7 правил, как научиться варить электросваркой тонкий металл
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
– углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
– углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
– прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются.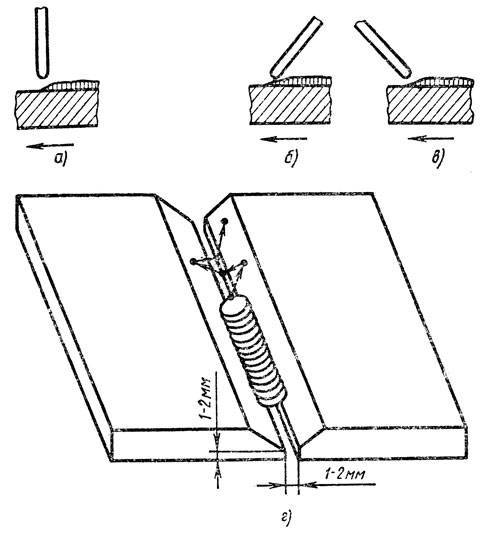 Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Как варить металл, чтобы не повело | ММА сварка для начинающих
Листовой металл очень часто ведёт при сварке, в результате чего портится работа и свариваемая заготовка. Деформация металла, особенно тонкого, часто вызвана отсутствием опыта у сварщика и вследствие неправильного выбора сварки. Рассмотрим основные проблемы, из-за которых металл «ведёт» при сварке, и как не допустить его деформации.
Рассмотрим основные проблемы, из-за которых металл «ведёт» при сварке, и как не допустить его деформации.
Почему ведёт металл при сварке
Очень часто при сварке тонколистового металла, например, при изготовлении дверей, вся конструкция деформируется. Происходит это из-за воздействия на неё высоких температур, а также вследствие допущенных ошибок во время сварки.
Особенно заметная будет деформация тонколистового металла, после остывания. Здесь все во много зависит от его коэффициента линейного расширения и теплопроводности. Чем меньше будет теплопроводность свариваемого металла, тем выше вероятность его деформации.
В некоторых случаях, и вовсе, чтобы не допустить деформаций, сварку изделий осуществляют, только в нагретом состоянии.
Как варить металл, чтобы не повело
Рассмотрим решение данной проблемы:
Последовательное прохождение сварочных швов. Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов, не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Если нужно варить тонколистовой металл, то, чтобы избежать его деформации, целесообразно будет использовать обратноступенчатый шов, не более чем 300 мм. После того, как металл остыл, можно будет заварить оставшиеся щели. Таким образом, тонколистовой металл не поведёт.
Точнее деформации будут, однако ранее сделанные, «короткие» швы, будут компенсировать их. Кроме того, в ряде случаев, при сварке тонкого металла, лучше всего сначала использовать прихватки, а уже потом обваривать шов.
Предварительное сгибание свариваемых заготовок. Ещё один из способов, который позволит уменьшить деформацию тонкого металла, связан с выгибанием заготовки в противоположное направление от напряжений при сварке. Таким образом, после того, как сварка будет произведена, металлическая заготовка под воздействием деформации вернётся в нужное положение.
Какой сваркой лучше всего варить тонколистовой металл
Чем выше будет температура в зоне нагрева, тем больше вероятность того, что металл поведёт.
Различные виды сварки имеют разный температурный режим, поэтому если нужно часто варить тонкий металл, то стоит задуматься вот над чем:
- Кислородно-ацетиленовая сварка — не самый лучший вариант для того, чтобы варить тонколистовой металл. Самые большие деформации происходят именно при данном виде сварки, так как её температура достигает 3100 °C.
- ММА сварка — всеми любимая ручная дуговая сварка электродом с покрытием. При ручной дуговой сварке, температура, возникающая на конце электрода гораздо ниже, от 2400 до 2700 °C. Поэтому данный вид сварки более предпочтителен для соединения тонколистового металла.
- Полуавтоматическая сварка MIG/MAG — температура нагрева составляет порядка 1500 °C, а скорость сварки ещё быстрее, чем при ручной дуговой сварке. Поэтому MIG и MAG, является наиболее удобной для сварки заготовок выполненных из тонколистовой стали.
Ну и последнее, это правильная организация отведения тепла в зоне сварки. Для этих целей можно использовать как специальные теплоотводящие медные пластины, так и подручные средства. Например, можно применить влажный асбест, для того, чтобы наложить его рядом со сварочным швом или другие материалы.
Для этих целей можно использовать как специальные теплоотводящие медные пластины, так и подручные средства. Например, можно применить влажный асбест, для того, чтобы наложить его рядом со сварочным швом или другие материалы.
Сварка электродами зимой
Кто варил зимой знают как холод влияет отрицательно на сварку. В самые сильные морозы простыми электродами не поваришь. Сам сварной шов начнет покрываться трещинами. Для таких работ специально были разработаны ряд типов электродов позволяющие выполнять работы в мороз. К ним можно отнести Э-42А, Э-50А, Э-42 с газообразующим покрытием.
Вы не подумайте если на пачке указана температура эксплуатации минус 40, то можно варить холодный металл. Существует ряд подготовительных работ перед сваркой. Самым главным условием является прогрев места где будет проводится сваривание деталей. Окружающий воздух холодный и когда без прогрева зажжете дугу и нагреете маленький участок сварки ,то остывание будет происходить очень быстро. Металл сыреет от конденсата и ухудшает состав шва. Вырастает внутренне сопротивление от неравномерного прогрева. Это приведет неизбежно к браку шва.
Металл сыреет от конденсата и ухудшает состав шва. Вырастает внутренне сопротивление от неравномерного прогрева. Это приведет неизбежно к браку шва.
На северной части России сварщики часто используют УОНИ 13/45 для коренного шва. Искусственно создаются условия благоприятные для каждого вида металла отдельно, при которых качество свариваемых частей не страдает. К этому можно отнести трубопровод , емкости, ремонт техники. Эти электроды дают пластичность на излом. При этом наплавленный материал не хрупкий и выдерживает большие нагрузки как динамические так и внутренние. Красным в паспорте электрода я выделил температуру при которой эксплуатировать можно шов.
К примеру ремонт железнодорожных путей осуществляется специальными электродами фирмы ESAB OK75.75, OK 74,78. Требования к этим электродам высокие. От качества зависит сваренный шов. Эксплуатация при крайних низких температурах до минус 60 градусов, с высокими динамическими нагрузками. Очень прихотливые к чистоте где проводится сварка. Так же нужно соблюдать температурный режим во избежания деформаций.
Так же нужно соблюдать температурный режим во избежания деформаций.
Что касается обычных электродов для рядовых конструкций из низко углеродистой стали. К ним требования ниже из за использования самих сваренных деталей при холоде не ниже 20 градусов. Так как основная часть электродов соответствует ГОСТу 9467-75. Испытание наваренного металла проводится при температуре минус 20 гр. Но при наличие газообразующей обмазки на электроде. Которая в свою очередь активно защищает сварочную ванну. Часто используют такие марки как МР-3А, МР-3 (отличаются составом металла стержня электрода). С буквой (А) в окончании позволяют сваривать более толстый металл.
Бывает что приходится варить низколегированную сталь. А она как известно вообще боится морозов. Наличие в ней легирующих элементов дают особенные качества, но при резком перепаде и большой разницы температуры резко ухудшают структуру металла. По этому рекомендуется варить не ниже 10 гр. На примере часто встречаются АНО-21 электроды.
В каком холоде можно варить я подчеркнул. Чем выше цифра тем ниже градусы.
Но мы не всегда свариваем, бывает что нужно и отрезать лишнее. Возможно и это при условии ели род стали позволяет проводить работы при низких температурах при этом не страдают основные характеристики. В данном случае горелками прогреваем участок где будем отрезать в радиусе 40см до 200 градусов. Контроль за температурой отслеживают различными способами термическая краска, карандаш, прибор. Как достигли нужной температуры то можно резать, а потом даем как можно медленней остыть. Тем самым сохраним целостность кристаллической решетки.
Все рекомендации помогут вам помочь правильно выполнить работу. В этой статье раскрыты основные моменты на что нужно обращать особое внимание. Особенно важно с каким металлом вы работаете.
Тонкости сварки автомобильного металла полуавтоматом
Известно, что
полуавтоматические сварочные автоматы позволяют варить различный по толщине
металл, начиная от тонкого – толщиной в 0,7-0,8 мм, и заканчивая толстым
металлом, толщиной в 4 и более миллиметров. Это говорит о том, что варить с
помощью полуавтомата, можно совершенно разный металл, в том числе и автомобильный
металл – крылья и пороги, а также кузов, лонжероны и прочие автомобильные
части.
Это говорит о том, что варить с
помощью полуавтомата, можно совершенно разный металл, в том числе и автомобильный
металл – крылья и пороги, а также кузов, лонжероны и прочие автомобильные
части.
Какими способами полуавтоматической сварки можно варить металл?
Очень
распространенной является сварка встык. Её используют в случаях, когда деталь
нуждается не в полной замене, а частично. То есть, например, если вы решили
вставить в крыло своего автомобиля вставку, или решили вварить в него заплату.
Этот способ также удобен тем, что снимать фаски с металлических краев заготовок
не потребуется. Фаски необходимо снимать, только если толщина металла превышает
2 мм, да и то, не всегда эта тенденция стопроцентная. Однако, сварка встык
требует иного – максимально точной и взаимной подгонки ремонтируемых деталей
перед началом сварочного процесса. Это говорит о том, что например, между
краями деталей должны отсутствовать зазоры или же иметь минимальные значения. В
противном случае, при попытке сварить 2 куска железа, не получится – вы или
получите дырку, либо испортите заготовки. Данный вид сварки используют во время
ремонта или восстановления наружных частей и кузовных деталей в автомобиле.
Например, в ситуациях, когда необходимо заменить не целую часть детали, а
только определенный её участок. Например, крыло – вам необходимо лишь вырезать
небольшой, поврежденный, ржавый или другой участок, который требует замены, и
вставить на его место новый кусочек. Причем, делать это необходимо предельно
аккуратно, в противном случае – внешний вид автомобиля будет испорчен.
Данный вид сварки используют во время
ремонта или восстановления наружных частей и кузовных деталей в автомобиле.
Например, в ситуациях, когда необходимо заменить не целую часть детали, а
только определенный её участок. Например, крыло – вам необходимо лишь вырезать
небольшой, поврежденный, ржавый или другой участок, который требует замены, и
вставить на его место новый кусочек. Причем, делать это необходимо предельно
аккуратно, в противном случае – внешний вид автомобиля будет испорчен.
Чем известна сварка встык, так это своими подгоночными работами, а также тем, что выполнять работы по автомобильному металлу должен высококвалифицированный сварщик. Данный метод сварки намного проще использовать в случае сваривания металла, толщиной в 2 мм и более. В таком случае это происходит намного проще, так как толстый металл не нуждается в точной подгонке, и в большинстве своем прощает сварщику, его «огрехи», которые он допустил во время подгонки.
Также,
используется сварка внахлест. Достаточно распространенный способ соединения
металла в автомобильном обслуживании и ремонте. Этот способ предполагает
«накладывание» одного куска металла, на другой. Кроме того, сварка внахлест
используется во время ремонта или же замены силовых элементов, таких как
лонжероны, усилители, пороги и всё такое прочее.
Достаточно распространенный способ соединения
металла в автомобильном обслуживании и ремонте. Этот способ предполагает
«накладывание» одного куска металла, на другой. Кроме того, сварка внахлест
используется во время ремонта или же замены силовых элементов, таких как
лонжероны, усилители, пороги и всё такое прочее.
Автомобильные сварщики также используют сварку через отверстие или же, электрозаклепку. Этот вид является одним из разновидности сварки внахлест. Однако вместе с тем, он чем-то отдаленно напоминает точечную сварку, которая используется во время сварки кузова на заводе производителя. Используется данный вид сварки очень часто – во время ремонта порогов и крыльев, для исправления различных дефектов и проблем с кузовом и так далее. В таком случае, правда, используется несколько разновидностей сварных швов, в частности:
– точечные сварные швы;
– сплошные сварные швы;
– и прерывистые сплошные швы.
Что же
касается точечных сварных швов, то во время сварки, они выполняются в виде
отдельных точек, соединяющих детали в нескольких точках. Сплошные сварные швы
наносятся по всей поверхности соединения, а прерывистые – с небольшими
промежутками. Каждый способ выбирается в зависимости от того, с какой деталью
имеет дело сварщик, какая толщина металла используется и так далее.
Электросварка варим правильно
Сегодня мы подготовили статью на тему: “электросварка варим правильно”, а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Нет тематического видео для этой статьи.| Видео (кликните для воспроизведения). |
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Сварка электродами, как правильно варить начинающим
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева.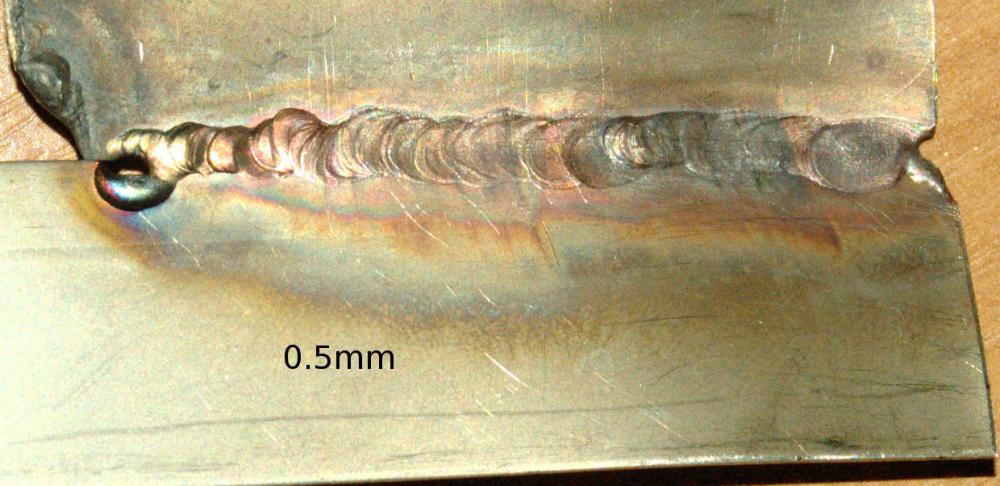 Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.

- Кромки, где будет проходить шов, необходимо зачистить до блеска.

После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Ниже перечислены остальные виды сварки:
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.

Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.

Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 3.7 проголосовавших: 107 правил, как научиться варить электросваркой тонкий металл
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 109500
[~ID] => 109500
[NAME] => 7 правил, как научиться варить электросваркой тонкий металл
[~NAME] => 7 правил, как научиться варить электросваркой тонкий металл
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
- углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
- углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
- прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник:
wikimetall.ru
[~DETAIL_TEXT] =>
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
- углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
- углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
- прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник:
wikimetall.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать...
[~PREVIEW_TEXT] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать...
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 21.07.2020 08:00:55
[~TIMESTAMP_X] => 21.07.2020 08:00:55
[ACTIVE_FROM] => 21.07.2020
[~ACTIVE_FROM] => 21.07.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/109500/
[~DETAIL_PAGE_URL] => /news/115/109500/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => 7_pravil_kak_nauchitsya_varit_elektrosvarkoy_tonkiy_metall
[~CODE] => 7_pravil_kak_nauchitsya_varit_elektrosvarkoy_tonkiy_metall
[EXTERNAL_ID] => 109500
[~EXTERNAL_ID] => 109500
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 21.07.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_META_KEYWORDS] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_META_DESCRIPTION] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать...
[SECTION_PAGE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_META_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_META_KEYWORDS] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_META_DESCRIPTION] => Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать...
[ELEMENT_PAGE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_DETAIL_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл
[SECTION_DETAIL_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => 7 правил, как научиться варить электросваркой тонкий металл
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => 7 правил, как научиться варить электросваркой тонкий металл
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
7 правил, как научиться варить электросваркой тонкий металл
 Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
 Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
 Второй выступает в роли преграды между внешней средой и электрической дугой.
Второй выступает в роли преграды между внешней средой и электрической дугой.
 К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
 Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
 К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
21.07.2020
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
– углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
– углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
– прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Источник: wikimetall.ru
Просмотров: 241
Сварка толстых и тонких деталей
Если следовать лучшему дизайну, соединение толстых и тонких деталей должно быть сведено к минимуму. Когда нам действительно нужно соединить толстый слой с тонким, мы должны следовать некоторым основным рекомендациям, чтобы добиться успеха. Более толстая часть всегда может поглотить больше тепла, чем более тонкая. Также следует учитывать теплопроводность материалов и их влияние на процесс сварки. Такие материалы, как алюминий, могут поглощать гораздо больше тепла, чем что-то вроде стали или нержавеющей стали.
При сварке чего-то толстого к тонкому нам нужно убедиться, что у нас правильная установка силы тока, иначе мы рискуем сжечь более тонкую из двух частей. Если мы установим низкую силу тока, чтобы предотвратить чрезмерное плавление при сварке, мы рискуем не получить достаточно тепла, чтобы расплавить тикерную часть. Кроме того, если мы установим слишком высокий уровень силы тока, чтобы нагреть более толстую часть, мы рискуем сжечь или расплавить более тонкую часть.
Один из подходов – использовать правильную силу тока для более тонкого материала.С помощью горелки или другого нагревательного инструмента нагрейте более толстую часть до точки, при которой она легко приваривается к более тонкой части. Использование этого процесса также полезно для увеличения эффективного тепла, которое вы можете выработать с помощью некоторых небольших сварочных аппаратов. Если мы предварительно нагреем основной материал, мы сможем сварить более толстый материал, чем обычно.
Другой метод, который мы можем использовать, – установить силу тока достаточно большой, чтобы сваривать более толстую из двух металлических частей. Во время сварки мы просто целуем край более тонкой части и направляем большую часть тепла на более толстую часть.При использовании этого метода угол наклона горелки и электрода может иметь большое значение. Сохранение достаточного количества присадочного металла в стыке также действует как огнетушитель на более тонкую часть.
Тем не менее, есть еще одна уловка, которую мы можем использовать, когда сталкиваемся с проблемой сварки тонкой и толстой . Мы можем разместить радиатор на тыльной стороне более тонкой части. Если мы поместим кусок меди, латуни или алюминия на заднюю сторону более тонкой части, это может предотвратить преждевременное плавление до того, как более толстая часть будет готова к расплавлению.Блок, закрепленный на обратной стороне листа или тарелки, сделает свое дело.
Сплошной стержень или стержень, вставленный в трубу или трубу, также подойдет. Иногда лучший способ изготовить требуемый радиатор или оснастку – это возможность обработать деталь по размеру. Для этих целей всегда пригодятся обрезки алюминия и меди. Будьте изобретательны в использовании и применении, потому что есть несколько подходов к решению проблемы сварки.
Если детали изготовлены из нержавеющей стали, титана или никелевых сплавов, нам необходимо рассмотреть возможность использования продувки инертным газом на задней стороне более тонкого компонента, чтобы предотвратить загрязнение, засахаривание или чрезмерное образование карбида.Если мы прожигаем более тонкий материал и у нас нет обратной продувки инертным газом, мы можем повредить материал, не подлежащий ремонту. Мы должны проявлять особую осторожность, чтобы не перегреть эти материалы, и убедиться, что значения силы тока соответствуют спецификациям процедуры сварки.
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения дополнительных сведений и информации об оборудовании для различных процессов сварки и резки.У Longevity есть подходящая машина для вашего конкретного применения, поэтому посмотрите и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.
Как сваривать тонкий металл с помощью дуговой сварки – квалифицированный сварщик
Дуговая сварка использует электрическую дугу, которая плавит металлы и соединяет их вместе. Электрическая дуга возникает между основным металлом и расходуемым / неплавящимся электродом. Электричество может быть переменного тока (AC) или постоянного тока (DC).Возникающая в результате электрическая дуга находится под сильным нагревом до 6500˚F. Этого достаточно, чтобы расплавить большинство металлов и склеить их вместе.
Проблема с такими высокими температурами заключается в том, что металлические поверхности подвергаются воздействию загрязняющих веществ. Для защиты дуги и реакции с кислородом сварщик будет использовать защитный газ. Как только сварной шов остынет, металлы соединятся вместе.
Существуют различные методы дуговой сварки в зависимости от того, используют ли они плавящийся электрод или неплавящийся электрод.
Проблемы со сваркой тонких металлических листов
Хороший сварочный аппарат MIG может быть довольно дорогим, что делает идею сварки тонких листов сложной задачей. Вам также необходимо приобрести другие аксессуары, такие как регуляторы, баллоны защитного газа и запчасти для механизмов подачи проволоки. Проблема со сварочными аппаратами MIG заключается в том, что они довольно громоздкие, что затрудняет их перемещение. Инертный газ также может уноситься наружу. Другой вариант – блестящий. Дуговая сварка выделяет много тепла, которое при нанесении на тонкие листы приводит к их многочисленным деформациям.По этой причине сварщики выбирают сварку MIG или TIG.
Газовая сварка металлическим электродом (GNAW)
Это также обычно называют сваркой металла в инертном газе (MIG). В этом случае вы подаете непрерывный нагретый твердый проволочный электрод в сварочную ванну. Это нагревает металлические поверхности и соединяет их вместе. Кроме того, сварочный шов постоянно подается инертными газами для защиты от загрязнений.
GMAW – один из наиболее эффективных способов соединения тонких листов металла, таких как аустенитная нержавеющая сталь или углеродистая сталь.Материалы калибра часто имеют толщину от 18 ga до 0,1875 дюйма для нержавеющей стали или от -24 ga до 0,1875 дюйма для углеродистой стали. Области применения тонкого металла широко распространены, поскольку они используются в автомобильной промышленности и в системах отопления, вентиляции и кондиционирования воздуха.
Дуговая сварка защищенным металлом (SMAW)
Это также известно как сварка штучной сваркой и происходит, когда дуга возникает между заготовкой и электродом, покрытым флюсом. Под действием электрического тока поверхность детали и стержень плавятся, образуя сварочную ванну.Чтобы защитить сварочную ванну от окисления и загрязнения, флюсовое покрытие плавится с образованием защитного газа.
Создание идеального режима сварки для тонких листов
Если вы хотите получить хороший сварной шов на тонких листах, вы должны быть особенно осторожны, чтобы минимизировать искажения. Режим сварки должен быть оптимальным для безупречной сварки тонких листов. Большинство сварщиков будут использовать режим передачи короткого замыкания из-за низкого тепловыделения. В качестве альтернативы вы можете использовать импульсный режим, который позволяет регулировать скорость движения, следовательно, контролировать подвод тепла.Было время, когда сварка тонких листов была большой проблемой, но инновации привели к появлению новых сварочных аппаратов, которые можно легко запрограммировать для работы в импульсном режиме с коротким замыканием и импульсом с импульсом. Это позволяет запрограммировать заданное время, что дает лучший контроль над питанием.
Другой метод уменьшения сварочных деформаций при сварке тонких металлов – это последовательная сварка. Если у вас тонкий материал, вы можете уменьшить искажения, распространив более мелкие сварные швы по стыку.
Защитный газ
Правильное количество защитного газа повлияет на искажения. Это также повлияет на внешний вид борта, текущий уровень и разбрызгивание. Большинство режимов передачи короткого замыкания (SCT) состоят из аргона -75% и 25% углекислого газа, когда вы работаете со сталью. Для нержавеющей стали нужна смесь из 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эти комбинации не высекаются из камня, и вы можете варьировать свои смеси.
Наклон и индуктивность
Нержавеющая сталь имеет более низкую теплопроводность, чем углеродистая сталь, поэтому ее присадочные металлы не сильно передают тепло.Это приводит к появлению большого количества брызг, в результате чего ваша бусина оказывается не такой плоской, как вам хотелось бы. Для улучшения внешнего вида сварного шва сварщик использует источник питания с регулировкой наклона или индукцией. Во время этого процесса индуктивность замедляет время отклика источника питания, в то время как наклон ограничивает ток короткого замыкания. Это приводит к более контролируемому сгоранию проволоки. Увеличивая скорость подачи проволоки, вы также увеличиваете количество коротких замыканий в секунду. Это может возрасти с 20 до более 200.
Диаметр проволоки
Чтобы добиться наилучшего качества сварки тонких металлов, необходимо быть особенно внимательными при выборе диаметра проволоки. Правый диаметр провода короткого замыкания для углеродистой стали составляет 0,023, 0,030, 0,035 и 0,045 дюйма и 0,030, 0,035 и 0,045 дюйма для нержавеющей стали. Для очень тонких металлов вы можете уменьшить диаметр проволоки для более тонких металлов. Вам также понадобится аппарат для дуговой сварки постоянным током мощностью 20-25 ампер. Кроме того, попробуйте сварочные стержни E6018 или E7018 1/16 дюйма.Это применимо к тонкому листу толщиной 0,021 дюйма.
Прокладка
При использовании прокладки сварочный аппарат работает при низком токе. Вместо начала касания вы сначала зажигаете дугу. Это приводит к тому, что вы используете технику спички. Здесь, как только начинается дуга, вы ударяете по листу, а затем отрываете его, сохраняя непрерывную дугу. Сделайте несколько прямых линий, когда войдете в рабочую зону. Не забудьте очистить сварной шов от шлака.
Обработка стыковых соединений
Для стыковых соединений идея состоит в том, чтобы сварить два тонких металлических листа рядом.Проблема в том, что вы можете легко разъединить стыки или обжечь края стыков. Если вы хотите, чтобы это получилось, вы должны работать в направлении стыка, а не заполнять стык напрямую. Сделайте несколько стежков со стороны основного металла, а затем еще на стыке. После того, как он остынет, очистите его, а затем сделайте еще немного.
Угол наклона резака
Если вы хотите предотвратить возгорание материалов, вам необходимо внимательно рассмотреть угол наклона резака. Вы можете развернуть толкающую горелку в горизонтальном, горизонтальном или потолочном положениях при сварке.Чтобы добиться успеха при сварке SCT, используйте короткий контактный наконечник на рабочем расстоянии от 0,25 до 0,5 дюйма. Обратите внимание, что если вы используете более высокие расстояния между контактным наконечником, вы создадите нестабильную дугу, которая приведет к более высокому сопротивлению между контактным наконечником и обрабатываемой деталью.
Подготовка металла
Для любого процесса сварки должен быть определенный уровень подготовки. При сварке учитывайте высокие температуры и держите подальше от мастерской легковоспламеняющиеся предметы. Вы должны носить базовую защитную одежду, такую как кожаные ботинки, огнестойкую куртку, защитные очки и сварочный шлем.Для тонких металлических листов, которые имеют некоторый уровень ржавчины, вам необходимо использовать шлифовку для удаления ржавчины для сварки MIG. Электроды для ручной сварки или электроды с флюсовым сердечником идеально подходят для ржавых металлов. Перед началом сварки убедитесь, что хомут надежно прикреплен к обрабатываемому металлу.
Тип проволоки, которую вы будете использовать для сварки, во многом зависит от типа вашего металла. ER70S-3 – это универсальная проволока, которую можно использовать для обработки различных металлов. Если у вас есть ржавая металлическая поверхность, используйте провод ER70S-6.Это идет с большим количеством раскислителей. Для более тонкого металла обычно используют проволоку диаметром 0,023 дюйма, в то время как для более толстых металлов наиболее подходящими будут 0,035–0,045 дюйма.
После того, как вы закончите с электропроводкой, убедитесь, что у вас правильный состав газа. Инертные газы защищают сварной шов от окисления. Наиболее распространенная смесь – 75% аргона и 25% диоксида углерода. Эти газы помогают защитить углерод в сварном шве от соединения с кислородом с образованием монооксида углерода; это представлено пузырьками в сварном шве.Смесь аргона является наиболее предпочтительной, поскольку она обеспечивает лучший внешний вид валика, меньше разбрызгивания и идеально подходит для углеродистой стали. Если вы хотите большего проникновения, используйте 100% углекислый газ, хотя это даст вам больше брызг и шов будет грубее.
Наконец, все дело в правильном напряжении и силе тока. Количество используемого тепла будет зависеть от диаметра проволоки, толщины металла, конфигурации соединения, типа металла и типа используемого защитного газа. Большинство сварочных аппаратов поставляются с простой в использовании таблицей, которая поможет вам определить, какую силу тока использовать и для какого металла.Это позволяет точно настроить сварочный аппарат в соответствии со своими предпочтениями.
Заключение
Сварка тонких металлов может быть сложной задачей. Дуговая сварка – один из наиболее распространенных способов сделать это. Однако для получения правильного сварного шва необходимо учитывать множество факторов. Диаметр проволоки должен быть подходящим. Правило гласит, что чем толще металл, тем больший диаметр вам понадобится. Правильная сила тока и напряжения также влияет на качество ваших суставов.
| Введение Сплавы из нержавеющей стали обычно содержат не менее 10% хрома. Основные металлы из нержавеющей стали подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. Д.), мартенситный (такой как 410 и 416) и ферритный (такой как 409 и 430). Также доступны аустенитные сорта с пониженным содержанием углерода (обозначены буквой «L», например, 304L или 316L). Ниже приводится базовое пошаговое руководство, которому нужно следовать при сварке нержавеющей стали. Безопасность прежде всего
Начните с определения наилучшего способа соединения основных металлов.Правильная конструкция соединения и подгонка – важные шаги для обеспечения прочной связи после завершения сварки. Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения. Пять основных типов соединений: стык, угол, кромка, внахлест и тройник. Эти пять соединений могут быть расположены во многих комбинациях для создания большого количества сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений следует плотно зажимать по всей длине работы. Выберите процесс сваркиТри наиболее распространенных процесса сварки нержавеющей стали:
SMAW – не требуется GTAW – Аргон рекомендуется для толщины примерно до 1/2 дюйма.Для более толстых сечений можно использовать смеси аргона с гелием или чистый гелий. Для более глубокого проникновения можно также использовать чистый гелий. Чаще всего используется вольфрам с 2% -ным торированием. FCAW – 100% CO 2 или аргон / CO 2 . Напряжение может быть несколько ниже, если выбран аргон с 20-25% CO 2 смесей. Обычно рекомендуется расход газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены изменения. GMAW – Для распыления r используйте аргон и от 1 до 2% кислорода. Преимущественно используется 99% аргона / 1% кислорода. 98% аргона / 2% кислорода при сварке более тонких материалов. Для короткозамкнутого переноса используйте 90% гелий / 7,5% аргон / 2,5% CO 2 . Дополнительные сведения см. В руководстве по защитному газу Выберите подходящий присадочный металл В случаях, когда обе детали изготовлены из одного и того же сплава, выбирайте присадочный металл, состав которого аналогичен составу основных металлов.Это обеспечит аналогичные свойства сварного шва. Для разнородных основных металлов необходимо выбирать, исходя из механических свойств, отсутствия трещин и совместимости. Установите параметрыSMAW – использует постоянный ток (DC) или переменный ток (AC). DC использует либо прямую полярность, которая является отрицательной полярностью электрода, либо обратную полярность, которая является положительным электродом.Постоянный ток непрерывно течет в одном направлении через сварочную цепь. Есть несколько преимуществ DC. Он хорошо работает при малых токах и малых диаметрах. Кроме того, зажигание дуги и поддержание короткой дуги проще. Электроды из нержавеющей стали с обозначением D15 (например, 308-15) используют постоянный ток, обратную полярность. Их ключевая характеристика – быстро замерзающий шлак, что делает их пригодными для сварки вне положения. Внешний вид бусинки выпуклый. AC использует комбинацию прямой и обратной полярностей, которые чередуются с регулярными циклами. К преимуществам этого тока относятся: меньшая вероятность возникновения дуги, которая представляет собой дисбаланс магнитного поля вокруг дуги, вызывающий изгиб дуги. Он также хорошо работает с толстым металлом с электродом большого диаметра. Электроды из нержавеющей стали с обозначением D16 (например, 308-16) используют переменный или постоянный ток. Они образуют гладкий сварной шов от плоского до слегка выпуклого. Current Amperage Наиболее распространенные настройки:
GTAW – Для газо-вольфрамовой дуговой сварки используйте постоянный ток прямой полярности (электрод отрицательный).Параметры сварки TIG зависят от толщины листа и положения сварки. FCAW – Порошковая сварочная проволока для нержавеющей стали обычно использует постоянный ток с обратной полярностью (электрод положительный). Этот тип тока обеспечивает лучшее проникновение в основной металл. Сварка порошковой проволокой требует более длинного удлинения или «вылета» проволоки. Вылет – это расстояние между концом провода и концом контактного наконечника. Вылет порошковой проволоки для нержавеющей стали обычно составляет от 5/8 дюйма до 3/4 дюйма. GMAW – Ниже приведены рекомендуемые настройки для сварки GMAW: Короткое замыкание передачи:
Очистите основной металл Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов. На основной металлической поверхности не должно быть жира, масла, краски, грязи и т. Д. Чистая поверхность обеспечит более гладкое и прочное соединение.Очистите поверхность и края пластины металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и оксиды. Надевайте перчатки, чтобы предотвратить попадание масла для рук или грязи на соединяемую поверхность. Предварительный нагрев, если возможноПредварительный нагрев не требуется для большинства нержавеющих сталей аустенитного класса 300.Основной металл следует довести до комнатной температуры, от 60 до 75 ° F. Предварительный нагрев необходим при сварке ферритных или мартенситных марок. Это также необходимо при соединении толстых металлов или металлов с высоким содержанием углерода. Сварочное оборудованиеХорошая техника сварки развивается по мере приобретения сварщиком опыта.Ниже приведены основные советы по сварке:
Последующий нагрев может потребоваться для снятия внутренних напряжений, вызванных концентрацией тепла в зоне сварного шва.Последующий нагрев помогает замедлить процесс охлаждения, чтобы минимизировать растрескивание. Это хорошая процедура для соединения толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием. |
Что такое ручная сварка? – Тщательное понимание
0Последнее обновление
SMAW (дуговая сварка защищенного металла), также называемая дуговой сваркой, является наиболее часто используемым методом сварки во всех процедурах дуговой сварки.Для соединения различных металлов в сварочной ванне используется электрический ток и анод.
Универсальность и простота делают его более популярным. Анод состоит из стержня или твердого металлического стержня (отсюда и название), окруженного покрытием из металлических порошков и композитов с агентом, который связывает их так, чтобы они могли прикрепиться к его поверхности.
Помните, что правильное название стержня – электрод. Электрический ток (переменный или постоянный) используется для создания электрической дуги между прикрепляемыми металлами и электродом.Это место известно как сварочная ванна.
Сварка палкой в основном применяется при сварке стали и чугуна и широко применяется в ремонтно-эксплуатационной промышленности, а также при строительстве тяжелых стальных конструкций.
Как это работает?
SMAW восходит к 1889 году, когда Чарльз Л. Коффин запатентовал эту процедуру. В наши дни это один из наиболее широко используемых методов сварки, поскольку его можно использовать как для ремонтной сварки, так и для производства.
Кроме того, вы можете использовать его во всех положениях при сварке любых черных металлов.Его также называют ручным металлом; дуговая сварка в среде защитного флюса или дуговая сварка защитным металлом. При сварке штангой электрод, покрытый флюсом (металлический стержень или стержень, удерживаемый на держателе электрода, подключенном к источнику питания), используется для создания сварного шва.
Кредит: Tortoon, Shutterstock
Электрический ток проходит через электрод и касается основного металла. Между тем, флюс создает газ, который защищает электрическую дугу между свариваемым металлом и анодом.
Он помогает предотвратить загрязнение атмосферными газами и делает сварку штучной сваркой, в отличие от сварки MIG, пригодной для работы на открытом воздухе.Когда анод начинает таять, покрывающий его флюс образует облако газов, которое защищает расплавленный металл и прекращает коррозию.
По этой причине ее также называют дуговой сваркой в среде защитного металла. При охлаждении газовое облако успокаивается на ванне расплавленного металла и превращается в шлак. После завершения сварки его необходимо удалить.
Процедура SMAW относительно проста и не требует большого количества специального оборудования.
Несмотря на то, что сварка штучной сваркой является одним из наиболее широко используемых методов сварки, для получения чистых сварных швов высочайшего качества требуется опыт и обучение.
Несколько проблем, которые могут возникнуть при снижении качества, включают:
- Плохая сварка
- Растрескивание
- Брызги
- Слабые сварные швы
- Мелкое проникновение
- Проницаемость
Эти проблемы вызваны ошибками в процедуре сварки, такими как грязный металл, низкое напряжение или высокая сила тока. Другие ошибки включают использование слишком короткого времени в пути, газовых пузырей, использование непригодных для этой цели металлов и недопущение движения в сварном шве.
Такие подводные камни объясняют, почему правильное обучение имеет решающее значение. При сварке штучной сваркой также необходимо избавиться от «шлака» (слоя побочного продукта, который необходимо отколоть после сварки).
Оборудование для сварки штангой
Из всех процессов электродуговой сварки аппарат для ручной сварки является самым простым. Аппарат для ручной сварки состоит из четырех частей:
- Держатель стержня / электрод
- Выходная мощность (постоянное напряжение) или сварочный аппарат SMAW
- Зажим заземления
- Прутки / электроды для ручной сварки с использованием
Кредит: Bannafarsai_Stock, Shutterstock
Основные требования безопасности при сварке стержнем
В отличие от многих других профессий, где проповедуют безопасность и где происходят несчастные случаи и травмы, ошибки в сварке неизбежны, если вы не соблюдаете меры безопасности в буквальном смысле.
Если вы будете выполнять сварку без надлежащего защитного снаряжения, вы серьезно напортачите – и это даже может быть фатальным! Поэтому отнеситесь к этому серьезно.
Для начала вам нужно надеть подходящую одежду и защитное снаряжение. Вам также может потребоваться вентилятор, если вы работаете в ограниченном пространстве.
Сварочный дым ядовит! Базовое снаряжение, которое вам потребуется, должно включать:
- Перчатки сварочные из кожи
- Обувь огнестойкая или кожаная
- Сварочная головка
- Кожаная куртка для сварщиков или хлопковая рубашка с длинным рукавом
- Брюки из хлопка или любых негорючих материалов
- Если проблема с вентиляцией, используйте респиратор или вентилятор
- Если вокруг есть легковоспламеняющиеся вещества, иметь при себе огнетушитель
Даже при наличии надлежащего защитного снаряжения (также называемого средствами индивидуальной защиты или СИЗ) ваша одежда может загореться и получить ожоги от расплавленного металла и искр.Самая обычная травма известна как «вспышка». Вспышка исходит от ультрафиолетового излучения, излучаемого сварочной палкой.
Технически вспышка – это ультрафиолетовое излучение. Это похоже на солнечный ожог на незащищенных и незащищенных частях тела. Хуже всего то, что дуговая лампа будет мигать прямо вам в глаза.
Вы можете почувствовать песок в глазах. Также могут возникнуть ожоги третьей степени, и если вы станете слишком влажными от пота или дождливой погоды, вы можете получить удар током.
Также не сваривайте вблизи легковоспламеняющихся материалов, поскольку это может привести к возгоранию или даже взрыву. Одежда сварщиков довольно часто загорается в результате воздействия тепла или искр. Убедитесь, что вы читаете предупреждающие надписи на своем снаряжении и делаете то, что на нем написано!
Где это используется?
Вы можете использовать сварку штучной сваркой на различных типах металла разной толщины. Он часто используется для тяжелых работ, включая промышленное железо и сталь, например чугун и углеродистую сталь, а также при работе с низко- и высоколегированным никелем и стальными сплавами.
Сварка палкой используется в широком спектре отраслей, в том числе:
- Дом
- Строительство судов
- Подводная сварка
- Трубопроводы
- Производство сельскохозяйственной техники
- Изготовление стальных конструкций
- Горное дело
- Конструкционная сварка
- Морской
Некоторые из преимуществ сварки штангой по сравнению с другими типами сварки заключаются в том, что механизм легко транспортируется и может использоваться в самых разных условиях, от внутренней до наружной до моря на судне.
Несмотря на то, что SMAW является одной из самых древних форм сварки, новые технологии постоянно улучшают процедуры сварки штангой и делают их все более эффективными.
Если сварщик стержневой сваркой знает, как правильно выбрать электрод, длину дуги, скорость сварки (и работает с чистыми материалами), задача сварки стержнем обеспечивает надежную сварку в различных отраслях промышленности.
Преимущества сварки штангой
- Сварку штучной сваркой можно использовать независимо от краски или окисления в месте сварки.
- Вы можете установить зажим заземления, чтобы захватить металл в точке, находящейся дальше от точки сварки.
- При сварке палкой образуется большая дуга, на которую не влияют ни температура, ни ветер.
- Ручная сварка облегчает замену или замену стержней для сварки определенных металлов, таких как нержавеющая сталь, литые металлы и многие другие.
- Обеспечивает эффективную сварку внутри и снаружи помещений
- Если вы сварщик, использующий альтернативу постоянному току (DC), вы можете изменить полярность электрода, чтобы уменьшить вероятность прожога на более тонких металлах.
- Можно использовать в зонах с ограниченным доступом.
- Процедура подходит для многих широко используемых сплавов и металлов.
- Приспособление для ручной сварки довольно простое, доступное и портативное.
- Вам не потребуется гранулированный флюс или дополнительная газовая защита.
Недостатки электродной сварки
- После создания стыка при сварке штучной сваркой на металле остаются отложения шлака. Перед покраской или последующей сваркой убедитесь, что вы поцарапали или удалили шлак со сварных швов.
- При сварке палкой образуются незначительные брызги. При сварке штучной сваркой на постоянном токе образуется меньше брызг, чем при сварке на переменном токе.
- Вам необходимо время от времени заменять стержень, и это прерывает процесс сварки.
- При ручной сварке трудно сваривать металл толщиной менее дюйма.
- Вы не можете легко механизировать процедуру сварки штангой, поскольку она считается ручной.
- Процедура не подходит для химически активных металлов, таких как тантал, колумбий, цирконий и титан.Это связано с тем, что защита не предотвращает заражение сварного шва кислородом.
Кредит: Tricky_Shark, Shutterstock
SMAW для новичков
Ручная сварка – одна из самых распространенных форм дуговой сварки. Однако научиться этой технике сварки сложно. Если вы хотите стать эффективным сварщиком штангой, вам необходимо изучить несколько методов и более высокий уровень знаний.
Вот важные вещи, на которых вы должны сосредоточиться как новичок:
Выбранный анод определяет, требуется ли вашему устройству переменный ток (переменный ток) или постоянный ток (постоянный ток).Используйте правильную настройку для вашего конкретного дела. Положительный электрод обеспечивает более глубокое проникновение, в то время как отрицательный анод обеспечивает улучшенные результаты для тонких материалов.
Выберите силу тока в зависимости от положения сварки, электрода и визуального контроля сварного шва. Для оптимальной настройки силы тока следуйте рекомендациям производителя.
При сварке штучной сваркой очень важно иметь правильную длину дуги. Для каждого применения и каждого электрода требуется определенная длина дуги, не превышающая диаметр электрода.Например, анод 6010 размером 0,125 дюйма удерживается примерно на дюйма от основного материала.
Используйте технику «наотмашь» или «перетаскивание» при сварке на горизонтальной поверхности, над головой или лежа. Убедитесь, что электрод находится под прямым углом к сварному шву.
Наклоните кончик электрода на 5-15 градусов по направлению его движения. При вертикальной сварке снизу вверх используйте технику «переда» или «толкания». Наклоните электрод на 15 градусов от направления движения.Это также влияет на скорость движения.
Часто задаваемые вопросы
Q: Какой тип сварочного аппарата лучше всего подходит для универсального использования?
A: Сварщик переменного / постоянного тока в порядке. Постоянный ток дает преимущества перед переменным током для многочисленных операций сварки штангой.
Преимущества включают:
- Меньшее количество отключений дуги и заедания.
- Легче запускается.
- Меньше брызг.
- Простая сварка над головой и вертикально вверх
- Более плавная дуга.
Положительный электрод (обратная полярность постоянного тока) обеспечивает на 10% большее проникновение, чем переменный ток при определенной силе тока, в то время как отрицательный электрод (прямая полярность постоянного тока) лучше сваривает более тонкие металлы.
Q: Есть ли преимущества наличия выхода переменного тока?
A: Да, это отличный вариант, когда вам требуется сварка намагниченного трением материала, например, когда сено, корм или вода постоянно трется о стальную деталь. Из-за дуги выход постоянного тока не работает.
Здесь магнитное поле выдувает расплавленный присадочный металл из сварочной ванны. Вы можете сваривать намагниченные детали, так как выход переменного тока меняет полярность.
Вопрос: Какого размера вам требуется машина?
A: Флеш-машина размером от 225 до 300 дюймов справляется практически со всем, с чем может столкнуться обычный человек. Это связано с тем, что для многих процессов сварки штучной сваркой требуется 200 ампер или меньше. Если вы хотите сваривать материал толщиной более дюйма, сделайте много проходов – это то, что делают специалисты при сварке 1-дюймовой низкоуглеродистой стали
.Q: Вам нужно избавиться от пыли или масла перед началом сварки?
A: В грязных условиях сварка палкой более щадящая.Однако не помешает очистить участки металлической щеткой или соскрести лишнюю ржавчину.
Если у вас средние сварочные способности и вы хорошо подготовились, вы можете произвести качественную сварку. Тем не менее, отличные навыки сварки не могут преодолеть плохую подготовку, потому что это может вызвать включения шлака, растрескивание и отсутствие плавления.
Краткое справочное руководство
Когда использовать сварку MIG Когда использовать сварку палкой При работе с хрупким металлом толщиной менее ⅛ дюйма Если вы будете работать на открытом воздухе, сварка электродом – лучший вариант, потому что вы можете получить мощную дугу, не зависящую от ветра Когда у вас есть сталь, алюминий и нержавеющая сталь При сварке сплавов или стыков Когда вы работаете в помещении Если вам нужны прочные сварные швы Если у вас есть несколько различных типов металла с разной толщиной Если у вас более тонкие металлы При ремонте деки косилки, ограждений, гаража своими руками и изготовления малогабаритных конструкций Если вы ремонтируете трубчатые рамы, газонокосилки и мелкий ремонт автомобилей Если у вас есть коммерческие проекты Когда у вас ограниченный бюджет Если вы не будете использовать защитный газ
Заключение
Несмотря на то, что электродная сварка была одной из самых ранних форм сварки, она до сих пор широко известна среди всех процедур дуговой сварки.
Это простая процедура, не требующая сложного или дорогостоящего оборудования. Это также обеспечивает портативность. Процедура нечувствительна к сквознякам и ветру и дает отличные результаты в самых разных условиях.
Процедура работает с различными сплавами и металлами и является отличным вариантом, если вы работаете в местах с ограниченным доступом.
Кредит предоставленного изображения: Christopher PB, Shutterstock
Mig Сварка тонких металлов
Технология тонкого металла – это прерывистый процесс который используется для тонкого металла, такого как панели кузова автомобиля.
Цель этой техники – расплавить немного металла, а затем дать он немного остынет, прежде чем таять в следующий раз, и это удобный способ избежать продувание дыр.
Сварка тонкой стали
На странице стыковой сварки показано, как делать шов сваривайте, используя непрерывное движение горелки. Попробуйте применить эту технику к стали толщиной менее 1 мм, и вы можете пробить дыру в металле.
На фото сталь толщиной 1 мм, сваренная при нормальной мощности. для стали 2мм.
Продувка
По фотографии видно, что произошло. Лужа расплавленного металл стал таким большим и тяжелым, что упал со стали.
Часто этого можно избежать, уменьшив значение тока сварочного аппарата. и скорость проволоки. Используя более тонкую проволоку (0,6 мм вместо 0.8мм) будет также помогают снизить ток.
Техника обработки тонкого металла
Способ обойти это – сварка короткими импульсами, позволяя меньше между импульсами, чтобы сталь остыла. В видео я оставил около секунды между импульсами. В эти дни я обычно оставляю меньше, чем полсекунды. Чем дольше вы уходите, тем больше у вас шансов простудиться стыки и проколы между сварными швами.
Включите звук для получения наилучшего эффекта. Размер фильма составляет около 1,4 МБ, поэтому будет требуется немного времени для загрузки.
1.4Mb Флэш-видео предварительно загружается перед воспроизведением и включает звук
Сварной шов
Сталь имеет толщину 0,8 мм, мощность сварочного аппарата установлена на минимум.
Эффект довольно приятный, хотя это холодный метод сварки MIG. Опасность этой техники заключается в том, что отдельные валики сварного шва могут быть повреждены. не растворяются друг в друге полностью, в результате чего соединение становится слабым.
Для тонкого металла это не проблема, а сплошной сварной шов. будет более подходящим для стали толщиной более 1 мм.
Обратная сторона
Провар выше, чем можно было ожидать, но сварной шов вполне достаточно силен.
Техника стыковой сварки может быть очень мощной. Вот выстрел из нержавеющей стали толщиной 0,3 мм из банки 5 л, приваренной в этом способ.Я тоже надеялся справиться со стыковой сваркой, но металл был слишком тонкий для МИГа, а я просто продырявил.
Сварка TIG – это путь вперед для металла толщиной менее 0,6 мм, а сварочный аппарат MIG с приличной мощностью и проводным управлением требуется для чего-то меньшего, чем 0,8 мм.
Сварка автомобильных панелей
Если вы свариваете большую панель, то расширение металла во время сварки может вызвать искажение панели.Проблема в том, что панель расширяется с нагревом, так что пока это правильная форма во время сварки (когда панель горячая) панель меняет форму при охлаждении.
Деформацию можно свести к минимуму, сначала скрепив металл прихватками через определенные промежутки времени. может быть 20 мм, и сваривать только очень короткие отрезки (длиной 20 мм) за раз, позволяя металлу остыть между каждым участком сварного шва. Если у вас долгая шва, тогда первая часть может быть на одном конце шва, а вторая в другом и т. д.Техника обсуждается немного подробнее в сварке. напольные панели.
Другой сварщик предложил охладить панель (не сварной шов) влажной тканью. между разделами (что звучит неплохо, хотя я никогда не пробовал это технику), а латунный блок, расположенный за сварным швом, может быть эффективным для впитывание тепла.
Пониженный рабочий цикл
Трансформатор должен сильно потрудиться, чтобы зажечь дугу. Этот метод полагается при регулярном зажигании и прекращении дуги, поэтому учитывайте рабочий цикл будет намного короче, чем при обычной непрерывной сварке при тех же настройках, поэтому сварщику потребуются более длительные перерывы в сварке, чтобы дать сварке остыть.
Далее: Сварка MIG своими руками> MIG > Технологии> Безгазовая сварка MIG ТопMIG и сварка TIG: сходства, различия и области применения
-Обновлено 6/11/2021
Соединение металлов сваркой дает вам несколько вариантов наилучшего метода. Среди ваших вариантов – сварка MIG и TIG. Споры о сварке MIG и TIG были популярны в обрабатывающей промышленности в течение некоторого времени, и мы здесь, чтобы предоставить факты для каждого типа сварки.Каждый имеет определенные преимущества в определенных ситуациях. Если вы когда-нибудь задумывались, в чем разница между сваркой MIG и TIG, это руководство расскажет обо всем, что вам нужно знать.
При сварке MIG и TIG сварной шов создается путем нагрева металлической поверхности электрической дугой. Разница заключается в том, как дуга используется для соединения металлических поверхностей. Сварка MIG использует присадку плавящегося электрода, которая плавится под действием дуги для создания сварного шва. Сварка TIG не требует присадочного материала, вместо этого используется вольфрамовый наконечник для нагрева и непосредственного соединения металлических поверхностей.
Что такое сварка MIG?
Сварка МИГ – это аббревиатура от слова «металл в инертном газе». Этот процесс также известен под названием газовая дуговая сварка металлическим электродом (GMAW). Большинство сварщиков сначала изучают этот процесс, поскольку он сочетает в себе универсальность и простоту использования. Большинство металлов и сплавов легко адаптируются к процессу.
Часть названия, содержащая инертный газ, связана с тем фактом, что дуга не реагирует на кислород в атмосфере. Защитный газ окружает электрическую дугу, чтобы предотвратить ее воздействие за пределы обозначенной области.Этот газ помогает повысить безопасность сварки MIG.
Сварщик использует плавящийся электрод в виде металлического наполнителя. Этот металл расплавится, чтобы соединить куски металла, которые сварщик хочет соединить. Тип используемого наполнителя электродов зависит от материалов, которые необходимо соединить, и их свойств.
Сварка МИГ предлагает более простой процесс по сравнению с другими видами сварки. Его простота также делает процесс быстрым, поэтому он идеально подходит для проектов в последнюю минуту, особенно если вам необходимо соединить более толстые металлы, чем может обрабатывать сварка TIG.
В отличие от других видов сварки, в которых используется расходный присадочный материал, таких как сварка штучной сваркой, MIG использует больше присадочного материала, что приводит к меньшему количеству отходов. Например, при сварке штучной сваркой до 25% присадочного электрода уходит в отходы в виде неиспользованного шлейфа. При сварке MIG на каждые 50 деталей 49 из них осаждаются на металлах в качестве наполнителя, оставляя менее 2% в виде отходов наполнителя.
Сварка MIG также дает преимущество скорости. Этот процесс занимает гораздо меньше времени по сравнению со сваркой штучной сваркой или сваркой TIG.Для применений, где требуется максимально быстрая сварка, сварка MIG может быть лучшим выбором. Однако не забывайте о толщине металла и внешнем виде сварного шва. При соединении более толстых деталей MIG имеет преимущество перед TIG. Присадочный материал, используемый для сварки MIG, лучше склеивает металлические части друг с другом, а более толстый металл требует больше времени для нагрева, чтобы TIG работала.
Несмотря на то, что сварка MIG полезна, быстра и универсальна, самый большой недостаток – это то, где вы можете это сделать. Газы, используемые для защиты процесса сварки, не работают на улице.Сварку MIG следует проводить только в помещении с более контролируемой атмосферой.
Процесс сварки MIG
Процесс сварки MIG начинается с тщательной очистки металлических поверхностей, которые необходимо соединить. Любая грязь или загрязнения на поверхности могут помешать адекватному прилипанию наполнителя к металлу. Даже грязь под металлическими зажимами, удерживающими детали, может препятствовать прохождению электрического тока через систему, снижая эффективность сварки.
Настройка параметров сварки MIG зависит от металлов, которые необходимо соединить.
- Сила тока: Величина используемого тока зависит от толщины металла. Как правило, используйте один ампер на 0,001 дюйма толщины металла.
- Проволока присадочного электрода: Тип используемой проволоки зависит от типа соединяемого металла. Толщина электрода напрямую зависит от глубины металла.
- Газы: Выбранные газы также зависят от металлов. Для универсальной сварки углеродистой стали используйте смесь 75% аргона и 25% диоксида углерода.Использование 100% углекислого газа обеспечивает более глубокое проникновение наполнителя для более толстых металлов, хотя и создает больше беспорядка. Для алюминия используйте 100% аргон, в то время как равные части аргона, углекислого газа и гелия подходят для нержавеющей стали.
- Вылет: Длина проводки, выступающей от конца сварочного пистолета, должна составлять 3/8 дюйма, и при использовании она должна издавать звук, напоминающий шипение бекона. Если качество звука не соответствует ожиданиям, у вас слишком много проводов.
Во время сварки через сварочную горелку к проволоке течет энергия.Сварочный шов посылает электрическую дугу через плавящийся электрод к металлическим деталям. В этом процессе расходный наполнитель плавится в сварочную ванну, которая остывает и затвердевает, чтобы соединить металлические детали.
Во время этого процесса вы можете толкать сварочную горелку вперед или тянуть ее назад. Выбранный вами вариант зависит от ваших навыков и желаемых результатов. Независимо от того, какой метод вы выберете, стремитесь к тому, чтобы угол перемещения между поверхностью и сварочным пистолетом составлял от 5 до 15 градусов.Углы, превышающие это значение, могут увеличить разбрызгивание и снизить точность.
Толкание означает, что вы работаете перед сварочной ванной, создавая более мелкий проплав и более плоский сварной шов. Этот метод дает вам лучшую видимость процесса, потому что вы отталкиваетесь от пула.
Процесс вытягивания требует оттаскивания пистолета от лужи. Некоторые называют это методом наотмашь, потому что ваша рука движется назад. При оттягивании сварочной горелки образуется узкая полоса, которая проникает глубоко.
Для чего используется сварка MIG?
Сварка MIG обычно используется для сварки металлов большой толщины. Сварка MIG также быстрее, чем сварка TIG, что делает ее отличным вариантом для приложений, требующих высокой скорости.
Сварка МИГ имеет несколько применений. Однако, прежде чем определять конкретные области применения, узнайте о преимуществах сварки MIG, чтобы увидеть, как она лучше подходит для некоторых проектов.
Если вам нужна скорость, а не точность, выберите сварку MIG. Это происходит быстрее, хотя результаты не кажутся такими чистыми, как при сварке TIG.
Для более толстых металлов присадка, используемая при сварке MIG, поможет скрепить детали. TIG не подходит для металлов толщиной 1/2 дюйма, потому что материалы не могут достаточно нагреться во время процесса.
Если вы подберете газ и проволоку в соответствии с типами металла, который вам нужно соединить, у MIG есть множество вариантов применения, для которых вы можете его использовать. Поскольку он создает видимую линию сварного шва, выбирайте его для проектов, которые вы можете видеть снаружи или где эстетика имеет значение.
Подходящие области применения для сварки MIG включают следующее:
- Ремонт металлических деталей
- Ремонт и производство автомобилей
- Прицепные устройства
- Сельскохозяйственное оборудование
- Строительная сварка
- Сварка труб
- Проекты подводной сварки железнодорожных путей ремонт
- Судостроение
Эти варианты сварки MIG показывают, насколько универсален этот процесс.Если ваш проект не обязательно должен выглядеть безупречно, требует скорости для отделки или имеет более толстые металлы, для которых сварка TIG не подходит, вы можете выбрать MIG для своей сварки.
Что такое сварка TIG?
Сварка TIG – это аббревиатура от слова “вольфрам в инертном газе”. Другое ее название – газовая вольфрамовая дуговая сварка или GTAW.
Название процесса происходит от вольфрамового электрода внутри сварочного пистолета. В MIG этот электрод представляет собой расходный металл, образующий наполнитель. Однако вольфрам плавится не так легко, как другие материалы.Он проводит электрическую дугу непосредственно к компонентам, которые необходимо соединить.
Если вы не коснетесь вольфрамовым электродом сварочной ванны или материалов, вы не будете израсходовать его во время процесса. Если вольфрам коснется металла, что называется погружением, вам нужно будет отшлифовать наконечник. От того, как часто вы случайно окунете вольфрам в металл, зависит срок службы жала.
В то время как MIG использует наполнитель, TIG не требует его. Его способность соединять два металла без наполнителя означает, что детали имеют более чистое соединение без дефектов из-за неправильно использованного наполнителя.
Процесс TIG требует большего мастерства, чем MIG, а это значит, что только опытные сварщики будут использовать этот метод. Поскольку для сварки TIG требуются две руки, в случаях, когда используется присадочный материал, сварщик регулирует ток с помощью ножной педали. Если сварщик не отрегулирует ток должным образом, металл может стать слишком горячим. Если во время сварки металлы перегреются, они могут треснуть от напряжения.
Точность, необходимая для сварки TIG, значительно замедляет процесс. Сварка TIG занимает как минимум в два раза больше времени по сравнению с аналогичным проектом с использованием сварки MIG.Однако это вложение времени гарантирует, что продукт, полученный при сварке TIG, будет иметь гладкий и точный сварной шов между парой металлических листов.
Поскольку сварка TIG требует нагрева металлических деталей, которые необходимо соединить, детали должны иметь достаточно тонкую конструкцию, чтобы через них мог проходить ток и достигать нужной температуры. Для очень толстых деталей требуется присадочный материал, используемый при сварке MIG для более надежного соединения.
Процесс сварки TIG
В отличие от процесса MIG, который требует только одной руки для удержания сварочной горелки, хотя для обеспечения устойчивости предпочтительно использовать две руки, для сварки TIG требуется две руки при использовании присадочного материала.Пока наполнитель находится внутри сварочной горелки при сварке MIG, вы держите ее одной рукой во время сварки TIG.
При сварке TIG вольфрам входит в сварочную горелку там, где при сварке MIG будет использоваться расходный присадочный материал. Этот вольфрам сохраняет свою форму во время процесса, что позволяет многократно использовать его.
Сварочная горелка подает электрический ток на соединяемые металлы. Этот ток нагревает металлы, позволяя им слегка плавиться, образуя сварочную лужу между ними. Поскольку электрический ток нагревает металлы, сварка TIG лучше всего подходит для очень тонких деталей, вплоть до 0.005 дюймов. Сварка МИГ может перегрузить такие тонкие листы материала.
Если вам нужен наполнитель для процесса, вы держите стержень материала в одной руке, а резак – в доминирующей руке. Вы используете ножную педаль, чтобы регулировать ток через сварочный пистолет.
Вольфрамовый стержень будет иметь заостренный или закругленный шаровой конец, в зависимости от того, что вы будете сваривать, и источника питания. Для сварки алюминия и магния используйте переменный ток и шаровую головку на вольфраме.Нержавеющая сталь и сталь используют отрицательный электрод постоянного тока (DCEN) и заостренный наконечник на вольфраме.
При сварке TIG используйте газ аргон при сварке нержавеющей стали, алюминия или стали. В то время как при сварке MIG хорошо работают оба типа “толкание” и “тяга”, при сварке TIG всегда используйте метод “толкания”.
Сварка TIG требует особой осторожности и точности. Не бойтесь тратить время. Для достижения наилучших результатов следите за чистотой свариваемых поверхностей. Грязь вызывает серьезные осложнения при сварке, особенно при использовании TIG без присадки.Потратив время на очистку поверхности и завершение сварного шва, вы получите лучший сварной шов, чем если бы вы бежали по грязным поверхностям. Несмотря на то, что это более медленный процесс, сварка TIG дает гораздо более эстетичный результат.
Для чего используется сварка TIG?
Поскольку TIG требует высочайшей точности и обеспечивает более чистые сварные швы, она лучше всего подходит для применений, где важны внешний вид и прочность. При работе без присадки TIG создает готовые изделия, на поверхности которых нет видимого сварочного наполнителя.TIG также не вызывает брызг во время процесса, так как для образования сцепления не требуется наполнитель.
Также учитывайте толщину металла. Для более толстых деталей сварка TIG не будет обеспечивать достаточного нагрева деталей для их соединения. TIG очень хорошо работает с очень тонкими металлическими листами и не требует присадки для таких сварных швов. Детали, которые плохо проводят электричество, но вместо этого нагреваются, особенно хорошо работают при сварке TIG, которая основана на выделении тепла в металле для создания сварочной ванны.
В то время как MIG должен соединяться только как металлы, TIG может соединять разнородные материалы. Например, вы можете сваривать углеродистую сталь с медными сплавами или нержавеющей сталью.
При выборе сварки TIG детали должны плотно прилегать друг к другу перед сваркой. В противном случае сварка не исправит никаких ошибок при подгонке, так как TIG обычно не использует присадку. Если детали не подходят по размеру, вы все равно можете использовать TIG, если выполняете сварку импульсным током. Хотя это может не решить проблем с подгонкой, оно лучше приспосабливает детали.
Сварка TIG имеет несколько применений, требуемых строительными нормами. Для многих проектов как минимум первый сварной шов между деталями должен выполняться с использованием сварки TIG. Эти области применения включают трубопроводы, видимые потребительские товары и ядерные работы.
Поскольку сварка TIG не имеет видимого наполнителя после завершения, она хорошо подходит для сборки деталей кузова автомобилей, компонентов авиакосмической отрасли, кораблей, деталей велосипедов и труб. Эти области применения также ценят коррозионную стойкость и прочность сварных швов, производимых TIG.
Одно из применений сварки TIG, которое демонстрирует ее прочность и надежность, – это ее использование для отработанного ядерного топлива. После того, как ядерные стержни завершили свое использование, сварщики выбирают сварку TIG, чтобы запечатать эти все еще радиоактивные вещества, чтобы предотвратить утечку материала внутри.
Если у вас есть опыт сварки и вам необходимо прочное, устойчивое к коррозии, визуально привлекательное соединение и у вас есть время для этого процесса, выберите сварку TIG.
Свяжитесь с PBZ по вопросам производства полного цикла
Сварка – важная часть любого проекта в области металлообработки.В PBZ мы понимаем эту концепцию, поэтому мы нанимаем только сертифицированных сварщиков, которые могут успешно выполнять сварку TIG и MIG для выполнения самых разнообразных работ. Эти сварщики составляют часть нашей команды, которая предлагает нашим клиентам рациональное производство от проектирования до доставки. Если вашему бизнесу требуется комплексное обслуживание, свяжитесь с нами в PBZ Manufacturing.
Основные термины сварки
Ниже приведены мои нетехнические определения некоторых
основные сварочные условия.Они хороши для любителей дома и тех, кто только собирается
в сварочное поле. Большинство людей не хотят садиться и учиться сварке
словарный запас, и я их не виню, я тоже. Но если вы выучите это,
вы будете на голову выше большинства новичков.
Нажмите здесь, чтобы просмотреть наши сварочные печи и на номер
узнайте о преимуществах правильного хранения сварочных материалов!
Arc Blow – дуга ходить везде, куда вы НЕ ХОТИТЕ.Это происходит только в округе Колумбия, бывает много завитков в угол и, как полагают, каким-то образом вызвано магнетизмом. Иногда помогает переместить рабочий зажим в другое положение на стали.
Дуга Резка – может выполняться стержнем 6010 или 6011 на станке до «warp 10». (очень горячие) Могут использоваться и другие стержни, но эти два самый лучший. Здесь вы прорезаете сталь силой дуги. Это не сделает самый красивый разрез, но подойдет в крайнем случае, когда у вас нет фонарика.
Дуга Строжка – это когда сталь или металл разрезают дугой из углерода. электрод. Электрод представляет собой твердый углеродный слой, обернутый медью для обеспечения проводимости. В Stinger имеет сжатый воздух, и когда кнопка нажата, он выпускает воздух в расплавленный разрезаемый металл. Машина повернута на “деформацию 10”, что означает, что вы используют ОЧЕНЬ много ампер (тепло).
Примером может служить то, что мы зашли в работа, где 5 резервуаров из нержавеющей стали высотой около 10 этажей имели почти все сварные швы провалить рентгеновское обследование.Мы выдолбили сварной шов снаружи, а затем снова сварили. Мы затем выдолбил сварные швы изнутри и снова приварил к нашему предыдущему сварному шву.
толстый нержавеющую сталь нельзя резать горелкой, и даже если бы это было возможно, из-за тепла она деформация. Дуговая строжка сохраняет тепло в месте пропила.
Сплав – это элемент, добавленный к металлу. Примером может служить низкоуглеродистая сталь с добавлением хрома (резист ржавчина) и никель (делает его менее восприимчивым к окислению, которым является ржавчина), который делает форму из нержавеющей стали.(наиболее распространенная нержавеющая сталь 304)
Переменное Current – меняет направление с положительного на отрицательное по синусоиде. волна. Это создает неустойчивую дугу при большинстве сварочных процессов, поэтому постоянный ток является предпочтительным.
Сила тока – измеряет ток электричества и то же самое, что и ток, который является вашим теплом.
Arc – это то, что между конец электрода и основной металл. Сопротивление вызывает тепло.
Автомат Сварка – это сварка, выполненная таким оборудованием, как роботы.
Резервное копирование Полоса – это полоса или отрезок стали, стыкующийся до открытого зазора между два куска стали. Сварочные стержни 6010 можно использовать для открытой стыковой сварки, но 7018 не может и требует опорной полосы для обеспечения поверхности для электрода. чтобы приварить. Некоторые резервные планки обрезаются, а некоторые остаются на месте.
Бусина – наплавленный присадочный металл на и в рабочей поверхности, когда проволока или электрод плавится и вплавляется в сталь.Бусина стрингера – это узкая бусина с тянущее движение или легкие колебания, в то время как бусинка плетения шире и больше колебание.
Фаска – угол срезанной или отшлифованной кромки заготовки чтобы обеспечить большее проплавление для более прочного сварного шва.
Взорванный – что вы будет, если сварить или порезать емкости с испарениями. НИКОГДА не сваривайте и не резайте какие-либо контейнер, если он не новый или вы не знаете, что он был очищен и сертифицирован по безопасности! Контейнеры могут быть токсичными, легковоспламеняющимися или взрывоопасными.
Щетка – сталь ручная щетка с проволочной щетиной, дисковая щетка для ручной шлифовальной машины, чашечная щетка для ручной шлифовальной машины, или колесная щетка для настольной шлифовальной машины. Они используются для очистки прокатной окалины, окисления, грязь, масло и т. д. со стальных поверхностей. Чистота имеет первостепенное значение на заготовку, чтобы убедиться в отсутствии дефектов сварного шва. Важно использовать нержавеющую стальная щетка и щетка из мягкой стали.
Строительный шов – здание
вверх по поверхности стальной детали, такой как зубья звездочки, поверхность
промежуточное колесо (удерживает гусеницу на гусеничном ходу, например, бульдозеры)
или краны), или ковш на фронтальном погрузчике.В большинстве случаев это намного дешевле
Сварщик собирает компонент, а не заменяет его. Построить
Сварные швы обычно выполняются электродами с твердой поверхностью.
Это тоже хороший способ
для нового студента-сварщика, чтобы научиться правильному повторному запуску и врезке.
Разоренный Аут – невыполнение испытания сварного шва из-за дефектов сварных швов. “Он разорился на своих испытательных пластинах и не был принят на работу ».
Butt Joint – просто то, что это такое … две части столкнулись друг с другом.Только верх и нижняя поверхность может быть сварной. Без хорошего проплавления этот сварной шов не имеет прочность многопроходного углового шва или соединения со скосом.
Заглушка – последний валик шва с разделкой кромок, его можно сделать плетеным движением вперед и назад, или с бусинками, привязанными друг к другу.
Также то, что вам нужно надеть на голове при сварке Mig в вертикальном положении или во время любого процесса над головой, чтобы не допустить образования горячих искр с головы. (см. Кассинг.) Шляпы сварщика имеют маленький счет и такие высокие им нужна сигнальная лампа, чтобы самолеты не врезались в них. Это так их можно повернуть и натянуть на ухо при сварке трубы и головы наклонен. Вы ДАЖЕ не хотите, чтобы капля расплавленного металла попала вам в ухо! Ты Вы можете буквально услышать его шипение, когда страдаете от ожога. Сварочные шапки могли выиграть любой конкурс уродливых шляп со всеми безумными точками в горошек, узорами пейсли и прочими безумными конструкции.
Cardinal Sin of Welding – см. Поднутрение.
Коалесценция – ах, это когда металл или сталь сплавлены (стыкованы) кузнечиком.
с покрытием Электрод – флюс на присадочном металле сварочного стержня. Они использовали использовать голые штанги только в горизонтальном положении. Кто-то заметил, что ржавый стержень работал лучше, чем новый, поэтому они начали экспериментировать с разными покрытия на разные стержни. Они обнаружили, что некоторые покрытия создают экранирование. газ, защищавший сварочную ванну от загрязнений в атмосфере.Загрязняющие вещества вызвать пористость и продольное растрескивание. Сварочная ванна защищает сварной шов был гладким и прочным и мог использоваться в разных положениях, а не просто плоский. Я могу только представить, сколько раз эти голые стержни застревали!
Вогнутость – Это когда валик углового сварного шва провисает внутрь от корневой грани к корню.
Расходные материалы
Вставка – это место, где присадочная проволока или пруток находится в зазоре, и вы привариваете их к отверстию.
основной металл вместе с проволокой или прутком.Он становится единым целым с кузнечиком сварного шва.
Выпуклость – это когда валик углового сварного шва выступает наружу из корня.
к лицу.
Угловое соединение – Одно из пяти основных сварных соединений. Это это когда края двух пластин стыкуются друг с другом под углом 90 градусов. Это обычно имеет канавку для заполнения, обеспечивающую хорошее проникновение.
Защитное стекло или Защитная пластина – Прозрачная стеклянная или пластиковая линза в бленде или очках для резки защищает линзу № 5 (для резки) или № 10, 11, 12 (для сварки) от попадания брызги на них.Жалко меня, черт возьми, когда студент забывает положить его когда меняют линзу. Затем они сваривают его, и брызги портят # стекло, которое недешево! Вы должны часто менять накладки, так как они ограничивают ваш вид, когда они забрызганы или поцарапаны.
Трещина – Где сварной шов трескается или раскалывается. Хорошим примером может служить сварка чугуна. Если он не был предварительно нагрет и не подогрет должным образом, или если используется неправильный электрод, это взломает БОЛЬШОЕ ВРЕМЯ.Иногда трещина будет проходить прямо перед сварным швом. бассейны во время сварки.
Вы должны предварительно нагреть, пост-нагревать и спустить чугунную катанку, который содержит никель. Уловка, чтобы предотвратить распространение трещины, – это просверлить отверстие до и после трещины, которую вы собираетесь сваривать. Выполните сварку, а затем заполнить дыры. Отверстия не дают трещине распространяться.
Кратер – В конце сварного шва вы прожигаете сталь, не оставляя присадки. металл, оставляющий углубление в основном металле.При перезапуске вы хотите чтобы начать в конце трещины, приварите обратно к месту остановки сварного шва, а затем продолжайте движение в направлении сварки. Это предварительно нагревает и обеспечивает хорошее соединение. в бусинку, которую вы только что положили.
Критическая температура – Это когда основной металл переходит из состояния солидуса в состояние ликвидуса по мере его нагрева во время сварочный процесс. Это как раз в тот момент, когда оно перестает быть твердой массой, таять и становиться жидкостью.Это отличный термин для обсуждения за коктейлем вечеринка, чтобы заставить вас казаться умным, ОСОБЕННО, если ваша аудитория мало знает о сварка!
Ток – В электрической цепи ток является потоком электричества. То, на что вы свариваете, сопротивляется потоку, и в результате образуется тепло. AMPS являются мерой вашего тока. Чтобы получить немного более технический, ток отрицательно заряженные электроны проходят через проводник, который обычно представляет собой проволоку.
Цилиндр r – В чем мы храним кислород и ацетилен для резки, и ЗАЩИТНЫЙ ГАЗ для Сварочные процессы MIG и TIG.Они бывают разных размеров, и вам нужно изучить перед покупкой. Если у вас будет слишком мало одного, вы действительно устанете заправлять это все время.
Дефект – Что-то не так со сварным швом. Основные дефекты: продольные трещины, пористость, шлаковые включения и “кардинальный” Грех “сварки… Подрезка.
Глубина сплавления – Насколько глубока ваша присадочный металл проникает в металл с поверхности.
Постоянный ток – Сварка постоянным током – это самая плавная сварка с наименьшим количеством брызг.В
ток течет в одном направлении, от отрицательного к положительному. (Катод к аноду)
It
это похоже на то, когда вы включаете водяной шланг и вода вытекает. С DC
ток ВСЕГДА течет в одном направлении. Однако вы можете изменить сварку
приводит к изменению полярности.
Отрицательный электрод постоянного тока – Электричество ВЫХОД ИЗ сварочного стержня или проволоки рассеивается в заготовке, поэтому дает меньшее проникновение. Около 1/3 тепла приходится на конец стержня и 2/3 тепла. на заготовке.Это то, что вы хотите использовать для тонких металлов.
Прямой Положительный токовый электрод – Электричество течет НА сварочный стержень или проволоку и, следовательно, больше нагревают стержень или конец проволоки. Это дает вам 2/3 тепла на стержне и 1/3 на заготовке, что дает большее проникновение для толстых металлы, потому что сила дуги проникает в сталь перед нанесением присадочного металла.
Пластичность – Металл изгибается и остается изогнутым, не ломаясь.
Рабочий цикл – Это сколько времени машина может проработать за десять минут до того, как он перегревается.
10% = 1 минута из каждых 10.
20% = 2 минуты из каждых 10.
Включено до 100%, при котором будет работать все время без остановки.
Для
машина на заводе или строительной площадке, вам нужен 100% рабочий цикл.
Для
ваша мастерская по хобби вы можете обойтись с 20 или 30%.
Даже в самом загруженном Фабрика через десять минут закончится.Если вы свариваете клещами, вы можете пробежать чуть больше минуты. Тогда ты собираешься поднять капюшон, проверить из того, что делают все остальные, подумай о том, что ты собираешься делать той ночью, Отколите шлак, почистите сварной шов, проверьте, сколько сейчас времени, замените стержни и НАКОНЕЦ возвращаемся к сварке.
Edge Joint – Внешний край двух пластин встали на 90 градусов параллельно друг другу.
Подготовка кромки – До при сварке кромки плиты или трубы следует позаботиться о том, чтобы сварной шов был качественным.Это могут быть вырезаны резаком или скошены, обработаны шлифовальным станком, напильником или все три.
Электрод – Электроды либо покрыты флюсом, либо просто оголены. В области электрод называется стержнем при сварке штангой, а электрод – проволокой. Дуговая сварка MIG и порошковой проволокой.
Существует МНОГО разных типов электродов.
В Использовались голые стержни времен Второй мировой войны, которые можно было использовать только в горизонтальном положении. Это было ОЧЕНЬ легко воткнуть эти стержни, и я могу только представить, как это должно быть неприятно. были использовать их.Однажды парень заметил, что подобранный им ржавый стержень приварен лучше, чем новенькие.
Эксперименты с разными типами покрытий как кремний и калий, было установлено, что флюс на стержне не только помогает он горит лучше, но производит защитный газ, защищающий сварочную ванну от атмосфера.
Держатель электрода – ручной зажим, удерживающий сварку стержень и проводит электричество из стержня в ОТРИЦАТЕЛЬНОМ ЭЛЕКТРОДЕ ПРЯМОГО ТОКА, или в стержень в ПОЛОЖИТЕЛЬНОМ ЭЛЕКТРОДЕ ПРЯМОГО ТОКА.
Лицевая – На пластине или сварка труб: ROOT PASS, HOT PASS, FILLER PASS и CAP. Корень проникает через заднюю часть пластины, колпачок находится на поверхности, которую вы сварка, то есть лицо.
Вентилятор : Сварочные аппараты имеют вентилятор для охлаждения машины и предотвращения ее перегрева. (см. ОБЯЗАТЕЛЬНЫЙ ЦИКЛ) Некоторые фанаты работают постоянно, в то время как другие запускаются “по запросу”, что означает, что он включается при необходимости и отключается, когда не требуется.
(Хорошая идея взорвать отключать сварочный аппарат сжатым воздухом не реже одного раза в месяц. Это сохраняет пыль от накопления и возможного нарушения внутренней электрической работы. На всех машинах есть вентиляционные прорези, и каждый из них должен быть продуван.)
Железо Металл – Железо получают из руды, добываемой на Земле. Смотри как Сталь сделана. Черный означает, что металл – это железо или железо со сплавами.
Наполнитель Металл – металл, добавляемый в сварочную ванну.Сварной шов можно выполнять с присадочный металл. Тонкий металл иногда сваривают путем плавления двух основных металлов. вместе.
Flash Burn – Это ожог от радиации. от УЛЬТРАФИОЛЕТОВЫХ лучей сварочной дуги. Он может обжечь кожу, как к солнечным ожогам и даже волдырям на роговице. Вы не понимаете этого до нескольких часов спустя когда кажется, что кто-то втирает тебе горячий песок в глаза.
Два моих студенты сваривали слишком близко друг к другу, и я сказал им двигаться, но они сказал, что они были в порядке.Да, что я знаю? Я делал это только 30 долбаных лет по сравнению с их тремя или четырьмя месяцами!
Уэлп, в ту ночь они были в отделении неотложной помощи получают мазь для глаз и красивое отделение неотложной помощи за 300 долларов законопроект.
Вы никогда не должны находиться там, где можно увидеть свет сварочной дуги без защитные линзы, даже если они не сбоку от глаз. В моем магазине громко объявляем “СМОТРИТЕ В ГЛАЗА!” прежде чем зажигать дугу, чтобы предупредить чтобы закрыть глаза.
Угловой шов – Король сварных швов, потому что он используется во многих приложениях, в основном на тройниковых соединениях. . (См. СОЕДИНЕНИЯ.)
Два куски металла стыкуются вместе под углом 90 градусов, бусинка проходит на полпути в каждый кусок. В зависимости от толщины может потребоваться одна бусинка или несколько бусинок. ПРИВЯЗАНЫ друг к другу.
Поверхность углового сварного шва – Поверхность или верх сварной шов.
Стойка углового сварного шва – От пересечения стыка до конец сварного шва.На каждую тарелку будет по ножке.
Угловой шов Носок – это конец сварного шва на конце ножки. Опять будет один за каждую тарелку.
Корень углового сварного шва – Место начала сварного шва на пересечении стыкованных пластин.
Горловина углового шва – Расстояние от корень к лицу.
Для приведенных выше определений FILLET WELD см. Miller’s Tig.
Страница сварки для хорошей иллюстрации…
http: // www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Поток Измеритель – Давление в баллоне ЗАЩИТНОГО ГАЗА может достигать 2400 фунтов. на дюйм. Расходомер снижает его до рабочего давления, обычно от 20 до 25 кубических футов в час.
Флюс :
Очищает поверхность и при горении
создает ЗАЩИТНЫЙ ГАЗ, который защищает БАССЕЙН или ЛУЗУ от атмосферных воздействий.
загрязняющие вещества, вызывающие ДЕФЕКТЫ.
Дуговая сварка порошковой проволокой (FCAW) – Длинную тонкую плоскую полоску пропускают через серию штампов, пока она не начнет скручиваться. По сторонам.Затем добавляется FLUX, и он проходит через штампы до тех пор, пока не будет свернутый в трубчатую проволоку.
Подобно ТВЕРДОЙ СТАЛЬНОЙ ПРОВОЛОКЕ, он катится и используется аналогично MIG, обычно устанавливается на ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА. Когда проволока расплавляется и превращается в НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ, ПОТОК горит и образует ЗАЩИТНЫЙ ГАЗ.
Следовательно, не требуется ЗАЩИТНЫЙ ГАЗ, поэтому его можно использовать на сквозняках или даже на ветру, в отличии от его двоюродного брата МИГа.
Испытание на свободный изгиб – Также называется управляемым изгибом тест, это разрушительный тест.Из испытательной пластины вырезается купон, сварной шов шлифованный, затем купон (обычно 1 ½ дюйма в ширину и 7 дюймов в длину) сгибается. в JIG. Затем он ВИЗУАЛЬНО ПРОВЕРЯЕТСЯ на предмет трещин и дефектов.
Это
это один из способов демонстрации КВАЛИФИКАЦИИ для получения сертификата. Сварка – это одно
из самых требовательных профессий, потому что сварщик всегда должен доказывать свою квалификацию.
У меня 30-летний опыт работы в цехе, профсоюзе металлургов, образование,
но если бы я пошел работать, скажем, в электростанцию, со сварщиком,
поля всего пару лет, я бы еще сдать тест с ними!
Критически для выполнения сложных работ требуется квалификация РЕНТГЕНОВ, которая не разрушает, но показывает все!
Дым – Если вы опытный ПУТЕШЕСТВЕННИК или НОВИЧК, при резке и сварке всегда следует остерегаться испарений.
От GALVANIZED пары цинка, вызывающие тошноту, к более опасному газу фосгену, который может выделяться от УФ-ЛУЧЕЙ вокруг некоторых чистящих растворов ДЫМ может быть опасным!
Всегда убедитесь, что у вас есть надлежащая вентиляция, особенно в закрытых помещениях!
Предохранитель – Если вы покупаете сварочный аппарат для дома, убедитесь, что у вас есть подходящие предохранитель, чтобы вы не взорвали все. В старых домах убедитесь, что проводка были обновлены, иначе вы можете вызвать пожар при их перегреве.
Fusion – Как сказано в COALESCENCE, слияние – это плавление и слияние с основой. металл или РОДИТЕЛЬСКИЙ МЕТАЛЛ вы свариваете кузнечика.
Это тоже слово за то, что доктор хочет сделать с моей лодыжкой, которую я сломал, когда упал три истории. Хочет взять кусок моей бедренной кости и прикрепить его к лодыжке. Беда То есть, для заживления бедра потребуется больше времени, чем для заживления лодыжки! Итак … этот маленький операции не будет.Черт возьми, мне все равно больно, когда я не сплю!
Оцинкованный – Электрохимический процесс, при котором низкоуглеродистую сталь погружают в жидкий цинк для
сделать его антикоррозийным. Я был удивлен, узнав, что это делается уже 150 лет!
Когда
при сварке оцинкованной стали сначала нужно прожечь цинковое покрытие и
он производит ДЫМ, который может вызвать у вас тошноту, как будто вас ударили в
кишка.
Молоко до, во время и после сварки должно помочь, но
правильная вентиляция и вообще не дышать ею – лучше всего.
Газовая металлическая дуга Сварка (GMAW) – см. «МИГ»
Газовая дуговая сварка вольфрамом – см. «TIG»
Шов с разделкой кромок – Когда требуется очень прочный сварной шов, например, когда две колонны соединены вместе на высотном здании, важно чтобы получить максимальное проникновение и сплавление. Это делается путем обрезки ФАСКИ, чтобы что вы можете приварить твердое тело от КОРНЯ к ЛИЦУ РОДИТЕЛЬСКОГО МЕТАЛЛА.
Тепло
Затронутая зона – кое-что, что многие сварщики не принимают во внимание, но должны.Любое время
при сварке металла или стали вы нагреваете область рядом со сварным швом. После этого
нагревается, охлаждается с разной скоростью в зависимости от температуры в магазине
или поле.
На строительных объектах зимой это может происходить очень быстро.
И нагрев, и охлаждение могут влиять на свойства в зависимости от того, какая основа
металл, на котором вы свариваете.
Зона термического влияния на низкоуглеродистой стали обычно
ничего страшного. Однако, если вы свариваете чугун, например, без должной
предварительный нагрев и последующий нагрев, он треснет прямо у вас на глазах.
Инвертор – Относительно новые, впервые услышал о них лет 13 назад. Источник питания для сварочные аппараты, которые намного эффективнее обычных трансформаторов. машины используют и, следовательно, гораздо меньшие единицы.
Когда я впервые начал сварку тридцать лет назад в магазине черного железа я использовал сварщика, который выглядел как большой атомная бомба с ящиком наверху. Он был не менее четырех футов в ширину, два фута глубокий и высотой около трех футов.
Сегодня у них есть машины, которые могут все
что можно, плюс еще несколько, и они размером с небольшой чемодан, а это много
удобнее для магазина и поля.
Iron Workers – Есть здесь пара значений. Первый – это союз, к которому я принадлежу, Интернационал Ассоциация рабочих мостов, строительного, декоративного и арматурного железа. В качестве название подсказывает, мы работаем над конструкциями, начиная от высотных офисных башен, к плотинам, электростанциям и т. д.После трехлетнего обучения я стал структурным сварщик. Есть и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up Банды и Разные Банды. Хотя я работал над ними всеми, я потратил большую часть Я провела время в различных сварочных бригадах, так как сварка – моя настоящая любовь!
Это это также термин для машин, как ОГРОМНЫХ, так и достаточно маленьких, чтобы их можно было переносить. по вакансиям. Он может резать металл, резать углы и пробивать отверстия. Ты собираешься инвестировать минимум около пары тысяч за меньшую модель.Даже не хочу подумать, сколько стоят большие.
Прерывистый шов: Очень распространенный ошибка в сварке это слишком много сваривать! Многие сварщики, особенно новичок в торговле: «чем больше шов, тем лучше он будет держаться». Ну, это НЕ правда! Часто один или два дюйма сварного шва каждые пару дюймов держится так же хорошо, как и сплошной сварной шов.
На большинстве работ, будь то в магазин или поле, сварные швы будут на чертеже, чтобы вы знали, что именно делать.Инженеры определяют, какой вид сварного шва лучше всего подходит для данного соединения.
Есть два типа прерывистых сварных швов. Приведу пример из завод по производству черного чугуна, на котором я когда-то работал:
1) «Цепь» на Луч двадцать футов, мы найдем центр, скажем, в десяти футах. Отметим два дюймов, по одному дюйму с каждой стороны от центра. Затем из центра этого сварного шва мы сделаем отметку на расстоянии двенадцати дюймов. На этой отметке мы бы измерили один дюйм на каждом боковая сторона.Таким образом, мы измеряли расстояние от центра до центра каждого сварного шва. В большинстве конструкций почти все измеряется от центра.
По другую сторону луч, мы бы отразили следы первой стороны.
Очевидно, что концы луч не выходил правильно по порядку, поэтому было важно, чтобы мы и поставьте по два дюйма на каждый конец, даже если он был рядом с двумя другими отметки, которые мы сделали.
2) “Staggard” После нанесения отметок на одном сторону балки, мы поместим другую сторону между отметками на первом боковая сторона.
Эти сварные швы достаточно прочны, чтобы их удерживать, и сваривать их – это чрезмерно. эти стыки прочные. Когда сварщики переусердствуют, они лажают. несколькими способами…
- Нагревают основной металл, который может измениться его свойства неблагоприятно.
- Они тратят ненужное время. В магазине и поле «Время – ДЕНЬГИ!»
- Они тратят материалы впустую, используя
стержни, которые с каждым годом стоят все больше и больше.
Приспособление – Приспособление удерживайте металл или сталь, над которыми вы работаете, на месте во время изготовления.Они может быть стальным зажимом с помощью тисков или С-образного хомута, болтов, приваренных прихваточным швом к столу, или очень сложные кадры. Позиционеры в крупных производственных цехах удерживают заготовку, вращают, вращать или вращать, чтобы можно было сваривать в плоском или горизонтальном положении.
Шарнир – Пересечение, где встречаются два разных раздела PARENT METAL. Быть в списке под СВАРНЫЕ СОЕДИНЕНИЯ. На электростанции спрашивали, сколько стыков мы сварили каждый день.
Было много разных типов, таких как балка к балке, балка к колонне, х подтяжки и т. д.Хотя это не был точный отчет, он дал бригадиру представление о том, что делалось.
Отличная глава о JOINTS принадлежит Миллеру
Tighandbook …
http://www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Замочная скважина – При сварке открытого стыка или сварного шва с открытыми канавками с помощью STICK, MIG или TIG, откроется «замочная скважина». Когда стороны тарелки выгорят на каждой На стороне СВАРОЧНОГО БАССЕЙНА образовано отверстие, обеспечивающее хорошее ЗАВЯЗКУ и ПРОНИКАНИЕ.
Замочная скважина не должна становиться слишком большой, иначе WELD POOL будет водопад из задней части сустава.
Если замочная скважина становится слишком большой, остановитесь немедленно приступить к сварке, дайте пластине остыть и произведите надлежащую регулировку, чтобы исправить эта проблема. (Слишком много тепла, неправильный угол стержня или слишком долгое пребывание в луже может быть причиной.)
Профсоюзы – Хороший сайт со списком профсоюзов
http://www.trcp.org/unions.aspx.
В
мой опыт работы с железом, я бы сказал, что у вас больше всего шансов на сварку
в следующем…
Boilermakers
Iron Рабочие
Трубопроводчики
Трубопроводы
Листовой металл
Рабочие
Отводы – Это линии от станка к тому, что вы проводите сварку по току. Это множество медных проводов, вплетенных в один для проведения электричества, затем покрытый непроводящей резиной или пластиком сворачивать.
Важно убедиться в отсутствии разрывов или разрывов на выводах. обнажая оголенный провод, который может вызвать дугу на заземленной поверхности. Помимо шока или пожароопасности, особенно плохо, если бы он вступил в контакт с находящимся под давлением газовый баллон!
Liquidis – Слово, которое заставляет вас казаться умным, когда вы означают самую низкую температуру, при которой сталь или металл находятся в жидком состоянии. Угадайте, что такое “твердое” называется? (См. SMART TALK)
Сварочный аппарат – Оборудование выполняет сварочный шов, пока человек смотрит, чтобы убедиться, что он работает правильно.Они также будут визуально осмотрите выполненный сварной шов. Будь то робототехника или машинная сварка, большинство компаний предпочитают тех, кто занимается сваркой в полевых условиях, потому что они “почувствовать” это.
Сварщики-подмастерье действительно чувствуют приварить TIE-IN к стали. Когда я ПРИКЛЮЧАЮ СВАРКУ с 7018, я буквально чувствую стержень слегка поддается, так как сливается со сталью.
Руководство Сварка – Сварку выполняет человек.В SMAW (палке) держат ЖАЛОЙ и манипулируя СВАРОЧНЫМ ЭЛЕКТРОДОМ, чтобы управлять СВАРОЧНЫМ БАССЕЙНОМ. В МИГ они используют проволоку для подачи пистолета МИГ, чтобы сделать то же самое. В TIG они используют горелкой и ручной подачей присадочного прутка.
Скорость плавления – Сколько стержня (электрода), проволоки или стержня TIG плавится за определенное время.
Точка плавления – Аааа, кузнечик, вот куда идет металл
от SOLIDUS к LIQUIDUS.См. УМНЫЙ РАЗГОВОР.
MIG (GMAW или газовый металл Дуговая сварка) – Технически это может называться GMAW, но в магазине и на местах все, что я когда-либо слышал, было Миг.
При сварке МИГ используется сплошная стальная проволока, свернутая в рулон. на катушке и подается через сварочный провод с вкладышем в нем. Водители толкают, тянут или оба, чтобы пропустить проволоку через провод к СВАРКУ.
Использует несколько разные смеси, но чаще всего я использовал либо плотный углекислый газ, либо или смесь инертного газа аргона и CO2 (обычно 75/25.75% аргона, 25% CO2) для защиты ЛУЧИ сварного шва от атмосферы.
Стр. 2 – Основные термины сварки
.Это Список условий сварки представлен вам компанией Keen Ovens, лидером в области сварочного хранения. Духовки.