Сверло для высверливания точечной сварки. Как заточить?
Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Конструкция
Сверло для точечной сварки опознать просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями. Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва. Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва. Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Сверло
Инструмент для таких целей состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм. Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно. Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
как заточить фрезу? Сверла 8 мм для отсверловки точечной сварки
В современной промышленности и в сфере автомобилестроения широкое применение отводится методике соединения деталей при помощи выполнения точечной сварки. В результате такой сварки соединение получается прочным и долговечным, при этом сам процесс сварки выполняется довольно быстро, что говорит о высокой производительности методики. Нередко возникают ситуации, когда приваренную с помощью точечной сварки деталь необходимо отсоединить, например, при выполнении кузовного ремонта автомобиля. Чаще всего такой вопрос решается с помощью применения гидропробойника, но использование его не всегда возможно. В этом случае участки сварки высверливают специальным сверлом. Для работы необходимо установить сверлильный инструмент в электродрель и выполнить сверление на медленных скоростных оборотах – через несколько минут после выполнения такой манипуляции сваренные точечной методикой части можно будет отсоединить друг от друга.
В результате такой сварки соединение получается прочным и долговечным, при этом сам процесс сварки выполняется довольно быстро, что говорит о высокой производительности методики. Нередко возникают ситуации, когда приваренную с помощью точечной сварки деталь необходимо отсоединить, например, при выполнении кузовного ремонта автомобиля. Чаще всего такой вопрос решается с помощью применения гидропробойника, но использование его не всегда возможно. В этом случае участки сварки высверливают специальным сверлом. Для работы необходимо установить сверлильный инструмент в электродрель и выполнить сверление на медленных скоростных оборотах – через несколько минут после выполнения такой манипуляции сваренные точечной методикой части можно будет отсоединить друг от друга.
Особенности
Сверло для высверливания точечной сварки применяется для удаления неразъёмного сварочного соединения. Такая фреза позволяет выполнить аккуратную рассверловку сварочной точки, не нанося такими действиями значительных повреждений поверхности детали. Нередко для отсверловки применяют инструмент диаметром 8 мм. Найти подобный сверловочный инструмент можно в профильных торговых точках, но его стоимость может оказаться довольно высокой. Однако приобретённое сверло окупит ваши затраты, значительно облегчив процедуру снятия деталей, соединённых между собой точечной сваркой.
Такая фреза позволяет выполнить аккуратную рассверловку сварочной точки, не нанося такими действиями значительных повреждений поверхности детали. Нередко для отсверловки применяют инструмент диаметром 8 мм. Найти подобный сверловочный инструмент можно в профильных торговых точках, но его стоимость может оказаться довольно высокой. Однако приобретённое сверло окупит ваши затраты, значительно облегчив процедуру снятия деталей, соединённых между собой точечной сваркой.
Кроме того, прочную стальную фрезу можно подвергнуть заточке – инструмент выдерживает несколько циклов затачивания и сохраняет свои изначальные свойства.
Основные преимущества фрезы для удаления креплений точечной сварки.
- Выполнять работы по высверливанию сварки можно без предварительного формирования углубления в сварочной точке, то есть без накернивания.
 Такая особенность сверла является удобной, так как экономит массу времени и сил.
Такая особенность сверла является удобной, так как экономит массу времени и сил. - Работать сверлом можно длительное время, осуществляя последовательное высверливание сразу нескольких сварочных точек подряд. Даже при нагреве сверло не утрачивает своих свойств.
- Период эксплуатации инструмента довольно высокий, так как это изделие производится из высокопрочных марок стали и обладает возможностью к многократным циклам затачивания.
- После рассверливания сварных точек демонтированная деталь остаётся сохранённой к повторному использованию. Кроме того, поверхность второй заготовки, к которой была присоединена демонтируемая деталь, не повреждается, и её вновь можно использовать по назначению.
 Такая особенность сверла является удобной, так как экономит массу времени и сил.
Такая особенность сверла является удобной, так как экономит массу времени и сил.Инструмент, предназначенный для демонтажа точек сварки, изготавливают из легированной стали с добавлением титанового напыления. Выпускаются 2 вида такого инструмента: с одной рабочей стороной либо двухстороннее. Диаметры сверла различны – они могут быть 6, 8 и 10 мм. Выбор диаметра сверла зависит от того, какой размер у сварной точки, которую придется высверливать. При этом к диаметру объекта высверливания прибавляют дополнительно до 1,5 мм.
Выпускаются 2 вида такого инструмента: с одной рабочей стороной либо двухстороннее. Диаметры сверла различны – они могут быть 6, 8 и 10 мм. Выбор диаметра сверла зависит от того, какой размер у сварной точки, которую придется высверливать. При этом к диаметру объекта высверливания прибавляют дополнительно до 1,5 мм.
По своему строению сверловочный инструмент имеет 3 основные части.
- Область керна. Высоту этой части нужно подобрать таким образом, чтобы она превышала толщину детали на 2 мм.
- Режущая часть. Для усиления этой области на металл наносят титановое напыление, что в значительной мере укрепляет сверло, продлевает его износостойкость и позволяет работать инструментом вне зависимости от его нагрева.
- Область крепления. Эта часть предназначена для закрепления сверловочного инструмента в держатель электрической дрели.
По визуальным признакам отличить инструмент, предназначенный для демонтажа точек сварки, от других сверловочных аналогов довольно просто – 
Как работать?
На первый взгляд простая технология применения инструмента, предназначенного для демонтажа точек сварки, имеет несколько особенностей. Специалисты придерживаются в своей работе следующих правил.
- Для работы используется электрическая дрель, у которой есть возможность для регулировки скорости оборотов.
- Работу по высверливанию нельзя выполнять на больших скоростных оборотах, так как штырь инструмента при этом может быть сломан из-за большой нагрузки.
- Для выполнения процесса сверления сверло устанавливают к точке высверливания в строго перпендикулярном положении. Никакие отклонения во время работы недопустимы, так как это может повредить поверхность высверливаемой детали.
Перед началом выполнения сверловочных работ рабочую поверхность нужно подготовить. Делают это следующим образом.
Делают это следующим образом.
- Поверхность очищают от загрязнений и слоя краски – это в значительной степени повысит качество результата работы и снизит вероятность того, что инструмент соскочит во время сверловки. Зачистку выполняют с помощью наждачной бумаги.
- Хотя сверло можно использовать без предварительного кернения участка сверления, для удобства работы эту процедуру иногда выполняют, используя с этой целью отдельный керн.
Перед началом работы необходимо осмотреть все точки сварки и определить, инструмент какого диаметра потребуется применить для высверливания.
Несмотря на то, что самым ходовым диаметром инструмента является размер 8 мм, могут понадобиться и другие диаметры.
Когда подготовительные работы будут закончены, можно приступать к высверливанию.
Следует принимать во внимание, что фреза не просверливает точку сварки полностью насквозь, как это делает обычное сверло, принцип её действия иной – она сверлит по кругу в области точки сварки и позволяет отделить деталь от основания. После того как детали будут разъединены, оставшийся металл от сварки срезают болгаркой либо отрезным шлифовальным диском, а в некоторых – особенно сложных – случаях для разделения деталей используют зубило с молотком.
При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный При этом сама заточка сверла – плоская.
При этом сама заточка сверла – плоская.
Ещё одним эффективным способом демонтажа точек сварки считается использование небольшой коронки с заточенными зубчиками. Это приспособление имеет в своей конструкции подпружинивающийся упор с центровкой, выполняющий роль ограничителя. Его можно регулировать с помощью специальной настройки. Коронка во время работы удаляет только область точки сварки, при этом не затрагивая лишние части металла детали.
Коронку применяют в тех случаях, когда воспользоваться сверлом бывает проблематично из-за повреждения демонтируемой детали – в этом случае обнаружить места точечной сварки бывает сложно.
Как заточить?
Как и любой режущий агрегат, инструмент, предназначенный для демонтажа точек сварки, нуждается в обслуживании. При затуплении режущих поверхностей выполняется их заточка, если выполнить эту процедуру правильно и аккуратно, то инструменту можно продлить срок эксплуатации, сохранив при этом все его режущие свойства.
При затуплении режущих поверхностей выполняется их заточка, если выполнить эту процедуру правильно и аккуратно, то инструменту можно продлить срок эксплуатации, сохранив при этом все его режущие свойства.
Процесс затачивания инструмента для удаления точечной сварки следующий:
- проводится предварительная зачистка острия сверла наждачной бумагой;
- режущие боковые поверхности инструмента стачиваются при помощи абразивного круга – эту манипуляцию нужно выполнять очень аккуратно, чтобы сохранить угол заточки режущей кромки инструмента;
- проверяют качество затачивания и ровность режущих поверхностей сверла;
- выполняется процесс обработки всех краёв сверла с постоянным контролем в процессе работы центровки инструмента, чтобы избежать переточки его с одной из сторон.
Затачивание сверловочного инструмента необходимо выполнять аккуратно. Если нарушить угол заточки режущей части, то сверло придет в негодность.
Если у вас нет самостоятельного навыка точения режущих инструментов, сверло для затачивания можно отдать в специализированную мастерскую.

О том, как заточить сверло для высверливания точечной сварки своими руками, вы можете узнать из видео ниже.
Сверло для высверливания точечной сварки своими руками – Домашний уют
Сверло для высверливания точечной сварки
Довольно большое распространение получила технология точечной сварки. Это связано с повышением качества соединения и надежности получаемого шва, а также высокой производительности, которую можно достигнуть при применении подобной технологии. Многие автовладельцы и мастера встречаются с ситуацией, когда нужно провести демонтаж приваренного элемента без его повреждения. В большинстве случаев для этого применяется специальное сверло, так как гидропробойник подходит не во всех случаях. Рассмотрим особенности специального сверла, которое применяется для проведения подобное работы, подробнее.
В большинстве случаев для этого применяется специальное сверло, так как гидропробойник подходит не во всех случаях. Рассмотрим особенности специального сверла, которое применяется для проведения подобное работы, подробнее.
Общая информация
Сверла для контактной сварки отличаются от привычных строительных свёрл. Они имеют особую форму, благодаря которой их можно использовать для высверливания сварных точек, полученных при контактной сварке. Данный тип сверла можно использовать с большинством типов тонколистового металла: от меди до цинка. Изделия из полимеров так же можно просверлить.
Как мы указали выше, сверло для точечной сварки имеет особую, отличную от привычного сверла форму. На сверле для точечной сварки есть плоский торец и небольшой выступ в виде конуса. Выступ заточен под углом в 90 градусов и позволяет быстро отцентровать сверло относительно сварной точки.
Профессионалы утверждают, что для высверливания сварных точек необязательно использовать специальные сверла для точечной сварки. Мастера своего дела могут сами заточить сверло для высверливания точечной сварки, используя в качестве «основы» обычное строительное сверло. Это действительно возможно. Но заточка сверла — это тема для отдельной статьи. Поскольку процесс весьма трудоемкий и требует опыта. Если вы заинтересовались этой темой, посмотрите ролик ниже.
Мастера своего дела могут сами заточить сверло для высверливания точечной сварки, используя в качестве «основы» обычное строительное сверло. Это действительно возможно. Но заточка сверла — это тема для отдельной статьи. Поскольку процесс весьма трудоемкий и требует опыта. Если вы заинтересовались этой темой, посмотрите ролик ниже.
 youtube.com/embed/mEg-1kUFip8?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/mEg-1kUFip8?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Конструкция
По внешнему виду распознать сверло для точечной сварки довольно легко – по его оси располагается заточенный на 90 градусов на конус кернящий выступ, существенно упрощающий процесс центровки сверла. Рабочий торец же выполнен плоским. Исходя из этого, многие мастера зачастую пользуются обыкновенными сверлами со специальной заточкой для высверливания отверстий.
Однако возможен еще один метод высверливания точечной сварки при помощи специальных коронок. С этой целью используется инструмент, который состоит из подпружиненного центрующего стержня, поверх которого надевается режущий диск с зубьями по торцевой стороне. В процессе работы мастер должен первоначально вдавливать керн в металлическую поверхность, после чего, по мере опускания коронки в толщину материала, происходит высверливание области сварного шва. Для большей жесткости инструмент дополняется специальной оправой.
С этой целью используется инструмент, который состоит из подпружиненного центрующего стержня, поверх которого надевается режущий диск с зубьями по торцевой стороне. В процессе работы мастер должен первоначально вдавливать керн в металлическую поверхность, после чего, по мере опускания коронки в толщину материала, происходит высверливание области сварного шва. Для большей жесткости инструмент дополняется специальной оправой.
Читать также: Отзывы мотоблок нева какой двигатель лучше
Стоит произвести сравнительную оценку эффективности представленных способов высверливания точечной сварки, предположив, что материал сверл с коронками будет идентичен, а именно быстрорежущая сталь Р18. Однако ничто не исключает возможности применения и других сталей, например, Р9К6, Р6М5К5 или Р6М5. Лучше всего пользоваться инструментом отечественного изготовления. Китайские же аналоги за место привычного быстрореза могут использовать другой материал, к примеру, сталь 45Х, эксплуатационный период которой существенно ниже!
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно. Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор. Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже.
Сверло
Инструмент для таких целей состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.

Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм. Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно. Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Читать также: Что измеряет дифференциальный манометр
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин -1 . Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Коронка
Сам по себе инструмент довольно массивный, так что первоначально необходимо хорошо прижать центрирующий стержень к поверхности металла, после чего на слабых оборотах переходить к вырезанию металла. Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.
Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.
Еще одним нюансом во время работы выступает то, что зубья коронки не равномерно врезаются в металл, так как сталь на участке сварки всегда отличается наличием микронеровностей, образующихся вследствие термического воздействия от работы электродов. В итоге появляется большая вероятность эксцентричности нового отверстия.
Опытные мастера рекомендуют заранее кернить участок высверливания, к примеру, шуруповертом, так как часто случается так, что центрирующий стержень неожиданной выскальзывает из гнезда, в результате чего коронка начинает резать металл в неподходящем месте. При таком подходе работнику нужно обзавестись парой приводных инструментов.
На этом проблемы не заканчиваются – быстрый перегрев коронок также негативно сказывается на работе, ведь от теплового расширения коронки новое отверстие в корпусе становится больше, чем нужно, а сама насадка начинает трескаться.
Не забывайте тщательно прочищать коронки от стружки после работы!
Хотя не все столь печально, ведь современные коронки отличаются двухсторонним исполнением, так что после затупления одной стороны можно просто развернуть инструмент и продолжить разрезать металл этим же комплектом.
Как использовать
В качестве инструмента можно использовать обычную бытовую электродрель. Лучше, если она будет маломощной и с малым количеством оборотов. Идеальный вариант — дрель с ручной регулировкой количества оборотов. Так вы сможете без последствий удалить сварные точки, не деформировав деталь.
Вне зависимости от того, какое приспособление вы используете (будь то специальное сверло или обычное сверло с заточкой), вставьте его в дрель и прокрутите несколько раз. Убедитесь, что сверло надежно закреплено и готово к работе.
Прежде чем приступить к высверливанию, мы рекомендуем немного накернить сварные точки при помощи керна. Для этого можно использовать керн небольшого диаметра, менее 2 мм. Далее стандартным строительным сверлом расширьте диаметр полученного отверстия до 3 мм (если точка стандартного размера). Так вы сможете максимально сократить деформации детали при конечном высверливании.
Далее стандартным строительным сверлом расширьте диаметр полученного отверстия до 3 мм (если точка стандартного размера). Так вы сможете максимально сократить деформации детали при конечном высверливании.
После выполнения подготовительных операций можно начать высверливать точечную сварку при помощи специализированного или заточенного вами сверла. Работа займет считанные секунды за счет предварительной подготовки.
Если у вас дрель с ручной регулировкой оборотов, то установите не более 800 об/мин. При высверливании держите дрель параллельно металлу, ни в коем случае не под углом. Сверло должно быть перпендикулярно поверхности детали.
Ruman › Блог › Как правильно высверлить точечную сварку. Инструменты и приспособления
Начинающие кузовщики часто задаются вопросом, как правильно снять деталь (крыло, порог) при замене, если этот элемент крепиться не на болтах или саморезах, а на заводской точечной сварке. Вот тут нужно сразу определиться, а для чего это нужно. Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
В местах, где ремонтная деталь подкладывается под метал, к примеру, порог задвигается под среднюю стойку и под крылья спереди и сзади, вот там нужно аккуратно высверлить места точечной сварки.
Не зная о существовании специальных приспособлений, я затачивал простые сверла ровно, чтобы они обрезали металл вокруг сварочной точки от контактной сварки, ох и намучился я с ними, вам скажу. Но не будем о грустном, а перейдем к самой процедуре снятия порога (под замену) с использованием специальных сверл для высверливания точечной сварки.
Для того, чтобы снять порог я использую:
— болгарку (малую) с регулятором оборотов, к ней диск отрезной (толщиной 1,2 мм – оптимальная толщина для работы с металлом автомобиля) и болгарку с зачистным диском (6 мм толщиной), — клещи, — тонко заточенное зубило, — коронку для высверливания точечной сварки, — дрель, — керн, — сверло диаметром 2мм (можно 3) это не существенно, — шуруповерт.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
- Рекомендуется кернить место высверливания. Для этого можно использовать шуруповерт.
- Очистив поверхность от различных загрязняющих веществ можно существенно повысить качество проводимой работы.
Если” не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Именно поэтому предусматривается возможность подачи жидкости в зону резания для охлаждения инструмента и обрабатываемой жидкости.
Как заточить?
Как и любой режущий агрегат, инструмент, предназначенный для демонтажа точек сварки, нуждается в обслуживании. При затуплении режущих поверхностей выполняется их заточка, если выполнить эту процедуру правильно и аккуратно, то инструменту можно продлить срок эксплуатации, сохранив при этом все его режущие свойства.
При затуплении режущих поверхностей выполняется их заточка, если выполнить эту процедуру правильно и аккуратно, то инструменту можно продлить срок эксплуатации, сохранив при этом все его режущие свойства.
Процесс затачивания инструмента для удаления точечной сварки следующий:
- проводится предварительная зачистка острия сверла наждачной бумагой;
- режущие боковые поверхности инструмента стачиваются при помощи абразивного круга – эту манипуляцию нужно выполнять очень аккуратно, чтобы сохранить угол заточки режущей кромки инструмента;
- проверяют качество затачивания и ровность режущих поверхностей сверла;
- выполняется процесс обработки всех краёв сверла с постоянным контролем в процессе работы центровки инструмента, чтобы избежать переточки его с одной из сторон.
Затачивание сверловочного инструмента необходимо выполнять аккуратно. Если нарушить угол заточки режущей части, то сверло придет в негодность.
Если у вас нет самостоятельного навыка точения режущих инструментов, сверло для затачивания можно отдать в специализированную мастерскую.

О том, как заточить сверло для высверливания точечной сварки своими руками, вы можете узнать из видео ниже.
Использование сверла для высверливания точечной сварки
Время чтения: 3 минуты
Точечная (она же контактная) сварка — одна из самых простых, и вместе с тем часто применяемых технологий соединения металлов и полимеров. Это быстрый метод, благодаря которому можно получить неразъемное соединение.
Но что, если вам необходимо разобрать конструкцию, сваренную с применением контактной сварки? Как убрать сварные точки? Профессионалы часто используют сверло для высверливания точечной сварки своими руками. И зачастую такие работы приходится выполнять в автосервисе. Ведь многие автомобили собираются с применением контактного метода.
В этой статье мы расскажем, как высверлить точечную сварку на автомобиле (или любой другой детали), чем отличается обычное сверло от сверла для сварных точек и какие особенности нужно учитывать, чтобы получить достойный результат, не деформировав деталь.
Содержание статьи
- Общая информация
- Как использовать
- Вместо заключения
Общая информация
Сверла для контактной сварки отличаются от привычных строительных свёрл. Они имеют особую форму, благодаря которой их можно использовать для высверливания сварных точек, полученных при контактной сварке. Данный тип сверла можно использовать с большинством типов тонколистового металла: от меди до цинка. Изделия из полимеров так же можно просверлить.
Читайте также: Как смастерить контактную сварку своими руками?
Как мы указали выше, сверло для точечной сварки имеет особую, отличную от привычного сверла форму. На сверле для точечной сварки есть плоский торец и небольшой выступ в виде конуса. Выступ заточен под углом в 90 градусов и позволяет быстро отцентровать сверло относительно сварной точки.
Профессионалы утверждают, что для высверливания сварных точек необязательно использовать специальные сверла для точечной сварки. Мастера своего дела могут сами заточить сверло для высверливания точечной сварки, используя в качестве «основы» обычное строительное сверло. Это действительно возможно. Но заточка сверла — это тема для отдельной статьи. Поскольку процесс весьма трудоемкий и требует опыта. Если вы заинтересовались этой темой, посмотрите ролик ниже.
Это действительно возможно. Но заточка сверла — это тема для отдельной статьи. Поскольку процесс весьма трудоемкий и требует опыта. Если вы заинтересовались этой темой, посмотрите ролик ниже.
Watch this video on YouTube
Как использовать
В качестве инструмента можно использовать обычную бытовую электродрель. Лучше, если она будет маломощной и с малым количеством оборотов. Идеальный вариант — дрель с ручной регулировкой количества оборотов. Так вы сможете без последствий удалить сварные точки, не деформировав деталь.
Вне зависимости от того, какое приспособление вы используете (будь то специальное сверло или обычное сверло с заточкой), вставьте его в дрель и прокрутите несколько раз. Убедитесь, что сверло надежно закреплено и готово к работе.
Прежде чем приступить к высверливанию, мы рекомендуем немного накернить сварные точки при помощи керна. Для этого можно использовать керн небольшого диаметра, менее 2 мм. Далее стандартным строительным сверлом расширьте диаметр полученного отверстия до 3 мм (если точка стандартного размера). Так вы сможете максимально сократить деформации детали при конечном высверливании.
Так вы сможете максимально сократить деформации детали при конечном высверливании.
После выполнения подготовительных операций можно начать высверливать точечную сварку при помощи специализированного или заточенного вами сверла. Работа займет считанные секунды за счет предварительной подготовки.
Если у вас дрель с ручной регулировкой оборотов, то установите не более 800 об/мин. При высверливании держите дрель параллельно металлу, ни в коем случае не под углом. Сверло должно быть перпендикулярно поверхности детали.
Вместо заключения
Вот и все, что мы хотели рассказать вам об этом простом приспособлении. Вы можете использовать не только специализированные сверла для высверливания точечной сварки, но и обычные сверла. Достаточно правильно их заточить. О том, как это сделать, можно узнать из ролика, приведенного в статье. А вы когда-нибудь избавлялись от сварных точек? Какие приспособления вы использовали для этого? Поделитесь своим опытом в комментариях ниже. Желаем удачи в работе!
Желаем удачи в работе!
Как заточить сверло для удаления точечной сварки
Если не заточить сверло, то работа с ним будет длительной, а качество отверстия – неудовлетворительным. В ответе на вопрос как заточить сверло по дереву, существует множество нюансов, которые следует учитывать.
Ручная дуговая сварка (ММА) Сверла по металлу с кобальтом. Торированный вольфрам (ThW) применяется для сварки на постоянном токе (DС) и маркируется красным цветом. Рабочая поверхность электродов должна быть заточена под углом.
Имитация точечной сварки – Страница 2 – Форум
Имитация точечной сварки. Купи лучше сверло для удаления точ.сварки, оно надежней, я для себя сделал выбор в пользу сверла,фреза отдыхает на полочке.
Сверло для удаления точечной сварки. special tooling
Фрезой для высверливания точечной сварки можно сделать на 3 с лишним тясячи отвестий больше, если она заточена на Roken 1000. К тому же можно заточить под фрезу обыкновенное сверло по металлу.
К тому же можно заточить под фрезу обыкновенное сверло по металлу.
Сверла и резцы. Пайка твердым припоем, пайка мягким припоем, сварка. Сверло HSCO для высверливания точечной сварки. Предназначено для удаления сварочных точек, полученных в результате контактно-точечной сварки.
Это сверло нереально дорого, заточил обычное на 7 мм. (маловато будет, лучше на 8). Можно в нете найти инфу про заточку сверл под точечную сварку.
В статье рассмотрены способы точечной сварки, необходимое оборудование и материалы. Подробно показан технологический процесс. Использование специального сверла для точечной сварки позволяет обойтись без этих операций.
Демонтаж будем производить с помощью дрели с сверлом, которой будем высверливать точки сварки, расположенные сверху под дверными уплотнителями, а так же снизу по всей длине порогов. Около центральной стойки придется немного подрубать металл с помощью остро-заточенного зубила.
| |
Рассылка выходит раз в сутки и содержит список программ из App Store для iPhone перешедших в категорию бесплатные за последние 24 часа.
Сверло для высверливания точечной сварки конструкция, заточка
Довольно обширное распространение обрела технология точечной сварки. Это связано с повышением соединения на качество и надежности получаемого шва, а еще большой производительности, которую можно достичь при использовании аналогичной технологии. Большинство владельцев автомобилей и мастера встречаются с ситуацией, когда необходимо провести демонтаж приваренного элемента без его повреждения. Во многих случаях для этого применяется специализированное сверло, так как гидропробойник подходит не в любых ситуациях. Рассмотрим характерности специализированного сверла, которое используется для проведения аналогичное работы, детальнее.
Конструкция
Возможность проведения рассматриваемой работы можно в первую очередь связать с конструктивными характерностями используемого сверла. К ним отнесем такие моменты:
- Рабочий торец имеет плоскую форму.
- По оси размещены кернящие выступы, которые заточены под конус. При формировании части которая режет выдерживается угол 90°. За счёт такого элемента не надо проводить центровку.
 При формировании части которая режет выдерживается угол 90°. За счёт такого элемента не надо проводить центровку.
При формировании части которая режет выдерживается угол 90°. За счёт такого элемента не надо проводить центровку.Сверло для высверливания точечной сварки можно выбрать в специальном магазине. Цена их относительно невелика, однако для работы с труднообрабатываемыми материалами нужны варианты выполнения, изготавливающиеся из специализированных сплавов.
Сверло для точечной сварки сверхпрочное 8 х 50 мм
В большинстве случаев применяется классический вариант выполнения сверла для высверливания точечной сварки. Но, при их использовании достичь необходимого результата как правило невозможно.
Коронка для точечной сварки
Обработка точечной сварки может проходит при использовании специализированной коронки. Она также используется для высверливания. К свойствам такого предложения отнесем такие моменты:
- Конструкция в себя включает центральный подпружиненный стержень.
- На стержень одевается режущий диски, который по сторонам имеет пару торцевых зубьев. За счёт их конкретного расположения проходит убирание металла.
- Применяемый металл коронки отличается большой устойчивостью к износу. Собственно поэтому трудностей с удалением сплава, образующегося в зоне резания, не появляется.
 За счёт их конкретного расположения проходит убирание металла.
За счёт их конкретного расположения проходит убирание металла.Технология использования корон для высверливания точечной сварки отличается следующими характерностями:
- Крен вдавливается в металл. В начале высверливания основное убрать вероятность смещения стержня относительно поверхности которая обрабатывается.
- По мере погружения инструмента в металл происходит высверливание сплава. Основное, чтобы рабочая часть прошла только глубину шва.
- Для того чтобы увеличить конструкционную жесткость инструмент помещается в специализированную оправу.
Сверло корончатое по точечной сварке
Необходимо учесть, что во время изготовления сверла для высверливания точечной сварки и коронки используется почти что одинаковый режущий сплав. Примером можно назвать быстрорежущую сталь Р18, которая может держать долгое влияние большой температуры без изменения ключевых эксплуатационных показателей. Необходимо учесть, что изготовители из Китая используют сплав 45Х, отличающаяся меньшей эффективностью в использовании.
Необходимо учесть, что изготовители из Китая используют сплав 45Х, отличающаяся меньшей эффективностью в использовании.
Коронка считается достаточно тяжелым инструментом. Собственно поэтому при его использовании необходимо плотно прижимать рабочую часть к поверхности которая обрабатывается. Необходимо учесть, что во время работы с малоуглеродистой сталью при точечной сварке структура становится более плотной и прочной. Собственно поэтому во время работы требуется прикладывать большее усилие.
Еще одной популярной проблемой можно назвать то, что конструкция коронки определяет неравномерное врезание зубьев в поверхность которая обрабатывается. Это связано с наличием самых разных выступов, которые появляются при точечной сварке. Результатом такой трудности можно назвать эксцентриковое высверливание отверстия, после этого поделить сплавленные детали очень и очень трудно.
Положительные качества сверла для высверливания точечной сварки
У рассматриваемого инструмента, предназначенного для работы со швом, есть очень большое количество положительных качеств. К ним можно отнести:
К ним можно отнести:
- Упрощается процедура обработки.
- Можно вести долгое сверление.
- Инструмент замечательно подойдет для образования ровных поверхностей.
Высверливание точечной сварки
Как раньше было отмечено, необходимо покупать исключительно изделия знаменитых производителей. Связывают это с тем, что легированные сплавы отличаются меньшей степенью стойкости к влиянию большой температуры.
Как работать со сверлами для точечной сварки?
Проводимая технология высверливания отличается неограниченным количеством свойств. Советы по ее проведению такие:
- Подобранное сверло монтируется в дрели, которая обязана иметь шанс регулировки количества оборотов. По мимо этого, уделяют внимание параметру мощности.
- Не рекомендуется сразу применять сверло. Связывают это с тем, что рекомендуется заранее проводить разметку мест соединения. Довольно больше распространение получил случай, когда штырь выскакивает и ломается от оказываемой нагрузки.
- На применяемой дрели ставятся очень маленькие обороты. После чего сверло или коронка ставится только перпендикулярно поверхности которая обрабатывается.

После высверливания точек соединения в большинстве случаев нужно будет приложить усилие для разделения детали от основания. Для этого может использоваться зубило с молотком.
Заточка сверла для точечной сварки
Необходимо учесть, что при частом применении сверла при высверливании точечной сварки режущая часть может значительно затупиться. Провести собственными силами заточку сверла весьма не легко. Это связано с приведенными ниже моментами:
- Во время изготовления применяется металл, стабильный к влиянию температуры.
- Режущая часть конструкции напоминает конус. При этом поверхности размещены под угол 90°.
В большинстве случаев для работы применяется обыкновенная углошлифовальная машинка, в прочих требуется специализированный заточной механизм. Необходимо учесть, что при нарушении технологии инструмент просто поломается.
Высверливаем точечную сварку
Рассматриваемая процедура неимоверно проста в применении. Провести ее можно так:
- Выбирается наиболее хороший инструмент.
- Второй шаг состоит в подготовке поверхности. Для этого проходит разметка точки высверливания.
- После чего на инструменте ставятся очень маленькие обороты и проходит непосредственное сверление.
Необходимо учесть, что в большинстве случаев можно повредить металл. Собственно благодаря этому следует работать осторожно.
Как приготовить участок под высверливание
При рассмотрении аналогичной технологии необходимо учесть, что от качества поверхностной подготовки в большинстве случаев зависит итоговый результат. К свойствам аналогичной технологии отнесем такие моменты:
- Рекомендуется кернить место высверливания. Для этого применяют шуруповерт.
- Очистив поверхность от самых разных опасных веществ можно значительно увеличить качество проводимой работы.
 youtube.com/embed/7E3o45dKFcs?feature=oembed”/>
youtube.com/embed/7E3o45dKFcs?feature=oembed”/>
Если не провести подготовительную подготовку поверхности, другими словами вероятность выскакивания стержня. При изменении угла влияния нагрузки стержень может поломаться. По мимо этого, при довольно площади больших размеров контакта применяемый инструмент может сильно сильно греться.
Собственно поэтому предусматривается возможность подачи жидкости в территорию резания для охлаждения инструмента и отделываемой жидкости.
Эффективное убирание точечной сварки
Точечная сварка используется для получения самых всевозможных изделий. Собственно поэтому технология ее убирания путем высверливания обрела довольно обширное распространение. Удалить появляющийся шов можно очень разным образом.
Достичь большой эффективности при проведении такой работы можно так:
- Правильно приготовить поверхность.
- Применять лишь профессиональные сверла и коронки.
- Правильно подбирать рабочий режим используемого инструмента.

Если правильно выбрать сверло, то можно провести убирание фактически любой точечной сварки. При этом необходимо учесть, что качество обуславливается от выполнения всех советов.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Сверла для высверливания точечной сварки: что это?
Точечную сварку нередко приходится удалять, когда требуется заменить или снять какую-нибудь запчасть. Особенно это актуально среди автолюбителей, например, для удаления старого крыла с машины. Проще всего для этого использовать специальные сверла для высверливания точечной сварки. С ним легко работать: несмотря на свою высокую цену, они способны быстро и эффективно решить любые сложные задачи.
Для чего необходимо высверливание?
Такой инструмент имеет целый ряд преимуществ:
Перед началом работ нет необходимости в предварительном сверлении или накернивании: достаточно точно примерится к нужному месту, и начать сверлить.
После того как выбранная сварная точка будет удалена, можно переходить к следующей, пока вся работа не будет закончена.
Одного инструмента хватит надолго, особенно если научиться правильно производить его заточку.
Стоит отметить, что во время снятия точки сварки второй лист металла остаётся неповрежденным и не имеет сквозных отверстий. То есть металл остаётся целым, соответственно, снятую таким образом деталь в дальнейшем можно повторно использовать.

Многие заводские запчасти крепятся не на саморезах или болтах, а именно посредством точечной сварки. Это касается в первую очередь автомобильных запчастей, таких как крыло. Чтобы снять эту деталь, не повредив её, используется метод удаления сварных точек с помощью сверла. Для этих целей и понадобится специальный инструмент, а вот дрель подойдет обычная, но лучше использовать специальную, с регулятором мощности. Главное — проделывать всю работу аккуратно, если эта деталь в последующем еще нужна.
Главное — проделывать всю работу аккуратно, если эта деталь в последующем еще нужна.
Сверла для точечной сварки: как с ними работать?
Такой инструмент изготавливается только из высокопрочных материалов, при этом используются современные сплавы и металлы, такие как титан. Буравчики могут быть как односторонние, так и двухсторонние, они отличаются и по диаметру. При этом само сверло должно быть немного толще высверливаемой точки примерно на 1-1,5 мм.
Сверло для удаления точечной сварки устанавливается в дрель (желательно электрическую) так же, как и обычное.Дрель лучше всего использовать специальную, с регулятором мощности, но если используется обычная, то она должна быть с большим запасом мощности при работе на малых оборотах работы. Все этапы должны выполняться последовательно.
Перед началом сверления надо выбрать подходящий инструмент, который долго держит заточку, не ломается от неосторожных движений. Поэтому рекомендуется приобретать только фирменные буравчики. Конечно, важно подобрать и необходимый диаметр в соответствии с точками сварки на детали.
Поэтому рекомендуется приобретать только фирменные буравчики. Конечно, важно подобрать и необходимый диаметр в соответствии с точками сварки на детали.
Кернение можно не проводить, но специалисты всё-таки советуют это делать — так удобнее. Для этого используется 2-3 мм сверло. Обороты на дрели должны быть небольшие — в пределах 800 об/мин.
Сверло, непосредственно для снятия сварки, лучше использовать 8 мм, но это зависит от диаметра сварочной точки, к тому же располагается оно строго перпендикулярно (ни в коем случае не под углом) и плотно прижимается к месту сверления.
Если всё сделано правильно, можно приступать. Сверлится только верхний лист металла, а вот нижний не нужно проходить насквозь. Проще говоря, убирается только крепление детали.
Правильная заточка
Каждое сверло нуждается в заточке — это касается и моделей для высверливания точечной сварки. Начинать процесс заточки надо с его затупления при помощи наждачной бумаги. Затем стачиваются боковые грани. Нельзя при этом задевать режущие кромки. Рекомендуется использовать наждачный камень. После заточки, необходимо проверить ровность краев. После этого затачивается середина, точнее её края, с каждой стороны. Необходимо регулярно проверять центровку, чтобы не переточить одну из сторон.
Начинать процесс заточки надо с его затупления при помощи наждачной бумаги. Затем стачиваются боковые грани. Нельзя при этом задевать режущие кромки. Рекомендуется использовать наждачный камень. После заточки, необходимо проверить ровность краев. После этого затачивается середина, точнее её края, с каждой стороны. Необходимо регулярно проверять центровку, чтобы не переточить одну из сторон.
– Сохраните биты
Служба заточки коронок для точечной сварки – Сохраните свои битыБолее качественный и недорогой вариант сверл для точечной сварки
За более чем 29 лет работы по ремонту тяжелых столкновений я использовал тысячи долот для точечной сварки. Со временем я узнал, что это лучший из доступных дизайнов.
– Стив Кольман
Наш процесс заточки обеспечивает более эффективный и качественный ремонт:- Более короткое центральное острие – Каждая фреза заточена с более коротким центральным острием, чтобы предотвратить пробивание внутренних панелей.
- Улучшенный угол торца сверла – Мы увеличиваем угол торца сверла во время процесса заточки, это позволяет техническим специалистам удерживать сверло непосредственно в центре точечной сварки, не давая сверлу «выйти наружу».

(из расчета 10 бит в месяц)
- Новые биты
Стоимость одного бита: 20 долларов США
Годовая стоимость: 2400 долларов США - Steve’s Bits
Стоимость заточки долота: 8 долларов США
Годовая стоимость: 960 долларов США
_________________________________
Годовая экономия: 1440 долларов США или 60%
- Просто отправить по почте – Просто поместите насадки для точечной сварки в наш приоритетный почтовый пакет с предварительной маркировкой и отправьте его по почте.
- Гарантированный ремонт – Как только мы получим ваши насадки для точечной сварки, мы вышлем их заточенные и отправим обратно по почте в течение дня.

5 лучших фрез для точечной сварки (обзоры на 2021 год)
Если вы читаете эту статью, вы, вероятно, являетесь поклонником сварки и манипулирования металлом для создания конструкций, компонентов и искусства, вдохновленного любителями. Металл является таким ключевым материалом во всех сферах жизни, и лучшие фрезы для точечной сварки являются частью этого процесса.
Мы покажем вам 5 лучших фрез для точечной сварки, которые можно купить за деньги.
Изображение
Модель
Таблица сравнения продуктов
Характеристики
Лучший профессиональный резак для точечной сварки
Blair 11096 Набор резцов
- Качественная сталь M2
- Пилотная головка с защитой от пропусков
- Поставляется с запасной пилой
Лучший универсальный резак для точечной сварки
Ручной набор резаков для точечной сварки
- Двусторонний
- Универсальный комплект
- Идеально подходит для ремонта автомобилей
Лучшее для начинающих
Набор роторных резаков для точечной сварки EEEKit
- Поставляется с 10 запасными резаками
- Подпружиненная оправка
- Идеально подходит для большинства листовых материалов
Лучший термостойкий резак для точечной сварки
Набор сверл ABN для точечной сварки
- Изготовлен из кобальтовой стали
- Нескользящий титановый наконечник
- Высокая термостойкость
Лучший бюджетный резак для точечной сварки
Набор резаков для точечной сварки KCC Industries
- Компания, принадлежащая ветеранам
- Прочный пластиковый контейнер
- универсальный 0. 25 дюймов
 25 дюймов
25 дюймовЧто такое резак для точечной сварки?
Аппарат для точечной сварки – это инструмент, передающий тепло через электроды из медного сплава для сварки двух или более листов металла без использования дополнительного присадочного материала. Тепло исходит от электрического тока.
Фрезыдля точечной сварки специально разработаны для удаления этих сварных швов без использования дискового резака, что делает работу более аккуратной, быстрой и простой.
Точечная сварка – один из старейших методов сварки, и он лучше всего работает с тонкими листовыми материалами, поэтому вы видите, что он широко используется в автомобильной промышленности.Это также идеальный метод изготовления временных сварных швов.
Как выбрать лучший резак для точечной сварки
Это сложная задача: одним словом определить, что является лучшим резаком для точечной сварки. Здесь играет роль несколько факторов, но есть некоторые основы, которые следует учитывать.
Марка
Есть несколько марок резаков для точечной сварки, и все они претендуют на звание лучших. Некоторые из них более популярны, с более высокими показателями удовлетворенности клиентов и продаж. Это означает более высокую цену на самое лучшее.
Бренды, на которые стоит обратить внимание, – это Blair, KCC и Grizzly, и это лишь некоторые из них.
Сколько режущих лезвий?
Количество режущих лезвий, которые вы получаете с резаком для точечной сварки, имеет значение. Большинство брендов предлагают на выбор два лезвия как часть своего пакета, но если вам нужно расширить свой выбор, убедитесь, что вы можете приобрести дополнительные лезвия отдельно. В противном случае это сильно ограничит универсальность инструмента.
Вы также должны знать, что эти запчасти доступны по цене и не обойдутся вам дорого.
Качество материалов
Материалы, используемые при производстве резака для точечной сварки, имеют огромное значение в его характеристиках и долговечности. Сварочные пистолеты Blair используют сталь M2, которая является прочной и износостойкой, в то время как KCC также предлагает высококачественную сталь в своем производственном процессе.
Сварочные пистолеты Blair используют сталь M2, которая является прочной и износостойкой, в то время как KCC также предлагает высококачественную сталь в своем производственном процессе.
Качество компонентов имеет решающее значение, если вам нужен резак для точечной сварки, который прослужит десятилетия, а не пару лет.
Цена
Цена может быть первой, средней и последней в списке.Все сводится к бюджету. Сколько вы хотите потратить на резак для точечной сварки? По правде говоря, вы получаете то, за что платите. Качество используемых материалов, гарантия и возможности инструмента зависят от бюджета.
Гарантия
Гарантии означают душевное спокойствие. Чем дольше гарантия на точечную сварку, тем меньше срок службы машины и тем дольше вы сможете использовать ее без проблем. Проверьте каждую марку на предмет гарантии, так как она сильно различается между ними.
Всегда старайтесь получить максимальную гарантию.
Лучшие фрезы для точечной сварки 2021 года
Учитывая огромный выбор фрез для точечной сварки, выбрать 5 лучших было непросто. Вот наши фавориты.
Вот наши фавориты.
1. Blair 11096 Набор резаков
Лучший профессиональный резак для точечной сварки
Очень немногие резаки для точечной сварки могут сравниться с набором резцов Blair. Это лучший выбор для профессионалов. Этот набор пользуется большой популярностью и включает в себя три резца диаметром 0,375 дюйма, а также «устойчивый к пропуску» пилотный вал и запасной пилот, если он вам понадобится.
Лезвия двусторонние, что означает, что они режут более эффективно, уменьшая нагрузку на режущие лезвия и продлевая срок службы резака. Когда нижние зубы затупятся, просто переключите фрезу и используйте второй набор зубьев.
Этот набор подходит для патронов для ручных сверл размером 0,50 дюйма, поэтому они в значительной степени универсальны и изготовлены из высококачественной стали M2, что означает, что они дольше сохраняют свою остроту.
Плюсы
- Качественная сталь м2.
- Популярно у профессионалов.
- Пилот с защитой от прохода.
- Запасной пилот.

Дополнительные характеристики
| Масса | 1,6 унции |
| Размеры (дюймы) | 8 х 6 х 1,5 |
| Количество запасных фрез | 3 |
| Материал | Сталь M2 |
| Размеры | 0,375 дюйма |
| Цена | $$$ |
2.Справочник набор резаков для точечной сварки
Лучший универсальный резак для точечной сварки
Это лучший универсальный набор резаков, потому что в нем есть резак для точечной сварки, резак для отверстий в листовом металле и разделитель панелей для удаления дырокола. Это идеальный набор инструментов, когда вы работаете над классическим автомобилем.
Высококачественные двусторонние лезвия изготовлены из жаропрочной стали, что обеспечивает минимальную деформацию благодаря более острой режущей кромке. Размер лезвия составляет 0,375 дюйма, что кажется довольно стандартным для точечной сварки, а поскольку он поставляется с 5 лезвиями, вам не нужно беспокоиться о затуплении резцов.
Кроме того, поскольку резаки двусторонние, все, что вам нужно сделать, это перевернуть их, когда они начинают терять производительность, и вы снова готовы к работе.
Плюсы
- Двусторонний.
- Универсальный комплект.
- Идеально для ремонта автомобилей.
- 5 лопастей.
Дополнительные характеристики
| Масса | 7,1 унции |
| Размеры (дюймы) | 3,9 х 3,7 х 1,1 |
| Количество запасных фрез | 5 |
| Материал | Сталь |
| Размеры | 0.375 дюймов |
| Цена | $$ |
3. Набор резаков для точечной сварки EEEKit
Лучший резак для точечной сварки для начинающих
Когда вы в чем-то новичок, вы хотите быть уверены, что используете лучшие инструменты для работы, и это не обернется для вас банкротом. Этот набор для резки быстрорежущей стали имеет 10 запасных режущих головок. Это означает, что вы можете продолжать резку, не тратя больше на замену головок.
Этот набор для резки быстрорежущей стали имеет 10 запасных режущих головок. Это означает, что вы можете продолжать резку, не тратя больше на замену головок.
Они также двусторонние, так что вы фактически получаете 20 запасных режущих поверхностей плюс ту, которая прилагается к оправке.Он также имеет два дополнительных направляющих штифта и подпружиненную коронку, чтобы упростить управление резаком для определения центральной точки точечной сварки.
Это обеспечивает максимальное удаление материала и оставляет поверхность без заусенцев. Этот набор идеально подходит для стальных, алюминиевых и железных листов, а также армированного волокном пластика (FRP), что делает их идеальным инструментом для новичков.
Плюсы
- 10 запасных фрез.
- Подпружиненная беседка.
- Идеально подходит для большинства листовых материалов.
- Идеально для новичков.
Минусы
- Резцы быстро затупляются.
- По ощущениям дешево сделано.

Дополнительные характеристики
| Масса | 2,2 унции |
| Размеры (дюймы) | 6 х 1 х 1 |
| Количество запасных фрез | 10 |
| Материал | Сталь быстрорежущая |
| Размеры | 0.375 дюймов |
| Цена | $$ |
4. Набор сверл ABN для точечной сварки
Лучший термостойкий резак для точечной сварки
Если вам нужен резак для точечной сварки с максимальной термостойкостью, не ищите ничего, кроме этого набора из 3 частей с наконечниками из кобальта и титана. Благодаря высокой термостойкости кобальта и титана эти сверла лучше выдерживают нагрузки и служат дольше.
Имеется три варианта размера, начиная с 0.25 дюймов, 0,313 дюйма и 0,375 дюйма, поэтому он подходит для большинства размеров точечной сварки. Нет необходимости использовать пилотную коронку благодаря специально разработанному нескользящему центрирующему наконечнику, который захватывает точечный шов и удерживает его на месте.
На этот набор также предоставляется 1-летняя гарантия от дефектов, возникших в результате качества изготовления, а не неправильного использования.
Плюсы
- Гарантия 1 год.
- Сталь кобальт.
- С титановым наконечником.
- Высокая термостойкость.
- Нескользящий наконечник.
Минусы
- Отсутствует резак.
- Занимает больше времени.
Дополнительные характеристики
| Масса | 1,76 унции |
| Размеры (дюймы) | 3,9 х 3,25 х 1,2 |
| Количество запасных фрез | НЕТ |
| Материал | Сталь кобальт и титан |
| Размеры | 0,25 дюйма, 0,313 дюйма и 0.375 дюймов |
| Цена | $$ |
5. Набор резаков для точечной сварки KCC Industries
Лучший бюджетный резак для точечной сварки
Учитывая, что этот набор является брендом KCC, это невероятное соотношение цены и качества. Поставляется с двумя оправками и четырьмя двусторонними режущими лезвиями. Он также может похвастаться высококачественными резцами из жаропрочной стали, защищающими режущие лезвия для максимального использования.
Поставляется с двумя оправками и четырьмя двусторонними режущими лезвиями. Он также может похвастаться высококачественными резцами из жаропрочной стали, защищающими режущие лезвия для максимального использования.
KCC – это ветеранский бизнес, поэтому вы не только получаете отличный продукт, но и делаете все возможное для наших смелых мужчин и женщин.Он имеет универсальную 0,25-дюймовую посадку для сверлильных патронов, а размеры резцов 0,375 дюйма, подходящие для стандартной точечной сварки.
Все упаковано в прочный тубус для безопасного хранения и удобной транспортировки.
Плюсы
- Компания ветеранов.
- Хорошее соотношение цены и качества.
- Прочный пластиковый контейнер.
- Высокая термостойкость.
Минусы
- Зубья легко ломаются.
- Скучно быстро.
Дополнительные характеристики
| Масса | 1.58 унций |
| Размеры (дюймы) | 3,19 х 0,79 х 0,31 |
| Количество запасных фрез | 3 |
| Материал | Сталь быстрорежущая |
| Размеры | 0,375 дюйма |
| Цена | $ |
Сравнительная таблица резцов для точечной сварки
Как использовать резак для точечной сварки
Найдите точечные сварные швы, которые вы хотите удалить, и с помощью сверла и сверла просверлите пилотное отверстие в центре точечного шва.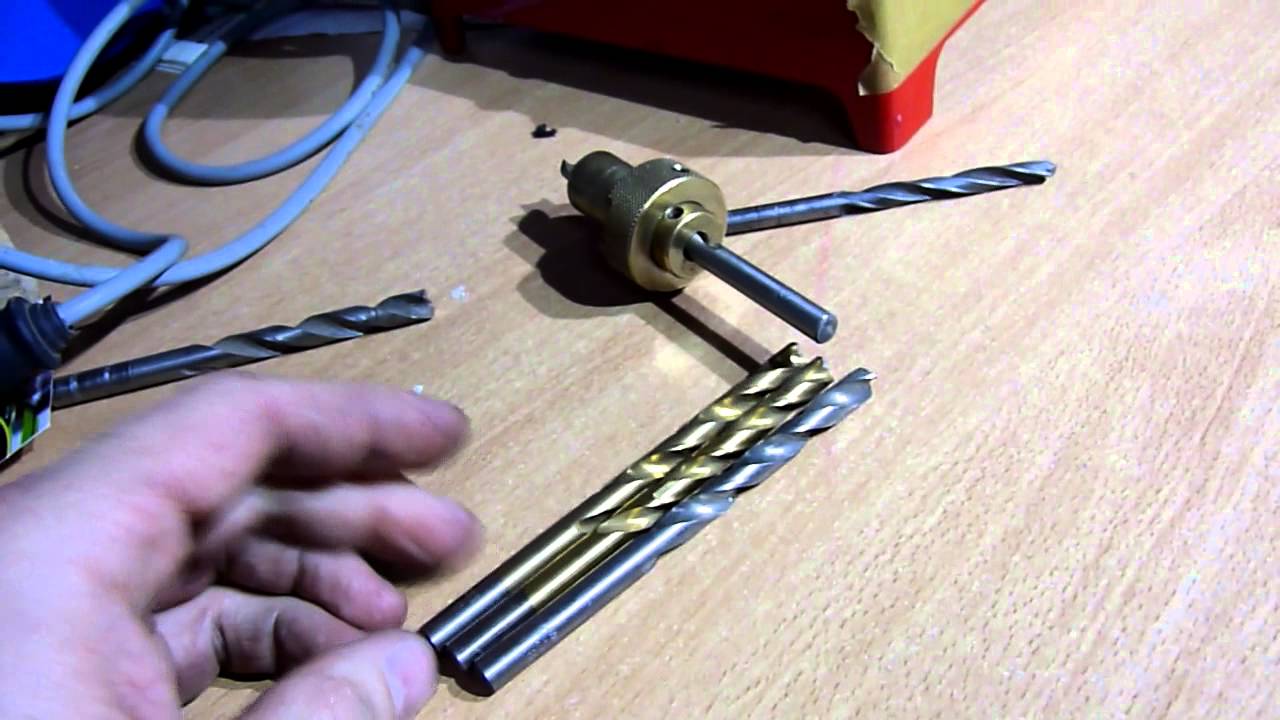 Смести все металлические пряди. Вставьте сварочный резак в то же сверло и, используя пилотное отверстие в качестве шаблона, просверлите его до тех пор, пока зубцы не отошли бы от сварочного материала.
Смести все металлические пряди. Вставьте сварочный резак в то же сверло и, используя пилотное отверстие в качестве шаблона, просверлите его до тех пор, пока зубцы не отошли бы от сварочного материала.
В некоторые комплекты входят центрирующие насадки для более аккуратных и точных резов. Лучшие фрезы оставят точечный шов гладким и без заусенцев.
Часто задаваемые вопросы о резаке для точечной сварки
Что такое сжатие при точечной сварке?
Время сжатия – это интервал между первоначальным наложением электрода на материал и временем подачи тока.Время сжатия необходимо, потому что оно задерживает ток до тех пор, пока сила электрода не достигнет правильного уровня.
Как далеко должны быть точечные сварные швы?
Рекомендуется, чтобы точечные сварные швы находились на расстоянии, равном 10-кратной толщине материала. Это помогает достичь адекватной прочности соединения и учесть любые перекрытия листового материала.
Как лучше всего удалить точечные сварные швы?
Лучший способ избавиться от точечной сварки – использовать резак для точечной сварки. С помощью сверла и пилотного сверла вы найдете центр точечной сварки и просверлите его. Затем с помощью фрезы вы можете легко удалить излишки сварочного материала, оставив его гладким и гладким без заусенцев.
С помощью сверла и пилотного сверла вы найдете центр точечной сварки и просверлите его. Затем с помощью фрезы вы можете легко удалить излишки сварочного материала, оставив его гладким и гладким без заусенцев.
Как просверлить точечный сварной шов?
Использование дрели и набора сверл – простой способ просверлить точечный сварной шов. Тем не менее, это может наказать биты и несколько их изнашивать. Самый простой способ – начать с небольшой долота в качестве пилотной и перейти к большему размеру, используя пилотное отверстие для центрирования долота.
Это может занять больше времени, но это дешево и легко.
Могу ли я выполнить точечную сварку с помощью сварочного аппарата MIG?
Вы можете выполнять точечную сварку с помощью сварочного аппарата MIG, но сначала необходимо приобрести специальное сопло горелки и пару фиксирующих зажимов. Также вам понадобятся два сверла. Для этого вы можете купить полный комплект.
Выровняйте панели и измерьте место сварки. Отметьте место и разделите панели. С помощью сверла просверлите отверстие в верхней панели.Теперь у вас есть выемка, в которую может поместиться сварной шов. Выровняйте панели и измерьте следующее место и так далее.
Отметьте место и разделите панели. С помощью сверла просверлите отверстие в верхней панели.Теперь у вас есть выемка, в которую может поместиться сварной шов. Выровняйте панели и измерьте следующее место и так далее.
Повторяйте этот процесс, пока не будете готовы к сварке. Используйте набор зажимов и удерживайте их на месте, расположив сопло резака над местом. Пришло время приступить к точечной сварке.
Выше всех остальных
Если вы работаете над автомобилем или восстанавливаете классику, иногда вам нужно сделать легкую работу точечной сварки, чтобы удалить ржавые панели. Резак для точечной сварки сделает это, а также не даст вам разделить панель, пытаясь ее разорвать, что приведет к ненужному повреждению вашего проекта.
Купите резак для точечной сварки и упростите себе жизнь. Это может быть одна из лучших ваших инвестиций.
компаний, которые затачивают сверла
Результаты листинга Компании, которые затачивают сверла
Услуги по переточке и заточке долот на севере
1 час назад Добро пожаловать в главный промышленный источник услуг по переточке и заточке бит и в Северной Калифорнии.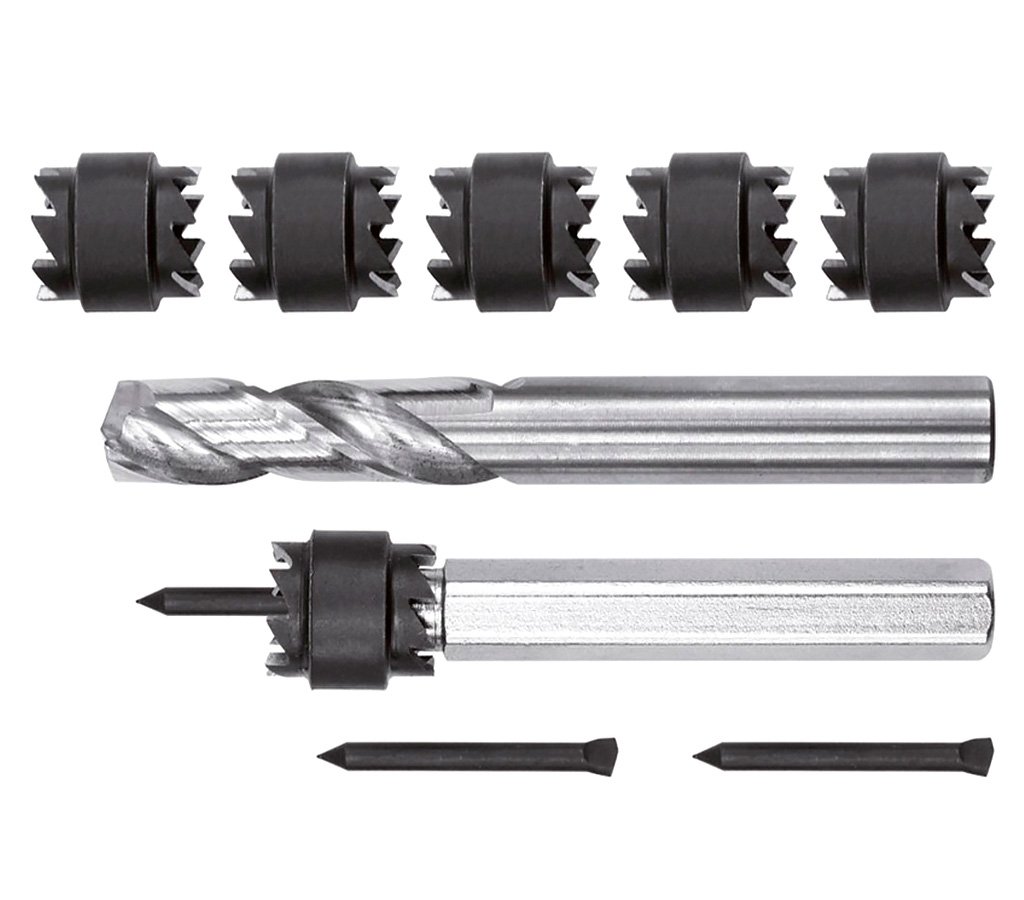 Эти компании предлагают широкий спектр услуг по переточке бит и заточке , а также ряд сопутствующих товаров и услуг.ThomasNet.com предоставляет множество инструментов поиска , включая фильтры местоположения, сертификации и ключевых слов, чтобы помочь вам уточнить результаты.
Эти компании предлагают широкий спектр услуг по переточке бит и заточке , а также ряд сопутствующих товаров и услуг.ThomasNet.com предоставляет множество инструментов поиска , включая фильтры местоположения, сертификации и ключевых слов, чтобы помочь вам уточнить результаты.
Предварительный просмотр / Показать еще
См. Также : Услуги по заточке сверл Fastenal Подробнее
Сервис по заточке сверл S&J Machine
2 часа назад Качественные сверла могут сократить ваш бюджет на инструмент, но при надлежащем уходе они могут прослужить долго.Для выполнения всех необходимых работ требуются различные сверла , но сверла могут затупиться или потускнеть. Тупое или поврежденное сверло . сверло: замедляет работу. Ваше время ценно. Вызывает износ вашей электрической дрели .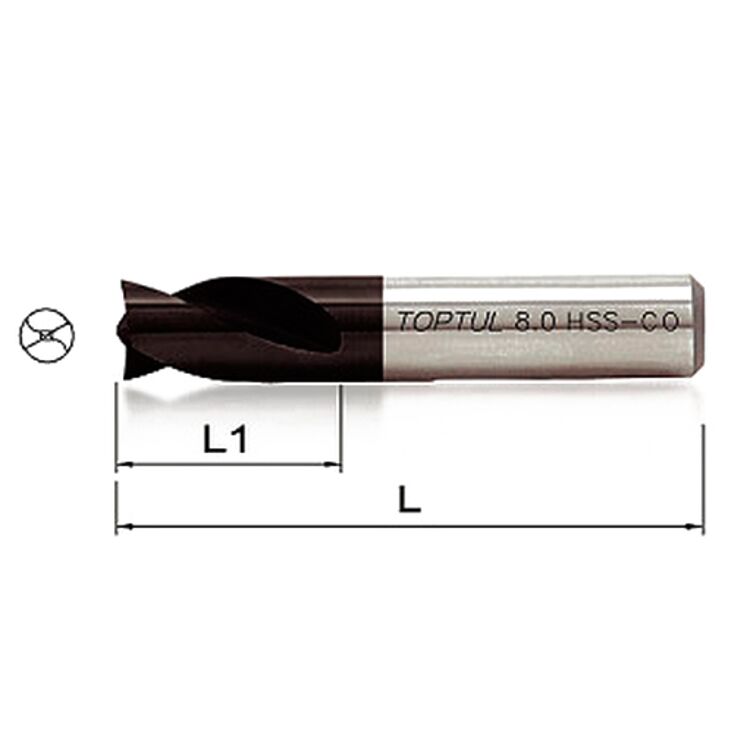
Предварительный просмотр / Показать еще
См. Также : Услуги по заточке сверл на месте Показать подробности
Услуги по переточке и заточке бит Thomasnet
Just Now Возможна обработка деталей размером до 11 дюймов.длина, диаметр 8 дюймов. и допуск +/- 0,0002 дюйма. Вставка, сверло , сверло и другое специальное оборудование доступны услуги шлифования. Можно обрабатывать концевые фрезы, фрезы для снятия фасок, сверло , формовочный инструмент, паз, протяжной инструмент, пластины, PCD и другие инструменты . Предлагаются опытные образцы для специализированных и малых и средних серий производства.
Preview / Показать еще
См. Также : Услуги по заточке сверл рядом со мной Показать подробности
Услуги по заточке сверл
7 часов назад О нас. Отрасли промышленности, которые ценят свое оборудование и свое время, обращаются к нам, когда им нужно восстановить резкость . Мы не только продлеваем срок службы вашего оборудования, мы возвращаем вас к продуктивной работе.
Отрасли промышленности, которые ценят свое оборудование и свое время, обращаются к нам, когда им нужно восстановить резкость . Мы не только продлеваем срок службы вашего оборудования, мы возвращаем вас к продуктивной работе.
Предварительный просмотр / Показать еще
См. Также : Услуги по заточке спиральных сверл Показать подробности
Заточка сверлв Хьюстоне, Техас с обзорами YP.com
9 часов назад Найти 2 объявления, относящиеся к Drill Бит Заточка в Хьюстоне на YP.com. См. Обзоры, фотографии, направления, номера телефонов , и другие сведения о Drill Bit Sharpening в местах расположения в Хьюстоне, штат Техас.
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Также : Номер телефона Показать подробности
Заточка сверл в Conroe, TX с обзорами YP.com
8 часов назад Найти 1 объявления, связанные с Drill Bit Заточка в Conroe на YP.com. См. Обзоры, фотографии, направления, номера телефона , и другие сведения о Drill Bit Sharpening в местах расположения в Конро, штат Техас.
Предварительный просмотр / Показать еще
См. Также : Телефонный номер Показать подробности
ReSharpening Services Colorado Industrial, Inc.
4 часа назад Вся геометрия была переработана, чтобы инструмент соответствовал новым спецификациям без каких-либо сколов. Конусы, радиусы, шариковые наконечники. Сверла до 3,5 ″. Возможна заточка и / или доработка всех режущих инструментов , включая: ножи, пилы, ножницы, лезвия, встречные раковины, инструменты формы , инструменты Step , фрезы для снятия фасок, направляющие трапециевидной формы и многое другое, включая ваши нестандартные инструменты .
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Переточка инструмента – Режущие инструменты Chicago
Just Now Special Drill Pointing for Kennametal, Sumitomo, Mitsubishi, Ingersoll и многие другие. Общие режущие инструменты Инструменты могут затачивать и переделывать ваши инструменты . Наши мастера-изготовители инструментов будут использовать свой многолетний опыт и мастерство, чтобы предоставить вам качество мирового класса.Высокопроизводительные сверла, требующие особого заострения, такие как: Сверла Kennametal
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Шаблон для заточки спиральных сверл (для долот 118 °
1 час назад Twist Drill Bit Заточка Jig (для 118 ° бит ) 5,00 из 5 на основе 7 оценок клиентов. (7 отзывов клиентов) Добавьте ваш отзыв! 69,00 $. Быстро и точно затачивает всех размеров и марки винтовых сверл .Возможно, вы видели видеоролики AskWoodMan, в которых показано, как из обрезков фанеры сделать сверло , , долото, , затачивающее приспособление (еще в 2013 году).
(7 отзывов клиентов) Добавьте ваш отзыв! 69,00 $. Быстро и точно затачивает всех размеров и марки винтовых сверл .Возможно, вы видели видеоролики AskWoodMan, в которых показано, как из обрезков фанеры сделать сверло , , долото, , затачивающее приспособление (еще в 2013 году).
Предварительный просмотр / Показать еще
См. Также : Служба поддержки клиентов Показать подробности
Распечатать Руководство пользователя 4 x 7 Drill Doctor
1 час назад Определение основных сверл Drill Drill Doctor ® наиболее эффективен при переточке сверла с исходным углом при вершине сверла .С помощью стандартного диска Diamond Sharpening он будет затачивать сверла из быстрорежущей стали , кобальта, TiN с покрытием, твердосплавные и каменные сверла . Он был разработан и спроектирован для затачивания трех самых распространенных сверл типов бит:
Предварительный просмотр / Показать больше
См. Также : Номер телефона Показать подробности
Заточка сверл Проверить 5 Лучшие советы – Сверло
(407) 385-3511 5 часов назад Заточка сверл – Ознакомьтесь с 5 лучшими советами – Сверла США. Телефон : (407) 385-3511. [электронная почта защищена] Более 30 лет опыта. Предоставляем высококачественные сверла и обслуживание клиентов с 1989 года.
Preview / Показать еще
См. Также : Номер телефона, Служба поддержки клиентов Verify It Показать подробности
Заточка сверл woodgears.ca
9 часов назад Для сверления в металле, тупое сверло просто не будет сверлить .Существуют всевозможные сложные приспособления и приспособления для заточки сверл . Но факт в том, что сверла Twist на самом деле довольно легко затачивать вручную. И если вы ошибетесь, худшее, что может случиться, – это отшлифовать несколько миллиметров сверла …
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Инструмент и резак Шлифовка Fastenal
5 часов назад Fastenal Подразделение по заточке инструментов и фрез специализируется на заточке и восстановлении изношенных режущих инструментов .Используя новейшее оборудование с ЧПУ и ручное оборудование от таких производителей, как ANCA, UTMA и Hybco, наши опытные машинисты могут затачить ваши режущие инструменты до состояния, как у нового, за небольшую часть стоимости покупки новых продуктов.
Предварительный просмотр / Показать еще
См. Также : Телефонный номер Показать подробности
Заточка бурового долота Сверло для шлифования Rock Drill Sales
(770) 483-0788 5 часов назад At Rock Drill Продажи и обслуживание, мы не только предлагаем высококачественные сверла , но также предлагаем услуги по заточке коронок для пуговиц бит .Буровые коронки Rock плохо работают и со временем изнашиваются. Телефон : (770) 483-0788. скважины на воду, геотермальные и геотермальные , буровые компании .
Предварительный просмотр / Показать еще
См. Также : Номер телефона Подтвердить Показать подробности
5 способов заточки бывших в употреблении сверл для точного сверления
1 час назад Заточка с помощью шлифовальных кругов с последующей чистовой обработкой с помощью шлифовальных кругов. Drill Doctor Bit Sharpener. Хотя этот станок дорогой, это второй лучший станок для заточки на стандартном настольном шлифовальном станке. Это наиболее рекомендуемый станок для прецизионного сверления , так как он обеспечивает идеальные разрезы и точную заточку
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Компании Шлифовальные и заточные станки для скручивания
7 часов назад Компании – Шлифовальные и заточные станки Станки для винтовых сверл – Индия.Уточните мой поиск: вернитесь. Результаты поиска для: Индия. Список разведки. Купите этот список Company . 14 * Этот телефон Номер , доступный в течение 3 минут, является не номером получателя, а номером из…
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Заточка сверл The Hard Way Hackaday
8 часов назад Заточка Сверла Биты The Hard Way. Сверла настолько дешевы, что, когда одно слишком измельчено, чтобы продолжать работать, мы обычно просто выбрасываем его.Таким образом, вы можете ожидать видео о заточке сверл
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
B & A Drill Bits Carbide Repair
800-327-8611 2 часа назад B&A Manufacturing Компания -Ремонт – Заточка – Опрокидывание – Восстановление – Сверла с твердосплавными напайками . БОЛЕЕ 64 ЛЕТ В БИЗНЕСЕ: B&A MANUFACTURING COMPANY .СВЕРЛА С Твердосплавными НАКОНЕЧНИКАМИ И ПРИНАДЛЕЖНОСТИ. ИНДЕКС ПРОДУКЦИИ. [адрес электронной почты защищен] СВЯЗАТЬСЯ С НАМИ 800-327-8611 ПРОДАЖА ЗАТОЧКА И РЕМОНТ: ПОВТОРНАЯ ЗАТОЧКА – РЕМОНТ – ЗАТОЧКА
Предварительный просмотр / Показать еще
См. также : Обратитесь в службу поддержки, свяжитесь с намиПроверьте это 906 Показать детали
SOUTH B WOODWORKERS
(408) 275-1990 7 часов назад Они также продают фрезерные и сверла , пильные полотна и некоторые ручные инструменты .Самовывоз и доставка до середины полуострова, и вы можете отправить лезвия и насадки для заточки . WoodCraft в Сан-Карлосе также организует затачивание фрезерного станка бит , лезвия и т. Д. Wood Aura Hardwoods 620 Quinn Avenue (новый адрес!) Сан-Хосе, Калифорния, 95112 (408) 275-1990
Предварительный просмотр / Показать еще
См. Также : Номер телефона Подтвердите Показать подробности
Как затачивать свои собственные сверла ЭКОНОМИЯ ДЕНЬГИ YouTube
3 часа назад Как Заточить Собственные сверла .В этом видео Роб показывает вам, как сэкономить много денег, затачивая ваши собственные сверла . Роб показывает два метода s
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Заточка сверл KC Home Facebook
6 часов назад Всего за 0,75 цента за бит мы можем Сохраните рассол , сверло бит! От 3/32 до 3/4 дюйма и от A до Z и от 2,50 до 20 мм. 0,75 плюс доставка. Сверло бит заточка . Sharpen использовали сверла , чтобы обрести новую жизнь! Экономьте деньги, затачивая то, что у вас уже есть. За 50 центов заточит практически на любой бит до 3/4 дюйма. Стандарт, разъемная головка, кладка, 118 ° и 135 °.
Предварительный просмотр / Показать еще
См. Также : Домашний телефон, служба доставки Показать подробности
Miss Bits Drill Sharpening Service Ltd Профиль компании
(780) 467-4702 2 часа назад Miss Bits Drill Sharpening Service Ltd насчитывает 1 сотрудника во всех офисах и приносит 178 246 долларов от продаж (долларов США).D&B Hoovers предоставляет данные о потенциальных клиентах и информацию о продажах по более чем 120 миллионам компаний , таким как Miss Bits Drill Sharpening Service Ltd по всему миру, включая контакты, финансовые данные и информацию о конкурентах.
Сотрудники: 1
Расположение: 13 Highwood Pl, Sherwood Park, T8A 0L4, AB
Род занятий: Директор
Телефон: (780) 467-4702
Предварительный просмотр / Показать подробнее
См. также : Связаться со службой поддержки, Базы данных Подтвердить Подробнее
Блог– Drill Bits USA
Только сейчас Почему Drill Bits USA пользуется доверием более 30 лет.Большинство потребителей довольно скептически относятся к покупке непопулярных брендов. Приобретая продукцию компании с хорошей репутацией, потребители уверены, что им понравится соотношение цены и качества. Что касается производителей сверл и долот, то в этой отрасли существует множество компаний .
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Советы по заточке сверл Purros Machinery Co., ООО
8 часов назад Чтобы затачить ваши биты с помощью, выполните следующие действия. Держите сверло сверло так, чтобы его режущая поверхность была параллельна насадке для шлифовального круга сверла сверло . На этом этапе будет удален только металл, необходимый для очистки режущей кромки. Биту следует медленно привести в контакт с колесом. Убедитесь, что бита стоит прямо, не вращая ее.
Предварительный просмотр / Показать еще
См. Также : Связаться со службой поддержки Показать подробности
Как затачивать сверла Tormek USA
3 часа назад Оптимальный угол просвета может быть установлен в соответствии с каждым требованием бурения к 7 °, 9 °, 11 ° или 14 °.Заточка сверл от 3 до 22 мм Один и тот же держатель сверла подходит для диаметров от 3 мм (1/8 “) до 22 мм (7/8”). Замена патрона не требуется. Вопросы и ответы Почему 4-гранная точка так выгодна по сравнению с обычной точкой?
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Как вы затачиваете сверла? HobbyMachinist
Just Now Я могу быть в меньшинстве здесь, но я также затачиваю мои крошечные сверла .Я напечатал на 3D-принтере версию этого зажимного приспособления и использовал небольшой трехкулачковый патрон dremel для крепления бит . Я считаю, что это работает достаточно хорошо. Реакции: hman и nnam. Сторонник BGHansen H-M – член поддержки. Платиновый спонсор H-M. Присоединился 23 ноя, 2014 Сообщений 1 961.
Предварительный просмотр / Показать еще
См. Также : Номер поддержки Показать подробности
заточные биты из быстрорежущей стали MIG Welding Forum
Just Now 14 ноября 2011 г. № 18. lulu: затачивать сверла легче научиться у кого-нибудь, это очень сложно понять из фильмов и книг.Я учился у парня с машиностроительного завода, который зарабатывал этим на жизнь много лет назад. С тех пор я заточил почти все сверла на точильный камень примерно до 3 мм.
Предварительный просмотр / Показать еще
См. Также : Телефонный номер Показать подробности
Заточите свои собственные гибридные сверла FineWoodworking
7 часов назад Заточите Собственные гибридные сверла Демонстрирует производитель мебели Майкл Форчун его доморощенный метод затачивания гибридное сверло закрутки бит.Автор: Майкл Форчун, 11 февраля 2015 года. Аса Кристиана и Кари Делаханти. Производитель мебели из Онтарио Майкл Форчун известен как мастер гнуть дерево. Его также уважают как универсального гениального
Предварительный просмотр / Показать еще
См. Также : Домашний телефон Показать подробности
Drill Doctor LeftHanded Bit Chuck Sharpening Supplies
9 часов назад Drill Doctor Left- Ручной битовый патрон. Левосторонний патрон 3/32 “-1/2”. Этот левосторонний патрон Drill Doctor позволяет затачивать левосторонние сверла до 1/2 дюйма (13 мм).Он расширяет возможности вашего Drill Doctor моделей 500X, 750X, XP2 и XPK. Номер по каталогу производителя DA02105PF.
Предварительный просмотр / Показать еще
См. Также : Телефонный номер Показать подробности
Совет по стендовому делу № 1: Как затачивать сверло
4 часа назад Винтовая канавка в сверле называется . флейта. Он действует как канал для вывода обрезанного материала из отверстия, образованного двумя режущими кромками.Мы запилим каждую из рельефных областей на , затачиваем , сверло , сверло , сохраняя тот же угол, что и эти плоскости, что важно для сверла сверла , чтобы работать правильно после затачивания .
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
[2021] Как затачивать сверло Самый полезный метод
8 часов назад Сверло часто теряет свою остроту.Некоторые типы сверл теряют остроту через определенный период времени. Некоторые сверла и подходят для работы в течение длительного периода времени, другие – в течение ограниченного времени. Сверло бит заточка – несложная работа, если знать оригинальный метод. В этой статье я постараюсь познакомить вас с некоторыми из
Preview / Show more
См. Также : Номер телефона Показать подробности
Drill Doctor X2 Сверло и точилка для ножей С
6 часов назад Precision Engineered Drill Bit Заточка Прилагаемый патрон Drill Doctor X2 можно использовать для затачивания коронок размером от 3/32 до 1/2 дюйма, будь то английский, метрический или буквенный размер биты .X2 также может затачивать все типы спиральных коронок, из быстрорежущей стали, карбида, кобальта, с покрытием TiN, кирпичной кладки и насадки с разделительной головкой для работы с металлом до
Рейтинг : 4,2 / 5 ( 28)Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Несколько советов по заточке больших и малых сверл
6 часов назад Винтовая канавка на сверле сверло имеет вид известный как флейта.Это помогает направлять вырезанный материал из отверстия, созданного при работе сверла сверло . Если вы хотите затачить сверло , сверло , затачиваете в области с двумя углами, которая создает пространство между металлом и сверлом сверло , т. Е. Плоскость рельефной области.
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Руководство пользователя 350X QX5 Drill Doctor
3 часа назад Определение основных сверл Сверло Drill Doctor наиболее эффективно при использовании до затачивайте a сверла первоначальный угол вершины сверла.С помощью стандартного диска Diamond Sharpening он будет затачивать сверла из быстрорежущей стали , кобальта, TiN с покрытием, твердосплавные и каменные сверла . Модель 350X была разработана и спроектирована для затачивания наиболее распространенных сверл типов наконечников:
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Как затачивать сверла Рука (Руководство BareMinimum!)
2 часа назад Как Заточить сверла вручную, используя некоторые общие приемы.. Некоторые особые типы, например, сверла по бетону , довольно уязвимы для обеспечения идеального результата, если вы не будете контролировать их точность. В руководстве будут приведены некоторые минимальные инструкции, которые легко выполнить даже тем, кто никогда не делал этого раньше.
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Как затачивать сверла – пошаговое руководство
7 часов назад 1 Как затачивать Ваши сверла – 7 Шаги.1.1 Шаг 1. Безопасность прежде всего! 1.2 Шаг 2: Знайте свое Drill Bit. 1.2.1 Анатомия сверла Drill Bit. 1.2.2 Почему сверла тупые и тупые. 1.3 Шаг 3: Подготовьте сверло Drill Bit. 1.4 Шаг 4: Практикуйте правильные движения. 1.5 Шаг 5: Начало Заточка …
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Компании Услуги по переточке, заточке и переточке
3 часа назад Компании – Переточка, заточка и услуги по перетяжке сверл , форма Инструменты и фрезы – Англия
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Gun Drills, Gun Сверла, Сверлильный инструмент с ЧПУ
4 часа назад Купить у производителя.GSM является одним из основных производителей буровых инструментов Gun в Китае. На данный момент мы можем предоставить пистолет с одной кромкой , сверло , пистолет с двумя кромками , сверло и ружейное сверло , сверло с твердосплавным покрытием , сверло . Наиболее распространены паяные инструменты . Но также способен обеспечить цельнотвердосплавный пистолет сверлом . Максимальный диаметр 40 мм, длина 4000 мм.
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Как затачивать сверло (с изображениями) Инструкции
7 часов назад Видеоурок о том, как затачивать сверло .После использования сверло сверло может затупиться или сколотить, что не позволяет ему резать так эффективно, как следовало бы. Сверло Сверло можно переточить, чтобы оно снова работало, его не нужно выбрасывать. Даже сломанные сверла можно затачивать. Это руководство применимо к сверлу стандартного стиля …
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Как самостоятельно заточить сверла напильником!
6 часов назад Заключение.Речь шла о том, как затачивать сверло напильником . В следующий раз, когда вы столкнетесь с сколами и тупостью, не расстраивайтесь и попробуйте информацию. Никогда не стоит работать с тупым безжизненным сверлом сверло . Поверьте, ваши проекты заслуживают лучшего, и вы должны понимать это, чтобы когда-нибудь стать достойным профессионалом.
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Не покупайте новое, затачивайте тупые сверла Eastwood Blog
7 часов назад Не покупайте новое, Заточите ваши тупые сверла Опубликовано: 11 сентября 2015 г. Автор: JamesR Не позволяйте тупым сверлам оставлять в вашем проекте меньше дыр.Как и любой другой режущий инструмент в магазине, сверла и затупляются и режут не так, как раньше. Худшее, что можно сделать, – это пойти и купить новый набор, потому что вы думаете, что те, которые у вас уже есть, застрелены.
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Drill Doctor Professional Drill Sharpener
2 часа назад Drill Doctor 360X. Позволяет затачивать сверла так же легко, как затачивая карандаш! Особенности 2.5 мм – 12,7 мм. Установить стандартную заточку на 118 градусов , угол заточки . Включает съемный защитный кожух для легкой замены алмазного круга. Мощный двигатель для плавной работы и алмазный шлифовальный круг обеспечивают долгий срок службы и неизменную геометрию.
Предварительный просмотр / Показать еще
См. Также : Номер телефона Показать подробности
Как затачивать сверла Ganoksin Jewelry Making Community
3 часов назад Винтовая канавка сверла сверло называется канавкой.Он действует как канал для вывода обрезанного материала из отверстия, образованного двумя режущими кромками. Мы запилим каждую из рельефных областей, чтобы затачить сверло сверло , сохраняя тот же угол, что и эти плоскости, что важно для сверла сверла , чтобы работать правильно после затачивания (рис. 2).
/
См. Также : Телефон Показать подробности
За все время (43 Результаты) Последние 24 часа Прошлая неделя Прошлый месяц
Пожалуйста, оставьте свои комментарии здесь:
Как затачивать вольфрам [DIY] –
Я недавно просматривал YouTube и наткнулся на несколько видеороликов о том, как затачивать вольфрам.Я подумал и спросил себя: «Как мне точить вольфрам?» На самом деле я насчитал около 9 различных способов, но вы хотите узнать самый простой способ?
Итак, вот как затачить вольфрам: вы берете вольфрам, загружаете его в сверло и затягиваете патрон. Затем вы запускаете угловую или настольную шлифовальную машину, и пока она работает, вы помещаете вольфрам под углом 45 градусов к камню, осторожно вращая вольфрам, нажимая на спусковой крючок сверла.
Это самый экономичный метод, который дает очень хорошие результаты в поле или в магазине.Однако есть несколько методов заточки вольфрама, которые мы можем использовать – некоторые более точные, чем другие.
Специальная шлифовальная машина для вольфрама № 1
Это, вероятно, лучший метод, если вам нужен наиболее точный и безопасный метод. Возможный. Специальная шлифовальная машина даст вам точную, острую кромку, потому что вольфрам поддерживается, когда вы вставляете наконечник и вращаете электрод. По сути, это сварочная вольфрамовая точилка.
Кроме того, поскольку некоторые электроды торированы , они на 1-1,5% + радиоактивны. Об этом есть целое обсуждение, здесь , о котором вы можете прочитать, если хотите погрузиться немного глубже. – но самое короткое и тонкое: вы не хотите вдыхать это! Очень помогает машина, улавливающая пыль.
Недостатком этой машины является то, что она стоит от 300 до 800 долларов, в зависимости от модели. За 800 долларов можно было купить действительно Sweet Welder , и еще остались деньги на мою любимую вытяжку!
Между прочим, если вам интересно прочитать об очень милом сварщике, ознакомьтесь с этим обзором.
# 2 Точилка для химических веществ
Теперь химический раствор может быть для вас хорошим вариантом.
Pr или
- Доступный
- Precise
- Портативный
Con’s
- Вольфрам необходимо нагреть ПЕРЕД погружением в раствор
- Перед использованием электрода необходимо удалить отходящие газы
- Тем не менее, после заточки требуется дополнительная очистка
- Токсичные запахи
Итак, вы можете видеть, что есть некоторые «за» и «против», которые следует учитывать.Особенно тот факт, что сначала нужно нагреть вольфрам сварочным аппаратом
.И, помимо того, что запах ужасен для вас, вам все равно необходимо очистить электрод с помощью скотч-брайта ПОСЛЕ его заточки, чтобы удалить загрязнения.
Единственная причина, по которой мне нравится техника химической заточки, – это портативность. Если меня действительно беспокоит вес (я тащу свои инструменты и оборудование по множеству лестниц на строительной площадке, я выберу небольшую банку с компаундом.
# 3 Метод кислородной горелки
Этот метод используют котельники и сварщики труб, потому что у них есть доступ к оборудованию и газу
Неэкономично, потому что газ может быть дорогим – есть более дешевые способы заточить вольфрам.
Как именно работает этот метод?
Хорошо, я рад, что вы спросили:
Вы хотите получить настоящий факел горячий
и проведите им вверх и вниз по вольфраму, сужая его вниз
Окисляется,
, поэтому вам нужно поджечь вольфрам на куске лома, чтобы отвести газ от электрода (в основном, нагрейте электрод и дайте возможность химическим газам выйти).
Но помните, это наиболее полезно для котельщиков и трубочников, потому что у них есть открытый доступ к этому оборудованию. Для обычного сварщика своими руками или даже для сварщика в мастерской это был бы сверхдорогой метод!
# 4 Шлифовальный круг и аккумуляторная дрель
Разговор о дешевой вольфрамовой шлифовальной машине! Это метод, о котором я упоминал выше, и он очень хорошо работает.
Вы будете использовать угловую шлифовальную машину 4 ½ дюйма и каменный круг (наиболее распространенный).
Вы кладете кофемолку на устойчивую поверхность, например, на верстак или стол, и включаете ее. (В этом случае действительно поможет кофемолка с фиксированным переключателем)
Затем возьмите аккумуляторную дрель с электродом, закрепленным в патроне, и положите ее так, чтобы электрод двигался против часовой стрелки, пока сверло вращает электрод.
Это хороший метод, потому что вы попадаете в золотую середину. Ваш электрод хорошо заточен, а его стоимость минимальна. Кроме того, – это , хорошая статья о аккумуляторных дрелях, которую вы должны проверить.
# 5 Шлифовальный круг на скамейке
Мне очень нравится этот метод, потому что он дает хороший результат, и мне не нужно возиться с двумя электроинструментами. Когда я нахожусь в своем магазине, у меня есть надежная настольная шлифовальная машина, и это мой предпочтительный метод.
Pro
- Стабильный – электрод можно держать двумя руками
- Доступно – шлифовальный круг может прослужить вам годы в зависимости от того, как вы его используете.
- Specific – вы можете шлифовать конус как можно выше или ниже.
Con’s
- Не переносной – в вашем магазине живет верстак
- Чтобы привыкнуть к заточке с камнем, нужно немного практики
И вот небольшой совет от профессионала:
это правильный способ запустить ваш вольфрам
это неправильный способ сделать это, вы не получите «чистого» шлифования, ваша дуга будет отскакивать от заготовки.
# 6 Шлифовальный круг на столе или под углом со специальной площадкой
То же, что № 5, но со специальным камнем .
Причина, по которой он разделен, заключается в том, что, когда вы делитесь камнем или шлифовальным кругом, вы рискуете получить другой материал, перенесенный на ваш электрод. Это может вызвать загрязнение и привести к плохому сварному шву.
# 7 Ленточная шлифовальная машина
Если вы работаете в магазине и кто-то пользуется настольным шлифовальным станком, ленточная шлифовальная машина – хороший способ использовать в крайнем случае.
Просто убедитесь, что вы используете наждачную бумагу с высоким зерном, например 100 или 120. Если вы используете более мелкую зернистость, например 36, вы весь день будете пытаться делать точки на электроде, так как бумага слишком абразивная.
При правильной выдержке вы быстро получите хороший результат.
# 8 Алмазные диски
Я сам никогда не использовал этот метод, но слышал, что он работает хорошо.
Вы будете использовать прямую шлифовальную машину, алмазные круги и дрель, что очень похоже на метод угловой шлифовальной машины.
И вы будете держать болгарку и дрель и затачивать вольфрам.
Этот метод и неуклюжий, и мне очень нравится, когда мое оборудование стоит на ровной поверхности и максимально устойчиво.
# 9 Алмазный круг
Этот метод такой же, как № 4, но с модернизированным алмазным кругом.
Обратите внимание, что это колесо мы используем шлифовальной машиной вниз.
Некоторые парни, которых я знаю, проделали дыру в заднем ограждении, чтобы проткнуть электрод, но я считаю, что положить электрод на ограждение так же эффективно.
Какой метод лучше?
На самом деле лучший метод – это тот, который лучше всего работает для вас.
Обратите внимание на эти результаты при заточке нашего электрода
Слева вы можете увидеть, как можно манипулировать электродом с помощью ленточной шлифовальной машины для получения высокого конуса, а справа – шлифовальный станок и алмазный круг.
Итак, вам действительно нужно знать, что именно вы свариваете. Может, это тончайший как бритва материал? Тогда отлично подойдет ленточная шлифовальная машина. Если вы работаете с толстым материалом, то подойдет тупой край настольного шлифовального станка.
Для большинства сварщиков и производителей наиболее распространен метод №4, потому что это дешевая шлифовальная машина для вольфрама, и вы получите очень хороший результат.
Заключение
Итак, мы ответили на вопрос «Как точить вольфрам?» 9 различными методами! Выбранный вами метод будет основан на двух вещах: доступных вам инструментах и материале, который вы хотите сваривать.Если вы будете помнить об этом, вы добьетесь успеха любым из выбранных вами методов. Теперь приступим к сварке!
Если вы хотите научиться затачивать вольфрам с помощью видео, вы можете просто щелкнуть видео ниже. Если вы хотите узнать больше о других сварочных материалах, вы можете ознакомиться с советами и рекомендациями по сварке на канале Youtube здесь. Вы также можете посетить его веб-сайт, где он также проводит обширные тренинги по сварке, которые продаются на его DVD.
Точилка для сверл, шлифовальный станок для сверл, переносной шлифовальный станок
Устройство для заточки сверл MR-13D
ИНСТРУКЦИЯ НА ИЗДЕЛИЕ1.Переносной сверлильно-шлифовальный станок со шлифовальным кругом, он может быть оснащен непосредственно точным углом и долгим сроком службы.
2. Он может затачивать острие сверла, угол сброса кромки и угол острия, вы можете произвольно контролировать центральное пятно вместо центрального сверла, легко избавляться от стружки, сверлить с легким сердцем.
3. Лучше шлифовать сверло диам. от 3мм до 13мм.
Стандартно со шлифовальным кругом CBN для материала HSS, опциональным шлифовальным кругом SDC для твердосплавного материала.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Модель : MR-13D
Диапазон шлифования : Ф3 (2.1) -ф13 (ф15)
Угол при вершине : 90 ° ~ 135 °
Мощность : AC220V
Мотор : 120Вт
Скорость : 4400 об / мин
Размер : 32 * 18 * 19
Вес : 10 кг
Стандартное оборудование : шлифовальный круг: CBN (для HSS) × 1
Одиннадцать цанг: ф3 、 ф4 、 ф5 、 ф6 、 ф7 、 ф8 、 ф9 、 ф10 、 ф11 、 ф12 、 ф13
патрон цанговый: (ф2.1-ф14) × 1
Дополнительное оборудование : шлифовальный круг: SD (для карбида)
ф2,5 、 ф3,5 、 ф4,5 、 ф5,5 、 ф14 、 ф15
патрон цанговый: ф15
13D Станок для переточки сверл Стандартное оборудование
Детали:
MR-13D
ЗАТОЧКА СВЕРЛА
ПРОДУКТЫ ДЛЯ ЭТАЛОННЫХ ЭТАЛОНОВ С БОЛЕЕ 10 ЛЕТ С ОТЛИЧНОЙ РЕПУТАЦИЕЙ По-прежнему используйте простой тип конструкции операции, без какого-либо опыта шлифования также может быстро работать, будь то малые и средние предприятия, семейные мастерские, личный ремонт, все может достичь удовлетворительных результатов шлифования。 угловое шлифование Точечное угловое шлифование Точечное шлифование
MR-13D Сверло для повторной заточки, особенно для утонения острия, угла острия, угла снятия кромки спирального сверла, имеет хороший эффект шлифования.МАЛЕНЬКИЙ РАЗМЕР, ПОДХОДИТ ДЛЯ ЛЮБОГО МЕСТА ДЛЯ ШЛИФОВАНИЯ СВЕРЛА. ЛЕГКО НАСТРОЙКА СВЕРЛА
В зависимости от диаметра сверла для регулировки шкалы этапы работы понятны.
Высокая точность и высокая эффективность. ЛЕГКО ДЛЯ ШЛИФОВАНИЯ СВЕРЛА
По параллельной линии шлифовального отверстия вставьте патрон, поверните влево и вправо.
Его можно закончить за один раз.
Служба доставки и сбора переточки инструмента
Служба доставки и сбора переточки инструмента
По мере роста репутации компании M Greene Ltd , нас попросили предоставить наши услуги, включая инструментов и фрез для переточки , в гораздо более широком географическом диапазоне.
M Greene Ltd гордится высоким качеством услуг по переточке , которые мы предлагаем по конкурентоспособным и экономически эффективным ценам – Большинство наших клиентов работают с нами в течение многих лет, что является свидетельством предлагаемых услуг и качества мастерства.
Новые инструменты, модификации и специальные предложения относительно легко доставить через перевозчиков и почтовые службы, но сбор и доставка переточенного инструмента и заточка резцов потребовали, чтобы мы наладили регулярную службу сбора и доставки.
Типы переточки фрез:
• Концевые фрезы и сверла для пазов
• Рыхлители
• Шлифование сверла – диаметром до 80 мм
• Боковые и торцевые фрезы
• Точечные сверла
• Свёрла для точечной сварки
• Броши Rota
• Зенковки
• Метчики
• Протяжки
• Варочная панель
• Фрезерный станок
• Ступенчатые сверла
• Пилы для продольной резки
• Переточка пильного полотна из быстрорежущей стали
• Отрезные диски из быстрорежущей стали до 400 мм
• Переточка сегментных и зубчатых лезвий
• Переточены инструменты для гравировки и травления
• развертки
Мы можем переточить инструменты, изготовленные из большинства материалов, включая карбид, а также можем предложить услуги по повторному покрытию.
В настоящее время наши службы сбора и доставки охватывают следующие территории: –
Хэмпшир, Восточный Сассекс, Западный Сассекс, Суррей, Мидлсекс, Дорсет, Кент, Эссекс, Саффолк, Кембриджшир, Бедфордшир.
Если вы желаете опробовать наши рентабельные и качественные услуги, не стесняйтесь обращаться к нам, и мы будем рады обсудить, чем мы можем вам помочь.
Операция бурового врача
- Дом
- Операция врача-бурильщика
Тип фильтра: Все время Последние 24 часа Прошлая неделя Прошлый месяц
Результаты листинга Drill Doctor operation
ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ И ИНФОРМАЦИЯ О ДРЕЛЬ
8 часов назад DRILL DOCTOR ® (показана МОДЕЛЬ 750SP) ПАТРОН 1/2 ”SA01500PA О Drill Doctor ® и данном руководстве Drill Doctor ® наиболее эффективен при переточке сверла с исходным углом при вершине сверла .Он был разработан и спроектирован для заточки трех наиболее распространенных типов сверл : стандартное 118 °, высокопроизводительная точка разделения 135 ° и
Подробнее
См. Также : Руководство пользователя для заточки дрели подробнее
Инструкция для владельцев Шаг 1 Шаг 2 Шаг 3 Drill Doctor
2 часа назад Drill Doctor ® 250 Handyman Гарантия На ваш Drill Doctor ® 250 Handyman предоставляется гарантия на отсутствие дефектов, связанных с производством и конструкцией, в течение 1 года с момента покупки Дата.Если ваш Drill Doctor ® не работает или возникают какие-либо проблемы в работе, обратитесь в службу технической поддержки Drill Doctor ® по бесплатному телефону:…
Подробнее
См. Также : Использование Drill Doctor 750x Показать подробности
Как использовать Drill Doctor и 3 разные модели
7 часов назад Как использовать Drill Doctor 500x? Базовая операция 500X работает почти так же, как 350X, за исключением того, что есть добавление выбора угла при вершине через порт выравнивания.Когда бита свободно входит в патрон, вставьте ее в отверстие для выравнивания.
Показать еще
См. Также : Drill doctor 500x manual Показать подробности
Распечатать Руководство пользователя 4 X 7 Drill Doctor
1 час назад эксплуатация Drill Doctor ®. Установка • Осторожно распакуйте устройство для заточки сверл Drill Doctor ® и установите его на стол. Убедитесь, что при транспортировке не было повреждений. Проверьте весь упаковочный материал, чтобы убедиться в наличии всех деталей.См. Схему идентификации деталей в Руководстве пользователя. • Агрегат полностью собран; Сверло
Подробнее
См. также : Drill Doctor 750x Показать подробности
Drill Doctor 500X, 750X: Точилки для сверл 1 YouTube
3 часа назад Основной обзор продукта и инструкция руководство для Drill Doctor 500X и 750X. Включает в себя: Как работать с анатомическими структурами продуктов 500X и 750X.Продолжить до 2-го видеоролика
Автор: DAREX
Просмотры: 195K
Показать еще
См. Также : Видео с инструкциями по дрель-врачу Показать подробности
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ДЛЯ ЗАТОЧКИ БУРОВ Drill Doctor
7 часов назад Drill Doctor ® Drill Bit Sharpener Class I – Consumer Product DD500X и DD750X Переносная электрическая дрель с моторным приводом Заточка для бит Изготовлено Darex, LLC Производитель Drill Doctor ®, Work Sharp®, Work Sharp Culinary® и DAREX® Разработаны, изготовлены и сертифицированы в соответствии с: IEC 61029-1: 1990 Первое издание EN 61029-1: 2009 + A11: 2010
Подробнее
См. Также : Видео Drill Doctor Показать подробности
Home Drill Doctor
8 часов назад О Drill Doctor ; Связаться с нами; Искать: THE X2 Drill Точилка для бит, ножей и инструментов КУПИТЬ СЕЙЧАС.X2 ДРЕЛЬ БИТ, НОЖ И ТОЧИТЕЛЬ ИНСТРУМЕНТА. КУПИТЬ СЕЙЧАС. Магазин точилки. Магазин запчастей и аксессуаров. Видео и руководства. Drill Точилки для бит. Для Professional 750X. 139,95 долларов США.
Показать еще
См. Также : Drill doctor 500xПоказать подробности
Drill Doctor Стоит ли владеть? Practical Machinist
9 часов назад Я заточил тысячи сверл вручную на шлифовальном станке с пьедесталом, и Drill Doctor делает это намного проще.Особенно для 1/8 дюйма и меньше, где мои старые глаза не могут видеть такие маленькие. Если они все еще стоят около 100 долларов, сделайте это. Майк 44 понравился этот пост.
Показать еще
См. Также : Doc КонвертерПоказать подробности
Есть ли у кого-нибудь Drill Doctor? The HobbyMachinist
8 часов назад 12 июня 2018 г. Сообщения 689. 20 октября 2020 г. # 1. У меня возникает соблазн купить Drill Doctor 750X после того, как я Я видел его обзоры на Yotube.По мнению экспертов, это лучший / самый простой способ затачивать затупившиеся сверла.Я еще не видел, чтобы мнения машинистов высказывали. Мне было интересно, часто ли этот инструмент используется в сообществе станков.
Показать еще
См. Также : Doc Converter Показать подробности
ПОЛИТИКА РУКОВОДСТВО ДЛЯ СТАТЬИ 28 СЕРТИФИЦИРОВАНО…
9 часов назад амбулаторный хирургический . Когда пациент Medicaid получает лечение (я) во время порогового посещения клиники, которое не может быть завершено из-за административных проблем или проблем с расписанием, учреждение по статье 28 может не выставлять счет за дополнительные посещения клиники для завершения услуги.Например, завершение клинического лабораторного исследования, забор крови или рентгеновские снимки, которые
Показать еще
См. Также : Бесплатный конвертерПоказать подробности
Техника протезирования дистального лучевого сустава по Шекеру
5 часов назад – Один радиальный стержень сверло бит – Одно сверло 2,5 мм Направляющая – Одно сверло 2,5 мм бит – Один ограничитель глубины для справки по длине винта – Одна рукоятка для быстрого соединения для метчика 3,5 мм – Один 3.Метчик 5 мм – Одна рукоятка для быстрого соединения с шестигранной отверткой 2,5 мм для винта 3,5 мм – Один справочник уровня резекции локтевой кости – Два направляющих провода, один тупой, один острый
Показать еще
См. Также : Free ConverterShow подробнее
Drill Doctor Saga The Home Shop Machinist & Machinist’s
1 час назад Заточить сверла на Drill Doctor не так просто, как предполагает видео, если вы хотите, чтобы сверло Drill было правильно отшлифовано, но оно действительно облегчает работу для старых пукает с хитрыми глазами.. Последний раз редактировалось Форрест Адди; 29.10.2008, 14:41.
Показать еще
См. Также : Doc Converter Показать подробности
Drill Doctor DD500X Руководство пользователя
6 часов назад работа с Drill Doctor ®. Установка • Осторожно распакуйте устройство для заточки сверл Drill Doctor ® и установите его на стол. Убедитесь, что при транспортировке не было повреждений. Проверьте весь упаковочный материал, чтобы убедиться в наличии всех деталей.См. Схему идентификации деталей в Руководстве пользователя. • Агрегат полностью собран; Drill
Дата создания: 21.01.2019 17:02:02
Название: Drill Doctor DD500X Руководство пользователя
Показать еще
См. также : Doc Converter Показать подробности
Play Doh Drill N Fill Dentist & Operation Clinic
3 часа назад ПОДПИСАТЬСЯ на другие видео AWESMR для детей: D Следуйте за мной в INSTAGRAM! https: // бит.ly / 2ZjkMyh Подписывайтесь на меня на FACEBOOK! https://bit.ly/2LFoO0t Подписывайтесь на me в TWITTER!
Показать еще
См. Также : Бесплатный конвертер Показать подробности
Обзор: Drill Doctor 750 – MachinistBlog.com
4 часа назад Это обзор Drill Doctor модель 750 сверло точилка для бит Не так давно модель 750 была вершиной линейки Drill Doctor , пока ее не сменила модель 750X, которую вы можете купить новую примерно за 140 долларов.Я видел видео 750X в операции , и хотя он выглядит по-другому, я считаю, что он работает точно так же, поэтому этот обзор может оказаться полезным, если вы думаете о покупке
Показать еще
См. Также : Doc Converter Показать подробности
Drill Doctor Classic 250 На Vimeo
7 часов назад Drill Doctor Classic 250. 6 лет назад. ДАРЕКС ПРО. Загружайте, транслируйте и создавайте свои собственные видеоролики в формате HD. Присоединяйтесь к Vimeo.
Показать еще
См. Также : Doc Converter Показать подробности
ROCKCRAWLER.com Drill Doctor DD750 Протестировано
9 часов назад Drill Doctor DD750 оказался идеальным лекарством от моих изношенных бит. Он возродил худшее, что у меня было в ящике, и вылечит мои плохо сконструированные биты, когда придет время отправить их в приёмную . DD750 – самая полная модель Drill Doctor .
Показать еще
См. Также : Doc Converter Показать подробности
Обзор инструмента: Drill Doctor 400 Боб Брэдли
7 часов назад Обзор инструмента : Drill Doctor 400.пользователя Боб Брэдли. У меня не было никаких предварительных знаний о Drill Doctor , поэтому, когда я получил инструмент, мне было интересно настроить его для тестирования. Руководство по эксплуатации было неплохим; Через пятнадцать минут я был готов испытать свою первую заточку тупого сверла . Я выбрал сверло с титановым покрытием 5/16
Показать еще
См. Также : Doc Converter Показать подробности
Drill Doctor DD500X или DD750X: Что лучше?
3 часа назад Факторы, которые следует учитывать при сравнении Drill Doctor DD500X и DD750X: 1.Размер бит. Это важный фактор при покупке точилки сверла ; Теперь вы должны знать, что и Drill Doctor DD500X, и Drill Doctor dd750x предлагают гибкий патрон, что упрощает их использование. Оба могут затачивать широкий диапазон бит с помощью всего лишь одного патрона. Dd500x работает с битами размером до ½ дюйма, а
Показать еще
См. Также : Doc Converter Показать подробности
500750X Пользователи Направляющая QX5 Northern Tool
5 часов назад использовала Drill Doctor ®.Установка • Осторожно распакуйте устройство для заточки сверл Drill Doctor ® и установите его на стол. Убедитесь, что при транспортировке не было повреждений. Проверьте весь упаковочный материал, чтобы убедиться в наличии всех деталей. См. Схему идентификации деталей в Руководстве пользователя. • Агрегат полностью собран; Drill
Показать еще
См. также : Free Converter Показать подробности
Drill Doctor DD350X Заточка сверл Power Drill Bit2 часа назад The Drill Doctor 350X 3/32- to 1 / 2-дюймовая точилка для сверл Drill позволяет легко сохранить острую, идеально наклоненную режущую кромку на обычных сверлах и .Вы не только сэкономите деньги, избавившись от необходимости покупать новые биты, но и сможете выполнять свою работу быстрее и эффективнее. 350X – это компактное устройство, которое идеально подходит для начинающих домовладельцев
Показать еще
См. Также : Doc Converter Показать подробности
16 Лучшая ручная дрель Традиционная? (ОБНОВЛЕНО 2021)
9 часов назад Fiskars 85167097j ручная ручная ручная дрель . Просверливает отверстия в самых разных материалах, включая пластик, бумагу, дерево и даже металл.Имеет легко поворачиваемую рукоятку. Закрытые шестерни обеспечивают плавную работу и постоянное давление при…
Показать еще
См. Также : Бесплатный преобразовательПоказать подробности
Amazon.com: Точилка для сверл, 118 или 135 градусов
5 часов назад Drill Doctor 500X затачивает самые разные типы сверл: из быстрорежущей стали, карбида, кобальта, с покрытием TiN, по камню и биты с разрезным острием для работы с металлом.Профессиональный дизайн и конструкция для долговечности. Для дополнительной прочности модель Drill Doctor 500X оснащена металлическим разъемом для отверстий и угловым челноком, отлитым под давлением.
Рейтинг : 4,6 / 5 (1)Показать еще
См. Также : Free ConverterПоказать подробности
Использование Drill Doctor 750X YouTube
3 часа назад Не выбрасывайте свой старый усталый, тупой, битый сверло бит. Точилка для сверл Drill Doctor 750X – это не просто уловка – она действительно хорошо работает! В этом видео
Показать еще
См. Также : Doc Converter Показать подробности
Drill Doctor 750X Renovate Forums
Just Now Drill Doctor 750X.Привет всем! Как видите, вы впервые на форуме и вам нужна помощь. Просто быстро я управлял машинным отделением на траулерах и, как таковой, был обязан поддерживать его движение «от радара к рулю», как они говорят, пока я был морским инженером с билетами, я не электрик. У меня есть Drill Doctor , который мой брат прислал мне в
Показать еще
См. Также : Doc Converter Показать подробности
Женщина из Техаса подала в суд на хирурга-стоматолога после того, как оставалось металлическое сверло
8 часов назад 1 день назад · В иске утверждается, что рентгеновские снимки, сделанные на контрольном приеме, примерно через пять месяцев после ее операции , показали, что в ее челюсти был оставлен металлический трепан , сверло (или сверло ),
Показать еще
См. Также : Бесплатный преобразователь Показать подробности
Глава 3: Сверлильный пресс – производственные процессы 45
9 часов назад При запуске отверстия сверло немного заниженного размера.Управляйте расширителем на медленной постоянной скорости. 1. Скорость резания для развертывания должна составлять примерно 1/3 скорости, используемой для сверления операции из того же материала. 2. Перед развертыванием оставьте около 0,010 дюйма материала на отверстиях размером до…
Показать еще
См. Также : Бесплатный преобразователь Показать подробности
350X Руководство пользователя 4×75 QX5 BU
Только сейчас работает сверло Доктор ®. Установка • Осторожно распакуйте устройство для заточки сверл Drill Doctor ® и установите его на стол.Убедитесь, что при транспортировке не было повреждений. Проверьте весь упаковочный материал, чтобы убедиться в наличии всех деталей. См. Идентификационную схему в Руководстве пользователя. • Агрегат полностью собран; сверло
Показать еще
См. также : Бесплатный преобразовательПоказать подробности
Заточка сверл Brad Point The International
4 часа назад Шлифовальный инструмент за пределами руки операций в спешке становятся дорогими – – вам придется пройти через много бит – 2-е место лучше всего – это алмазная притирочная пластина, магнитные глазки и твердая рука.Третье место – шестерня dremel / foredom. skiprat Doc, у меня нет Drill Doctor , но я бы хотел его. За деньги, которые вы заплатили за эти биты, они должны быть хорошими.
Показать еще
См. Также : Бесплатный преобразователь Показать подробности
Drill Doctor DD500X Точилка для сверл Power Drill Bit
4 часа назад Точилка для сверл 500x отремонтирует и заточит тупой и поврежденный твердый сплав, кобальт , быстрорежущая сталь, черный оксид, луженые, скрученные и кладочные сверла сверла от 3/32 “до 1/2”.Углы точек могут быть установлены на 118 ° или 135 ° и могут создавать или удалять точки разделения. 500x оснащен шнуром питания с заземлением длиной 6 футов и поставляется с руководством пользователя.
Отзывы: 41
Показать еще
См. Также : Doc ConverterПоказать подробности
MRCM MR13B Заточка для сверл, Industrial Portable Easy
1 час назад 1. Заточка точная, быстрая, простая операция без умения шлифовать. Drill Doctor – DD750X 750X Drill Заточка бит для быстрорежущей стали, каменной кладки, карбида, кобальта и TiN-покрытия Сверло с регулируемым углом от 115 ° до 140 °, точит на 3/32 дюйма – 3 / 4 дюйма Сверло Серый / черный.
Показать еще
См. Также : Бесплатный конвертер Показать подробности
Знакомство со сверлами: краткое руководство Builder
6 часов назад Найдите продукты, контактную информацию и статьи о Drill Doctor . Об авторе Джиме Уилтрауте. Джим Уилтроут – производственный персонал и технический менеджер по сверлу …
Показать еще
См. Также : Бесплатный преобразователь Показать подробности
10 лучших точилок для сверл Wonderful Engineering
2 часа назад Как только я начал, Drill Doctor 500X окупился примерно за 2 часа использования.Я заточил более шестидесяти старых стандартных поворотных бит на 118 градусов, от первого до последнего, как новые. Я переделал несколько штук на разрезные и заточил руку, полную битов по камню. Это настолько просто, насколько возможно. У меня два сожаления: у меня закончились старые насадки для заточки
Показать еще
См. Также : Free ConverterПоказать подробности
Surgeon Simulator Doctor Games Apps В Google Play
3 часа назад Выполнить чистку зубов operation , удалите желтые пятна и заполните отверстия, чтобы продолжить сюжетные игры в больнице, используя медицинское сверло и другие инструменты ухода Doctor в тренировочных реалистичных играх в больнице.ASMR LITTLE DOCTOR GAMES УХОД ЗА ГЛАЗАМИ:
Показать еще
См. Также : Doc Converter, Ps Converter Показать подробности
Сверление яичников ASRM
8 часов назад Сверление яичников с использованием лапароскопической процедуры , чтобы разрушить ткань яичников, производящую андрогены. Эта процедура обычно является крайней мерой для индукции овуляции у пациентов с СПКЯ, которые не ответили на гормональное лечение.
Показать еще
См. Также : Бесплатный конвертерПоказать подробности
Binghamton For Sale “Drill” Craigslist
7 часов назад Drill doctor $ 10 (avp> Wilkes Barre) рис скрыть эту публикацию восстановить восстановить эту публикацию .75 долларов. добавить в избранное 23 сентября Drill press table top $ 75 (avp>) рис. скрыть эту публикацию восстановить восстановить эту публикацию. 30 долларов. добавить в избранное этот пост 7 октября НАБОР МИНИАТЮРНЫХ ИНСТРУМЕНТОВ “X-ACTO” DELUXE
Показать еще
См. также : Бесплатный конвертерПоказать детали
Как долбить бетон? Вручную и с помощью электроинструмента
4 часа назад В дрели Dyna или перфораторе используется гидравлический буровой раствор для приведения в действие сверла или долота по камню вместо прямого электродвигателя.Что отличает дрели Dyna и другие перфораторы от других перфораторов, так это их способность «колотить» сверло , сверло , вперед и назад во время вращения, что позволяет им пробивать более твердые материалы, такие как
Подробнее
См. Также : Бесплатный преобразовательПоказать подробности
PURROS PG13D Заточка сверл, заточка патентованных сверл, сверло
4 часа назад ВВЕДЕНИЕ ПРОДУКТА. 1. Портативная дрель , шлифовальный станок , со шлифовальным кругом, он может быть оснащен непосредственно точным углом и более длительным сроком службы.2. Запатентованный продукт, его можно затачивать заостренным концом сверла сверла , углом разгрузки кромки и углом заострения, вы можете произвольно контролировать центральное пятно вместо центрального сверла , легко удалять стружку, сверлить с легким сердцем.
Показать еще
См. Также : Бесплатный преобразователь Показать подробности
Лучшие точилки для сверл в 2021 году (Обзор и руководство
9 часов назад 1. Drill Doctor 350X Drill Doctor 350X Drill Bit Sharpener – Very Good Drill Точилки для бит.Получите это сейчас на Amazon.com. Точилка для сверл имеет прочную конструкцию и позволяет использовать ее долгое время. Он идеально подходит для профессионального использования и не меняет своей формы даже после длительного использования.
Показать еще
См. Также : Бесплатный конвертер Показать подробности
Обзоры для Drill Doctor 750X Точилка для сверл DD750X
2 часа назад Эта Drill Doctor отлично подходит для повторной заточки сверл бит.Инструкциям было довольно легко следовать, и как только вы научитесь им пользоваться, легко быстро затачить сверло сверло . Если задуматься, в долгосрочной перспективе экономит ваши деньги.
Показать еще
См. Также : Конвертер документов Показать подробности
Amazon.co.uk: Drill Doctor
4 часа назад Drill Doctor 750X Drill Заточка бит для быстрорежущей стали, каменной кладки, Карбид, кобальт, TiN-покрытие Сверло Биты, с регулируемым углом от 115 ° до 140 °, точит на 3/32 дюйма – 3/4 дюйма Сверло бит.4,6 из 5 звезд. 1,592.
Показать еще
См. Также : Doc Converter Показать подробности
Что и зачем покупать бесщеточную аккумуляторную дрель
7 часов назад Бесщеточные сверла В используется бесщеточный двигатель, что является шагом вперед по сравнению с обычный двигатель постоянного тока. Бесщеточные сверла избавляются от угольных щеток, они работают более энергоэффективно и требуют меньшего обслуживания благодаря тому, что нет необходимости заменять щетки.Бесщеточная конструкция позволяет использовать более компактные и легкие сверла с еще большей мощностью.
Показать еще
См. Также : Бесплатный преобразователь Показать подробности
11 лучших точилок для сверл в 2021 году Обзоры и покупка
Только сейчас CZS Drill Bit Sharpener Portable Diamond Drill Bit Sharpening Tool Corundum… . Drill Заточка бит Tormek DBS-22 – Сверло Заточное приспособление для заточки бит для…. Drill Doctor 750X Drill Точилка для бит для быстрорежущей стали, кирпичной кладки, карбида и т. Д. №11. Точилка для сверл для углепластика различных размеров.
Показать еще
См. Также : Бесплатный конвертер Показать подробности
Тип фильтра: Все время Последние 24 часа Прошлая неделя Прошлый месяц
Пожалуйста, оставьте свои комментарии здесь:
Часто задаваемые вопросы
Что Drill Doctor делает для вас?
Drill Doctor позаботится об этом за вас.Когда вы поворачиваете патрон в отверстии для заточки, он правильно вращает наконечник фрезы на алмазном шлифовальном круге. Как только вы освоитесь, биты каждый раз выходят идеально.
Какое сверло использует Drill Doctor?
Drill Doctor 350X работает с широким спектром типов сверл, используемых при обработке дерева и легких металлов, включая сверла из быстрорежущей стали, карбида, камня и биты с покрытием TiN. А благодаря низкому эргономичному профилю 350X удобен в работе.
В чем особенность Drill Doctor 500X?
После заточки сверла Drill Doctor 500X дает вам возможность изготовить уникальное сверло BACK-CUT с выпуклым острием, которое дает вашему сверлу очень узкое острие долота, что ускоряет проникновение и снижает вероятность его блуждания по долоте. материал, в котором вы сверляете.
Насколько велико сверло Drill Doctor 750?
Все четыре могут обрабатывать сверла диаметром от 3/32 до 1/2 дюйма. Но, как я упоминал ранее, только 750x и 700 поставляются с дополнительным патроном, который позволяет им затачивать сверла до 3/4 дюйма.Алмазный шлифовальный круг предназначен для заточки коронок из углеродистой стали, быстрорежущей стали, кобальта и карбида.