Какую сварку выбрать – Дуговая или полуавтомат
- Главная >
- Блог >
- Какую сварку выбрать – Дуговая или полуавтомат
13.09.2022
Сварка
Время чтения: 10 минут
Редакция сайта VT-Metall
Сохранить статью:
Вопросы, рассмотренные в материале:
- Каковы принципы работы дуговой сварки
- Что собой представляет сварка полуавтоматом
- Насколько критичен для ручной сварки состав и диаметр электродов
- Какая сварка лучше – дуговая или полуавтомат
Какая сварка лучше: дуговая или полуавтомат? Об этом часто спрашивают те, кто обращаются к специалистам за помощью в сварочных работах. Однако здесь нет единого ответа, ведь у всех сварочных методов есть свои достоинства и недостатки – им и посвящена эта статья.
Как работает дуговая сварка
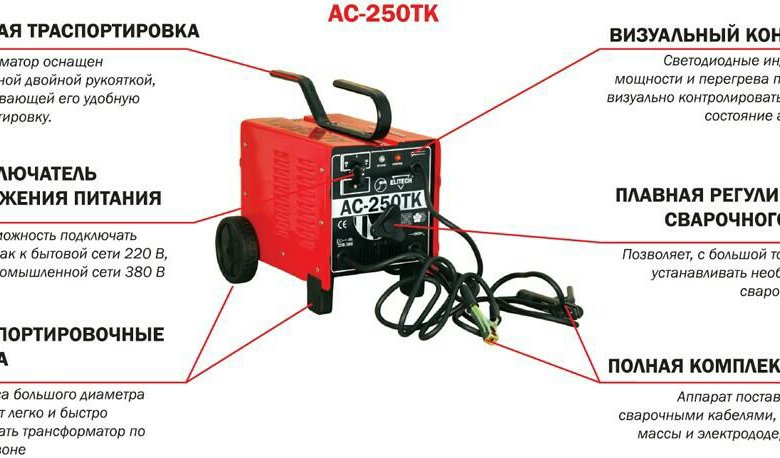
Прежде чем отвечать на вопрос о том, какая сварка лучше – ручная дуговая или полуавтомат, нужно понять принципы действия этих способов. Для ручной дуговой сварки применяют плавящиеся и неплавящиеся электроды. Металл плавится электрической дугой, что полностью соответствует названию. За счет плавления материалы заготовки и электрода смешиваются, а качество шва зависит от химического состава металлов и такого показателя, как свариваемость. Немаловажную роль также играют диаметр, химический состав и тип электрода.
Также при дуговой сварке специалист сам устанавливает необходимый режим работы в соответствии с толщиной металла и длиной шва. Режим зависит от длины сварочной дуги, плотности и силы тока. При соединении толстых металлических листов используют несколько подходов, тогда как тонкие допускается соединять внахлест.
Сваривание дуговым аппаратом производится вручную, за счет чего повышается эффективность работы, а также достигаются такие преимущества, как:
- простое использование и обслуживание оборудования;
- научиться азам дуговой сварки под силу любому;
- соединение металлических элементов может происходить в разных положениях: снизу, сверху, под углом, сбоку;
- за счет согнутого электрода удается накладывать шов даже на труднодоступных участках;
- технология подходит для работы с большим количеством металлов.


Однако прежде чем решить, какая сварка лучше – дуговая или полуавтомат, нужно назвать и минусы первого подхода:
- испускаемое дуговым аппаратом электромагнитное излучение вредно для человека;
- качество швов непосредственно зависит от навыков специалиста, выполняющего их;
- сниженные КПД и показатель производительности относительно других подходов.
Все названное приводит к тому, что дуговая сварка используется при таких работах, как:
- соединение деталей и арматурных сеток;
- возведение прочных арматурных каркасов и сеток;
- скрепление стержней, монтаж конструкций из железобетона;
- подготовка арматуры без специальной стыковочной аппаратуры.
Аппараты дуговой сварки позволяют производить работы под любым углом, вне зависимости от сложности доступа. Этот способ считается универсальным, так как подходит для соединения элементов из цветных и черных металлов толщиной не менее 3 мм. Стоит оговориться, что дуговая система, как и полуавтомат, может использовать и при работе с более тонкими изделиями, но в этом случае понадобятся не только особые навыки сварщика, но и специализированные электроды.
Стоит оговориться, что дуговая система, как и полуавтомат, может использовать и при работе с более тонкими изделиями, но в этом случае понадобятся не только особые навыки сварщика, но и специализированные электроды.
На качество шва влияют следующие свойства металла:
- химический состав;
- показатель свариваемости, который включает в себя показатель склонности к образованию швов, изменения металла при сварке, пр.
При выборе электрода обязательно учитывают его:
- диаметр;
- химический состав;
- вид.
Еще одна особенность, влияющая на качество шва, – это режим сварки. При его выборе немаловажную роль играют:
- длина сварочной дуги;
- сила, плотность тока.
Способ дуговой сварки выбирают, исходя из толщины металла и длины шва, поэтому:
- толстый металл сваривают в несколько подходов;
- тонкую сталь соединяют внахлест, причем проплавление металла производится через верхний лист, либо встык – тогда между кромками соединяемых деталей прокладывают еще одну стальную полоску.
Если речь идет о работе на трубопроводе, то способы дуговой сварки зависят от пространственного положения шва, а также типа стыка, который может быть поворотным или неповоротным.
Прежде чем приступать к ручной дуговой сварке изделий, подготавливают кромки: их очищают при помощи растворителей, газокислородного пламени и кислот от масел, грязи, ржавчины и других загрязнений. Также возможна и механическая зачистка.
Что собой представляет сварка полуавтоматом
Действие полуавтомата основано на том, что переменный ток из электрической сети преобразуется в постоянный. Для этого в системе предусмотрены специальный модуль, высокочастотный трансформатор и несколько выпрямителей.
Оговоримся, что сегодня существуют и более современные полуавтоматы, оснащенные блоком для регулировки коэффициента мощности в автоматическом режиме. Данный блок синхронизирует напряжения рабочих токов по синусоидам, в результате чего элементы соединяются максимально стабильно и качественно.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Обработка металлических изделий при помощи инвертора-полуавтомата производится за счет непрерывной подачи электродной проволоки к месту горения электродуги с неизменной скоростью. В случае работы с полуавтоматом эта область обязательно защищается от внешних воздействий посредством газа – чаще всего используют углекислый газ, аргон. В результате удается получить безупречный по прочности шов, в котором содержится минимальная доля шлаков. Дело в том, что из-за газа при работе с полуавтоматом атмосферный воздух не может вступить в реакцию с разогретым металлом.
Процесс сварки инверторным полуавтоматом управляется при помощи микропроцессора, он отслеживает рабочие характеристики системы. Если фиксируются отклонения важных параметров, работа оборудования тут же корректируется.
Однако это не все достоинства использования полуавтомата, также стоит назвать следующие:
- небольшая масса полуавтомата – современная система, предназначенная для любителей, весит 5-6 кг, профессиональные установки всегда тяжелее;
- большое количество дополнительных функций, таких как защита от перепадов напряжения, встроенные измерительные приборы, автоматическая остановка и поддержание электродуги в горящем состоянии, защита от чрезмерного нагрева, пр.;
- плавная регулировка рабочего напряжения в зависимости от силы тока;
- встроенное в инвентор-полуавтомат вентилирующее устройство;
- точная настройка тока, что важно при соединении элементов из различных материалов.
Все современные полуавтоматы, в отличие от дуговых аппаратов, имеют очень высокий КПД, даже когда речь идет о недорогих моделях китайского производства. Также немаловажно, что при сварке не происходит разбрызгивание кипящего металла – появляются только небольшие брызги, которые не способны вызвать наплывы на соединенных поверхностях и другого рода дефекты.
В инверторах-полуавтоматах проволока подается равномерно, с постоянной скоростью. Этого эффекта не способен добиться даже самый опытный специалист, занимающийся дуговой сваркой.
Немаловажно, что инверторы подходят для работы со штучными электродами различного сечения. А если в полуавтомате есть вентильная горелка, то с его помощью можно выполнять даже аргонодуговую сварку.
Все перечисленные достоинства объясняют, почему инверторы-полуавтоматы считаются универсальными сварочными системами. Немаловажно, что они одинаково справляются как с крупными конструкциями, так и с заготовками из тонких листов металла, чего нельзя сказать об устройствах для ручной дуговой обработки.
Сегодня полуавтоматы широко применяются в экстремальных условиях, например, во время спасательных, аварийных, профессиональных монтажных, строительных работ, ремонта разного рода строений. Однако многие покупают инверторы для использования в быту – это стало возможно после снижения цены на такое оборудование.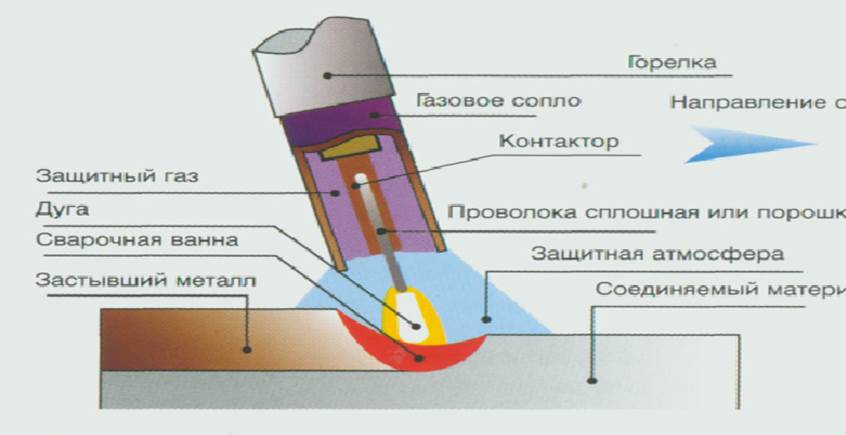
Какая сварка лучше: дуговая или полуавтоматическая
Вопрос о том, какая сварка лучше дуговая или полуавтомат, сразу отпадает, как только становится ясно, что эти два вида используются для разных работ:
- Дуговая сварка не подходит, если нужно соединить элементы кузова автомобиля – в теории это возможно, но слишком сложно.
- Для кузовных работ выбирают не дуговой аппарат, а полуавтомат, так как сила тока в этом случае оптимальна для работы с тонким металлом.
- Полуавтомат справляется с цветными и тугоплавкими металлами, тогда как дуговая сварка не дает возможности наварить шов на меди или алюминии. При этом качественный прибор для дуговой сварки не заменить ничем, если идет работа с черными металлами. А его обслуживание, даже с учетом всех необходимых расходников, обходится гораздо дешевле, чем содержание аналогичных полуавтоматов.
- Полуавтомат необходим, если нужно быстро и крепко соединить пару элементов. Такой вид сварки, как автоматический, применяется во всех сферах промышленности, ведь он позволяет работать с любыми металлами различной толщины.
- Полуавтомат отличается повышенным КПД по сравнению с дуговой сваркой, при этом требует небольших материальных затратах.

Прежде чем приступать к сварке полуавтоматом, начинающий специалист должен освоить как теорию, так и практику, поскольку эти две составляющие тесно связаны между собой.
Повторим, что невозможно выбрать только один аппарат, отвечая на вопрос о том, какая сварка лучше – дуговая или полуавтомат, если не учитывать цели приобретения устройства. Четко представляя план работ, вы сможете купить действительно хорошее устройство за разумную сумму.
В первую очередь выберите, для чего вы будете использовать сварочную технику:
- в быту, если требуется не больше 20–30 минут непрерывной работы;
- в профессиональной работе, когда аппарат должен постоянно использоваться в течение 8 часов, то есть одной смены;
- в промышленности, если необходима трехсменная работа.

Одной из основных характеристик устройства для сварки полуавтоматом специалисты называют продолжительность включения, то есть длительность бесперебойной, непрерывной работы оборудования относительно общего времени использования. Высокий уровень данного показателя свидетельствует об эффективности аппарата. При выборе важно изучить все характеристики устройства, тип обмотки и другие особенности.
Также стоит принимать во внимание ток сварки, поскольку он бывает:
- переменным, если речь идет о дуговой сварке;
- постоянным;
- переменно-постоянным.
Оговоримся, что устройства, работающие с переменно-постоянным током, отличаются доступной ценой, универсальностью.
Также все сварочные аппараты делятся на типы по числу рабочих фаз:
- однофазные, подключаются к источнику электроэнергии в 220 В;
- трехфазные, эксплуатируемые на производстве;
- универсальные, которые работают от одной или трех фаз.
Еще один ключевой показатель – мощность устройства. Более мощные сварочные системы легко режут и сваривают толстые материалы, но при этом они потребляют немало электроэнергии. В зависимости от КПД, мощность полуавтомата в большей или меньшей степени отличается от значения данного параметра.
Не менее важно проверить напряжение холостого хода. При высоком значении этого показателя от устройства можно добиться быстрого, легкого и стабильного образования дуги. Для трансформаторных аппаратов хватает 50–55 В напряжения, если речь идет об инверторах, то 90 В, а для полуавтоматов – 40 В.
Кроме того, необходимо учитывать значения сварочных токов, ведь именно на их основе выбирают электроды. Самые высокие показатели в этом случае нужны, если планируются масштабные работы с изделиями большой толщины.
Выбор степени защиты
Вне зависимости от типа, сварочные аппараты не терпят пыли, повышенной влажности, температуры, внешних механических воздействий. Поэтому устройство должно обладать высокой степенью защиты, в соответствии с международной системой классификации IEC_60529. Чаще всего можно встретить класс защиты IP 21, где «2» говорит о том, что аппарат защищен от попадания внутрь любых предметов (если их размеры больше 12,5 мм), а «1» – это свидетельство защиты от вертикального проникновения влаги, капель.
Поэтому устройство должно обладать высокой степенью защиты, в соответствии с международной системой классификации IEC_60529. Чаще всего можно встретить класс защиты IP 21, где «2» говорит о том, что аппарат защищен от попадания внутрь любых предметов (если их размеры больше 12,5 мм), а «1» – это свидетельство защиты от вертикального проникновения влаги, капель.
Если требуется более высокий класс защиты, лучше отдать предпочтение IP 23. В этом случае аппарат защищен от брызг под углом 60° относительно вертикальной плоскости, то есть устройство может эксплуатироваться даже под дождем, хотя производители и опытные сварщики настоятельно не рекомендуют работать в таких условиях.
Если говорить о защите от нагрева, выделяют такие классы:
- Н, предполагает устойчивость до 180°;
- F – устойчивость до 155°;
- В, выдерживает до 130°.
Часто можно встретить современные сварочные аппараты, снабженные защитой от перегрева, что упрощает работу, ведь при необходимости устройство отключается. А значит, не допускается его нагрев до критического уровня.
А значит, не допускается его нагрев до критического уровня.
Читайте также
28.02.2023
Плавление латуни в различных условиях
Подробнее
27.02.2023
Пассивация: способ защиты от коррозии
Подробнее
24.02.2023
Пайка металлов: описание технологии
Подробнее
22.02.2023
Охлаждение при закалке металла: принципы и методы
Подробнее
21.02.2023
Гальваника металла: способы и принципы
Подробнее
20.02.2023
Хонингование: как и для чего выполняется
Подробнее
17.02.2023
Полировка металла: технологии, инструменты, методы
Подробнее
15.02.2023
Для чего нужен гидравлический пресс: виды, сферы применения
Подробнее
Как правильно выбрать сварочный полуавтомат?
Автор На чтение 6 мин Просмотров 431 Опубликовано
Основное преимущество сварочного полуавтомата — это универсальность. Его можно использовать не только для сварки обычной углеродистой стали, но и для чугуна, нержавейки, алюминия и других цветных металлов. На современном рынке строительных электроинструментов представлено огромное количество данных агрегатов, которые отличаются между собой эксплуатационными характеристиками, функциональностью и ценой. Поэтому далее будет рассмотрено, как выбрать сварочный полуавтомат.
Схема устройства сварочного полуавтомата.Содержание
- Принцип работы сварочного полуавтомата
- Классификация сварочных полуавтоматов
- Как выбрать сварочный полуавтомат по характеристикам?
- Рекомендации по выбору сварочного автомата
Принцип работы сварочного полуавтомата
Метод полуавтоматической сварки в защитной газовой среде достаточно нов, но уже успел получить широкое распространение благодаря целому ряду преимуществ:
- точечная зона нагрева, благодаря чему соседние элементы конструкции практически не подвергаются тепловому воздействию при сварочных работах;
- снижается повреждение лакокрасочного покрытия в околосварочной области и отпадает необходимость тепловой изоляции данной зоны;
- быстрое плавление электрода, что позволяет быстро проводить сварку.

Данный тип сварки широко используется при строительных работах, кузовном ремонте на СТО, а также в других областях производства.
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.Применяя полуавтоматическую сварку, можно получить прочный и качественный шов даже при соединении металлических листов различной толщины.
С ее помощью можно выполнить одностороннюю сварку, когда доступ к другой детали затруднен. При этом качество соединительного шва не снижается даже при возникновении между листами воздушных зазоров.
Сварочный аппарат полуавтоматического типа выполняет свою работу с помощью проволоки в газовой среде. В процессе сварки в сварочную зону подается электродная проволока. Газ, поступающий в эту же зону, защищает металл от воздействия воздуха. Защитный газ может быть активным (углекислый газ) или инертным (гелий, аргон). Первый вид получил название MAG (Metal Active Gaz), а второй — MIG (Metal Inert Gaz).
Вернуться к оглавлению
Классификация сварочных полуавтоматов
Перед тем как выбрать сварочный аппарат, следует определиться с условиями его работы:
- для каких целей будет использоваться агрегат;
- какие требования будут предъявляться к качеству сварного шва;
- какой металл будет свариваться;
- интенсивность эксплуатации устройства и объем сварочных работ;
- основные характеристики питающей сети;
- какая требуется длина сварочных швов.
Первым делом нужно определиться с предназначением сварочной установки. Полуавтоматы подразделяются на бытовые, полупрофессиональные и профессиональные. Такое разделение в основном зависит от продолжительности бесперебойной работы устройства и рабочего тока. Сварочный аппарат для хозяйственных нужд может выдавать ток до 200 А, полупрофессиональный — до 300 А, профессиональный — более 300 А.
Бытовые полуавтоматы не рассчитаны на продолжительную непрерывную работу, поэтому для профессионального использования они не подходят.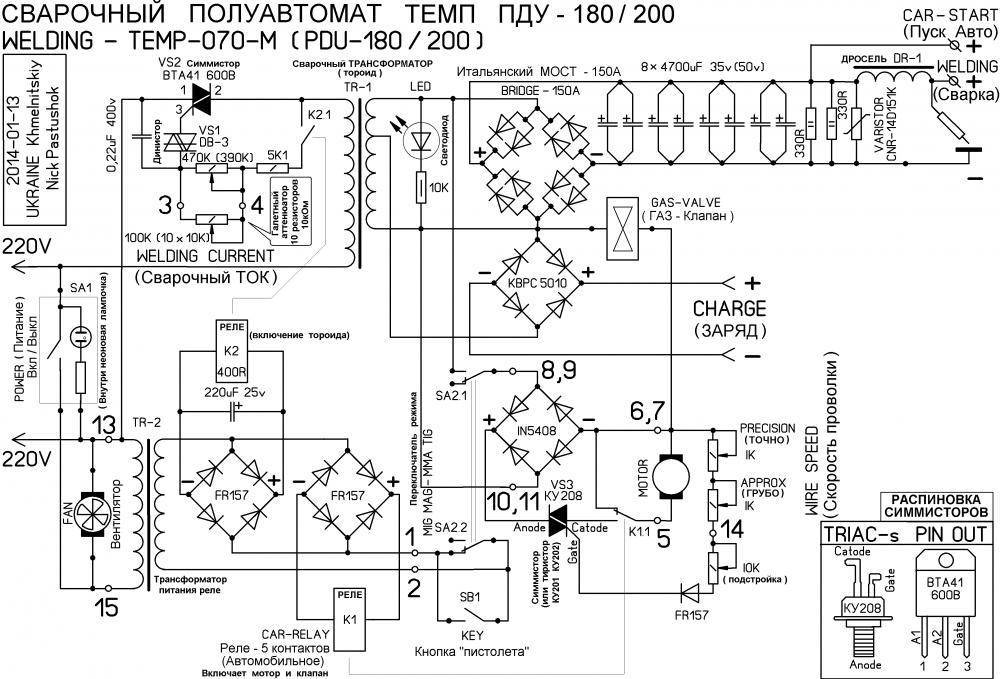 Такие устройства подключаются к стационарным однофазным сетям напряжением 220 В. Они рассчитаны на использование электродной проволоки диаметром до 1 мм (алюминий), 0,9 мм (порошок) и 0,8 мм (сталь). Среди этого класса можно выделить такие полуавтоматы, как «Контур-205», «Контур-165», «БАРС» и др.
Такие устройства подключаются к стационарным однофазным сетям напряжением 220 В. Они рассчитаны на использование электродной проволоки диаметром до 1 мм (алюминий), 0,9 мм (порошок) и 0,8 мм (сталь). Среди этого класса можно выделить такие полуавтоматы, как «Контур-205», «Контур-165», «БАРС» и др.
Полупрофессиональные аппараты являются устройствами небольшой мощности, в которых применяются комплектующие детали высокого качества, обеспечивающие большой срок эксплуатации агрегата.
Полуавтомат используется для сварки деталей машины.Профессиональные сварочные аппараты в основном требуют наличия трехфазного питания напряжением 380 В. Они обладают продолжительным режимом работы на номинальном токе. Их конструкция позволяет использовать электродную проволоку диаметром от 0,8 до 1,6 мм. Высокое качество комплектующих и сборки обеспечивает большой ресурс работы устройства (до 7 лет). К этому классу стоит отнести такие модели, как ALF-400 Synergy, ALF-250, ПДГ-303 и др.
Кроме данной классификации, сварочные полуавтоматы также делятся на инверторные, трансформаторные и выпрямительные. Первый тип имеет преимущество перед остальными в удобстве работы и качестве сварного шва. Благодаря высокоточной регулировке рабочего тока у них стабильнее горит дуга, присутствует термостатическая защита от перегрузок, имеется система горячего старта и функция антиприлипания электрода. Инверторы намного легче обычных сварочных аппаратов и имеют меньшие габариты. Поэтому, если позволяет финансовое положение, предпочтение лучше отдать именно данному виду сварочных аппаратов.
Первый тип имеет преимущество перед остальными в удобстве работы и качестве сварного шва. Благодаря высокоточной регулировке рабочего тока у них стабильнее горит дуга, присутствует термостатическая защита от перегрузок, имеется система горячего старта и функция антиприлипания электрода. Инверторы намного легче обычных сварочных аппаратов и имеют меньшие габариты. Поэтому, если позволяет финансовое положение, предпочтение лучше отдать именно данному виду сварочных аппаратов.
Вернуться к оглавлению
Как выбрать сварочный полуавтомат по характеристикам?
К основным характеристикам полуавтоматов относятся:
Схема полуавтомата для сварки алюминия.- номинальный рабочий ток;
- напряжение питающей сети;
- продолжительность включения.
Номинальный сварочный ток является основным параметром любого сварочного аппарата. Он определяет такое значение рабочего тока, при котором устройство не будет нагреваться выше допустимых значений. Номинальный ток также определяет максимальную толщину свариваемого металла и диаметр электродной проволоки. Например, если необходимо сварить металл толщиной 5 мм, то достаточно будет приобрести аппарат со сварочным током 180-200 А. При этом следует применять проволоку диаметром 0,8-1,0 мм. При выборе сварочного аппарата рекомендуется иметь некоторый запас по току (около 50 А). Это позволит осуществлять сварочные работы на неноминальном значении тока, не боясь перегрева агрегата.
Например, если необходимо сварить металл толщиной 5 мм, то достаточно будет приобрести аппарат со сварочным током 180-200 А. При этом следует применять проволоку диаметром 0,8-1,0 мм. При выборе сварочного аппарата рекомендуется иметь некоторый запас по току (около 50 А). Это позволит осуществлять сварочные работы на неноминальном значении тока, не боясь перегрева агрегата.
Параметры питающей сети определяют тип сварочного аппарата не только по напряжению, но и по профессиональному предназначению. Если у вас однофазная сеть напряжением 220 В, то необходимо выбирать соответствующий сварочный агрегат. Если вы имеете возможность подключиться к трехфазной сети напряжением 380 В, то покупать можно как однофазные, так и трехфазные полуавтоматы. При этом выбор лучше сделать в пользу вторых, так как они равномерно загружают все фазы и не создают перекоса фаз. При этом процесс сварки такими аппаратами намного стабильнее, а в результате получается более качественный шов.
https://moyakovka.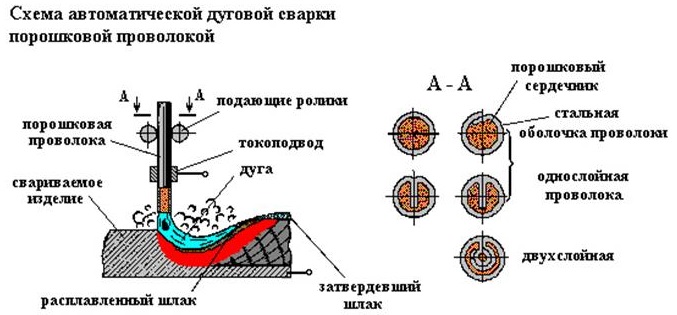 ru/youtu.be/NopfUuLBbRo
ru/youtu.be/NopfUuLBbRo
Разбивать работу сварочного аппарата принято циклами по 10 мин. Например, если в паспорте на установку указано, что продолжительность включения (ПВ) равна 50% 200 А, то это значит, что производить сварку можно 5 мин при силе тока в 200 А, а остальные 5 мин аппарат должен остывать. Для сварки в непрерывном режиме нет необходимости в 100% ПВ. Доказано, что из-за необходимости технологических остановок продолжительность полуавтоматической сварки не превышает 60%. Поэтому достаточно покупать сварочный автомат с ПВ 60%.
Вернуться к оглавлению
Рекомендации по выбору сварочного автомата
- Если при сварке нет необходимости в получении высококачественного сварного шва, а аппарат будет работать в 3 смены в жестких условиях, то желательно приобрести традиционный трансформаторный полуавтомат.
- Ремонт трансформаторных аппаратов в большинстве случаев дешевле, чем ремонт сварочных устройств инверторного типа.
- Инверторы очень боятся пыли, поэтому его нужно чистить чаще других аппаратов.
- Инверторные агрегаты не любят низких температур, поэтому эксплуатировать такие устройства не рекомендуется при отрицательных температурах.

Перед тем как приобрести сварочный полуавтомат, поинтересуйтесь у продавца, как быстро он подготавливается к работе, удобно ли размещены все органы управления, какую длину имеет подающий рукав и др. Ознакомьтесь с комплектацией оборудования и количеством запасных элементов.
https://moyakovka.ru/youtu.be/qRo-sczdXZs
Не стоит оставлять без внимания и фирму-изготовитель. Большую надежность имеют сварочные аппараты западного производства, хотя они и имеют более высокую стоимость по сравнению с китайскими аналогами. Выбирая китайские агрегаты, останавливать свой выбор рекомендуется на известных и проверенных марках, имеющих европейские сертификаты качества.
Аппарат, как выбрать, лучшие модели
Сварка МИГ/МАГ отличается повышенной производительностью и непрерывными соединениями. Качество шва зависит от характеристик аппарата и навыков сварщика, но на удобство процесса влияет и горелка сварочного полуавтомата, поэтому ее необходимо правильно подобрать. Мы обсудим устройство и виды горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Мы обсудим устройство и виды горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Подбор товара осуществлялся на основании отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети Интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке определенных товаров. Статья носит ознакомительный характер.
Горелка газовая в сборе с гильзой
Для понимания выбора комплектующих рассмотрим горелочное устройство полуавтомата, что поможет понять, на какие элементы приходится наибольшая нагрузка при работе.
1. Насадка коническая.
2. Текущий наконечник.
3. Держатель наконечника.
4. Газораспределитель.
5. Мундштук.
6. Кнопка.
7. Рычаг.
8. Соединительная пружина
9. Коаксиальный кабель.
10. Соединительная пружина
11. Коробка для воздушного охлаждения.
12. Винт.
13. Центральный коллектор.
14. Гайка.
Горелочное устройство с водяным охлаждением.
Разновидности газовых горелок
Полуавтоматические горелки различаются прежде всего по максимально допустимому току. Это зависит от того, какую толщину металла они смогут сварить (в сочетании с мощностью полуавтомата). Различают бытовые и полупрофессиональные горелки с показателем 150-180 А. Далее идут комплектующие на 200-250 А. В крупных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
Еще есть горелки для работы за сварочным столом (сварочный рукав полуавтомата короткий – 2-3 м), и горелки для сборки объемных конструкций в цеху (длина шланг-пакета 4-5 м).
Последнее отличие заключается в типе охлаждения, которое бывает воздушным и жидкостным. В первом случае тепло уходит в воздух, а изнутри дополнительно производится продувка газа. Во втором случае горелка имеет подающий и обратный канал для циркуляции жидкости, которая осуществляется от насоса.
Горелка с водяным охлаждением.
Тип охлаждения влияет на продолжительность и стоимость товара.
Как выбрать газовую горелку и сварочную муфту для полуавтомата
При выборе модели учитывайте следующие шесть факторов.
Ограничение максимального сварочного тока
Этот параметр должен соответствовать характеристикам устройства. Если ваш полуавтомат выдает 300 А, то показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такое значение, но это ограничит возможности аппарата.
Длина рукава
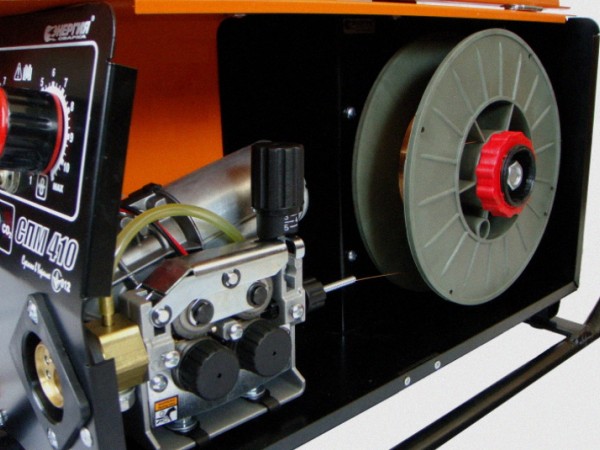
Рукава могут быть длиной от 2 до 8 м. Чем больше шланг-пакет, тем маневреннее сварочный аппарат. Но в этом случае требуется надежный четырехроликовый механизм подачи.
Чем больше шланг-пакет, тем маневреннее сварочный аппарат. Но в этом случае требуется надежный четырехроликовый механизм подачи.
Четырехроликовый полуавтоматический механизм подачи проволоки.
Также важно следить, чтобы канал не перекручивался, иначе провод начнет «буксовать». Для работы в гараже или во дворе частного дома достаточно 2-3м. В мастерской желательно иметь запас 4-5 м.
Метод охлаждения
Если собирать каркасы теплиц, беседок, дверей, ворот, то много времени уходит на подготовку деталей, чистку, обрезку. Длина швов в таких конструкциях не превышает 10 см. Достаточно горелки с воздушным типом охлаждения, которая успеет остыть, пока ведутся другие работы. При непрерывной сварке длинными швами необходимо водяное охлаждение, иначе пострадает производительность.
Разъем горелки
Имеются невстроенные горелки, которые невозможно отключить от устройства. В случае раздельного исполнения чаще всего используется разъем ЕВРО, который также имеет маркировку КЗ-2.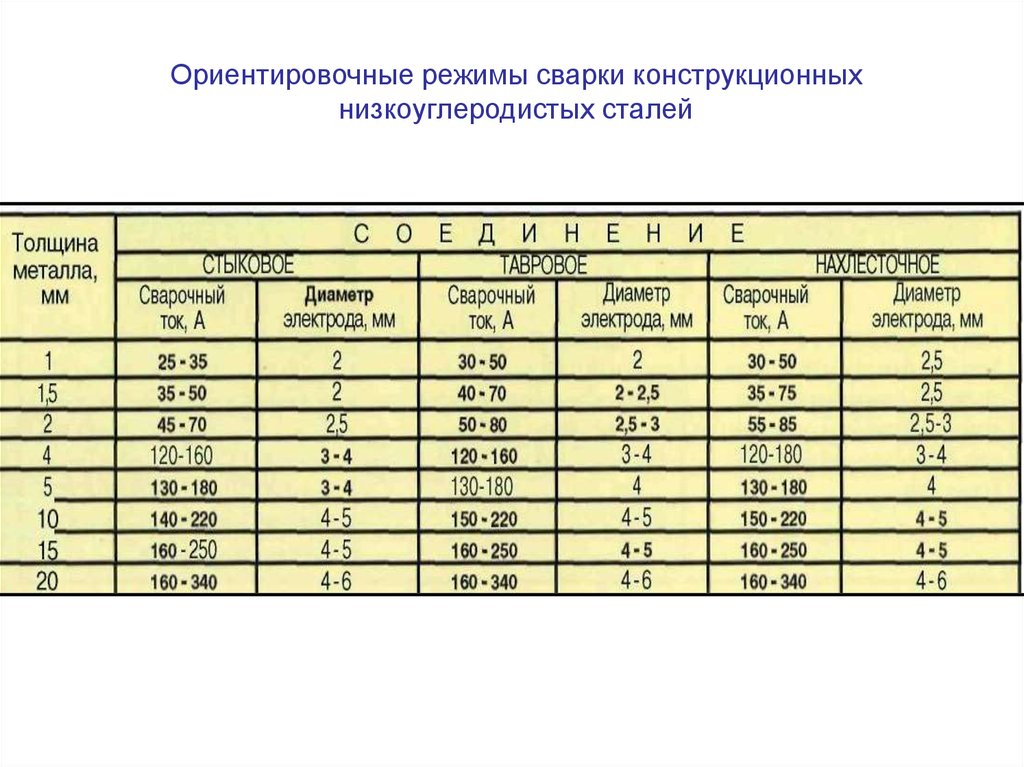 Если у вас есть полуавтомат с таким вводом, то вам подойдет любая горелка с евровилкой.
Если у вас есть полуавтомат с таким вводом, то вам подойдет любая горелка с евровилкой.
Евроразъем для подключения горелки к полуавтомату.
На некоторых моделях есть разъем PDG-309. Тогда нужно искать именно такое обозначение для замены оснастки.
Соединитель PDG 309.
Тип и размер проволочного канала
Тип канала стальной и тефлоновый. Первый используется для сплошной и полой проволоки при сварке нержавеющих сталей и черных металлов. Второй подходит для нарезания резьбы алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала выбирается исходя из сечения провода и составляет 0,6-1,6 мм.
Эргономика
Чем естественнее ложится горелка в руку, тем меньше сварщик будет уставать при длительной работе. Для этого на ручке должны быть вырезы, пусковая кнопка должна располагаться ниже и точно под указательным пальцем, передний вынос предназначен для предотвращения соскальзывания. Резиновые вставки способствуют надежному захвату.
Эргономичная ручка сварочной горелки для полуавтомата.
Правила эксплуатации и ухода
Чтобы с грелкой было удобно готовить, ее канал не должен быть перекручен или собран в петли. Это затрудняет проводку. Мундштук коллектора подбирается по диаметру добавки, подаваемой из змеевика. Со временем его внутреннее отверстие развивается и проволока начинает «гулять», что затрудняет контроль за формированием шва. В этом случае мундштук меняют на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно он забивается чешуей внутри, которую нужно очищать. Брызги металла прилипают снаружи, поэтому рекомендуется применять масляные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и насадки). Кабель-канал склонен к скоплению мусора и технической смазки из провода, поэтому раз в год его необходимо чистить, для чего выпускаются специальные приспособления.
Лучшие горелки для сварочных полуавтоматов
Если у вас нет полуавтомата с неразъемным соединением кабель-канала с корпусом, то такую горелку можно заменить на более удобную. Для покупки ищите продукт с обозначением вилки EURO. Он универсален и подходит к любому устройству с таким же разъемом. Покупать технику той же марки, что и ваш полуавтомат, не обязательно.
Для покупки ищите продукт с обозначением вилки EURO. Он универсален и подходит к любому устройству с таким же разъемом. Покупать технику той же марки, что и ваш полуавтомат, не обязательно.
Горелки 150-180 А
Если для соединения металла толщиной 0,8-7,0 мм используется сварочный полуавтомат, то достаточно горелки, рассчитанной на силу тока 150-180 ампер.
МИГ-150 БРИМА
Горелка полуавтоматическая от немецкого производителя. Оснащен эргономичной ручкой с несколькими вырезами, которые хорошо ложатся в ладонь сварщика. Кабель-канал может принять провод от 0,6 до 1,0 мм. Длина рукава 3 м, что достаточно для стационарного сварочного поста в цехе. Если варить на токе 150 А, то время включения будет 60%. Евроразъем оснащен выступающим тиснением, облегчающим подключение к сварочному аппарату. Аксессуар охлаждается воздухом снаружи и газом изнутри.
Горелка отличается удлиненным соплом, которое подходит для сварки на прямой и обратной полярности (менее греется). Также угол наклона гусака минимален, что позволяет вставлять его в трубы и сваривать в труднодоступных местах.
Также угол наклона гусака минимален, что позволяет вставлять его в трубы и сваривать в труднодоступных местах.
Фоксвелд 6068 МИГ-15
Это горелка от итальянского производителя. Подходит для полуавтоматической сварки как в защитных средах, так и в среде активных газов. Реализовано воздушное охлаждение. Максимальный ток допустим 180 А. В этом случае ПВ будет 40%. Аксессуар совместим с проволокой диаметром 0,6-1,0 мм. Но горелка весит 2,4 кг с кабель-каналом, так что на высоте вам придется держать ее второй рукой, чтобы не затягивать.
Модель примечательна длиной рукава 5 м. Это выгодно при работе с большими конструкциями — вам нужно будет реже перемещать устройство. Повышенная мобильность сварщика позволяет быстро переключаться с одного изделия на другое и даже работать попеременно на двух сварочных столах.
АВРОРА 12017 PRO MIG 15 ВОЗДУШНОЕ ОХЛАЖДЕНИЕ
У этой горелки сверху есть широкая резиновая накладка, чтобы она не выскальзывала из рук.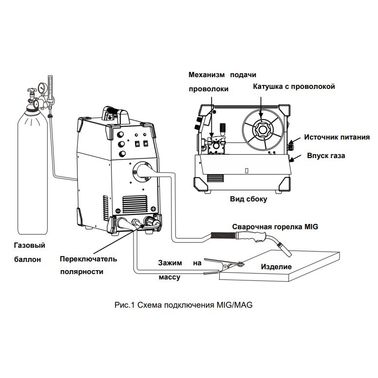 Место для спускового крючка отделено, чтобы туда не съезжали другие пальцы. Пакет шлангов тоньше, чем у других производителей, и легче. Длина канала 3 м, максимальный ток допустим до 180 А.
Место для спускового крючка отделено, чтобы туда не съезжали другие пальцы. Пакет шлангов тоньше, чем у других производителей, и легче. Длина канала 3 м, максимальный ток допустим до 180 А.
Судя по отзывам сварщиков, эту модель вполне удобно держать и работать по 6-8 часов каждый день. Он же и самый доступный. Если у вас есть сварочный полуавтомат известного бренда, которому требуется замена горелки, то вы сможете сэкономить без потери качества.
ФУБАГ 38440 ФБ 150
Горелка высшего качества от немецкого бренда. Имеет длину рукава 3 м и пропускает проволоку диаметром 0,6, 0,8 и 1,0 мм. Варить его можно на максимальном токе не выше 180 А, иначе он перегреется и расплавится. На насадке предусмотрено два рельефных кольца для удобного снятия наконечника.
Горелка дорогая, но очень удобная. Сварщики ценят его за эргономичность. Если вам нужно готовить по 6 часов каждый день, то с этим ваша рука будет меньше уставать. Кнопка нажимается очень легко одним пальцем. Резиновая накладка сверху предотвращает скольжение в руках.
Резиновая накладка сверху предотвращает скольжение в руках.
ВИКИНГ 95588016 МИГ 15АК-4м
В конце рейтинга мы разместили горелку австрийского бренда. У нее оптимальный рабочий ток 150 А, при котором время включения составляет 60%. Если необходимо, то кратковременно можно проводить сварку при 180 А, но с более длительными перерывами на охлаждение. Длина рукава 4 м повышает мобильность сварщика. Весит горелка с каналом 2 кг. Отличается от большинства других моделей расположением резиновой вставки внизу, что предотвращает соскальзывание пальцев.
Такое изделие подойдет там, где приходится часто менять положение и проваривать вертикальные, потолочные и угловые швы. Для предотвращения перегиба кабель-канала на входе в горелку и перед евроконнектором предусмотрены длинные пружинные вставки.
Какую горелку на 150-180 Решили купить?
Лучшие горелки на 200-250 А
При необходимости сварки деталей толщиной 10-20 мм необходимо увеличить силу тока на полуавтомате. Соответственно нужна горелка с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
Соответственно нужна горелка с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
МС 24 Сварог ICT2698
Горелка MIG для сварки в смесях углекислого газа и аргона. С газом MIX допустим ток 220 А, с углекислотой 250 А, в обоих случаях ПВ 60%. Шланг-пакет, судя по отзывам, достаточно гибкий. Его длина составляет 3 м. Горелка предназначена для воздушного охлаждения. Можно продеть проволоку от 0,8 до 1,2 мм. Общий вес изделия 2,7 кг. Наконечник массивный и прочный. Но длинное опережение мешает контролю сварочной ванны.
Данная модель интересна наличием противоскользящих накладок сверху и снизу на ручке. Такая конструкция особенно актуальна для работы на высоких конструкциях (чтобы не уронить) или в жарких условиях (на улице летом). Горелка также примечательна гусаком, покрытым медью, что снижает количество налипающих брызг от сварки.
БРИМА МИГ-250
Дополнительная горелка от немецкого бренда. Согласно отзывам, покупателям нравится товар по доступной цене. На рукояти нет резиновых накладок, но есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля 3 м. Диаметр проволоки 0,8, 1,0 и 1,2 мм. Максимальный ток не более 250 А. При таком показателе можно непрерывно готовить 6 минут, а затем дать остыть 4 минуты.
На рукояти нет резиновых накладок, но есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля 3 м. Диаметр проволоки 0,8, 1,0 и 1,2 мм. Максимальный ток не более 250 А. При таком показателе можно непрерывно готовить 6 минут, а затем дать остыть 4 минуты.
Обратите внимание на мощную пружину в основании коннектора и ручки. Она не допускает складки канала при сильном изгибе. Провод будет подаваться непрерывно. Провода, ведущие к кнопкам (петлям), останутся целыми, несмотря на частые перегибы втулки.
АВРОРА 12027 25 ВОЗДУШНОЕ ОХЛАЖДЕНИЕ
Надежная горелка для полуавтомата с проверенным качеством. Позволяет работать с проволокой диаметром до 1,2 мм. Обладает хорошей теплоотдачей и поддерживает полуавтоматическую сварку с силой тока 230 А. Сверху на рукоятке находится противоскользящая накладка. Гусак покрыт хромом, чтобы уменьшить прилипание брызг. Евроконнектор с высокими краями легко вставляется в розетку полуавтомата.
Модель примечательна длиной кабель-канала 5 м. Благодаря этому сварщик может обходить крупногабаритное изделие, не перевозя аппарат с баллоном. Такой гильзой практично сваривать металлоконструкции на нашей стройке.
Посмотреть видео о продукте
ФУБАГ 38443 ФБ 250
Продукт от немецкого производителя завершает рейтинг мощных горелок для полуавтомата. Горелка чрезвычайно удобна за счет анатомической формы и двух резиновых вставок. Угол гусака оптимален для минимального изгиба запястья. Серия рассчитана на максимальный ток 230 А. Можно установить тонкий провод 0,8 мм для сварки корпусов, а толстый провод 1,2 мм для соединения заготовок сечением до 20 мм.
Горелка имеет очень чувствительную кнопку пуска. Это помогает, когда полуавтомат используется для сборки ответственных конструкций, где требуется многократная прихватка. Нажимать на курок 1000 раз в день не утомляет. Гибкий стыковочный элемент в основании обеспечивает мобильность гибочной горелки для сварки в различных пространственных положениях.![]()
Какую горелку за 200-250 А вы решили купить?
Вам будет интересно
Автоматизированная сварка — Tec-Option
Инновации в технологии привели к значительному прогрессу в автоматизированных методах сварки. Автоматизированная сварка, в том числе роботизированная сварка, обеспечивает множество ценных преимуществ, таких как повышенная точность и безопасность, а также сокращение времени выполнения проекта. Многие отрасли промышленности считают, что автоматическая сварка необходима для их работы. Транспортный и автомобильный секторы, в частности, приветствуют технологические достижения в сварке как ключевой метод повышения производительности, и число компаний, внедряющих автоматизированные сварочные решения, постоянно растет.
Автоматизированная сварка — это общий термин, который охватывает несколько сварочных процессов, в которых используется оборудование, способное работать без оператора. Автоматизированные сварочные аппараты используют компьютерные программы для сварки материалов таким образом, чтобы свести к минимуму время обработки и повысить эффективность производства. Роботизированная сварка — это тип автоматизированной сварки, который используется для выполнения сложных сварных швов с использованием робота-манипулятора с несколькими осями.
Автоматизированные сварочные аппараты используют компьютерные программы для сварки материалов таким образом, чтобы свести к минимуму время обработки и повысить эффективность производства. Роботизированная сварка — это тип автоматизированной сварки, который используется для выполнения сложных сварных швов с использованием робота-манипулятора с несколькими осями.
Автоматическая и ручная сварка
Хотя и автоматическая, и ручная сварка соединяют отдельные материалы с использованием тепла и давления, существуют определенные ситуации, когда один метод предпочтительнее другого. Ручная сварка оптимальна для проектов, где необходимо быстро использовать несколько способов сварки. Опытный сварщик может менять стили сварки и адаптироваться к нестандартным ситуациям легче, чем робот. Ручная сварка также требует рабочего для загрузки и выгрузки заготовки.
Однако автоматизированная сварка выполняется роботами без необходимости ручного вмешательства. Процессы роботизированной сварки выполняются быстрее, чем ручные методы, и могут обеспечивать высокую производительность и исключительную точность. Как для ручной, так и для автоматической сварки требуются профессиональные сварщики, поскольку операторы роботов-сварщиков необходимы для программирования роботов. Большинство операторов роботизированной сварки должны получить профессиональную сертификацию, чтобы обеспечить правильное понимание того, как программировать машины и выполнять проекты экономично и быстро.
Как для ручной, так и для автоматической сварки требуются профессиональные сварщики, поскольку операторы роботов-сварщиков необходимы для программирования роботов. Большинство операторов роботизированной сварки должны получить профессиональную сертификацию, чтобы обеспечить правильное понимание того, как программировать машины и выполнять проекты экономично и быстро.
При автоматизированной сварке робот, способный двигаться во всех трех измерениях, используется для выполнения всех аспектов процесса сварки, от позиционирования материалов до завершения самого сварного шва и даже очистки. На выбор предлагается несколько типов роботов, включая прямолинейные и шарнирные модели. Каждый из них предлагает разную степень контроля движения.
Все типы роботов оснащены устройством подачи проволоки, которое подает присадочную проволоку в зону, где создается сварной шов. На конце руки робота находится горелка, способная генерировать тысячи градусов тепла. Робот размещает наполнитель проволоки на месте, а затем расплавляет его, создавая сварной шов. Если металл разбрызгивается во время этого процесса, робот может быть запрограммирован так, чтобы обнаруживать это и быстро очищать его до того, как он затвердеет. Он даже может очищать металл от собственных рук.
Если металл разбрызгивается во время этого процесса, робот может быть запрограммирован так, чтобы обнаруживать это и быстро очищать его до того, как он затвердеет. Он даже может очищать металл от собственных рук.
Сертифицированные операторы играют важную роль в автоматизированном процессе сварки. Американское общество сварщиков предлагает сертификаты для ручной сварки, а также для сварки с помощью роботизированного манипулятора. Операторы роботов-манипуляторов узнают, как научить автоматизированную систему перемещать манипулятор, как изменять параметры системы и как программировать манипулятор для выполнения различных процессов. Во время самой сварки люди могут быть отделены от процесса, что обеспечивает их безопасность.
Преимущества автоматизированной сварки
При выборе автоматизированной системы сварки необходимо учитывать несколько ключевых преимуществ:Адаптивность
Роботизированные сварочные системы используют захваты, которые могут захватывать детали любого размера и формы и надежно удерживать их во время процесса сварки. Это значительно сокращает время, обычно затрачиваемое на смену инструментов.
Ограничение деформации сварного шва
Сварочные роботы чрезвычайно эффективны и запрограммированы на правильный размер сварных швов в зависимости от требований к соединению. Это сводит к минимуму количество необходимых сварочных проходов, сокращает время, в течение которого металл подвергается воздействию тепла, и тем самым снижает вероятность возникновения деформации.
Снижение затрат на рабочую силу
Автоматизированные процессы сварки снижают потребность в человеческом труде, который является одним из самых дорогих факторов производства. Хотя полуавтоматические процессы по-прежнему требуют некоторого ручного труда, его значительно меньше по сравнению с ручными процессами.
Снижение риска травм
Рабочие находятся на безопасном расстоянии при роботизированных сварочных работах. Поскольку операторам не нужно присутствовать непосредственно во время процесса сварки, риск получения травм работниками значительно снижается.
Повышение производительности
Роботы значительно эффективнее людей выполняют сварочные работы, что позволяет быстро обрабатывать детали. Они также могут работать непрерывно и имеют более высокий процент времени включения дуги, чем сварщики-люди.
Сокращение ошибок при выборе размера
Сварочные роботы запрограммированы на выбор идеальных размеров соединения для каждой работы, чтобы ни один сварной шов не был больше необходимого. Это дает существенную экономию времени и материалов.
Повторяемость
В отличие от ручных сварщиков, которые должны быть высококвалифицированными, чтобы воспроизвести желаемые результаты, роботы-сварщики непрерывно выполняют одну и ту же сварку. Роботы могут выполнять одни и те же действия столько времени, сколько необходимо, с повторяемыми результатами.
Приложения для автоматизированной сварки
Благодаря своей легко адаптируемой технологии, технология автоматической сварки была принята компаниями всех размеров. Преимущества в стоимости, качестве сварки и безопасности рабочих сделали его незаменимым во многих отраслях, в том числе:
- Оборонная и аэрокосмическая промышленность
- Автомобилестроение
- Развлечение
- Аккумулятор и энергия
- Строительство
- Потребительские товары
- Электронная коммерция и упаковка
- Еда и напитки
- Тяжелое оборудование
- Науки о жизни
В дополнение к этим отраслям автоматизированная сварка используется в различных областях, таких как:
- Сборка рам, кузовов и деталей автомобилей и мотоциклов
- Трубы и резервуары
- Электронные печатные платы (PCBs)
- Электрические компоненты
- Внешние панели и материалы пола поездов, автомобилей и самолетов
- Клапаны и трубы холодильного оборудования
Различные автоматизированные методы сварки
Существует несколько типов автоматизированных методов сварки, каждый из которых имеет свои преимущества и подходит для широкого спектра применений. Tec-Option предлагает решения для следующих методов сварки:
Этот вид контактной сварки использует давление и электрический ток для эффективного формирования высокопрочных сварных швов с меньшим потреблением энергии. Выступающая сварка требует наличия в конструкции небольших точек контакта для концентрации сварочного тока. Этот метод сварки обеспечивает плотный шов с чистой отделкой, обеспечивает длительный срок службы и может выполняться на нескольких участках одновременно.
Узнать больше
Наиболее распространенный тип контактной сварки, точечная сварка, при которой выделяется тепло за счет пропускания электрического тока через электроды, прикрепленные к отдельным металлическим поверхностям, прижатым друг к другу. Этот метод используется на более тонких заготовках, чем те, которые используются при рельефной сварке, и очень подходит для процессов автоматизации. Сварка выполняется быстро и легко, с низкими материальными затратами и более безопасными условиями труда, так как не требуется открытое пламя.
Подробнее
Сварка металлов в среде инертного газа (MIG) выполняется путем подачи твердого металлического электрода через сварочный пистолет для соединения металлических деталей. Этот процесс, также называемый дуговой сваркой металлическим электродом в среде защитного газа (GMAW), отличается высокой точностью и точностью и может выполняться с помощью роботизированной сварки. Сварочное оборудование MIG обычно стоит меньше, чем другие методы, и подходит для широкого спектра материалов. Полученные сварные швы обычно не требуют последующей обработки и выполняются быстро.
Узнать больше
Этот процесс позволяет быстро соединять основные металлы с крепежными деталями, используя процесс контролируемой электрической дуги для расплавления крепежных изделий. Поскольку инструменты для дуговой сварки с вытягиванием создают концентрированное тепло, сварной шов получается очень точным. Этот процесс используется с алюминием, сталью и нержавеющей сталью и обеспечивает высококачественные сварные швы, которые очень прочны и выглядят чистыми и законченными.
Узнать больше
Различные автоматизированные методы сварки
Существует несколько типов автоматизированных методов сварки, каждый из которых имеет свои преимущества и подходит для широкого спектра применений. Tec-Option предлагает решения для следующих методов сварки:
- Выступающая сварка
Этот вид контактной сварки использует давление и электрический ток для эффективного формирования высокопрочных сварных швов с меньшим потреблением энергии. Выступающая сварка требует наличия в конструкции небольших точек контакта для концентрации сварочного тока. Этот метод сварки обеспечивает плотный шов с чистой отделкой, обеспечивает длительный срок службы и может выполняться на нескольких участках одновременно.
Узнать больше
- Автоматизация точечной сварки
Наиболее распространенный тип контактной сварки, точечная сварка, выделяющая тепло за счет пропускания электрического тока через электроды, прикрепленные к отдельным металлическим поверхностям, прижатым друг к другу.
Этот метод используется на более тонких заготовках, чем те, которые используются при рельефной сварке, и очень подходит для процессов автоматизации. Сварка выполняется быстро и легко, с низкими материальными затратами и более безопасными условиями труда, так как не требуется открытое пламя.Узнать больше
- сварка МИГ
Сварка металлов в среде инертного газа (MIG) выполняется путем подачи твердого металлического электрода через сварочный пистолет для соединения металлических деталей. Этот процесс, также называемый дуговой сваркой металлическим электродом в среде защитного газа (GMAW), отличается высокой точностью и точностью и может выполняться с помощью роботизированной сварки. Сварочное оборудование MIG обычно стоит меньше, чем другие методы, и подходит для широкого спектра материалов. Полученные сварные швы обычно не требуют последующей обработки и выполняются быстро.
Узнать больше
- Автоматизация дуговой сварки шпилек
Этот процесс позволяет быстро соединять основные металлы с крепежными деталями с помощью управляемого электродугового процесса для расплавления крепежных изделий.
Поскольку инструменты для дуговой сварки с вытягиванием создают концентрированное тепло, сварной шов получается очень точным. Этот процесс используется с алюминием, сталью и нержавеющей сталью и обеспечивает высококачественные сварные швы, которые очень прочны и выглядят чистыми и законченными.Узнать больше
Являясь лидером отрасли в области гибких модульных автоматизированных сварочных систем, Tec-Option обеспечивает преимущества бережливого производства и использует один общий тип машины, способный выполнять несколько процессов. Наши системы оптимизируют процесс сварки, используя роботов для уменьшения количества ошибок; увеличить производственные мощности; и создавать стабильные, высококачественные сварные швы. Наша технология роботизированной сварки помогает сократить время выполнения работ при меньшем количестве отходов.
Автоматизированные сварочные системы от Tec-Option предлагают превосходную конструкцию, подходящую для целого ряда применений, и занимают минимум места на вашем предприятии.