Движение Электрода при Сварке
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными. Существует множество технологических подходов к выполнению сварочных работ металла. Электроду в процессе сварки, независимо от применяемого способа, сообщается движение в трёх разных направлениях.
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скорости плавления, поступательное движение поддерживает постоянную длину дуги, которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит от марки электрода и условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движением является смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постоянным или переменным) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сварке тонких металлических листов.
Последним движением является смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
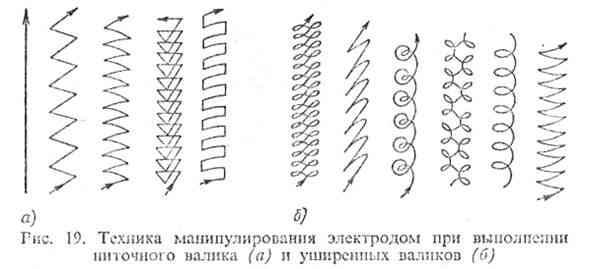
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщик выполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщик выполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода, к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
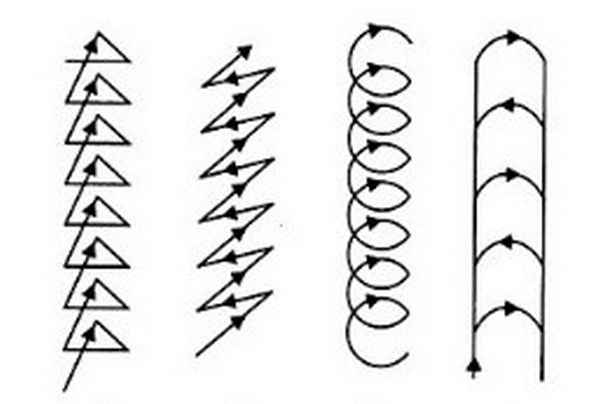
С применением колебательных движений электрода полумесяцем или по спирали , изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов.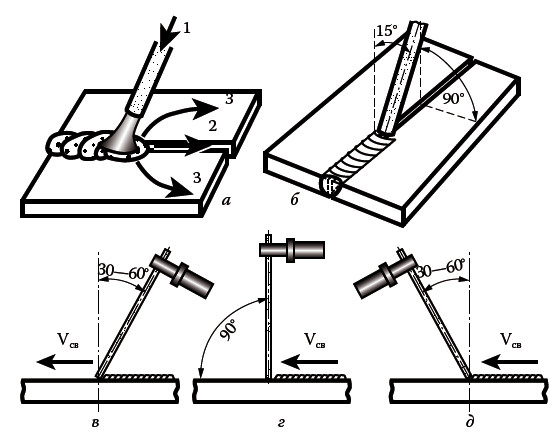 Другая схема колебательного движения при сварке – углом , предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Другая схема колебательного движения при сварке – углом , предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой» характеризуется движением электрода вверх, затем вправо, после этого по короткой траектории спускают вниз влево. Желательно чтобы капля металла застывала при каждом отдельном этапе сварки между кромками. После, ушедший электрод двигают вверх влево и опять спускают из точки подъёма, но теперь вниз вправо. Такими постепенными движениями с непрерывными отдельными порциями, и выполняется шов сварки.
Процесс сварки металла – Сборка металлоконструкций
Процесс сварки металла
Категория:
Сборка металлоконструкций
Процесс сварки металла
Возбуждение дуги и поддержание ее горения. Для возбуждения дуги сварщик концом электрода прикасается к металлу в том месте, где начинается сварка. Опустив электрод вниз и коснувшись металла концом электрода, сварщик затем быстро отводит его на 2…4 мм. В этот момент образуется дура, постоянную длину которой поддерживают во время сварки, постепенно опуская электрод по мере его расплавления.
Опустив электрод вниз и коснувшись металла концом электрода, сварщик затем быстро отводит его на 2…4 мм. В этот момент образуется дура, постоянную длину которой поддерживают во время сварки, постепенно опуская электрод по мере его расплавления.
Другой способ возбуждения дуги состоит в том, что сварщик проводит по поверхности металла концом электрода и затем быстро отводит его на небольшое расстояние, возбуждая дугу. Перед началом сварки рабочий должен закрыть лицо щитком или шлемом.
Дугу необходимо поддерживать возможно более короткой. При длинной дуге глубина проплавления основного металла уменьшается, а электрод при плавлении дает сильное разбрызгивание. В результате этого получается неровный шов с большим количеством включений оксидов. При короткой дуге около шва образуется лишь небольшое количество мелких капель металла, электрод плавится спокойно, давая равномерный пучок искр, глубина проплавления свариваемого металла получается больше. В случае обрыва дуги ее зажигают вновь несколько впереди обрыва, на еще не сваренном металле, после чего возвращаются к месту, где произошел обрыв дуги, и продолжают сварку.
Техника манипулирования электродом. Во время сварки электросварщик сообщает концу электрода движения в трех направлениях.
Для образования уширенного валика электроду сообщают поперечные колебательные движения, чаще всего с постоянной частотой и амплитудой, совмещенные с поступательным движением электрода вдоль оси шва и оси электрода. Поперечные колебательные движения электрода определяются формой,
размерами, наложениями шва в пространстве и навыком сварщика. В процессе колебания электрода середину пути проходят быстро, задерживая электрод по краям. Такое изменение скорости колебания электрода обеспечивает лучший провар по краям. Одинаковая ширина валика достигается одинаковыми поперечными колебаниями. Ширина валика не должна быть более 2 … 3 диаметров электрода.
Обычно сварку выполняют вертикально расположенным электродом или при его наклоне относительно шва, углом вперед или назад. При сварке углом вперед или назад обеспечивается более полный провар и меньшая ширина шва.
Рис. 1. Схемы движения электрода при возбуждении дуги: а — опусканием электрода, б — касательным движением; 1 — медленно, 2 — быстро
Рис. 2. Траектория движения конца электрода при наплавке уширенных валиков
Наложение швов в пространственных положениях. При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз. Поэтому сварку вертикальных швов следует вести более короткой дугой, при которой капля расплавленного металла сможет легче переходить с электрода в кратер шва. Конец электрода при этом отводят вверх в сторону от капли, давая ей возможность затвердеть.
Вертикальные швы лучше сваривать в направлении снизу вверх, тогда нижележащий кратер будет удерживать капли металла, стремящиеся стечь сверху с конца электрода. В этом случае электрод должен быть наклонен вверх. При необходимости вести вертикальную сварку сверху вниз электрод ставят сначала в положение I, а после образования капли опускают ниже в положение II, образуя следующий кратер и удерживая возможно более короткой дугой каплю металла от сте-кания вниз.
В горизонтальных швах делают односторонний скос кромок только у верхнего листа, чтобы наплавленный металл меньше стекал. Дугу возбуждают на нижней кромке, а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Схема движения конца электрода при сварке однослойного горизонтального шва показана н рис. 93,6. Можно также сваривать горизонтальные швы продольн ми валиками, накладывая первый валик электродом диаметр 4 мм, а последующие — электродом диаметром 5 мм.
Рис. 3. Положение электрода (стрелкой указано направление сварки): а — вертикальное, б — углом, вперед, в — углом назад
Потолочные швы — наиболее сложные. Их выполняют самбй короткой дугой. Для облегчения сварки в потолочном положении толстые покрытия делают более тугоплавкими, чем металл электрода. Расплавляясь медленнее металла электрода, покрытие образует на его конце чехольчик, сдерживающий капли расплавленного металла. При этом конец электрода то удаляют, то приближают к ванне. Схема движения электрода показана на рис. 5, г.
Расплавляясь медленнее металла электрода, покрытие образует на его конце чехольчик, сдерживающий капли расплавленного металла. При этом конец электрода то удаляют, то приближают к ванне. Схема движения электрода показана на рис. 5, г.
При удалении электрода дуга гаснет и капли металла шва затвердевают. При потолочной сварке, так же как и при вертикальной или горизонтальной, выбирают меньший диаметр электрода, а ток уменьшают на 10… 15% по сравнению со сваркой металла такой же толщины в нижнем положении шва.
Режим сварки. Под режимом сварки понимают совокупность условий протекания сварки. К основным показателям (параметрам) режима сварки при ручном способе относятся величина, род, напряжение и полярность тока, диаметр электрода, скорость сварки и величина поперечного колебания конца электрода; к дополнительным— величина вылета электрода, состав и толщина покрытия электрода, начальная температура основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки.
Глубина провара и ширина шва зависят от всех основных параметров режима сварки. Увеличение сварочного тока вызывает при неизменной скорости сварки рост глубины проплавления (провара). Это объясняется изменением величины погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Рис. 4. Сварка вертикальных швов (стрелкой показано направление движения электродов): а — образование капли, 6 — затвердевание капли, в, г — образование шва
Рис. 5. Сварка однослойных швов: а, б — горизонтальных, в, г — потолочных
При сварке постоянным током обратной полярности глубина провара на 40…50% больше, чем при сварке постоянным током прямой полярности, что объясняется различным количеством теп-юты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15… 20% меньше, чем при сварке постоянным током обратной полярности.
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электродах прямой зависимостью. При увеличении напряжения ширина шва увеличивается.
Ширина шва связана с напряжением на электродах прямой зависимостью. При увеличении напряжения ширина шва увеличивается.
Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва. Ориентировочно величину сварочного тока определяют из расчета 40…60 А на 1 мм диаметра стержня электрода, который подбирают по толщине свариваемого металла и пространственного положения шва.
Для металла толщиной 2 мм диаметр электрода должен составлять 2…3 мм, для металла толщиной 8 мм он должен быть 4… 5 мм. Сварку в вертикальном и потолочном положениях целесообразно вести электродами меньших диаметров (до 4 мм), так как в этом случае легче предупредить стекание вниз металла сварочной ванны (объем ее будет меньше).
Реклама:
Читать далее:
Электроды для ручной сварки
Статьи по теме:
Как правильно вести электрод во время сварки начинающему
Как правильно вести электрод во время сварки начинающемуБолее чем сто лет назад люди стали использовать сварку для соединения металлов.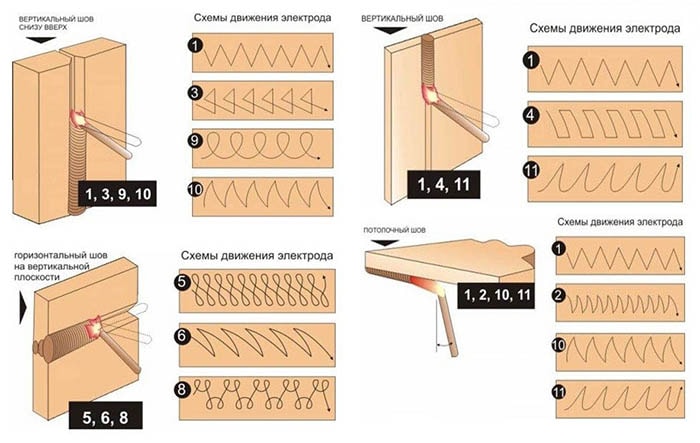 Для этих целей, как и сейчас, используется электрод.
Для этих целей, как и сейчас, используется электрод.
Сварочный электрод — это металлический стержень с обмазкой. Состав обмазки, как и сталь из которой изготовлен стержень, играет важную роль.
Электрод, его состав и значение
Обмазка электрода состоит из различных компонентов. Это такая себе смесь из марганца, никеля, железа и минералов. Будучи в порошкообразном состоянии обмазка наносится на металлический стержень электрода.
В процессе сгорания, обмазка, как и металл, плавится, образуя в зоне сварки газообразное облако, состоящее из минералов. Основная задача этого облака — защита шва от воздействия кислорода. Такая защита необходима для усиления будущего соединения.
Основой в качестве электродного стержня выступает металлическая проволока. Вид сварочной проволоки зависит от того, для сварки каких именно металлов будут предназначены электроды. В основном используется проволока, выполненная из углеродистой и нержавеющей стали.
Как вести электрод во время сварки
Стержень, из которого изготовлен электрод, проводит ток. В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
Правильное движение электродом, как и расстояние его кончика до поверхности металла, играют ключевую роль в сварке. Расстояние между концом электрода и металлом называется сварочной дугой. Чем длинней сварочная дуга, тем больше разбрызгивание металла.
Вести электрод во время сварки можно различными колебательными движениями:
- Елочкой;
- Углом;
- Спиралью и полумесяцем.
При этом колебательные движения электродом должны быть небольшими, амплитуда которых не будет превышать три диаметра электрода. Очень важно при формировании сварочного валика держать металл в расплавленном состоянии.
Если по каким-то причинам слишком быстро перемещать и возвращать электрод обратно, может возникнуть кристаллизация сварочной ванны вследствие её охлаждения. Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Во время сварочного процесса сварщик должен все время следить за шириной и глубиной сварочной ванны. Нельзя слишком быстро перемещать электрод. При поперечных колебаниях электродом амплитуда должна быть несколько меньше ширины наплавленного валика. В конце каждого перемещения нужно делать небольшую паузу, и как бы на мгновение останавливать движение электродом.
Научиться правильно вести электрод во время сварки непросто. Здесь многое зависит не столько от знаний, сколько от опыта. Чем чаще вы будете варить, и тренироваться, тем лучше и качественней у вас будет получаться сварочный шов.
Поделиться в соцсетях
Как вести электрод при сварке в несколько проходов на трубе?
содержание видео
Рейтинг: 4.0; Голоса: 1В этом видео покажем как сваривать в несколько проходов на трубе. Постараемся рассказать тонкости при этом виде сварки.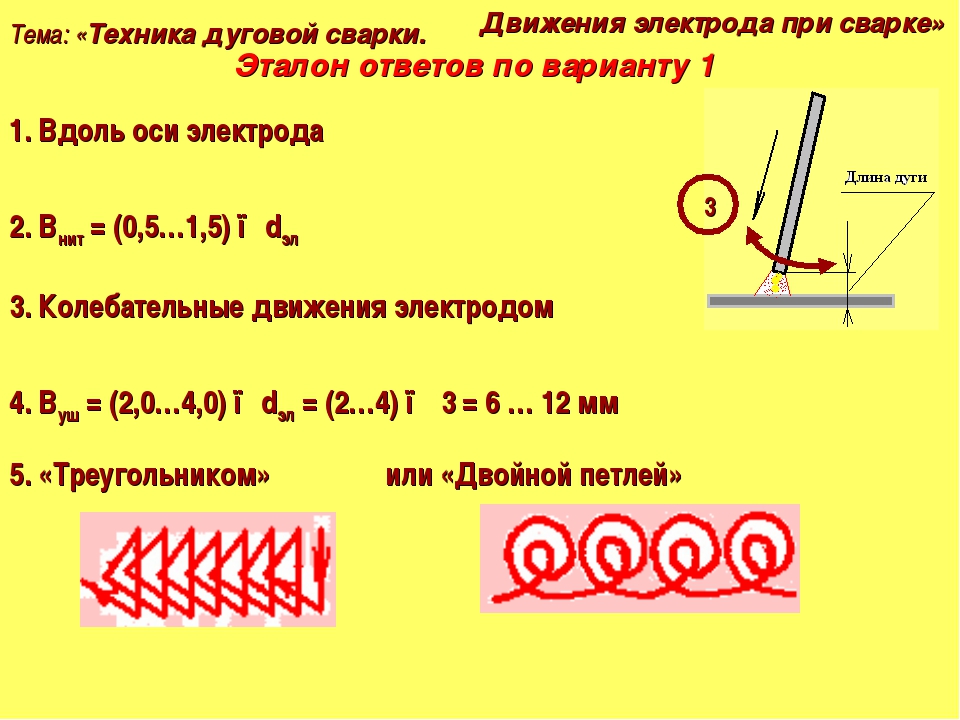 Олег: круто, очень хорошо сделана работа, похвально реально, действительно всегда рад посмотреть новые видео уроки, вам желаю только успехов и всего хорошего в дальнейшем мы у вас учимся.
Олег: круто, очень хорошо сделана работа, похвально реально, действительно всегда рад посмотреть новые видео уроки, вам желаю только успехов и всего хорошего в дальнейшем мы у вас учимся.Дата: 2020-09-05
Похожие видео
Комментарии и отзывы: 8
Ренат
трубу так не варят, варят последовательно нитками перекрывая шов на 1/2 чтобы не было межваликовово западания у нас по тех карте не больше 1 мм дложно быть, если больше по вику не пропустят, и когда варишь электрод должен быть под углом ко шву, прежде чем варить облицовку смотришь тех карту какая должно быть ширина, и уже смотришь сколько валиков ложить, по нашей техкарте если варишь эл 3. 2 ширина должна быть не больше 14 мм если 4 то не больше 16 мм, чтобы шов был ровный можно пройти зачистным кругом сделав не большую канавку типа направляющей тогда все нитки будут ровными
Синий
Гы, наслаждайтесь сваркой: -) В точку! Красиво сказал! Истинное наслаждение смотреть этот сериал, массу удовольствия получил.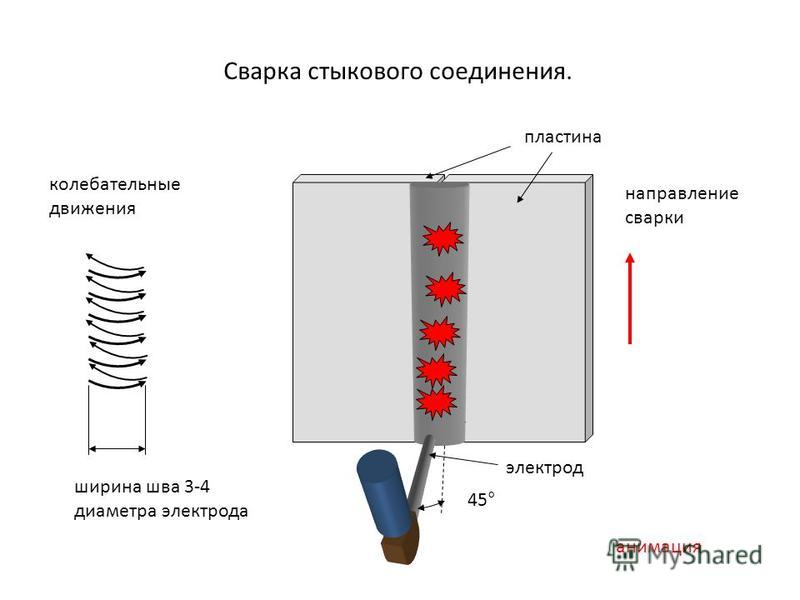 Только я не врубился в главное – какова была поставленная задача? Что такой жуткой ширины мы заполняли тут?
Только я не врубился в главное – какова была поставленная задача? Что такой жуткой ширины мы заполняли тут?
Кстати. Думается мне, что неплохо было бы поварить как-нибудь электродом 4 мм, а то и 5 мм. Вот эту трубочку толстенную наверняка толстенькими электродами быстрее получилось бы забабахать, и наверняка найдутся зрители, кому интересно. Я бы посмотрел. Какой ток нужен, как плавится оно.
Фильм нравится.
Константин
Здорова Дмитрий и Денис, не пропускаю не одного вашего видео. Ребята, если есть возможность снимите пожалуйста технологию сварки толстостенки 30 – 40ки от корня до лица. Редкий видос будет по многопроходному шву, многим понравится. Корень, заполнение, лицо чет поднадоело уже на работе)
Михаил
покажите как наваривают металл на вал для проточки на токарном. еще б спросить конечно, если сталь вала имеет определенную марку, подбираются для этих сталей определенная марка электрода, ну эт когда по уму все делать, а так наверно какой электрод есть, таким и наращивают наверно.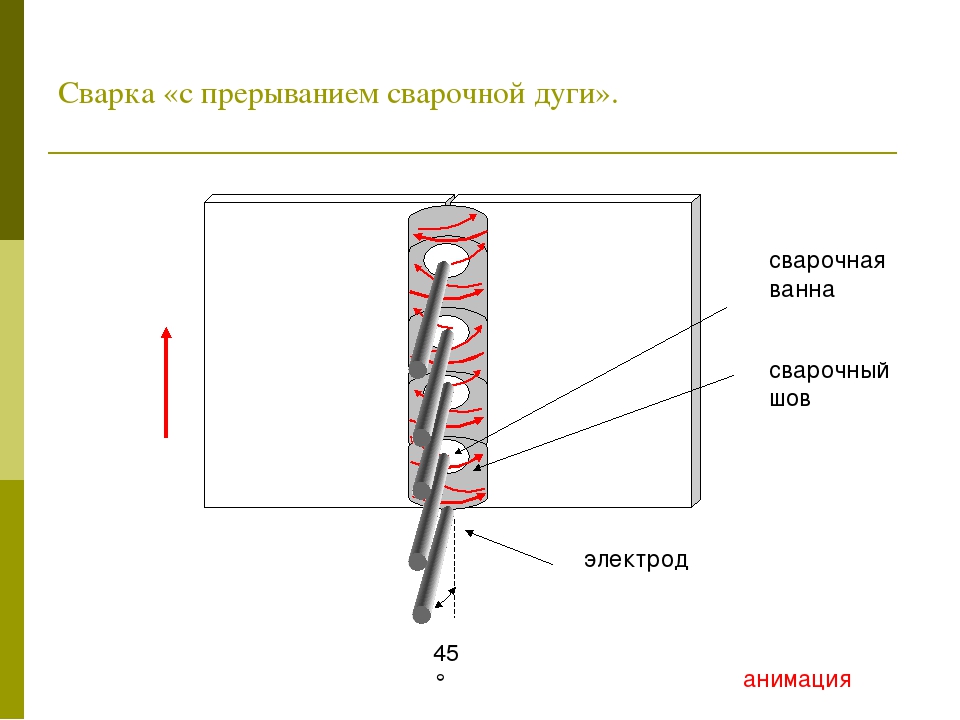
Nik
Оценка положительная, как обычно. Есть вопрос. Последний шов посмотрел в замедлении. Увидел, что ванна кипит. Это так понимаю от повышенного тока и уже прогретого металла. Как влияет кипение ванны на качество сварного соединения?
Лука
Видно что человек любит свою дело, на работе варить и потом ещё для нас. Я бы в конце ещё 3 шва положил, по краям среднего и между ними. Но с меня сварщик как Диана балерина.
STORMFALL
Посоветуйте чайнику защитный газ. Аргон 99. 97 подойдет для сварки стали, нержавейки как основной газ. Или нужен Co2 или микс?
Или аргон универсаленьней?
Полуавтомат
Svetlyi
Димон, всё классно! После твоих видео и ворота сварил, и котёл обвязал, а самое главное не протекает! Спасибо огромное, человечище!
Основы ручной сварки Яндекс.Директ Маска сварщика хамелеон weldmask.ru/Сварочные-маски Сварочные маски от 1090р. Скидка 30%. доставка 1 день. Подробнее. Доставка 1 деньГарантияСкидка 30%Сертификат РТС Адрес и телефон Сварочные аппараты для дома. svarka-piter.ru Выбор сварочного аппарата для дома. Критерии выбора и различные аппараты. BRIMAMARSESABФорсаж,NEON Адрес и телефон Сварочное оборудование its-invertor.ru/Сварочные-аппараты Официальный представитель. Помощь в выборе и установке. Получи скидку 3%! ПрипойПолуавтомат mig-185Форсаж-161Машина термической резки Адрес и телефон Не покупайте Дизельные генераторы electro.podbor.krialenergo.ru Пока не сравнили с нашими ценами! Дизель генераторы от 30 кВт! Сравните! Калькулятор подбораВыгодыКонтакты При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва. Подробнее. Доставка 1 деньГарантияСкидка 30%Сертификат РТС Адрес и телефон Сварочные аппараты для дома. svarka-piter.ru Выбор сварочного аппарата для дома. Критерии выбора и различные аппараты. BRIMAMARSESABФорсаж,NEON Адрес и телефон Сварочное оборудование its-invertor.ru/Сварочные-аппараты Официальный представитель. Помощь в выборе и установке. Получи скидку 3%! ПрипойПолуавтомат mig-185Форсаж-161Машина термической резки Адрес и телефон Не покупайте Дизельные генераторы electro.podbor.krialenergo.ru Пока не сравнили с нашими ценами! Дизель генераторы от 30 кВт! Сравните! Калькулятор подбораВыгодыКонтакты При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва. Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей. Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей. Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью. Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва. Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов: Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика. Сварка ведется постоянным током с обратной полярностью. Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва. Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов: Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.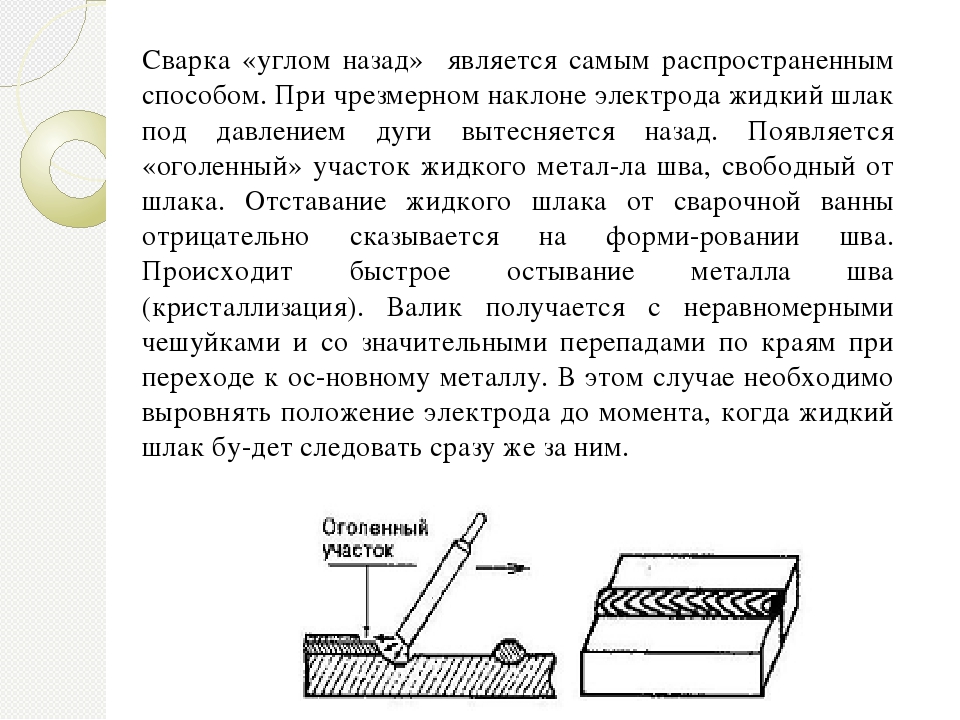 Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне. Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром. Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика. Очень подробный урок про ручную дуговую сварку Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов. В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной. Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне. Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром. Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика. Очень подробный урок про ручную дуговую сварку Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов. В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.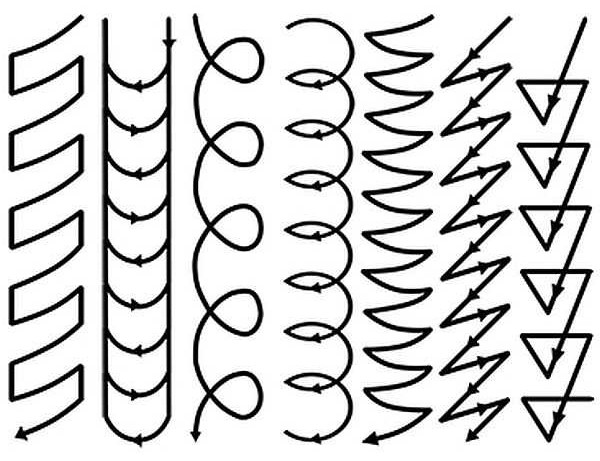 При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла. При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки. Основы обучения электросварке Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла. При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки. Основы обучения электросварке Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны. Розжиг дуги можно осуществить одним из двух способов: Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны. Розжиг дуги можно осуществить одним из двух способов: Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.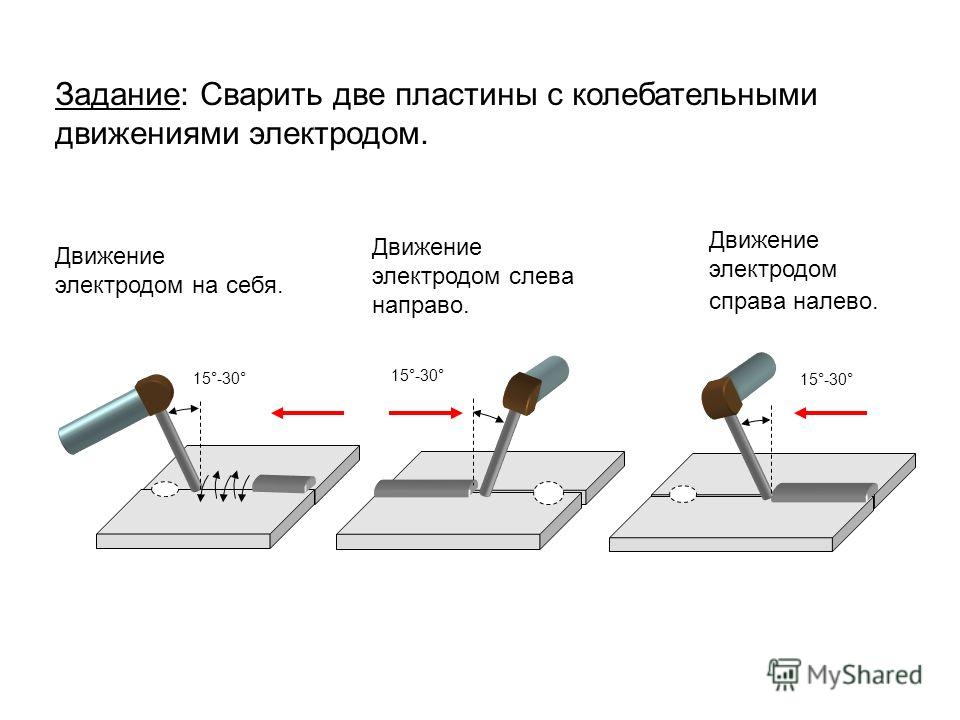 Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще. После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака. Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва: Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще. После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака. Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва: Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна.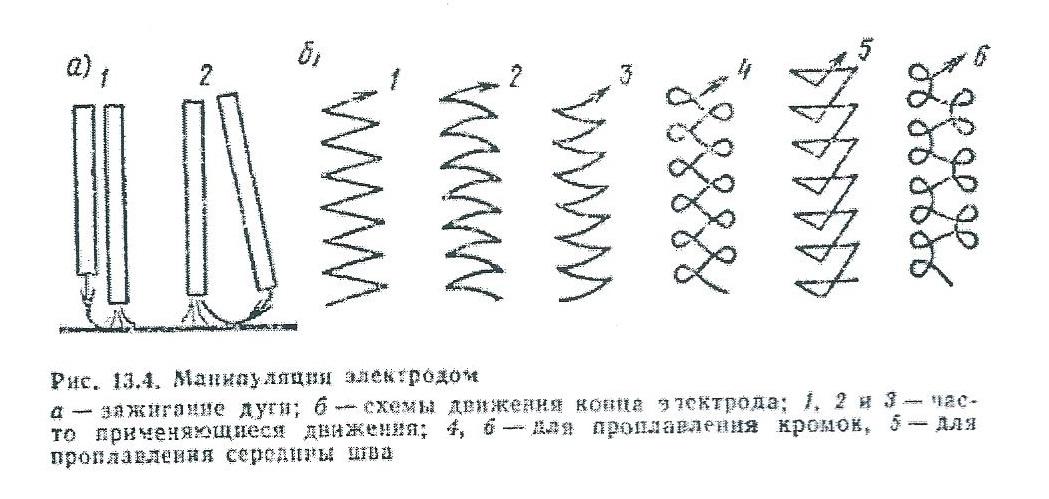 В основном она применяется в труднодоступных местах. Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны. Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки. Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны. Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода. При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода: Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода. В основном она применяется в труднодоступных местах. Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны. Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки. Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны. Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода. При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода: Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.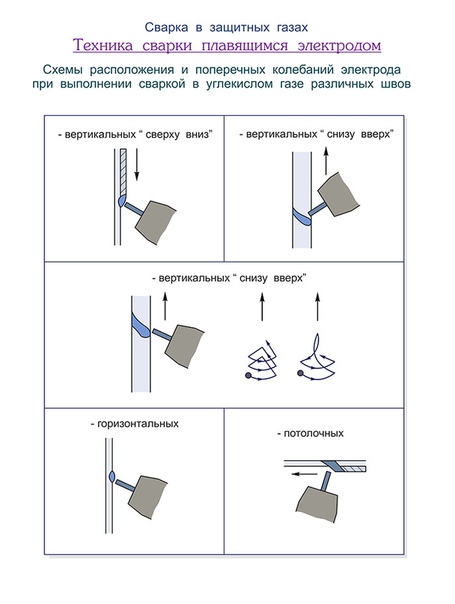 Сваривая тонкий металл, нужно придерживаться следующих правил: Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога. Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее. Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть). Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва. Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу. Сваривая тонкий металл, нужно придерживаться следующих правил: Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога. Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее. Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть). Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва. Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу. Еще один еще более большой обучающий материал, рекомендуем к просмотру Резка металла электродом Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной. В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ. Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко. Еще один еще более большой обучающий материал, рекомендуем к просмотру Резка металла электродом Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной. В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ. Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.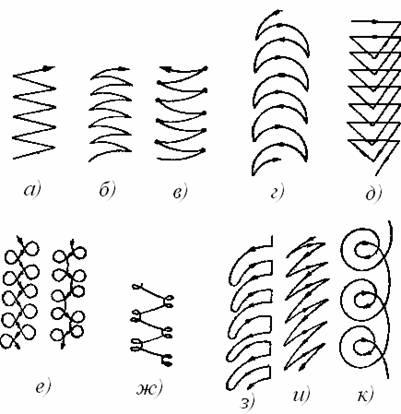 Заключение Ручная сварка электродом – это хотя и трудный для освоения, но одновременно и наиболее универсальный процесс, хорошо отрабатывающий умение контролировать поведение расплавленного металла во время ведения шва. Заключение Ручная сварка электродом – это хотя и трудный для освоения, но одновременно и наиболее универсальный процесс, хорошо отрабатывающий умение контролировать поведение расплавленного металла во время ведения шва.Источник: http://generatorexperts.ru/invertornye/svarku-invertorom-dlya-nachinayushhix.html |
На заметку начинающему мастеру: сварка электродом
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить.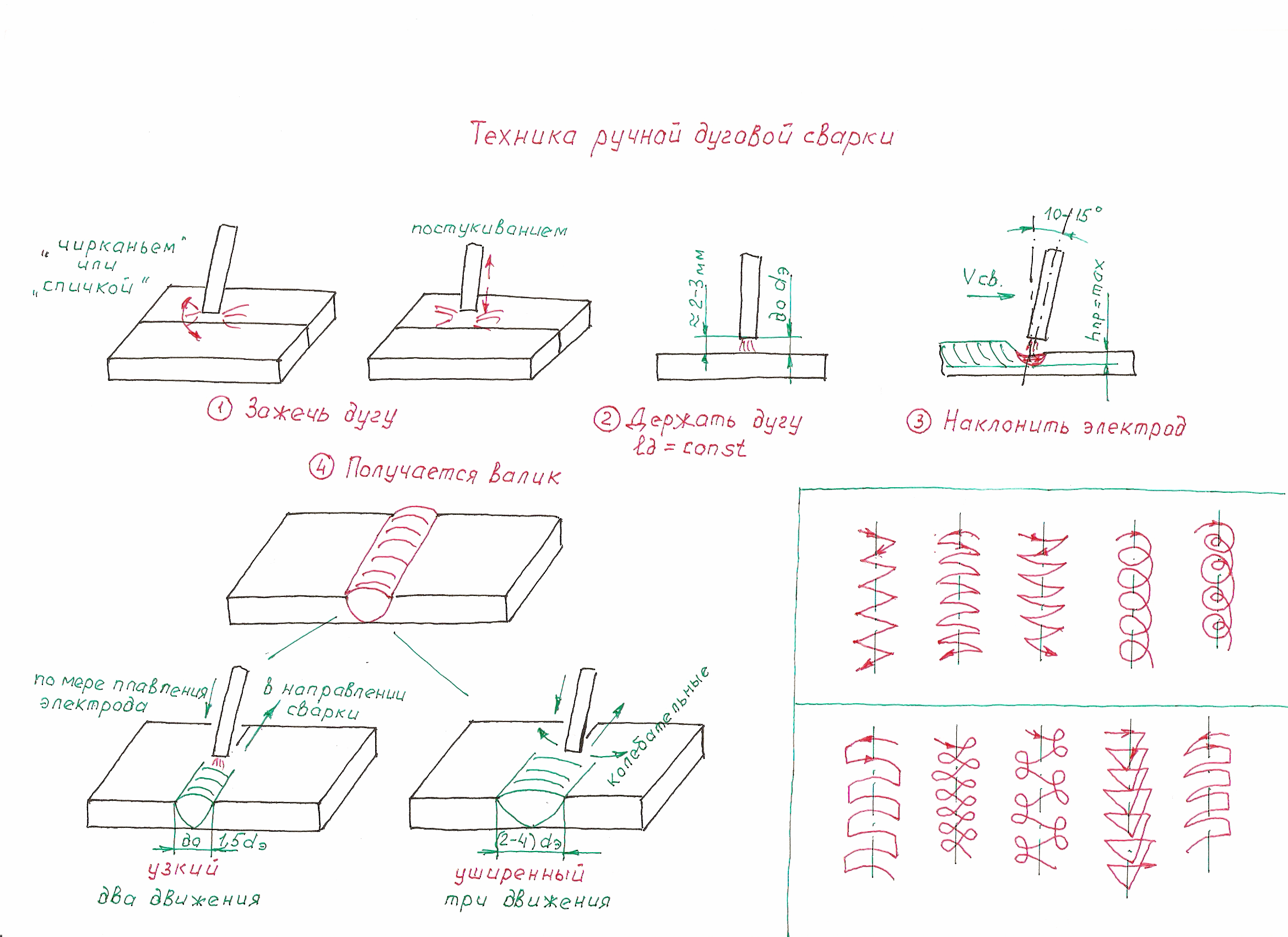 Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах.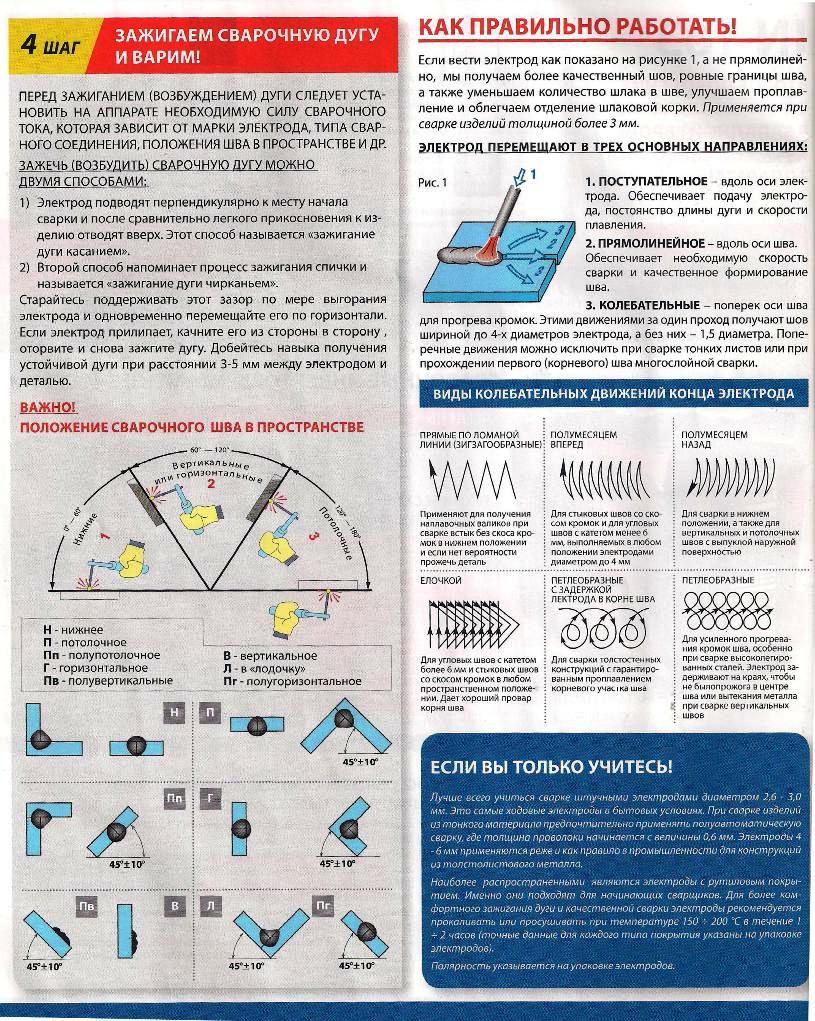 От силы тока зависит качество дуги, а от нее – качество шва.
От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра.
 Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака. - При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
 Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались..jpg) По стандартам, основные ошибки делятся на 6 критериев:
По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Как правильно варить потолочный шов электросваркой (электродом, инвертором)
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.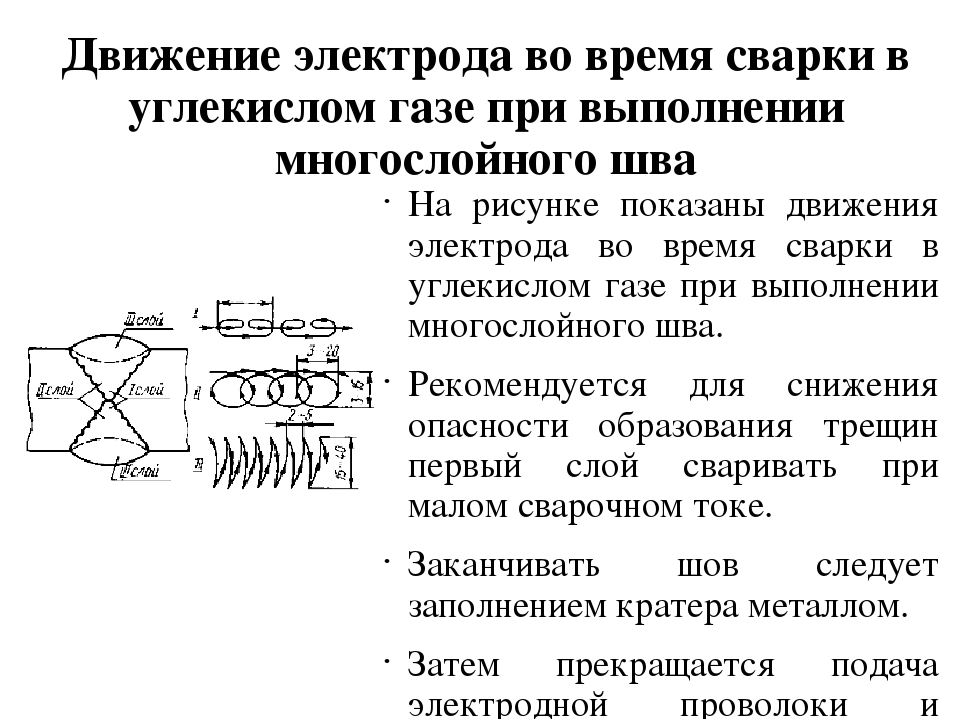
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
 Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки.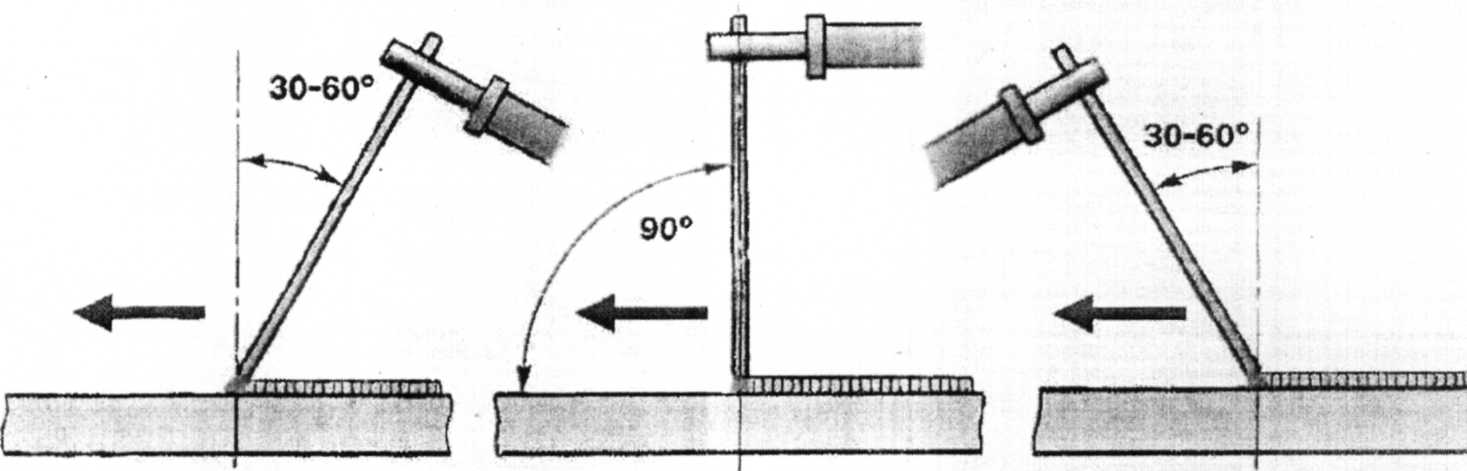 Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Поделись с друзьями
0
0
0
0
Полное руководство по сварке клеевым слоем (SMAW)
Ручная сварка (SMAW или дуговая сварка защищенного металла) – один из самых популярных сварочных процессов наряду с MIG и TIG. Это простая процедура, популярная среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, при которой используются газовые баллоны.В нашем полном руководстве вы узнаете о преимуществах и недостатках электродной сварки, о том, как ее настроить, о процессах электродной сварки и советах по устранению неисправностей.
Это простая процедура, популярная среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, при которой используются газовые баллоны.В нашем полном руководстве вы узнаете о преимуществах и недостатках электродной сварки, о том, как ее настроить, о процессах электродной сварки и советах по устранению неисправностей.
Что такое сварка стержнем (SMAW)?
Сварка палкой выполняется путем зажигания электрической дуги между металлическим электродом и заготовкой. Электрический ток проходит через электрод и плавит его в заготовке, образуя сварочную ванну. Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой (точно так же защитный газ защищает ее при MIG и TIG).
Флюс образует слой шлака, который должен быть сформирован поверх сварного шва, который необходимо будет отколоть и очистить щеткой после завершения сварки.
Преимущества сварки штангой
- Ручная сварка переносная. Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не потребуется устройство подачи проволоки или какое-либо дополнительное оборудование, например газовый баллон.
- Сварка палкой – лучший выбор для работы на открытом воздухе. Сварка газом не даст хороших результатов в ветреную погоду.
- Это легче освоить, чем сварка TIG, но требует определенных навыков.
- Металл можно сваривать с прокатной окалиной или ржавчиной.
 Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не потребуется устройство подачи проволоки или какое-либо дополнительное оборудование, например газовый баллон.
Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не потребуется устройство подачи проволоки или какое-либо дополнительное оборудование, например газовый баллон.Недостатки сварки штангой
- Это требует большего мастерства, чем MIG, поскольку вам нужно держать электрод на определенном расстоянии от металла, когда он горит.
- Образует намного больше брызг и шлака.
- Увеличение времени очистки приводит к снижению эффективности.
- Сварка не будет такой сложной и качественной, как TIG.
Начало работы – что вам нужно
Защитное оборудование При сварке самым важным фактором всегда является ваша безопасность. Вы должны прочитать и соблюдать всю информацию по технике безопасности и инструкции, прилагаемые к руководству для любого оборудования, которое вы используете при сварке штангой.
Вы должны прочитать и соблюдать всю информацию по технике безопасности и инструкции, прилагаемые к руководству для любого оборудования, которое вы используете при сварке штангой.
При сварке вам потребуется защита тела от тепла, ультрафиолетовых лучей и искр, создаваемых дугой. Огнестойкая одежда с длинными рукавами защитит ваше тело, а защитные очки и сварочный шлем защитят вашу голову и глаза.
Сварку следует выполнять только при наличии достаточной вентиляции из-за выделяемых паров. Если вы на улице на ветру, все будет в порядке, но если вы находитесь в помещении, вам нужна вентиляция. Выхлоп – лучший способ удалить испарения из помещения.
Сварочный аппарат
Вы не сможете выполнять ручную сварку без сварочного аппарата. Вы можете использовать универсальный сварочный аппарат, который позволит вам выполнять несколько типов сварки, например, MIG, TIG и Stick.Или вы можете использовать сварочный аппарат только ручным способом, что намного дешевле.
На рынке много сварщиков, но сварочный аппарат Amico Power Stick Welder – отличный выбор для новичков. Вы можете ознакомиться с нашим полным руководством по выбору сварочного аппарата, чтобы узнать больше.
Проверить цену и наличие
Зажим заземления
Зажим заземления обычно идет в комплекте со сварочным аппаратом. его следует подключить к аппарату для ручной сварки и закрепить на заготовке.
Инструмент для удаления шлака
При сварке штангой на сварном шве образуется шлак.По этой причине вам необходимо очистить сварной шов после того, как вы это сделаете. Лучше всего использовать стружку и молоток, чтобы удалить шлак, а затем очистить металлической щеткой.
Выбор электрода
Существуют сотни различных типов стержневых электродов, и вам нужно будет выбрать тот, который подходит для вашего сварочного проекта. Самыми популярными являются 6010, 6011, 6012, 6013, 7014, 7024 и 7018. Когда вы работаете с низкоуглеродистой сталью, подойдет любой электрод E60 или E70.Электрод 7018, вероятно, самый популярный из всех этих электродов, обеспечивающий действительно прочные сварные швы, но электрод 6013 – хороший выбор для начинающих.
Чтобы понять, какой электрод выбрать, нужно понимать, что означает каждая из 4 цифр.
- Первые две цифры показывают минимальную прочность на разрыв. Например, электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм будет начинаться с 60. Это должно соответствовать прочностным характеристикам основного металла.
- Третья цифра указывает, в каких положениях электрод может использоваться при сварке.Номер один означает возможность использования в любом положении, в то время как номер 2 может использоваться только в горизонтальном положении.
- Четвертая цифра сообщает вам ток, который вы можете использовать для электрода, и покрытие на электроде. Ниже у нас есть справочная таблица.
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрийцеллюлоза | dcep |
| 1 | Целлюлоза Калий | ac, dcep, dcen |
| 2 | Титан натрия | ac, dcen |
| 3 | Титания калий | ac, dcep, dcen |
| 4 | Железный порошок Титания | ac, dcep, dcen |
| 5 | Натрий с низким содержанием водорода | dcep |
| 6 | Калий с низким содержанием водорода | ac, dcep |
| 7 | Железный порошок оксид железа | ac, dcep |
| 8 | Железный порошок с низким содержанием водорода | ac, dcep, dcen |
Установка для сварки стержнем
Сварка палкой– это довольно простая установка, которая будет выглядеть примерно так, как показано на рисунке ниже.Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC / DC- / DC +. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине 3/16 дюйма.
Как уложить первый сварной стык
Итак, вы все настроили, теперь вы готовы наложить сварной шов. Убедитесь, что все настройки верны, возьмите пару кусков металлолома и поместите их в стык. Сварка палкой требует определенных навыков, поэтому всегда лучше потренироваться на каком-нибудь металлоломе, прежде чем вы начнете пытаться сварить реальный проект.
Удар по дуге
Когда весь электрод окажется в держателе электрода, включите сварочный аппарат. Чтобы зажечь дугу, поместите кончик электрода на металл и быстро проведите им, как будто вы зажигаете спичку. Если образовалась дуга, слегка приподнимите электрод, а затем вы можете вытянуть им также металл. Если электрод прилипает к металлу, отломите его, слегка повернув. Если дуга гаснет, значит, вы слишком высоко подняли электрод над поверхностью и должны опустить его.Когда дуга зажжется, она должна издать звук, похожий на жареный бекон, если звук громкий и агрессивный, то вам нужно уменьшить силу тока.
Перемещение электрода
После того, как вы зажгли дугу, вы должны провести электрод по стыку, чтобы выполнить сварку. Перед перемещением электрода необходимо установить его под правильным углом, который составляет от 15 до 30% к вертикали.
Как только вы установили правильный угол, вам нужно медленно потянуть электрод на себя.Вы не можете толкать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость. Вам нужно будет держать устойчивую руку, поэтому попробуйте положить другой локоть на стол и удерживать руку, которая держит электрод, чтобы удерживать его. Протестируйте его несколько раз и устраните неполадки, используя раздел устранения неполадок в конце этого сообщения.
Другие позиции для сварки
При угловой сварке перевернутого Т-образного шва следует отрегулировать угол примерно на 35% относительно горизонтали.Это связано с тем, что сварной шов начнет слегка опускаться под действием силы тяжести, если угол не будет отрегулирован, чтобы помочь подтолкнуть валик вверх против силы тяжести.
Чем больше образуется шлака, тем больший угол вам понадобится. Если ваш угол слишком мал, шлак попадет в сварочную ванну и вызовет дефекты сварного шва.
Распространенные ошибки и устранение неисправностей
Начав сварку штучной сваркой, вы, скорее всего, сделаете несколько ошибок, даже если у вас есть опыт работы с MIG или TIG.Наиболее частые ошибки, которые я вижу, – это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильной температурой.
Много брызг
Существует множество причин появления слишком большого количества брызг при сварке, одна из самых распространенных – слишком длинная дуга. Вы должны держать электрод очень немного выше заготовки, иначе дуга не сможет сфокусироваться и будет беспорядочно прыгать, вместо того, чтобы быть плавной.
Если есть брызги и дуга издает громкий визг, возможно, у вас слишком высокая сила тока, и вам следует уменьшить ее.
Пористость
Одной из основных причин образования пористости в сварном шве штучным сварным швом является слишком большой угол наклона электрода. Если не удерживать шлак в задней части сварочной ванны, оттягивая электрод назад под углом, шлак смешается с лужей и вызовет пористость.
Выточка
Подрез – это небольшая воронка на носке сварного шва между сварным швом и металлической пластиной, которая делает сварной шов более слабым. Если у вас есть подрез и сварной шов выглядит выжженным, попробуйте уменьшить силу тока, потому что он слишком горячий.
Тонкий сварной шов
Идеальный валик сварного шва должен быть примерно в 2,5 раза больше диаметра электрода. Если сварной шов действительно узкий, то проплавления будет недостаточно. Попробуйте снизить скорость примерно на половину скорости, с которой вы первоначально тянули электрод, и вы увидите лучшие результаты.
Кусковой сварной шов
Если вы будете тянуть электрод слишком медленно, присадочный металл будет накапливаться и становиться комковатым. Другая причина – слишком низкая сила тока, которая ограничивает проникновение и приводит к тому, что присадочный металл просто ложится поверх стыка.
Неисправность при запуске дуги
Если у вас возникли проблемы с зажиганием дуги, это произойдет потому, что она слишком холодная, что вызывает слабую дугу. Попробуйте увеличить его на 15 ампер или около того и посмотрите, не станет ли это проще.
Последние мысли
Надеемся, вам понравилось наше руководство по сварке штучной сваркой. Мы были бы очень признательны, если бы вы оценили его и поделитесь им.
Основное руководство по сварочным электродам
Что такое сварочный электрод?
Есть ли разница между электродом и сварочным стержнем?
Зачем вам каждый из них?
Вы обязаны знать ответы на эти и многие другие другие вопросы, чтобы стать профессиональным сварщиком.
Чтобы выполнять свою работу хорошо и в соответствии с кодом, вы должны знать и потренируйтесь использовать разные типы электродов.
Кроме того, вы должны изучить все или почти все материалы, методы и условия, прежде чем вы начнете соединять металлы.
Для связывания металлов следует использовать различные сварочные инструменты и оборудование.
Например, профессиональные сварщики используют такой важный сварочный инструмент, как сварочный аппарат или сварочный пистолет.
Узнайте, зачем нужны электроды и что они собой представляют.
Электрод в сущности
Чтобы соединить два металла, вы должны использовать материал, похожий на металл, который вы свариваете.
Сварочный электрод – это металлическая проволока с покрытием.
Его можно использовать и расплавить (как палочки при дуговой сварке защитного металла – SMAW), или электрод может быть неплавящимся.
В случае второго типа электроды обычно не плавятся при сварке, как при сварке вольфрамовым электродом в среде инертного газа (TIG).
Проще говоря, сварной шов не смешивается с электродом.
Помимо упомянутых электродов, для некоторых материалов требуется электрод с подачей проволоки, что характерно для газовой дуги (GMAW) или сварки металлов в инертном газе (MIG).
В своей карьере сварщика вы также можете столкнуться с трубчатым электродом, содержащим флюс.
Фактически, этот тип электродов предназначен для дуговой сварки порошковой проволокой (FCAW или FCA).
Значение символов
Знаете ли вы, какое применение сварки следует использовать? и как им пользоваться, чтобы получить наилучшие результаты?
Фактически, вы можете проконсультироваться с конкретным Система нумерации представлена Американским обществом сварки (AWS).
Следовательно, число (0-8) конкретного электрода покажет вам тип покрытия и сварочный ток.
Числа, типы покрытий и сварочные токи
Ноль (0) цифра означает тип покрытия с высоким содержанием целлюлозы натрия и натрия и сварочный ток DC + .
Тогда номер (1) означает Калий с высоким содержанием целлюлозы и AC, DC + или DC- .
Таким образом, номер (2) относится к с высоким содержанием диоксида титана натрия и AC, DC-.
Три цифры (3) обозначают Сварочный ток с высоким содержанием диоксида титана и калия и AC, DC + .
После этого номер (4) обозначает Железный порошок, диоксид титана и AC, DC + или DC- .
Пять цифр (5) обозначают сварочный ток с низким содержанием водорода натрия и DC + .
Далее номер (6) означает Низкий водородный калий и AC, DC + ток .
Семь цифр (7) обозначают оксид железа с высоким содержанием, порошок калия и AC, DC + или DC- .
Последний, номер (8) означает использование с низким содержанием водорода, калия, типа покрытия порошком железа и сварочного тока AC, DC + или DC- .
Электрод для дуговой сварки обозначается буквой «Е».
Вы можете увидеть четыре или пять цифр в номере электрода, который фактически обозначает предел прочности на разрыв.
Если номер электрода E10018, то Предел прочности на разрыв составляет 100 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
E6010 означает предел прочности на разрыв 60 000 фунтов на квадратный дюйм.
Две последние цифры указывают на тип покрытия и сварочный ток.
Кроме того, предпоследние цифры обозначают положение (1 – электрод во всех положениях, 2 – плоский и горизонтальный, 4 – плоский, горизонтальный, вертикальный, нижний и верхний электрод).
Выбор подходящего электрода
Как профессиональный сварщик, вы будете различные сварочные работы в течение вашей карьеры.
В процессе сварки решающее значение имеет выбор правильного электрода.
Для выполнения любых сварочных работ на открытом воздухе или в помещении потребуется вы должны знать предел прочности и пластичность, коррозионную стойкость и основание металл, положение и полярность сварного шва, а также сварочный ток.
В дополнение к этому сварщик должен помнить, что легкое покрытие электродов с легким покрытием следует чистить щеткой, окунать, промывать, распылять, протирать или переворачивать.
В то же время толстое покрытие (минеральное, целлюлозное или то и другое) на электродах с толстым покрытием наносится путем экструзии или капания.
Для сварки чугуна, твердых поверхностей и стали используйте электроды с толстым покрытием.
Основное руководство по электродам для дуговой сварки
ВВЕДЕНИЕ
Существует много различных типов электродов, используемых при дуговой сварке защищенным металлом (SMAW). Цель этого руководства – помочь с идентификацией и выбором этих электродов.ИДЕНТИФИКАЦИЯ ЭЛЕКТРОДА
Электроды для дуговой сварки идентифицируются с использованием системы нумерации A.W.S (Американского сварочного общества) и производятся в размерах от 1/16 до 5/16.Примером может служить сварочный стержень, обозначенный как электрод E6011 1/8 дюйма.Электрод диаметром 1/8 ″.
Буква «E» означает электрод для дуговой сварки.
Следующим будет 4- или 5-значное число, выбитое на электроде. Первые два числа из 4-значного числа и первые 3 цифры из 5-значного числа указывают минимальную прочность на растяжение (в тысячах фунтов на квадратный дюйм) сварного шва, которую будет производить стержень без напряжения. Примеры будут следующими:
E60xx будет иметь предел прочности на разрыв 60000 фунтов на квадратный дюйм E110XX будет 110000 фунтов на квадратный дюйм
Последняя цифра указывает положение, в котором можно использовать электрод.
- EXX1X для использования во всех положениях
- EXX2X предназначен для использования в горизонтальном и горизонтальном положениях
- EXX3X для плоской сварки
Последние две цифры вместе указывают тип покрытия на электроде и сварочный ток, при котором электрод может использоваться. Например, прямой постоянный ток, (постоянный ток -) обратный постоянный ток (постоянный ток +) или переменный ток
. Я не буду описывать типы покрытий различных электродов, но приведу примеры того, с каким типом тока будет работать каждый из них.
ЭЛЕКТРОДЫ И ТОКИ ИСПОЛЬЗУЕМЫЕ
- EXX10 DC + (обратный или DCRP) электрод положительный.
- EXX11 Отрицательный электрод переменного или постоянного тока (прямой или DCSP).
- EXX12 AC или DC-
- EXX13 переменного, постоянного или постоянного тока +
- EXX14 переменного, постоянного или постоянного тока +
- EXX15 DC +
- EXX16 переменного или постоянного тока +
- EXX18 переменного, постоянного или постоянного тока +
- EXX20 переменного, постоянного или постоянного тока +
- EXX24 переменного, постоянного или постоянного тока +
- EXX27 переменного, постоянного или постоянного тока +
- EXX28 переменного или постоянного тока +
ВИДЫ ТОКА
SMAW выполняется с использованием переменного или постоянного тока. Поскольку постоянный ток течет в одном направлении, постоянный ток может быть прямым постоянным током (отрицательный электрод) или обратным постоянным током (положительный электрод).При обратном постоянном токе (DC + OR DCRP) проплавление шва будет глубоким. Прямой постоянный ток (DC- OR DCSP) сварной шов будет иметь более быстрое плавление и скорость наплавки. Сварной шов будет иметь средний провар.Переменный ток сам по себе меняет полярность 120 раз в секунду и не может быть изменен, как и постоянный ток.
РАЗМЕР ЭЛЕКТРОДА И ИСПОЛЬЗУЕМЫЕ УСИЛЕНИЯ
Следующее будет служить в качестве основного руководства по диапазону усилителя, который можно использовать для электродов разного размера. Обратите внимание, что эти характеристики могут различаться в зависимости от производителя электродов для стержня одного и того же размера.Кроме того, тип покрытия электрода может повлиять на диапазон силы тока. По возможности проверьте информацию производителя электрода, который вы будете использовать, на предмет рекомендованных значений силы тока.Таблица электродов | |||
ДИАМЕТР ЭЛЕКТРОДА (ТОЛЩИНА) | ДИАПАЗОН УСИЛИТЕЛЯ | ПЛИТА | |
1/16 ″ | 20-40 | ДО 3/16 ″ | |
3/32 ″ | 40–125 | ДО 1/4 ″ | |
1/8 | 75–185 | БОЛЕЕ 1/8 ″ | |
5/32 ″ | 105–250 | БОЛЕЕ 1/4 ″ | |
3/16 ″ | 140–305 | БОЛЕЕ 3/8 ″ | |
1/4 ″ | 210–430 | БОЛЕЕ 3/8 ″ | |
5/16 ″ | 275–450 | БОЛЕЕ 1/2 ″ | |
Примечание! Чем толще свариваемый материал, тем выше требуемый ток и тем больше требуется электрод.
НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВ
В этом разделе кратко описаны четыре электрода, которые обычно используются для ремонтной и ремонтной сварки низкоуглеродистой стали. Есть много других электродов для сварки других металлов. Уточните у местного поставщика сварочных материалов, какой электрод следует использовать для металла, который вы хотите сваривать.E6010 Этот электрод используется для сварки во всех положениях с использованием DCRP. Он обеспечивает глубокопроникающий шов и хорошо работает на грязных, ржавых или окрашенных металлах
E6011 Этот электрод имеет те же характеристики, что и E6010, но может использоваться как с переменным, так и с постоянным током.
E6013 Этот электрод можно использовать с переменным и постоянным током. Он обеспечивает сварной шов со средней проникающей способностью и превосходным внешним видом сварного шва.
E7018 Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током. Покрытие электрода имеет низкое содержание влаги, что снижает попадание водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средней проплавкой. (Обратите внимание, что этот электрод должен быть сухим.Если он намокнет, его необходимо просушить в стержневой печи перед использованием.)
Надеемся, что эта основная информация поможет новичку или домашнему сварщику определить различные типы электродов и выбрать подходящий для своих сварочных проектов.
Автор: Брюс Бауэрлейн
Как правильно сваривать! Основное руководство: 3 шага
Теперь, когда вы готовы к сварке, возьмитесь за заднюю часть машины и переведите выключатель питания в положение «включено». Индикатор питания на передней панели машины должен загореться, и вентилятор должен запуститься.
Какой электрод мне использовать?
На рынке представлено множество различных электродов для сварки штангой, но наиболее распространенными из них являются E-6011, E-6013 и E-7018. Чтобы определить, какой электрод использовать, взгляните на свою работу. Если он тонкий, используйте 6013. Если это действительно чистая или критическая деталь, используйте 7018. Если деталь грязная, ржавая или окрашенная, используйте 6011. Обычной практикой является очистка поверхности перед сваркой, но если этого просто не может произойти, используйте 6011. Поскольку кусок металла, который я использую, грязный, я использую 6011.Конечно, это отличное удилище и для новичков. Установите сварочный аппарат между 50 и 65 ампер. Я обнаружил, что именно здесь этот сварщик будет работать на 3/32 в колодце 6011. Поместите нужный стержень в электрододержатель или жало, и вы готовы зажечь дугу! Чтобы поджечь дугу, поцарапайте изделие или постучите по нему. Будут разлетаться искры, и раздастся громкое «КРКССССШШШ», и первые несколько раз вы можете оторваться, но зажигание дуги становится вашей второй натурой, и вы можете поддерживать ее. Начните перемещать стержень вниз по детали / соединению.Лучшее движение для 6011 – это взбивание и пауза. Здесь вы немного выходите из лужи с дугой примерно на секунду, чтобы лужа остыла, а затем снова входите в нее. Каждая маленькая «кнут» образует «копейку» в сварочной луже. Если вы хотите узнать больше, погуглите “6011 Whip and Pause”. Когда вы закончите работу с бусиной, отведите электрод от работы и поместите жало на незаземленную изолированную поверхность. Вы заметите покрытие поверх бусинки. Это называется шлак. Возьмите отбойный молоток (молоток, специально разработанный для удаления шлака с сварных швов) и несколько раз постучите им по валику.Затем возьмите проволочную щетку из нержавеющей стали и щетку для дальнейшей очистки. Поздравляю! Вы только что сделали свой первый сварной шов! Для получения дополнительной информации возьмите книгу Ричарда Финча «Справочник сварщика». Я использовал эту книгу, когда только начал заниматься сваркой, и до сих пор активно ею пользуюсь! (Я так много использовал, страницы начинают выпадать: P)
Я надеюсь, что это руководство было информативным и помогло вам начните свои сварочные приключения! Пожалуйста, оцените, прокомментируйте, поставьте лайк и подпишитесь, и, как всегда, подписывайтесь на SubDude350.
Как начать сварку – полное руководство
Сварка – это, безусловно, потрясающий навык со многими приложениями, но со всей терминологией Сварка для начинающих может быть очень сложной, поэтому я решил создать простой для понимания на -depth guide для вас, пытаясь дать четкий ответ на все важные вопросы, которые могут у вас возникнуть.
Общие методы сварки
Сварка существует уже сотни лет, и, как и все технологии вокруг нас сварка претерпела значительную эволюцию за последние несколько десятилетий, что делает его достаточно простым, чтобы каждый мог изучить его с нужным количеством приложенных усилий.
Теперь, чтобы не усложнять задачу, мы сосредоточимся на трех самых популярных и интуитивно понятных методах сварки для начинающих.
- Сварка MIG (вы можете видеть, что она также называется MAG) – самая простая сварка для начинающих.
- Дуговая сварка под флюсом (FCAW, почти идентична MIG, даже менее сложна)
- Сварка палкой (дуговая сварка защищенного металла или SMAW) – считается наиболее часто используемым методом в Америке, но более сложной сваркой метод для начинающих
Первый метод – это процесс, в котором проволочный электрод непрерывно подается через гибкую трубку и выходит из сопла сварочного пистолета в сварочную ванну, соединяя вместе основные металлы.
Вам необходимо понять, что при сварке MIG и MAG используется защитный газ для защиты сварного шва от других газов в нашей атмосфере. Единственная разница между ними в том, что используется разный газ . В процессе MIG мы используем аргон, или аргон в сочетании с гелием. При сварке MAG сварщики используют активный газ (CO2 или смесь CO2 и аргона) для сварки углеродистой и низколегированной стали .
Обратите внимание, что если вы хотите сваривать как черные, так и цветные металлы , вам нужны баллоны с защитным газом, аргон и Co2 (75/25) для низкоуглеродистой стали, смесь аргона, гелия и CO2 для нержавеющей стали и алюминия рекомендуется 100% аргон.В большинстве случаев, если вы работаете только с низкоуглеродистой сталью , CO2 будет работать нормально, при этом будет больше брызг, но сварка более толстых материалов с использованием CO2 помогает улучшить проплавление, поэтому сварка будет прочнее.
Дуговая сварка порошковой проволокой в основном используется с тем же оборудованием, что и для сварки MIG, основное отличие заключается в том, что обычно не требуется защитный газ, поскольку проволока, используемая в FCAW, является полой и содержит флюс для защиты горячего металла от реакции с воздух, и это еще более интуитивно понятный метод сварки для новичков.
Вы можете использовать обычный MIG-аппарат с проволокой с флюсовым сердечником, однако вам, возможно, придется заменить обычный подающий ролик на рифленый, чтобы избежать сплющивания проволоки. Также имейте в виду, что вам может потребоваться изменить полярность проволоки для более чистых сварных швов. Это должно быть DCEN , что означает «электрод постоянного тока отрицательный» или, проще говоря, сварочная проволока должна быть отрицательной. Если на вашей машине нет переключателя для этого, взгляните на свое руководство, вы сможете самостоятельно изменить полярность проводов.
Знаю, даже азы сварки кажутся слишком сложными!
Stick – один из старейших и, вероятно, самых простых методов для понимания , он похож на процесс FCAW, поскольку при этом методе вам не нужен защитный газ, потому что проволока или « stick », используемые в этом процессе, уже имеют длину покрыт флюсом . Когда вы контактируете с электродом с основным металлом, он начинает плавиться, а покрытие вокруг электрода создает облако газов, которое защищает горячий металл.Основные преимущества сварки штучной сваркой заключаются в том, что аппарат дешевле, и у вас есть возможность сваривать более толстые материалы , чем с MIG. С другой стороны, вам придется менять электроды, потому что они довольно быстро заканчиваются и стоят довольно дорого. Кроме того, как и в случае с FCAW, поскольку используется флюс , после сварки швы должны быть очищены отбойным молотком и проволочной щеткой, что делает процесс более трудоемким.
Что мне нужно для начала сварки?
Это зависит от различных факторов, но сначала вы должны выбрать метод , который вы хотите изучить.Вот несколько вопросов, которые следует учесть перед принятием решения:
- Где Я собираюсь работать большую часть времени?
- До Я хочу в будущем изучить другие методы сварки?
- Что какие проекты я буду делать?
Если вы собираетесь проводить большую часть времени в помещении , работая с более тонкими металлами, я определенно рекомендую купить MIG . Во-первых, это много легче работать с листовым металлом с помощью MIG, во-вторых, вам не нужно менять проволока очень часто, и, наконец, что не менее важно, она не производит шлака!
Если вы работаете в основном за пределами и вам нужно часто перемещать или переносить свою машину, я бы порекомендовал выбрать между FCAW или SMAW методом.В Основная причина в том, что для этих процессов не нужен газ, который бы унесло ветром. даже если присутствуют небольшие ветровые течения, оставляющие нас с дефектным и слабым сварка.
Если вы уверены, что хотите, чтобы улучшите свои навыки сварки в будущем, а затем изучите сварку штангой Во-первых, вы можете сузить кривую обучения с помощью TIG и MIG. Еще одна вещь следует учитывать, что если вы собираетесь большую часть времени работать с материалами 3/8 дюйма или толще, было бы разумнее купить сварочный аппарат.
В целом, сварочные аппараты обычно на дешевле , меньше и лучше проникает в более толстые материалы, но работает на небольших проекты с тонким металлом, такими как панели кузова и т. д., будут более сложными. В в большинстве случаев я бы порекомендовал MIG каждому новичку, потому что он может делать больше, чем достаточно, если вы любитель или новичок. Если вы подумываете о покупке своего первого МИГ, тогда у меня есть для тебя руководство.
Если я выберу аппарат для ручной сварки, какой будет аппарат переменного или постоянного / переменного тока?
Переменный или переменный ток означает, что ток непрерывно переключает полярность назад и вперед с положительной на отрицательную и с отрицательной на положительную, 120 раз в секунду (60 Гц).В результате сварка на переменном токе не такая гладкая, как сварка на постоянном токе, поэтому качество сварки обычно не такое хорошее. Кроме того, из-за переключателей постоянной полярности электроды имеют тенденцию гаснуть при сварке переменным током, поэтому важно помнить, что с настройками переменного тока можно использовать только электроды, предназначенные для переменного тока.
Этот метод выполняет свою работу, но редко используется большинством сварщиков, переменный ток в основном применяется при соединении металлов магнитные или с очень ржавой поверхностью (где вы не хотите высокая проникающая способность).
Постоянный ток всегда остается неизменным, будь то положительный или отрицательный постоянный ток, что означает, что электроны всегда текут в одном и том же направлении, а не меняют полярность. Для большинства сварщиков этот метод является предпочтительным, поскольку он имеет некоторые преимущества , такие как более плавный пуск и более стабильная дуга, меньшее количество брызг и более легкая сварка в неудобных положениях. Положительный постоянный ток также обеспечивает более высокое проникновение в металлы, а отрицательный постоянный ток – наоборот. Например, отрицательный ток постоянного тока используется для сварки тонких металлов , чтобы избежать прожигания материала.
В заключение, учитывая, что в будущем вы захотите работать над разными проектами, вероятно, было бы лучшим выбором потратить пару сотен дополнительных на покупку машины переменного / постоянного тока.
Стоит ли покупать плазменный резак?
Как новичку, вам определенно нужно что-то для начала, чтобы резать материалы, но это не обязательно должен быть плазменный резак . Плазменный резак – это здорово, но он довольно дорогой, и его можно использовать только для резки. Кроме того, он нуждается в подаче наружного воздуха, поэтому вам нужно будет купить воздушный компрессор, чтобы использовать его.
Самым универсальным инструментом, если вы будете работать с более толстыми материалами, определенно будет резак ox ygen / acetylene . Он выполняет свою работу, если вам нужно резать материалы, и, кроме того, вы можете использовать его для нагрева стали для гибки или предварительного нагрева основных металлов для более глубоких проникновений.
Третий вариант, который я часто использую, – угловая шлифовальная машина с отрезным диском. Угловая шлифовальная машина – отличный вариант, если вы работаете с более тонкими металлами. Вы можете делать очень точные разрезы довольно быстро, и, вероятно, они вам все равно понадобятся для шлифовки сварных швов и подготовки материалов, это может быть подходящим вариантом.
Не хочу вас пугать, но к этому инструменту нужно относиться с уважением и правильным отношением. Я видел отрезных дисков , ломающихся во время резки, и они могут довольно легко проникнуть в ваше тело, так что результат может быть смертельным. Если вы все же решите использовать угловую шлифовальную машину, пожалуйста, прочтите руководство и проведите собственное исследование о том, как правильно ее использовать.
Несколько советов от меня:
- Перед установкой диска убедитесь, что шлифовальный станок отключен от сети
- Всегда проверяйте, установлен ли защитный кожух
- Используйте правильный диск, убедитесь, что он не поврежден и не просрочен
- Используйте его стороной ручка
- Используйте отрезной диск для отрезания и шлифовальный круг для заточки
- отрезной круг не рассчитан на то, чтобы выдерживать боковое давление, поэтому убедитесь, что ваш металл не подвергается нагрузке.
Если вы никогда раньше не работали с одним из них и не знаете никого, кто мог бы показать или научить вас лично, я настоятельно рекомендую вам не использовать его для резки. Просто купите для этого комплект горелки и арендуйте баллоны с кислородом и ацетиленом у местного поставщика или купите плазменный резак. Эти два метода, хотя они и опасны, позволяют избежать ошибок, поэтому они больше подходят для начинающих.
Если вы сначала решите не использовать шлифовальный станок, то для подготовки металла у вас должно быть хотя бы несколько металлических напильников и проволочная щетка, а в зависимости от выбранного вами метода сварки может потребоваться отбойный молоток.
Другое оборудование, которое может вам понадобиться
В зависимости от проектов, над которыми вы будете работать, есть множество инструментов и предметов, которые могут упростить сварку для начинающих, но первое, что вам обязательно понадобится, это что-то, чтобы пометить заготовку перед резка. Для этого вы можете увидеть людей, рекомендующих тальковидный камень , но я предпочитаю сварочные карандаши Riter. Маркировка не удаляется с основного металла так же легко, как с мыльного камня, и вы можете рисовать действительно четкие и четкие линии.
Для измерения, конечно, вам понадобится рулетка , а для более мелких вещей неплохо было бы иметь металлическую линейку. Для рисования идеальных углов в 90 градусов у вас должен быть хотя бы один квадрат кадра.
Часто я использую сварочные клещи MIG , но пара обычных подойдет. отлично. Они очень удобны, если вам нужно поменять насадку или подержать горячие предметы. стали.
И последнее, но не менее важное: если вы планируете выполнять небольшие проекты, вы можете также купить сварочный стол или сделать его самостоятельно в качестве первого проекта.Поначалу вы можете обойтись без него, но рано или поздно вам захочется его иметь. Поверьте, ваши колени и спина будут вам благодарны.
После того, как у вас есть стол, прикрепите a Тиски были бы большим улучшением, они действительно пригодятся.
Какие средства индивидуальной защиты рекомендуются?
Прежде всего, прежде чем приступить к работе, обязательно прочтите инструкцию сварщика. руководство по эксплуатации, оно содержит важных информация по безопасности . Эту статью не следует использовать вместо рекомендации производителя.С учетом сказанного, есть четыре основных момента, которые мы нужно защитить себя от:
Пример: как не сваривать- UV лучи
- Токсичный дым
- Искры
- Горячий металл
Помню, в детстве папа не всегда обращал внимание на технику безопасности. Иногда в жаркую погоду он проводил сварку только в хлопковой футболке с короткими рукавами и джинсовых джинсах. Иногда, когда ему нужно было сделать небольшой сварной шов в неудобном положении, он даже не использовал сварочный шлем ! Я знаю, что у него был фиксированный фильтр-линза (тот, который не затемняется автоматически), и я могу представить, что с ним было не очень удобно работать, но это не оправдывает такие действия.Чтобы защитить глаза и лицо от ожогов УФ-лучей , он просто носил обычную джинсовую кепку , а во время сварки просто смотрел вниз. По сути, он сваривал полностью кишками. Я знаю, это звучит безумно, и я никому не рекомендую это делать! Сегодня защитное снаряжение относительно дешево и настолько хорошо разработано, что нет причин быть глупыми и рисковать своим здоровьем.
Чтобы защитить себя от ультрафиолетовых лучей, горячего металла и искр, вы должны быть покрыты с головы до ног с огнестойким снаряжением .НИКОГДА не надевайте полиэстер! Я сам совершил эту ошибку, вы, наверное, не представляете, как быстро искры прожигают полиэстер и как сильно болит, когда горячий металл в сочетании с расплавленным полиэстером обжигает вашу кожу.
Итак, в основном вам понадобятся:
- Сварочный шлем
- Сварочные перчатки
- Сварочная куртка и брюки
- кожаные ботинки
Во-первых, самая важная часть вашего тела, которую нужно защитить, – это ваше лицо. Сварка производит ультрафиолетовое и инфракрасное излучение, которое может вызвать серьезные повреждения ваших глаз и кожи, если не будет должным образом защищено.Все мы пережили солнечный ожог, не очень ли хорошо?
Моим первым личным сварочным шлемом, который дал мне отец, был шлем с фиксированной линзой с фильтром , которую можно было приподнять, чтобы получить обзор заготовки, не поднимая весь шлем. Конечно, это было полезно, если мне приходилось сваривать в ограниченном пространстве. Позже я купил один с самозатемняющимся объективом , который, я должен сказать, изменил правила игры: я уже не могу представить себе жизнь без него. И с каждым годом линзы становятся все больше и больше, что даже лучше, теперь у некоторых из них есть функция для изменения диапазона оттенков линз.Это означает, что вы можете регулировать затемненность объектива в соответствии со своими желаниями и потребностями.
Если вы новичок , не совсем уверены, действительно ли вы занимаетесь сваркой или нет, покупка шлема с самозатемняющейся линзой может быть разумной, но если у вас есть серьезный интерес к сварке, я определенно рекомендую потратить пару больше баксов купить с регулируемой линзой. Сегодняшние цены на шлемы таковы, что покупать их без регулируемой шторки практически не имеет смысла.
Выбор сварочного шлема для новичков может оказаться сложной задачей, я знаю, что выбор кажется бесконечным.Если вы ошеломлены, я скоро создам для них руководство.
Сварочные перчатки необходимы! Как вы понимаете, расплавленный металл горячий, и без перчаток вы, скорее всего, получите травму. Фактически, однажды было проведено исследование, в котором говорилось, что 70% сотрудников, получивших травмы рук, признали, что во время инцидента они не были в перчатках. Для некоторых 70% это может показаться не таким уж большим, но лучше перестраховаться.
Теперь наше лицо и предплечья защищены, затем нам нужно защитить каждый дюйм нашего обнаженного тела от ультрафиолета и горячих искр.Для верхней части корпуса , я бы посоветовал вам купить огнестойкую сварочную куртку . Под ним вы можете носить обычную хлопковую рубашку в качестве дополнительного слоя защиты от горячих искр. Для нижней части тела у вас должны быть огнестойкие сварочные брюки или, по крайней мере, очень плотные джинсовые джинсы. Единственное, чего стоит избегать – это брюки с манжетами, они будут собирать летящие искры.
Вы определенно не хотите носить теннисную или матерчатую обувь. Что вам нужно, это кожаные ботинки как минимум , но для дополнительной защиты я бы посоветовал вам носить кожаные ботинки со стальным носком .Они не такие легкие, но даже если вы не работаете с очень тяжелыми материалами, я все равно их порекомендую. Поверьте, даже если вам на пальцы ног упадет небольшой отбойный молоток, будет больно. Возможно, вашим ногам не понравится носить сверхпрочные ботинки, но, на мой взгляд, лучше оставить пальцы ног целыми после дня в гараже.
Кроме того, для шлифовки и резки необходимо приобрести беруши , , защитные очки , пластиковую маску и . Если вы купили или имеете сварочный шлем с регулируемой шторкой, включая шлифовку, то использование маски для лица не обязательно.
Начало работы с MIG
Как я уже говорил, сварка MIG считается самым простым методом сварки для начинающих. Пройти курс может быть хорошей идеей, но если вы просто любитель, то методом проб и ошибок вы можете научиться сварке MIG самостоятельно. Когда у вас есть все необходимое оборудование, пора укладывать бусины!
Унция практики лучше тонны теории!
Для получения хорошего чистого шва необходимо очистить основной металл от краски, ржавчины, жира и других лишних загрязнений.Вы можете просто использовать шлифовальный станок, проволочную щетку или напильник, чтобы очистить участки, на которые вы собираетесь наложить сварной шов.
Убедитесь, что у вас есть правый провод . Простое правило для этого: более тонкая проволока для тонких металлов и более толстая проволока. для более толстых металлов. То же самое и с типом проволоки: для алюминия используйте алюминий. проволока, для низкоуглеродистой стали использовать стальную проволоку. Если вы только начинаете, я бы Рекомендуем начинать с проволоки 0,30, с которой можно сваривать более тонкие материалы. а также более толстые материалы, где требуется больше присадочного металла.
- Выбрать правильная скорость подачи проволоки и сила тока
У большинства сварочных аппаратов есть диаграмма напряжения / ампер за крышкой для этого. Не стесняйтесь немного подправить их и посмотреть, что лучше всего подходит для вас. Если вы прожигаете отверстия в заготовке, это означает, что ваша мощность слишком высока, а если ваши сварные швы образуются рывками, это может означать, что ваше заземление недостаточно хорошее, скорость подачи проволоки слишком низкая или сварочный пистолет слишком далеко от сварного шва. Вы можете определить правильность настроек по звуку сварного шва, он должен звучать как жареный бекон, но определенно не как попкорн.
Не забудьте проверить правильность полярности, для магнитопровода DCEN (отрицательный электрод постоянного тока) и для сплошного провода с газом он должен быть DCEP (положительный электрод постоянного тока).
Просто найдите металлолом, очистите его, прикрепите зажим заземления к основному металлу, откройте газ и начните практиковать . Начните с выполнения прихваточных швов, затрачивая около двух секунд, чтобы закрепить каждый. Затем вы можете попробовать провести прямую линию длиной около дюйма каждая, удерживая ручку под углом 15 градусов, медленно двигаясь слева направо, если вы правша.Сохраняйте равномерное расстояние между основным металлом и соплом, около ¼ дюйма.
Самый простой способ – это круговые движения. Просто начните делать круги, перекрывая каждый наполовину предыдущий. Старайтесь держать сварочный пистолет двумя руками, одной в качестве опоры, а другой для направления сопла. Чем стабильнее ваши движения, тем лучше.
Если вы используете порошковую проволоку, важно, чтобы постоянно тянул за ручку из сварочной ванны, чтобы избежать попадания флюса внутрь расплавленного металла.
После того, как вы немного попрактикуетесь, пора начать портить металлы. все вместе. Есть пять основных шарниров Типы : стыковое соединение, соединение внахлест, угловое соединение, тройник и соединение кромок. Я бы начал с суставов на коленях. Просто перекрыть два куска металла, закрепить их как минимум в двух местах и выполнить фактический сварной шов.
Начало работы с Stick
Обучение сварке штангой для начинающих намного труднее для самостоятельного изучения, чем сварка MIG, но это, безусловно, возможно.Это всего лишь базовый обзор, потому что было бы практически невозможно охватить все подробности в этом посте. Чтобы научиться сварке штангой , я действительно советую вам пройти курс по этому вопросу или просто воспользоваться возможностями Youtube, вы можете найти там массу отличного контента.
Очистка поверхностей при сварке штучной сваркой не так важна, как при сварке MIG и TIG, для достижения лучших результатов я бы все же посоветовал вам использовать проволочную щетку или шлифовальный станок для удаления грязи и ржавчины с участка, который будет сварной.Для начала было бы разумно потренироваться со стальной пластины размером дюйма 5X5.
Если вы используете подержанный сварочный аппарат , важно, чтобы соединения между кабелями и аппаратом были плотными и чтобы изоляция вокруг кабелей была неповрежденной, не должно быть оголенной меди. Затем, прикрепите зажим заземления к основному металлу, или, если у вас есть металлический сварочный стол, вы также можете прикрепить его к своему столу.
Возьмите электрод и вставьте его в электрододержатель.Я бы использовал стержни 6013 1/8 дюйма , они могут иметь не самые лучшие механические свойства, но они подходят для более тонких материалов и с ними легче зажигать дугу, кроме того, шлак от этих стержней имеет тенденцию отрываться. довольно легко.
Установите полярность на DCEN , если у вас есть машина переменного тока, все в порядке, электроды 6013 совместимы с переменным током, так как хорошо.
Ампер для этих стержней должно быть где-то между 110-120 ампер.
- Научитесь зажигать дугу
После того, как вы очистили поверхности, правильно настроили машину, она пора заводить сварщика.
Первое, что вам следует потренироваться как новичок, – это поджать дугу . Большинство людей описывают это как «зажигание спички», потому что это очень похоже на это, но поверьте мне, даже если это может показаться простым, если вы впервые используете сварочный аппарат, есть много способов сделать это неправильно. Даже опытному сварщику сложно описать, как это делать правильно, поэтому новичкам я бы рекомендовал посмотреть несколько видеороликов, прежде чем попробовать.
https: // www.youtube.com/watch?v=SzDuQpHId10
- Научитесь запускать прямой борт
Как только вы почувствуете себя комфортно в начале дуги, вы можете практиковаться в беге по прямым линиям. Найти подходящую металлическую пластину размера 4 × 4 или 5 × 5 было бы неплохо, не тоньше 3/8 дюйма. Перед тем, как начать, вам нужно найти хорошее устойчивое положение, чтобы сделать один стабильный сварной шов от одного конца до другого. Во время сварки стержень должен находиться под углом 15-20 градусов и к направлению сварки, почти не касаясь основного металла.Как и в случае с FCAW, важно, чтобы последовательно тянул , а не выталкивал дугу из сварочной ванны, чтобы избежать загрязнения сварного шва шлаком. Начните с края пластины и используйте его как ориентир при выполнении первого прямого шва.
После завершения первого валика очистите шлак отбойным молотком и металлической щеткой, а затем повторите процесс. Следующая бусинка должна быть рядом с последней. Продолжайте повторять процесс, пока вся пластина не будет покрыта бусинами .
Основы сварки для начинающих могут показаться скучными, но чтобы овладеть искусством сварки , вам необходимо изучить основные основы сварки , прежде чем вы сможете начать работу над более сложными проектами.
Заключение
Можно приступить к сварке самостоятельно, но эта статья предназначена только для того, чтобы дать вам обзор основных вещей, которые вам нужно знать о процессе обучения, и инструментов, которые вам понадобятся. Освоение сварки для новичка, как я уже сказал, требует времени и усилий, как и любое новое умение.
Я не хочу вас пугать, потому что изучить основы сварки проще, чем вы думаете (вероятно), но, как я уже сказал, чтобы действительно начать получать вещи, вам нужно приложить определенные усилия.
Выбрав предпочтительный метод сварки, вы можете ознакомиться с моими более подробными руководствами в разделе блога MIG или Stick. Чтобы узнать больше о безопасности, обязательно ознакомьтесь с моими сообщениями об инструментах и безопасности.
Руководство по вольфрамовым электродам | Подготовка вольфрамового электрода
Вольфрамовые электроды могут использоваться с наконечниками различной геометрии.При сварке на переменном токе обычно используются электроды из чистого или циркониевого вольфрама, которые расплавляются для образования скругленного конца. Этот раздел руководства посвящен заточке электродов для сварки постоянным током. Полная геометрия для сварки постоянным током состоит из диаметра электрода, прилегающего угла (также известного как конус) и диаметра кончика (плоского). Кроме того, важна чистота шлифованной поверхности.
Рисунок 2: Геометрия электрода
Выбор наилучшей геометрии электрода требует компромисса между различными атрибутами, такими как: от более короткого до более длительного срока службы электрода, от более легкого до более сложного зажигания дуги, от более глубокого или более мелкого проплавления сварного шва и от более широкой до более узкой формы дуги (и, следовательно, формы и размера валика).Какая бы геометрия ни была выбрана, ее следует последовательно использовать как часть успешной процедуры сварки.
Для достижения наилучших результатов конфигурацию электродов следует проверять во время разработки процедур сварки; его следует отметить как критическую переменную процесса для процедуры сварки; и для всех последующих сварных швов должны соблюдаться строгие допуски.
Диаметр электрода: Рекомендации производителя сварочного оборудования почти всегда лучший способ выбрать электрод диаметра для использования.Есть также руководящие принципы, опубликованные Американским сварочным обществом, которые дублируются в таблице 2 этого руководства. Обратите внимание, что больший диаметр может выдерживать более высокую силу тока; а электроды большего диаметра служат дольше, чем электроды меньшего диаметра, но электроды меньшего диаметра легче зажигают дугу. Использование более высоких уровней тока, чем те, которые рекомендуются для данного размера электрода, приведет к более быстрому ухудшению свойств вольфрама или его разрушению. По мере того как наконечник разрушается, вероятность попадания частиц вольфрама в сварочную ванну и загрязнения сварного шва намного выше.Если используемый ток слишком мал для определенного диаметра электрода, может возникнуть нестабильность дуги.
Для данного уровня тока постоянный ток с положительным электродом требует гораздо большего диаметра, потому что наконечник не охлаждается за счет испарения электронов, а нагревается за счет их удара; и, таким образом, он станет горячим и подвержен эрозии. Фактически, электрод, используемый с DCEP, может выдерживать только 10% тока, который он мог бы использовать с отрицательным электродом. При сварке на переменном токе наконечник охлаждается во время отрицательного цикла электрода и нагревается в положительном.Таким образом, электрод на переменном токе может выдерживать ток где-то между емкостью электрода на DCEN и DCEP и примерно на 50% меньше, чем у DCEN.
Наконечник электрода / плоский: Форма наконечника вольфрамового электрода является важным параметром процесса при прецизионной дуговой сварке. Хороший выбор размера наконечника / плоского наконечника уравновесит потребность в нескольких преимуществах. Чем больше плоская поверхность, тем больше вероятность блуждания дуги и тем труднее будет зажечь дугу. Однако увеличение плоской поверхности до максимального уровня, при котором дуга все еще разрешается, и исключается блуждание дуги, улучшается проплавление сварного шва и увеличивается срок службы электрода.Некоторые сварщики до сих пор обтачивают электроды до острой формы, что облегчает зажигание дуги. Однако они рискуют снизить эффективность сварки из-за плавления наконечника и возможности выпадения наконечника в сварочной ванне. В ситуациях, когда используется очень низкая сила тока или используются короткие сварочные циклы (т.е. одна секунда или меньше), желателен заостренный электрод; однако в других ситуациях было бы полезно подготовить плоскую поверхность на конце электрода.
Рекомендации по тестированию можно найти в Таблице 6; также ознакомьтесь с рекомендациями производителя сварочного оборудования.Во время сварки точно заземленный кончик вольфрамового электрода имеет температуру, превышающую 3000 ° C (5500 ° F). Неправильный или несоответствующий диаметр кончика вольфрамового электрода может привести к следующим проблемам:
- Острие электрода падает в сварочную ванну, создавая дефект сварного шва
- Уменьшение срока службы электрода
- Нестабильность дуги
- Изменение напряжения дуги от одного электрода к другому из-за неправильной формы наконечника
При сварке на переменном токе электроды из чистого или циркониевого вольфрама плавятся, образуя полусферический скругленный конец.Для сварки постоянным током обычно используются торированные, церированные или лантано-вольфрамовые электроды. В последнем случае конец обычно шлифуется до определенного угла, часто с усеченным концом. Различная геометрия наконечников электрода влияет на форму и размер сварного шва. Как правило, с увеличением угла наклона проплавление сварного шва увеличивается, а ширина сварного шва уменьшается. Хотя электроды малого диаметра могут использоваться с квадратным концом для подготовки DCEN (электрод постоянного тока с отрицательным электродом), конические наконечники обеспечивают улучшенные сварочные характеристики.
Таблица 6: Рекомендации для наконечников в зависимости от диаметра электрода
Угол в комплекте с электродом / конус: Электроды для сварки постоянным током следует шлифовать продольно и концентрически алмазными кругами до определенного угла в сочетании с подготовкой наконечника / плоской поверхности. Под разными углами образуются дуги разной формы и обеспечивается разная проницаемость сварного шва. Как правило, более тупые электроды с большим углом прилегания обеспечивают следующие преимущества:
- Длится дольше.
- Лучше провар сварного шва.
- Имеют более узкую форму дуги.
- Может выдерживать большую силу тока без эрозии.
Более острые электроды с меньшим углом наклона обеспечивают:
- Предлагать меньше дуговой сварки
- Имеют более широкую дугу
- Иметь более ровную дугу
Вольфрам большего диаметра и более высокие токи обычно сочетаются с большими конусами в диапазоне включенных углов от 25 ° до 45 °, чтобы увеличить срок службы электрода и обеспечить более стабильную дугу.Более острые наконечники в диапазоне включенных углов от 10 ° до 25 ° используются для более низкого тока.
Поверхность угла электрода: Гладкость поверхности подготовленного кончика электрода будет определять некоторые характеристики процесса сварки. В общем, острия следует отшлифовать как можно тоньше, чтобы улучшить сварочные свойства и увеличить срок службы электрода. Слишком грубая шлифовка электродов приводит к возникновению нестабильной дуги.
Чистота поверхности обычно выражается как среднеквадратическое значение (RMS) или как средняя шероховатость (Ra).RMS – это сравнительное число, относящееся к шероховатости поверхности, измеренной профилометром. Чистовая обработка находится в диапазоне 20-40 RMS, механически обработанная поверхность часто находится в диапазоне 80-120RMS, а поверхности после пескоструйной обработки будут в диапазоне 400-500 RMS. Значение Ra определяется как среднее значение отклонений от его средней линии на заданной длине выборки. Измеренные значения, выраженные как RMS, будут примерно на одиннадцать процентов выше, чем значения, выраженные в Ra. (Микродюймы x 1,11 = RMS).
Стандартная отделка со среднеквадратичным отклонением около 20, которая по-прежнему показывает невооруженным глазом продольные линии шлифовки, является универсальной качественной отделкой для любого применения. Полированная или зеркальная отделка со среднеквадратичным значением 6-8, на которой видно мало или совсем не видно линий, лучше для долговечности электрода, потому что при отсутствии абразива на поверхности электрода вероятность загрязнения гораздо меньше. «Прилипают» к острию электрода и, таким образом, происходит меньшая эрозия. Однако для источников питания для сварки, которые не обладают характеристиками сильного зажигания дуги, окончательная обработка приблизительно 20 среднеквадратичных значений лучше, потому что продольные заземляющие линии помогут стабильно вести электроны к крайней точке электрода, что способствует зажиганию дуги.Некоторые производители предварительно заземленных сварочных электродов обеспечивают более грубую отделку в диапазоне от 30 до 40 RMS; однако они служат недолго, они создают нестабильную дугу и имеют тенденцию быть слишком жесткими для длительного и эффективного зажигания дуги.
Типичная геометрия, рекомендуемая производителями: Многие производители предоставляют информацию о рекомендуемой геометрии электродов, поскольку они уже провели предварительные испытания, чтобы определить, какая геометрия электродов является наиболее выгодной для их оборудования в различных областях применения.Однако, когда эта информация недоступна, лучшим источником этой информации является Diamond Ground Products, Inc. или другие отраслевые эксперты.
Допуски, необходимые для различных применений: Многие сварочные работы считаются крайне важными и требуют строгих допусков по длине, конусности и плоской поверхности в дополнение к высокополированной поверхности. Эти области применения включают орбитальную сварку труб высокой чистоты, фармацевтику, аэрокосмическую промышленность, производство фитингов и многие другие.Основные требования к допускам в этих приложениях: ± 0,002 дюйма для длины, ± ½ ° для конуса и ± 0,002 дюйма для наконечника / плоскости. Там, где требуется, чтобы электроды производились с такими крайними допусками, необходимо использовать такое оборудование, как оптический компаратор, микроскоп и микрометр, в дополнение к прецизионному шлифовальному станку для вольфрамовых электродов, который требуется почти для всех приложений. Для других приложений часто требуются особые допуски. Если не указано иное, соблюдайте разумные допуски для типа выполняемой работы и оставайтесь максимально последовательными.
Сварочные аппараты Sunstone> Ресурсы> Руководство по выбору электродов
Выбор электрода для контактной сварки является одной из трудностей при начале работы в области контактной сварки. Материалы электродов различаются и включают медь, вольфрам и молибден; а также различные сплавы каждого из вышеперечисленных материалов. Размер и форма электрода являются важными факторами для получения желаемой точки сварного шва.
Что означает RWMA?
Ассоциация производителей контактных сварочных аппаратов (RWMA).RWMA – это организация, входящая в Американское общество сварщиков (AWS), целью которой является продвижение контактной сварки и ее развития. Использование RWMA и номера является ссылкой на их стандарты и позволяет использовать единую систему классификации для определения сплавов, используемых в сварочных электродах.
Из чего сделаны сварочные электроды?
RWMA 1 Медь
Медно-кадмиевый сплав –
Твердость по Роквеллу 70B, проводимость 90%. Обычно используется сплав сварочного электрода.Наименее дорогой сварочный материал.
RWMA 2 Медь
Медно-хромовый сплав
Твердость по Роквеллу 83B, проводимость 85%. Используется при сварке стали, никеля и резистивных материалов.
RWMA 3 Медь
Медь, кобальт, бериллиевый сплав
Твердость по Роквеллу 100B, проводимость 48%.
Основная цель – продлить срок службы электродов и использовать их с большими усилиями. Для сварки резистивных деталей.
GLIDCOP
– Медь, смешанная в основном с частицами оксида алюминия – Твердость по Роквеллу 68B, проводимость 92%.По своим характеристикам аналогичен RWMA 1 и 2, но отличается высокой прочностью и долговечностью электрода. Устойчив к термическому размягчению. Используется в аккумуляторных электродах EL BATT.
RWMA 11 – Медно-вольфрамовый сплав
Твердость по Роквеллу 99B, проводимость 46%. В основном используется для сварки драгоценных металлов и медных сплавов. Обладает большей прочностью, чем RWMA 1 и 2, но все еще поддается механической обработке для изготовления нестандартных форм.
RWMA 13 – Вольфрам
Твердость по Роквеллу 70A, проводимость 32%.Не может быть обработан для придания определенной формы, но может быть отшлифован и заточен до определенной точки. Используется для сварки металлов
, таких как медь, а также латуни
и их сплавов. Самая высокая термостойкость и прочность среди всех электродов.
RWMA 14 – Молибден
Твердость по Роквеллу 90B, проводимость 31%. Возможность обработки для создания электродов нестандартной формы. В основном используется для сварки меди, золота, серебра, а также сплавов, которые их включают.
Какой электрод лучше всего подходит для моих материалов?
Наилучший вариант – убедиться, что электрод, соприкасающийся с металлом, соответствует наилучшему материалу для сварки этого типа.Например, вы не захотите сваривать медь, используя медный электрод. Это может привести к прилипанию электродов к основным материалам и их привариванию. Кроме того, если использовать правильные электроды и правильно обслуживать их, то можно исключить прилипание и почти не нужно уходить за электродом.
Найдите ниже, какой материал вы хотите сваривать. Рекомендуемые электроды пронумерованы ниже.
Алюминий:
- GLIDCOP
- RWMA 2
- RWMA 3
Бериллий Медь:
- GLIDCOP
- Вольфрам
- Молибден
Латунь
Вольфрам
- GLIDC Медь:
- Вольфрам
- Молибден
Оцинкованная сталь:
- GLIDCOP
- RWMA 2
- RWMA 3
Золото:
- GLIDCOP1
- Вольфрам
- Вольфрам
- 9016
- Вольфрам
- Молибден Молибден
- Молибден
- GLIDCOP
- RWMA 2
- RWMA 3
Kanthal:
- GLIDCOP
- RWMA 2
- RWMA 3
Kovar:
- GLIDCOP
- RWMA 2 904denum 3
- GLIDCOP
- RWMA 2
- RWMA 3
Нихром:
- GLIDCOP
- RWMA 2
- RWMA 3
Никель:
- GLIDCOP
- RWMA 2
- RWMA 3
Ниобий:
- RWMA
- RWMA
- RWMA
- RWMA
Нитинол:
- GLIDCOP
- RWMA 2
- RWMA 3
Фосфорная бронза:
- GLIDCOP
- RWMA 3
- RWMA 2
Платина:
- RWMA GLIDCOP 3
- RWMA GLIDCOP
-
Серебро:
- Медь Вольфрам
- GLIDCOP
- RWMA 3
- RWMA 2
Нержавеющая сталь:
- GLIDCOP
- RWMA 2
- RWMA12 Титан 9004
Вольфрам:
- GLIDCOP
- RWMA 2 9 0016
- RWMA 3