Угловой шов. Ошибки начинающего сварщика и их исправление
Автор: Михаил Щербаков. Рубрика: сварные швы,угловые швы
Многие сварщики-любители выполняют угловой шов с грубыми ошибками. Особенно это относится к начинающим сварщикам, которые только осваивают этот навык. Какое-то время назад на основе фотографии, присланной одним из моих читателей, я написал статью, где разбирал ошибки выполнения сварочного шва в нижнем положении. Если вы её не читали, прочитайте.
А сейчас на основе фотографии того же читателя я разберу его угловой сварочный шов. Вообще, к такому результату приводит сочетание многих ошибок, но всё же я постараюсь свой рассказ структурировать.
Итак, поехали.
Отсутствие металла на вершине угла
Самый основной и бросающийся в глаза дефект – это отсутствие металла шва на вершине угла, т.е., в месте соединения деталей. На фото 1 я обвёл это красными овалами.
Фото 1. Отсутствие металла шва на вершине угла.
Это происходит в результате неправильных движений электродом. В частности, быстрое перемещение электрода в месте соединения деталей (на вершине угла) и длительное задержание на боковых сторонах шва.
Также такому дефекту также может способствовать неправильно выбранный диаметр электрода. Дело в том, что слишком толстый электрод своими краями может касаться деталей, поэтому дуга, которая всегда идёт по кратчайшему пути, не будет «доставать» до вершины угла. Более подробно про непровар углового сварного шва читайте тут: http://www.elektrosvarka-blog.ru/uglovoj-shov-neprovar-1/
Вообще, в данной ситуации можно было бы и закончить перечисление ошибок, т.к. на фоне такого грубого дефекта всё остальное не имеет особого значения. Но давайте представим, что в месте соединения деталей (на вершине угла) металл всё же есть.
Тогда на фото 2 имеет смысл обратить внимание на то, что на вертикальной стенке (жёлтая стрелка) металла значительно меньше, чем на горизонтальной поверхности (синяя стрелка). А в правой части шва на вертикальной поверхности металла нет вообще (жёлтый овал), при этом на горизонтальной поверхности его достаточно много (синий овал).
А в правой части шва на вертикальной поверхности металла нет вообще (жёлтый овал), при этом на горизонтальной поверхности его достаточно много (синий овал).
Угловой шов с разным количеством наплавленного металла
Фото 2. Разное количество наплавленного металла на вертикальной и горизонтальной стенках.
Такое явление происходит тогда, когда электрод находится под неправильным углом к деталям, а сварщик не отслеживает, какое количество металла с электрода поступает на каждую сторону сварочного шва.
Кроме этого, я вижу ещё несколько помарок, но в данной ситуации они совсем не важны.
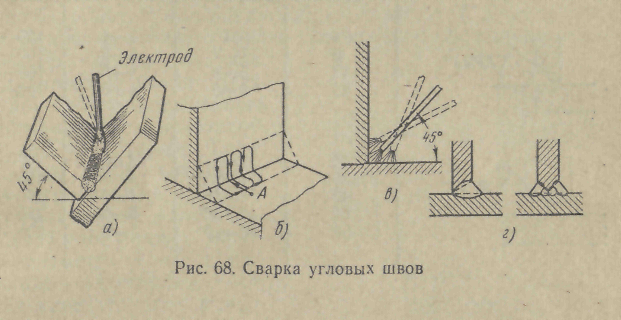
На самом деле, тема выполнения угловых швов гораздо шире, чем кажется на первый взгляд. Дело в том, что угловой шов может быть по-разному размещён в пространстве и у сварки в каждом положения есть свои особенности. Кроме того, проварка угла внутри и снаружи тоже имеет свои особенности (правильно взаимное положение деталей, зазоры и др.). И, к сожалению, в статьях это не передать – нужно смотреть видео.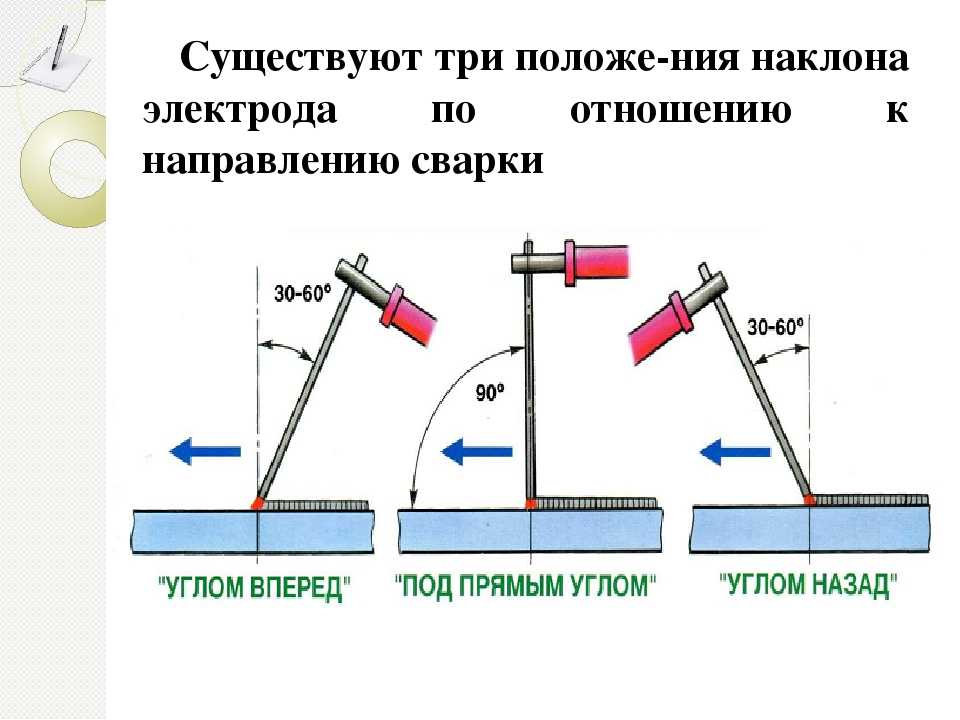
Ещё по теме:
Причины непровара угловых швов. Часть 1
Ошибки при выполнении сварочных швов
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Как варить потолочный шов электросваркой
Опубликовано:
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Содержание
- Особенности техники формирования швов
- Подготовка соединения встык
- Безопасность сварочных работ
- Видео
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.

Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
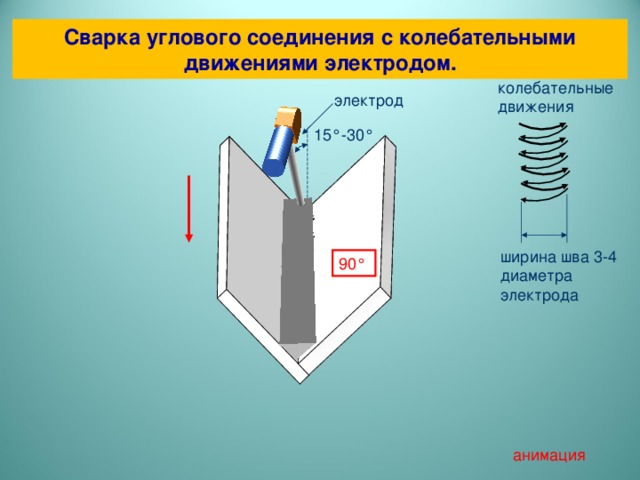
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.


При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».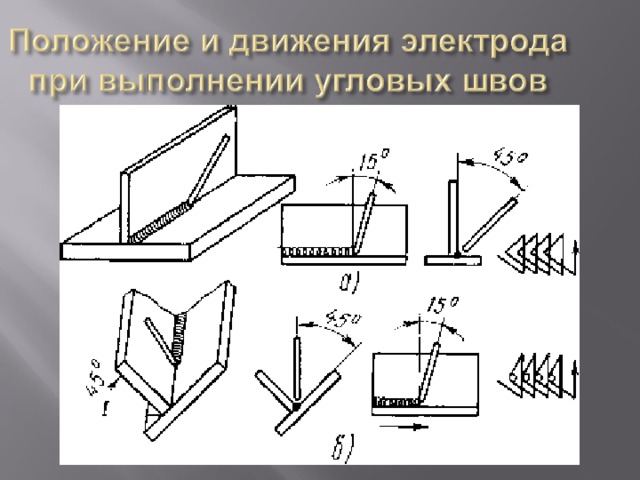
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
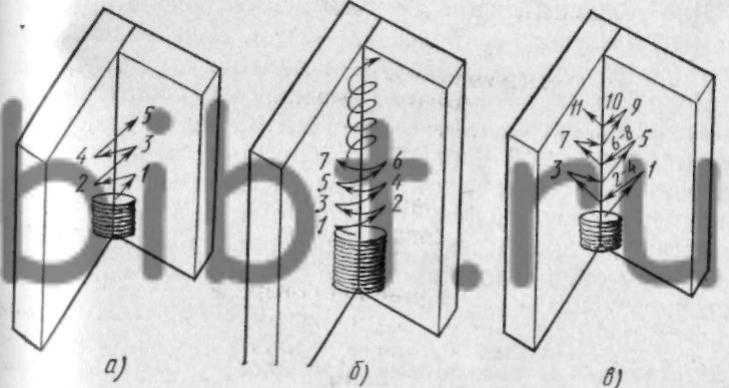
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
 При необходимости этот слой также может быть выполнен в несколько проходов.
При необходимости этот слой также может быть выполнен в несколько проходов.В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
Помогла ли вам статья?
Что такое угловой шов в сварке?
Welding Tech
Угловой шов — это тип сварного соединения, при котором два куска металла соединяются друг с другом приблизительно под прямым углом. Угловые сварные швы обычно используются для соединения пластин и балок в соединениях внахлестку, Т-образных соединениях или угловых соединениях.
Что такое размер углового сварного шва?
Размер сварного шва обычно определяется толщиной соединяемого металла, а угловые сварные швы обычно используются, когда толщина металла составляет 3/16 дюйма (4,8 мм) или меньше.
Угловые сварные швы прочны и обладают хорошей устойчивостью к напряжениям сдвига и растяжению. Однако они не такие прочные, как сварка встык, и обычно не используются для несущих конструкций.
Что такое угловой шов и шов с разделкой кромок?
Угловой шов представляет собой тип сварного соединения, при котором два куска металла соединяются друг с другом приблизительно под прямым углом, а сварной шов с разделкой кромок представляет собой тип сварного соединения, при котором два куска металла соединяются вместе в разделке.
Какие существуют 3 типа угловых соединений?
Существует три типа угловых сварных швов:
- Соединение внахлестку: Соединение внахлестку создается, когда два куска металла соединяются вместе на конце одного куска.
- Т-образное соединение: Т-образное соединение образуется, когда два куска металла соединяются вместе в середине одного куска.
- Угловое соединение: Угловое соединение образуется, когда два куска металла соединяются вместе в углу одного куска.
Поперечный угловой шов
Поперечный угловой шов представляет собой тип сварного соединения, при котором два куска металла соединяются вместе по длине одного куска.
Преимущества и недостатки углового шва
Преимущества:
- Угловые швы прочны и обладают хорошей устойчивостью к сдвиговым и растягивающим напряжениям.
- Угловые сварные швы могут выполняться с использованием различных сварочных процессов, включая кислородно-топливную сварку, газовую вольфрамовую дуговую сварку и плазменную дуговую сварку.
- Угловые сварные швы с меньшей вероятностью вызывают деформацию или деформацию, чем стыковые сварные швы.
Недостатки:
- Угловые швы не так прочны, как стыковые швы, и обычно не используются для несущих конструкций.
- Размер сварного шва обычно определяется толщиной соединяемого металла, а угловые сварные швы обычно используются, когда толщина металла составляет 3/16 дюйма (4,8 мм) или меньше.
Что такое прерывистая сварка?
Прерывистые сварные швы — это сварные швы, которые не являются непрерывными. То есть они не производятся за один непрерывный проход. Вместо этого они сделаны короткими сегментами с промежутками между ними. Прерывистая сварка обычно используется в соединениях внахлест и тавровых соединениях.
Дополнительные ссылки
Угловой сварной шов
Понимание символов сварного шва ? Угловой сварной шов – Meyer Tool & Mfg.
Угловые сварные соединения – Практический обзор – TWI
Размеры патрубков углового сварного шва не имеют значения! | WELDING ANSWERS
Угловой сварной шов
Просмотреть еще
Угловой сварной шов
Просмотреть еще
Как склеивать сварные швы Угловые сварные швы и соединения внахлестку!! (Научитесь сварке электродами!! Часть 2 из 5)
Подробнее
Основы многопроходной угловой сварки
Подробнее
Основы TIG: практика угловой сварки
Подробнее
Ключевые правила по углу, направлению и скорости сварки
Идентификатор контента
54867
13. 07.2015
07.2015
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться определенных успехов. Тем не менее, Карл Хус из Lincoln Electric и Джон Лейснер из Miller Electric предупреждают, что есть несколько жестких правил, позволяющих произвести долговременный сварочный ремонт.
- Толкни или потяни: Здесь правило простое. «Если он производит шлак, вы тормозите», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке электродом или сварочным аппаратом с флюсовой проволокой. В противном случае вы протолкнете проволоку при сварке металла в среде инертного газа (MIG).
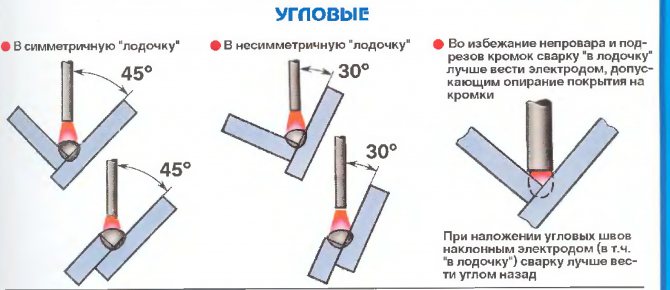
- Рабочий угол: При сварке проволокой держите горелку под углом от 10° до 15° в направлении сварки. При сварке электродом соблюдайте угол опережения от 20° до 30° в направлении волочения. При угловом (тройниковом) сварном шве держите стержень или проволоку (независимо от процесса сварки) под углом 45° между двумя частями металла.
- Скорость: Следите за сварочными ваннами и гребнем (где расплавленный металл застывает). По словам Хуса, при сварке проволокой (MIG или с флюсовой сердцевиной) гребень должен находиться примерно на ⅜ дюйма позади проволочного электрода. Слишком низкая скорость перемещения приводит к образованию широкого выпуклого валика с неглубоким проникновением, что также приводит к отложению слишком большого количества металла. С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий валик с высокой выпуклостью. Большинство скоростей движения для различных суставов значительно ниже 40 дюймов в минуту.
- Расстояние между дугами: Отрегулируйте скорость перемещения таким образом, чтобы сварочная дуга оставалась в пределах передней трети сварочной ванны. При сварке проволокой (флюсовой проволокой или MIG) соблюдайте рабочее расстояние от ⅜ до ½ дюйма. При сварке стержнем следите за тем, чтобы расстояние между кончиком стержня и заготовкой составляло ⅛ дюйма.

- Текст
- Электронная почта
- Печать
Подробнее Машины
Для получения соответствующей информации и информации от отраслевых экспертов подпишитесь на информационные бюллетени Successful Farming. Зарегистрироваться
Загрузка…
1-дюймовая тележка ударной тележки
Приварив отрезки уголка с равномерно расположенными вертикальными стержнями к старой двухколесной тележке, я сделал тележку, в которую помещается мой ударный гайковерт… читать дальше
Самый последний опрос
Хватит ли у вас на ферме хранилищ для сбора урожая?
Я просто хочу увидеть ответы
46% (26 голосов)
Да
39% (22 голоса)
Нет, это будет сбор мусора
7% (4 голоса)
7 Возможно
, в зависимости от доходности
5% (3 голоса)
Нет, присматриваю новые бункеры или временное хранилище
4% (2 голоса)
Всего голосов: 57
Спасибо за голосование.