Как правильно вести электрод при сварке
Содержание
- Положение относительно заготовки
- Направление движения
- Движения при формировании шва
- Длина дуги
- Скорость движения
Умение грамотно выбирать технику сварки: положение, скорость и направление движения электрода приходит с практикой. Чем опытнее сварщик, тем точнее он подбирает параметры и увереннее работает, что обеспечивает хорошую производительность, форму и качество шва.
Рассматриваем подробно, как правильно вести электрод при сварке инвертором, и на что влияют угол наклона, длина дуги, скорость и направление.
Положение относительно заготовки
Электрод подводят к заготовке в двух основных положениях: практически вертикально или под углом. Второе положение используют чаще. Вертикально электрод могут устанавливать при сварке в позиции PF или В1 — вертикально, снизу вверх.
Угол между электродом и поверхностью заготовки — от 30 до 450. При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
Однако из-за особенностей доступа движение сварочного электрода может быть и под меньшим углом, что приводит к несимметричной «лодочке». Это не мешает сварке узла, расчетам шва и не изменяет расчетных характеристик.
Направление движения
Электрод можно вести двумя способами. Выбирают оптимальное, исходя из положения сварки и толщины металла.
Первая техника — углом вперед. Расположенный под уклоном электрод вы двигаете острым углом вперед в направлении «от себя». При этом держак оборудования фактически следует за электродом. Это способ используют, когда нужна меньшая глубина провара: например для потолочных стыков, корневых швов, тонкого металла.
Вторая техника — углом назад. Вы двигаете электрод острым углом по направлению «к себе». Электрод следует за держаком.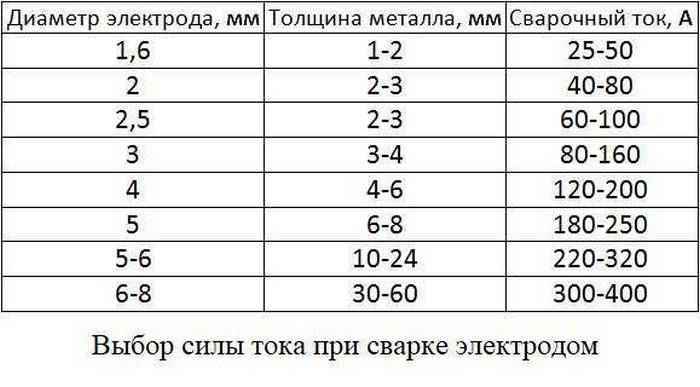 Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Для вертикальных позиций движение электрода при сварке выбирают наоборот. Здесь удобнее сваривать углом вперед и тонкие, и толстые заготовки. При такой технике и движении на подъем застывший металл шва удерживает последующие расплавленные капли.
Движения при формировании шва
Помимо того, как вести электрод при сварке: углом к себе или от себя, значение имеют и движения его конца. Относительно центральной линии шва можно выполнять движения по разным траекториям:
- полумесяцем — позволяет формировать ровные по высоте и ширине валики, контролировать ширину шва;
- треугольником или елочкой — улучшает провар корня, используется при сварке толстого металла и швов с катетом от 6 мм;
- елочкой с задержкой в корне — обеспечивает ещё более глубокое проплавление при работе с толстостенными заготовками;
- зигзагом — помогает наплавлять уширенные валики, применяется при стыковых соединениях;
- петлями различной конфигурации — дают хороший прогрев и провар свариваемых кромок.


Выбор траектории обусловлен типом заготовки, шва, позицией сварки и зависит от навыков сварщика.
Длина дуги
Характеристики дуги — ещё один фактор, от которого зависит качество шва. Во время сварки нужно правильно выбирать длину дуги и поддерживать её, равномерно ведя электрод.
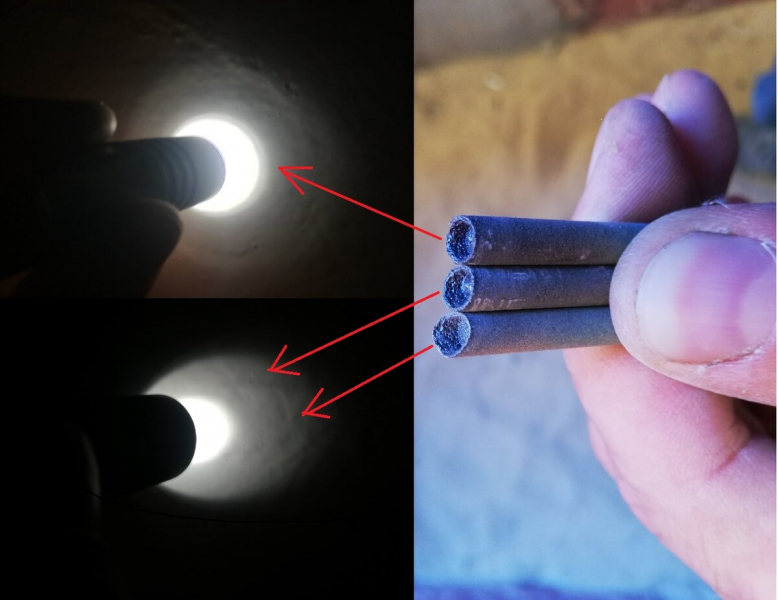
Основное условие для правильной ММА сварки — длина электрической дуги должна быть примерно равна диаметру электрода. Под ней понимают расстояние от электрода до кромки кратера.
Короткая дуга дает мелкокапельный перенос металла, минимум брызг, ровный и качественный шов. Основными электродами нужно работать на более короткой дуге, чем при использовании рутиловых. Поэтому вести их необходимо под большим углом к заготовке. Кроме того, потолочные стыки сваривают исключительно на короткой дуге, чтобы обеспечить минимальный объем ванны и исключить вытекание расплавленного металла.
Чтобы удерживать длину можно опираться «козырьком» электрода о край сварочной ванны. Помимо этого, при работе важно занимать устойчивое положение и не сжимать сильно держатель, чтобы у вас был упор, а рука не дрожала от напряжения.
Скорость движения
Качество шва обуславливают не только положение и движение, но и то, как ведут электрод при сварке — медленно или быстро.
Скорость подбирают, исходя из толщины заготовки и электрода, пространственной позиции и силы тока.
Низкая скорость уменьшает производительность работы. Из-за медленного движения электрода металл перегревается, что приводит к сквозному прожиганию. Это характерно для тонколистовых заготовок.
Если вести электрод слишком быстро, то металл может не успеть проплавиться на нужную глубину. В результате появляются непровары, снижающие надежность соединения.
Движение электрода при сварке
Существует множество движений электрода при сварке. Каждое движение вносит свой вклад образования качественного сварочного шва. Разработано много видов электродов и все марки горят и плавятся по-разному. Для одних нужны быстрые движения, для других медленно и без колебательных движений.
Для сварки обычной рядовой стали, применяют различные способы движения электрода.
- Движением электрода углом вперед. Угол атаки направлен вдоль свариваемого шва, кончик электрода смотрит вперед. В этом случае основной металл меньше греется. Дуга электрическая плавит кромки, сам электрод перемешивается с основным металлом.
- Движение электрода углом назад. Таким способом сваривают толстый материал. Сварочная дуга заходит на основной материал и плавит в основании с кромками.
Сварка в нижнем положении цветного металла меди и алюминия проводят в нижнем положении. Электрод находится в вертикальном положении относительно плоскости. Ведут вдоль шва без колебательных движений на короткой дуге.
Что касается сталей легированных и углеродистых в нижнем положении угол наклона может меняться. Как относительно движения вперед и назад так от одного края кромки к другой. Примечание по использованию электродов. Они могут работать как на короткой дуге так и на относительном удлинении ее. Движением электрода обводят контур кромок. Описывают круговые движения, знак бесконечности, елочку, обратно поступательные движения. На фото изображено как надо вести электрод.
Примечание по использованию электродов. Они могут работать как на короткой дуге так и на относительном удлинении ее. Движением электрода обводят контур кромок. Описывают круговые движения, знак бесконечности, елочку, обратно поступательные движения. На фото изображено как надо вести электрод.
При выполнении горизонтального шва электрод чиркаю о кромку, ведут углом назад. Электрод держат слегка вниз. Таким образом, расплавленную ванну дугой электрода толкают наверх и смачивают верхний край кромки для сцепления. Если шов имеет много проходов, то следующий валик накладывается на предыдущий.
Вертикальный шов проходят электродом Сверху вниз углом назад. Снизу вверх как углом вперед, так и углом назад. В данной ситуации шлак стекает со сварочной ванны вниз и не остается там. Выполнять можно как точечным касанием. В этом случае металл успевает остыть. Так и не прерывно. Если имеются кромки, то обводим и повторяем контур при оплавлении. Стараться нужно выдерживать дугу на одинаковом расстоянии.
С потолочным швом больно не разгуляешься. Строго вертикально вниз электрод, кончиком вверх. Без лишних колебательных движений из стороны в сторону. На короткой дуге и малом токе. Расплавленный металл удерживается за счет силы потолочного натяжения и не как иначе. На рисунке все описано.
Тавровые угловые швы в нижнем положении электрод держат между двух плоскостей по центру приблизительно. Угол по направлению шва как вам угодно. После как сформировали ванночку, расплавленную массу пытаемся подталкивать наверх и смачивать верхнюю кромку. Если дугу направить наверх и плавить кромку, то сварочная ванна стечет в нижнее положение. Произойдет утонение металла основного. На фото изображено направление движения электрода.
Есть красивый шов. Простая методика движения электрода при сварке трубы. Выполняется углом назад в полу нижнем состоянии. Так электродом легче управлять. Осуществляется прикосновениями коротко временными. Образуются тонкие валики, ложатся друг на друга лепестками и формируют шов. Если честно то катет шва толстый. Свариваемость металла хорошая. На фото наблюдаете движение электрода при сварке трубы.
Образуются тонкие валики, ложатся друг на друга лепестками и формируют шов. Если честно то катет шва толстый. Свариваемость металла хорошая. На фото наблюдаете движение электрода при сварке трубы.
Как выполнять сварку электродом – Полное руководство
Краткое описание
Что такое сварка электродом?Технически называемая дуговой сваркой защищенным металлом, электродуговая сварка представляет собой процесс электродуговой сварки. Многие предпочитают использовать сленг «Stick Welding», поскольку металл имеет форму палки. Он использует электричество для плавления электродных стержней или стержней, плавя вместе электрод и металлическое соединение. Он также заполнит шов присадочным металлом.
При сварке электродом ток проходит через электрод, покрытый слоем флюса. Электрод защищает сварочную ванну и может обеспечить прочный сварной шов за счет сплавления металлического соединения и электрода. Следует отметить, что расплавленный флюс будет иметь шлак сверху. Сварщикам придется отрезать его или почистить щеткой, чтобы удалить пробку.
Следует отметить, что расплавленный флюс будет иметь шлак сверху. Сварщикам придется отрезать его или почистить щеткой, чтобы удалить пробку.
Сварка электродами отлично подходит для более толстых металлов, что делает ее идеальной для изготовления структурных листов, ремонта тракторов, строительства заводов, крепления сельскохозяйственного оборудования и сварки труб. Вы можете сваривать различные типы металлов, такие как нержавеющая сталь, хром, алюминий и сплавы на основе никеля.
Как работает электродуговая сварка?При сварке электродом вам необходимо подключить зажим заземления и устройство для захвата электрода к источнику питания. Следуйте за ним, подключив заземляющий зажим к металлу. Теперь вам нужно будет вставить сварочный стержень в электрододержатель. Наконец, вы можете нанести удар по этой области, чтобы сварить ее. Ток, протекающий через землю и держатель электрода, расплавит металлическую деталь и электрод.
Процесс включает передачу электричества от сварочного аппарата к стержню, а затем к дуге для создания высокой температуры в 7000 градусов по Фаренгейту.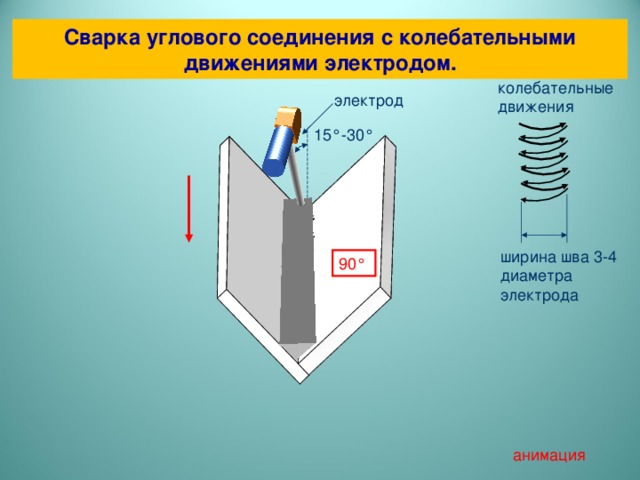 Это заставляет стержень плавиться и создает покрытие из кислорода, которое может привести к загрязнению. Поскольку он имеет покрытие, он технически известен как дуговая сварка защищенным металлом. Он оставляет экран в виде дуги над металлическим электродом.
Это заставляет стержень плавиться и создает покрытие из кислорода, которое может привести к загрязнению. Поскольку он имеет покрытие, он технически известен как дуговая сварка защищенным металлом. Он оставляет экран в виде дуги над металлическим электродом.
Определение того, является ли сварка электродом на переменном или постоянном токе, зависит от типа электрода. Это может быть переменный ток, постоянный ток или оба. Для тяжелых промышленных работ идеальным выбором может стать источник питания постоянного тока. Это помогает обеспечить стабильную и ровную сварочную дугу. Когда вы выбираете DC, у вас также будет возможность выбрать DCEP (положительный электрод постоянного тока) или DCEN (отрицательный электрод постоянного тока).
Блок питания переменного тока незаменим, когда расстояние между рабочей зоной и источником питания велико. На него не влияет падение напряжения в кабеле. Вы должны отметить, что источник питания для дуговой сварки должен иметь постоянное напряжение.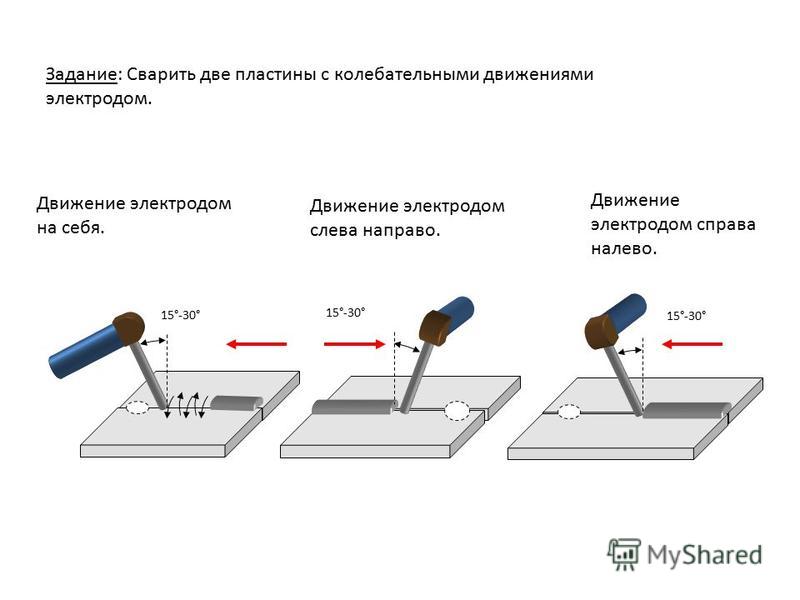 AC имеет лучшее сопротивление. Однако сварка во влажных условиях с питанием от сети переменного тока может привести к поражению электрическим током.
AC имеет лучшее сопротивление. Однако сварка во влажных условиях с питанием от сети переменного тока может привести к поражению электрическим током.
- DCEP или DCEN?
В блоке питания постоянного тока один будет помечен знаком «+», а другой — знаком «-». Знак «+» напоминает DCEP, а знак «-» — DCEN. В этих знаках вам придется соединить зажим заземления и держатель палки. Выбирая DCEP, вы выбираете положительный разъем. Напротив, отрицательный разъем — это DCEN.
DCEP работает за счет положительного заряда электрода, а сварочная деталь заряжается отрицательно. По мере того, как электричество переходит от отрицательного к положительному, оно будет перемещаться к электроду от сварочной детали. Это гарантирует, что будет лучшее проникновение и больше тепла.
Когда речь идет о DCEN, электрод будет заряжен отрицательно, тогда как сварочная деталь заряжена положительно. В DCEN ток течет от электрода к сварочному изделию.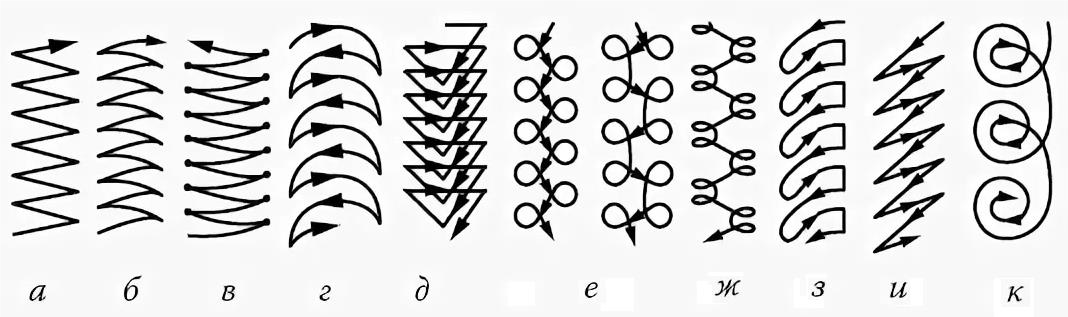 Здесь будет меньше тепла и меньше проникновение в металл.
Здесь будет меньше тепла и меньше проникновение в металл.
Сварка стержнем – один из старейших и простейших способов сварки металлической дугой. Универсальность делает его идеальным для обслуживания и ремонта. Необходимые материалы: защитное оборудование, сварочный аппарат, заземляющий зажим и инструменты для удаления шлака.
Не только для профессионального применения, дуговая сварка защищенным металлом также используется любителями. Вы можете использовать его на различных типах металла, начиная от углеродистой стали и заканчивая высококачественной сталью. Он также отлично подходит для чугуна, ковкого чугуна, меди, никеля и алюминия. Однако он не подходит для цветных металлов.
Преимущества сварки стержнемСварка стержнем имеет много преимуществ. Он предлагает вам следующие преимущества.
- Универсальность: Ручная сварка позволяет сваривать различные материалы.
- Простота использования: процесс сварки электродами очень прост. Даже новички могут научиться этому быстро.
- Портативность. Еще одним важным преимуществом сварки электродом является то, что она не требует дополнительного оборудования, такого как механизм подачи проволоки или газовый баллон. Вы можете носить его удобно и перемещаться.
- Работа на открытом воздухе: вы можете легко выбрать работу на открытом воздухе, так как вам не нужно беспокоиться о ветре.
- Утилизация сварочного дыма: Используя вентилятор, вы можете легко избавиться от сварочного дыма. Однако для других видов сварки это невозможно.
- Доступность: Сварка стержнем доступна по цене.
 Даже новички могут научиться этому быстро.
Даже новички могут научиться этому быстро.Несмотря на множество преимуществ, сварка стержнем имеет некоторые ограничения. Это некоторые из недостатков сварки стержнем.
- По сравнению со сваркой MIG сварка электродами выполняется медленнее.
- Вам придется вооружиться дополнительными навыками удержания электрода на определенном расстоянии во время горения.
- Может снизиться эффективность из-за увеличения времени очистки.
- При сварке электродом образуется много шлака и брызг.
- Качество не будет высоким по сравнению со сваркой TIG.
- Может быть сложно использовать на тонких металлах.

Являясь самым простым процессом сварки, электродуговая сварка позволяет быстро настроить его. Он состоит из четырех частей: сварочного аппарата, электрододержателя, заземляющего зажима и сварочных электродов.
Цена сварочного оборудования зависит от марки. Вы можете получить любой тип сварочного аппарата, если вы новичок. Однако для профессионального применения вам придется учитывать различные факторы, такие как торговая марка, доступность запасных частей и гарантия. Важно выбрать сварочное оборудование для стержневой сварки, которое поставляется от популярного бренда. Некоторые устройства позволяют преобразовать его в сварочный аппарат TIG.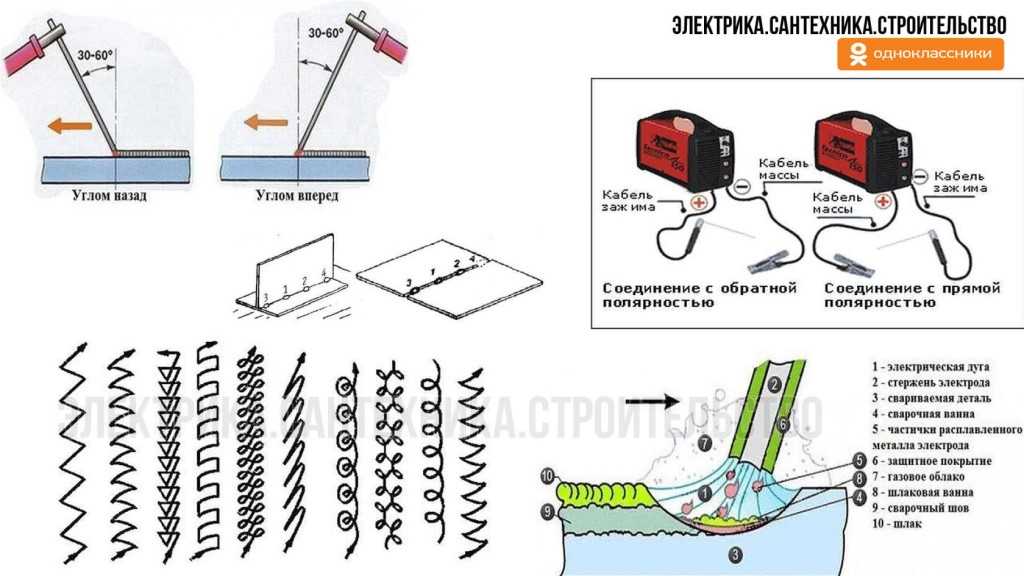 Для тяжелого промышленного производства вы можете получить тот, который имеет высококлассные характеристики.
Для тяжелого промышленного производства вы можете получить тот, который имеет высококлассные характеристики.
Сварочный аппарат мощностью 140 ампер идеально подходит практически для всего. Однако многие путаются с максимальной толщиной металла. Вы можете использовать металлы неограниченной толщины с более чем 130 амперами. Обратите внимание, что большее количество усилителей приведет к меньшему количеству проходов. Для использования с несколькими проходами нужно иметь лучшие навыки.
- Защитное оборудование:
При работе с любым типом машин безопасность является главным соображением. Всегда внимательно читайте информацию и инструкции по технике безопасности, прежде чем приступать к сварке электродом. Вы должны полностью защитить свое тело от вредных ультрафиолетовых лучей и искр, а также от тепла. Лучше всего выбирать одежду с длинными рукавами, обладающую огнезащитными свойствами. Ищите сварочный шлем и защитные очки. Даже работая в помещении, убедитесь, что вы работаете в хорошо проветриваемом помещении.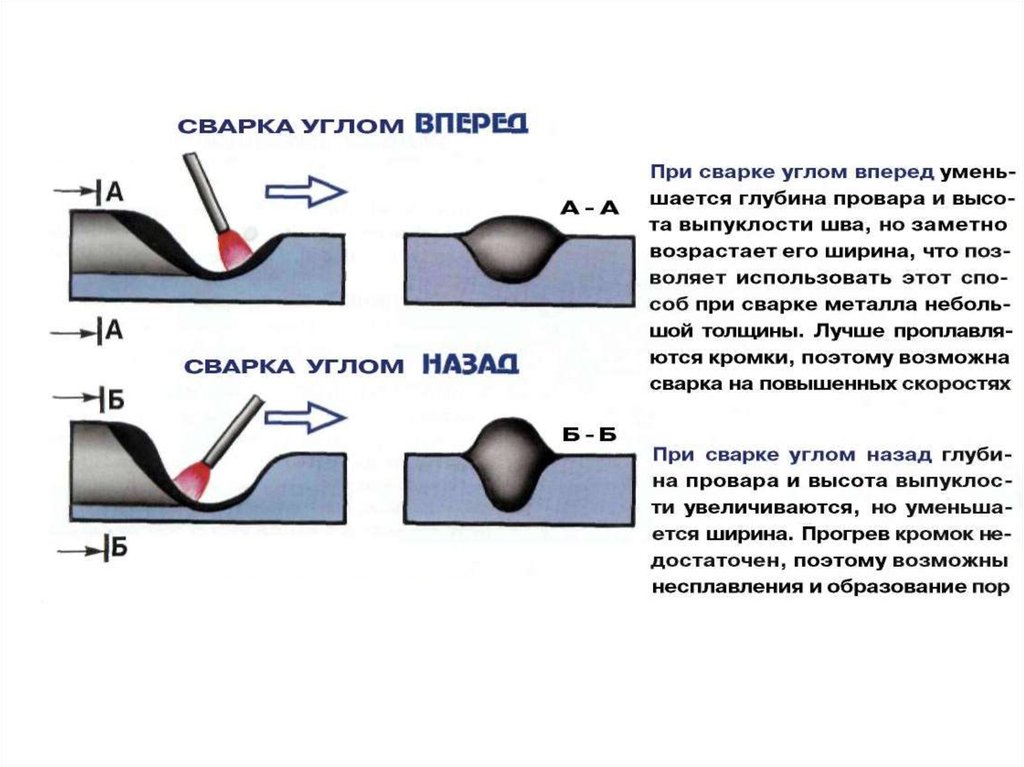
При сварке электродов будет много шлака. Для завершения работы придется избавиться от шлаков. Лучше всего будет использовать отбойный молоток. Для очистки используйте проволочную щетку с соединением из недрагоценного металла. Для последних штрихов прекрасно подойдет проволочная щетка.
Как выбрать электрод?Стержневые электроды бывают разных типов, и вам нужно выбрать тот, который соответствует вашему проекту. Это также зависит от типа материала, который вы используете. Для низкоуглеродистой стали отлично подойдет электрод Э60 или Э70. Если вы новичок, вам подойдет электрод 6013. Для выполнения прочных сварных швов можно выбрать 7018.
Некоторые из самых популярных электродов: 6010, 6011, 6013, 7014, 7018 и 7024. В названии электрода буква «Е» обозначает электрод.
Первые две цифры представляют минимальную прочность на растяжение. В этом случае сварка стержнем 6018 означает, что предел прочности при растяжении составляет 60 000 фунтов на квадратный дюйм.
Третья цифра — это позиция, в которой электрон будет использоваться во время сварки. Если на нем стоит цифра «1», то его можно использовать в любом положении. Однако использовать цифру «2» можно только в положении плашмя.
Наконец, четвертая цифра представляет ток для использования электрода и покрытия электрода.
Правильно поняв маркировку, вы сможете выбрать правильный тип электрода. Вы можете сравнить таблицу стержневых электродов, чтобы определить правильный тип проникновения.
Как сделать первый сварной шов?После того, как вы все настроили, вы теперь перейдете к процессу укладки первого сварочного аппарата. Прежде чем продолжить, необходимо убедиться в правильности настроек. Найдите настройки дуги и убедитесь, что полярность совпадает с электродом. Другими элементами электродуговой сварки являются длина дуги, настройки тока, манипулирование электродом, угол наклона электрода и скорость перемещения.
Поскольку процесс требует определенных навыков, вам придется пройти пробный тест, потренировавшись на металлоломе. Вам нужно будет взять несколько кусков металлического лома и соединить их встык. Это позволит убедиться, что вы готовы к задаче.
Вам нужно будет взять несколько кусков металлического лома и соединить их встык. Это позволит убедиться, что вы готовы к задаче.
Для обеспечения качественного сварного шва при использовании любого типа металла место сварки должно быть чистым. Вы можете использовать проволочную щетку, чтобы удалить грязь и грязь с места сварки. Если не очистить место сварки, это может привести к включениям, непроварам, пористости или растрескиванию сварного шва.
Кроме того, вы также должны убедиться, что место крепления рабочего зажима чистое. Когда вы закончите со всем, вам нужно будет расположиться так, чтобы вы могли четко видеть сварочную ванну. Всегда держите голову в стороне, и вы должны быть вне сварочного дыма. Вы должны находиться в таком положении, которое позволяет вам манипулировать электродом и иметь лучшую опору.
- Текущая настройка:
Способ настройки тока зависит от типа электрода. Обратите внимание, что это очень важно при работе с правильным типом металла.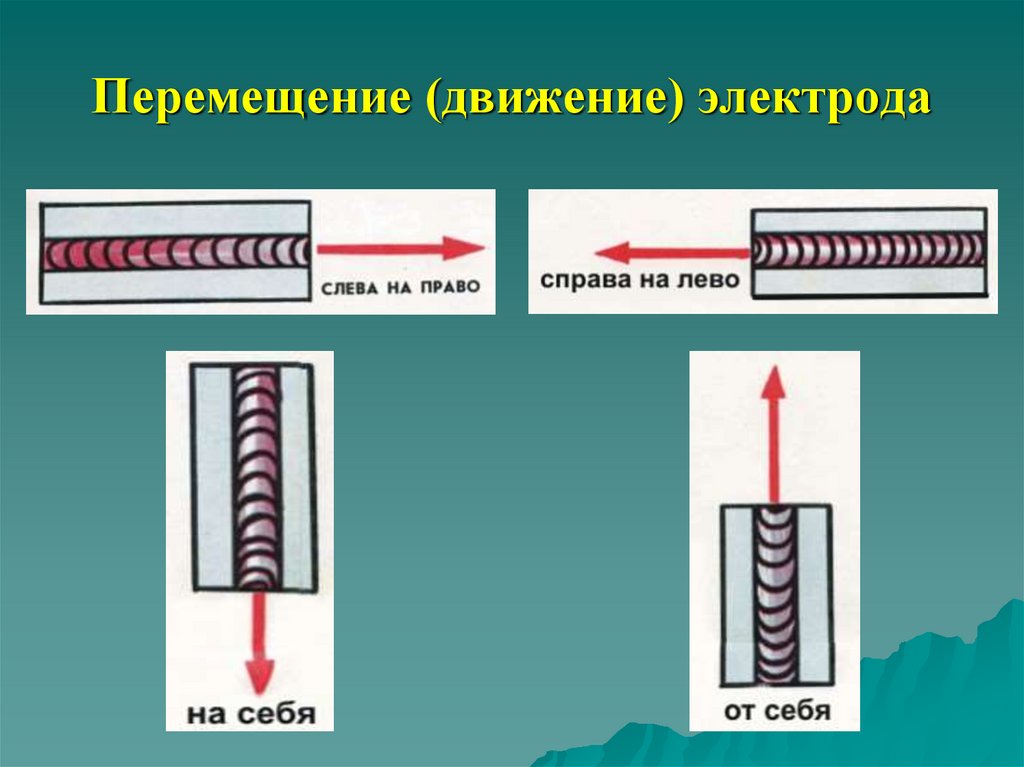 Установите ток соответствующим образом, независимо от того, является ли он переменным, положительным или отрицательным постоянным током. Положительный постоянный ток обеспечит не менее 10% проникновения. Для более тонких металлов может подойти прямая полярность с отрицательным электродом.
Установите ток соответствующим образом, независимо от того, является ли он переменным, положительным или отрицательным постоянным током. Положительный постоянный ток обеспечит не менее 10% проникновения. Для более тонких металлов может подойти прямая полярность с отрицательным электродом.
Во многих случаях вы не будете уверены, какую удочку использовать. Советуют смотреть на рабочий диапазон и выставлять силу тока по типу электрода. Опять же, вам придется учитывать положение сварки, так как тепло должно быть на 15% меньше. Когда у вас есть правильные настройки, вы можете настроить сварочный аппарат на 5-10 ампер.
Когда сила тока слишком мала, электрод становится липким, когда вы зажигаете дугу. Если вам случится установить слишком низкую силу тока, дуга сдвинется или будет заикаться. Когда есть светящийся электрод, это означает, что ток слишком большой. Даже при слишком высокой температуре это может привести к подрезанию или чрезмерному разбрызгиванию.
- Запуск дуги:
Когда все будет готово, вам нужно будет запустить дугу. Держите держатель палочки обеими руками. Ваша позиция должна быть такой, чтобы вы четко видели местность. Теперь вам нужно будет приложить кончик электрода к металлу. Когда дуга сформируется, можно слегка приподнять и потянуть ее.
Держите держатель палочки обеими руками. Ваша позиция должна быть такой, чтобы вы четко видели местность. Теперь вам нужно будет приложить кончик электрода к металлу. Когда дуга сформируется, можно слегка приподнять и потянуть ее.
Когда дуга гаснет, это означает, что стержневой электрод поднят слишком высоко. При зажигании дуги будет слышен шипящий звук. Слишком агрессивный звук снизит силу тока. Опять же, если сила тока низкая, электрод будет липким. Высокая сила тока сделает электрод обугленным. Если будет слишком много тепла, будет отрицательный эффект.
- Угол хода:
При сварке электродом важным фактором является угол перемещения. Техника удара слева или перетаскивания предназначена для горизонтального, горизонтального положения или положения над головой. Вам придется держать электрод перпендикулярно от начальной точки к суставу. После этого его необходимо наклонить на 5-15 градусов в походное положение.
Еще одна техника – удар справа или толчок. Это подходит для вертикальной сварки, когда стержень наклонен до 15 градусов. Какую бы технику вы ни выбрали, вы должны настроить свое тело в правильном положении. Это обеспечит вам правильный угол. Сварщики также должны понимать символ сварки для правильной сварки.
Это подходит для вертикальной сварки, когда стержень наклонен до 15 градусов. Какую бы технику вы ни выбрали, вы должны настроить свое тело в правильном положении. Это обеспечит вам правильный угол. Сварщики также должны понимать символ сварки для правильной сварки.
- Скорость передвижения:
Даже скорость движения определяет общий результат. Чтобы хорошо поддерживать дугу, вам нужно убедиться, что будет оптимальная скорость движения. Если двигаться слишком медленно, получится широкий и выпуклый бортик. Это также может привести к холодному притиранию и неглубокому проникновению. С другой стороны, слишком быстрое движение может уменьшить проникновение. Быстрое движение также приводит к увенчанной и узкой бусине. Возможен подрез или недолив, когда область находится за пределами сварного шва.
Манипуляции с электродами выполняются с лучшими навыками. Если вы новичок, вы должны попытаться скопировать движения опытных сварщиков. При этом вы сможете создать свой собственный стиль. Это поможет обеспечить лучшие методы и будут лучшие результаты.
При этом вы сможете создать свой собственный стиль. Это поможет обеспечить лучшие методы и будут лучшие результаты.
Вы можете использовать технику сварки круговыми движениями, создавая более широкие поля, или перемещая ее назад и вперед. Большинство сварщиков предпочитают прямой валик. Вы никогда не должны выбирать ткацкое движение, если материал имеет толщину 0,25 дюйма. Чтобы сделать более широкую бусину на толстом материале, вам нужно манипулировать ею из стороны в сторону.
ЗаключениеСварка электродом является популярной формой дуговой сварки в среде защитного металла. Он имеет множество преимуществ благодаря своей универсальности. Вы можете сваривать стержни из никеля, нержавеющей стали или алюминия. Существуют различные типы электродов, которые вам придется выбирать в зависимости от типа применения и металлов. Тем не менее, у него есть ограничения, так как вы должны быть хорошо обучены. Без навыков это может быть опасно.
Можно ли держать электрод во время сварки электродом? Когда и как
Автор: Эндрю Валсамис Обновлено Палка
Возможно, вам пришло в голову, можно ли держать сварочный электрод во время сварки. Или вы могли видеть, как это делают другие. Но когда это полезно и насколько безопасно?
Вы можете удерживать электрод при сварке электродом (SMAW) в течение короткого времени, чтобы улучшить стабильность электрода при поджигании дуги или выполнении прихваточных швов. При этом необходимо надевать сухие сварочные перчатки в хорошем состоянии.
Если вы думаете, что держать удочку может помочь вам, давайте посмотрим, когда и как вы можете это сделать более подробно. Кроме того, чем опасны такие действия?
Когда полезно держать сварочный электрод?
Самый удобный случай для удерживания стержня – это облегчить зажигание дуги и начать сварку.
Перед началом сварки пруток холодный. Это усложняет удар по арке и увеличивает вероятность прилипания стержня к заготовке. Если попытаться перезапустить хот-род, дуга зажигается легче.
Если вам не удастся зажечь дугу с первой попытки, вы рискуете повредить заготовку неуместным зажиганием дуги. Это делает его некрасивым, и вы потратите время на его исправление, если внешний вид важен.
Это делает его некрасивым, и вы потратите время на его исправление, если внешний вид важен.
Что еще хуже, неуместные разряды дуги могут вызвать трещины в высокоуглеродистой стали.
Кроме того, когда удилище находится на полной длине, наконечник сильно вибрирует, когда вы зажигаете дугу. Это более заметно на более тонких стержнях, например, 1/16″ (1,6 мм) или 5/64″ (2 мм). Дрожащий кончик удилища затрудняет подсечку дуги.
Если у вас трясутся руки или вы не потратили много часов на сварку, чтобы добиться хорошей зрительно-моторной координации, более вероятен плохой зажигание дуги.
Еще один сценарий, когда вы хотите удерживать удилище, — это когда вы хотите закрепить соединение.
Как держать сварочный электрод
Сначала давайте рассмотрим случай, когда вам нужна помощь в розжиге дуги с помощью нового электрода. Здесь вам на самом деле не нужно держать или зажимать стержень. Вместо этого вы можете коснуться середины стержня свободной рукой.
Если вам трудно перезапустить использованную базовую штангу, поцарапайте кончик рашпилем или наждачной бумагой, пока флюс не окажется на том же уровне, что и проволока. Вы также хотите, чтобы провод был свободен от расплавленного флюсового материала.
Теперь, если вы хотите прихватить шов перед сваркой, вы можете держать стержень посередине, как ручку. Имейте в виду, что эта техника хороша только для нескольких гвоздей и работает, когда удилище холодное.
Держите сварочный стержень и прихваткуОпасности при удерживании сварочного стержня
Теперь давайте посмотрим, какие опасности возникают при удержании удочки.
Поражение электрическим током
Наиболее серьезным риском при прикосновении к сварочному электроду или удерживании его в руках является поражение электрическим током.
При включении питания штанга всегда «горячая». Низковольтный ток ждет на кончике стержня и в основном металле, чтобы вы зажгли дугу.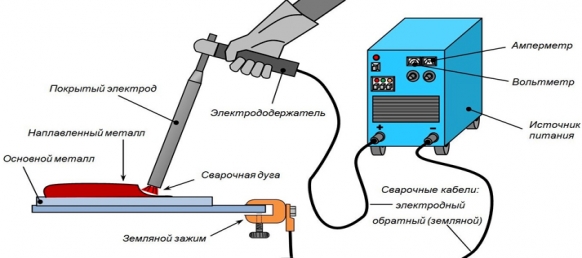 Мы называем это напряжение напряжением разомкнутой цепи (OCV).
Мы называем это напряжение напряжением разомкнутой цепи (OCV).
Из соображений безопасности большинство сварщиков имеют верхний предел 85 В. Чем выше напряжение, тем легче току преодолеть сопротивление вашей кожи и ударить вас током. Но для зажигания дуги необходимо достаточно высокое напряжение.
После зажигания дуги напряжение падает еще ниже от 17 до 25 В, в зависимости от диаметра стержня.
Если вы носите сухие сварочные перчатки в хорошем состоянии, вы хорошо защищены от поражения электрическим током при прикосновении к стержню.
Но, если ваши перчатки повреждены, ваша кожа может коснуться стержня, и вероятность поражения электрическим током возрастает.
Хуже всего, если ваша кожа и перчатки мокрые, например, от пота. Это связано с тем, что естественное электрическое сопротивление вашей кожи во много раз падает, когда она мокрая.
Флюсовое покрытие не является хорошим проводником электричества. Однако сварочные электроды с флюсом, содержащим большое количество железного порошка, такие как 7024, имеют более высокую электропроводность.