Как выбрать сварочный аппарат для дома и дачи
Сварочный аппарат может стать незаменимым помощником в домашнем хозяйстве. Дома, в гараже или на даче им можно выполнять небольшие работы при ремонте труб, забора, гаражных ворот и любых элементов из стали, наиболее прочным и надежным методом соединения которых является сварка.
Среди современных сварочных аппаратов много весьма компактных, легких и простых в обращении моделей, освоить работу с которыми может практически каждый. Однако в огромном разнообразии сварочного оборудования нелегко выбрать аппарат, который подойдет именно вам.
В этой статье мы рассмотрим, какие бывают сварочные аппараты и для каких типов работ они лучше подойдут.
Типы сварочных аппаратов
Сварочные аппараты существуют двух основных типов: электрические и газовые. Газосварочное оборудование довольно сложное в обращении, поэтому им обычно пользуются профессионалы. Для любительской сварки подойдут электрические сварочные аппараты, которые можно разделить на три основных вида: трансформаторы, инверторы и выпрямители.
Сварочные трансформаторы
Трансформаторы — аппараты, которые производят сварку с использованием переменного тока. Сила тока в данном случае регулируется механически, то есть за счет перемещения обмотки на сердечнике.
Главными достоинствами сварочных аппаратов такого типа можно назвать простоту и надежность. Трансформаторы без проблем можно отремонтировать и они неприхотливы в обслуживании. Кроме того, существенным преимуществом данного вида оборудования можно назвать довольно низкую цену.
Разумеется, у этого типа сварочных аппаратов есть и ряд недостатков, которые делают их использование не всегда удобным и сложным для новичков. К таким минусам можно отнести большой вес и немалый размер, потребление большого количества энергии при довольно низком КПД. Кроме того, начинающему сварщику может быть трудно удерживать сварочную дугу и непросто добиться хорошего качества сварного шва.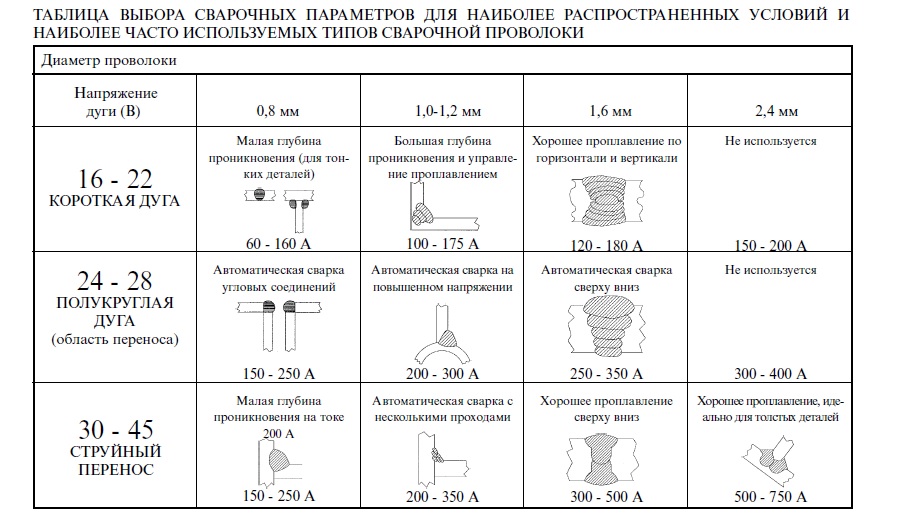
Тем не менее, несмотря на минусы, трансформаторы пока остаются одним из самых популярных типов сварочного оборудования.
Сварочные выпрямители
В отличие от обычных трансформаторов, выпрямители работают на постоянном, выпрямленном токе. Благодаря этому устойчивость дуги оказывается гораздо выше, что обеспечивает более высокое качество сварного шва — он становится ровнее и тоньше. Кроме того, начинающим сварщикам с такими аппаратами работать будет гораздо легче.
Среди других преимуществ сварочных выпрямителей можно выделить минимальное образование брызг металла при сваривании, относительно небольшой расход сварочных электродов и высокую глубину плавления. Сварочные выпрямители хороши тем, что с их помощью без проблем можно сваривать цветные металлы, чугун и теплоустойчивую сталь. При этом такие аппараты, как правило, весьма компактны, не тяжелые и просты в обращении.
К минусам сварочных выпрямителей можно отнести необходимость тщательно следить за системой охлаждения и то, что их, как правило, нельзя подключать к обычной бытовой электрической сети. Кроме того, цена выпрямителей, чаще всего, близка к стоимости более универсальных сварочных инверторов.
Кроме того, цена выпрямителей, чаще всего, близка к стоимости более универсальных сварочных инверторов.
Сварочные инверторы
Инверторы — самый современный тип сварочных аппаратов, который постепенно вытесняет традиционные трансформаторы и выпрямители. Первым и главным преимуществом инверторов, безусловно, являются их компактность и небольшой вес. При этом производительность сварки на порядок выше, чем у аппаратов других видов. Инверторы позволяют работать с электродами постоянного и переменного тока, а это, в свою очередь, дает возможность без проблем заниматься сваркой чугуна и цветных металлов.
Сила тока нужной величины в инверторах достигается за счет преобразования высокочастотных токов. Благодаря этому аппараты имеют небольшие размеры, ведь, например, получить ток в 160А можно даже с помощью аппарата весом 250 г, а сам аппарат может работать от обычной розетки.
Практически во всех современных инверторах есть несколько функций, которые существенно облегчают работу сварщика. Это «Hot start», которая позволяет подавать максимальную величину тока для быстрого поджига электрода, и «AntiStick», которая препятствует прилипанию электрода к свариваемым деталям.
Это «Hot start», которая позволяет подавать максимальную величину тока для быстрого поджига электрода, и «AntiStick», которая препятствует прилипанию электрода к свариваемым деталям.
Помимо этого к плюсам инверторного оборудования стоит отнести возможность долгой беспрерывной работы, плавную регулировку тока, защиту от перепадов напряжения.
Инверторы отличаются очень высокой производительностью и в то же время малыми потерями энергии. Шов при сварке аппаратами такого типа получается тонким и ровным, при этом соединению поддаются даже трудносвариваемые металлы. Среди оборудования такого типа можно выделить, например, инверторs марки Aurora или фирмы Сварог.
Конечно, у инверторных сварочных аппаратов тоже есть некоторые минусы. К ним можно отнести высокую чувствительность к влажности и низким температурам, необходимость регулярно чистить аппарат от попавшей внутрь пыли и металлических частиц, которые могут повредить электронную начинку. И главный недостаток инверторов — это их довольно высокая цена по сравнению с аппаратами предыдущих поколений. Однако очевидно, что все плюсы инверторного сварочного оборудования перекрывают его минусы.
Однако очевидно, что все плюсы инверторного сварочного оборудования перекрывают его минусы.
На что стоит обращать внимание при выборе сварочного аппарата для дома
Если вы хотите купить сварочный аппарат для того, чтобы без проблем работать с ним дома, на даче или в гараже, стоит выбирать модели, которые могут работать под напряжением 220 Вольт, так как их можно подключать к обычным бытовым розеткам.
Кроме того, стоит заранее обдумать, какие материалы вы будете сваривать. Например, для сварки стали, железа, алюминия больше подойдет инвертор или полуавтомат, а для сварки черных металлов достаточно обычного трансформатора. При этом, если толщина свариваемого металла не будет превышать 5 мм, тогда достаточно приобрести аппарат с выходным током до 160 ампер.
Чтобы быть уверенным в том, что купленный аппарат — хорошего качества, при выборе сварочного оборудования предпочтение стоит отдавать известным, хорошо зарекомендовавшим себя маркам, таким как «Сварог», Aurora, Esab и другим подобным.
от чего зависит выбор типа сварочного аппарата
Сварочные аппараты уже не являются инструментами исключительно для профессионалов, часто эти приборы применяют и в бытовой сфере. Их активно используют в самостоятельном строительстве и DIY. В этой статье мы расскажем о том, на что обратить внимание при выборе сварочного аппарата.
Типы по источнику тока
По своей сути сварочный аппарат представляет собой преобразователь тока. Обычно устройства подразделяют на инверторные и трансформаторные приборы, но на деле трансформатор имеется во всех типах, только работает он по-разному.
Трансформаторы работают от переменного тока на частоте 50 Гц. Обычно приборы этого типа рекомендуют использовать для дуговой сварки. КПД устройств не очень высокий, при этом трансформаторные аппараты отличаются надежностью. Мощность напрямую влияет на вес и размер.
Инверторы работают на основе принципа инверторного преобразования.
 Прибор увеличивает частоту переменного тока, превращая его в постоянный, затем ток снова становится переменным, но с заданными параметрами. КПД и качество тока инверторов выше, чем у трансформаторов, также их можно более точно настраивать при работе. Габариты таких сварочных аппаратов меньше.
Прибор увеличивает частоту переменного тока, превращая его в постоянный, затем ток снова становится переменным, но с заданными параметрами. КПД и качество тока инверторов выше, чем у трансформаторов, также их можно более точно настраивать при работе. Габариты таких сварочных аппаратов меньше.Выпрямители – разновидность трансформаторов, которые преобразуютпеременный ток в постоянный. Приборы имеют значительные габариты, могут работать как от двухфазной, так и от трехфазной сети.
 Прибор увеличивает частоту переменного тока, превращая его в постоянный, затем ток снова становится переменным, но с заданными параметрами. КПД и качество тока инверторов выше, чем у трансформаторов, также их можно более точно настраивать при работе. Габариты таких сварочных аппаратов меньше.
Прибор увеличивает частоту переменного тока, превращая его в постоянный, затем ток снова становится переменным, но с заданными параметрами. КПД и качество тока инверторов выше, чем у трансформаторов, также их можно более точно настраивать при работе. Габариты таких сварочных аппаратов меньше.Типы сварки
Ручная дуговая сварка (MMA) – наиболее простой метод для бытовых условий. Соединение деталей осуществляется расплавлением электрода. В результате расплава металла образуется неразъемный шов. Дуговая сварка имеет и ряд ограничений: с её помощью проблематично соединять тонкие материал (не менее 2 мм), так как можно прожечь деталь, соединение легированной стали или чугунатребует высокой квалификации.
Аргоновая (TIG) – в качестве наплавляемого элемента используется вольфрамовый или графитовый электрод. Соединение осуществляется в инертной газовой среде для повышения качества шва, наиболее распространенный газ – аргон. Подача металла осуществляется вручную. Аргоновая сварка – дорогой и длительный метод, он применяется в ответственных соединениях, где требуется высокое качество шва. Для начинающих сварщиков и любителей этот тип не подойдет, так как он требует высокой квалификации и опыта. Наиболее часто используется в автомастерских и на промышленных производствах. Аргоновый метод соединения применим для черного металла, нержавеющей стали и алюминия, он позволяет соединять тонкие заготовки от 0,5 мм.
Полуавтоматическая сварка (MIG/MAG) – вместо электрода используется катушка с проволокой, материал подается автоматически. Соединение может осуществляться как с использованием защитного газа (MIG Metal Inert Gas – с инертным газом, MAG Metal Active Gas – с углекислым газом), так и без него.
Безгазовый метод соединения называется FLUX. MIG применяют для соединения алюминия, меди, титана и никеля, MAG – для устойчивых к коррозии сталей. Этот метод отличается высокой скоростью и экономичностью, он используется в слесарных работах и автомастерских. Полуавтоматический тип сварки позволяет соединять заготовки от 1 мм. К недостаткам можно отнести ограничения в мобильности из-за наличия катушки с проволокой.Сварочные аппараты с синергетическим управлением – в этих устройствах сила тока и скорость подачи проволоки устанавливаются автоматически. Управление осуществляется внутренним процессором.


Мощность (ампераж) и диапазоны напряжения
От этого параметра зависит период непрерывной работы и толщина соединяемых заготовок. Более мощные устройства способны работать с толстыми электродами, при этом вес и габариты самой «коробки» больше, чем у моделей меньшей мощности. При выборе ампеража устройства следует определить для себя металлы и диаметры электродов, с которыми предстоит работать. Для заготовок толщиной 3 мм достаточно 120 – 140 А, для соединения изделий толщиной более 4 мм следует выбирать приборы не менее 160 – 180 А.
Для заготовок толщиной 3 мм достаточно 120 – 140 А, для соединения изделий толщиной более 4 мм следует выбирать приборы не менее 160 – 180 А.
Мощность прибора стоит выбирать с запасом, чтобы сварочный аппарат не работал на предельной нагрузке и не отключался часто от перегрева. Сила тока упадет при увеличении длины кабеля или из-за использования удлинителя: эти элементы создают дополнительные сопротивление в цепи. Также запас мощности пригодится, если сварочный аппарат будет использоваться для резки металла.
При выборе сварочного аппарата важно обращать внимание на минимальное напряжение. Трансформаторы и выпрямители могут функционировать от двухфазных (220 В) и трехфазных (380 В) сетей. У инверторов этот диапазон шире, некоторые модели могут работать при 160 – 170 В, а некоторые и при более низком напряжении. Эта особенность актуальна для слабых сетей или при работе от генератора. Если диапазон не указан производителем, то устройство будет работать при отклонениях на 10%.
Продолжительность включения (ПВ)
Все сварочные аппараты не могут работать постоянно, в какой-то момент они перегреваются и им нужен перерыв. Параметр ПВ отвечает за длительность этого цикла, он напрямую связан с мощностью и температурой окружающей среды. Два агрегата разной мощности одной модели будут показывать разную длительность работы. Чем ближе мощность эксплуатации к предельному порогу устройства, тем быстрее оно перегреется. Сварочному аппарату 130 А при работе на 100 А потребуются частые отключения, модель 200 А сможет работать в этом режиме практически без перерывов.
Параметр ПВ отвечает за длительность этого цикла, он напрямую связан с мощностью и температурой окружающей среды. Два агрегата разной мощности одной модели будут показывать разную длительность работы. Чем ближе мощность эксплуатации к предельному порогу устройства, тем быстрее оно перегреется. Сварочному аппарату 130 А при работе на 100 А потребуются частые отключения, модель 200 А сможет работать в этом режиме практически без перерывов.
На приборе обычно присутствует шильдик с информацией, на котором производитель указывает максимальную и рекомендованную силу тока. ПВ стоит подбирать на основе времени, которое будет затрачено на процесс сварки. Отрезки работы без отключения прибора зависят от длины швов.
Дополнительные возможности
- Форсирование дуги (Arc Force) – прибор сам регулирует силу тока, повышая её во время приближения электрода к заготовке, затем в процессе работы понижает параметр, чтобы не допустить прилипания. Благодаря этому шов получается более аккуратным без наплывов.
- Горячий старт (Hot start) – функция повышает мощность в начале работы, что облегчает поджег электрода. Помогает сваривать детали, покрытые ржавчиной или краской.
- Антизалипание (Anti Stick) – При прилипании электрода к металлу прибор сам скидывает мощность до нуля.
Управление силой тока встречается только на инверторных устройствах, но для большинства моделей наличие этих функций является базовым. У профессиональных устройств обычно есть возможность регулировки Arc Force и Hot start.
Модели для аргоновой сварки поддерживают несколько режимов работы. - TIG Lift – возбуждение дуги без касания заготовки.
- Четырехтактный режим работы позволяет выполнять сварку без удержания кнопки.
- Выбор режима под конкретный материал – такой функционал обычно присутствует на профессиональных устройствах.
- Комбинированные устройства могут выполнять сварку разных типов.


Расходники и экипировка
Электроды
Расходуемые элементы, из которых получают расплав для соединения двух деталей. Электрод покрыт специальной обмазкой, которая предотвращает прилипание сварочной дуги к металлу. Перед работой элемент закрепляют в держателе. Выбор диаметра электрода зависит от толщины детали.
- 2 мм – для изделий 1,5 – 2 мм.
- 3 мм – для 2,5 – 3 мм (120 – 140 А)
- 4 мм – 4 – 5 мм (160 – 180 А)
- 5 мм – 6 мм – 13 мм и конструкции под нагрузкой.
- 6 мм – 12 мм – 6 – 12 мм (180 А <)
Вспомогательный инструмент и средства защиты
Маска – обязательный элемент экипировки сварщика, защищает глаза от ожогов. В комплекте с аппаратом может идти щиток – аналог маски, который надо удерживать рукой во время работы. Такой вариант не очень удобен, так как занимает одну руку.
Маска надевается на голову и опускается на лицо. У обычного защитного головного убора стекло затемнено, поэтому обзор затруднен – шов видно только после зажигания дуги. Перед началом работы сварщик поднимает маску, прицеливается и подносит электрод к заготовке и только потом опускает защитный экран. Чтобы изменить степень затемнение, надо разобрать устройство и вставить новый светофильтр.
У обычного защитного головного убора стекло затемнено, поэтому обзор затруднен – шов видно только после зажигания дуги. Перед началом работы сварщик поднимает маску, прицеливается и подносит электрод к заготовке и только потом опускает защитный экран. Чтобы изменить степень затемнение, надо разобрать устройство и вставить новый светофильтр.
Современные маски оснащены стеклом «хамелеон», затемнение происходит только при зажигании дуги, в остальное время обзор сохраняется. Благодаря этому сварщик может проводить замеры, выставлять заготовку и подносить электрод, не поднимая защиту.
Степень затемнения можно регулировать под свечение конкретного электрода.
| В процессе сварки происходят значительные выбросы ультрафиолетового излучения, поэтому работать надо в перчатках и плотной одежде. В противном случае можно получить ожог открытых участков кожи |
Как правильно выбрать сварочный процесс
Существует множество методов сплавления металлов с помощью сварки, и выбор правильного сварочного процесса имеет решающее значение для производственной линии. Чтобы помочь определить наилучший тип сварочного процесса для получения сварного шва высочайшего качества, примите во внимание следующие факторы для наиболее распространенных процессов ручной и роботизированной сварки.
Чтобы помочь определить наилучший тип сварочного процесса для получения сварного шва высочайшего качества, примите во внимание следующие факторы для наиболее распространенных процессов ручной и роботизированной сварки.
Первый шаг — посмотреть, какие качества сварного шва в конечном итоге должны быть, в зависимости от типа металла, с которым вы работаете. Как правило, при сварке следует учитывать четыре основные области: объем заполнения , положение , скорость движения и проникновение .
- Если вам нужно наплавить большое количество материала в тяжелый шов, гораздо важнее иметь быстро заполняющий материал, чем в маленьком шве.
- Если шов не горизонтальный, вам нужен шов, который быстро схватывается.
- Если вам нужна высокая скорость перемещения, вам нужны валики, формирующиеся быстро и равномерно, без пропусков или островков.
- Если вы работаете с толстым металлом, вам потребуется гораздо более глубокое проплавление, чем при работе с легкими металлами, где прожог может быть более серьезной проблемой.
Затем примите во внимание эти вопросы, чтобы выбрать правильный процесс сварки:
- Как быстро должна работать ваша производственная линия?
- Будет ли конкретное оборудование создавать узкое место до или после его использования на производственной линии?
- Используемая вами машина слишком мала для эффективного выполнения работы или слишком велика, чтобы оправдать затраты на меньшую производственную линию?
- Насколько квалифицированы ваши операторы или есть ли в вашем районе операторы с опытом работы с оборудованием такого типа?
- Можете ли вы добавить дополнительное оборудование к имеющемуся оборудованию, чтобы выполнить работу?
- Какой основной металл вы используете в производстве?
- Будет ли шов работать лучше с открытой или погруженной дугой?
Хотя вы можете выполнить большинство этих требований с помощью большинства сварочных процессов, вам необходимо определить, какой процесс лучше всего подходит для этой работы? В общем, каждый тип процесса имеет свои преимущества и недостатки. Вот некоторые из них, которые следует учитывать в наиболее распространенных процессах сварки:
Вот некоторые из них, которые следует учитывать в наиболее распространенных процессах сварки:
Взгляните на плюсы и минусы каждого процесса сварки:
Сварка MIGЭтот процесс дуговой сварки металлическим газом часто требует больше операторов, потому что этот процесс легче освоить. Он обеспечивает хороший контроль при использовании более тонких металлов. Процесс Pulse MIG является расширением процесса MIG на стенде, который обеспечивает высококачественное нанесение на материалы различной толщины и используется для стали, нержавеющей стали, алюминия и жаропрочных сплавов. Оба процесса имеют тенденцию создавать более чистые сварные швы с меньшим количеством шлака. Оборудование может быть адаптировано и к другим процессам сварки.
Сварка ВИГ Это еще один процесс дуговой сварки металлическим электродом в среде защитного газа, но с использованием вольфрамового электрода. Его можно использовать для обработки широкого спектра металлов, включая мягкую и нержавеющую сталь, алюминий, магниевые сплавы, титан, медь и латунь. Он требует гораздо более высокого уровня опыта оператора или обучения, чем другие процессы сварки, но обеспечивает точный сварной шов с высоким качеством и эстетичным внешним видом.
Он требует гораздо более высокого уровня опыта оператора или обучения, чем другие процессы сварки, но обеспечивает точный сварной шов с высоким качеством и эстетичным внешним видом.
Когда вам нужно глубокое проплавление в более толстых участках металла, этот процесс дуговой сварки с флюсом подходит. Однако лучше всего он работает с низкоуглеродистой и нержавеющей сталью, что ограничивает возможности его использования для других металлов в будущем производстве.
Роботизированная дуговая сварка
Роботизированная дуговая сварка создает электрическую дугу между электродом и металлической основой. Это приводит к сильному нагреву и лучше всего используется для приложений, требующих высокой точности и воспроизводимости.
Роботизированная точечная сварка
Роботизированная точечная сварка — это тип контактной сварки, соединяющей металлические металлы с помощью резистивных электрических токов. Он часто используется в автомобильной промышленности для соединения рам из листового металла.
Он часто используется в автомобильной промышленности для соединения рам из листового металла.
Получить помощь в выборе правильного процесса сварки
Если вы не потратите время на выбор правильного процесса, вы можете столкнуться с целым рядом проблем на производственной линии, от чрезмерного использования расходных материалов до плохого качества сварки. Обратитесь к экспертам по сварке в OTC DAIHEN, чтобы они помогли вам найти правильный процесс и оборудование для ваших производственных нужд.
СРАВНИТЕЛЬНАЯ ДИАГРАММА ЦЕН НА РОБОТИЧЕСКУЮ СВАРОЧНУЮ МАШИНУ DAIHEN
Получите сравнительную таблицу стоимости, максимального объема деталей и других характеристик каждой безрецептурной системы DAIHEN.
Как выбрать метод сварки
Сварка — это метод соединения двух металлических частей. Во многих случаях эта связь может быть прочнее, чем основной материал. Процесс сплавления двух отдельных кусков металла требует, чтобы основной металл расплавился и соединился. В старых методах металл нагревался с помощью паяльной лампы до тех пор, пока основные детали не достигали температуры плавления. В новых методах для выработки необходимого тепла используются электрические дуги. Электрод — плавящийся и заряженный положительно или отрицательно в зависимости от характера сварного шва — проходит к заготовке. Существует множество методов сплавления металлов с помощью сварки, и выбор правильного метода имеет решающее значение. Вот различные методы сварки и их применение:
В старых методах металл нагревался с помощью паяльной лампы до тех пор, пока основные детали не достигали температуры плавления. В новых методах для выработки необходимого тепла используются электрические дуги. Электрод — плавящийся и заряженный положительно или отрицательно в зависимости от характера сварного шва — проходит к заготовке. Существует множество методов сплавления металлов с помощью сварки, и выбор правильного метода имеет решающее значение. Вот различные методы сварки и их применение:
SAW — дуговая сварка под флюсом
SAW включает в себя сварку соединения с использованием электрической дуги в слое флюса. В этом процессе, в основном автоматизированном, используется медленно подаваемая присадочная проволока вдоль стыка под флюсом. Благодаря флюсу, покрывающему дугу и проволоку, получаются качественные сварные швы; риск разбрызгивания сводится на нет большим присутствием флюса. Применение SAW включает:
- Производство толстолистового проката
- Сосуды и резервуары под давлением, узлы, ядерные реакторы
GMAW — Дуговая сварка металлическим газом
GMAW, более известная как MIG Welding . MIG означает металлический инертный газ. Расходуемая проволока подается автоматически через пистолет, а аргон одновременно действует как защитный агент. Этот вид сварки используется в:
MIG означает металлический инертный газ. Расходуемая проволока подается автоматически через пистолет, а аргон одновременно действует как защитный агент. Этот вид сварки используется в:
- Ремонт и восстановление
- Трубы
GTAW — Дуговая сварка вольфрамовым электродом в газе
GTAW более известна как Сварка TIG . Самый точный и трудоемкий метод сварки TIG заключается в том, что сварщики вручную подают проволоку в дугу, генерируемую неплавящимся вольфрамовым электродом, помещенным в распылитель аргона, такой как MIG. Вольфрамовый электрод не плавится при сильном нагреве, что облегчает точность ручной подачи проволоки. Из-за характера кормления с рук этот метод требует высокого уровня навыков и применяется только в особых случаях. Приложения GTAW включают:
- Изделия из нержавеющей стали, алюминия, магния, медных сплавов
- Аэрокосмическая промышленность
- Применение в трубопроводах
SMAW — Дуговая сварка защищенным металлом
SMAW, более известная как дуговая сварка, является наиболее широко используемым методом. Расходуемый электрод в форме стержня покрывается флюсом для создания дуги и расплавления наполнителя между заготовками, в конечном итоге сплавляя их вместе. Области применения этого типа сварки включают:
Расходуемый электрод в форме стержня покрывается флюсом для создания дуги и расплавления наполнителя между заготовками, в конечном итоге сплавляя их вместе. Области применения этого типа сварки включают:
- Строительство
- Сосуды под давлением, резервуары, котлы, корабли
FCAW — сварка с флюсовым сердечником
FCAW — это разновидность сварки MIG. Этот тип сварки представляет собой процесс с подачей проволоки с использованием электрода, отличного от MIG. Из всех процессов ручной сварки FCAW является наиболее производительным процессом и дает сварщикам возможность выполнять один проход по толстому стальному листу, проплавляя обе стороны. Основное применение FCAW:
- Судостроение
PAW — плазменная дуговая сварка
PAW — это процесс, в котором используется плазменный газ, нагретый до чрезвычайно высоких температур, а затем ионизированный, чтобы стать электропроводным. Плазма передает электрическую дугу на заготовку, расплавляя и сплавляя металлы.