и сил тока, длина сварочной дуги. Сварка в этом режиме может быть верхней и нижней.
Полуавтоматическая сварка от ручной отличается тем, что расходным материалом в ней служит не электрод, а сварочная плавящаяся или порошковая, флюсовая проволока. Подается она в момент сварки автоматически. При использовании сварочной проволоки проводится варка в защитной газовой среде, а при применении порошковой – газ не нужен.
Эффективность и скорость полуавтоматической сварки гораздо выше, а сваривать с ней можно не только толстые детали, но и тонколистовое железо. Во время работы не нужно делать перерыв, чтобы сменить использованный электрод.
Каждый вид сварки имеет свои достоинства и недостатки. И сказать какая из них лучше невозможно.
Оборудование для ручной сварки простое в работе и обслуживании, и работать с ней можно в разном положении, проводят сваривание в самых труднодоступных местах, соединения самые разные виды металлов.
Полуавтоматическую сварку используют для кузовного ремонта. Она может варить изделия, которые уже имеют коррозию. Процесс работы не затратный. Также, при работе можно применять проволоку из меди. Защитный газ, применяемый во время работы защищает швы и делает их более прочными и аккуратными.
Электродуговая ручная сварка применяется для соединения – арматуры, деталей, при возведении сеток из металла и оснований (каркасов), монтаже конструкций из железобетона. Полуавтоматическая используется при работе с цветметаллами, для стыковки труб, нержавеющей стали, в авиационной промышленности, автомобилестроении.
Статьи
Оцените статью:
(0.0)
100% гарантия качества
14 дней на возврат товара
Быстрая доставка по Украине
Оплата при получении
Как выполнять сварку с использованием целлюлозных электродов — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Целлюлозные электроды представляют собой покрытые электроды, покрытие которых состоит из большого количества целлюлозы. Эти типы электродов используются в основном для электродуговой сварки металлическим электродом и являются фаворитами среди сварщиков из-за их высокого уровня проплавления, точности, высокой износостойкости и длительного срока службы. Когда обрабатываемая деталь требует, чтобы механические свойства свариваемого материала имели первостепенное значение, рекомендуется использовать целлюлозные электроды. Целлюлозные электроды можно использовать для сварки в любом положении, и они очень просты в использовании, когда требуется сварка вертикально вниз.
Эти типы электродов используются в основном для электродуговой сварки металлическим электродом и являются фаворитами среди сварщиков из-за их высокого уровня проплавления, точности, высокой износостойкости и длительного срока службы. Когда обрабатываемая деталь требует, чтобы механические свойства свариваемого материала имели первостепенное значение, рекомендуется использовать целлюлозные электроды. Целлюлозные электроды можно использовать для сварки в любом положении, и они очень просты в использовании, когда требуется сварка вертикально вниз.
Чтобы начать сварку целлюлозными электродами, вы должны начать так же, как и с любым другим электродом. Включите источник электропитания, который питает ваш сварочный аппарат. Как только это будет сделано, электрическая дуга будет создаваться всякий раз, когда электрод вступает в контакт с любой заземленной металлической поверхностью. Затем вам нужно будет вставить целлюлозный электрод в электрододержатель и расположить целлюлозный электрод немного выше металла, который вы собираетесь сваривать.
После того, как вы успешно вставили целлюлозный электрод в держатель, вам нужно повернуть электрод вниз поворотом запястья. Это действие приведет к тому, что целлюлозный электрод поцарапает свариваемый металл. Теперь слегка приподнимите электрод над металлом, создав дугу. На этом этапе вам нужно будет отрегулировать угол электрода так, чтобы он составлял от 12 до 20 градусов от вертикального положения, и позволить целлюлозному электроду образовать расплавленную ванну на металле. При использовании целлюлозных электродов важно поддерживать постоянный угол и высоту электрода во время сварки.
Чтобы двигать электродом после начала сварки, двигайте всем телом, а не только запястьем. Неспособность двигаться всем телом во время сварки приведет к тому, что вам придется постоянно менять угол сварки. Чтобы сохранить прямой угол во время сварки, не забывайте двигаться во время сварки не только запястьем и рукой. Во время этого процесса, когда обратная сторона расплавленной ванны остывает, на готовом сварном шве образуются ряби.
Как и при любом методе сварки, независимо от того, какой тип электрода используется, для вашей безопасности необходимо всегда носить надлежащее защитное снаряжение. Это включает в себя ношение сварочного шлема, соответствующей обуви и сварочных перчаток. Это защитное снаряжение поможет защитить вас от случайных искр, вызванных сваркой, которые могут попасть на вашу одежду. Независимо от того, насколько малым и быстрым, по вашему мнению, должен быть сварной шов, всегда остается вероятность непредвиденных обстоятельств. Для вашей безопасности и безопасности окружающих важно всегда соблюдать все рекомендуемые процедуры безопасности. Они были разработаны для того, чтобы вы оставались в безопасности каждый раз, когда берете в руки сварочную горелку.
Подано в: угол, дуга, целлюлозные электроды, электрод, Учиться, дуговая сварка металлом, сварка, сварщики, сварка, сварочный аппарат
Делиться: Предыдущая статья Ограниченная серия ESAB “United Weld” Sentinel A50Руководство по сварке электродами на кораблях
Главный инженер Мохит Сангури РекомендацииРуководство по сварке электродами на судах. Выбор электрода и установка тока
В машинном отделении корабля есть машины, конструктивные элементы, трубы и т. д., изготовленные из различных металлов и сплавов. Второй инженер должен быть в состоянии помочь судовому сварщику определить металл машины или конструктивного элемента, подлежащего ремонту, и предложить подходящий электрод для его сварки.
Электроды имеют идентификационные номера, такие как E6013, а иногда и цветовую кодировку, которые трудно понять. Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Эта статья призвана помочь морским инженерам распознать часто используемые электроды в машинном отделении для ручной дуговой сварки металлическим электродом.
Обычно используемые сварочные электроды в машинном отделении корабля
В каждом машинном отделении есть коллекция сварочных электродов в машинном отделении. Как правило, существуют электроды общего назначения оптом и несколько килограммов специальных электродов, таких как электроды с низким содержанием водорода, электроды из чугуна и т. д. Распознавание нескольких электродов и областей их применения может облегчить жизнь второму инженеру. В машинном отделении обычно используются следующие электроды:
E6011: Электрод для сварки во всех положениях, который можно использовать как на переменном, так и на постоянном токе. Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.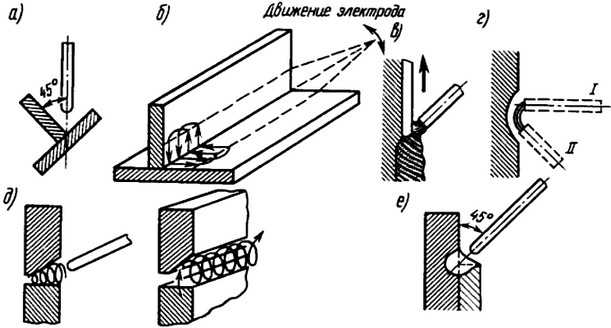
Важные характеристики : сварка труб, вертикальная и потолочная, устойчивая к ржавчине и краске, глубокое проплавление.
E6013: Электрод общего назначения, который можно использовать как с переменным, так и с постоянным током, обеспечивает сварку со средним проплавлением и превосходным внешним видом сварочного валика. Подходит для сварки стали средней толщины и листового металла. Это также особенно полезно, когда есть плохая подгонка и большие зазоры в обрабатываемой детали.
Важно Характеристики : Общего назначения, плохое прилегание, среднее проникновение.
E7014: Это электрод общего назначения, который используется там, где требуется более высокая эффективность, чем E6013. Может использоваться как с переменным, так и с постоянным током. Имеет легкое и среднее проникновение. Он предназначен для предоставления высоких ставок по депозитам и подходит для более высоких скоростей.
Важный Характеристики : Высокое осаждение, высокая скорость, универсальное применение, легкое и среднее проникновение.
E7018: это электрод с низким содержанием водорода, который можно использовать как с переменным, так и с постоянным током. Флюсовое покрытие этого электрода имеет низкое содержание водорода, что снижает количество водорода, попадающего в сварной шов. Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки. Его другие применения – холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Важно Характеристики : Высокая прочность, низкое содержание водорода, среднее проникновение.
Использование электродов с низким содержанием водорода
Электроды с низким содержанием водорода — это электроды с низкой концентрацией водорода во флюсовом покрытии. Это гарантирует, что
водород не попадет в шов металла во время сварки. Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести – это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Водород вызывает беспокойство, поскольку он приводит к растрескиванию зоны термического влияния. Водород в сочетании с высокими остаточными напряжениями и чувствительной к растрескиванию стали может привести к образованию трещин после сварки.
Выбор правильного размера электрода
На борту судов обычно используются электроды диаметром 2,5 мм и 3,2 мм, а иногда и 4 мм. Однако обычно доступны размеры электродов 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и 5,0 мм. Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д.
Обычно размер используемого электрода зависит от толщины свариваемой детали. Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
В таблице ниже показаны рекомендуемые размеры электродов для различной толщины обрабатываемой детали.
Настройка тока
Настройка тока также зависит от размера электрода и свариваемого металла/сплава. Обычно производители указывают текущий диапазон, который необходимо поддерживать. При сварке над головой уставка тока немного меньше, чем при плоской сварке.
При дуговой сварке очень важен правильный выбор тока. Если ток установлен слишком низким, возникают трудности с запуском дуги, и дуга не будет стабильной. Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.
Если установить слишком высокий ток, электрод может перегреться, появится чрезмерное разбрызгивание, а также может произойти подрез и подгорание материала.
Оптимальный ток находится между диапазонами тока, указанными для электрода производителем. Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
В таблице ниже приведены рекомендуемые электроды для E6013 в зависимости от размеров. Диапазон может отличаться от производителя к производителю и для разных спецификаций электрода и предназначен для общего ознакомления.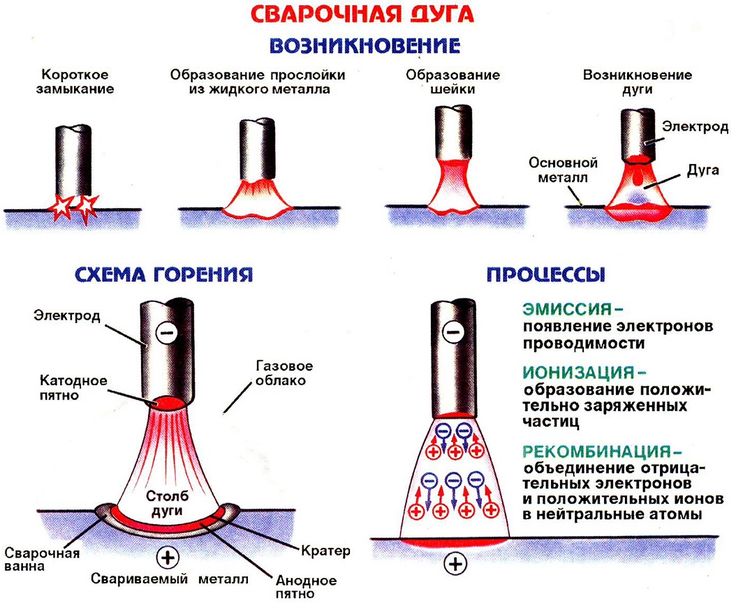
В следующей статье мы поговорим о классификации и номенклатуре сварочных электродов.
Каталожный номер:
- Bohler Welding Guide: 2008
- https://www.mig-welding.co.uk/electrode-classification.htm
- https://www.mig-welding.co.uk/wiki/Electrode_Reference_Chart
- https://www.metalwebnews.com/howto/weldrod.html
- РУКОВОДСТВО UNITOR ДЛЯ МОРСКИХ СВАРЩИКОВ
- https://www.esabna.com/euweb/oxy_handbook/589oxy24_4.htm
- BOC: ОСНОВЫ РУЧНОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ
Старший инженер Мохит Сангури — старший инженер морской пехоты (класс I, неограниченная мощность). Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt.