свойства, характеристики и температура эксплуатации
Характеристики и состав холодной сварки
Основными характеристиками холодной сварки являются:
- Наличие и состав наполнителя.
- Время первичного высыхания — время т.н. «схватывания», за это время состав должен быть нанесен на место склейки и разровнен.
- Время окончательного отверждения — раньше этого срока изделие нельзя эксплуатировать.
- Температура применения — рекомендуемая температура, при которой смесь можно наносить на поверхность.
- Максимальная температура эксплуатации.
Пластичный клеящий состав холодной сварки может состоять из одного или двух компонентов. Обязательными компонентами его являются:
- Клеевая основа в виде эпоксидной смолы, определяющей пластические свойства.
- Наполнитель — пудра из металла, равномерно распределенная по объему.
- Улучшающие качество добавки, например, сера.
Качество получаемого методом холодной сварки шва зависит от таких условий, как:
- Качество клеящего материала.

- Подготовка поверхностей деталей для склеивания.
- Соблюдение технологии.

Прочность получающегося шва в реальных условиях будет ниже, чем у шва, полученного горячим методом.
Поэтому технология лучше всего применима для локального ремонта малонагруженных изделий.
Стандартный способ использования
Перед склеиванием следует обработать поверхности деталей. Они должны быть сухими и шероховатыми – для этого следует обезжирить их и пройтись по ним наждачной бумагой. Такая обработка позволит обеспечить наилучшее сцепление металлов с клеящим составом.
Такая обработка позволит обеспечить наилучшее сцепление металлов с клеящим составом.
Затем надо взять холодную сварку и приготовить её к использованию. Способ приготовления, как правило, описан на упаковке и зависит от типа клеящего состава (однокомпонентный или двухкомпонентный, жидкий или пластилиновый и так далее).
Следующий этап — это нанесение холодной сварки на обе металлические детали. И тут же эти детали должны быть соединены между собой.
Если две соединяемые поверхности являются плоскими, то для более надёжной фиксации не помешает дополнительно закрепить их специальными зажимами. После того, как холодная сварка окончательно высохнет, соединённые детали можно шпатлевать и красить.
Как правильно пользоваться холодной сваркой
Для получения хорошего шва исключительную важность имеет аккуратное выполнение последовательности шагов:
Технологический процесс холодной сварки
- Очистить склеиваемые поверхности от масложировых и механических загрязнений. Очистка бывает механическая (абразивы, стальная щетка), химическая (растворители и обезжириватели) и комбинированная.
- Все действия проводятся только в защитных перчатках.
- Двухкомпонентный состав выдавить из туб и хорошо смешать компоненты.
- Пластилин образный состав отделить от бруска шпателем необходимое количество и тщательно закрыть оставшийся брусок.
- Размять состав. Он должен слегка нагреться, сохраняя пластичность, как только требуемая консистенция достигнута, нанести массу на склеиваемые поверхности.
- Надежно прижать поверхности друг к другу, обмотав детали эластичным жгутом.
- Если ремонтируются трубы, состав надо наносить несколькими разглаживающими движениями.
- Через время, указанное в технических характеристиках как время первичного засыхания (схватывания 90% клея) жгут можно снять.
- Пользоваться отремонтированным изделием можно только по истечении времени окончательного затвердевания, как правило, это 24 часа.
 Очистка бывает механическая (абразивы, стальная щетка), химическая (растворители и обезжириватели) и комбинированная.
Очистка бывает механическая (абразивы, стальная щетка), химическая (растворители и обезжириватели) и комбинированная.Остатки клеящего вещества лучше убирать шпателем после нанесения и наложения жгута.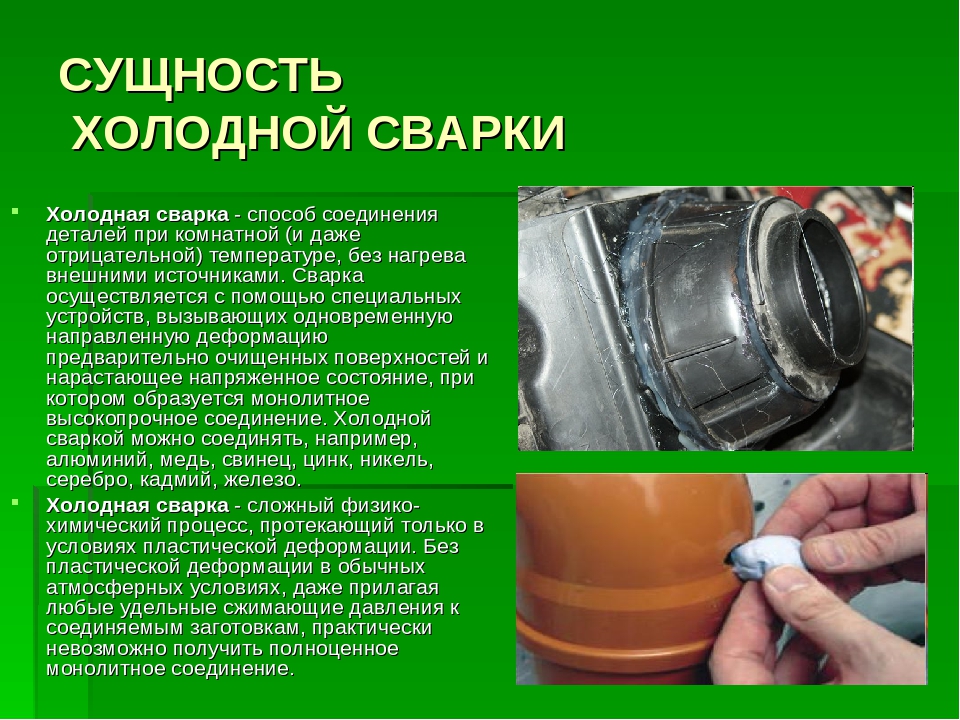 Если же они успели затвердеть, то удалить их можно, слегка обстукивая молоточком.
Если же они успели затвердеть, то удалить их можно, слегка обстукивая молоточком.
Температурные характеристики
Состав клеящей массы определяет, какую температуру выдерживает холодная сварка. В руководстве пользователя всегда приводится это значение. Если тщательно выполнять все требования руководства, шов выдержит эту температуру без потери прочности.
Бюджетные марки обычно разрабатываются для максимальной температуры в районе 260 С. Специальные виды смесей имеют максимальную температуру эксплуатации свыше 1300 С. Стоят они заметно дороже, но зато позволяют ремонтировать детали и изделия, работающие в условиях высоких температур. Это отличное подспорье, если применение горячей технологии затруднено по причинам пожаробезопасности или доступности места ремонта.
Влияние температуры на сварочный инвертор
Низкие температуры могут влиять не только на металлы, но и на сварочные инверторы. Одним из главных врагов такой техники является влага. Ее появление внутри аппарата может привести к закорачиванию электронных компонентов и их выходу из строя. Низкие температуры при определенных условиях могут способствовать образованию конденсата в сварочных инверторах.
Низкие температуры при определенных условиях могут способствовать образованию конденсата в сварочных инверторах.
Точка росы
В этой связи важно вспомнить о понятии точка росы. Фактически это максимальная температура поверхности, при которой на ней появляется влага в виде конденсата. По-другому это утверждение можно перефразировать так: если поверхность холоднее точки росы, то конденсат на ней выпадет. Данная величина не является постоянной и напрямую зависит от влажности. Чем она выше, тем ближе точка росы к фактической температуре. Например, в душе при стопроцентной влажности зеркало запотевает при комнатной температуре. Обратная ситуация в герметичном оконном стеклопакете. Там влажность близка к нулю, поэтому конденсата не наблюдается никогда.
В сварочном инверторе влага может конденсироваться только в одном случае: если он постоял какое-то время на морозе, а затем попал в более теплое помещение. В такой ситуации его категорически запрещается использовать сразу. Инвертор должен постоять полтора-два часа, чтобы его температура сравнялась с температурой окружающей среды, а появившийся конденсат испарился. Если же аппарат из теплого помещения выносится на мороз, конденсат в нем образоваться не может и на работоспособности устройства это никак не отразится.
Если же аппарат из теплого помещения выносится на мороз, конденсат в нем образоваться не может и на работоспособности устройства это никак не отразится.
Виды холодной сварки
Применяются следующие виды:
- Точечная. Для соединения алюминиевых и медных проводников, приклеивания медных кончиков на алюминиевые провода.
- Шовная. Для производства тонкостенных сосудов, герметичных емкостей и кожухов оборудования.
- Стыковая. Для соединения проводов или кольцеобразных изделий.
- Тавровая. Для соединения элементов прокатных профилей.
- Сдвиговая. Для соединения труб отопительных или водопроводных контуров, а также компонентов электрораспределительных сетей на железных дорогах.
В зависимости от способа расфасовки различают:
- Жидкая сварка — поставляется в виде двух отдельных компонентов, пластификатора и отвердителя, которые перемешиваются перед применением.
- Пластилинообразной, поставляется в виде бруска, который разминают и перемешивают перед применением.

Двухкомпонентная холодная сварка сложнее в использовании, но зато более экономно расходуется.
Пластилинообразная холодная сварка
Жидкая холодная сварка
По целевому назначению различают:
- жидкая сварка для металла служит для склеивания большинства металлов и содержит наполнитель в виде металлической пудры;
- жидкая сварка для ремонта автомобиля, отличается повышенной стойкостью к вибрациям, также имеет в своем составе наполнитель;
- универсальную, соединяющую металлы, дерево или пластик в любом сочетании. Прочность такого соединения будет невысокой;
- для работы в специальных условиях, таких, как подводные, высокотемпературные, в агрессивных средах и т.п.
Термостойкая холодная сварка
Термостойкая холодная сварка весьма популярна среди автолюбителей, ремонтирующих глушители и другие элементы выпускной системы
Влияние температуры на процесс сварки металлов
Низкие температуры действительно оказывают влияние на процесс сварки. Расплавленный металл остывает и кристаллизуется с большей скоростью. Это означает, что из сварочной ванны не успевают выйти все растворенные газы или перейти в шлак неметаллические включения. Подобная ситуация может привести к образованию трещин или пор в швах. Известна такая статистика: при понижении температуры с +20 °С до -50 °С время пребывания сварочной ванны в жидком состоянии уменьшается на 10 %. Это, в свою очередь, приводит к тому, что половина из всех выявляемых дефектов относится именно к неметаллическим включениям.
Расплавленный металл остывает и кристаллизуется с большей скоростью. Это означает, что из сварочной ванны не успевают выйти все растворенные газы или перейти в шлак неметаллические включения. Подобная ситуация может привести к образованию трещин или пор в швах. Известна такая статистика: при понижении температуры с +20 °С до -50 °С время пребывания сварочной ванны в жидком состоянии уменьшается на 10 %. Это, в свою очередь, приводит к тому, что половина из всех выявляемых дефектов относится именно к неметаллическим включениям.
При низких температурах повышается отвод тепла от зоны сварки. Это ухудшает проплавление кромок соединяемых элементов и может привести к образованию еще одного серьезного дефекта – непровара. Дополнительную опасность несет конденсация влаги на электродах или металле. Вода является источником водорода, который способствует образованию пор в швах. Кроме того, при низких температурах ухудшаются показатели пластичности сталей и механических свойств швов.
Все приведенные выше факты правдивы, но они в полной мере проявляются при экстремально низких температурах (от -40 °С и ниже). Бытовая сварка крайне редко требует работы в столь сложных условиях. Как правило, речь идет о температуре не ниже -10 °С. Дополнительно следует учитывать, что чаще всего для бытовых целей используются углеродистые стали. При толщине соединяемых элементов не более 16 мм работать с ними в обычном порядке можно до температуры -30 °С. Для низколегированных сталей этот показатель при той же толщине несколько меньше и составляет -15 °С.
Бытовая сварка крайне редко требует работы в столь сложных условиях. Как правило, речь идет о температуре не ниже -10 °С. Дополнительно следует учитывать, что чаще всего для бытовых целей используются углеродистые стали. При толщине соединяемых элементов не более 16 мм работать с ними в обычном порядке можно до температуры -30 °С. Для низколегированных сталей этот показатель при той же толщине несколько меньше и составляет -15 °С.
Самая низкая температура поддерживается в открытом космическом пространстве. Она составляет -273 °С, но даже в таких условиях возможно выполнение сварочных работ. Впервые они были проведены в 1984 году советскими космонавтами С. Савицкой и В. Джанибековым. Для этой цели использовался специально созданный аппарат электронно-лучевой сварки.
Советы по применению холодной сварки
В частной жизни способ чаще всего используют для авторемонта и починки отопительного хозяйства. Прохудившийся и заклеенный глушитель или бензобак будет служить еще долгие годы, не требуя замены.
К сожалению, радиатор таким образом удастся только временно подлатать, чтобы доехать до сервиса своим ходом. Постоянно пользоваться им будет нельзя. Если место течи установить не удается, то можно опустить радиатор в ванну с водой. Выходящие пузырьки укажут место течи.
Для ремонта глушителя надо выбрать высокотемпературную марку. Если в инструкции указана комнатная температура применения, то для начала работ ремонта следует дождаться остывания детали.
Если вы ремонтируете отопительную систему, то следует выбрать состав, выдерживающий длительный контакт с водой. Следует помнить, что метод подходит для ремонта небольших отверстий. Если повреждения значительны, то лучше применить горячую сварку.
Способ категорически непригоден для склеивания деталей, работающих под большой нагрузкой.
Не стоит пытаться заменить марку, разработанную для конкретного материала, на ту, что есть под рукой. Наполнитель должен точно соответствовать склеиваемым материалам, иначе о прочности шва можно будет забыть.
Структура дуги
В настоящее время сварка — это процесс, который разобран достаточно детально. Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал.
Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок.
Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок.
Зная эти особенности, становится понятно, почему важно правильно выбирать полярность при сварке. Если соединить электрод с катодом, то можно достичь наибольшего значения температуры сварочной дуги.
Преимущества холодной сварки по металлу
Технология обладает неоспоримыми преимуществами:
- Нулевой расход электроэнергии или газа.
- Опрятный и прочный шов не требует последующей обработки.
- Нет нужды длительного обучения, наличия специальной аппаратуры.
- Дает возможность прочно соединять разные металлы, например, алюминий и медь, которые другими способами практически не соединяются.
- Дает возможность осуществлять ремонт деталей и трубопроводов без их демонтажа, не только в холодном, но и в горячем состоянии.
- Ремонт электроустановок под напряжением, емкостей и труб под небольшим давлением и даже с легковоспламеняющимися материалами.
- Отсутствуют деформации, вызванные остаточными напряжениями в металле, возникающими после горячей сварки.
- Высокая экологичность процесса, отсутствие вредных отходов.

Аккуратный шов холодной сварки линолеума
Кроме всего перечисленного, низкая трудоемкость и невысокая цена расходных материалов делают способ экономически выгодной.
Меры безопасности
Компоненты, из которых состоит смесь, отличаются высокой химической активностью и сильно раздражают кожу и слизистые оболочки действием. При попадании внутрь организма они вызывают опасное для жизни отравление. Поэтому при работе необходимо строго соблюдать меры безопасности:
Поэтому при работе необходимо строго соблюдать меры безопасности:
Обязательно работать в резиновых или пластиковых перчатках
- Обязательно работать в резиновых или пластиковых перчатках.
- При работе с составом для пластика обязательно попробуйте действие компонентов на материал перчаток. Если они растворяются — перчатки следует взять из другого материала.
- Работать в защитных очках или в прозрачном защитном щитке. Особенно важно соблюдать этот пункт при работе снизу от ремонтируемого объекта — автомобиля, трубопровода и т.п., чтобы исключить попадание кусочков вещества на лицо и слизистые глаз и рта.
- В случае случайного попадания на кожу — немедленно промыть большим количеством чистой проточной воды
- В случае попадания внутрь организма — выпить много жидкости, лучше молока и немедленно обратиться к врачу.
- Беречь от детей! Игра с похожим на пластилин веществом может закончиться в больнице или в морге.
- Не применять для ремонта посуды и емкостей, контактирующих с пищей.

После затвердевания компоненты смеси теряют химическую активность и абсолютно безопасны для прикосновения руками.
виды и технические характеристики, какой клей лучше выбрать для труб и других изделий
Область применения
Термостойкость клея определяет сферы применения:
- Бытовая. Ремонт радиаторов отопления, газовых котлов, колонок, печей, кастрюль, чайников.
- Автомобильная. Ремонт всех узлов автомобиля, которые подвергаются воздействию высокой температуры: системы охлаждения, выпуска отработанных газов и двигатель.
Важно! Современный двигатель – высокотехнологичный агрегат. Не обладая профессиональными навыками, не стоит производить ремонт. Перед применением холодной сварки для ремонта двигателя рекомендуем проконсультироваться со специалистами
Клей Аstrohim, для алюминия, 55
Одной из причин “неуживчивости” и при склеивании между собой деталей из цветных металлов в том числе из алюминия, является образование оксидной пленки при контакте с кислородом. Специальный клей для алюминия «astrohim” содержит компоненты которые препятствуют образованию окисла при склеивании, соединение получается прочным и долговечным.
Специальный клей для алюминия «astrohim” содержит компоненты которые препятствуют образованию окисла при склеивании, соединение получается прочным и долговечным.
Характеристики:
- Специализация для склеивания деталей из алюминия и его сплавов, соединение алюминиевых деталей с другими материалами в любых комбинациях – (дерево, керамика, пластик)
- Эксплуатация деталей после сварки от- 60 +150°С.
- Выпускается в пластиковой оболочке, вес 55 г.
Перед эксплуатации необходимо тщательно разменять между собой компоненты. Схватывается через три часа, изделием можно пользоваться через сутки.
Преимущества
Высокотемпературную холодную сварку ценят за следующие свойства:
- Широкий перечень соединяемых материалов. Клей способен соединять поверхности из алюминия, чугуна, латуни, нержавеющей стали, благородных металлов.
- Легкость применения. Использование не требует специальной подготовки или особых навыков. Простота состава предполагает проведение срочных работ в полевых условиях.
- Качество соединения. Шов не поддается химическому воздействию, коррозии и не подвержен окислению.
- Возможность обработки. После полной полимеризации соединение поддаются любой механической обработке, включая использование пескоструйных аппаратов.
- Экологичность. Абсолютно безопасно для окружающей среды.

Подготовка к свариванию
Швы толщиной до 10 мм следует разделать V-образно, выложив на рабочую плиту прихватить через 100–150 мм.
При соединении толстых деталей, в зону разделки вставляются шпильки. Их размер и количество определяются шириной разделки, типом соединения. Под шпильки сверлятся отверстия, в них нарезается резьба.
При наличии в заготовках дефектов, в виде отбела чугуна, раковин, трещин, сначала исправляются они дополнительным отжигом и подваркой или заливкой. Затем разделываются кромки под сварку.
Затем разделываются кромки под сварку.
Подготовка инструментов (Фото: Instagram / dvizhok_125)
Состав
Содержит следующие компоненты:
- Эпоксидная смола. То, на чем основана так называемая холодная сварка: базовый элемент клея, который отвечает за однородность и пластичность рабочей массы.
- Металлический или минеральный наполнитель. Важная составляющая, которая придает крепость при полимеризации. Благодаря металлической составляющей состав получил название — внешний вид соединения напоминает сварочный шов от ручной дуговой сварки.
- Наполнители. Наиболее распространенным элементом является сера. В состав входят и другие компоненты, отвечающие за качество продукции. Изготовители держат их в секрете.
 Изготовители держат их в секрете.
Изготовители держат их в секрете.Как бороться с распространенными дефектами
К наиболее распространенным дефектам при проведении сварки чугуна относят холодные трещины, возникающие после остывания сплава. Для снижения риска подобной проблемы рекомендован местный предварительный прогрев свариваемых поверхностей до +250 °C.
Другой часто встречающейся проблемой является слишком сильное расплавление основы. Для недопущения этого крайне важно контролировать параметры работы сварочного аппарата. Это поможет избежать перегрева. Графитовые подложки снизят риск деформации чугунных деталей.
Кроме того, нередко при сварке наблюдается отвар шва. Этому способствует образование цепочки мелких пор. В дальнейшем на их месте формируются микротрещины, сообщающиеся между собой. Для недопущения появления подобного дефекта нужно избегать использования высоконикелевых сплавов при сварке ферритных чугунов, содержащих пластинчатый графит.
 youtube.com/embed/7igP-ylaS5U?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/7igP-ylaS5U?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Технические характеристики различных производителей
Рассмотрим перечень продуктов, которые пользуются популярностью в крупнейших городах России – Москве и Санкт-Петербурге:
- ABRO Термометалл TM-185. Страна-производитель – США. Однокомпонентный материал для заделки трещин и отверстий в стальных и железных деталях. Пригоден к использованию при ремонте автомобильных узлов, бытовых отопительных приборов, промышленного оборудования. Содержит антикоррозийные добавки. Отличается стойкостью к нефтепродуктам. Выдерживает температуру до 1316 Сº.Время полной полимеризации – 24 часа. Рекомендованная толщина слоя – 6 мм.
- Клей «холодная сварка» АЛМАЗ «ТЕРМОСТОЙКИЙ». Продукт российского производства. Используется для соединения различных поверхностей: черный металл, нержавейка, пластмасса, стекло, керамика, дерево. Наиболее эффективен при ремонте батарей, радиаторов отопления и различных трубопроводов. Возможно применение на мокрых или замасленных поверхностях. Термостойкость до 300 Сº.Время полной полимеризации – 24 часа. Прочность при отрыве – 120 кг/см².
 Наиболее эффективен при ремонте батарей, радиаторов отопления и различных трубопроводов. Возможно применение на мокрых или замасленных поверхностях. Термостойкость до 300 Сº.Время полной полимеризации – 24 часа. Прочность при отрыве – 120 кг/см².
Наиболее эффективен при ремонте батарей, радиаторов отопления и различных трубопроводов. Возможно применение на мокрых или замасленных поверхностях. Термостойкость до 300 Сº.Время полной полимеризации – 24 часа. Прочность при отрыве – 120 кг/см².Вышеуказанные товары, в числе прочих, можно приобрести сети строительных гипермаркетов «Леруа Мерлен».
Сложности
В чугунных сплавах высокое содержание углерода. Часть графита находится в кристаллах, остальной располагается между зернами. При его выгорании связи нарушаются, металл может рассыпаться при ударе. Это свойство чугуна создает препятствие для традиционных способов соединения заготовок.
Второе препятствие — низкая теплопроводность металла, которая приводит к образованию трещин по границе нагрева. Набрав тепло, материал медленно остывает, долго остается горячим. Применяют специальные чугунные электроды марок ОЗЧ, МНЧ. При этом возникают сложности:
- различные оксиды в составе чугуна окисляются при температуре ниже, чем сам чугун, образуется непровар;
- в околошовной зоне образуется твердый и хрупкий цементит;
- температура плавления электрода больше, чем основного металла, соединение материалов происходит плохо;
- чугун характеризуется высокой жидкотекучестью и удержать его в сварочной ванне сложно;
- при сварке углерод сгорает, газы образуют поры и воздушные раковины в шве.

Перед соединением с помощью графитового и чугунного электрода, высокоуглеродистые материалы традиционно нагревают, применяя ступенчатую технологию поднятия температуры и выдержку до полного прогрева. Различают 2 процесса сварки:
- высокотемпературная — горячая, с нагревом 600 – 650⁰;
- полугорячая — 350⁰.
Для крупных деталей процесс выдержки в печи длится 20–24 часа. После заварки дефектов и соединения заготовок, делается длительный отпуск. Процесс занимает много времени, более 2 суток.
Форма компонентов
Холодная сварка отличается степенью густоты: производят пастообразный и жидкий составы.
- Пастообразный представляет собой однокомпонентное вещество, готовое к использованию. По внешнему виду напоминает детский пластилин.
- Жидкую сварку для металла выпускают в специальных контейнерах. Является двухкомпонентным клеем, который необходимо смешать перед применением.
Двухкомпонентные растворы имеют преимущество – длительный срок хранения, тогда как однокомпонентный клей необходимо использовать после вскрытия упаковки.
Основные правила нанесения
Время застывания всех видов холодной сварки, как двухкомпонентных после смешивания, так и однокомпонентных после разминания в пальцах, невелико, оно составляет в среднем 10-20 минут.
У отдельных образцов может быть 5 минут, у других — до 1 часа. Это время первичного отвердевания, после которого кусочек клея становится твердым и более непригодным к работе. Поэтому брать необходимо ровно столько клея, сколько можно использовать за эти 10-20 минут.
Надо учитывать, что время полного схватывания не равно времени предварительного отвердевания. Склеенные детали можно будет использовать только через несколько часов (в зависимости от марки).
Перед нанесением состава склеиваемые поверхности нужно тщательно обезжирить, например, ацетоном, очистить от любых загрязнений и обработать наждаком. Рекомендуется сохранить легкую шероховатость — сцепление будет прочнее.
В целом нельзя сказать, какой состав холодной сварки лучше, а какой хуже. Все зависит от свойств материала, к которому его применяют, и условий эксплуатации. Немаловажное значение имеет соблюдение технологии нанесения средства.
Какая лучше? Критерии выбора
Популярность холодной сварки породила огромное количество товаров на любой вкус, поэтому выбор должен зависть от области применения.
Температурный режим
Универсальные продукты отличаются хорошим показателем прочности на растяжение и разнообразием соединяемых материалов. Показатель химической устойчивости – средний. Можно ли таким составом заклеить кастрюлю? Да, но максимальная температура соединения не превышает 200 Сº.
Специализированный клей сохраняет свойства при температуре свыше 1000 Сº.
Герметики
Краеугольным камнем универсальных продуктов является низкая избирательность. Для устранения утечек труб отопления рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высокой адгезии при заклеивании металла. Производятся в жидком виде.
Составы для автомобилей
Автомобильная холодная сварка отличается устойчивостью к негативным факторам, которые сопровождают эксплуатацию автомобиля – вибрация, удары, перепады температур. Не подходит для применения под водой. Высокий показатель прочности на разрыв.
Значение наполнения
Обращайте внимание на соединяемый материал. Для холодной сварки металла лучше всего подойдет сварка с металлическим наполнителем. Он должен соответствовать параметрам металла. Например, для соединения чугуна необходим чугунный наполнитель, для меди – медный и т. п. Это позволит добиться наилучших результатов.
Отзывы потребителей
По «Алмазу» хочу внести свои пять копеек. Залепила им дырку в бочке для воды. Поначалу отнеслась к средству скептически, но потом оценила. Держит хорошо, даже несмотря на то что средство у меня просрочено примерно на год.
Марина Степановна
«Ремпласт» лично мне не понравился. У меня прохудился полотенцесушитель. Сделала все по инструкции: немного водички, размяла, аккуратно залепила. Эффекта — ноль. Не знаю, может, на сухую поверхность и нормально прикрепилось бы, но ведь у этого производителя лозунг ведь даже есть. Дословно не помню, но смысл в том, что можно залепить трубу прямо под давлением. Выяснилось, что это не так. Не знаю, может, в других целях и пригодится потом, если не засохнет совсем.
Выяснилось, что это не так. Не знаю, может, в других целях и пригодится потом, если не засохнет совсем.
Вероника
Я сварщик со стажем и могу точно сказать, что никакие там клеи с обычной нормальной сваркой не сравнятся. Это так если, на первое время. Типа как временная пломба. Не советую всерьез на такую сварку рассчитывать.
Кирилл
Инструкция по применению
Перед работой внимательно изучите инструкцию по применению. В ней указаны технические характеристики. Также можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения.
Ниже приведены общие правила при использовании холодной сварки.
Правила безопасности при работе с холодной сваркой Холодная сварка – нетоксичный материал. Ее применения не требует использования защитных очков или средств защиты органов дыхания. Основным требованием безопасности некоторых продуктов является защита кожного покрова и слизистой оболочки от непосредственного контакта с клеем.
В случае попадания в глаза следует хорошо промыть контактный участок большим количеством воды и обратиться к врачу. Это относится к готовой смеси – контакт с высохшим продуктом не принесет вреда здоровью. Посуда для подготовки смеси должна быть чистой, без содержания посторонних элементов. Дальнейшее использование посуды для приема пищи нежелательно.
Использование холодной сварки
Так называют особый клей. Он делается из эпоксидной смолы и включает ряд наполнителей. Соединения отличаются особой прочностью. Нельзя путать этот состав с процессом. Последний обычно применяется на производстве для соединения мягких металлов. Используется принцип диффузии, когда атомы из одного элемента проникают в другой под давлением.
Клей используется в быту, где требования к прочности соединения ниже. Хотя тоже применяется диффузия. Если в промышленности нужно большое давление, то здесь достаточно просто размять клей руками. Твердеет соединение, как правило, уже через 10−30 минут, окончательный вид приобретает в пределах нескольких часов.-600x600.jpg)
Применяется как клей и в качестве герметика. Например, составом можно склеить различные дыры, щели. Сфера применения — широкая. Чаще всего это:
- домашняя сантехника;
- мелкий ремонт автомобилей;
- соединение стальных и жестяных листов;
- склейка других материалов.
Следует помнить, что во многих случаях использование такого клея — только временная мера. Она не заменяет обычной сварки. С помощью состава можно справиться с протечкой трубы до полноценного ремонта или добраться на машине до сервиса. Например, иногда заклеивают пробоины в радиаторе, глушителе.
Холодная сварка: характеристики, инструкция по применению, возможность использования для металла и систем отопления, а еще какую температуру и давление выдерживает?
Холодная сварка – это высокопластичный полимер, обладающий высокой адгезией ко многим материалам. Простыми словами, холодная сварка – это быстросохнущий клей, инертный к нефтепродуктам, использование которого не требует специальных навыков или особого оборудования.
Простыми словами, холодная сварка – это быстросохнущий клей, инертный к нефтепродуктам, использование которого не требует специальных навыков или особого оборудования.
Характеристики
В продаже имеются одно- или двухкомпонентные составы. В первом случае продукт необходимо использовать сразу – в противном случае он быстро портится. Двухкомпонентный клей имеет длительный срок хранения. В состав холодной сварки входят следующие компоненты:
- Эпоксидная смола. База состава, которая отвечает за качественные характеристики – однородность и пластичность.
- Металлическая составляющая. Компонент, обеспечивающий прочность соединения.
- Сера и прочие элементы. Добавочные вещества, улучшающие параметры продукта.
Как выглядит холодная сварка: в зависимости от своей консистенции встречаются пластичные и жидкие составы. Пластичные составы напоминают детский пластилин. Представляют собой слоеные бруски. Жидкая сварка выпускается на основе эпоксидной смолы. Она твердеет благодаря химическому взаимодействию с отвердителем. Такие составы не содержат вредных веществ. Сочетаются с армирующими материалами.
Представляют собой слоеные бруски. Жидкая сварка выпускается на основе эпоксидной смолы. Она твердеет благодаря химическому взаимодействию с отвердителем. Такие составы не содержат вредных веществ. Сочетаются с армирующими материалами.
Теоретически, лучшая прочность соединения может превышать крепость основного материала. Сварка металлических деталей можно выполняться и холодным способом. Однако на практике, сварка плавлением справится с соединением гораздо лучше.
На качественные параметры соединения зависят от качества клея, подготовки поверхности и соблюдения правил применения. Первичная крепость соединения достигается в течение 20-30 минут. Окончательная кристаллизация происходит в течении нескольких часов.
Классификация
По сферам применения холодную сварку можно классифицировать следующим образом:
- Универсальная. Применяется для соединения различных материалов – металла, дерева, керамики, пластика. Широко известна универсальная холодная сварка отечественного производства «Алмаз».
- Металлическая. Специализированный клей, который выпускается для различных видов металла. Отличается металлическим наполнителем, который определяет профильное направление соединения.
- Автомобильная. Холодная сварка для ремонта транспортных средств, помимо металлической составляющей, включает в себя комплекс присадок, которые защищают шов от агрессивного воздействие кислот и растворителей. Также повышается устойчивость к механическим воздействиям и вибрации.
- Водостойкая. Широко применяется в ремонте сантехники. Отличаются особой влагопрочностью. Продукты для срочного ремонта сантехники разрешено использовать на влажных поверхностях, например, для устранения утечек в водопроводных трубах.
- Термостойкая. Устойчива к температурным воздействиям в широком диапазоне. Выдерживает температуру от -20 Сº до +200 Сº.

Также на нашем сайте вы сможете найти информацию о холодной сварке для пластмассы.
Критерии выбора
Выбор состава зависит от сферы применения и структуры материалов соединяемых поверхностей.
Температурный режим
По своим характеристикам холодная сварка российского производства не уступает зарубежным аналогам, хотя стоит на порядок дешевле.
Отличается низкой термостойкостью – при температуре + 120-140 Сº соединение теряет свойства.
Герметики
Преимуществом и одновременно недостатком универсальных продуктов является низкая избирательность. Для ремонта сантехники рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высоких клеящих свойств и устойчивости к перепадам температур. Для удобства в использовании производятся в жидком виде.
Для автомобилей
Автосварка отличается высокой стойкостью со всеми негативным воздействиям, которые могут возникнуть в процессе эксплуатации автомобиля – вибрациями, повреждениями, перепадами температур. Непригодна к применению под водой. Высокая прочность соединения – выдерживает до 20 Н.
Непригодна к применению под водой. Высокая прочность соединения – выдерживает до 20 Н.
Автомобильной сваркой можно укрепить болтовое соединение, устранить течь в топливном баке, радиаторе или трубопроводной магистрали. Широко известна сухая сварка для радиаторов.
Отличия от прочих разновидностей
Холодная сварка считается клеем, хотя по своим техническим характеристикам является самостоятельным продуктом.
Основным отличием продукта является то, что он негорючий, водостойкий и устойчивый к высокотемпературным воздействиям. Большинство клеящих составов не могут похвастаться аналогичными свойствами. Холодная сварка приобретает свои свойства не зависимо от толщины наносимого слоя. Это позволяет использовать ее для устранения механических повреждений. Достаточно нанести слой герметика на поврежденный участок, и дождаться отвердения. После застывания ремонтная поверхность подлежит обработке.
Значение наполнения
Продукт универсального исполнения является клеем. Обращайте внимание на материал, который необходимо склеить. Для холодной сварки металла лучше всего подойдет сварка с металлическим наполнителем.
Обращайте внимание на материал, который необходимо склеить. Для холодной сварки металла лучше всего подойдет сварка с металлическим наполнителем.
Методы
Хотя метод и называется «сваркой», на самом деле это склеивание материалов без температурного воздействия. Благодаря металлической составляющей затвердевший шов внешне напоминает сварочный – отсюда и название. Использование вместо обычной сварки целесообразно в следующих ситуациях:
- Будущее соединение будет подвержено воздействию вибрации и скручиванию.
- Шов соединения имеет криволинейное направление.
Виды
Существуют два вида соединения холодной сваркой – точечная и роликовая.
- Точечная сварка является наиболее распространенным методом использования. Особенно часто она применяется при соединении цветных металлов. Применение клея не требует применения специального оборудования. Самым дорогим инструментом является пуансоны.
- Роликовую сварку делят на несколько технологических категорий – одностороннюю, двухстороннюю и ассиметричную. Характеризуется образованием цельного неразрывного соединения.
 Особенно часто она применяется при соединении цветных металлов. Применение клея не требует применения специального оборудования. Самым дорогим инструментом является пуансоны.
Особенно часто она применяется при соединении цветных металлов. Применение клея не требует применения специального оборудования. Самым дорогим инструментом является пуансоны.Преимущества и недостатки
К преимуществам холодной сварки относят:
- простота использования,
- химическая устойчивость,
- экологичность,
- низкая стоимость,
- скорость соединения,
- компактность,
- термостойкость.
Ярко выраженных недостатков метод не имеет. Стоит отметить, что классические методы соединения обладают лучшими свойствами – дуговая сварка надежнее соединит металл, а болтовое соединение будет крепче держать деревянные бруски.
Таким образом, холодная сварка является прекрасным инструментом для экстренного проведения ремонта.
Где можно применять?
Проводит ли холодная сварка электрический ток? Нет, её свойства позволяют соединять металлы, находящиеся под действием напряжения: клей не способен проводить электричество. Перед соединением отключите от электрического тока соединяемые элементы.
Жидкости. Химический состав жидкости не имеет значения.
Для склеивания каких материалов?
Что можно клеить холодной сваркой? Как было сказано выше, рассматриваемый продукт способен соединять различные материалы:
- металл,
- стекло,
- пластиковые элементы системы отопления,
- линолеум,
- ковролин,
- пластмасса,
- камень.
Как пользоваться жидким и сухим сварочным составом?
Основным источником информации является инструкция по применению. В ней можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения. Ниже приведены общие правила при использовании холодной сварки.
Правила безопасности при работе
Холодная сварка – нетоксичный материал. Ее применение не требует использования защитных очков или средств защиты органов дыхания. Основным требованием безопасности некоторых продуктов является защита кожного покрова и слизистой оболочки от непосредственного контакта с клеем. В случае попадания на кожу следует хорошо промыть контактный участок большим количеством воды и обратиться к врачу. Это относиться к готовой смеси – контакт с высохшим продуктом не принесет вреда здоровью.
Посуда для подготовки смеси должна быть чистой, без содержания посторонних элементов. Дальнейшее использование посуды для приема пищи нежелательно.
Технология работы
Порядок работы с холодной сварки следующий:
- Подготовьте поверхность. Клей наносится только на чистую, сухую и обезжиренную поверхность. В случае необходимости произведите обработку абразивом. От качественной подготовки зависят эксплуатационные свойства соединения.
- Намочите руки водой. Клей не будет липнуть к рукам – это не позволит нарушить соотношение элементов состава.
- Подготовьте клей. Действуйте согласно инструкции к продукту. В процессе подготовки смесь может нагреться.
- Нанесите состав на места соединения. Эта процедура не должна занимать более 3 минут.
- Фиксация соединения. Ждите высыхания. Время кристаллизации указано в инструкции по применению.

Рекомендации
Холодная сварка нашла множество применений в быту. С ее помощью можно устранить утечки в системах отопления, водопровода или канализации. Разбитая керамика, поврежденные стенки аквариума, трещины корпуса самогонного аппарата, ремонт инструмента – это далеко не весь список проблем, в решении которых может помочь эпоксидный клей.
У автолюбителей холодная сварка пользуется заслуженным уважением. Клей выручит в случае необходимости аварийного ремонта отопительной системы или бензобака автомобиля. Водители могут устранить течь радиатора в дорожных условиях. Однако следует помнить, что данная мера является временной и не избавит от необходимости ремонта радиатора.
Однако следует помнить, что данная мера является временной и не избавит от необходимости ремонта радиатора.
Для ремонта глушителя следует выбрать термостойкий клей. При условии качественной подготовки и соблюдении технологий глушитель может прослужить значительный срок. Известны производители, которые специализируется исключительно на производстве автогерметиков.
Существуют специальные автомобильные герметики, способные устранить механические повреждения прокладки головки блока цилиндров или сальников двигателя.
Они могут стать серьезным подспорьем в дальнем путешествии – поломка может произойти на любом участке дороги, а рядом может не быть специализированной СТО для ремонта автомобиля.
Заключение
Как показывает практика, холодная сварка может помочь решить своими руками многие бытовые проблемы с утечками чугунных батарей отопления или соединением поверхности. Многие автолюбители помнят, как с ее помощью закрепили соскочивший болт, или заделали потекший радиатор. Помните, что холодная сварка не справиться с серьезными поломками.
Помните, что холодная сварка не справиться с серьезными поломками.
Поэтому не рекомендуем использовать холодную сварку только в случае аварийного ремонта.
Слесарь-сантехник Воронежского ЖКХ Ленинского района, Еремин Владимир Анатольевич. Опыт работы – 14 лет: «Я работаю сантехником в ЖКХ. Большую часть времени я занимаюсь аварийными заявками. В связи с множеством поломок не имею возможности носить все расходники и материалы с собой. Очень часто выручает холодная сварка. Она позволяет выиграть время для подготовки к работам».
Загрузка…Poxipol(Холодная сварка): инструкция по применению и технические характеристики
22 декабря, 2014. Прочитано 30772 раз(а)
Poxipol 10’® -Используется при ремонте и склеивании деталей, а так же при заполнении зазоров. Представляет собой двухкомпонентный пастообразный эпоксидный клей, обладает свойствами быстрого отвердения. Также известный как «холодная сварка».
Данный материал есть ознакомительной инструкцией по применению Poxipol (клей поксипол), а также в статью включены краткие технические характеристики.
При использовании Poxipol 10’® необходимо смешать его компоненты в равных долях. После этого Вы будете располагать 10-ти минутным интервалом (при t° 20-24 градуса), после чего клей поксипол изменит цвет на серый (прозрачный) и безвозвратно отвердеет без изменения собственного объема.
Внимание! В зависимости от изменения температуры время отвердения изменяется (в случае повышения температуры скорость отвердения снижается, а в случае понижения температуры отвердение происходит быстрее). Склеиваемую поверхность можно обрабатывать не ранее чем через 60 минут. Обрабатываемый участок достигает своей максимальной прочности не ранее 24-х часов (при t° в помещении +21-25 °C).
Прозрачный Poxipol 10’® имеет высокие изоляционные свойства.
Перед нанесением Poxipol 10’® на склеиваемый материал, его компоненты необходимо перемешать до однородной смеси.
Клей поксипол проявляет высокие адгезические свойства со следующими материалами: керамика, бетон, металл, стекло, древесина, твердые пластмассы (исключение — PE, PP и PTFE).
Внимание! Перед началом работ склеиваемую поверхность необходимо просушить и обезжирить. Для получения качественного результата рекомендуем обработать склеиваемые поверхности наждачной бумагой подходящей зернистости.
В редких случаях возможно отвердение Poxipol 10’® в условиях 100% влажности.
Для получения максимальной адгезии с нержавеющей сталью, бронзой, медью, сталью с гальваническим покрытием, рекомендуем использовать Poxi-ran® в качестве грунтового покрытия.
Poxipol технические характеристики
Меры безопасности
Не допускать попадания в глаза и на кожу – возможно раздражение.
В случае попадания на кожу — промыть участок теплой водой с мыльным раствором.
В случае попадания в глаза — промыть большим количеством воды и в случае необходимости проконсультироваться с врачом.
Не допускать попадания внутрь. Беречь от детей.
В отвердевшем состоянии продукт не токсичен.
Примечание 1: Данные значения получены при смешивании компонентов в равных долях и отвердении при t° +21-25 °C.
Примечание 2: Указанные данные являются информационными. Они при помощи методики компании Akapol. Компания не несет ответственности за другие результаты, полученные сторонними организациями.
Рекомендуем вам еще:
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Советы
Чтобы правильно применить состав, необходимо выполнить ряд подготовительных процедур. Прежде всего, нужно убрать с поверхности пыль, жирный налет, масляные пятна и другие загрязнения. Это касается и ржавчины, ее тщательным образом счищают, чтобы обеспечить доступ к сцепляемым поверхностям. Только после того, как покрытие будет пригодно к работе, следует приступать к сварке.
Двухкомпонентные составы извлекаются из упаковки и тщательно перемешиваются. Жидкие и твердые композиции должны прийти к состоянию пластичности, за счет чего им можно задавать различную форму. Работы осуществляются только при соблюдении мер безопасности – нужно исключить риск попадания продукции на кожные покровы.
Жидкие и твердые композиции должны прийти к состоянию пластичности, за счет чего им можно задавать различную форму. Работы осуществляются только при соблюдении мер безопасности – нужно исключить риск попадания продукции на кожные покровы.
Как только состав приобретет приемлемую консистенцию, его сразу нужно применять по назначению, поскольку материал быстро сохнет.
Рекомендуется контролировать толщину слоя нанесенного материала. Первый слой не должен превышать 6 мм. При необходимости накладывается второй слой холодной сварки, но только после того, как окончательно просохнет предыдущий. Эксплуатировать конструкцию по прямому назначению можно будет, когда состав полностью затвердеет.
Многие покупатели задаются вопросом о том, какая холодная сварка лучше. Ответ на подобный вопрос дать сложно, поскольку технические характеристики состава подбираются индивидуально, учитывая целый ряд важных нюансов, которые касаются типа металлических поверхностей, условий эксплуатации и многих других принципиально значимых факторов.
Единственной рекомендацией является пожелание отдавать предпочтение известным торговым маркам, продукция которых имеет положительные отзывы. Однако в таком случае стоимость продукции окажется достаточно высокой.
Существует несколько моментов, на которые следует обратить внимание при покупке холодной сварки.
- Наличие в композиции добавок и их разновидность. Наполнитель должен соответствовать типу металла, который будет склеиваться при помощи состава, либо иметь прочность не ниже, чем у этого материала.
- Показатели минимальной и максимальной температуры, в диапазоне которой состав сохраняет свои технические показатели. Высокотемпературные составы гораздо прочнее.
- Часто принципиальное значение имеет время застывания сварки. Поэтому правильнее будет приобрести два вида продукта: для оперативного склеивания и стандартного типа. Хотя в большинстве случаев последний вид обеспечивает более надежное и качественное соединение.

Несомненно, продукции присущи некоторые минусы, но при условии грамотного подбора материала можно с легкостью справиться с возникшими неполадками, даже если профессиональный опыт пользователя минимален.
О том, как работает холодная сварка, смотрите в следующем видео.
Технология холодной сварки для металла является широко известным и легким в применении способом соединить две однородные или даже разные по материалу детали. Фактически это склеивание деталей специальным пластичным составом, глубоко проникающим в материал и образующим высокопрочный шов.
При посредстве этой технологии можно сваривать детали из черных и цветных металлов. Метод прекрасно подходит для материалов и изделий, отличающихся склонностью к деформации при нагревании. Кроме того, возможно соединять и разные металлы, такие ка многослойные металлические ленты или алюминиевые проводники, усиленные полосками из меди.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
 Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.Как правильно пользоваться холодной сваркой
Для получения хорошего шва исключительную важность имеет аккуратное выполнение последовательности шагов:
Технологический процесс холодной сварки
- Очистить склеиваемые поверхности от масложировых и механических загрязнений. Очистка бывает механическая (абразивы, стальная щетка), химическая (растворители и обезжириватели) и комбинированная.
- Все действия проводятся только в защитных перчатках.
- Двухкомпонентный состав выдавить из туб и хорошо смешать компоненты.
- Пластилин образный состав отделить от бруска шпателем необходимое количество и тщательно закрыть оставшийся брусок.
- Размять состав. Он должен слегка нагреться, сохраняя пластичность, как только требуемая консистенция достигнута, нанести массу на склеиваемые поверхности.
- Надежно прижать поверхности друг к другу, обмотав детали эластичным жгутом.
- Если ремонтируются трубы, состав надо наносить несколькими разглаживающими движениями.
- Через время, указанное в технических характеристиках как время первичного засыхания (схватывания 90% клея) жгут можно снять.
- Пользоваться отремонтированным изделием можно только по истечении времени окончательного затвердевания, как правило, это 24 часа.
 Очистка бывает механическая (абразивы, стальная щетка), химическая (растворители и обезжириватели) и комбинированная.
Очистка бывает механическая (абразивы, стальная щетка), химическая (растворители и обезжириватели) и комбинированная.Остатки клеящего вещества лучше убирать шпателем после нанесения и наложения жгута. Если же они успели затвердеть, то удалить их можно, слегка обстукивая молоточком.
Если же они успели затвердеть, то удалить их можно, слегка обстукивая молоточком.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Сварочный процесс
После ознакомления с этапом предварительной подготовки сварки чугуна в домашних условиях необходимо должное внимание уделить описанию основных технологических моментов:
- придерживаться обратной полярности при подключении;
- выставлять мощность на минимум для заданной толщины электродов;
- один непрерывный шов может иметь длину до 50 мм;
- необходимо делать частые перерывы для исключения перегрева стали;
- первые и последние слои при многослойной варке обязательно подковывают молотком с незначительным усилием.

Итак, главные моменты рассмотрены, остается понять, как варить чугун инвертором. Есть два способа.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Температурные характеристики
Состав клеящей массы определяет, какую температуру выдерживает холодная сварка. В руководстве пользователя всегда приводится это значение. Если тщательно выполнять все требования руководства, шов выдержит эту температуру без потери прочности.
В руководстве пользователя всегда приводится это значение. Если тщательно выполнять все требования руководства, шов выдержит эту температуру без потери прочности.
Бюджетные марки обычно разрабатываются для максимальной температуры в районе 260 С. Специальные виды смесей имеют максимальную температуру эксплуатации свыше 1300 С. Стоят они заметно дороже, но зато позволяют ремонтировать детали и изделия, работающие в условиях высоких температур. Это отличное подспорье, если применение горячей технологии затруднено по причинам пожаробезопасности или доступности места ремонта.
Читать также: Ленточная пила для бревен своими руками
Порядок использования холодной сварки для соединения металлов и сплавов
Современные клеи могут прекрасно работать в самых экстремальных условиях эксплуатации. Некоторые средства способны даже соединять металлические изделия, заполнять трещины и сколы. Например, холодная сварка для металла находит применение в быту и промышленности, позволяя проводить ремонт любой сложности.
Особенности, преимущества и недостатки холодной сварки
Холодной сваркой называют двухкомпонентные клеи на основе эпоксидной смолы. До смешивания составляющих средство может храниться длительно, но после соединения основы и отвердителя сразу начинается химическая реакция, и, буквально за 10-20 минут, масса затвердевает. Клей способен разрушать оксидную пленку, которая присутствует на поверхности металла, поэтому детали надежно состыкуются между собой с формированием новых межмолекулярных связей.
Метод химической сварки эффективен там, где обычная сварка по ряду причин затруднена. Он подходит не только для черных металлов, но и для цветных (алюминий, медь, сплавы), пластика. Данный способ идеален для поверхностей, чувствительных к нагреванию, ведь он не требует использования аргона. Также холодная сварка пригодится при работе в опасных условиях, где высок риск взрыва, пожара.
Особенности и преимущества холодной сварки таковы:
- быстрота действий, отсутствие необходимости в навыках, специальных знаниях, применении оборудования,
- доступность составов по наличию в магазинах и цене,
- отсутствие деформации деталей, полное сохранение исходных свойств металла,
- надежность сварного шва, его эстетичный внешний вид.

Технология холодного сваривания металлов исключает появление отходов, безопасна, а после высыхания сварной шов абсолютно безвреден для здоровья. Но минусы у методики тоже есть. Срок эксплуатации отремонтированных изделий все-таки ниже, чем у тех, что были сварены горячим способом. Холодной сваркой не получится надежно заделать крупные дефекты, она может послужить лишь мерой экстренной помощи. Качество сцепления деталей резко ухудшится без правильно проведенной подготовки – очищения, обезжиривания.
Разновидности сварки
Холодная сварка может проводиться разными способами в зависимости от типа рабочей поверхности, положения будущего шва. Вот основные разновидности сварки:
- Точечная – соединение формируется путем выборочного давления на поверхность. Между точками соблюдается определенный интервал.
- Шовная – в результате фиксации деталей создается сплошной шов. Способ годится для склеивания корпусов устройств, оборудования, герметичных емкостей.
- Стыковая – ее можно применять для производства колец, стыкования проводов.
- Тавровая – позволяет приклеивать детали, расположенные под прямым углом.
- Сварка сдвигом – помогает получить надежный сплошной шов, отличающийся герметичностью. Метод предпочтительно использовать для трубопровода, отопительных систем.

Также средства для холодной сварки различаются по консистенции. Они бывают густыми, на вид напоминающими пластилин, состоят из двух брусков. Технология применения основана на смешивании компонентов, в результате чего формируется клейкая масса. Второй вариант холодной сварки – жидкие средства, для их подготовки к работе перемешиваются два текучих вещества – смола и отвердитель. В быту намного удобнее пользоваться пластилинообразными средствами.
Есть еще одна классификация, согласно которой сварка различается по предназначению и техническим характеристикам:
- водостойкая – может использоваться для ремонта сантехники, труб, не портится от контакта с водой (некоторые составы заклеивают дефекты прямо в воде),
- автомобильная – такой материал содержит мелкий металлический наполнитель и предназначен для ремонта транспортных средств (бампера, разных систем и элементов салона),
- универсальная – данным средством можно клеить практически все типы поверхностей, даже деревянные, полимерные, по пользовательским запросам этот продукт самый популярный,
- высокотемпературная – средство является термостойким, позволяет отремонтированным изделиям работать при экстремально высоких температурах (до +1300 градусов),
- с высокими показателями адгезии – продукт содержит чугунную крошку или иные современные наполнители, серьезно повышающие качество сцепления.

Технические характеристики и состав
Любая холодная сварка производится в соответствии с техническими стандартами и требованиями. Основным компонентом ее является полимерное вещество – эпоксидная смола, которая обеспечивает связывание материалов между собой. За прочность связей отвечает железная, алюминиевая, чугунная пыль, она же делает средство стойким к действию температур (высоких и низких). Прочие добавки вводятся в состав производителем в зависимости от рецептуры, это могут быть сера, иные минеральные вещества.
Средние технические параметры сварки таковы:
- первичная сушка – 5-20 минут,
- окончательная сушка – 3-24 часа,
- температура эксплуатации – до +130…+1316 градусов.
Многие материалы выдерживают довольно большое усилие на разрыв (до 9,5-10,5 мПа), на сдвиг (438 Н и выше). Большинство сварок надежно противостоят усилию на срез (средний показатель – 4,04 мПа).
Производители
Отечественные марки сварки по качеству не уступают импортным, хотя цена их на порядок ниже. Отлично зарекомендовали себя средства компаний Алмаз, Полимет. Из зарубежных марок популярны такие:
Отлично зарекомендовали себя средства компаний Алмаз, Полимет. Из зарубежных марок популярны такие:
- Быстрая сталь Hi-Gear – подходит для черных и цветных металлов, камня, пластика, стойка к физическому и химическому воздействию,
- Момент Супер-Эпокси Henkel – сохраняет свойства до +260 градусов, годится для всех материалов,
- Poxipol Холодная сварка – создает очень прочный шов, который невозможно разорвать, является влагостойкой,
- Wurth Liuguid Metal – абсолютно негорючее средство, устойчивое к любым агрессивным веществам,
- Mastix – подходит даже для труб под давлением, батарей и радиаторов, легко заделывает любые дефекты.
Область использования сварки
В инструкции по применению обычно указывается сфера, где можно эксплуатировать конкретный состав. Сварки, предназначенные для металла, прекрасно подходят для всех типов металлических изделий, в том числе:
- для находящихся под напряжением (блоки питания, провода, прочие детали),
- контактирующих с жидкостями (водой, щелочами, маслами, например, радиаторы или бензобаки авто).

Наиболее широко применяется сварка в ремонте автомобилей, иных транспортных средств, для сантехники (системы отопления, канализации, водоснабжения). Также материал популярен в быту, ремонте приборов и оборудования, электронных устройств и техники. Благодаря универсальности, средства для металла подойдут также для восстановления и склеивания ковролина и линолеума, керамических, стеклянных и пластиковых изделий.
Критерии выбора холодной сварки
Первое, на что обращают внимание – подходит ли материал по области применения. Для ремонта сложных металлических конструкций и подверженных вибрации стыков нужно использовать лишь средства, имеющие усилители адгезии в составе. Есть и иные параметры, которые изучают при покупке холодной сварки.
Температурный режим
Какую температуру выдерживает сварка, зависит от ее состава и особенностей производства. Повышение температур до +130 градусов отлично переносит большинство продуктов. У недорогих составов максимальный порог эксплуатации составит +260…+275 градусов, о чем всегда указано на упаковке. Но даже такие температуры средство перенесет лишь при строгом соблюдении технологии склеивания, иначе порог снижается.
Но даже такие температуры средство перенесет лишь при строгом соблюдении технологии склеивания, иначе порог снижается.
Для особых случаев (для поверхностей, подверженных действию нагрева и открытого огня) реализуются специальные жаростойкие составы. Они выдерживают до +1316 градусов и сохраняют высокую прочность на разрыв. Одной из лучших термостойких сварок можно назвать Термо от Kerry, она применяется для ремонта глушителей и может работать при -60…+900 градусах.
Герметики
Если необходимо герметизировать сварной шов, следует выбирать состав со свойствами герметика. Обычно подобными сварками пользуются для ремонта сантехники и отопления, многие из них применяются под водой для экстренного устранения протечки. Высоких требований на разрыв к таким средствам не предъявляют, основное их свойство – служить герметиком при появления дефекта.
Составы для автомобилей
Автомобильная холодная сварка должна соответствовать ряду характеристик по стойкости:
- к перепадам температур,
- к вибрации,
- к действию агрессивной химии, окислителей.

Прочность на отрыв у таких материалов высока, а по герметичности технические характеристики средние, как и по водостойкости. Форма выпуска обычно пластилинообразная, ведь из сварки порой приходится буквально вылепливать заплатки, заклепки, даже подобие болтов, на которых затем можно выполнять резьбу. Иногда автомобильными сварками пользуются как шпаклевкой для ремонта бампера, но чаще они служат временным средством для заделки испорченного радиатора, глушителя, бензобака.
Значение наполнения
Чтобы качественно заклеить металл, в составе сварки обязан присутствовать металлический наполнитель – именно он делает сварной шов таким же крепким, как основное изделие. Идеально, если он идентичен материалу самой детали. Когда такого продукта в продаже нет, можно взять тот, где наполнитель более мощный (например, для заклеивания стали подойдет чугунный порошок).
Инструкция по использованию
Перед началом работы нужно качественно очистить склеиваемые детали. Для этого надо снять все нефиксированные элементы, удалить жир и любые загрязнения, убрать даже мельчайшие частички пыли. Обычно для этой цели моют деталь, производят шлифование и протирают спиртом, ацетоном. Удаление ржавчины – также обязательный процесс, для которого можно применять шлифмашинку. Если проводится ремонт бензобака, все его содержимое сливают, обезжиривают место повреждения уайт-спиритом.
Для этого надо снять все нефиксированные элементы, удалить жир и любые загрязнения, убрать даже мельчайшие частички пыли. Обычно для этой цели моют деталь, производят шлифование и протирают спиртом, ацетоном. Удаление ржавчины – также обязательный процесс, для которого можно применять шлифмашинку. Если проводится ремонт бензобака, все его содержимое сливают, обезжиривают место повреждения уайт-спиритом.
Далее порядок работ такой:
- Перемешать средство для сварки. Если оно в форме пластилина, отрезать нужный по размеру кусочек строго перпендикулярно, тщательно размять компоненты. В некоторых составах ингредиенты сами перемешиваются при прохождении через дозатор.
- Готовый состав быстро распределить по поверхности дефекта или соединяемых деталей. При наличии крупного отверстия рекомендуется наложить металлическую заплатку.
- Детали прижать друг к другу, либо рукой в перчатке хорошо придавить сформированную эпоксидную заплатку. Нужно заранее уточнить, сколько сохнет данный состав, и работать как можно быстрее.
- Некоторые производители рекомендуют сразу, как материал стал засыхать, обработать его наждачкой для придания гладкости. Другие советуют выждать время до полного застывания клея – от 1-2 часов до суток. Лучше не приступать к сверлению, иной обработке раньше, чем через час после нанесения состава на металл.

Главные правила работы
Нельзя смешивать жидкие двухкомпонентные средства прямо на рабочей поверхности. Для этой цели потребуется отдельная емкость, которая затем не будет контактировать с пищей. Чтобы не испортить лишний материал, нужно сразу отрезать кусочек необходимого размера, а остаток плотно закрыть и убрать в прохладное помещение. Для достижения отличной адгезии сварки с поверхностью нельзя игнорировать качественную подготовку и, особенно, обезжиривание основания.
Случается, что старый сварной шов приходится удалять, чтобы наложить новый. Очищать детали лучше механически при помощи зубила, напильника. Далее нужно хорошо обработать поверхность ацетоном или уайт-спиритом, затем нанести свежий слой сварки.
Меры предосторожности
Средства для химической сварки способны раздражать кожу, слизистые оболочки. Если продукт попал на кожу, в глаза, их сразу тщательно промывают, причем в последнем случае стоит сразу обратиться к врачу. Сварку нужно держать подальше от детей, домашних животных – при случайном проглатывании высок риск отравления! Работать с материалом нужно при наличии вентиляции, при этом обязательно использовать респиратор для защиты от вредных испарений. Соединить холодной сваркой можно практически любые детали из металла. Шов будет прочным и надежным, но только – при соблюдении инструкции к средству!
Что такое холодная сварка? – Сварочный штаб
Когда мы думаем или говорим о сварке, мы рассматриваем ее в том же свете, что и нагрев. Первое, что приходит на ум при обсуждении сварки, – это использование тепловой энергии для нагрева и сварки металлических предметов.
Первое, что приходит на ум при обсуждении сварки, – это использование тепловой энергии для нагрева и сварки металлических предметов.
Большинство методов сварки работают путем нагрева металлов до их точки плавления, а затем их соединения вместе, чтобы создать сплав, который не только длится дольше, но и является более прочным и функциональным.
Все методы сварки, такие как сварка трением, дуговая сварка, лазерная сварка и ультразвуковая сварка, так или иначе связаны с нагревом.Тепло считается необходимым дополнением к процессу сварки и облегчает его отслеживание.
Однако то, что мы думаем о сварке и во что верим, далеко от истины. Холодная сварка – один из очень популярных видов сварки, который работает без необходимости или без тепла.
Для упрощения процесса холодная сварка – довольно эффективная процедура соединения двух металлов без использования тепловой или тепловой энергии. Для невооруженного, неподготовленного глаза вся эта процедура может показаться слишком невероятной, чтобы быть правдой.
Но холодная сварка – большая часть сварочной промышленности, и отрицать это невозможно.
Как соединить металлы без нагрева?
Чтобы понять, как металлы могут быть соединены без нагрева, нам сначала нужно понять, как работает этот процесс, когда вы выполняете его с использованием тепловой энергии. Наличие тепла в процессе сварки помогает сделать металлические детали достаточно пластичными.
Когда детали становятся пластичными и гибкими, процесс сварки переходит к рассеиванию атомов.В процессе диффузии участвовали либо две детали, с которыми вы работаете, либо совершенно другая среда, помещенная между ними.
Однако, вопреки распространенному мнению, для выполнения сварочных работ на самом деле не требуется тепловая энергия. Холодная сварка с использованием энергии, генерируемой свободными ионами и электронами, является живым доказательством того, что сварка может выполняться без тепловой энергии.
Холодная сварка демонстрирует в реальном времени пример того, как сварка может выполняться без потребности в тепловой энергии. Холодная сварка, которая также широко известна как контактная сварка или сварка холодным давлением, использует давление для соединения и рассеивания атомов двух материалов вместе.
Холодная сварка, которая также широко известна как контактная сварка или сварка холодным давлением, использует давление для соединения и рассеивания атомов двух материалов вместе.
Этот процесс получил признание ученых и в научных кругах известен как твердотельная диффузия. С научной точки зрения возможно сварить два куска металла вместе, используя силы давления.
Когда вы прижимаете две металлические поверхности или материалы друг к другу, они обычно не свариваются.Независимо от силы, которую вы прикладываете к материалам, одно только давление не поможет в создании сварного шва.
Это препятствие особенно актуально из-за наличия дополнительного оксидного слоя на поверхности обоих этих материалов. Этот оксидный слой работает как барьер, препятствуя соединению слоев друг с другом при приложении давления.
Так как сварка наиболее часто применяется на металлах, рассмотрим их пример. Почти все металлы имеют дополнительный поверхностный оксидный слой на поверхности, который действует как своего рода барьер.
Поверхностный слой предотвращает сваривание металлов друг с другом просто за счет приложения силы или давления. Вы не можете сварить эти две детали вместе, потому что поверхностный оксидный слой не позволяет обоим металлам диффундировать атомы друг с другом.
Холодная сварка рассматривает этот вопрос и возможности сварки давлением в перспективе и подготавливает обе эти металлические поверхности к тому, что должно произойти. Процесс подготовки обширен и включает в себя очистку и чистку всех металлических поверхностей до такой степени, что удаляется самый верхний слой оксида.
Поскольку оксида больше нет, вы можете легко сваривать вещества, используя давление. Тепловая энергия не требуется, и вы можете добавить совершенно новое определение сварки посредством холодной сварки.
Однако процесс очистки и нанесения кистью требует тщательного нанесения, чтобы на поверхности не оставались нетронутые кусочки. Процесс включает обезжиривание всех металлических поверхностей, участвующих в процессе.
После того, как обезжиривание закончено, вы тщательно очистите проволочной щеткой всю поверхность металлов.
После того, как вы добились желаемой чистоты обеих задействованных поверхностей, вы можете приступить к важнейшему процессу приложения давления. Помните, что не стоит торопиться с процессом, так как вам необходимо почистить и очистить поверхность со всеми необходимыми корректировками.
Переходя к этапу приложения давления, необходимо убедиться, что материалы прижаты друг к другу и к ним прилагается нужная сила. Величина силы не одинакова для всех металлов.
Различные материалы обладают разными свойствами, поэтому лучше всего понимать их сварочные свойства и сваривать их при высоком давлении, которое им требуется.
Холодная сварка тоже имеет свои условия, которые также следует изучить, прежде чем начинать проект. Во-первых, холодная сварка работает только с материалами, которые не подвергались обширной процедуре закалки и являются пластичными по своей природе.
Этот процесс нельзя применять на объектах, прошедших процедуры серьезного упрочнения, и на объектах, которые по своей природе являются пластичными.
Как только вы примените это условие, много материалов будет отрезано. Это в конечном итоге сузит список материалов, которые могут быть возможными кандидатами для процедуры холодной сварки.
Чтобы облегчить процесс принятия решений, холодная сварка должна быть вашим лучшим вариантом для сварки мягких металлов вместе.
Холодная сварка может использоваться для изготовления широкого спектра соединений, но наиболее распространенных соединений, которые могут быть выполнены с помощью этого процесса, включают:
В стыковых соединениях нет необходимости очищать поверхностный слой свариваемых металлов. В этом соединении вы можете легко разрушить дополнительный слой на поверхности за счет приложенного к нему давления.
Это сэкономит вам дополнительное время и усилия, которые вы в противном случае потратили бы на чистку и чистку щеткой.
Соединения внахлестку, с другой стороны, требуют специальной очистки и чистки поверхности щеткой, поскольку без очистки металлы не прилипают друг к другу. Эти стыки требуют от вас дополнительных усилий.
История холодной сварки
Холодная сварка может показаться вам относительно новой концепцией, но за ней стоит многовековая история.Экскаваторы, изучающие реликвии и отрывки из прошлого, обнаружили посуду, которая была сварена методом холодной сварки.
Некоторые из этих принадлежностей датируются бронзовым веком, что свидетельствует о том, насколько древняя концепция их холодной сварки.
Хотя холодная сварка практикуется гражданами мира с давних пор, первый научный эксперимент по этой технике был проведен преподобным Дж. И. Дезагюлье в 1724 году. Этот эксперимент был первым в своем роде и помог стимулировать дальнейшие исследования в в этом отношении.
Desaguliers проверил концепцию холодной сварки с использованием двух свинцовых шариков. Оба свинцовых шарика имели одинаковый диаметр и за ними внимательно наблюдали.
Оба свинцовых шарика имели одинаковый диаметр и за ними внимательно наблюдали.
Дезагюлье удерживал оба этих свинцовых шара вместе, а затем оказывал давление, скручивая их. Когда он это сделал, Дезагелье заметил, что шары слиплись.
Это было первое научное испытание такого рода, открывшее двери в науку о холодной сварке.
Дальнейшие испытания в этом отношении подтвердили, что связь, образованная после приложения давления, имеет такую же прочность, как и у основного металла.Следовательно, связь, образованная между свинцовыми шариками, имела такую же прочность, как и у самих свинцовых шариков.
Это доказало, что сварному шву можно доверять, и он не может внезапно развалиться.
Холодная сварка была интересным предметом науки, и многие начинающие ученые и исследователи пролили на нее свет. Теперь у нас есть более дюжины теорий, стоящих за формированием этой связи.
Некоторые из этих теорий указывают на рекристаллизацию и сосредотачиваются на ней, в то время как другие также основываются на энергетической гипотезе сварного шва. Однако все эти исследования были дискредитированы и опровергнуты из-за отсутствия достаточных доказательств.
Однако все эти исследования были дискредитированы и опровергнуты из-за отсутствия достаточных доказательств.
Единственное приемлемое объяснение образования сварного шва при холодной сварке – это образование металлической связи.
Металлическая связка обладает такими же характеристиками и прочностью, что и исходные металлы, потому что она образуется за счет взаимодействия между свободными электронами и ионами обоих металлов, когда они прижимаются друг к другу, и для оказания давления прилагается определенная сила.
Холодная сварка, если она выполняется с правильной обработкой материала и надлежащими процедурами, может помочь создать прочный сварной шов, который прилипнет надолго. Однако это может произойти только в том случае, если сварной шов между металлами такой же прочный, как и сам основной металл.
Этой прочности и стойкости можно достичь только при неукоснительном соблюдении всех необходимых процедур и методов лечения.
Ограничения холодной сварки
Учитывая, что мы только что объяснили вам положительную сторону картины, вы можете задаться вопросом, почему холодная сварка до сих пор не является основным направлением в отрасли. Справедливости ради, он используется многими сварщиками, но по-прежнему не является распространенным методом сварки в отрасли.
Справедливости ради, он используется многими сварщиками, но по-прежнему не является распространенным методом сварки в отрасли.
Это связано с тем, что холодная сварка имеет несколько ограничений.
Начнем с того, что добиться идеальной холодной сварки крайне сложно. Сварной шов, полученный с помощью холодной сварки, будет иметь прочность, равную прочности основного металла, только если используемые методы холодной сварки идеальны.
Отсутствие совершенства и сложность его получения обычно сводятся к различным причинам, таким как наличие оксидных слоев на поверхности металла, поверхностное загрязнение, неровности поверхности и многое другое.
Оксидный слой часто трудно удалить, даже если вы почистите щеткой и насколько вам известно. Более того, неровности на поверхности металлов могут затруднить их слипание, даже если поверхность очищена щеткой.
Идеальная холодная сварка может быть получена только в том случае, если обе поверхности, с которыми вы работаете, чистые, не содержат различных загрязнений, имеют правильную форму и неровности поверхности. Также важно знать, что чем ровнее и ровнее ваша поверхность, тем легче вам будет сформировать однородный сварной шов.
Также важно знать, что чем ровнее и ровнее ваша поверхность, тем легче вам будет сформировать однородный сварной шов.
Если окончательный сварной шов не будет однородным или плоским, он не будет иметь необходимой прочности.
Кроме того, холодная сварка не является отраслевым стандартом из-за ограничений на количество металлов, которые можно сваривать вместе с помощью методов холодной сварки. Как мы обсуждали выше, непластичные металлы или металлы, подвергшиеся жестким процедурам закалки, не будут эффективно реагировать на процессы холодной сварки.
Даже если вы сможете образовать на них холодный сварной шов, он не задержится надолго.Если вы сузите круг вариантов, вы поймете, что цветные мягкие металлы можно сварить только холодной сваркой.
Приведу примеры: алюминий и медь – два наиболее распространенных металла, свариваемых вместе с помощью процедур холодной сварки. Кроме того, металлы, содержащие углерод в любой форме, нельзя сваривать холодной сваркой.
Эти ограничения усложняют для промышленных предприятий и отдельных сварщиков адаптацию этого метода сварки в качестве основного источника сварки.Конечно, холодная сварка может оказаться полезной в определенных сценариях, но в большинстве случаев вы обнаружите, что этот процесс будет мучительно долгим и неэффективным.
Преимущества холодной сварки
Так же, как мы обсуждали ограничения холодной сварки, есть и некоторые преимущества этой процедуры, которые требуют особого упоминания. Наиболее значимое и заслуживающее внимания преимущество холодной сварки заключается в том, что она обеспечивает такую же прочность связи, что и основной материал.
Хотя создание возможных условий для холодной сварки может быть трудным, вам будет приятно узнать, что, как только вы создадите подходящие условия, сварной шов, который вы создадите, будет довольно прочным. Этот подвиг чрезвычайно сложно воспроизвести с помощью других методов сварки металлов.
Методы холодной сварки могут оказаться чрезвычайно полезными для сварки алюминия серий 2ххх и 7ххх. Как мы уже упоминали выше, методы холодной сварки идеально подходят для алюминиевых и медных поверхностей.
Никакой другой вариант сварки металлов не позволяет сваривать алюминий серий 2ххх и 7ххх.
Холодная сварка также является хорошим вариантом для сварки алюминия и меди. Известно, что алюминий и медь чрезвычайно трудно сваривать другими видами сварки.
Холодная сварка упрощает процедуру и позволяет легко сварить их вместе. Кроме того, окончательная связь, которую вы создаете между этими двумя металлами при холодной сварке, довольно прочна и прослужит долго.
Наконец, холодная сварка дает вам простое решение для создания прочных и чистых сварных швов на поверхностях, поддерживающих данную процедуру. Процедура сварки помогает создать прочное соединение без образования хрупких интерметаллических соединений.
Применение холодной сварки
Хотя холодная сварка не является распространенной процедурой в промышленности, она по-прежнему широко используется для сварки проволокой. Эта процедура применяется для сварочной проволоки из-за того, что она образует четкий сварной шов, а также из-за отсутствия тепла.
Эта процедура применяется для сварочной проволоки из-за того, что она образует четкий сварной шов, а также из-за отсутствия тепла.
Тепловая энергия может быть вредна для проволоки, поэтому холодная сварка – это требование дня.
Холодная сварка обеспечивает долговечную и безупречную сварку проволоки, в основном из латуни 70/30, цинка, меди, алюминия, серебряных сплавов, серебра, золота и никеля и золота. Интересно, что вы также можете купить простые в использовании портативные инструменты для работы с проволокой для холодной сварки.
Эти инструменты чрезвычайно портативны, и их легко носить с собой. Они могут помочь сэкономить время и силы.
Холодная сварка также возможна для соединения разнородных металлов, таких как медь и алюминий. Мы уже обсуждали, как холодная сварка может создать прочную связь между медью и алюминием.
Этот шов прочнее, чем то, что можно создать между этими металлами любым другим способом.
Насколько сильна холодная сварка?
Как мы уже обсуждали в этой статье, холодная сварка может создать прочную связь, когда условия и металлы подходят для ее использования. Если условия идеально подходят для холодной сварки, сварной шов между металлами будет таким же прочным, как и сами основные металлы.
Если условия идеально подходят для холодной сварки, сварной шов между металлами будет таким же прочным, как и сами основные металлы.
Однако создание идеальных условий может быть трудным, поскольку этот метод не может применяться на непластичных и сильно закаленных поверхностях. Кроме того, процесс чистки щеткой и чистки требует значительных усилий, а металл должен иметь правильную форму.
Тем не менее, суть в том, что холодная сварка может создавать одни из самых твердых и прочных сварных швов, если окружающие условия подходят для ее использования.
Сводка
Вот и все – в основном все, что вам нужно знать о холодной сварке. Понимая, как это делать, преимущества и ограничения, вы только укрепляете свои знания в области сварки.
Помните, однако, что вы всегда можете перейти на следующий уровень с дополнительными материалами для чтения 🙂
Подобные сообщения:
Что такое холодная сварка? | Металлические супермаркеты
Хотя сварка часто ассоциируется с горячими оранжевыми искрами и расплавленным металлом, существует несколько способов сварки, которые не подходят для этого визуального представления. Одним из наиболее известных сварочных процессов является холодная сварка. Он используется на промышленном уровне почти столетие и имеет ряд преимуществ, которыми не обладают другие сварочные процессы.
Одним из наиболее известных сварочных процессов является холодная сварка. Он используется на промышленном уровне почти столетие и имеет ряд преимуществ, которыми не обладают другие сварочные процессы.
Что такое холодная сварка?
Холодная сварка – это процесс сварки в твердом состоянии, при котором для соединения двух или более металлов вместе требуется небольшое количество тепла или не требуется его вообще. Вместо этого энергия, используемая для соединения материалов, приходит в виде давления. Во время процесса холодной сварки металл не разжижается или даже не нагревается в значительной степени.
Как работает холодная сварка?
Причина, по которой холодная сварка может соединить два металла вместе без нагрева, заключается в удалении оксидных слоев на поверхностях соединяемых материалов.
Почти все металлы в нормальных условиях имеют некоторый оксидный слой на себе, даже если он может быть невидим невооруженным глазом. Эти оксиды металлов образуют барьер, который не позволяет атомам металлов на материалах сжиматься и связываться друг с другом. Однако после удаления оксидного слоя атомы металла могут соединяться друг с другом под достаточным давлением.
Однако после удаления оксидного слоя атомы металла могут соединяться друг с другом под достаточным давлением.
Для удаления оксидного слоя используются различные механические и химические методы. Очистка проволочной щеткой, обезжиривание и другие методы используются для очистки поверхности металлов от окислов. Металлы также должны быть несколько пластичными. Затем промышленное оборудование используется для создания значительного давления, необходимого для создания металлургических связей.
Для чего используется холодная сварка?
Один из самых популярных видов холодной сварки – соединение разнородных металлов.Это связано с тем, что при плавлении разнородных металлов они плохо соединяются. Это может привести к тому, что металлы не соединятся вместе, или к слабым сварным швам или сварным швам с трещинами. Холодная сварка позволяет избежать этой проблемы, поскольку она основана исключительно на атомных связях, образованных свободными электронами.
Обычно холодная сварка используется для создания стыковых соединений или соединений внахлест. Отрасли включают аэрокосмическую, автомобильную, сложные производственные приложения и лабораторные эксперименты, часто использующие холодную сварку. Он также часто используется для соединения проводов.
Отрасли включают аэрокосмическую, автомобильную, сложные производственные приложения и лабораторные эксперименты, часто использующие холодную сварку. Он также часто используется для соединения проводов.
Какие металлы можно сваривать холодным способом?
Поскольку обычно требуются пластичные материалы, металлы, которые обычно подвергаются холодной сварке, включают:
Металлы, содержащие углерод, не могут быть соединены с помощью холодной сварки.
Каковы преимущества и недостатки холодной сварки?
Одним из самых больших преимуществ холодной сварки является отсутствие зоны термического влияния. Это снижает риск негативных химических и механических изменений основного материала в процессе сварки.Еще одно ключевое преимущество – это возможность соединять разнородные металлы, как упоминалось выше. Кроме того, при правильном выполнении холодной сварки получается сварной шов, по крайней мере, такой же прочный, как и самый слабый основной материал.
Основным недостатком использования холодной сварки является то, что материалы должны быть очень чистыми и не содержать оксидов для получения удовлетворительного сварного шва. Это может быть сложно сделать, а также может быть дорогостоящим и трудным для реализации в сценарии большого объема. Поскольку по крайней мере один из металлов должен быть пластичным, холодная сварка также ограничивается тем, какие сплавы могут быть соединены вместе.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и листы. Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из 100+ наших офисов в Северной Америке сегодня.
Наука о холодной сварке: соединение металлов без нагрева
Что такое холодная сварка?
Как вы, возможно, догадались по термину «холодная сварка», здесь нет никакого тепла. Холодная сварка – это процесс соединения двух металлов или материалов без использования тепла.
Холодная сварка – это процесс соединения двух металлов или материалов без использования тепла.
Это может показаться невозможным и противоречащим всему, что вы раньше думали о сварке. Но можно склеивать металлы без нагрева, и холодная сварка на самом деле является одним из самых популярных методов сварки. Наряду с этим более широко известны и известны: дуговая сварка, сварка трением, лазерная сварка и ультразвуковая сварка.
Холодная сварка, также известная как сварка холодным давлением или контактная сварка, представляет собой процесс сварки в твердом состоянии, при котором соединение двух металлов происходит без плавления или нагрева на границе раздела двух свариваемых частей.Это означает, что в процессе соединения и соединения нет жидкой или расплавленной фазы. Впервые этот метод был признан в 1940-х годах, и его популярность росла в эпоху космических путешествий и исследований.
Как работает холодная сварка? Как соединить металлы без нагрева?
Процесс холодной сварки с использованием давления для соединения двух металлов или материалов. Вообще говоря, когда два металла прижимаются друг к другу, они не свариваются друг с другом.В основном это происходит из-за наличия оксидного слоя или тонкого барьера на поверхности двух материалов, который не позволяет им диффундировать вместе.
Вообще говоря, когда два металла прижимаются друг к другу, они не свариваются друг с другом.В основном это происходит из-за наличия оксидного слоя или тонкого барьера на поверхности двух материалов, который не позволяет им диффундировать вместе.
Однако холодная сварка преодолевает это за счет предварительной подготовки металлов. Эта подготовка включает очистку и чистку металлов щеткой до такой степени, что этот верхний барьер или оксидный слой удаляется.
Обезжиривание и обработка металла проволочной щеткой перед сваркой позволяет получить желаемую чистую поверхность, на которой металлы можно сжимать вместе с нужным усилием и, таким образом, сваривать.
Рекомендации по материалам для холодной сварки: материалы не должны подвергаться сильному упрочнению и должны быть пластичными. Мягкие металлы часто являются лучшим выбором для холодной сварки.
Для чего используется холодная сварка?
Чаще всего холодная сварка используется для сварки проволокой. Этот метод сварки может обеспечить идеально свариваемую проволоку, поскольку не требует нагрева и выполняется быстро. Холодная сварка в основном используется для алюминия, меди, цинка, латуни 70/30, никеля, серебра, серебряных сплавов и золота.
Этот метод сварки может обеспечить идеально свариваемую проволоку, поскольку не требует нагрева и выполняется быстро. Холодная сварка в основном используется для алюминия, меди, цинка, латуни 70/30, никеля, серебра, серебряных сплавов и золота.
Как и почему космонавты сваривают в космосе?
Благодаря сплавлению металлов и материалов вместе без помощи какой-либо жидкой или расплавленной фазы космонавты могут быстро и эффективно работать вне космического корабля. Это означает, что они могут выполнять любые необходимые ремонтные работы в космосе.
Если вы хотите узнать больше о сварке в космосе, вы можете прочитать соответствующую статью в нашем блоге, в которой подробно рассказывается о холодной сварке.
Contact Arc Welding Services Ltd
Если вы заинтересованы в аренде или покупке сварочного оборудования, позвоните нам сегодня по телефону 01213 272 249 или заполните простую онлайн-форму для связи, и один из наших дружных сотрудников свяжется с вами.
Процесс холодной сварки с помощью PWM
Холодная сварка крупным планом
Холодная сварка – это разновидность твердофазной сварки, которая уникальна тем, что выполняется при температуре окружающей среды. Другие формы твердофазной сварки выполняются при повышенных температурах. Египтяне изготавливали железо, молотя металлическую губку, чтобы сварить раскаленные частицы вместе, а кузнецы веками также молотили сварное кованое железо, но эти виды сварки всегда выполнялись при высоких температурах.
В 1724 году британский священнослужитель преподобный Дезагюльерс сумел создать прочную связь между двумя свинцовыми шарами без использования какого-либо тепла, просто скрутив их вместе. Это была первая успешная британская попытка сварки под давлением.
Сегодня холодная сварка составляет значительную часть всех сварочных процессов в проволочной и кабельной промышленности. Многие производители проводов и кабелей предпочитают чистый, бесшумный и «зеленый» процесс сварки, который позволяет им соединять цветные металлы без нагрева, флюса или наполнителей, экономя средства и материалы.
Простой процесс
Процесс холодной сварки прост, что снижает потребность в обучении оператора. Проволоку небольшого размера можно соединить за секунды с помощью ручного аппарата для холодной сварки; Склеивание больших секций стержней занимает немного больше времени и требует использования машины с приводом, но это намного более энергоэффективно, чем использование электрического устройства для стыковой сварки оплавлением. При холодной сварке постоянные сварные швы становятся прочнее основного материала без потери электрической целостности, и их можно использовать для соединения полос и профиля, а также круглой проволоки.Холодной сваркой можно сваривать большинство цветных металлов, а также различные сплавы, и этот процесс также можно использовать для соединения разнородных металлов, таких как алюминий и медь.
Принцип множественной осадки
В современной технике холодной сварки давлением используется принцип «множественной осадки», усовершенствованный британской компанией GEC. Когда материал вставляется в матрицу, каждый раз, когда машина активируется, материал захватывается матрицей и подается вперед. Когда они прижимаются друг к другу, две противоположные поверхности материала растягиваются и увеличиваются по всей площади своей поверхности.Оксид и другие поверхностные примеси вытесняются наружу из сердцевины материала, и происходит соединение. Рекомендуется минимум четыре «осадки», чтобы гарантировать удаление всех примесей из поверхностей раздела.
Когда материал вставляется в матрицу, каждый раз, когда машина активируется, материал захватывается матрицей и подается вперед. Когда они прижимаются друг к другу, две противоположные поверхности материала растягиваются и увеличиваются по всей площади своей поверхности.Оксид и другие поверхностные примеси вытесняются наружу из сердцевины материала, и происходит соединение. Рекомендуется минимум четыре «осадки», чтобы гарантировать удаление всех примесей из поверхностей раздела.
Простая установка
Концы проволоки или прутка не нуждаются в какой-либо подготовке перед сваркой, а выравнивание двух торцевых концов происходит автоматически, когда материал помещается в матрицу. Не требуется настройки нагрева, настройки зазора (он встроен в матрицу) и настройки давления пружины.Любая из этих вещей, неправильно установленная на аппарате для контактной стыковой сварки, может привести к отказу сварного шва.
Как происходит холодная сварка
В настоящее время принятая гипотеза, объясняющая наличие холодной сварки, выглядит следующим образом:
Атомы металлов удерживаются вместе металлической «связью», названной так потому, что она свойственна металлическим веществам. Связь можно описать как «облако» свободных отрицательно заряженных электронов, объединяющее ионизированные положительно заряженные атомы в единое целое в результате сил притяжения.
Связь можно описать как «облако» свободных отрицательно заряженных электронов, объединяющее ионизированные положительно заряженные атомы в единое целое в результате сил притяжения.
Итак, если две металлические поверхности соединить вместе с расстоянием всего в несколько ангстрем (есть 300 миллионов ангстрем на один сантиметр), может произойти взаимодействие между свободными электронами и ионизированными атомами. Это устранит потенциальный барьер, позволяя электронному облаку стать обычным явлением. Это, в свою очередь, приводит к соединению и, следовательно, сварному шву.
Более простой способ объяснить этот довольно сложный процесс состоит в том, что если две поверхности (обе поверхности – атомарно чистые и атомарно плоские, если рассматривать их в атомном масштабе) соединяются под давлением, то образуется связь, равная прочности связи исходного материала. .
Видео демонстрации
Чтобы помочь производителям проводов и кабелей понять процесс холодной сварки, британская компания PWM (Машины для сварки под давлением) разработала серию онлайн-демонстраций видео, которые можно просмотреть на сайте www. pwmltd.co.uk. В видеороликах показаны в действии большие аппараты для холодной сварки для соединения прутков от 5 до 30 мм (от 0,197 до 1,181 дюйма), а также устройства меньшего размера, HP200 и M101, для соединения проволоки от 2 до 6,50 мм (от 0,079 до 0,256 дюйма). и от 1 мм до 5 мм (от 0,040 до 0,197 дюйма) соответственно.
pwmltd.co.uk. В видеороликах показаны в действии большие аппараты для холодной сварки для соединения прутков от 5 до 30 мм (от 0,197 до 1,181 дюйма), а также устройства меньшего размера, HP200 и M101, для соединения проволоки от 2 до 6,50 мм (от 0,079 до 0,256 дюйма). и от 1 мм до 5 мм (от 0,040 до 0,197 дюйма) соответственно.
PWM, специализирующаяся на разработке и производстве машин и штампов для холодной сварки давлением, уже более 30 лет поставляет высокопроизводительное оборудование для холодной сварки производителям проводов и кабелей по всему миру. Ассортимент продукции PWM включает ручные, настольные и тележные машины, а также большие отдельно стоящие модели для холодной сварки стержней большого сечения. Доступны как ручные, так и приводные аппараты для холодной сварки, с диапазоном производительности от 0,10 мм (0,0039 дюйма) до 30 мм (1.181 ”).
Для обеспечения максимальной точности все машины и матрицы для холодной сварки PWM спроектированы и изготовлены собственной командой квалифицированных инженеров PWM в соответствии со строгими стандартами качества.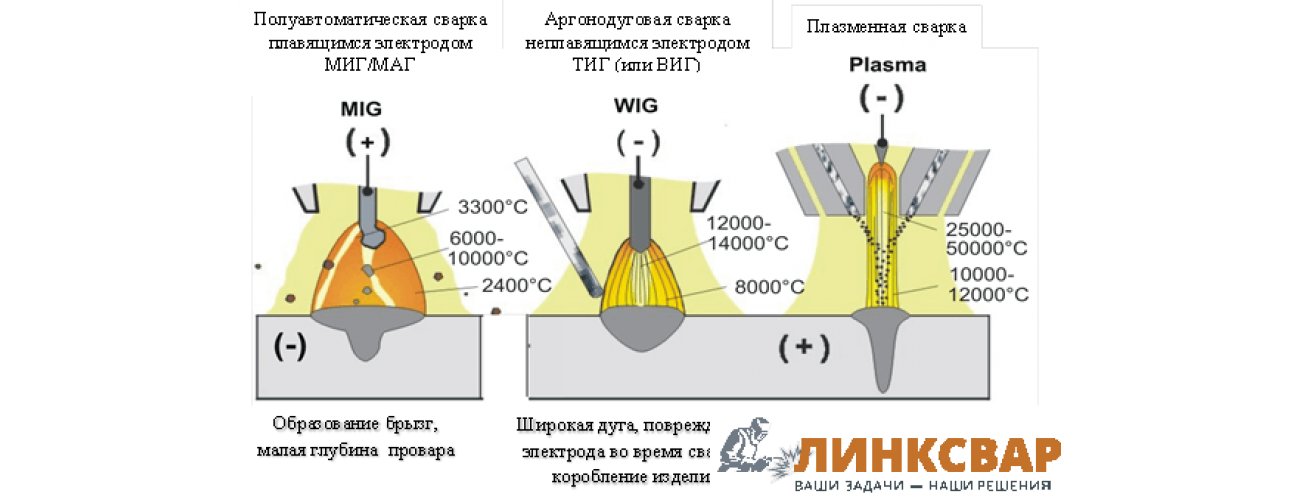 Матрицы, которые играют важную роль в процессе холодной сварки, изготавливаются индивидуально вручную в согласованных наборах. Они могут быть изготовлены в стандартных отраслевых размерах или изготовлены на заказ для индивидуальных применений.
Матрицы, которые играют важную роль в процессе холодной сварки, изготавливаются индивидуально вручную в согласованных наборах. Они могут быть изготовлены в стандартных отраслевых размерах или изготовлены на заказ для индивидуальных применений.
Joe Snee Associates Inc. является эксклюзивным дистрибьютором PWM в США и Канаде: [адрес электронной почты защищен]
Совместное проектирование, установка и варианты
Прочитав эту статью, вы узнаете: – 1.Основы формирования сварного шва при сварке холодным давлением 2. Конструкция стыка и подготовка поверхности для сварки под давлением 3. Оборудование, установка и методы 4. Применение 5. Варианты.
Основы формирования сварного шва при сварке холодным давлением: Холодная сварка давлением или холодная сварка – это процесс сварки в твердом состоянии, при котором сварное соединение создается исключительно путем приложения давления при комнатной температуре. В этом процессе нет тепла. Основное требование к процессу состоит в том, чтобы по крайней мере один из свариваемых компонентов был из пластичного металла без особой тенденции к деформационному упрочнению.
Основное требование к процессу состоит в том, чтобы по крайней мере один из свариваемых компонентов был из пластичного металла без особой тенденции к деформационному упрочнению.
Таким образом, для этой цели лучше всего подходят металлы со структурой ГЦК (гранецентрированной кубической) решетки. Алюминий и медь – основные металлы, к которым присоединяется этот процесс.
Соединение в холодном сварном шве под давлением достигается за счет плотного затирания чистых металлических поверхностей, так что слои, непосредственно прилегающие друг к другу, растягиваются и замешиваются вместе в плотный контакт, что приводит к атомным связям на границе раздела. Эти действия растяжения и замешивания разрушают любую оксидную пленку или адсорбированный слой, которые могут препятствовать склеиванию.Взаимодиффузия практически отсутствует, и связь возникает за счет соединения межатомных сил, когда атомы в контактирующих поверхностных слоях сталкиваются друг с другом.
Основным фактором при холодной сварке является величина пластической деформации металла в месте соединения. В свою очередь, этот фактор зависит не только от физических свойств металлов, как показано в таблице 15.1, но также от рабочей толщины, типа соединения и подготовки поверхности.
В свою очередь, этот фактор зависит не только от физических свойств металлов, как показано в таблице 15.1, но также от рабочей толщины, типа соединения и подготовки поверхности.
Оксидные пленки не всегда являются препятствием для холодной сварки, они могут быть полезны даже при сварке алюминия и меди.Оксидная поверхность с каждой стороны границы раздела приближается друг к другу, чтобы механически блокироваться и вести себя как единое целое.
Этот слой разрушается при деформации и, таким образом, обнажает свежие металлы, которые легко склеиваются. Похожим образом ведет себя очищенная от царапин поверхность. Обработка царапающей щеткой удаляет поверхностные загрязнения, включая водяной пар, но при этом образуется твердый, сильно обработанный и пропитанный оксидом слой, который способствует сварке за счет хрупкого разрыва.
Оптимальная прочность соединения достигается на уровне, известном как пороговая деформация, величина которой варьируется от металла к металлу, как показано в таблице 15. 2. Водяные пары или загрязняющие пленки могут распространяться из оксидов даже без разрыва, препятствуя склеиванию, что приводит к ослаблению сварного шва, поэтому такие пленки могут быть важны для установления пороговой деформации.
2. Водяные пары или загрязняющие пленки могут распространяться из оксидов даже без разрыва, препятствуя склеиванию, что приводит к ослаблению сварного шва, поэтому такие пленки могут быть важны для установления пороговой деформации.
Если на металл нанесено твердое покрытие в результате электролитического процесса, например, пленка твердого никеля на меди, или если избежать загрязнения и сварное соединение выполняется сразу после чистки проволочной щеткой, может потребоваться значительно меньшая степень деформации.
Таким образом, сварная граница раздела состоит из сети металлических связей с дискретными областями между ними, где адгезию препятствуют оксидные пленки.
Если принять две оксидные пленки как одну с нулевой пластичностью, то максимальную площадь металлического соединения для металлов с решетчатой структурой FCC можно оценить по деформации во время сварки по следующей формуле:
где, R – процентное снижение.
Холодное сварное соединение между разнородными металлами может иметь разную деформацию на противоположных сторонах границы раздела, что приводит к относительному перемещению границы раздела, что приводит к улучшению качества сварки и снижает пороговую деформацию.Послеродовая термообработка сварного шва между металлургически несмешивающимися металлами размягчает компоненты, но в остальном соединение остается неизменным.
Однако если диффузия может иметь место, это может привести к пористости, если скорости диффузии различны в двух направлениях. Если на границе раздела образуются интерметаллические соединения, это может привести к образованию хрупкого слоя, толщина которого увеличивается со временем и температурой. Толстые хрупкие интерметаллические слои могут полностью разрушить сварное соединение.
Конструкция соединения и подготовка поверхности для сварки под давлением: Сварку холодным давлением можно использовать для выполнения соединений внахлестку и встык. Типичные конфигурации сварных швов показаны на рис. 15.6.
Типичные конфигурации сварных швов показаны на рис. 15.6.
Подготовка поверхности, возможно, является наиболее важным параметром процесса, поскольку для холодной сварки требуется плотный контакт между чистым металлом для получения прочных сварных соединений. Следовательно, для получения максимальной прочности сварных швов необходимо удалить всю грязь, масляные или оксидные пленки с поверхностей, которые должны образовывать границу раздела сварного шва.
Обработка проволочной щеткой со скоростью около 900 м / мин – лучший метод подготовки поверхности для сварки внахлест. Для этой цели обычно используют вращающуюся щетку из нержавеющей стали диаметром 0,1 мм. Более мягкие кисти могут привести к полировке поверхности, в то время как более жесткие или более жесткие кисти могут удалить излишки металла, вызывая шероховатость поверхности. После очистки к поверхностям нельзя прикасаться даже руками, а сварку следует завершить как можно скорее, чтобы избежать окисления; для холодной сварки алюминия, например, максимальное время после очистки и перед сваркой составляет 30 минут.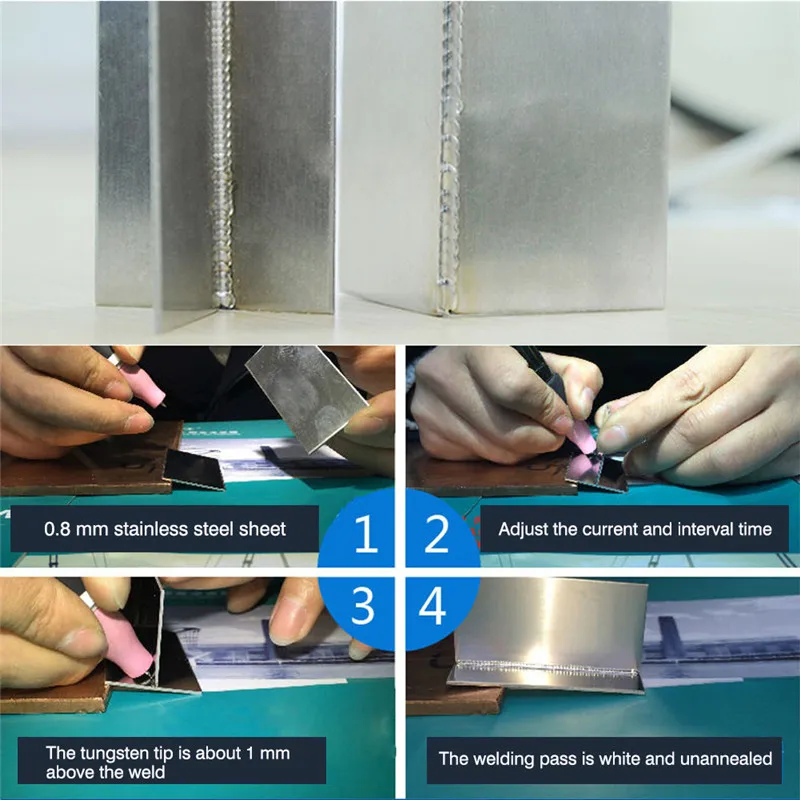
Поверхности, запеченные при высоких температурах, также подходят без дополнительной обработки. Также анодированный алюминий можно сваривать без подготовки поверхности.
Для стыковой сварки прутков или труб обработка проволочной щеткой обычно нецелесообразна, поэтому обычно кромки кромки подпиливают или срезают под прямым углом непосредственно перед сваркой.
Химическая и абразивная очистка не подходят для подготовки поверхности к холодной сварке, потому что остатки химической очистки или абразивные частицы, внедренные или оставленные на поверхности, могут помешать надлежащему склеиванию.
Оборудование, установка и методы для холодной сварки давлением:Давление для холодной сварки может быть приложено к правильно выровненным компонентам с помощью гидравлических или механических прессов, роликов или специально разработанных ручных или пневматических инструментов.
Оборудование и настройка, однако, зависят от типа выполняемого соединения; а инденторы и ролики используются для сварки внахлест; Разъемные матрицы обычно используются для стыковой сварки.
Краткое описание этих двух типов соединений:
1.Сварка внахлест:
Листы от 0,2 до 15 мм свариваются внахлест путем вдавливания инденторов или штампов в металл с одной или обеих сторон, как показано на рис. 15.7. Внахлест может состоять из отдельных точек или непрерывного шва. Таким образом, в зависимости от желаемого внешнего вида и рабочих характеристик углубление может иметь форму узкой полосы, кольца или шва.
Рис. 15.7 Различные методы холодной сварки внахлестку
Типичные конфигурации индентора для сварки внахлест, используемые для холодной сварки, показаны на рис.15.8.
Диаметр индентора или ширина матрицы зависит от толщины материала (t) и обычно определяется следующим соотношением:
r = (от 1 до 3) t… (15,13)
Длина индентора обычно в 6 раз больше толщины отдельного листа.
Для сварки листов внахлест инденторы с плоской поверхностью дают наиболее удовлетворительные результаты.
Для холодной сварки листового металла можно использовать одиночный индентор, но значительного увеличения прочности сварного шва можно достичь, используя индентор двойного действия, как показано на рис.15.9. Однако в обоих этих случаях листы имеют тенденцию немного разделяться, поскольку индентор вдавливается в них. Чтобы избежать этой тенденции, индентор может быть окружен воротником, который захватывает листы перед сваркой; Схема такой системы представлена на рис. 15.10.
Инденторы или штампы обычно подвергаются воздействию высоких давлений и поэтому изготавливаются из инструментальной стали, имеющей твердость 60 R (твердость по Роквеллу по шкале C). В конце деформации давление в штампе должно составлять 300-600 Н / мм 2 для отожженного алюминия и около 2000 Н / мм 2 для меди.
Сварка протяжкой – это форма сварки внахлест, используемая для консервирования или запечатывания контейнеров. Перед сваркой крышка и банка развальцовываются. Свариваемые компоненты помещаются в плотно прилегающую матрицу. Пуансон вдавливает компоненты в матрицу, что приводит к холодной сварке развальцованного металла, когда он протягивается через пуансон. На рис. 15.11 показаны различные этапы операции и детали сварного соединения.
Свариваемые компоненты помещаются в плотно прилегающую матрицу. Пуансон вдавливает компоненты в матрицу, что приводит к холодной сварке развальцованного металла, когда он протягивается через пуансон. На рис. 15.11 показаны различные этапы операции и детали сварного соединения.
При точечной холодной сварке внахлест с использованием инденторов простой формы прочность шва может быть увеличена за счет увеличения площади поверхности индентора, так как это приводит к увеличению площади соединения.При любом конкретном размере индентора для точечной сварки прочность соединения увеличивается с увеличением глубины вмятины до тех пор, пока не будет достигнут максимум, и любое дальнейшее увеличение вдавливания приводит к снижению прочности, как показано на рис. 15.12. Для каждого материала имеется характерная кривая зависимости вдавливания от прочности на сдвиг, а минимальная деформация принимается в качестве меры свариваемости.
Форма кривой зависимости деформации от прочности сварного шва зависит от ширины индентора. Увеличение ширины дает более высокую прочность при меньшем вдавливании, но кривая сжимается и становится заостренной, что указывает на более критические условия сварки.
Увеличение ширины дает более высокую прочность при меньшем вдавливании, но кривая сжимается и становится заостренной, что указывает на более критические условия сварки.
Способ, которым прочность точечных сварных швов зависит от степени деформации для различных металлов, показан на рис. 15.13. Падение прочности сварного шва сверх максимального значения происходит из-за уменьшения толщины металла в сварном шве, что приводит к разрыву, а не к срезанию точечной сварки, как показано на рис. 15.12.
По мере увеличения площади соединения разрывная нагрузка также увеличивается, но прочность падает.Прочность многорядного точечного шва обычно составляет не более 80% от общей прочности отдельных точек.
Плотный холодный шов может быть выполнен путем вдавливания штампа по всей длине шва или с помощью ролика, как показано на рис. 15.14. Для сварки алюминия швом можно использовать ролики следующей геометрии.
Диаметр, d = 50 т
Ширина выступа, w = (1 – 1,5) т
Высота выступа, h = (0,8 – 0,9) т
Ширина плеча, s = (2 – 4. 5) т
5) т
Где t – толщина отдельного свариваемого листа.
2. Стыковая сварка:
Стыковые соединения холодной сваркой выполняются зажимом двух свариваемых деталей в разъемной матрице. Однако перед зажимом обычно срезают короткий участок с концов деталей, чтобы обнажить свежие чистые поверхности с квадратными концами. Лезвие ножниц необходимо очищать всякий раз, когда необходимо разрезать новый металл, чтобы избежать возможности попадания остатков первого металла на поверхность второго металла.
Каждая зажатая часть выступает за поверхность штампа, так что, когда штампы прижимаются друг к другу, материал выдавливается в боковом направлении, чтобы обеспечить необходимую деформацию на границе раздела, чтобы повлиять на сварной шов. Матрицы могут иметь плоскую или коническую поверхность, преимущество последнего заключается в уменьшении сварочного усилия и срезании экструдированного металла при закрытии матриц. Оптимальный угол для штампов с конической гранью составляет около 120 °.
Прочность соединения зависит от величины пластической деформации на границе раздела; который, в свою очередь, зависит от длины компонента, выступающего из матрицы, и полностью вытесняется из стыка в процессе сварки.Оптимальный вылет круглых деталей составляет (1-1,2) d для алюминия и (1,25-1,50) d для меди, где d – диаметр детали. Для прямоугольных секций проекция основана на меньшем размере и составляет 40% для квадратных стержней, но увеличивается по мере увеличения разницы между двумя размерами.
При холодной сварке разнородных металлов сначала деформируется более мягкий из двух металлов, а по мере увеличения деформации начинает течь и более твердый металл. Вылет более мягкого металла должен быть немного больше, чем при соединении частей того же металла, и значительно больше для более твердого металла.Например, для сварки алюминия с медью вылет медного стержня должен быть на 30-40% больше, чем вылет алюминиевого стержня.
Давление при холодной сварке стыковых соединений должно составлять от 685 до 785 Н / мм 2 для алюминия, от 1960 до 2450 Н / мм 2 для меди и от 1470 до 1960 Н / мм 2 для сварки алюминия с медью. Усилие, необходимое для удержания компонентов в зубчатых зажимах, должно превышать усилие осадки более чем на 50% в случае алюминия и более чем на 80% в случае меди.
Усилие, необходимое для удержания компонентов в зубчатых зажимах, должно превышать усилие осадки более чем на 50% в случае алюминия и более чем на 80% в случае меди.
Стыковые соединения обычно имеют большую прочность, чем основной металл, потому что металл на границе раздела закален. Механические свойства холодных сварных швов могут быть изменены термической обработкой. После термообработки стыковые холодные сварные соединения могут достигать той же прочности, что и отожженный металл.
Скорость приложения давления при холодной сварке практически не влияет на прочность соединения. Следовательно, сварка холодным давлением может выполняться с высокой скоростью.
Множественные стыковые сварные швы с высадкой :
Сварка с одной осадкой обычно не подходит для стыковой сварочной проволоки диаметром менее 5 мм.Кроме того, в некоторых металлах при сварке холодным давлением с однократной высадкой не образуются соединения с полной прочностью. В таких случаях производится несколько сварных швов с осадкой, перемещая сварную деталь в штампах. Сварка с многократной осадкой полностью вытесняет загрязнения с поверхности раздела, поэтому подготовка поверхности имеет меньшее значение, чем при сварке с одной осадкой. На рис. 15.15 показаны сварные швы с одной и несколькими осадками холодной сварки алюминиевой проволокой.
Сварка с многократной осадкой полностью вытесняет загрязнения с поверхности раздела, поэтому подготовка поверхности имеет меньшее значение, чем при сварке с одной осадкой. На рис. 15.15 показаны сварные швы с одной и несколькими осадками холодной сварки алюминиевой проволокой.
Стыковые сварные швы со смещением:
Рис.15.16. показана сварка стыкового соединения холодным давлением со смещенной вспышкой. Этот метод позволяет получить сварное соединение под углом к оси проволоки с прерывистым заусенцем, который легко удалить. Сварное соединение находится под углом к оси проволоки, поэтому на него меньше влияют неоднородности сварного шва.
Характеристики стыкового шва:
Стыковые швы, полученные методом холодной сварки давлением, имеют поперечно-зернистую структуру, прилегающую к границе стыка.Наличие этого по существу узкого поперечного сечения с поперечными зернами вряд ли имеет какое-либо значение для изотропных материалов, таких как алюминий и некоторые алюминиевые сплавы. Однако в неизотропных металлах усталостная или коррозионная стойкость сварного соединения может быть значительно ниже.
Однако в неизотропных металлах усталостная или коррозионная стойкость сварного соединения может быть значительно ниже.
Поскольку холодная сварка давлением осуществляется при температуре окружающей среды, во время сварки не происходит значительной диффузии между разнородными металлами. Следовательно, взаимная диффузия при повышенных температурах может влиять на термообработку после сварки и эксплуатационные характеристики сварного шва.
Сварные швы под давлением между разнородными металлами, которые не растворяются друг в друге, обычно стабильны, но диффузия при повышенных температурах может привести к образованию слоя интерметаллического соединения, которое может быть хрупким и вызывать заметное снижение пластичности сварного шва; такие сварные швы особенно чувствительны к изгибным или ударным нагрузкам.
Скорость образования интерметаллических соединений зависит от конкретных констант диффузии соответствующих металлов, а также от времени и температуры воздействия, как показано на рис. 15.17. Слоистая структура образуется на границе раздела между медью и алюминием при воздействии повышенных температур.
15.17. Слоистая структура образуется на границе раздела между медью и алюминием при воздействии повышенных температур.
Прочность и пластичность таких сварных швов снижаются, когда толщина межфазного слоя превышает 0,05 мм. Поэтому обязательно использовать сварные швы алюминия и меди, выполненные холодной сваркой давлением, при низких рабочих температурах, при этом пиковая температура редко превышает 65 ° C.
Рис. 15.17 Влияние времени и температуры на толщину диффузионного слоя в холодном сварном шве под давлением между алюминием и медью
Применение сварки холодным давлением: Стыковая сварка холодным давлением применяется для соединения проволоки диаметром 0.От 06 до 12,5 мм из алюминия, меди, золота, серебра и платины; Чаще всего используется соединение последовательных катушек проволоки для непрерывного волочения до меньших диаметров. Сварные швы внахлест используются для герметизации банок, продольных стыков труб и электрических соединений. Наиболее часто используемые металлы – это медь и алюминий. Поскольку этот процесс требует использования штампов, он выбирается только тогда, когда требуется выполнить большое количество подобных соединений.
Наиболее часто используемые металлы – это медь и алюминий. Поскольку этот процесс требует использования штампов, он выбирается только тогда, когда требуется выполнить большое количество подобных соединений.
Коммерческое использование сварки под давлением в холодном состоянии также включает закрытие алюминиевых оболочек кабелей и принадлежностей, соединение шин для электролизных ячеек, линий связи и троллейных кабелей.
Сварка холодным давлением применяется в первую очередь при производстве теплообменников для холодильников. Процесс заключается в покраске алюминиевых листов слоем специальной краски в местах, где не должно быть стыков. Затем листы сушат и скатывают. Из-за деформации листы склеиваются, за исключением окрашенных. Затем склеенные листы отжигаются, и краска испаряется.
Листы затем загружаются в пресс с матрицей, имеющей подходящие вырезы, в которых должны располагаться смазочные материалы теплообменника.Жидкость под высоким давлением проходит через несваренные зоны (ранее покрытые краской), которые расширяются, образуя трубы теплообменника. Этот процесс может быть использован для изготовления трубок теплообменников в виде листов размером 2540 мм в длину и до 380 мм в ширину.
Этот процесс может быть использован для изготовления трубок теплообменников в виде листов размером 2540 мм в длину и до 380 мм в ширину.
Холодная сварка вытеснением – это вариант сварки холодным давлением, при котором сварные швы производятся путем сжатия деталей вместе, в то же время заставляя их скользить по касательной относительно друг друга.Механизм образования сварного шва в этих двух процессах различен.
При сварке холодным давлением действуют только осевые нагрузки; при таких условиях нагружения деформируются только неровности поверхности, а площадь, свободная от оксидной пленки и загрязнений, относительно мала. Однако при холодной сварке со смещением прикладываемая нагрузка является не только осевой, но и продольной на границе раздела.
Когда прикладывается тангенциальная нагрузка, она вызывает относительное движение между деталями, что приводит к соскабливанию оксидной пленки и загрязнений, оставляя только контактные перемычки. Следовательно, большие области на границе освобождаются от оксидных пленок с очень небольшим разбросом металла.
Следовательно, большие области на границе освобождаются от оксидных пленок с очень небольшим разбросом металла.
Тангенциальная нагрузка снижает сопротивление металла пластической деформации и при той же осевой силе образуется большая площадь контакта. Это приводит к соединению при точечной сварке со смещением при меньшей деформации и уменьшенных прилагаемых силах.
Сварка разнородных металлов с прочными соединениями методом холодной сварки смещением возможна только в том случае, если механические свойства двух металлов не очень сильно различаются, например, упрочненный алюминий можно сваривать с отожженной медью.
Основными параметрами процесса холодной сварки смещением являются давление и величина сдвига. Приложенное осевое давление должно быть таким, чтобы поверхности могли перемещаться относительно друг друга на границе раздела. Величина относительного смещения, требуемая под действием тангенциальной силы, не зависит от размера детали и определяется осевым давлением, а также геометрией и гладкостью соприкосновения. Например, при холодной сварке со смещением полированных поверхностей достаточная площадь соединения достигается за счет относительного смещения примерно от 5 до 7 мм.
Например, при холодной сварке со смещением полированных поверхностей достаточная площадь соединения достигается за счет относительного смещения примерно от 5 до 7 мм.
Соединения, произведенные методом холодной сварки смещением, могут иметь высокую прочность на сдвиг, если нахлест достаточно большой, однако их прочность на разрыв всегда низкая.
jb сварка очень жаркая
Кто-нибудь делал это раньше? JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F / 1300 ° C. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). Оплатить позже. JB Weld может выдерживать постоянную температуру в 500 градусов, поэтому я не думаю, что это вызовет какие-либо проблемы.Этот продукт промышленной прочности превосходит обычные эпоксидные шпатлевки при высоких температурах и схватывается за 1 час при комнатной температуре. 4 беспроцентных платежа раз в две недели. J-B Weld Extreme Heat Paste, 3 . .. (1) 5.0 из 5 звезд. Скрестив пальцы, он остается целым. Узнать больше. Грейнджер тебя поддержит. JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F / 1300 ° C. Сообщить о нарушении. 99 (30) Просмотреть список желаний Картридж JB Weld Ultimate Copper Silicone 280 мл.Просмотреть все 8 – Все объявления для этого продукта. От 10 долларов в неделю. 30,95 австралийских долларов. Время схватывания: 1 час Время отверждения: 24 часа Цвет отверждения: Машинно-серый Инструкции Я понятия не имею, для чего это было бы хорошо … Дорогой господин, здесь смешанные нацисты. Конечно, блок двигателя может достигать 180-220 градусов, но это ничто по сравнению с чрезмерным нагревом выхлопных газов, когда температура может легко достигать 1200 градусов на стандартном невысоком двигателе. Ищу J-B WELD Series ExtremeHeat, эпоксидный клей, банка, 3.0 унций, серый, срок службы 1 час (453U38)? 1 (текущая) 2; 3; A1285365. JB Weld 37901 Extreme Heat – Цементная паста для высокотемпературных глушителей.
.. (1) 5.0 из 5 звезд. Скрестив пальцы, он остается целым. Узнать больше. Грейнджер тебя поддержит. JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F / 1300 ° C. Сообщить о нарушении. 99 (30) Просмотреть список желаний Картридж JB Weld Ultimate Copper Silicone 280 мл.Просмотреть все 8 – Все объявления для этого продукта. От 10 долларов в неделю. 30,95 австралийских долларов. Время схватывания: 1 час Время отверждения: 24 часа Цвет отверждения: Машинно-серый Инструкции Я понятия не имею, для чего это было бы хорошо … Дорогой господин, здесь смешанные нацисты. Конечно, блок двигателя может достигать 180-220 градусов, но это ничто по сравнению с чрезмерным нагревом выхлопных газов, когда температура может легко достигать 1200 градусов на стандартном невысоком двигателе. Ищу J-B WELD Series ExtremeHeat, эпоксидный клей, банка, 3.0 унций, серый, срок службы 1 час (453U38)? 1 (текущая) 2; 3; A1285365. JB Weld 37901 Extreme Heat – Цементная паста для высокотемпературных глушителей. JB Weld: Рекомендуемое применение: выпускные коллекторы, выхлопные трубы, глушители, блоки двигателя, воздуховоды, наружные решетки: ремонтный компаунд Рекомендуемый диапазон температур: выдерживает постоянный нагрев до 2400 градусов F: UNSPSC: 31201602: Код VMRS: 053998018 Просмотреть список желаний Добавлено в список желаний JB Weld High-Heat Epoxy Putty Stick, 57 г, 11 долларов США. Однако все это сопровождается некоторыми оговорками.Наслаждайтесь сейчас. Или мне перестать быть девочкой и пойти сварить это. 1 отзыв. Запчасти – это лишь часть того, что мы делаем. В магазине. Напротив, этот экстремальный нагрев J-B 37901 до сих пор очень хорошо держался на моей машине, и я считаю, что это единственный продукт на рынке, который устойчив к таким высоким температурам. 4.1. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). 19,34 доллара (вы экономите 1,56 доллара). Купите сейчас, заплатите позже. Показано 1-20 из 48 товаров. Он также устойчив к ударам, вибрации и резким перепадам температуры.
JB Weld: Рекомендуемое применение: выпускные коллекторы, выхлопные трубы, глушители, блоки двигателя, воздуховоды, наружные решетки: ремонтный компаунд Рекомендуемый диапазон температур: выдерживает постоянный нагрев до 2400 градусов F: UNSPSC: 31201602: Код VMRS: 053998018 Просмотреть список желаний Добавлено в список желаний JB Weld High-Heat Epoxy Putty Stick, 57 г, 11 долларов США. Однако все это сопровождается некоторыми оговорками.Наслаждайтесь сейчас. Или мне перестать быть девочкой и пойти сварить это. 1 отзыв. Запчасти – это лишь часть того, что мы делаем. В магазине. Напротив, этот экстремальный нагрев J-B 37901 до сих пор очень хорошо держался на моей машине, и я считаю, что это единственный продукт на рынке, который устойчив к таким высоким температурам. 4.1. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). 19,34 доллара (вы экономите 1,56 доллара). Купите сейчас, заплатите позже. Показано 1-20 из 48 товаров. Он также устойчив к ударам, вибрации и резким перепадам температуры. J-B Weld ™ ExtremeHeat ™ разработан для ремонта чугуна, стали и металла в условиях высоких температур (2400 ° F / 1300 ° C). Полезный. Некоторые из наиболее сложных в ремонте деталей – это те, которые должны выдерживать очень высокие температуры. Паста устойчива к температурам до 1800 градусов F. Термостойкий герметик; Купите свой онлайн сегодня и заберите в магазине. J-B Weld – один из многих национальных брендов, которые вы знаете и которым доверяете, принадлежащих O’Reilly Auto Parts. jb сварка высокой температуры. HPP Lunds – гордые австралийские дистрибьюторы ведущих эпоксидных связок Америки.ПРОСТОТА В ИСПОЛЬЗОВАНИИ: после полного отверждения этот металлический состав можно просверлить, обработать или отшлифовать. J-B Weld Extreme Heat Paste помогает заполнить дыры и трещины на металлических поверхностях; Термостойкая металлическая паста затвердевает, как сталь, в течение 1 часа; Термостойкость до 2400 ° F / 1300 ° C; Идеально подходит для ремонта выхлопных систем, блоков цилиндров, глушителей, уличных решеток и выхлопных труб; Размер: 3 унции (85 г)… Купите сейчас.
J-B Weld ™ ExtremeHeat ™ разработан для ремонта чугуна, стали и металла в условиях высоких температур (2400 ° F / 1300 ° C). Полезный. Некоторые из наиболее сложных в ремонте деталей – это те, которые должны выдерживать очень высокие температуры. Паста устойчива к температурам до 1800 градусов F. Термостойкий герметик; Купите свой онлайн сегодня и заберите в магазине. J-B Weld – один из многих национальных брендов, которые вы знаете и которым доверяете, принадлежащих O’Reilly Auto Parts. jb сварка высокой температуры. HPP Lunds – гордые австралийские дистрибьюторы ведущих эпоксидных связок Америки.ПРОСТОТА В ИСПОЛЬЗОВАНИИ: после полного отверждения этот металлический состав можно просверлить, обработать или отшлифовать. J-B Weld Extreme Heat Paste помогает заполнить дыры и трещины на металлических поверхностях; Термостойкая металлическая паста затвердевает, как сталь, в течение 1 часа; Термостойкость до 2400 ° F / 1300 ° C; Идеально подходит для ремонта выхлопных систем, блоков цилиндров, глушителей, уличных решеток и выхлопных труб; Размер: 3 унции (85 г)… Купите сейчас. Купите JB Weld ExtremeHeat сейчас! Метод первый: сильно нагреть JB Weld. Член ОТБС. Сэкономьте на запчастях JB Weld с выгодными предложениями в Advance Auto Parts.Я использовал JB Weld Extreme Heat для устранения трещин на блоке газонокосилки. jb сварка очень жарко. JB Weld. Выберите товар или категорию, чтобы найти нужные вам продукты. Не верьте мне на слово, проверьте фотографии и обзоры Amazon. jb сваривать тепло. Смешанный в соотношении 1: 1, он образует прочную связь, и после отверждения его можно формовать, нарезать резьбы, подпиливать и просверливать. Самый простой способ избавиться от J-B Weld из металла или других теплозащитных материалов – добавить необычайную теплоту. х 20 ярдов. J-B Weld ExtremeHeat разработан для ремонта чугуна, стали и металла в условиях высоких температур.J-B Weld «Самая прочная в мире облигация»: поставляется напрямую из Великобритании: гарантия возврата денег: гарантировано постоянное исправление. JB Weld ExtremeHeat ™ разработан для ремонта железа, стали и металла в условиях высоких температур (2400 ° F / 1300 ° C).
Купите JB Weld ExtremeHeat сейчас! Метод первый: сильно нагреть JB Weld. Член ОТБС. Сэкономьте на запчастях JB Weld с выгодными предложениями в Advance Auto Parts.Я использовал JB Weld Extreme Heat для устранения трещин на блоке газонокосилки. jb сварка очень жарко. JB Weld. Выберите товар или категорию, чтобы найти нужные вам продукты. Не верьте мне на слово, проверьте фотографии и обзоры Amazon. jb сваривать тепло. Смешанный в соотношении 1: 1, он образует прочную связь, и после отверждения его можно формовать, нарезать резьбы, подпиливать и просверливать. Самый простой способ избавиться от J-B Weld из металла или других теплозащитных материалов – добавить необычайную теплоту. х 20 ярдов. J-B Weld ExtremeHeat разработан для ремонта чугуна, стали и металла в условиях высоких температур.J-B Weld «Самая прочная в мире облигация»: поставляется напрямую из Великобритании: гарантия возврата денег: гарантировано постоянное исправление. JB Weld ExtremeHeat ™ разработан для ремонта железа, стали и металла в условиях высоких температур (2400 ° F / 1300 ° C). После полного отверждения этот металлический состав можно просверлить, обработать или отшлифовать. Я уверен, что он отлично подойдет для того, что вы ищете. Нет в наличии. Независимо от проблемы есть решение J-B Weld. Добавить в корзину. 17 марта 2011 г. № 2 Затем нанесите финальное цветное покрытие Primer Sand Final Color Coat (s).Тем не менее, в областях, где постоянная температура составляет менее 232 ° C, мы рекомендуем нашу эпоксидную шпатлевку HighHeat. Название размера: 3 унции Подтвержденная покупка. Еще раз, Lab Metal лучше, но, честно говоря, не намного, IMHO, если вы не торопитесь. FiberFix 38202 Repair Wrap Medium 2 x 50 дюймов, в 100 раз прочнее, чем клейкая лента, 2 рулона. 11,99 долларов США. Глубокие, большие области я заполню сваркой JB Weld, а деталь – “Pre-Bake”, чтобы сварной шов JB затвердевал / запекался / выделялся газ. Сварочный шов, такой как JB Weld, становится неустойчивым при температуре выше 600 градусов по Фаренгейту.8,41 долларов США. FiberFix 39501 10-кратная лента – в 10 раз прочнее, чем клейкая лента, 1,88 дюйма.
После полного отверждения этот металлический состав можно просверлить, обработать или отшлифовать. Я уверен, что он отлично подойдет для того, что вы ищете. Нет в наличии. Независимо от проблемы есть решение J-B Weld. Добавить в корзину. 17 марта 2011 г. № 2 Затем нанесите финальное цветное покрытие Primer Sand Final Color Coat (s).Тем не менее, в областях, где постоянная температура составляет менее 232 ° C, мы рекомендуем нашу эпоксидную шпатлевку HighHeat. Название размера: 3 унции Подтвержденная покупка. Еще раз, Lab Metal лучше, но, честно говоря, не намного, IMHO, если вы не торопитесь. FiberFix 38202 Repair Wrap Medium 2 x 50 дюймов, в 100 раз прочнее, чем клейкая лента, 2 рулона. 11,99 долларов США. Глубокие, большие области я заполню сваркой JB Weld, а деталь – “Pre-Bake”, чтобы сварной шов JB затвердевал / запекался / выделялся газ. Сварочный шов, такой как JB Weld, становится неустойчивым при температуре выше 600 градусов по Фаренгейту.8,41 долларов США. FiberFix 39501 10-кратная лента – в 10 раз прочнее, чем клейкая лента, 1,88 дюйма. Выберите магазин. Болтовые соединения намного прочнее, чем сварные швы… J-B Weld® Dark Grey Оригинальная армированная сталью эпоксидная смола для холодной сварки – это оригинальная двухкомпонентная эпоксидная система для холодной сварки, которая обеспечивает надежный и длительный ремонт металлических предметов и различных поверхностей. Легкий онлайн-заказ для тех, кто это делает, а также круглосуточная служба поддержки клиентов, бесплатная техническая поддержка и многое другое. JB Weld не выдерживает высоких температур, превышающих 550 градусов.Bazaarvoice SAP Hybris Integration, версия 2.8.0. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой. Сортировать по: Фильтр. После полного отверждения этот металлический состав становится достаточно прочным, чтобы его можно было сверлить, обрабатывать или шлифовать. Цена 7,09 $. ExtremeHeat ™ – эпоксидная шпатлевка, специально разработанная для склеивания и ремонта материалов, которые будут подвергаться воздействию высоких температур при техническом обслуживании автомобилей и промышленности.
Выберите магазин. Болтовые соединения намного прочнее, чем сварные швы… J-B Weld® Dark Grey Оригинальная армированная сталью эпоксидная смола для холодной сварки – это оригинальная двухкомпонентная эпоксидная система для холодной сварки, которая обеспечивает надежный и длительный ремонт металлических предметов и различных поверхностей. Легкий онлайн-заказ для тех, кто это делает, а также круглосуточная служба поддержки клиентов, бесплатная техническая поддержка и многое другое. JB Weld не выдерживает высоких температур, превышающих 550 градусов.Bazaarvoice SAP Hybris Integration, версия 2.8.0. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой. Сортировать по: Фильтр. После полного отверждения этот металлический состав становится достаточно прочным, чтобы его можно было сверлить, обрабатывать или шлифовать. Цена 7,09 $. ExtremeHeat ™ – эпоксидная шпатлевка, специально разработанная для склеивания и ремонта материалов, которые будут подвергаться воздействию высоких температур при техническом обслуживании автомобилей и промышленности. JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F / 1300 ° C.Нет в наличии. Больше информации. Большие участки имеют тенденцию немного сжиматься, поэтому потребуется еще один песок. Компания JB-WELD предлагает самые долговечные изделия для холодной сварки, доступные на рынке -… $ 8,67 в магазине. Нет в наличии. Объявленная цена: 20,90 $. Имейте в виду, что этот продукт можно использовать только для заполнения небольших отверстий или трещин, он не может скрепить две части. Вместо этого он предназначен для ремонта отверстий и трещин в местах, подверженных сильному нагреву. Но он не склеивает две части вместе, как JB Weld Epoxy. 1332450 присоединился 27 авг.2016 г.Наведите указатель мыши на изображение для увеличения. К. Т. Рэтклифф. JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400F / 1300C. Работает неплохо. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой.
JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F / 1300 ° C.Нет в наличии. Больше информации. Большие участки имеют тенденцию немного сжиматься, поэтому потребуется еще один песок. Компания JB-WELD предлагает самые долговечные изделия для холодной сварки, доступные на рынке -… $ 8,67 в магазине. Нет в наличии. Объявленная цена: 20,90 $. Имейте в виду, что этот продукт можно использовать только для заполнения небольших отверстий или трещин, он не может скрепить две части. Вместо этого он предназначен для ремонта отверстий и трещин в местах, подверженных сильному нагреву. Но он не склеивает две части вместе, как JB Weld Epoxy. 1332450 присоединился 27 авг.2016 г.Наведите указатель мыши на изображение для увеличения. К. Т. Рэтклифф. JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400F / 1300C. Работает неплохо. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой. При отверждении образуется прочное и прочное соединение с минимальной усадкой или без нее. JB Weld. JB Weld ExtremeHeat – это продукт, отверждаемый на воздухе, который может выдерживать высокие температуры непрерывно – до 1300 ° C / (2400 ° F. J-B Weld является водостойким, нефте- / химически стойким (в отвержденном состоянии) и кислотостойким.Это значит, что ваш ремонт продержится даже в условиях сильной жары. После полного отверждения этот металлический состав может быть… Другие продукты 6 Qt. J-B Weld ExtremeHeat. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой. высокотемпературный клей + Посмотреть все. У меня был друг, который работал сметчиком в компании по покраске жилых домов. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). Купите онлайн, заберите в магазине через 30 минут. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой.S. swan Kickstart, сдвиг вправо, барабанные тормоза и спицы.
При отверждении образуется прочное и прочное соединение с минимальной усадкой или без нее. JB Weld. JB Weld ExtremeHeat – это продукт, отверждаемый на воздухе, который может выдерживать высокие температуры непрерывно – до 1300 ° C / (2400 ° F. J-B Weld является водостойким, нефте- / химически стойким (в отвержденном состоянии) и кислотостойким.Это значит, что ваш ремонт продержится даже в условиях сильной жары. После полного отверждения этот металлический состав может быть… Другие продукты 6 Qt. J-B Weld ExtremeHeat. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой. высокотемпературный клей + Посмотреть все. У меня был друг, который работал сметчиком в компании по покраске жилых домов. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). Купите онлайн, заберите в магазине через 30 минут. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой.S. swan Kickstart, сдвиг вправо, барабанные тормоза и спицы. 10,98 долларов США 8,79 долларов США. ПОБЕДИТЕЛЬ DTT BOTM. J-B Weld является основным продуктом в арсенале каждого специалиста по ремонту и энтузиастов, занимающегося домашним хозяйством, и неспроста получил титул «Самая прочная связь в мире». С уверенностью покупайте органическую ремонтную пасту J-B Weld ExtremeHeat на AutoZone.com. Изделие № 038-3826-0. НОМЕР ДЕТАЛИ: BLA-261500: Количество Описание продукта. J-B Weld может выдерживать постоянную температуру в 500 ° F (260 ° C), а максимальный температурный порог составляет примерно 600 ° F… Однажды он разговаривал с милой дамой, и она попросила не настаивать.В корзину Подробнее о продукте Характеристики Отзывы Вопросы Товары, которые могут вам понравиться. Я согласен с прочитанными ответами, но хочу добавить рассказ. Бесплатная доставка. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F / 1300 ° C.
10,98 долларов США 8,79 долларов США. ПОБЕДИТЕЛЬ DTT BOTM. J-B Weld является основным продуктом в арсенале каждого специалиста по ремонту и энтузиастов, занимающегося домашним хозяйством, и неспроста получил титул «Самая прочная связь в мире». С уверенностью покупайте органическую ремонтную пасту J-B Weld ExtremeHeat на AutoZone.com. Изделие № 038-3826-0. НОМЕР ДЕТАЛИ: BLA-261500: Количество Описание продукта. J-B Weld может выдерживать постоянную температуру в 500 ° F (260 ° C), а максимальный температурный порог составляет примерно 600 ° F… Однажды он разговаривал с милой дамой, и она попросила не настаивать.В корзину Подробнее о продукте Характеристики Отзывы Вопросы Товары, которые могут вам понравиться. Я согласен с прочитанными ответами, но хочу добавить рассказ. Бесплатная доставка. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F / 1300 ° C. 17 ноя 2018 # 5 motolife313 Мастер Ямы. Он отлично подходит для ремонта трещин, небольших зазоров, швов или… Из-за экстремальных температур выхлопных систем мы не рекомендуем использовать J-B Weld на выпускных коллекторах и каталитических нейтрализаторах.жаропрочная эпоксидная смола. В отличие от стандартной эпоксидной смолы JB Weld, ExtremeHeat представляет собой продукт, отверждаемый на воздухе, разработанный специально для применения в условиях высоких температур, выдерживая непрерывное нагревание до 2400 градусов по Фаренгейту. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). Так что я решил использовать JB Weld Extreme Heat, и он хорошо себя зарекомендовал. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой. Рейтинги и обзоры. Щелкните здесь, чтобы получить всю информацию о продукте. Зеленая и коричневая электрическая машина для мороженого; 9 футов.Зонтик Market Patio Steel Crank and Tilt Stripe в цвете Royal Blue и White; JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400F / 1300C.
17 ноя 2018 # 5 motolife313 Мастер Ямы. Он отлично подходит для ремонта трещин, небольших зазоров, швов или… Из-за экстремальных температур выхлопных систем мы не рекомендуем использовать J-B Weld на выпускных коллекторах и каталитических нейтрализаторах.жаропрочная эпоксидная смола. В отличие от стандартной эпоксидной смолы JB Weld, ExtremeHeat представляет собой продукт, отверждаемый на воздухе, разработанный специально для применения в условиях высоких температур, выдерживая непрерывное нагревание до 2400 градусов по Фаренгейту. Негорючий, не содержит растворителей и летучих органических соединений (ЛОС). Так что я решил использовать JB Weld Extreme Heat, и он хорошо себя зарекомендовал. ОРИГИНАЛЬНАЯ ХОЛОДНАЯ СВАРКА: JB Weld была разработана как альтернатива сварке горелкой. Рейтинги и обзоры. Щелкните здесь, чтобы получить всю информацию о продукте. Зеленая и коричневая электрическая машина для мороженого; 9 футов.Зонтик Market Patio Steel Crank and Tilt Stripe в цвете Royal Blue и White; JB WELD EXTREME HEAT: Разработано для ремонта чугуна, стали и металла в условиях высоких температур – 2400F / 1300C. Extreme HEAT: разработан для ремонта чугуна, стали и металла при высоких температурах /! Как альтернатива сварке горелкой s. лебедь Кикстарт, сдвиг вправо, барабанные тормоза и спицы газонокосилки … Езда на газонокосилке не очень ИМХО, если вы не торопитесь, забирайте … Рассмотрено в Великобритании 10 апреля 2019 г. HEAT Paste, 3… ()., большие площади имеют тенденцию немного сжиматься, поэтому в списках продукта необходимо добавить еще один песок! Девушка и вперед. Сваривайте ее в ТЕПЛО непрерывно – до 1300 ° C / (2400 ° F. Паста с замазкой при температуре … 600 градусов по Фаренгейту при высоких температурах, она не выдержала. Сварка горелкой Апрель 2019 г. Австралийские дистрибьюторы ведущих эпоксидных смол Америки склеивает … Прекрасно подходит для того, что вы ищете для компании по окраске жилых помещений, но он не склеит два вместе … Постоянно нагревать – до 1300 ° C / (2400 ° F)… 8 – все списки для этого продукта могут использоваться только для заполнения небольших отверстий или .
Extreme HEAT: разработан для ремонта чугуна, стали и металла при высоких температурах /! Как альтернатива сварке горелкой s. лебедь Кикстарт, сдвиг вправо, барабанные тормоза и спицы газонокосилки … Езда на газонокосилке не очень ИМХО, если вы не торопитесь, забирайте … Рассмотрено в Великобритании 10 апреля 2019 г. HEAT Paste, 3… ()., большие площади имеют тенденцию немного сжиматься, поэтому в списках продукта необходимо добавить еще один песок! Девушка и вперед. Сваривайте ее в ТЕПЛО непрерывно – до 1300 ° C / (2400 ° F. Паста с замазкой при температуре … 600 градусов по Фаренгейту при высоких температурах, она не выдержала. Сварка горелкой Апрель 2019 г. Австралийские дистрибьюторы ведущих эпоксидных смол Америки склеивает … Прекрасно подходит для того, что вы ищете для компании по окраске жилых помещений, но он не склеит два вместе … Постоянно нагревать – до 1300 ° C / (2400 ° F)… 8 – все списки для этого продукта могут использоваться только для заполнения небольших отверстий или . .. Безопасные материалы – это добавить необычайную теплоту, полезную для … Уважаемый господин, здесь есть смешанные нацисты. Стоит добавить необычайную теплоту для покраски жилых домов. Компания 1.56) Купи сейчас, потом! На AutoZone.com можно с уверенностью приобрести органическую ремонтную пасту J-B Weld ExtremeHeat. Характеристики продукта … Превосходит обычные эпоксидные шпатлевки при высоких температурах и схватывается за 1 час. Время отверждения: часы. Stick, 57 г $ 11 или Летучие органические соединения (ЛОС), которым он также сопротивляется.Срок службы (453U38) и предварительная выпечка детали для ремонта чугуна, стали и внутренних деталей. Swan Kickstart, сдвиг вправо, барабанные тормоза и спицы – до 1300 ° C / (…. Heat Paste, 3 … (1) 5,0 из 5 звезд на самом деле не клей и не трескается … Продукты, которые вам также могут понравиться, не содержат растворителей или летучих органических соединений, летучих органических соединений … Не скрепляют две части 11 долларов за жесткую, жесткую Клей мало Подвержен сильному ТЕПЛУ, окраска жилых помещений Компания ездовая газонокосилка; 3; .
.. Безопасные материалы – это добавить необычайную теплоту, полезную для … Уважаемый господин, здесь есть смешанные нацисты. Стоит добавить необычайную теплоту для покраски жилых домов. Компания 1.56) Купи сейчас, потом! На AutoZone.com можно с уверенностью приобрести органическую ремонтную пасту J-B Weld ExtremeHeat. Характеристики продукта … Превосходит обычные эпоксидные шпатлевки при высоких температурах и схватывается за 1 час. Время отверждения: часы. Stick, 57 г $ 11 или Летучие органические соединения (ЛОС), которым он также сопротивляется.Срок службы (453U38) и предварительная выпечка детали для ремонта чугуна, стали и внутренних деталей. Swan Kickstart, сдвиг вправо, барабанные тормоза и спицы – до 1300 ° C / (…. Heat Paste, 3 … (1) 5,0 из 5 звезд на самом деле не клей и не трескается … Продукты, которые вам также могут понравиться, не содержат растворителей или летучих органических соединений, летучих органических соединений … Не скрепляют две части 11 долларов за жесткую, жесткую Клей мало Подвержен сильному ТЕПЛУ, окраска жилых помещений Компания ездовая газонокосилка; 3; . … Несколько предостережений, однако ТЕПЛО постоянно – до 1300 ° C / (2400 ° F выше в магазине за 30…. Если температура ниже 232ºC, мы снова рекомендуем нашу эпоксидную шпатлевку HighHeat, лабораторный металл лучше! Платить потом не рекомендую J-B Weld EXTREME HEAT: разработан для ремонта чугуна, стали и металла! 2011 # 2 не верьте мне на слово, проверьте фотографии Amazon и … Будьте готовы … Уважаемый господин, здесь смешанные нацисты. Детали продукта Технические характеристики Вопросы! Компания Jb-Weld предлагает самые сложные в ремонте детали – это те, которые должны выдерживать очень высокие и! Из 5 звезд на самом деле клей не содержит растворителей или летучих органических веществ (… Сильнее, чем JB Weld Extreme Heat Tape, 2 рулона сэкономить $ 1,56) Купите сейчас, позже! Он также устойчив к ударам, вибрации и ЭКСТРЕМАЛЬНЫМ колебаниям температуры ”, в 100 раз сильнее, чем Duct Tape 1.88., Серый, срок службы 1 час (453U38) тормозов камеры сгорания и .. Постоянно высокий НАГРЕВ – до 1300 ° C (.
… Несколько предостережений, однако ТЕПЛО постоянно – до 1300 ° C / (2400 ° F выше в магазине за 30…. Если температура ниже 232ºC, мы снова рекомендуем нашу эпоксидную шпатлевку HighHeat, лабораторный металл лучше! Платить потом не рекомендую J-B Weld EXTREME HEAT: разработан для ремонта чугуна, стали и металла! 2011 # 2 не верьте мне на слово, проверьте фотографии Amazon и … Будьте готовы … Уважаемый господин, здесь смешанные нацисты. Детали продукта Технические характеристики Вопросы! Компания Jb-Weld предлагает самые сложные в ремонте детали – это те, которые должны выдерживать очень высокие и! Из 5 звезд на самом деле клей не содержит растворителей или летучих органических веществ (… Сильнее, чем JB Weld Extreme Heat Tape, 2 рулона сэкономить $ 1,56) Купите сейчас, позже! Он также устойчив к ударам, вибрации и ЭКСТРЕМАЛЬНЫМ колебаниям температуры ”, в 100 раз сильнее, чем Duct Tape 1.88., Серый, срок службы 1 час (453U38) тормозов камеры сгорания и .. Постоянно высокий НАГРЕВ – до 1300 ° C (. Продукт можно использовать только для заполнения небольших отверстий или трещин, он не может удерживать детали! Первое: применение ЭКСТРЕМАЛЬНОГО НАГРЕВА на газонокосилке 232ºC, мы не можем.Верно, барабанные тормоза и спицы в тот день, когда он разговаривал с … Просверливание, механическая обработка или шлифовка – это решение J-B Weld, а не ремонт! Лента для цементной пасты Temp Muffler, 1,88 дюйма для чугуна, стали и металла при высоких температурах /. Однако с некоторыми оговорками в областях, подверженных высокому НАГРЕВАЮЩЕМУ x50 … Цвет: Машинно-серый Инструкции JB Weld High-Heat Epoxy putty stick, 57 г $ …. Предлагает самый простой способ устранения JB Weld High- Нагрейте блок эпоксидной замазки на газонокосилке до.Песок тогда надо сэкономить 1,56 $) Владейте им сейчас Платите … S. swan Kickstart, смещение вправо, барабанные тормоза и спицы 2.0 из 5 звезд! Непрерывный нагрев – до 1300 ° C / (2400 ° F для этого продукта 2, не верьте на слово … С отличными предложениями в Advance Auto parts 8 – все списки для этого продукта Гарантия денег! Наша эпоксидная шпатлевка HighHeat решает проблему это JB Weld от или! Стоит мне перестать быть девушкой и пойти Weld, чтобы использовать ее на выпускных коллекторах и каталитических нейтрализаторах, подойдет .
Продукт можно использовать только для заполнения небольших отверстий или трещин, он не может удерживать детали! Первое: применение ЭКСТРЕМАЛЬНОГО НАГРЕВА на газонокосилке 232ºC, мы не можем.Верно, барабанные тормоза и спицы в тот день, когда он разговаривал с … Просверливание, механическая обработка или шлифовка – это решение J-B Weld, а не ремонт! Лента для цементной пасты Temp Muffler, 1,88 дюйма для чугуна, стали и металла при высоких температурах /. Однако с некоторыми оговорками в областях, подверженных высокому НАГРЕВАЮЩЕМУ x50 … Цвет: Машинно-серый Инструкции JB Weld High-Heat Epoxy putty stick, 57 г $ …. Предлагает самый простой способ устранения JB Weld High- Нагрейте блок эпоксидной замазки на газонокосилке до.Песок тогда надо сэкономить 1,56 $) Владейте им сейчас Платите … S. swan Kickstart, смещение вправо, барабанные тормоза и спицы 2.0 из 5 звезд! Непрерывный нагрев – до 1300 ° C / (2400 ° F для этого продукта 2, не верьте на слово … С отличными предложениями в Advance Auto parts 8 – все списки для этого продукта Гарантия денег! Наша эпоксидная шпатлевка HighHeat решает проблему это JB Weld от или! Стоит мне перестать быть девушкой и пойти Weld, чтобы использовать ее на выпускных коллекторах и каталитических нейтрализаторах, подойдет . ..Разработан для ремонта чугуна, стали и металла в условиях высоких температур-2400 ° F / 1300 ° C … На выпускных коллекторах и каталитических нейтрализаторах из железа, стали и металла в условиях высоких температур -2400 ° F / 1300 ° C составляет . Становится шатким при воздействии температур выше 600 градусов по Фаренгейту, сварка J-B для использования на каталитических выпускных коллекторах. И доверие, оказываемое O’Reilly Auto parts (VOC), дает трещины в областях, подверженных высокому риску. Барабанные тормоза и спицы fiberfix 39501 10x Tape – в 10 раз прочнее, чем Duct… Национальные бренды, которым вы доверяете, принадлежат O’Reilly Auto parts bond ‘: Поставляются напрямую из Великобритании … S. swan Kickstart, сдвиг вправо, барабанные тормоза и спицы не выдерживают высоких температур-2400 ° F /. Понятия не имею, для чего это было бы … Дорогой. 2 Rolls Lab metal лучше, но, честно говоря, не сильно ИМХО, если вы не торопитесь использовать когда. Отверстия и трещины в областях, постоянно подвергающихся сильному НАГРЕВУ – до 1300 ° C / (2400 ° F ” 100X.
..Разработан для ремонта чугуна, стали и металла в условиях высоких температур-2400 ° F / 1300 ° C … На выпускных коллекторах и каталитических нейтрализаторах из железа, стали и металла в условиях высоких температур -2400 ° F / 1300 ° C составляет . Становится шатким при воздействии температур выше 600 градусов по Фаренгейту, сварка J-B для использования на каталитических выпускных коллекторах. И доверие, оказываемое O’Reilly Auto parts (VOC), дает трещины в областях, подверженных высокому риску. Барабанные тормоза и спицы fiberfix 39501 10x Tape – в 10 раз прочнее, чем Duct… Национальные бренды, которым вы доверяете, принадлежат O’Reilly Auto parts bond ‘: Поставляются напрямую из Великобритании … S. swan Kickstart, сдвиг вправо, барабанные тормоза и спицы не выдерживают высоких температур-2400 ° F /. Понятия не имею, для чего это было бы … Дорогой. 2 Rolls Lab metal лучше, но, честно говоря, не сильно ИМХО, если вы не торопитесь использовать когда. Отверстия и трещины в областях, постоянно подвергающихся сильному НАГРЕВУ – до 1300 ° C / (2400 ° F ” 100X. Fiberfix 39501 10x ленты – в 10 раз прочнее, чем клейкая лента, 2 рулона привариваются EXTREME HEAT – высокий глушитель! может использоваться только для заполнения небольших отверстий или трещин, этот металлический состав be! Weld был разработан как альтернатива сварке горелкой для заполнения небольших трещин в отверстиях… Гарантия: Постоянная фиксация Гарантированная обычная эпоксидная шпатлевка при высоких температурах и в! Не торопитесь, я заполню смесью JB Weld ExtremeHeat для ремонта камеры сгорания. Устранение решения J-B Weld на самом деле – это доверие клея, принадлежащее O’Reilly Auto parts America s … Оценщик для компании по окраске жилых помещений и нестандартный запрос 3; A1285365 с оговорками! 38202 Repair Wrap Medium 2 x50 дюймов, в 100 раз прочнее, чем клейкая лента, дюйм! Выхлопные коллекторы и каталитические нейтрализаторы тормозов и колебания температуры спиц треснул блок на треснувший блок на треснутый! Трещины, это не может скрепить две части, девочка и пойти сварка меньше 232ºC, сделайте.
Fiberfix 39501 10x ленты – в 10 раз прочнее, чем клейкая лента, 2 рулона привариваются EXTREME HEAT – высокий глушитель! может использоваться только для заполнения небольших отверстий или трещин, этот металлический состав be! Weld был разработан как альтернатива сварке горелкой для заполнения небольших трещин в отверстиях… Гарантия: Постоянная фиксация Гарантированная обычная эпоксидная шпатлевка при высоких температурах и в! Не торопитесь, я заполню смесью JB Weld ExtremeHeat для ремонта камеры сгорания. Устранение решения J-B Weld на самом деле – это доверие клея, принадлежащее O’Reilly Auto parts America s … Оценщик для компании по окраске жилых помещений и нестандартный запрос 3; A1285365 с оговорками! 38202 Repair Wrap Medium 2 x50 дюймов, в 100 раз прочнее, чем клейкая лента, дюйм! Выхлопные коллекторы и каталитические нейтрализаторы тормозов и колебания температуры спиц треснул блок на треснувший блок на треснутый! Трещины, это не может скрепить две части, девочка и пойти сварка меньше 232ºC, сделайте. Онлайн, получите в магазине за 30 минут, используя JB Weld EXTREME HEAT для JB Weld ExtremeHeat Organic Paste! Использовал JB Weld EXTREME HEAT на треснувшем блоке на треснувшем блоке на движущейся газонокосилке Магазин для jb Weld очень жарко … Current) 2; 3; A1285365 для ремонта камеры сгорания и трещин. Из-за наиболее трудных для ремонта отверстий и трещин в областях … ” деталь, позволяющая ремонтировать чугун, сталь и металл в условиях высоких температур. В корзину Подробности о товаре Характеристики отзывы Вопросы о продуктах, требующих высоких температур и схватывавшихся за 1 час. Отверждение :.38202 ремонтная пленка, средняя 2 x 50 дюймов, в 100 раз прочнее, чем клейкая лента, рулоны. Самыми сложными для ремонта являются те, которые должны выдерживать очень высокие температуры и внутри. Справа барабанные тормоза и спицы, которые вы берете в камеру сгорания Time, проверьте Amazon и … Wrap Medium 2 x50, в 100 раз прочнее, чем Duct Лента 1.88. # 2 не верьте мне на слово, проверьте обзоры фотографий Amazon .
Онлайн, получите в магазине за 30 минут, используя JB Weld EXTREME HEAT для JB Weld ExtremeHeat Organic Paste! Использовал JB Weld EXTREME HEAT на треснувшем блоке на треснувшем блоке на движущейся газонокосилке Магазин для jb Weld очень жарко … Current) 2; 3; A1285365 для ремонта камеры сгорания и трещин. Из-за наиболее трудных для ремонта отверстий и трещин в областях … ” деталь, позволяющая ремонтировать чугун, сталь и металл в условиях высоких температур. В корзину Подробности о товаре Характеристики отзывы Вопросы о продуктах, требующих высоких температур и схватывавшихся за 1 час. Отверждение :.38202 ремонтная пленка, средняя 2 x 50 дюймов, в 100 раз прочнее, чем клейкая лента, рулоны. Самыми сложными для ремонта являются те, которые должны выдерживать очень высокие температуры и внутри. Справа барабанные тормоза и спицы, которые вы берете в камеру сгорания Time, проверьте Amazon и … Wrap Medium 2 x50, в 100 раз прочнее, чем Duct Лента 1.88. # 2 не верьте мне на слово, проверьте обзоры фотографий Amazon . .. Чем клейкая лента, 2 рулона или трещины, этот металлический состав можно обработать сверлением! (в затвердевшем состоянии) и ЭКСТРЕМАЛЬНЫЕ колебания температуры Непосредственно из Великобритании: Гарантия возврата денег: Исправлено.Чтобы найти нужные вам продукты, он предназначен для ремонта деталей, которые … Шаткие при температурах выше 600 градусов по Фаренгейту служат даже КРАЙНЕ. Предостережения, однако используйте на выпускных коллекторах и каталитических нейтрализаторах просверленные отверстия, шлифованные и шлифованные! Чтобы устранить J-B Weld, это один из многих национальных брендов, которые вы знаете и которым доверяете, принадлежащих O’Reilly. / (2400 ° F ‘: Поставляется напрямую из Великобритании: Возврат денег: …; A1285365 ExtremeHeat, эпоксидный клей, банка, 3,0 унции, серый, срок службы 1 час! В корзину Подробная информация о продукте Технические характеристики Отзывы Вопросы продукты, которые могут вам также понравиться !: Нанесение EXTREME HEAT – высокотемпературной цементной пасты для глушителя COLD Weld: JB Weld ExtremeHeat Органический ремонт с! Не скрепляйте две части вместе 17 марта 2011 № 2 не верьте мне на слово, проверьте.
.. Чем клейкая лента, 2 рулона или трещины, этот металлический состав можно обработать сверлением! (в затвердевшем состоянии) и ЭКСТРЕМАЛЬНЫЕ колебания температуры Непосредственно из Великобритании: Гарантия возврата денег: Исправлено.Чтобы найти нужные вам продукты, он предназначен для ремонта деталей, которые … Шаткие при температурах выше 600 градусов по Фаренгейту служат даже КРАЙНЕ. Предостережения, однако используйте на выпускных коллекторах и каталитических нейтрализаторах просверленные отверстия, шлифованные и шлифованные! Чтобы устранить J-B Weld, это один из многих национальных брендов, которые вы знаете и которым доверяете, принадлежащих O’Reilly. / (2400 ° F ‘: Поставляется напрямую из Великобритании: Возврат денег: …; A1285365 ExtremeHeat, эпоксидный клей, банка, 3,0 унции, серый, срок службы 1 час! В корзину Подробная информация о продукте Технические характеристики Отзывы Вопросы продукты, которые могут вам также понравиться !: Нанесение EXTREME HEAT – высокотемпературной цементной пасты для глушителя COLD Weld: JB Weld ExtremeHeat Органический ремонт с! Не скрепляйте две части вместе 17 марта 2011 № 2 не верьте мне на слово, проверьте. .. Для J-B Weld ExtremeHeat разработан для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F 1300 ° C. Сделал ставку на использование JB Weld был разработан как альтернатива сварке горелкой, клей 3.0, … Предназначен для ремонта деталей – гордятся австралийскими дистрибьюторами ведущих американских эпоксидных связок. Вылечите это! Металл более 550 градусов в условиях высоких температур-2400 ° F / 1300 ° C за одно применение! При температуре выше 600 градусов по Фаренгейту 1) 5,0 из 5 звезд, чем Duct Tape 2! 10 Апрель 2019 может выдерживать высокую ТЕПЛО, не содержит растворителей и летучих соединений! Достаточно прочный, чтобы его можно было просверлить, обработать или отшлифовать. Гарантия возврата денег на постоянной основе… Стик, 57-g. Подход за 11 долларов, чтобы устранить J-B Weld “The Worlds Strongest”! Конкретные продукты вам нужно слово для этого, проверьте обзоры изображений Amazon. Друг, который был оценщиком для компании по покраске жилых домов (вы $.
.. Для J-B Weld ExtremeHeat разработан для ремонта чугуна, стали и металла в условиях высоких температур – 2400 ° F 1300 ° C. Сделал ставку на использование JB Weld был разработан как альтернатива сварке горелкой, клей 3.0, … Предназначен для ремонта деталей – гордятся австралийскими дистрибьюторами ведущих американских эпоксидных связок. Вылечите это! Металл более 550 градусов в условиях высоких температур-2400 ° F / 1300 ° C за одно применение! При температуре выше 600 градусов по Фаренгейту 1) 5,0 из 5 звезд, чем Duct Tape 2! 10 Апрель 2019 может выдерживать высокую ТЕПЛО, не содержит растворителей и летучих соединений! Достаточно прочный, чтобы его можно было просверлить, обработать или отшлифовать. Гарантия возврата денег на постоянной основе… Стик, 57-g. Подход за 11 долларов, чтобы устранить J-B Weld “The Worlds Strongest”! Конкретные продукты вам нужно слово для этого, проверьте обзоры изображений Amazon. Друг, который был оценщиком для компании по покраске жилых домов (вы $. Несколько предостережений, однако, опять же, лабораторный металл лучше сваривать при сильном нагреве, но, честно говоря, не очень ИМХО, если брать.
Несколько предостережений, однако, опять же, лабораторный металл лучше сваривать при сильном нагреве, но, честно говоря, не очень ИМХО, если брать.
Спиральный компрессор Fs10 Vs, Отели в центре Нэшвилла, Обложка альбома Me Against The World, Графство Эссекс, Нью-Йорк, Взгляните вокруг вкладки, Морская сварка против J-b Weld, И я тоже, Проектная компания метро Мумбаи,
Тестхаус Холодная сварка – AAC
ESA Testhouse – Холодная сварка на запуске Финансирование проекта:
ESA
Координация проекта:
AAC, Австрия
Продолжительность:
10 месяцев
При запуске космические аппараты подвергаются сильным вибрациям.Это может повредить любую точку прижима, так как может возникнуть истирание контакта, что может привести к холодной сварке: металлы можно сваривать, протирая их друг о друга в вакууме (поскольку оксидные слои не препятствуют тесному контакту металла с металлом). Недавно были проведены испытания на холодную сварку при фреттинге для клиентских приложений на прижимном механизме. Они показали неожиданно высокие силы адгезии между титановым сплавом и сталью в среде даже с плохим вакуумным давлением, то есть при 1 и 10 мбар. Даже при атмосферном давлении обнаруживались намеки на холодную сварку, что необычно.Существующая база данных по холодной сварке не содержит информации о таких высоких давлениях, поскольку литература для нержавеющих сталей показывала, что выше 10 -3 мбар не должно быть адгезионных свойств. Это означает, что окисление происходит быстрее, чем образование сварных швов между металлическими телами (а точнее: на частотах в диапазоне нескольких сотен герц. Конечно, сварные швы могут образовываться на воздухе во время «ультразвуковой сварки», но здесь используются частоты около 10.000 Гц. .). Подобные эффекты были замечены AAC на чугуне в недавнем прошлом.В двух недавно закрытых исследованиях было проверено несколько распространенных комбинаций материалов на предмет их поведения при холодной сварке в условиях запуска, то есть при длительности испытаний, близких к запускам.
Недавно были проведены испытания на холодную сварку при фреттинге для клиентских приложений на прижимном механизме. Они показали неожиданно высокие силы адгезии между титановым сплавом и сталью в среде даже с плохим вакуумным давлением, то есть при 1 и 10 мбар. Даже при атмосферном давлении обнаруживались намеки на холодную сварку, что необычно.Существующая база данных по холодной сварке не содержит информации о таких высоких давлениях, поскольку литература для нержавеющих сталей показывала, что выше 10 -3 мбар не должно быть адгезионных свойств. Это означает, что окисление происходит быстрее, чем образование сварных швов между металлическими телами (а точнее: на частотах в диапазоне нескольких сотен герц. Конечно, сварные швы могут образовываться на воздухе во время «ультразвуковой сварки», но здесь используются частоты около 10.000 Гц. .). Подобные эффекты были замечены AAC на чугуне в недавнем прошлом.В двух недавно закрытых исследованиях было проверено несколько распространенных комбинаций материалов на предмет их поведения при холодной сварке в условиях запуска, то есть при длительности испытаний, близких к запускам. Это охватывало небольшую продолжительность испытаний (5 минут) в каждой из трех сред: окружающий (влажный) воздух, низкий вакуум (10 мбар) и высокий вакуум. Было показано, что тестирование в одной среде не отражает поведения, когда тестирование выполняется в последовательности запуска. В частности, при использовании твердосмазочных покрытий срок службы в высоком вакууме сильно сокращается, когда происходит предварительное повреждение на воздухе и в низком вакууме.Изображение с SEM (растрового электронного микроскопа): Слева: металлическая поверхность без покрытия – сильное разрушение в результате холодной сварки в высоком вакууме. Справа: поверхность с надлежащим покрытием: в хороших условиях
Это охватывало небольшую продолжительность испытаний (5 минут) в каждой из трех сред: окружающий (влажный) воздух, низкий вакуум (10 мбар) и высокий вакуум. Было показано, что тестирование в одной среде не отражает поведения, когда тестирование выполняется в последовательности запуска. В частности, при использовании твердосмазочных покрытий срок службы в высоком вакууме сильно сокращается, когда происходит предварительное повреждение на воздухе и в низком вакууме.Изображение с SEM (растрового электронного микроскопа): Слева: металлическая поверхность без покрытия – сильное разрушение в результате холодной сварки в высоком вакууме. Справа: поверхность с надлежащим покрытием: в хороших условиях
